 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Räätälöityjen jyrsintätehtaaiden salaisuudet: 9 olennaista kohtaa ennen tilausta

Mikä on erikoisvalmistus-koneistuslaitos ja miksi se on tärkeä
Kuvittele, että tarvitset erikoismetallikomponenttia, jota ei yksinkertaisesti ole saatavilla markkinoilta. Ehkä kyseessä on ainutlaatuinen kiinnike ilmailulaitteisiin, erikoissovitin lääketieteellisiin laitteisiin tai tarkkuuspyörä teollisuuskoneeseen. Mihin käännät silloin katseesi? Tässä juuri erikoisvalmistus-koneistuslaitos tulee arvokkaaksi.
Erikoisvalmistus-koneistuslaitos on erikoistunut valmistustila laitos, joka valmistaa osia täsmälleen sinun määrittelemiisi vaatimuksiin sen sijaan, että se tuottaisi suuria määriä standardoituja komponentteja. Toisin kuin perinteiset valmistuslaitokset, jotka tuottavat tuhansia identtisiä tuotteita, nämä laitokset keskittyvät tarkkuuteen, joustavuuteen ja kykyyn muuntaa sinun ainutlaatuiset suunnittelut fyysiseksi todellisuudeksi.
Ajattele sitä näin: sarjatuotanto on kuin tilaus kiinteästä valikosta pikaruokapaikassa, kun taas työskentely räätälöidyn konepajan kanssa on kuin henkilökohtainen keittäjä, joka valmistaa ruokia erityisesti sinun makusi ja ravitsemustarpeidesi mukaan.
Mitä erottaa räätälöidyn koneistuksen sarjatuotannosta
Perusero on lähestymistavassa ja kyvyissä. Standardit valmistuslaitokset optimoivat tuotantovolyymin ja kustannustehokkuuden tuottaakseen suuria määriä identtisiä osia mahdollisimman vähällä vaihtelulla. Räätälöity koneistus sen sijaan hyväksyy monimutkaisuuden ja yksilöllisyyden.
Kun kehität prototyyppiä, tarvitset vaihto-osaa vanhentuneeseen laitteistoon tai tarvitset komponentteja, joilla on monimutkaiset geometriat ja tiukat toleranssit , sarjatuotanto ei yksinkertaisesti toimi. CNC-koneistusliikkeet, jotka keskittyvät räätälöityyn työhön, voivat käsitellä monimutkaisia suunnitteluita, jotka olisivat haastavia tai mahdottomia standardoituja prosesseja käyttäen.
Ota huomioon nämä keskeiset erot:
- Erikoislaitteisto: Mukautetut tehtaat investoivat edistyneisiin CNC-porakoneisiin, kääntökoneisiin, hiomakoneisiin ja EDM-laitteistoihin, jotka pystyvät saavuttamaan toleransseja jopa ±0,0001 tuumaa – tarkkuutta, jota sarjatuotanto harvoin vaatii tai saavuttaa.
- Taitavat koneistajat: Nämä tehdasalueet työllistävät kokemuksellisia käsityöläisiä, jotka ymmärtävät materiaalien ominaisuudet, työkalujen valinnan ja ohjelmointimenetelmät, joita tarvitaan monimutkaisten projektien onnistuneeseen toteuttamiseen.
- Joustavat tuotantokapasiteetit: Tarvitsetpa yhtä prototyyppiä tai 500 erikoiskomponentin erää, mukautetut tehtaat sopeuttavat prosessinsa täsmälleen sinun erityisvaatimuksiisi.
- Laatukeskeiset prosessit: Jokaiseen osaan kiinnitetään yksilöllistä huomiota, ja tiukat tarkastus- ja laadunvalvontatoimet varmistavat, että jokainen komponentti täyttää tarkasti sinun määrittelemäsi vaatimukset.
Tarkkuuskoneistuksen rooli nykyaikaisessa teollisuudessa
Haluat varmasti huomata, että tarkkuuskonetekniikan palvelut ovat innovaation perusta lähes kaikilla edistyneillä aloilla. Kun ilmailuyritysten insinöörit suunnittelevat uusia lentokoneen komponentteja, kun lääkintälaitteiden valmistajat kehittävät elämänpelastavia implanteita tai kun autoteollisuuden insinöörit prototyyppejä seuraavan sukupolven järjestelmiä – kaikki heistä luottavat paikallisille CNC-konepajoille ja erikoistuneisiin laitoksiin, jotta heidän suunnittelunsa saadaan toteutettua.
Mukaan lukien teollisuuslähteet tarkkuuskonetekniikka on välttämätön nykyaikaisessa valmistuksessa sen kyvyn vuoksi tuottaa korkealaatuisia, monimutkaisia osia erinomaisella pinnanlaadulla. Teknologia mahdollistaa kaiken: biokompatiibeleihin materiaaleihin perustuvien kirurgisten välineiden valmistuksesta puolustusalan komponentteihin, joissa vaaditaan sotilasluokan kestävyyttä.
Mikä tekee tästä kyvystä niin ratkaisevan tärkeän? Nykypäivän kilpailutilanteessa tuotteen erottamisen usein taataan teknisen suorituksen tasolla. Valmiit komponentit saattavat riittää perussovelluksiin, mutta uudistavia innovaatioita vaativat kustomoidut ratkaisut. Hyvin varustettu konepajatila toimii sillana CAD-suunnitelmiesi ja toimivien, tarkkuuskäsiteltyjen osien välillä – muuttaen digitaaliset käsitteet konkreettisiksi tuotteiksi, jotka täyttävät vaativimmatkin vaatimukset.
Ydinkonepajaprosessit, joita jokainen ostaja tulisi ymmärtää
Olette löytäneet kustomoitujen osien valmistukseen erikoistuneen konepajan – mutta tiedättekö, mikä prosessi sopii parhaiten projektianne tarpeisiin? Ydinkonepajamenetelmien ymmärtäminen auttaa teitä viestimään tehokkaasti valmistajien kanssa ja varmistaa, että valitsette optimaalisen lähestymistavan juuri teidän erityistarpeittenne mukaan. Tarkastellaan seuraavaksi neljää pääprosessia, joihin törmäätte.
CNC-jyrsintä ja -sorvauksen selitys
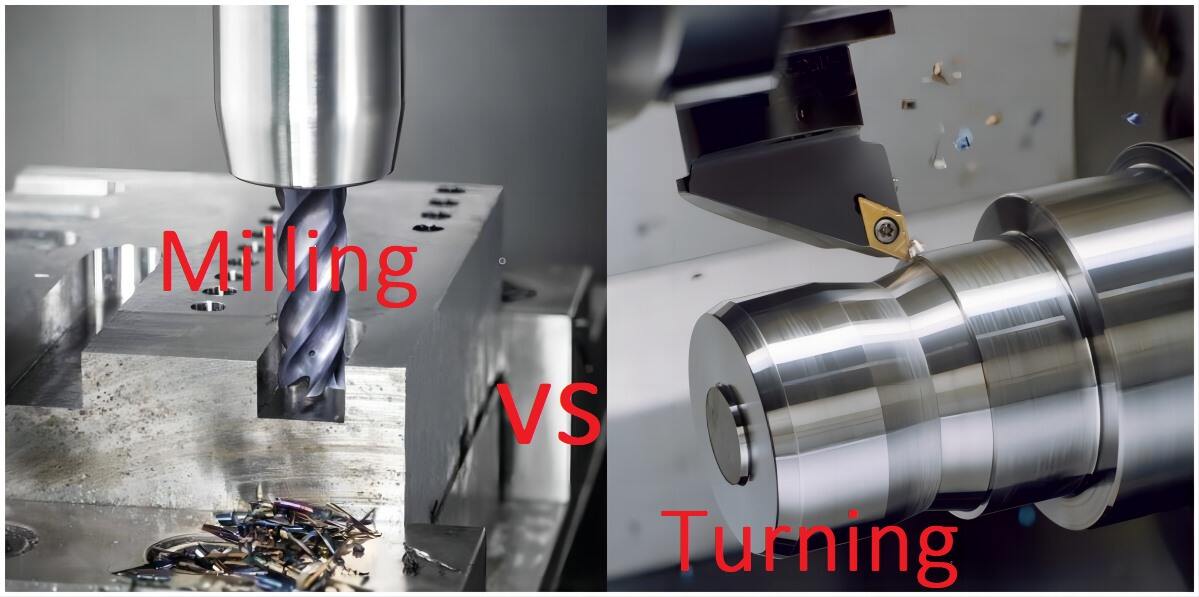
Kun CNC-leikkaus poistaa materiaalia työkappaleestasi, käytetty menetelmä määrittää mahdolliset muodot ja piirteet. Kaksi yleisintä prosessia – jyrsintä ja kääntö – eroavat perustavanlaatuisesti siinä, miten ne lähestyvät materiaalin poistamista.
CNC-mylly jyrsinnässä työkappale pysyy paikoillaan, kun pyörivä leikkuutyökalu liikkuu useiden akselien suuntaisesti poistaakseen materiaalia. Kuvittele veitsen kaltaisen työkalun pyörivän tuhansissa kierroksissa minuutissa kuin kuvanveistäjän kirkko, joka poistaa tarkasti materiaalia paljastaakseen sisällä olevan muodon. Tämä prosessi soveltuu erinomaisesti monimutkaisten geometristen muotojen, tasapintojen, urien, lokerojen ja monitasoisten 3D-muotojen valmistukseen. Moniakselisten kykyjen avulla CNC-jyrsintäkoneet voivat tuottaa epäsäännölmuotoisia osia ja yksityiskohtaisia piirteitä, jotka olisivat mahdottomia muilla menetelmillä.
CNC-kierto , päinvastoin, pyörittää työkappaleita itseään, kun paikallaan oleva leikkaustyökalu muokkaa sitä. Ajattele keraamikkojen kiertopöytää, mutta metallille. Tämä menetelmä soveltuu erinomaisesti lieriömäisille tai pyöreille osille – aksелеille, varikoille, renkaille ja liittimille. CNC-kääntö tuottaa erinomaista tehokkuutta symmetrisille komponenteille ja valmisosat saadaan usein nopeammin ja kustannustehokkaammin kuin porauksella, kun geometria sallii.
Tässä on käytännön ero: jos osasi on pyöreä poikkileikkaus ja sillä on symmetrisiä ominaisuuksia, CNC-kääntö on todennäköisesti paras vaihtoehto. Jos tarvitset monimutkaisia lokeroita, epäsäännöllisiä muotoja tai monitasoisia ominaisuuksia, CNC-poraus on ratkaisu. Monet edistyneet tuotantolaitokset käyttävät nykyisin mill-turn -keskuksia, jotka yhdistävät molemmat toiminnallisuudet ja mahdollistavat kokonaan valmiin osan valmistuksen yhdessä asennuksessa.
Erityisprosessit monimutkaisille geometrioille
Kun perusporaus ja kääntö eivät enää riitä, erikoismenetelmät astuvat kuvioon. Kaksi keskeistä menetelmää käsittelee sellaisia tehtäviä, joita perinteinen CNC-käsittely ei pysty suorittamaan.
Jyrsiminen tulee välttämättömäksi, kun vaaditaan tarkkuutta, joka ylittää kääntö- tai porauskoneen mahdollisuudet. Tässä prosessissa työkappale liikkuu pyörivän hiovan pyörän vastaisesti saavuttaakseen pinnanlaadun ja tarkkuuden, joita pelkkä koneistus ei voi saavuttaa. Hiominen on yleisesti käytetty laakerien, akselien, mittauspintojen ja minkä tahansa muun komponentin valmistukseen, jolle vaaditaan erinomaisen tarkkoja mittoja tai peilikirkkaita pintoja.
Sähkökoneruiskutus (Electrical Discharge Machining) ottaa täysin erilaisen lähestymistavan. Sen sijaan, että materiaalia leikattaisiin, EDM käyttää ohjattuja sähkökärkikytkentöjä työkappaleen materiaalin eroosion aikaansaamiseen. Tämä epätavallinen menetelmä erinomainen erityisesti erittäin kovien materiaalien koneistuksessa ja monimutkaisten sisäisten rakenteiden valmistuksessa, joihin leikkaustyökalut eivät yksinkertaisesti pääse. Langan EDM voi saavuttaa geometrian tarkkuuden noin ±1 μm, mikä tekee siitä arvokkaan muotien, ilmailukomponenttien ja lääketieteellisten laitteiden valmistukseen.
Sveitsiläinen koneistus ansaitsee maininnan tässä myös. Tämä erikoistunut CNC-kääntömenetelmä käyttää liukupäätä tukeakseen työkappaletta lähellä leikkaustoimintoa, mikä mahdollistaa erinomaisen pienien ja tarkkojen komponenttien valmistuksen. Se on ensisijainen menetelmä lääketieteellisiin implanteihin, kellokomponentteihin ja pieniin elektronisiin osiin, joissa vaaditaan poikkeuksellista tarkkuutta.
| Prosessityyppi | Parhaat käyttösovellukset | Materiaalinen yhteensopivuus | Typilliset toleranssit |
|---|---|---|---|
| CNC-mylly | Monimutkaiset muodot, tasaiset pinnat, lokit, 3D-muotoilut, prototyypit | Alumiini, teräs, messinki, titaani, muovit, komposiitit | ±0,001"–±0,005" (±0,025–±0,127 mm) |
| CNC-kierto | Sylinterimäiset osat, akselit, palat, renkaat, suuritehoiset symmetriset komponentit | Alumiini, teräs, messinki, kupari, titaani, tekniset muovit | ±0,001"–±0,005" (±0,025–±0,127 mm) |
| Jyrsiminen | Erittäin tarkat pinnat, laakerit, pyörivät akselit, tiukat toleranssit vaativat viimeistely | Kovennetut teräkset, keraamit, karbidit, työkaluteräkset | ±0,0001"–±0,0005" (±0,0025–±0,0127 mm) |
| EDM:n käyttö | Monimutkaiset kammiot, kovat materiaalit, hienostuneet sisäiset piirteet, muottien valmistus | Kovennetut metallit, eksotiset seokset, johtavat materiaalit, karbidit | ±0,0002"–±0,001" (±0,005–±0,025 mm) |
Näiden prosessien ymmärtäminen auttaa sinua valitsemaan projektisi vaatimukset täyttävän oikean menetelmän. Uuden tuotteen suunnittelun CNC-prototyyppejä varten poraus tarjoaa tarvitsemasi joustavuuden. Sylinterimäisten komponenttien sarjavalmistukseen CNC-valmistus kääntöprosessilla tarjoaa tehokkuutta. Ja kun erityisvaatimuksesi edellyttävät tiukimpia toleransseja tai kovimpia materiaaleja, hiominen ja EDM tarjoavat ominaisuuksia, joita tavallisilla prosesseilla ei saavuteta.
Kun olet perehtynyt koneistusprosesseihin, olet valmis tekemään seuraavan ratkaisevan päätöksen: sopivan materiaalin valinnan omien koneistettujen osiesi mukaan.
Materiaalivalintaan liittyvä opas koneistettuihin osiin
Nyt kun olet ymmärtänyt saatavilla olevat koneistusprosessit, tässä on seuraava ratkaiseva kysymys: mistä materiaalista osasi tulisi valmistaa? Tämä päätös vaikuttaa kaikkiin – lujuuteen, painoon, hintaan, korroosionkestävyyteen ja jopa siihen, toimiiko valitsemasi koneistusprosessi lainkaan.
Materiaalin valinta ei ole vain tekninen tarkistusruutu. Se vaikuttaa suoraan projektisi onnistumiseen, aikatauluun ja budjettiin. A teollisuuden räätälöity koneistusliike voi työskennellä kymmenien materiaalien kanssa, mutta viisaasti tehty valinta edellyttää kompromissien ymmärtämistä suorituskyvyn, koneistettavuuden ja hinnan välillä.
Metallit ja seokset rakenteellisiin sovelluksiin
Kun lujuus, kestävyys ja lämpönsietokyky ovat tärkeimmät tekijät, metallit ovat ensisijainen valintanne. Kaikki metallit eivät kuitenkaan koneistu yhtä hyvin – eivätkä ne myöskään maksa yhtä paljon. Tutkitaan yleisimmin käytettyjä vaihtoehtoja.
Alumiiniliasien hallitsevat räätälöityä koneistusta hyvästä syystä. Hubsin mukaan alumiiniseokset tarjoavat erinomaisen lujuus-massasuhde, korkean lämmön- ja sähkönjohtokyvyn sekä luonnollisen korroosiosuojan. Niitä on myös helppoa koneistaa, mikä tekee niistä useimpien projektien kannattavimman vaihtoehdon.
Suosituimmat laadut ovat:
- Alumiini 6061: Työhevonen-seos, jolla on hyvä lujuus, erinomainen koneistettavuus ja monikäyttöisyys yleisiin sovelluksiin
- Alumiini 7075: Ilmailualan suosikki – kuumakäsittelyllä saavutettava kovuus, joka on verrattavissa teräksen kovuuteen, mutta joka säilyttää keveytensä
- Alumiini 5083: Erinomainen meriveden kestävyys, mikä tekee siitä ideaalin valinnan merenkulku- ja rakennussovelluksiin
Teräs ja roostevapaa teräs astuvat esiin, kun alumiini ei pysty tarjoamaan vaadittua lujuutta, kovuutta tai kuumuuden kestävyyttä. Ruisuteräksiset seokset, kuten 304 ja 316, tarjoavat erinomaista korroosionkestävyyttä lääketieteellisiin, elintarviketeollisuuden ja merenkulkualueiden sovelluksiin. Korkeampia suorituskykyvaatimuksia täyttäviin sovelluksiin 17–4-ruisuteräs voidaan saostuskovetella saavuttamaan työkaluterästen kovuus.
Malleja teräksiä, kuten 1018 ja 1045, käytetään kustannustehokkaina ratkaisuina rakenteellisiin komponentteihin, työkaluihin ja kiinnikkeisiin, joissa korroosio ei ole ensisijainen huolenaihe. Niiden koneistettavuusluokat vaihtelevat merkittävästi – vapaakäyttöinen teräs (SAE 12L14) saavuttaa arvon 170 %, kun taas laakeriteräs (SAE 52100) laskee noin 40 %:iin.
Pronssi ja messinki ansaitsevat huomiota erityiskäyttöön. Kun sinun täytyy koneistaa pronssia kulumisesta kestäviin laakereihin, varrettiin tai merenkulkuvarusteisiin, CNC-pronssikoneistus tuottaa komponentteja, joilla on erinomainen korroosionkestävyys ja alhainen kitkakerroin. Messinki C36000 on yksi helpoimmista materiaaleista koneistaa, mikä tekee siitä kustannustehokkaan vaihtoehdon suurten sarjojen valmistukseen liitännäisiä ja koristekomponentteja varten.
Erityisalloysit käsittelevät äärimmäisiä ympäristöjä. Titaaniseokset, kuten Ti-6Al-4V, tarjoavat erinomaisen lujuus-massasuhde suorituskyvyn ilmailuun ja lääketieteellisiin implanteihin, vaikka niiden koneistettavuusarvio on vain noin 20 %. Lämpökestävät superseokset, kuten Inconel 718 – jonka koneistettavuusarvio on vain 10 % – säilyttävät mekaaniset ominaisuutensa lämpötiloissa, joissa tavalliset metallit hajoaisivat.
Erityiskomponenttien insinöörimuovit
Metallit eivät aina ole ratkaisu. Insinöörimuovit tarjoavat ainutlaatuisia etuja: kevyen rakenteen, kemiallisen kestävyyden, sähköeristysominaisuudet ja usein alhaisemmat koneistuskustannukset.
POM (Delrin) delrin®-muovi erottautuu kehittyneimpänä koneistettavana muovina. Sen yhdistelmä korkeasta tarkkuudesta, erinomaisesta mittatarkkuuden vakaudesta, alhaisesta kitkasta ja vähäisestä vedenimeytymisestä tekee siitä ideaalin valinnan hammaspyörille, laakerielementeille ja tarkkuusmekaanisille komponenteille. Kun tarvitset tiukkoja mittatoleransseja muoviosille, Delrin®-muovi on yleensä paras valintasi.
Kun työstät nyloni-komponentteja, käsittelet materiaalia, joka arvostetaan erinomaisesta iskunkestävyydestään, kemiallisesta kestävyydestään ja kestävyydestään. Nylon 6 ja nylon 66 ovat yleisimmät luokat CNC-työstöön, vaikka työstettävän nylonin kosteuden absorbointiominaisuudet vaativatkin huomiota – osia saattaa tarvita esikäsittelyä ennen lopullista käyttöä.
Polykarbonaatti tarjoaa erinomaisen iskunkestävyyden – paremman kuin ABS – sekä hyvän optisen läpinäkyvyyden. Sitä työstetään yleisesti nestemäisiä laitteita, suojakansia ja autoteollisuuden lasikoristeita varten, joissa sekä lujuus että läpinäkyvyys ovat tärkeitä.
Peek edustaa korkean suorituskyvyn teknisiä muovimateriaaleja. Sen erinomaiset mekaaniset ominaisuudet, laajaan lämpötila-alueeseen ulottuva lämpövakaus sekä poikkeuksellinen kemiallinen kestävyys tekevät PEEK:istä usein metallien korvaajan painoarvokkaissa sovelluksissa. Lääketieteellisen luokan versiot mahdollistavat biolääketieteelliset implantit ja kirurgiset välineet.
Akryli tarjoaa optisen läpinäkyvyyden, joka lähestyy lasin läpinäkyvyyttä mutta on vain murto-osa lasin painosta. Sitä voidaan koneistaa hyvin esimerkiksi näyttökaappeleihin, valonohjaimiin ja koristeosien valmistukseen, vaikka se on hauras kuin polycarbonaatti ja vaatii huolellista käsittelyä.
Materiaalien yhdistäminen käyttötarkoitukseen
Oikean materiaalin valinta tarkoittaa ominaisuuksien sovittamista tiettyihin vaatimuksiin. Tässä on esitetty, miten materiaalit yleensä vastaavat eri teollisuussovelluksia:
- Ilmailulaatuiset materiaalit: Alumiini 7075, titaaniseokset, kuumuudelle kestävät superseokset, PEEK – painoon suhteutettu lujuus ja äärimmäisten ympäristöjen suorituskyky ovat ensisijaisia
- Lääketieteellisesti yhteensopivat materiaalit: Ruostumaton teräs 316, titaani Ti-6Al-4V, lääketieteellinen luokan PEEK, Delrin – vaativat biologista yhteensopivuutta, sterilointikykyä ja korroosionkestävyyttä
- Autoliikenteen osat: Alumiini 6061, seosteisteräkset 4140 ja 4340, CNC-koneistettava pronssi paljastimia varten, nyloni kulumiskohteisiin – tasapainotetaan suorituskykyä ja kustannustehokkuutta
- Yleiskäyttö teollisuudessa: Alumiini 6061, pehmeä teräs 1018, messinki C36000, POM, ABS – korostetaan koneistettavuutta ja taloudellista tuotantoa
Ammattimainen vinkki: Jos olet epävarma materiaalin valinnasta, aloita määrittämällä tärkein vaatimuksesi—oli se sitten paino, lujuus, korrosionkestävyys vai hinta—ja rajaa vaihtoehtojasi sen perusteella.
Muista, että koneistettavuus vaikuttaa suoraan projektisi kustannuksiin. Korkeamman koneistettavuusluokituksen omaavat materiaalit koneistetaan nopeammin, kuluttavat työkaluja hitaammin ja ovat lopulta halvempia valmistaa. Osan valmistaminen vapaakäyttöisestä messingistä voi maksaa puolet siitä, mitä saman muotoisen osan valmistaminen titaanista maksaisi—jopa ennen raaka-ainekustannusten huomioon ottamista.
Kun materiaalin valinta on selvinnyt, seuraava vaihe on määrittää tarkasti, kuinka tarkkoja osiasi tarvitaan. Toleranssien ymmärtäminen auttaa sinua välttämään sekä liian tiukkojen toleranssien määrittämistä (mikä nostaa kustannuksia) että liian löysien toleranssien määrittämistä (mikä lisää osan epäonnistumisriskiä).

Toleranssit selitetty selkeästi projektin onnistumisen varmistamiseksi
Tässä on skenaario, joka toistuu jatkuvasti valmistuksessa: insinööri määrittelee erinomaisen tiukat toleranssit osan jokaiseen mittoihin uskoen, että tiukempi tarkoittaa parempaa. Tuloksena on tarjous, joka on kolme kertaa korkeampi kuin odotettu, ja toimitusaika, joka ylittää määräajan selvästi. Kuulostaa tutulta?
Toleranssien ymmärtäminen ei ole vain teknistä tietoa – se on ero kustannustehokkaan ja tarpeettoman kalliin projektin välillä. Kun tilaat koneistettuja osia räätälöityä koneistusta tarjoavalta liikkeeltä, toleranssimäärittelyt vaikuttavat suoraan siihen, mitä maksat, kuinka kauan odotat ja toimivatko komponenttisi todella niin kuin tarkoitettu.
Toleranssimerkintöjen ja -standardien ymmärtäminen
Toleranssi määrittelee kokonaismäisen sallitun mitallisvaihtelun määritellyn arvon suhteen. American Micro Industriesin mukaan insinöörit määrittelevät toleranssit varmistaakseen, että komponentit toimivat oikein kokoonpanoissa, kun taas valmistajat käyttävät niitä kriittisinä laadunvalvontaparametreinä koko tuotantoprosessin ajan.
Törmäät tarkkuusvaatimuksiin useissa standardoiduissa muodoissa:
- Kaksisuuntaiset toleranssit: Salli poikkeama molempiin suuntiin (esim. 25,00 ±0,05 mm)
- Yksisuuntaiset toleranssit: Salli poikkeama vain yhteen suuntaan (esim. 25,00 +0,00/−0,10 mm)
- Rajamitat: Määritä suoraan suurin ja pienin hyväksyttävä arvo (esim. 24,95–25,05 mm)
Kansainvälinen standardi ISO 2768 tarjoaa yleisiä tarkkuusohjeita, joiden tarkkuusluokat vaihtelevat hienosta (f) erinomaisen karkeaan (v) luokkaan. Tämä viitekehys kattaa lineaariset mitat, kulmamitat, ulkoiset säteet ja viistokulmat. Nämä ovat kuitenkin yleisiä standardeja, jotka eivät välttämättä sovellu kaikkiin erikoiskoneistettuihin osiin – tarkkaa sovellustasi määrittää, mitä todella tarvitaan.
Tässä on keskeinen havainto: desimaalitarkkuus tarkkuusvaatimuksissa korreloi suoraan valmistuksen vaikeusasteen ja kustannusten kanssa. Tarkkuus ±0,02" sallii kymmenen kertaa laajemman vaihteluvälin kuin ±0,002", mikä vaikuttaa merkittävästi tuotannon monimutkaisuuteen ja siihen, mitä maksat.
Kuinka tarkkuusvaatimukset vaikuttavat projektiasi
Ajattele toleransseja tasapainotteluna. Liian tiukat toleranssit tarkoittavat, että maksat tarkkuudesta, jota et todellisuudessa tarvitse. Liian löysät toleranssit taas aiheuttavat sen, että osat eivät istu yhteen tai toimi oikein.
Kuten RPWORLD:n valmistustekniikan insinöörit huomaa, että ihmiset uskovat usein liian tiukkien toleranssien parantavan automaattisesti tuotteen laadua. Todellisuudessa tiukat toleranssit osoittavat ainoastaan korkeaa tuotantolaatua yksittäisille osille – ne eivät suoraan vastaa korkeampaa tuotteen kokonaislaatua. Tuotteen laatu riippuu lopulta siitä, kuinka hyvin osat kokoontuvat ja toimivat yhdessä.
Ota huomioon kustannusvaikutukset: yleensä CNC-koneistettavien osien perustoleranssi on ±0,005" (0,127 mm). Tiukempien toleranssien saavuttaminen vaatii usein lisätoimenpiteitä, kuten hiomista tai EDM-koneistusta, erikoislaitteita, lämpötilaltaan säädetyjä ympäristöjä ja tiukempia laadunvalvontatoimenpiteitä – kaikki nämä nostavat kustannuksia ja pidentävät toimitusaikoja.
| Toleranssitaso | Tyypillinen alue | Parhaat käyttösovellukset | Kustannusvaikutus |
|---|---|---|---|
| Standardi | ±0,25 mm (±0,010") | Yleiset mekaaniset komponentit, kiinnikkeet, koteloit, ei-kriittiset kokoonpanot | Perustaso – edullisin vaihtoehto |
| Tarkkuus | ±0,05 mm (±0,002") | Liitettävät osat, laakerit, tarkat mitat, ilmailukomponentit | 50–100 %:n lisäys |
| Erittäin tarkka | ±0,0125 mm (±0,0005") | Lääketieteelliset implantaatit, optiset komponentit, mittauslaitteet, kriittiset kokoonpanot | 100–200 %:n lisäys |
Useat tekijät vaikuttavat siihen, mitkä toleranssit ovat todella saavutettavissa:
- Lämpötilavaihtelut: Työkalukoneet ja työkappaleet laajenevat ja kutistuvat lämpötilan muuttuessa, mikä vaikuttaa mittoihin
- Työkalujen kulumisaika: Työkalut kuluvat vähitellen tuotannon aikana, mikä aiheuttaa mitallisesti poikkeamaa
- Materiaalin ominaisuudet: Lämpölaajenemiskertoimet, koneistettavuus ja mitallinen vakaus vaihtelevat merkittävästi eri materiaaleissa
- Asettelun toistettavuus: Taitavat koneistajat, jotka noudattavat oikeita menettelyjä, voivat saavuttaa asettelun toistettavuuden ±0,025 mm (±0,001 tuumaa) sisällä
Käytännön sääntö: Määritä mahdollisimman löysät toleranssit, jotka kuitenkin varmistavat toiminnan oikein. Tiukat toleranssit pidetään varattuina vain niille ominaisuuksille, joissa tarkkuus todella ratkaisee – esimerkiksi liitostasoille, laakerien istukoille ja kriittisille liitospinnoille.
Kun käytät tarkkuus-CNC-koneistuspalveluita, ilmoita toiminnalliset vaatimuksesi selkeästi. Hyvä koneistusliike auttaa sinua tunnistamaan, mitkä mitat ovat kriittisiä ja mitkä voivat käyttää standarditoleransseja. Tämä yhteistyöllinen lähestymistapa – eikä yleisten tiukkojen määrittelyjen käyttö – tuottaa koneistettuja osia, jotka toimivat täydellisesti kohtuulliseen hintaan.
Esimerkiksi putkimainen akseliputki, joka on tarkoitettu kiinnitettäväksi akseliin, saattaa vaatia sisähalkaisijalle ±0,002 tuuman toleranssin, jotta sopiva istuma varmistuu. Ulkohalkaisija ja pituus taas voivat toimia täysin hyvin ±0,010 tuuman toleranssilla. Tämän eron ymmärtäminen auttaa sinua määrittelemään vain se, mikä on tarpeellista.
Kun toleranssit on ymmärretty asianmukaisesti, olet valmis harkitsemaan toista kustannuksia vaikututtavaa päätöstä: tarvitsetko prototyyppimääriä vai tuotantosarjoja – kumpikin vaatii eri lähestymistapoja ja tarjoaa erilaisia etuja.
Prototyyppikoneistus vastaan tuotantosarjat
Olet suunnitellut uudenaikaisen komponentin. Nyt tulee ratkaiseva kysymys: tarvitsetko yhden prototyypin käsitteen validointiin, vai oletko valmis satoihin tuotantokappaleisiin? Vastaus muuttaa perusteellisesti sen, miten räätälöity koneistusyritys lähestyy projektiasi – ja mitä sinun täytyy maksaa.
Prototyypityksen ja tuotannon välinen rajaviiva on hämärtynyt merkittävästi viime vuosina. alan analyytikoiden mukaan perinteiset säännöt, joiden mukaan tuotteet siirtyivät peräkkäin prototyypeistä pilottituotantoon ja edelleen massatuotantoon, eivät enää päde. Nykyaikaiset asiakkaat vaativat korkeaa mukauttamistasoa massatuotannon hintatasolla, ja valmistajien on sopeuduttava tähän vastaavasti.
Ymmärtäminen, missä kohtaa tätä spektriä projektisi sijaitsee – ja miten se saattaa kehittyä – auttaa sinua valitsemaan oikean konepuruamisen kumppanin ja välttämään kalliita yllätyksiä matkan varrella.
Nopeasta prototyypistä täysmittaiseen tuotantoon
Prototyyppikonepuruaminen ja sarjatuotanto täyttävät perustavanlaatuisesti eri tarkoituksia, vaikka ne tuottaisivatkin identtisiä osia. Tavoitteet, prosessit ja kustannusrakenteet poikkeavat merkittävästi toisistaan.
Prototyyppivaiheessa nopeus on yleensä tärkeämpi kuin kappalekohtainen kustannus. Sinun on saatava toimiva laite käteesi mahdollisimman nopeasti, jotta voit varmistaa suunnittelun, testata soveltuvuutta ja toimintaa tai esitellä käsitteitä sidosryhmille. Yksittäinen prototyyppi, jonka hinta on 500 dollaria, voi olla täysin hyväksyttävissä, jos se saadaan kolmessa päivässä ja vahvistaa, että suunnittelu toimii ennen kuin teet työkalujen hankintapäätöksen.
Tuotantosarjat kääntävät nämä prioriteetit päinvastaisiksi. Kun suunnittelusi on vahvistettu, johdonmukaisuus, kustannustehokkuus ja laatuvarmistus tulevat keskeisiksi. Sama osa saattaa maksaa 50 dollaria kappaleelta, kun tilausmäärä on 100 kappaletta – mutta tämän hintatason saavuttaminen edellyttää erilaisia asennusnäkökohtia, prosessien optimointia ja laatusysteemejä.
Tässä vaiheessa erän koko vaikuttaa merkittävästi yksikköhintaan. RapidDirectin valmistusdata havainnollistaa tätä suhdetta selkeästi:
| Määrä | Yksikköhinta (esimerkki alumiiniosasta) | Alennuskustannusten vaikutus |
|---|---|---|
| 1 kappale | $300+ | kokonaisasennuskustannukset kertyvät yhden yksikön kautta |
| 10 kappaletta | $45–75 | Asennus jaettu erän kesken |
| 100 Kappaletta | $15–30 | Asennuskustannukset muodostavat vähäisen yksikkökustannustekijän |
| yli 500 kappaleta | $8–20 | Erän koon tuomat tehokkuusedut saavutetaan täysimittaisesti |
Miksi erot ovat niin merkittäviä? Asennuskustannukset – mukaan lukien CAM-ohjelmointi, kiinnityslaitteiden valinta, työkalujen asennus ja ensimmäisen näytteen tarkastus – pysyvät suhteellisen vakioina riippumatta tuotantomäärästä. 300 dollarin asennuskustannus lisää yhden prototyypin kokonaishintaa 300 dollarilla, mutta vain 3 dollarilla kappaleelta 100 kappaleen erässä. Tämä taloudellinen todellisuus selittää, miksi prototyypit ovat perinteisesti kalliita ja miksi yksikköhinta laskee voimakkaasti, kun tuotantomäärää kasvatetaan.
Projektin skaalautuminen oikean kumppanin avulla
Kaikki paikallisesti sijaitsevat konepajat eivät käsittele yhtä hyvin sekä prototyyppejä että sarjatuotantoa. Jotkut erikoistuvat nopeaan käsittelyyn kehitystyön tarpeisiin, kun taas toiset optimoivat jatkuvaa suurtehoista tuotantoa varten. Näiden erojen ymmärtäminen auttaa sinua löytämään oikean kumppanin – tai kumppanit – projektisi elinkaaren eri vaiheisiin.
Arvioitaessa konepajaa prototyyppityön suorittamiseen otetaan huomioon seuraavat prioriteetit:
- Nopeus: Voivatko he toimittaa toimivia osia päivissä eikä viikoissa?
- Suunnittelun validointikyky: Antavatko he palautetta valmistettavuudesta ennen metallin leikkaamista?
- Iterointijoustavuus: Kuinka nopeasti he voivat ottaa huomioon suunnittelumuutokset tarkistusten välillä?
- Materiaali monipuolisuus: Voivatko he käsitellä suunniteltua tuotantomateriaalia vai ainoastaan prototyyppityöhön sopivia vaihtoehtoja?
- Viestinnän reagointinopeus: Vastaisivatko insinöörit kysymyksiisi ja tekevät yhteistyötä suunnittelun optimoinnissa?
Tuotantopainotteinen arviointi siirtyy eri kriteereihin:
- Johdonmukaisuus: Mitkä laatusysteemit varmistavat, että jokainen osa vastaa määriteltyjä vaatimuksia koko tuotantosarjan ajan?
- Kustannustehokkuus: Miten he optimoivat prosessit minimoidakseen yksikkökustannukset suurissa määrissä?
- Laadunvalvonta: Mitkä tarkastusprotokollat, tilastollisen prosessin valvontaan (SPC) perustuvat seurantamenetelmät ja dokumentaatio he tarjoavat?
- Tilavuus: Voivatko he täyttää tuotantomääräsi vaadituissa aikarajoissa?
- Laajennettavuus: Jos kysyntä kasvaa, voivatko he laajentaa tuotantoa ilman laadun heikkenemistä?
Monipuolisin teollisuuslaitoksin – usein ne, jotka tarjoavat kattavia CNC-kiristyspalveluita yhdessä porauspalveluiden kanssa – voivat tukea projektiasi alusta lähtien aina täysmittaiseen tuotantoon saakka. Tämä jatkuvuus tarjoaa merkittäviä etuja: työpaja oppii tuntemaan osasi, ymmärtää laatuvaatimuksesi ja säilyttää yhtenäiset prosessit, kun tuotantomäärät kasvavat.
Käytännöllinen lähestymistapa, jota monet insinöörit käyttävät, perustuu aikakehysten ajatteluun: »Missä näet tämän tuotteen kuuden viikon, kuuden kuukauden ja kuuden vuoden kuluttua?« Tämä näkökulma auttaa selkeyttämään välittömiä prototyyppien tarpeita pitkän aikavälin tuotannon visioon nähden. Markkinoiden validointia vaativa käsitemalli eroaa perustellusti todennetusta suunnittelusta, joka on valmis massatuotantoon – vaikka CAD-tiedosto näyttäisikin identtiseltä.
Paikalliset konepajat ovat usein erinomaisia prototyypitystyössä, tarjoamalla kasvokkain tapahtuvaa yhteistyötä ja nopeaa iterointia. Tuotantomäärien osalta voit harkita laajempaa vaihtoehtojen valikoimaa, mukaan lukien suurempia kapasiteetteja tai teollisuusalallasi vaadittuja erikoistodistuksia omaavia toimipisteitä. Monet menestyneet tuotekehitysohjelmat alkavat prototyypityksestä paikallisella koneen- ja työkalumiehellä, jonka jälkeen siirrytään tuotantoon optimoituun kumppaniin, kun tuotantomäärät kasvavat.
Avainasiana on sovittaa nykyiset tarpeesi oikeaan osaamiseen – samalla kun pidetään silmällä, miten nämä tarpeet kehittyvät tulevaisuudessa. Kun prototyyppi- ja tuotantokysymykset ovat selviä, olet valmis arvioimaan toista ratkaisevaa tekijää: laatuvarmenteita, jotka vahvistavat työstöliikkeen prosesseja ja osaamista.

Laatuvarmennteet ja niiden merkitys sinulle
Olet todennäköisesti nähnyt varmenteiden logot kaikkialla työstöliikkeiden verkkosivuilla – esimerkiksi ISO 9001, AS9100 ja IATF 16949. Mutta mitä nämä lyhenteet todellisuudessa tarkoittavat sinun osiasi? Useimmat kilpailijat luettelevat vain varmenteita ilman, että selittäisivät niiden merkitystä. Muutetaan tämä tilanne.
Laatuvarmenteiden ymmärtäminen ei ole vain tunnustusten keräämistä. Se tarkoittaa sitä, että tiedät, mitkä varmenteet ovat merkityksellisiä juuri sinun sovellukseesi ja mitä suojaa ne tarjoavat. Kun räätälöity työstöliike omistaa asiaankuuluvan varmenteen, se viestii dokumentoiduista prosesseista, vahvistetusta osaamisesta ja vastuullisuudesta, mikä vaikuttaa suoraan sinun saamiisi osiin.
Mitä laatuvarmennukset tarkoittavat osille teille
Ajattele varmennuksia kolmannen osapuolen vahvistuksena siitä, että tuotantolaitos todella tekee sen, mitä väittää tekevänsä. American Micro Industriesin mukaan varmennot toimivat tukipilareina, jotka tukevat ja vahvistavat jokaista tuotantoprosessin vaihetta laatujohtamisjärjestelmässä. Ne muodollistavat menettelytavat, määrittelevät valvontakohteet ja seuraavat jatkuvaa noudattamista.
Useimpien valmistusvarmennusten perusta on ISO 9001 – kansainvälisesti tunnustettu standardi laatujohtamisjärjestelmille. Tämä perusvarmenne takaa, että tuotantolaitos on perustanut:
- Dokumentoidut työnkulut: Jokainen prosessi on kirjattu ylös, ei vain muistettu yksittäisten työntekijöiden toimesta
- Suorituskyvyn seuranta: Mittarit seuraavat laatuun liittyviä tuloksia ja havaitsevat ongelmat ennen kuin ne muodostuvat toistuviksi ilmiöiksi
- Korjaavien toimenpiteiden protokollat: Kun ongelmia ilmenee, systemaattiset menettelyt käsittelevät niiden juurisyitä eivätkä ainoastaan oireita
- ## Asiakaskeskeisyys: Laatuvaatimukset kulkeutuvat asiakkaan määrittelyistä lähtien jokaisen tuotantovaiheen kautta
Mutta ISO 9001 on vain lähtökohta. Alallaan erityisiä sertifikaatteja perustetaan tälle pohjalle lisävaatimuksin, jotka on mukautettu sellaisiin aloihin, joissa epäonnistuminen ei ole vaihtoehto.
Alallaan erityiset standardit ja niiden vaatimukset
Tässä vaiheessa sertifikaatin valinta muuttuu ratkaisevaksi. Autoteollisuudelle sertifioitu työpaja ei välttämättä täytä ilmailualan vaatimuksia – eikä toisinkaan. Näiden erojen ymmärtäminen auttaa sinua arvioimaan, kykeneekö laitos todella toimittamaan sen, mitä sovelluksesi vaatii.
Kuten TÜV Nord , sekä autoteollisuuden (IATF 16949) että ilmailualan (AS9100) standardit perustuvat ISO 9001:een, mutta niissä lisätään alallaan erityisiä vaatimuksia. Autoteollisuus keskittyy erinomaisen suureen johdonmukaisuuteen suurilla tuotantomääriä ja prosessiparannuksissa. Ilmailuala puolestaan keskittyy lentokelpoisten osien valmistamiseen ja siihen tarvittaviin hallintatoimenpiteisiin.
Kun työskennellään erityismateriaaleilla, kuten korroosioalttiissa ympäristöissä käytettävällä nitronik 60 -teräksellä tai vaativissa ilmailusovelluksissa käytetyillä seoslisäaineilla, nämä sertifikaatit varmistavat, että valmistaja ymmärtää näiden materiaalien erityiset käsittely-, prosessointi- ja tarkastusvaatimukset.
| Sertifiointi | Teollisuudenala | Tärkeimmät vaatimukset | Asiakkaiden edut |
|---|---|---|---|
| ISO 9001 | Yleinen valmistus | Laatujärjestelmä, dokumentoidut prosessit, jatkuva parantaminen, asiakaspainotteisuus | Yhtenäinen laatuviitekehys, systemaattinen ongelmanratkaisu, dokumentoidut menettelytavat |
| AS9100D | Ilmailu, avaruus, puolustus | Riskienhallinta, konfiguraationhallinta, tiukka dokumentointi, tuotteen eheyden valvonta, OASIS-tietokannan luettelointi | Lentokelpoiset komponentit, täysi jäljitettävyys, validoidut prosessit kriittisiin sovelluksiin |
| IATF 16949 | Autoteollisuuden toimitusketju | Viaton estäminen, vaihtelun vähentäminen, jäteeliminointi, toimittajien valvonta, jatkuva parantaminen | Suurten volyymin yhtenäisyys, tilastollinen prosessinvalvonta, vankat laatuohjelmat |
| ISO 13485 | Lääketieteelliset laitteet | Suunnittelun ohjaus, riskienhallinta, jäljitettävyys, sterilointivalidointi, valitusten käsittely | Sääntelyvaatimusten noudattaminen, potilasturvallisuuden varmistaminen, täydellinen dokumentointihistoria |
| Nadcap | Ilmailualan erityisprosessit | Prosessikohtainen akkreditointi lämmönkäsittelyyn, kemialliseen käsittelyyn ja tuotantoväliseen testaukseen | Validoidut erikoisprosessit, lisätty laatukerros yleisen sertifiointitason yläpuolella |
Ilmailualan CNC-koneistus- ja kovar-koneistuspalveluissa AS9100D-sertifiointi on yleensä pakollinen. Sertifioitujen organisaatioiden tiedot on luetteloitu OASIS-tietokannassa (Online Aerospace Supplier Information System), joka tarjoaa asiakkaille tarkistetun rekisterin vaatimustenmukaisista toimittajista.
Lääkintälaitteiden koneistus vaatii ISO 13485 -vaatimusten noudattamista, joka kattaa kaiken suunnittelun ohjauksesta valittamuksen käsittelyyn. Tämä sertifiointi varmistaa, että jokainen lääkintälaitteen komponentti voidaan täysin jäljittää ja että valmistusprosessit pitävät potilaan turvallisuuden ensisijaisena tavoitteena.
Autoteollisuuden sovellukset, joissa vaaditaan suurta tarkkuutta ja suurta tuotantomäärää, vaativat yleensä IATF 16949 -sertifiointia. Tämä standardi käsittelee erityisesti niitä ainutlaatuisia haasteita, joita esiintyy ensisijaisissa koneistusoperaatioissa, jotka syöttävät autoteollisuuden toimitusketjuja – jossa tuhansien osien yhdenmukaisuus on yhtä tärkeää kuin yksittäisen osan laatu.
Miten tilastollinen prosessin ohjaus varmistaa yhdenmukaisuuden
Sertifioinnit vaativat enemmän kuin vain paperityötä. Ne edellyttävät systemaattisia laadunvalvontamenetelmiä, joilla ongelmat havaitaan ennen kuin viallisia osia lähetetään asiakkaalle. Tilastollinen prosessin ohjaus (SPC) muodostaa tämän lähestymistavan ytimen.
SPC käyttää reaaliaikaista tiedonkeruuta ja tilastollista analyysiä tuotantoprosessien seurantaan. Sen sijaan, että osia tarkastettaisiin valmistuksen jälkeen, SPC seuraa keskeisiä mittoja tuotannon aikana – havaiten trendejä, jotka viittaavat mahdollisiin ongelmiin ennen kuin toleranssit ylittyvät.
Tässä on esimerkki siitä, miltä SPC näyttää käytännössä:
- Valvonta-ohjeet: Koneenkäyttäjät merkitsevät mittauksia tuotantoerien aikana ja seuraavat kaavoja, jotka viittaavat prosessin poikkeamiseen
- Prosessikelpoisuustutkimukset: Tilastollinen analyysi vahvistaa, että prosessi voi jatkuvasti täyttää vaatimukset turvallisella marginaalilla
- Ensimmäisen tuotteen tarkistus: Alkuperäiset osat tarkastetaan kattavasti ennen tuotannon aloittamista
- Tuotantotarkastus: Kriittiset mitat tarkistetaan määritellyin väliajoin koko tuotantoprosessin ajan
Kun teette yhteistyötä sertifioitujen toimintayksikön kanssa, ette pelkästään luota heidän sanoihinsa – hyödytätte dokumentoiduista laatuohjelmista, joita riippumattomat rekisteröijät ovat tarkastaneet. Nämä tarkastukset varmistavat, että laatuohjelmat toimivat todellisuudessa niin kuin niitä on dokumentoitu, mikä luo vastuullisuutta, jota epämuodolliset laatuobligaatiot eivät voi tarjota.
Kysy mahdollisilta konepuruamisparterilta: "Miten seuraatte laatua tuotannon aikana, ei vain sen jälkeen?" Vastaus paljastaa, harjoittavatko he todella prosessin hallintaa vai tarkastavatko he vain valmiita osia.
Sopivien sertifikaattien olemassaolo on erityisen tärkeää säänneltyihin toimialoihin. Lääkintälaitteiden valmistajat kohtaavat Yhdysvaltojen elintarvike- ja lääkeviraston (FDA) tarkastukset. Ilmailualan toimittajien on täytettävä pääurakoitsijoiden vaatimat tarkastukset. Autoteollisuuden toimittajat joutuvat läpikäymään asiakkaan määrittelemät tarkastukset. Jokaisessa tapauksessa sopivasti sertifioidun konepuruamisen kumppanin kanssa yhteistyö helpottaa omia vaatimustenmukaisuusvaatimuksiasi ja vähentää toimitusketjun riskejä.
Kun sertifiointivaatimukset ovat selviä, olet valmis arvioimaan konepuruamisen kumppaneita omien erityistarpeittesi perusteella – ottaen huomioon paitsi niiden kyvyt myös sen, kuinka hyvin heidän pätevyytensä vastaavat teollisuusalaa ja sovellustasi.
Miten arvioida ja valita oikea konepuruamisen kumppani
Olet määritellyt projektisi vaatimukset, valinnut materiaalit ja ymmärtänyt tarvittavat toleranssit. Nyt tulee ratkaiseva päätös: kuka konepistosuunnittelun kumppani saa suunnittelusi todellisuudeksi? Väärän kumppanin valinta tarkoittaa hukattua aikaa, ylittynyttä budjettia ja osia, jotka eivät täytä vaatimuksia. Oikean kumppanin valinta puolestaan tarkoittaa yhteistyösuhtetta, joka tuottaa laadukkaita komponentteja ajoissa.
Ajattele paikallisen CNC-konepistosuunnittelun palveluntarjoajan valintaa kuin kriittisen tehtävän täyttäjän palkkaamista. Et vain osta konepistoaikaasi – valitset kumppania, joka vaikuttaa projektisi onnistumiseen. Lähteessä Modus Advanced esitetään, että CNC-konepistopalveluiden kumppanin valinta on ratkaisevan tärkeä, olitpa sitten Puolustusministeriön sopimusyritys tai kuluttajaelektroniikan suunnittelija. Mikä tahansa tarjoaja ei riitä.
Käymme läpi systemaattisen lähestymistavan mahdollisten konepistokumppanien arviointiin omien erityistarpeidesi perusteella.
Olkoon esitettävät keskeiset kysymykset mahdollisille konepistokumppaneille
Kohtele arviointiasi työhaastatteluna. Parhaat konepistokset ottavat ilolla vastaan perusteellisia kysymyksiä – se osoittaa vakavaa asiakasta, joka arvostaa laatua. Konepistokset, jotka välttelevät kysymyksiä tai antavat epämääräisiä vastauksia, paljastavat tärkeän asian siitä, miten ne käsittelevät projektiasi.
Aloita kokemuksen ja kyvykkyyden kysymyksillä:
- Mihin tyypin projekteihin teidän toimintanne erikoistuu? Jotkut laitokset keskittyvät ilmailualaan, toiset lääketieteellisiin laitteisiin tai autoteollisuuden komponentteihin. Alalla saatu kokemus on tärkeää, koska lähellä sijaitsevat konepistokset, jotka ymmärtävät teidän alanne, tuntevat jo teidän kohtaamat standardit, materiaalit ja haasteet.
- Voitteko jakaa esimerkkejä vastaavista projekteista? Aiempi työ näyttää kyvykkyyden paremmin kuin lupaukset. Pyydä tapaustutkimuksia tai viitteitä asiakkailta, joilla on vertailukelpoisia vaatimuksia.
- Mitä laitteita ja prosesseja tarjoatte? Varmista, että heillä on juuri ne koneet – 3-akselinen poraus, 5-akseliset mahdollisuudet, sveitsiläinen kierretyö, EDM – joita osienne valmistukseen tarvitaan. Koska Pro-Type Industries huomautukset: Kauppojen tulisi tarjota ainakin kääntö-, poraus- ja pintahionta-työt.
- Mikä on teidän tuotantokapasiteettinne ja nykyinen toimitusaika? Kauppa, jolla on erinomaiset valmistusmahdollisuudet, mutta jolla on kuukauden mittainen taakka, ei välttämättä sovellu kiireellisiin hankkeisiin.
Laatua korostavat kysymykset paljastavat toiminnallisen kypsyyden:
- Mitkä todistukset sinulla on? Sovita sertifikaatit teidän alanne vaatimuksiin – ISO 9001 perustasoksi, AS9100 ilmailualalle, IATF 16949 autoteollisuudelle ja ISO 13485 lääkintäalan tuotteille.
- Kuinka te varmistatte laadun tuotannon aikana? Etsi tarkkoja vastauksia tilastollisesta prosessin ohjauksesta (SPC), prosessin aikaisesta tarkastuksesta ja ensimmäisen tuotteen tarkastuksesta eikä yleistä laatuun liittyvää lupauksia.
- Mitä tarkastuslaitteita käytätte? Koordinoidut mittauskoneet (CMM), optiset vertailulaitteet ja kalibroidut mittavälineet osoittavat vakavaa laatuinfrastruktuuria.
- Tarjoatteko tarkastusraportit ja materiaalitodistukset? Dokumentointivaatimukset vaihtelevat alasta riippuen – varmista, että ne voivat toimittaa juuri sen, mitä te tarvitsette.
Viestintä- ja palvelukysymykset ennustavat työsuhdequalitytä:
- Kuka on minun pääyhteyshenkilöni? Suora pääsy insinööreihin tai projektijohtajiin tehostaa ongelmanratkaisua.
- Miten käsittelette suunnittelupalauteita tai valmistettavuutta koskevia huolenaiheita? Parhaat kumppanit tarjoavat valmistettavuuden kannalta suunniteltua (DFM) tukea, joka parantaa osiasi ja vähentää kustannuksia.
- Mikä on prosessinne muutostilauksille tai suunnittelumuutoksille? Joustavuus kehitysvaiheissa on erinomaisen tärkeää.
Tehtaankapasiteetin arviointi vastaamaan omia tarpeitasi
Kun olette saaneet haastatteluvastaukset, arvioikaa järjestelmällisesti jokainen mahdollinen kumppani projektin vaatimusten mukaisesti. Ei jokaisen tehtaan tarvitse erinomaista kaikilla alueilla – mutta heidän on erinomaisia juuri niissä asioissa, joissa projektinne sitä vaatii.
Käyttäkää tätä tarkistuslistaa arviointinne järjestämiseen:
- Tekninen osaamisvastaavuus: Voivatko he työstää määrittelemäsi materiaalit vaadittuihin tarkkuuksiin sopivilla menetelmillä?
- Sertifiointien yhdenmukaisuus: Ovatko he saaneet teollisuusalallasi tai asiakkaillesi vaaditut sertifikaatit?
- Tilavuusyhteensopivuus: Onko heillä tarvittava varustus määrävaatimuksiesi täyttämiseen, olipa kyseessä prototyyppi vai sarjatuotanto?
- Toimitusaikataulun toteuttamismahdollisuus: Voivatko he realistisesti noudattaa aikatauluaan laadun vaipumatta?
- Viestinnän laatu: Vastasivatko he nopeasti, vastasivatko kattavasti ja näyttivätkö olevan aidosti kiinnostuneita projektistasi?
- Hintojen läpinäkyvyys: Onko heidän tarjouksensa yksityiskohtainen ja ymmärrettävä, vai epämääräinen ja vaikeasti vertailtavissa?
- Maantieteelliset näkökohdat: Vaikuttaako sijainti kuljetuskustannuksiin, viestintään tai mahdollisuuteen käydä tarkastamassa tuotantolaitosta?
Tarkkaile punaisia varoitusmerkkejä arvioinnin aikana. Lähteellä OGBC hintojen puuttuminen ja huono viestintä ovat merkittäviä varoitusmerkkejä. Jos koneistuspalvelu on haluton antamaan selkeitä tarjouksia tai vaikuttaa väistelyiseltä vastauksissaan, tästä voi seurata myöhempinä vaiheina väärinkäsityksiä tai virheitä.
Paikallisliikkeet vastaan verkkopalvelut
Kannattaako etsiä CNC-koneistusta lähialueeltani vai harkita verkkokoneistuspalveluita? Molemmilla vaihtoehdoilla on omat hyvät puolensa tilanteesta riippuen.
Paikallisilla konepajoilla on erityisiä etuja:
- Kasvokkain tapahtuva viestintä yksinkertaistaa monimutkaisia teknisiä keskusteluja
- Voit käydä tarkastamassa toimipaikkaa, tarkistaa laitteistoja ja tavata tiimin
- Lyhyempi ja edullisempi kuljetusaika kiireellisiin projekteihin
- Helpompi yhteistyö prototyyppien kehityksen ja iterointien aikana
- Suhde rakentuu pitkäaikaiseksi kumppanuudeksi
Verkkokoneistuspalvelut tarjoavat erilaisia etuja:
- Laajempi pääsy kykyihin paikallisen alueesi ulkopuolella
- Usein nopeammat verkkopohjaiset koneistusarvostelut automatisoitujen järjestelmien kautta
- Kilpailukykyiset hinnat suuremman mittakaavan toiminnan kautta
- 24/7 saatavilla oleva arvostelujen ja tilausten lähettämisestä huolehtiva käytettävyys
- Standardoidut prosessit, jotka toimivat hyvin yksinkertaisille osille
Kun valitset verkkopohjaista CNC-konepajaa, valitse sellainen, joka tarjoaa live-tukea paikallisesta konepajasta saatavan käytettävyyden varmistamiseksi. Mahdollisuus keskustella suoraan asiantuntijan kanssa lisää merkittävästi tyytyväisyytesi ja projektisi onnistumisen mahdollisuuksia. Monet verkkopalvelujen tarjoajat tarjoavat tukea puhelimitse, live-chatin kautta tai sähköpostitse.
Harkitse tätä käytännöllistä lähestymistapaa: käytä paikallisissa konepajoissa, kun tarvitset yhteistyötä, nopeaa iterointia tai monimutkaisia osia, joita varten vaaditaan tiukkaa viestintää. Hyödynnä verkkopalveluja standardoituja osia varten, kilpailukykyisiä hintoja todistettujen suunnitteluratkaisujen osalta tai silloin, kun paikallisilla vaihtoehdoilla ei ole tiettyjä kykyjä. Monet insinöörit ylläpitävät suhteita sekä paikallisiin että verkkopohjaisiin toimijoihin – käyttäen kumpaakin niissä tapauksissa, joissa niiden vahvuudet vastaavat projektin tarpeita.
Arvostelujen saaminen ja vertailu
CNC-tarjouksen pyytäminen verkosta tai paikallisilta liikkeiltä edellyttää yhtenäistä tietopakettia, jotta tarjouksia voidaan verrata reilusti. Valmista täydellinen tarjouspyyntöpaketti, johon kuuluu:
- CAD-tiedostot yleisesti hyväksytyissä muodoissa (STEP, IGES tai natiivimuodot)
- 2D-piirrokset kriittisillä mitoilla ja toleransseilla
- Materiaalimäärittelyt, mukaan lukien laatu ja mahdolliset erityisvaatimukset
- Tarvittava määrä ja odotetut jatkuvat tuotantomäärät
- Vaadittu toimituspäivämäärä sekä mahdollinen joustavuus
- Pinnankäsittelyvaatimukset ja mahdolliset lisätoimenpiteet
- Tarkastus- ja dokumentaatiovaatimukset
Kun tarjoukset saapuvat, älä keskitä pelkästään lopulliseen hintaan. Arvioi, mitä tarjoukseen sisältyy – esimerkiksi asennuskulut, tarkastukset, materiaalitodistukset, pakkaus ja kuljetus. Alhaisempi tarjous, joka ei sisällä sinun tarvitsemiasi kohteita, ei ole itse asiassa edullisempi.
Muista: vaikka on houkuttelevaa valita halvin tarjoaja, se ei aina ole paras vaihtoehto pitkällä aikavälillä. Korkealaatuisilla koneilla on korkeammat alkuinvestoinnit, mutta ne tuottavat parempia tuloksia ja vähemmän valmistusvirheitä.
Määritä selkeät viestintäodotukset ennen tilausten tekemistä. Vahvista, kuka on yhteydenottokontaktinne, miten edistymisen päivitykset välitetään ja mitkä hyväksyntävaiheet suoritetaan ennen tuotannon aloittamista. Nämä tiedot estävät väärinkäsitykset ja pitävät projektit oikealla tiellä.
Kun arviointikriteerit ovat selkeät ja kumppaninvalintaan käytetään systemaattista lähestymistapaa, olette valmiina tekemään viisaan valinnan. Seuraavaksi on valmisteltava projektiasi koskevat asiakirjat, jotta lainaaminen ja tuotanto sujuvat suunnitelmallisesti – tämä luo sekä teille että valitulle konepuruutumis-kumppanillenne menestyksen perustan.
Valmistele projektisi onnistuneen räätälöidyn konepuruutuksen varalta
Olette valinneet konepuruutumiskumppaninne – mitä sitten? Sileän projektin ja turhauttavan projektin välinen ero johtuu usein valmistelusta. Epätäydelliset asiakirjat, epäselvät määrittelyt ja huono viestintä aiheuttavat enemmän viivästyksiä ja ylityksiä budjetissa kuin mikään tekninen haaste. Hyvä uutinen? Hieman etukäteen tehtyä työtä parantaa tuloksianne merkittävästi.
Dipecin mukaan aika on rahaa—erityisesti niissä aloissa, joissa toimitusaika ja kustannustehokkuus ratkaisevat projektin onnistumisen tai epäonnistumisen. Nopeat ja läpinäkyvät tarjoukset edellyttävät oikeaa valmistelua ja lähestymistapaa. Käydään läpi tarkalleen, miten projektin onnistuminen varmistetaan.
CAD-tiedostojen ja teknisen dokumentaation valmistelu
CAD-tiedostot ja tekniset piirrokset muodostavat koko projektisi perustan. Hyvin valmisteltu tiedostopaketti poistaa epäselvyydet mitoista, toleransseista ja ominaisuuksista. Jos valmistusliikkeellä ei ole täydellistä tietoa, sen on tehtävä oletuksia—ja oletukset johtavat viivästymiin, virheellisiin osiin ja kalliisiin muutostilauksiin.
Tässä on välttämätön valmistelujärjestys:
- Määritä vaatimukset selkeästi. Ennen kuin avaat CAD-ohjelmiston, dokumentoi, mitä osan on tarkoitus saavuttaa. Mitä kuormia se kestää? Missä ympäristössä se toimii? Millaisiin komponentteihin sen on liitettävä? Nämä toiminnalliset vaatimukset ohjaavat kaikkia myöhempia päätöksiä.
- Valmista täydelliset CAD-tiedostot hyväksytyissä formaateissa. STEP-, IGES- tai natiivit CAD-muodot toimivat parhaiten—vältä pelkkiä 2D-piirroksia, koska ne eivät sisällä syvyyttä ja selkeyttä. Sisällytä kaikki ominaisuudet, reiät, kierret, ja geometriset tiedot. Tiedostoja, joissa puuttuu kriittistä tietoa, ei voida arvioida ennen kuin valmistajat pyytävät selvennystä.
- Luo kommentoituja 2D-tekniikkapiirroksia. Vaikka käytettäisiinkin 3D-CAD-tiedostoja, kommentoidut 2D-piirrokset nopeuttavat huomattavasti tarjousprosessia. Merkitse toiminnallisesti kriittiset mitat, määritä tarkkuusvaatimukset, joissa tarkkuus on tärkeä, ja mainitse pinnanlaatuvaatimukset. Tämä poistaa kysymykset kierreistä tai pinnankäsittelystä—eli vähentää takaisin- ja edaspäin kulkevaa viestintää.
- Määritä materiaalit ja pinnankäsittelyt tarkasti. Epätäsmälliset materiaalimäärittelyt hidastavat tarjousten laatimista. Älä käytä esimerkiksi vain ilmaisua "alumiini", vaan määrittele "alumiini 6061-T6". Älä käytä ilmaisua "ruostumaton teräs", vaan mainitse "ruostumaton teräs 316L". Huomioi myös mahdollinen lisäpinnankäsittely, kuten kiillotus, anodointi tai pinnoitus.
- Määritä tarvittavat määrät ja anna vaihteluvälit, jos määrät eivät ole varmoja. Tuotantomäärä vaikuttaa merkittävästi hinnoitteluun ja toimitusaikoihin. Tarjous yhdelle yksikölle eroaa huomattavasti tarjouksista 10, 50 tai 100 yksikölle. Jos et ole varma lopullisista määristä, pyydä tarjouksia useille eri eräkoosuuksille – esimerkiksi "Tarjous 10, 50 ja 100 yksikölle" toimii hyvin.
- Määritä realistiset aikataulut. Ole tarkka toimitusvaatimuksissasi. Tarvitsetko osat 7–10 päivän sisällä? Onko toimitusaika joustava muutaman viikon ajan? Ilmoita toimituspaikka, jotta laskentaan voidaan ottaa huomioon kuljetuskustannukset ja toimitusaika tarkasti.
- Dokumentoi toissijaiset valmistusvaiheet. Tarvitsevatko osasi kokoonpanoa, kuvakirjoitusta, merkintöjä tai jälkikonepajavalmistusta, kuten liimausta tai hitsausta? Mainitse nämä heti alussa. Kaikkien tarvittavien toimintojen mainitseminen estää viivästykset ja varmistaa, että saat tarjouksen koko työstä.
Ammattivinkki: STEP-tiedoston ja kommentoidun 2D-teknisin piirustuksen tarjoaminen nopeuttaa merkittävästi tarjousprosessia. Tämä poistaa epäselvyydet toleransseista, kierreputkista ja pinnankäsittelystä – mikä tarkoittaa nopeampaa tarjousta sähköpostilaatikkoosi.
Viestintäparhaat käytännöt projektin onnistumiseksi
Vaikka dokumentaatio olisi täydellinen, viestintäaukot voivat heikentää projekteja. Selkeiden viestintäkanavien ja odotusten määrittäminen ennen tuotannon aloittamista estää kalliita väärinkäsityksiä.
Yleisimmät virheet, jotka johtavat viivästyksiin ja ylityksiin budjetissa, ovat:
- Epätäydellisten piirrustusten lähettäminen. Puuttuvat mitat, epäselvät toleranssit tai puuttuvat materiaalimäärittelyt pakottavat työpajat pysähtymään ja pyytämään selvennystä – mikä lisää aikataulua päivillä.
- Toimitusaikojen aliarvioiminen. Ostajat saattavat aliarvioida aikaa, joka tarvitaan materiaalien hankintaan, asennukseen, koneistukseen, tarkastukseen ja toimitukseen – erityisesti monimutkaisten osien osalta. Teollisuuden asiantuntijat suosittelemme pyytävän realistisia toimitusaikoja alusta alkaen, ottavan materiaalien hankintaa huomioon erikseen sekä varautuvan pienellä varalla yllättäviin tilanteisiin.
- Valinta pelkästään hinnan perusteella. Halvin tarjous muuttuu usein kalleimmaksi valinnaksi. Myöhästyneet toimitukset, epäonnistuneet tarkastukset ja uudelleentyöskentely voivat maksaa paljon enemmän kuin alussa saavutetut säästöt. Harkitse kokonaishankkeen arvoa, ei pelkästään yksikkökustannuksia.
- Laatudokumentointivaatimusten ohittaminen. Jos teollisuusalallasi vaaditaan jäljitettävyyttä, tarkastusraportteja tai materiaalitodistuksia, määrittele nämä vaatimukset jo alussa. Dokumentaation pyytäminen tuotannon jälkeen aiheuttaa viivästyksiä ja joskus se osoittautuu mahdottomaksi.
- Suhteiden rakentamisen laiminlyönti. Jos ainoat vuorovaikutustesi työstöliikkeen kanssa ovat tarjouspyynnön lähettäminen ja hintatarjouksen saaminen takaisin, menetät mahdollisuuden prioriteettiaikataulutukseen, ennakoivaan ongelmanratkaisuun ja parempiin hinnoitteluratkaisuihin ajan myötä.
CNC-koneistettujen komponenttien osalta, joissa vaaditaan tiukkoja toleransseja tai monimutkaisia geometrioita, sovita etukäteen tuotantokeskustelu koneistuspartnerisi kanssa. Tarkista kriittiset ominaisuudet, vahvista tarkastuspisteet ja sopi siitä, miten muutokset kommunikoidaan. Tämä investointi viestinnässä tuottaa hyötyjä koko tuotantoprosessin ajan.
Kun projektit sisältävät erikoisprosesseja, kuten akryylin CNC-koneistusta tai tarkkuuskomponenttien CNC-kääntöpalvelua, keskustele erityisesti materiaalin käsittelyvaatimuksista. Muovit, kuten akryyli, vaativat huolellista käsittelyä, jotta vältetään halkeamia tai mikrohalkeamia, kun taas tarkkuuskääntö edellyttää erityistä huomiota kiinnitysjärjestelmiin ja työkalujen valintaan.
Ota huomioon, kuinka nopeasti reagoivat koneistuspartnerit tehostavat koko prosessia. Sertifioitujen laitosten, kuten Shaoyi Metal Technology , esittämä malli osoittaa, mitä ostajien tulisi etsiä kyvykkäästä partnerista – tarjoavat skaalautuvia ratkaisuja nopeasta prototyypistä massatuotantoon, joissa toimitusaika voi olla yhtä pitkä kuin yksi työpäivä. Niiden IATF 16949 -sertifikaatti varmistaa, että aiemmin käsitellyt laadunvarmistusjärjestelmät ovat todella käytössä, ja niiden nopea reagointikyky heijastaa viestintästandardeja, jotka tekevät projekteista onnistuneita.
Ennen tarjouspyynnön lähettämistä käy läpi tämän lopullisen tarkistusluettelon:
- CAD-tiedostot ovat täydellisiä ja kaikki ominaisuudet on mallinnettu
- 2D-piirrokset sisältävät kaikki kriittiset mitat ja toleranssit
- Materiaalimäärittelyt ovat tarkkoja, ei yleistettyjä
- Määrävaatimukset on ilmoitettu selvästi
- Aikataulutavoitteet ovat realistisia ja niistä on tiedotettu
- Toissijaiset käsittelyvaiheet on dokumentoitu
- Tarkastus- ja dokumentointivaatimukset on määritelty
- Toimituspaikka on ilmoitettu, jotta voidaan antaa tarkat kuljetusarviot
Oikea valmistelu muuttaa tarjouspyyntöprosessin turhauttavasta takaisin-etenpäin -vaihdosta sujuvaksi kokemukseksi. Työkonepajat voivat antaa tarkat tarjoukset nopeasti, kun niillä on kaikki tarvittava informaatio – ja tuotantoprosessi etenee sujuvasti, kun odotukset ovat selkeät jo alusta alkaen.
Kun projektisi on oikein valmisteltu, olet hyvässä asemassa menestyäkseen. Ennen kuitenkin valmistelujen lopullista vahvistamista kannattaa tutkia, miten räätälöity koneistus eroaa vaihtoehtoisista valmistusmenetelmistä – varmistaaksesi, että olet valinnut optimaalisen prosessin juuri sinun erityisvaatimuksillesi.

Räätälöity koneistus verrattuna vaihtoehtoisiihin valmistusmenetelmiin
Tässä on kysymys, joka voi säästää sinulta tuhansia dollareita: Onko CNC-koneistus todella oikea valinta projektillesi? Vaikka erikoiskoneistusliikkeet tarjoavat erinomaista tarkkuutta ja monipuolisuutta, ne eivät aina ole optimaalisin ratkaisu. Joskus 3D-tulostus, muotinvalumuotti, valumuotti tai levytelineiden valmistus täyttävät tarpeesi paremmin – alhaisemmalla hinnalla tai nopeammin.
Ymmärtäminen, milloin valita CNC-metallikoneistus vaihtoehtoisia menetelmiä vastaan, erottaa viisaat ostajat niistä, jotka maksavat liikaa väärästä menetelmästä. Mukaan lukien 3D Peoplen valmistusanalyysi , ei ole olemassa yhtä "parasta" menetelmää – jokaisella on omat vahvuutensa, ja älykkäin lähestymistapa yhdistää useita menetelmiä usein tuotteen elinkaaren eri vaiheissa.
Tarkastellaan, milloin metallinen CNC-koneistus ylittää vaihtoehtoiset menetelmät ja milloin sinun tulisi harkita kokonaan erilaisia lähestymistapoja.
Milloin CNC-koneistus ylittää vaihtoehtoiset menetelmät
CNC-kone metallille tarjoaa ominaisuuksia, joita muut valmistusprosessit eivät yksinkertaisesti pysty vastaamaan tietyissä tilanteissa. Näiden vahvuuksien ymmärtäminen auttaa hyödyntämään koneistuksen etuja ja välttämään tilanteita, joissa vaihtoehtoiset menetelmät olisivat parempia.
Tarkkuusvaatimukset painavat vaakaa CNC-koneistuksen puoleen. Kun toleranssisi ovat alle ±0,005 tuumaa tai kun tarvitset pinnankäsittelyä, joka edellyttää hiomatoimintoja, metallikoneistus on välttämätöntä. 3D-tulostus saavuttaa yleensä parhaimmillaan toleransseja ±0,1–0,3 mm, kun taas suuripainevalussa on vaikeuksia erityisesti ultra-tiukkojen mitallisten vaatimusten täyttämisessä. Tarkkuusliitoksille, laakeripinnoille tai kriittisille liitospinnoille alumiinikoneistus ja muut CNC-prosessit tarjoavat tarvitsemasi tarkkuuden.
Materiaalien ominaisuudet määrittävät usein valinnan. Tarvitsetko korkean lujuuden metallia, kuten titaania, kovettunutta terästä tai ilmailuvalukoosia? CNC-leikkauskoneiden toiminnat käsittelevät materiaaleja, joita 3D-tulostus ja muovin ruiskutusmuovaus eivät yksinkertaisesti pysty käsittelyyn. Vaikka lisäävä valmistus on laajentunut myös metallien käsittelyyn, CNC-koneistus tarjoaa edelleen paremmat mekaaniset ominaisuudet ja laajemman valikoiman materiaaleja vaativiin sovelluksiin.
Pienet ja keskitasoiset tuotantomäärät edistävät koneistustaloutta. Kuten RPWORLD:n kustannusanalyysi osoittaa, CNC-koneistus tarjoaa kilpailukykyisiä yksikkökustannuksia määristä 1–5 000 kappaleeseen ilman kalliita työkaluinvestointeja. Vältät muovin ruiskutusmuovaukseen vaaditut yli 3 000 dollarin muottikustannukset, mikä tekee koneistuksesta ideaalin vaihtoehdon tuotteille, joiden tuotanto ei perustele suurimittaisia työkaluinvestointeja.
Suunnittelun joustavuus kehitysvaiheessa tukee iteraatiota. Toisin kuin muovin ruiskutusmuovauksessa, jossa suunnittelumuutokset vaativat uusia työkaluja, CNC-ohjelmia voidaan muokata suhteellisen helposti. Tämä joustavuus tekee koneistuksesta täydellisen vaihtoehdon prototyyppien kehitykseen ja tuotteisiin, joita parannetaan edelleen.
Harkitse CNC-koneistusta parhaana vaihtoehtona, kun tarvitset:
- Tarkkoja toleransseja alle ±0,005" (±0,127 mm)
- Korkean lujuuden metalleja tai insinöörimatematiikkaan soveltuvia muoveja
- Määriä yhdestä useisiin tuhansiin kappaleisiin
- Nopea suunnittelun iteraatiokyky
- Monimutkaisia geometrioita tarkkoine ominaisuuksineen
- Erinomaisia pinnanlaatuja toiminnallisille tai esteettisille vaatimuksille
Valmistusmenetelmien sovittaminen projektin vaatimuksiin
Nyt käännämme näkökulman. Milloin vaihtoehtoiset menetelmät ovat parempia kuin CNC-koneistus? Rehellinen ohjeistus näissä tilanteissa säästää sinulle rahaa ja saa tuotteet markkinoille nopeammin.
3D-tulostus erinomainen monimutkaisuudessa ja nopeudessa. Kun suunnittelussasi on orgaanisia muotoja, sisäisiä kanavia tai geometrioita, jotka vaatisivat laajaa koneistusta useista eri asennuksista, lisäävä valmistusmenetelmä usein voittaa. 3D-tulostus tuottaa osat 2–7 päivässä ilman työkalukustannuksia – tämä tekee siitä ihanteellisen nopean prototyypinvalmistuksen ja suunnittelun validoinnin. Kuitenkin, kun Gizmospringin muistiinpanot 3D-tulostus muuttuu kalliiksi suuremmille osille ja tarjoaa rajoitetun valikoiman materiaaleja verrattuna koneistukseen.
Suuritehoinen muovin ruiskutusvalumuotti hallitsee suurten määrien muoviosia. Kun tuotat 10 000 tai enemmän identtistä muoviosaa, ruiskutusvalumuotin taloudellisuus tulee erinomaisen hyväksi. Korkea työkalustusinvestointi (3 000–100 000 USD tai enemmän) jaetaan tuotantomäärän kesken, mikä laskee yksikkökustannuksia huomattavasti alapuolelle sitä, mitä koneistus voi saavuttaa. Alkuperäisen työkalustuksen toimitusaika 20–60 päivää on kompromissi pitkän aikavälin kustannustehokkuuden hyväksi.
Valuminen soveltuu monimutkaisiin metalliosiin suurissa määrissä. Monimutkaisten metalligeometrioiden valmistamiseen keski- tai suurilla tuotantomäärillä investointivalu tai muottivalu voivat olla taloudellisemmin kannattavia vaihtoehtoja kuin jokaisen piirteen koneistaminen. Monet valutut osat saavat lopputyöstön kriittisillä pinnoilla – yhdistäen valun tehokkuuden ja koneistuksen tarkkuuden siellä, missä se on tärkeintä.
Levyteräksen valmistus käsittelee koteloita ja kiinnikkeitä tehokkaasti. Kun suunnittelussasi on tasomaisia kuvioita, jotka taivutetaan kolmiulotteisiksi muodoiksi—esimerkiksi koteloita, kiinnikkeitä tai alustakomponentteja—levymetallin pistopuristus ja metallipistopuristus ovat usein nopeampia ja taloudellisempia vaihtoehtoja kuin kappaleiden valmistus massametallista koneistamalla. Levymetalliprosessit tuottavat vähemmän jätettä ja käsittelevät ohutseinäisiä geometrioita tehokkaammin.
| Menetelmä | Paras valinta | Tilavusraja | Materiaalivaihtoehdot | Tyypillinen toimitusaika |
|---|---|---|---|---|
| Konepohjainen määritys | Tarkkuusosat, tiukat toleranssit, metallit, insinöörimuovit, prototyypit tuotantoon | 1–5 000 kappaletta | Laajin: yli 100 metallia, muovia ja komposiitteja | 7–14 päivää |
| 3D-tulostus (SLS/MJF) | Monimutkaiset geometriat, nopeat prototyypit, orgaaniset muodot, sisäiset piirteet | 1–1 000 kappaletta | Rajoitettu: 5–15 insinöörimuovia | 2–7 päivää |
| Injektiomuovauksen | Suurimittaiset muoviosat, yhtenäinen laatu, monimutkaiset muodot | 1 000–1 000 000+ kappaletta | Laaja: yli 1 000 termoplastista muovia | 15–60 päivää (sisältää työkalut) |
| Casting | Monimutkaiset metalligeometriat, keski- tai korkeat tuotantomäärät, suuret osat | 100–100 000+ kappaletta | Alumiini, sinkki, teräs, pronssiseokset | 20–45 päivää |
| Levyjen taivatustyössä | Koteloit, kiinnikkeet, alustat, ohutseinäiset osat | 1–10 000+ kappaletta | Teräs, alumiini, ruostumaton teräs, kupari | 5–15 päivää |
Oikean valinnan tekeminen sovellukseesi
Päätöksentekokehys perustuu neljään päätekijään: tarkkuusvaatimukset, materiaalivaatimukset, odotetut tuotantomäärät ja aikataulurajoitteet.
Aloita tarkkuudesta. Jos toleranssisi ovat standardin mukaisia (±0,25 mm tai löysempiä) ja tarvitset muoviosia suurissa määrissä, valumallintaminen on todennäköisesti paras vaihtoehto. Jos tarvitset ±0,05 mm:n tai tiukempia toleransseja metallikomponenteille, CNC-koneistus on ratkaisu.
Arvioi tilaamasi määrät realistisesti. Monet projektit alkavat prototyyppimääristä, kasvavat pienimuotoiseen tuotantoon ja voivat mahdollisesti päästä suurimittaiseen valmistukseen. Älykkäin lähestymistapa sisältää usein 3D-tulostuksen alustaviin käsitteisiin, CNC-koneistuksen toimintakykyisiin prototyyppeihin ja varhaiseen tuotantoon sekä muottivalun, kun kysyntä oikeuttaa työkalujen sijoituksen.
Ota huomioon materiaalivaatimukset. Korkean lujuuden metallit, erikoispuhtausseokset ja tietyn laadun tekniset muovit viittaavat CNC-koneistukseen. Standardit termoplastit suurissa määrissä edistävät muottivalua. Monimutkaiset geometriat rajoitetuilla muovivaihtoehdoilla sopivat 3D-tulostukseen.
Autoteollisuuden sovelluksissa, joissa vaaditaan korkean tarkkuuden komponentteja, monimutkaisia alustarakenteita tai räätälöityjä metallivahvikkeita, tarkkuus-CNC-koneistuspalvelut ovat erityisen arvokkaita. Tällaisia palveluita tarjoavat esimerkiksi Shaoyi Metal Technology tarjoavat SPC-tukea käyttävän laadunvalvonnan, joka varmistaa yhdenmukaisuuden tuotantoserioiden välillä – tämä erottaa niitä vaativista autoteollisuuden määrittelyistä, joissa jokaisen komponentin on täytettävä tiukat vaatimukset.
Hybridimenetelmä toimii usein parhaiten: käytä 3D-tulostusta käsitteen nopeaan todentamiseen, CNC-koneistusta tarkkuusprototyyppien ja varhaisen tuotannon valmistukseen ja siirry sitten suurtehoinen muovausmenetelmään, kun tuotantomäärät oikeuttavat työkalujen investoinnin.
Muista, että nämä menetelmät eivät ole toisiaan poissulkevia. Monet menestyksekäs tuotteet hyödyntävät useita valmistusprosesseja – esimerkiksi koneistetaan tarkkuusominaisuudet, kun taas vähemmän kriittiset osat valutaan tai muovataan. Tavoitteena ei ole löytää yhtä ainoaa "parasta" prosessia, vaan sovittaa jokainen tuotteen ominaisuus ja vaihe optimaaliseen valmistusmenetelmään.
Kun ymmärrät sekä räätälöidyn koneistuksen vahvuudet että vaihtoehtojen todelliset edut, olet paremmin asemissa tekemään valmistuspäätöksiä, jotka optimoivat kustannukset, laadun ja aikataulun juuri sinun vaatimuksiesi mukaan.
Usein kysytyt kysymykset räätälöityjä konepistoksiä tarjoavista liikkeistä
1. Mikä on räätälöityjen konepistosten liike ja miten se eroaa tavallisesta valmistuksesta?
Räätälöityjen konepistosten liike on erikoistunut laitos, joka valmistaa osia tarkkojen asiakasvaatimusten mukaisesti eikä tuota suuria määriä standardoituja komponentteja. Toisin kuin perinteiset valmistuslaitokset, jotka on optimoitu suurten määrien identtisten tuotteiden tuottamiseen, räätälöidyt liikkeet sijoittavat edistyneeseen CNC-kalustoon, jolla voidaan saavuttaa toleranssit jopa ±0,0001 tuumaa, käyttävät ammattimaisia konepistäjiä, jotka ymmärtävät monimutkaisten materiaalien ominaisuuksia, ja tarjoavat joustavaa tuotantoa yksittäisistä prototyypeistä eräkohtaiseen tuotantoon. Tämä lähestymistapa hyväksyy monimutkaisuuden ja yksilöllisyyden, mikä tekee siitä ihanteellisen ratkaisun esimerkiksi ilmailulaitteisiin, lääketieteellisiin laitteisiin ja teollisuuskoneisiin, joissa vaaditaan tarkkuuskomponentteja, joita ei ole saatavilla kaupasta.
2. Kuinka valitsen projektillani CNC-porauksen ja CNC-kääntämisen välillä?
Valinta riippuu osan geometriasta. CNC-kääntöpyörityksessä työkappale pyörii, kun staattinen työkalu muovaa sitä, mikä tekee menetelmästä ideaalin lieriömäisille tai pyöreille osille, kuten aksелеille, varretusrenkaileille ja renkaille – usein näiden valmistus on nopeampaa ja kustannustehokkaampaa. CNC-jyrsintässä työkappale pysyy paikoillaan, kun pyörivät leikkaustyökalut liikkuvat useiden akselien suuntaisesti, mikä tekee menetelmästä erinomaisen monimutkaisten geometrioiden, tasopintojen, lokerojen ja monitasoisten 3D-muotojen valmistukseen. Jos osallasi on pyöreä poikkileikkaus ja symmetrisiä ominaisuuksia, valitse kääntöpyöritys. Epäsäännölmäisille muodoille, monisivuisille ominaisuuksille tai monimutkaisille lokeroille jyrsintä on ratkaisu. Monet edistyneet tuotantolaitokset käyttävät tällä hetkellä mill-turn -keskuksia, jotka yhdistävät molemmat menetelmät mahdollistaakseen täydellisen yhden asennuksen tuotannon.
3. Millaisia materiaaleja erikoispuuntyöstöyritykset voivat käsitellä?
Räätälöidyt konepajat käsittelevät kymmeniä eri materiaaleja, mukaan lukien metallit, tekniset muovit ja erikoisseokset. Yleisiä metalleja ovat alumiiniseokset (6061, 7075, 5083), ruostumattomat teräkset (304, 316, 17-4), pronssi, messingi ja titaani. Tekniset muovit vaihtelevat POM:sta (Delrin) tarkkuusvaihteistoille aina korkeasuorituskykyisiin sovelluksiin tarkoitettuun PEEK:iin, sekä nyloniin, polikarbonaattiin ja akryyliin. Materiaalin valinta vaikuttaa lujuuteen, painoon, korrosionkestävyyteen, koneistettavuuteen ja hintaan. Ilmailusovelluksissa käytetään yleensä alumiinia 7075 tai titaania, lääketieteellisissä laitteissa vaaditaan biokompatiibeleja ruostumattomia teräksiä tai PEEK:iä, kun taas autoteollisuuden komponenteissa tasapainotetaan suorituskykyä ja kustannuksia käyttämällä alumiinia 6061 ja seos-teräksiä.
4. Kuinka tarkkuusvaatimukset vaikuttavat räätälöityjen koneistusten kustannuksiin?
Toleranssimäärittelyt vaikuttavat suoraan valmistuksen vaikeuteen ja projektin kustannuksiin. Yleisten komponenttien taloudellisin perustaso on standardit toleranssit ±0,25 mm (±0,010 tuumaa). Tarkat toleranssit ±0,05 mm (±0,002 tuumaa) liitettäville osille ja laakeripeilipinnoille voivat nostaa kustannuksia 50–100 prosenttia. Erityisen tarkat toleranssit ±0,0125 mm (±0,0005 tuumaa) lääketieteellisiin implanteihin tai optisiin komponentteihin voivat kaksinkertaistaa tai jopa kolminkertaistaa kustannukset. Tiukemmat määrittelyt vaativat usein toissijaisia prosesseja, kuten hiomista, erikoislaitteita, lämpötilan säädetyjä ympäristöjä ja tiukempaa laadunvalvontaa. Tärkeintä on määritellä mahdollisimman löysät toleranssit, jotka kuitenkin varmistavat toiminnan oikein – tiukat toleranssit pidetään varattuina ainoastaan kriittisille ominaisuuksille, kuten liitospinnoille ja laakeriasennuksille.
5. Mitkä sertifikaatit tulisi tarkistaa valittaessa räätälöityjä konepito- ja työstöpalveluita tarjoavaa yritystä?
Sovita sertifikaatit teollisuusalueesi vaatimuksiin. ISO 9001 tarjoaa laadunhallinnan perustason, joka soveltuu yleiseen valmistukseen. AS9100D on pakollinen ilmailualan sovelluksissa ja varmistaa lentokelpoiset komponentit täydellisellä jäljitettävyydellä. IATF 16949 palvelee autoteollisuuden toimitusketjua korostamalla suurten tuotantomäärien yhdenmukaisuutta ja tilastollista prosessinohjausta (SPC). ISO 13485 säätelee lääkintälaitteiden valmistusta suunnittelun ohjausjärjestelmien ja potilasturvallisuuden keskiössä. NADCAP tarjoaa prosessikohtaisen akkreditoinnin ilmailualan lämpökäsittelyyn ja kemialliseen käsittelyyn. Sertifioituja teollisuuslaitoksia, kuten Shaoyi Metal Technology, jolla on IATF 16949 -sertifikaatti, luonnehtivat dokumentoidut prosessit, todennetut kyvykkyydet ja tilastollisen prosessinohjauksen (SPC) tukena oleva laadunvalvonta, mikä varmistaa osien yhdenmukaisen laadun.