 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

CNC-koneosien valmistajat: 9 sisäistä salaisuutta, joita ostajat toivovat tunteneensa aikaisemmin

CNC-koneosien valmistajien ja niiden teollisuudellisen roolin ymmärtäminen
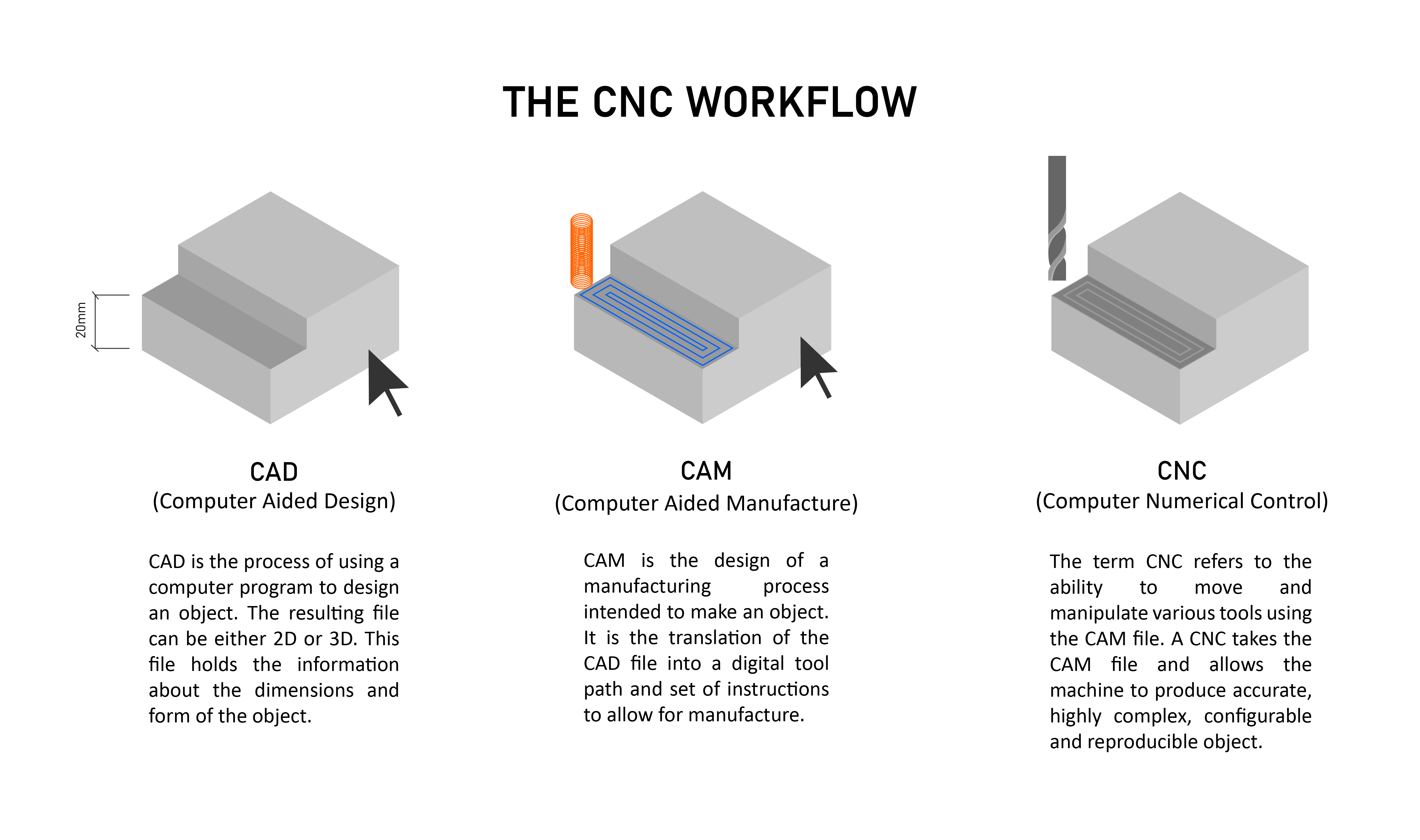
Oletko koskaan miettinyt miten raakametalli muuttuu monimutkaisiksi komponenteiksi, jotka käynnistävät auton moottorin tai lääketieteelliset laitteet? Juuri tässä vaiheessa CNC-koneosien valmistajat astuvat kuvioon. Nämä erikoistuneet tuotantolaitokset toimivat modernin valmistuksen perustana: ne muuntavat insinöörisuunnittelun fyysiseksi todellisuudeksi poikkeuksellisen tarkasti.
Toisin kuin yleiset valmistuswerkattu, jotka keskittyvät pääasiassa leikkaamiseen ja hitsaamiseen, nämä valmistajat erikoistuvat korkean tarkkuuden tuotantoon. Ne käyttävät tietokoneohjattuja laitteita saavuttaakseen tarkat mitat ja tiukat toleranssit – usein mikrometreissä mitattuna. Ajattele niitä teollisuuden tarkkuuserikoisosaajiksi, joissa jokainen millimetrin murto-osa merkitsee.
Mitä CNC-koneosien valmistajat todella tekevät
Näiden valmistajien ytimessä on raaka-aineiden—yleensä metallien, kuten alumiinin, teräksen ja titaanin—muuttaminen valmiiksi koneenosiksi tietokoneohjattujen koneistusprosessien avulla. Mutta mitä erottaa niitä tavallisista konepajoista? Ne tarjoavat tarkkuutta, toistettavuutta ja laajennettavuutta, joita yleiset työpajat eivät yksinkertaisesti pysty saavuttamaan.
Kun teette yhteistyötä erikoistuneiden CNC-koneistuspalveluiden kanssa, saatte käyttöön seuraavat mahdollisuudet:
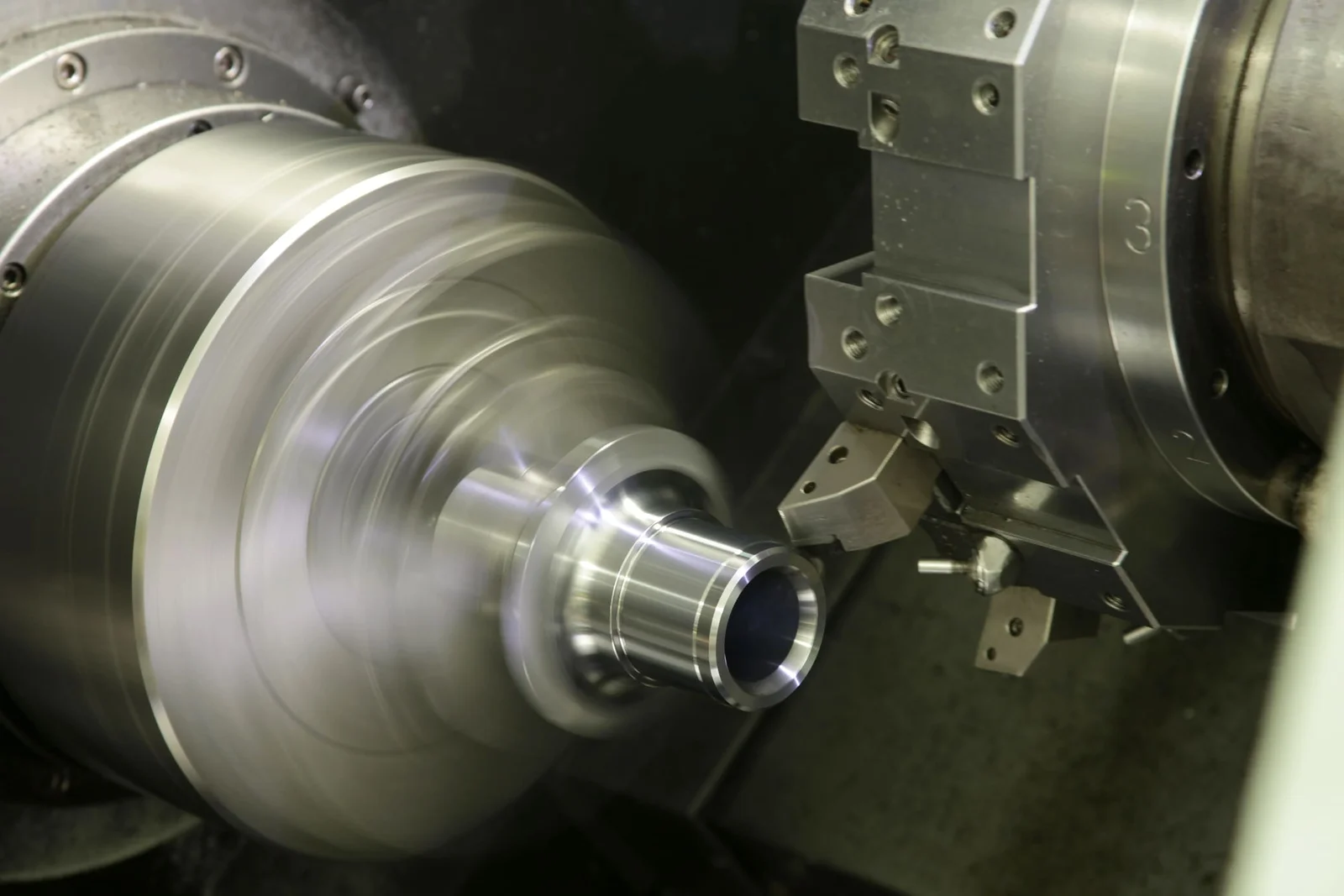
- CNC-kierros: Sylinterimäisten osien, kuten akselien, pallokuulien ja venttiilivarttien, valmistaminen pyörittämällä työkappaletta leikkuutyökalujen vastaisesti
- CNC-myllytys: Tasopintojen, muotojen, urien ja monimutkaisten kolmiulotteisten geometrioiden valmistaminen pyörivillä leikkuutyökaluilla
- Moniakselinen koneistus: Monimutkaisten geometrioiden omaavien osien valmistaminen samanaikaisella liikkeellä useilla akseleilla
- Toissijaiset toiminnot: Pintakäsittely-, lämpökäsittely- ja kokoonpanopalvelut, jotka saattavat valmistusprosessin loppuun
Erot ovat merkittäviä. Vaikka yleinen konepaja voikin käsitellä erilaisia metallityökaluun liittyviä tehtäviä, CNC-koneosien valmistajat sijoittavat huomattavia resursseja edistyneeseen laitteistoon, laadunhallintajärjestelmiin ja erikoistuneeseen asiantuntemukseen. Lähteessä teollisuuden asiantuntijat , nykyaikaiset tuotantolaitokset integroivat moniakselisia CNC-koneita, jotka mahdollistavat nopeamman tuotannon, vähemmän virheitä ja johdonmukaisen laadun tuotannonerissä.
Tarkkuustuotannon ekosysteemi
Kuvittele ekosysteemiä, jossa jokainen osallistuja täyttää kriittisen roolin. CNC-koneosien valmistajat sijaitsevat tämän teollisen verkoston keskipisteessä, yhdistäen raaka-aineiden toimittajat lopputuotteiden kokoonpanijoihin. He muuntavat insinöörispesifikaatiot tarkkuuskoneistettuihin komponentteihin, jotka täyttävät tarkat mitalliset vaatimukset.
Näiden erikoistuneiden valmistajien kysyntä kasvaa jatkuvasti useilla eri aloilla:
Autotalous: Moottorikomponentit, vaihteiston osat ja alustaelementit, joissa vaaditaan suurta tuotantomäärää ja johdonmukaista laatua sekä IATF 16949 -sertifiointia.
Ilmailu: Lentoturvallisuuden kannalta kriittiset osat, joille vaaditaan materiaalin jäljitettävyys, AS9100D-sertifiointi ja toleranssit, jotka mitataan tuhannesosain tuhannesosissa tuumaa.
Lääketieteellinen: Kirurgiset välineet ja implantaatit, jotka valmistetaan kontrolloiduissa ympäristöissä ISO 13485 -standardien mukaisesti.
Mitä tekee tämän ekosysteemin toimivaksi? Se on edistyneen CNC-teknologian, pätevien käyttäjien ja tiukkojen laadunvalvontaprosessien yhdistelmä. Kun valmistusteknologia kehittyy, nämä valmistajat integroivat yhä enemmän tekoälyyn perustuvia järjestelmiä, IoT-yhteyksiä ja automaatiota saavuttaakseen vielä suurempaa tarkkuutta ja tehokkuutta.
Tässä oppaassa tutustut sisäiseen asiantuntemukseen, joka erottaa menestyksekäs ostajat niistä, jotka oppivat kalliilla tavoin vaikeista virheistä. Tästä oppaasta saat kattavan ohjeistuksen koneistusprosessien ja materiaalien valinnan ymmärtämiseen, toimittajien arviointiin sekä vahvojen tarjouspyyntöjen (RFQ) laatimiseen – kaikki tämä auttaa sinua tekemään perusteltuja päätöksiä CNC-koneosien hankinnassa päteviltä valmistajilta.
CNC-koneistusprosessit, joita jokaisen ostajan tulisi tuntea
Tässä on tilanne, johon monet ostajat joutuvat: olet suunnitellut osan, löytänyt valmistajan ja lähettänyt piirustukset. Sitten tulee kysymys: "Tarvitsetko 3-akselista, 4-akselista vai 5-akselista koneistusta?" Kuulostaa monimutkaiselta? Ei tarvitse olla. Jos ymmärrät nämä prosessit jo ennen toimittajien kanssa käytäviä keskusteluja, saat merkittävän edun keskusteluissa, kustannusneuvotteluissa ja aikataulutussuunnittelussa.
Termi "akseli" viittaa suuntiin, joihin työkalu liikkuu suhteessa työkappaleeseesi koneistuksen aikana. Enemmän akseleita tarkoittaa suurempaa joustavuutta – mutta myös lisääntyvää monimutkaisuutta ja kustannuksia. Käydään läpi jokainen vaihtoehto, jotta voit valita sopivan prosessin CNC-koneistettaville osillesi.
3-akselisesta 5-akseliseen koneistukseen selitykset
3-akselinen CNC-koneistus edustaa modernin tarkkuusvalmistuksen perusta . Työkalu liikkuu kolmen lineaarisen akselin suuntaan: X (vasen-oikea), Y (eteen-taakse) ja Z (ylös-alas). Työkappale pysyy paikoillaan konepöydällä, kun työkalu lähestyy sitä yläpuolelta.
Tämä konfiguraatio käsittelee erinomaisesti tasaisia pintoja, yksinkertaisia muotoja ja perusgeometrisia kappaleita. Ajattele esimerkiksi kiinnikkeitä, levyjä ja koteloita, joissa on suoraviivaisia ominaisuuksia. Etulyöntiasemat ovat merkittäviä – alhaisemmat laitteistokustannukset, helpompi ohjelmointi ja helppokäyttöisyys tekevät 3-akselisen koneistuksen ihanteelliseksi prototyypitykseen ja yleiseen valmistukseen.
Kuitenkin monimutkaisten geometrioiden kohdalla rajoitukset tulevat esiin. Usean sivun ominaisuuksien koneistaminen vaatii työkappaleen uudelleenasennuksen, mikä voi aiheuttaa mahdollisia kohdistusvirheitä ja pidentää tuotantoaikaan.
4-akselinen CNC-koneistus laajentaa 3-akselista perustaa lisäämällä pyörivän akselin – yleensä A-akselin, joka pyörii X-akselin ympäri. Tämä mahdollistaa jatkuvan koneistuksen osan kehän ympäri ilman manuaalista uudelleenasennusta.
Tähän konfiguraatioon hyötyvät eniten sylinterimäiset ja symmetriset CNC-jyrsintäosat. Akselit, vaihteet, kammoakselit ja venttiiliosat voidaan valmistaa huomattavasti helpommin. Pyörivä toiminto lyhentää asennusaikoja ja tarjoaa paremman tarkkuuden pyöreille piirteille verrattuna useaan kolmiakseliseen asennukseen.
5-akselinen CNC-maalaus lisää toisen pyörivän akselin, mikä mahdollistaa työkalun tai työkappaleen kallistumisen ja pyörimisen lähes minkä tahansa pinnan käsittelyyn yhdessä asennuksessa. Lähteessä teollisuustutkimus tämä poistaa useiden asennusten aiheuttamat kertymäiset toleranssit – kaikki piirteet koneistetaan suhteessa yhteen viitepisteeseen, mikä takaa erinomaisen mittatarkkuuden.
Mahdollisuudet ovat merkittäviä: samanaikainen viisiakselinen muotojyrsintä, monipinnainen koneistus ja alapuoliset leikkaukset, jotka ovat mahdottomia yksinkertaisemmissa konfiguraatioissa. Monimutkaisia orgaanisia muotoja, yhdistettyjä kulmia tai syviä onteloita sisältävät jyrsittyjä osia voidaan valmistaa. Kompromissina on korkeampi koneinvestointi, monimutkaisempi CAM-ohjelmointi ja laajemmat käyttäjän taidot.
| Akselin tyyppi | Parhaat käyttösovellukset | Monimutkaisuustaso | Tyypillisiä osaesimerkkejä |
|---|---|---|---|
| 3-akselinen | Tasaiset pinnat, yksinkertaiset muotoviivat, prismamaiset geometriat, yksipuoliset ominaisuudet | Matala – Keskitaso | Kiinnikkeet, levyt, kotelot, piirilevyjen koteloit, perusautomaatiikankomponentit |
| 4-akselinen | Sylinterimäiset osat, symmetriset komponentit, akselin ympärille kiertävät ominaisuudet | Keskikoko | Kammeakselit, vaihteet, akselit, venttiilit, impellereitä, putkiliitokset |
| 5-Akseli | Monimutkaiset geometriat, yhdistetyt kulmat, alapuoliset leikkaukset (undercuts), orgaaniset muodot, monitasoiset koneistukset | Korkea | Tuulivoimaloiden siivet, ilmailun rakenteelliset osat, lääketieteelliset implantit, edistyneet muotit, korkean suorituskyvyn automaatiikankomponentit |
Oman osan geometrian sovittaminen oikeaan prosessiin
Kun lähetät piirustuksia CNC-koneistettavien osien valmistajille, he arvioivat useita tekijöitä suositellakseen sopivaa prosessia. Heidän päätöksentekologiikkansa ymmärtäminen auttaa sinua ennakoimaan suosituksia ja budjetointia vastaavasti.
Pintojen saavutettavuus vaikuttaa moniin päätöksiin. Voivatko kaikki kriittiset ominaisuudet saavuttaa yhdestä suunnasta? Jos CNC-koneistettavassa osassa vaaditaan työkalujen pääsyä useasta kulmasta – esimerkiksi viisitasoisessa komponentissa, jossa on ominaisuuksia viidellä eri tahkolla – 5-akselinen koneistus poistaa asennusvaihdokset, jotka muuten lisäisivät kustannuksia ja riskejä.
Geometrinen monimutkaisuus vaikuttaa merkittävästi prosessin valintaan. Suorista reunoista ja tasaisista pinnoista koostuvat CNC-koneen komponenttiosat soveltuvat yleensä 3-akselisille toiminnoille. Lisäämällä keskiselle akselille kiertäviä kaarevia pintoja 4-akselinen koneistus tulee sopivaksi vaihtoehdoksi. Jos taas osassa esiintyy yhdistettyjä muotoja, veistettyjä pintoja tai ominaisuuksia epätavallisissa kulmissa, 5-akselinen koneistus tuottaa parhaat tulokset.
Toleranssivaatimukset vaikuttavat myös prosessin valintaan. Aina kun työkappale sijoitetaan uudelleen, pieniä suuntauspoikkeamia kertyy. Tarkkoja mittatoleransseja vaativissa CNC-jyrsityksessä valmistettavissa osissa, joissa useat ominaisuudet vaativat tarkkaa mittojen säilyttämistä keskenään, yhden asennuksen 5-akselinen koneistus säilyttää mitalliset suhteet, jotka heikkenisivät toistuvan käsittelyn yhteydessä.
Tuotannon määrä vaikuttaa yhtälöön. Suurten tuotantomäärien käsittelyyn saattaa olla perusteltua käyttää erityisesti nopeutta varten optimoituja 3-akselisia tai 4-akselisia järjestelmiä. Monimutkaisten osien pienemmissä erissä 5-akselisen koneistuksen tehokkuus on usein edullisempi vaihtoehto, vaikka tuntihinta olisi korkeampi.
Tässä on sisäpiirin näkökulma: älä pyydä automaattisesti saatavilla olevaa edistyneintä prosessia. Ky competentti valmistaja ehdottaa sinun tietyn geometrian kannalta kustannustehokkainta lähestymistapaa. Jos he suosittelevat 3-akselista ratkaisua, vaikka olisit odottanut 5-akselista, tämä on usein hyvä uutinen budjetillesi – ei rajoitus heidän kyvyissään.
Kun koneistusprosessit on selvennetty, seuraava ratkaiseva päätös koskee materiaalin valintaa – valintaa, joka vaikuttaa suoraan tarkkuuksiin, pinnanlaatuun ja valmistuskustannuksiin.
Materiaalivalintaan liittyvä opas koneistettuihin osiin
Olet tunnistanut oikean koneistusprosessin projektillesi. Nyt tulee päätös, joka vaikuttaa kaikkeen lopullisen osan suorituskykyyn saakka sekä sinun kannattavuuteesi—materiaalin valinta. Väärän materiaalin valitseminen voi tarkoittaa osia, jotka hajoavat rasituksen alaisena, korrodoituvat liian aikaisin tai joiden valmistuksesta tulee huomattavasti kalliimpaa kuin tarpeen.
Tässä on asia, jota monet ostajat eivät tiedä: määrittelemäsi materiaali ei määritä ainoastaan fyysisiä ominaisuuksia, vaan se vaikuttaa suoraan koneistusaikaan, työkalujen kulumiseen, saavutettaviin toleransseihin ja pinnanlaatuun. Kokemukset CNC-koneistettujen osien valmistajat arvioivat materiaalin valintaa yhtä huolellisesti kuin geometriaa, kun he laativat tarjouksen projektistasi.
Tarkastellaan, miten materiaalit voidaan sovittaa sovellustasi varten — ja miten välttää kalliit virheet, jotka aiheuttavat valmistusprojektien epäonnistumisen.
Alumiini vs teräs CNC-koneistettuihin osiin
Kun hankitaan erikoisvalmistettuja koneistettavia osia, tulee jatkuvasti esille kysymys alumiinin ja teräksen välillä. Molemmat materiaalit ovat hallitsevia metallisia koneistettavia osia tuottavissa sovelluksissa, mutta niillä on selkeästi erilaiset käyttötarkoitukset.
Alumiiniliasien alumiini tarjoaa erinomaisen koneistettavuuden – sitä voidaan leikata helposti, se tuottaa vähemmän lämpöä ja antaa erinomaisen pinnanlaadun. Teollisuuden koneistusoppaissa todetaan, että alumiinin kevyt massa, korrosionkestävyys ja anodointikyky tekevät siitä suosittua valintaa monilla eri aloilla. Yleisimmät laadut, kuten 6061 ja 7075, soveltuvat useimpiin sovelluksiin, ja 7075-T6 -laatu tarjoaa lujuutta, joka lähestyy joitakin teräksisiä laatuja, säilyttäen kuitenkin merkittävän painoedun.
Harkitse alumiinia, kun tarvitset:
- Kevyitä koneistettavia metalliosia ilmailu- tai liikennepalveluissa
- Erinomainen lämpö- ja sähköjohtokyky
- Luonnollista korrosionkestävyyttä ilman lisäkäsittelyjä
- Nopeita koneistuskiertoja, jotka vähentävät kappalekohtaista kustannusta
Teräs ja roostevapaa teräs tarjoavat erinomaisen lujuuden, kovuuden ja kulumisvastuksen. Hiiliteräkset, kuten 1018 ja 4140, tarjoavat kestävyyttä rakenteellisiin sovelluksiin. Ruostumattomat teräslajit – erityisesti 303, 304 ja 316 – yhdistävät lujuuden erinomaiseen korroosiovastukseen vaativissa ympäristöissä.
Teräs on oikea valinta, kun:
- Korkea mekaaninen lujuus ja kuormansiirtokyky ovat tärkeimmät tekijät
- Kulumisvastus on ratkaisevan tärkeä liikkuville komponenteille
- Käyttölämpötilat ylittävät alumiinin rajat
- Kustannustehokkuus on tärkeämpi kuin painon huomioon ottaminen
Kompromissi? Teräksen leikkaus vaatii hitaampia leikkausnopeuksia, aiheuttaa suurempaa työkalukulumista ja vaatii yleensä enemmän koneistusaikaa. Nämä tekijät lisäävät tuotantokustannuksia verrattuna vastaaviin alumiinista valmistettuihin räätälöityihin metalliosiin.
Valmistuspäätöksiä ohjaavat materiaalin ominaisuudet
Alumiini-teräsvertailun lisäksi useat muut materiaalit ovat tärkeitä metalliosien koneistuksessa. Niiden ominaisuuksien ymmärtäminen auttaa sinua viestimään tehokkaasti valmistajien kanssa ja tekemään perusteltuja eritelmäpäätöksiä.
Titaaniseokset (erityisesti Ti-6Al-4V) tarjoavat erinomaisen lujuus-massasuhde, korrosiivisuuden kestävyyden ja biokompatibilisuuden. Ilmailualan materiaalieritelmät vaativat usein titaania moottoriosiin, laskutelineisiin ja rakenteellisiin komponentteihin. Titaani kuitenkin aiheuttaa koneistusongelmia – korkea työkalukulum, alhainen lämmönjohtavuus ja erityisten leikkausparametrien tarve kasvattavat merkittävästi tuotantokustannuksia.
Messinki koneistuu erinomaisesti, tuottaen siistejä leikkauksia ja erinomaisia pinnanlaatuja vähällä työkalukululla. Räätälöityjä messinki-osia käytetään yleisesti putkiasennusliittimissä, sähköliittimissä ja koristehardwareissa. Materiaalin luonnollinen voiteluominaisuus ja puristusominaisuudet tekevät siitä erityisen taloudellisen suurten sarjojen tuotannossa.
Tekniikkamuovi kuten PEEK, Delrin (asetaali) ja PTFE soveltuvat käyttökohteisiin, joissa painon vähentäminen, kemikaalikestävyys tai sähköinen eristävyys ovat tärkeitä. Nämä materiaalit koneistetaan eri tavoin kuin metallit – vaativat teräviä työkaluja, sopivia kierroslukuja ja huomiota lämpötilan nousuun, joka voi vaikuttaa mitallisesti stabiilisuuteen.
| Materiaalilaji | Tärkeitä ominaisuuksia | Parhaat käyttösovellukset | Koneistuksen huomioon ottamista | Suhteellinen hinta |
|---|---|---|---|---|
| Alumiini (6061, 7075) | Kevyt, korrosiore sisistentti, erinomainen koneistettavuus, hyvä lämmönjohtavuus | Ilmailurakenteet, autoteollisuuden komponentit, elektroniikkakoteloitukset, kuluttajatuotteet | Nopeat leikkausnopeudet, alhainen työkalukuluminen, erinomainen pinnanlaatu saavutettavissa | Matala – Keskitaso |
| Hiiliteräs (1018, 4140) | Korkea lujuus, hyvä kulumiskestävyys, hitsattavissa, kuumenkäsitteltyä | Rakennekomponentit, akselit, vaihteet, kiinnitykset, yleiskoneistus | Kohtalaiset nopeudet, säännöllinen työkalukuluminen, jäähdytyneste saattaa olla tarpeen | Alhainen |
| Ruuvisuojateräs (303, 304, 316) | Korrosiore sisistentti, korkea lujuus, lämpökestävä, hygieeninen | Lääketieteelliset laitteet, elintarviketeollisuus, merenkulku, kemikaalilaitteet | Hitaaat nopeudet, korkeampi työkalukuluminen, taipumus työstökovettua | Keskitasoisesta korkeaan |
| Titaani (Ti-6Al-4V) | Poikkeuksellinen lujuus-massasuhde, biokompatibiliteetti, korroosionkestävyys ja korkean lämpötilan vakaus | Ilmailumoottorit, lääketieteelliset implantit, korkean suorituskyvyn autoteollisuus, merenkulku | Erikoistyökalut vaaditaan, hitaat työstönopeudet, merkittävä työkalujen kulumisaste, lämmönhallinta ratkaisevan tärkeää | Korkea |
| Messinki (C360, C260) | Erinomainen koneistettavuus, korroosionkestävyys, koristeellinen ulkonäkö ja antimikrobiset ominaisuudet | Putkiliitokset, sähköliittimet, venttiilit ja koristeellinen kiinnitystarve | Erittäin nopea koneistus, vähäinen työkalujen kulumisaste ja erinomainen lastunmuodostus | Keskikoko |
| Tekniikkamuovit (PEEK, Delrin) | Kevyt, kemikaalienkestävä, sähköeristävä ja alhainen kitka | Lääketieteelliset komponentit, sähköeristeet, laakerit, tiivistykset ja elintarviketeollisuus | Terävät työkalut ovat välttämättömiä, lämpöherkkyys ja ulottuvuuksien vakaus ovat huolenaiheita | Keskitasoisesta korkeaan |
Miten materiaalin valinta vaikuttaa projektituloksiin:
Toleranssit: Kovemmat materiaalit, kuten karkaistu teräs tai titaani, voivat säilyttää tiukemmat toleranssit rasituksen alaisena, mutta niiden koneistaminen vaatii huolellisempaa suunnittelua niiden saavuttamiseksi. Pehmemmät materiaalit voivat vähän muotoutua leikkaamisen aikana, mikä edellyttää kompensaatiostrategioita. Koneistusasiantuntijoiden mukaan metallin kovuus vaikuttaa työkalujen kulumiseen, leikkausnopeuteen ja pinnanlaatuun – pehmeitä metalleja käytettäessä on otettava erityisesti huomioon mittojen tarkkuuden säilyttäminen.
Pintakäsittely: Materiaalin jyvärakenne vaikuttaa saavutettaviin pinnanlaatutasoihin. Hienojyväiset metallit tuottavat yleensä paremman pinnanlaadun, kun taas karkeajyviset materiaalit voivat näyttää näkyviä koneistusjälkiä myös optimaalisilla parametreillä. Alumiini ja messinki saavuttavat luonnollisesti erinomaisen pinnanlaadun; titaani ja jotkin ruostumattoman teräksen laadut vaativat lisäpintakäsittelyä.
Toimitusajat: Yleisesti käytetyt materiaalit, kuten alumiiniseos 6061 tai ruostumaton teräs 304, ovat helposti saatavilla. Erityislaatuiset materiaaliluokat – esimerkiksi ilmailualan titaani, tiettyjä nikkeli-seoksia tai sertifioituja lääketieteellisiä materiaaleja – voivat vaatia pidempiä hankintaaikojen, mikä vaikuttaa projektin aikatauluun.
Autoteollisuutta ja ilmailualaa palvelevat valmistajat käyttävät tiettyjä materiaaliluokkia varmistaakseen sertifiointivaatimusten täyttämisen. IATF 16949 -sertifioidussa laitoksessa, joka toimii autoteollisuuden tarvikkeiden toimittajana, varastoidaan materiaaleja, jotka täyttävät OEM-asiakkaiden määrittelyt. Ilmailualan valmistajat pitävät kirjaa materiaalien jäljitettävyydestä varmistaakseen, että ne täyttävät AMS- ja ASTM-standardit. Kun sovelluksessasi vaaditaan sertifioituja materiaaleja, varmista toimittajasi kyky hankkia ja dokumentoida asianmukaiset materiaaliluokat.
Kun materiaalivalinnan periaatteet ovat selviä, seuraava ratkaiseva tekijä liittyy tarkkuusvaatimuksiin ja laatusertifikaatteihin – eli niihin standardeihin, jotka määrittelevät tarkkuusvalmistuksen.

Tarkkuusmittasuhteet ja laatusertifikaatit selitetty
Olet valinnut materiaalin ja tunnistanut oikean konepuruamismenettelyn. Nyt alkaa keskustelu, joka erottaa tietoiset ostajat niistä, jotka maksavat tarkkuudesta, jota he eivät tarvitse – tai vielä pahempaa, saavat osia, jotka eivät toimi kunnolla. Toleranssimäärittelyjen ja laatuvarmenteiden ymmärtäminen ei ole pelkkää teknistä tietoa; se on kustannustehokkaan hankinnan perusta.
Kun piirustuksesta näet mitan esimerkiksi "1,500 ± 0,005 tuumaa", kyseinen toleranssialue määrittelee, mikä on hyväksyttävää. Mutta tämä usein jää ostajien huomiotta: toleranssin tiukentaminen arvosta ±0,005 tuumaa arvoon ±0,001 tuumaa ei paranna ainoastaan tarkkuutta – se voi kolminkertaistaa tai viisinkertaistaa valmistuskustannukset . Älykkäiden toleranssipäätösten tekeminen edellyttää ymmärrystä siitä, mitä nuo luvut todella merkitsevät juuri teidän sovelluksestanne.
Toleranssimäärittelyt selitetty ostajille
Ajattele toleransseja "lakisääteisenä vaihteluvälillä", jolla osien mitat voivat vaihdella ja silti olla hyväksyttäviä. Akseli, jonka mitaksi on määritetty 10,00 mm ± 0,05 mm, läpäisee tarkastuksen, kun sen mitat ovat välillä 9,95 mm–10,05 mm. Yksinkertaista — mutta seuraukset ulottuvat syvemmälle.
Standarditoleranssit edustavat kultaisen leikkauspisteen aluetta, jossa tarkkuus kohtaa käytännöllisyyden. Useimmille CNC-koneistusoperaatioille ±0,010 tuumaa (±0,25 mm) tarjoaa erinomaista tarkkuutta suurimmalle osalle mekaanisia komponentteja. Tämä taso ottaa huomioon koneiden suorituskyvyn luonnolliset vaihtelut, materiaalien ominaisuudet ja ympäristöolosuhteet samalla kun varmistetaan luotettava asennus ja toiminta.
Tiukat Sallitut Poikkeamat ylittävät tavallisia kykyjä — yleensä ±0,001 tuumaa (±0,025 mm) tai tiukempia. Näiden saavuttaminen vaatii erikoislaitteita, hitaampia koneistusnopeuksia, hallittuja ympäristöolosuhteita ja lisätestausta. Koneistusalan asiantuntijoiden mukaan ±0,01 mm:n ja sitä tiukemmat toleranssit luokitellaan erinomaisen korkean tarkkuuden luokkaan, mikä johtaa merkittäviin kustannuslisäyksiin.
Tarkkuuskoneosien tapauksessa määrittelemäsi toleranssi vaikuttaa suoraan valmistustapaan, tarkastusvaatimuksiin ja lopulta projektibudjettiisi.
| Toleranssialue | Luokitus | Tyypilliset sovellukset | Kustannusvaikutus |
|---|---|---|---|
| ±0,010" (±0,25 mm) | Standardi / kaupallinen | Rakenteelliset komponentit, kotelot, kiinnikkeet, suojakotelot, yleinen kiinnitystarve | Perustaso (1x) |
| ±0,005" (±0,127 mm) | Tarkkuusteollisuus | Toimivat kokoonpanot, laakerikotelot, tarkkuuskiinnityslaitteet, teollinen automaatio | 1,5–2x perustaso |
| ±0,002" (±0,051 mm) | Korkea tarkkuus | Lääkintälaitteet, ilmailukomponentit, optiset järjestelmät, tarkkuuslaitteet | 2-3x perustaso |
| ±0,001" (±0,025 mm) | Yliraja-arvoisen tarkkuuden | Lentokriittiset ilmailukomponentit, istutettavat lääkintälaitteet, tarkkuustyökalut | 3–5-kertainen perustaso |
| ±0,0005 tuumaa (±0,013 mm) | Äärimmäisen tarkka | Avaruussovellukset, erinomaisen tarkat mittalaitteet, tarkkuusmitta-asteikot | 5× tai parempi perustaso |
Kun tarkat toleranssit todella merkitsevät
Tässä on sisäistä tietoa, joka voi säästää sinulta huomattavia summia: tiukat toleranssit tulisi varata ainoastaan niille ominaisuuksille, joiden toiminta todella vaatii niitä. Älykäs lähestymistapa soveltaa tiukkoja toleransseja ainoastaan kriittisiin liitospintoihin, kun taas ei-toiminnallisissa alueissa käytetään standarditoleransseja.
Tiukat toleranssit ovat välttämättömiä, kun:
- Komponentin toiminta riippuu tarkoista mitallisista suhteista – esimerkiksi akselit tarkkuuslaakerien sisällä tai männät hydraulisissa sylintereissä
- Useat toisiinsa vaikuttavat osat aiheuttavat kertyneitä toleranssiongelmia, jotka voivat vaikuttaa kokonaiskokoonpanon suorituskykyyn
- Säädösten mukaiset vaatimukset edellyttävät tiettyjä tarkkuusstandardeja turvallisuuskriittisissä sovelluksissa
- Tiivistämispinnoilla on estettävä vuotoja painetta kestävissä komponenteissa
Standarditoleranssit toimivat erinomaisesti seuraavissa tapauksissa:
- Rakenteellisissa komponenteissa, joissa tarkka istuvuus on tärkeämpi kuin absoluuttinen mitallinen tarkkuus
- Kotelo- ja kiinnitysosissa sekä tuentarakenteissa
- Sovelluksissa, joissa suunnittelussasi on otettu huomioon asianmukaiset välykset
- Ei-kriittiset ominaisuudet, kuten kannakset, koteloit ja koristeelliset elementit
Avainasemassa on toiminnallisten vaatimusten ymmärtäminen. Jos tarkkuus-CNC-koneistetut komponenttisi suorittavat tarkoitetun tehtävänsä luotettavasti standardien toleranssialueiden sisällä, niin erikoisvaatimukset lisäävät kustannuksia ja monimutkaisuutta ilman suorituskyvyn parantamista.
Tarkastellaan tätä käytännönläheistä vertailua toleranssi-ammattilaisilta: ±0,05 mm:n saavuttaminen vastaa omenan osuamista 10 metrin päästä standardimenetelmin, kun taas ±0,01 mm:n saavuttaminen vastaa viinanmarjan osuamista 50 metrin päästä. Jälkimmäinen vaatii vakaimmat koneet, tarkemmat työkalut, tiukemmat ympäristöolosuhteiden valvontatoimet ja edistyneemmän mittauslaitteiston – kaikki nämä tekijät lisäävät kustannuksia eksponentiaalisesti.
Laatutodistukset, jotka määrittelevät valmistusstandardeja
Laatutodistukset kertovat valmistajan ylläpitämistä systemaattisista valvontatoimenpiteistä, kun ne ylittävät sallitut toleranssit. Nämä eivät ole pelkästään seinäkoristeita – ne edustavat tiukkaa prosessien, dokumentoinnin ja jatkuvan parantamisen järjestelmien tarkastusta.
ISO 9001:2015 toimii kansainvälisesti tunnettuna peruslaatustandardina. Sen mukaan sertifiointiasiantuntijat se perustuu laatum hallintaperiaatteisiin, kuten vahvaan asiakaslähtöisyyteen, johtavan johdon sitoutumiseen, prosessilähtöiseen lähestymistapaan ja jatkuvaan parantamiseen. ISO 9001 -standardin noudattaminen auttaa varmistamaan, että asiakkaat saavat johdonmukaisia ja hyvänlaatuisia tuotteita. Tämä todistus soveltuu yleiseen kaupalliselle valmistukselle kaikilla aloilla.
AS9100D perustuu ISO 9001 -standardiin ja lisää tiukkoja vaatimuksia, jotka liittyvät ilmailun laatuvaatimuksiin. AS9100 -standardia tukee kansainvälinen ilmailun laaturyhmä (International Aerospace Quality Group), johon kuuluu useita maailman johtavia ilmailualan yrityksiä. Standardi käsittelee riskienhallintaa, konfiguraationhallintaa, väärennettyjen osien ehkäisemistä sekä lisävaatimuksia turvallisuuden varmistamiseksi. Jos valmistat lentokriittisiä tarkkuuskoneteollisuudella valmistettuja osia, toimittajien on omattava tämä sertifikaatti.
ISO 13485 määrittelee laatumääritykset lääkintälaitteiden valmistukseen. Se varmistaa prosessien noudattavan sääntelyvaatimuksia sellaisten laitteiden osalta, jotka vaikuttavat suoraan potilaiden turvallisuuteen. Lääkintäkomponenteissa vaaditaan yleensä toleransseja ±0,005"–±0,002", yhdistettynä puhdastilavaatimuksiin ja kattavaan jäljitettävyysdokumentointiin.
IATF 16949 koskee erityisesti autoalan toimitusketjuja ja korostaa vikojen ehkäisemistä, vaihtelun vähentämistä ja jätteiden poistamista. Autoteollisuuden valmistajat vaativat tätä sertifiointia toimittajilta, jotka valmistavat CNC-tarkkuusosia ajoneuvoihin, mikä takaa yhdenmukaisuuden suurten sarjatuotantojen aikana.
Arvioitaessa CNC-koneosia valmistavia yrityksiä on varmistettava, että niiden sertifikaatit vastaavat teidän alanne vaatimuksia. Yritys, jolla on vain ISO 9001 -sertifikaatti, ei voi toimittaa ilmailukomponentteja, joissa vaaditaan AS9100D -vaatimusten noudattamista – riippumatta sen konepistoskyvystä.
Toleranssien ja sertifikaattien ymmärtäminen mahdollistaa perustellut keskustelut mahdollisten toimittajien kanssa. Seuraavana vaiheena on kehitettävä systemaattinen kehys CNC-osia valmistavien yritysten arviointiin ja vertailuun – varmistaen, että teidän kumppaninanne ovat laitokset, jotka kykenevät täyttämään teidän erityisvaatimuksenne.
Kuinka arvioida ja verrata CNC-osia valmistavia yrityksiä
Olet määritellyt toleranssisi, valinnut materiaalit ja ymmärrät koneistusprosessit, joita projektisi vaatii. Nyt koittaa ehkä tärkein päätös ostoprosessissasi – oikean valmistuskumppanin valinta. Tässä vaiheessa monet ostajat tekevät virheen ja valitsevat toimittajia pääasiassa hintatarjousten perusteella eikä laajamittaisen kykyjen arvioinnin perusteella.
Tässä on todellisuus: alhaisin tarjous harvoin tuottaa alhaisimman kokonaiskustannuksen. Laatuongelmista, viestintäkatkoista ja määriteltyjen aikataulujen noudattamatta jättämisestä aiheutuvat piilotekulut ylittävät usein kaikki alun perin saadut säästöt. Systemaattisen arviointimenetelmän kehittäminen suojaa projektejasi ja vahvistaa suhteita koneistettujen osien valmistajiin, jotka pystyvät tukemaan pitkäaikaista menestystäsi.
Viisiaskeleinen valmistajan arviointikehys
Koneistettujen osien valmistajia vertailtaessa systemaattinen lähestymistapa estää kalliita huomioita unohtamista. Tätä kehystä on kehitetty lukemattomien onnistuneiden – ja epäonnistuneiden – toimittajasuhteiden kautta. Noudata näitä vaiheita järjestelmällisesti, ja löydät kumppaneita, jotka tarjoavat johdonmukaista laatua eivätkä vain selityksiä.
-
Tarkista sertifikaatit ja vaatimukset täyttävät standardit
Aloita ehdottomista vaatimuksista. Mukaan alan hankintaportaali sertifikaatit, kuten ISO 9001, IATF 16949 tai AS9100D, osoittavat järjestelmällisiä prosesseja ja toistettavaa laatua. Pyydä nykyisiä sertifikaatteja – ei vanhentuneita – ja varmista, että niiden soveltamisala kattaa juuri ne palvelut, joita tarvitset. Valmistaja, joka on sertifioitu kääntötoimenpiteisiin, ei välttämättä ole sertifioitu moniakseliseen, monimutkaiseen porauskoneistukseen. Sovita sertifikaatit teollisuusalasi vaatimuksiin ennen siirtymistä eteenpäin. -
Arvioi laitteiston kapasiteettia ja teknistä asiantuntemusta
Arvioi, käyttääkö toimittaja edistyneitä CNC-kirveskoneita, porakoneita, hiomakoneita ja koordinaattimittakoneita (CMM). Heidän tekninen tiiminsä tulisi osoittaa osaamistaan CAD/CAM-työkaluilla ja moniakselisella koneistuksella. Kysy tarkkoja kysymyksiä: Mitä konevalmistajia he käyttävät? Mikä on suurin mahdollinen työkappaleen ulottuvuus? Voivatko he käsitellä teidän materiaalispesifikaationne vaatimuksia? Tarkkuuskoneistettujen osien toimittajat investoivat laitteistoon, joka vastaa heidän laatuvaatimuksiaan – vanhentunut koneisto on ristiriidassa tiukkojen toleranssien lupauksen kanssa. -
Tarkista laadunvalvontaprosessit
Tämä vaihe erottaa vakavat koneistettujen komponenttien valmistajat niistä liikoista, jotka omistavat pelkästään CNC-koneita. Kysy heiltä tarkastustyökaluistaan – pinnimittareista, mikrometreistä, koordinaattimitakooneista (CMM) – ja pyydä näytteitä tarkastusraporteista. Ymmärrä heidän tilastollisen prosessinohjauksen (SPC) toteutustaan. Seuraavatko he kriittisiä mittoja tuotantokierrosten aikana vai tarkistavatko he vain valmiit osat? Valmistuksen laatuasiantuntijoiden mukaan asianmukainen laadunvalvonnan dokumentointi on ratkaisevan tärkeää säänneltyihin aloihin, kuten ilmailuun tai autoteollisuuteen. -
Arvioi viestintävaste
Lähetä teknisiä kysymyksiä ja seuraa vastausten laatua ja ajoitusta. Kokemukset toimittajat osoittavat kykynsä ymmärtää teknisiä piirroksia, antaa valmistettavuuden suunnittelua (DFM) koskevaa palautetta ja ehdottaa vaihtoehtoisia koneistusmenetelmiä. Nopea ja selkeä viestintä varmistaa, ettei sinua jätetä pimeän varjoon ongelmien ilmetessä. Toimittaja, joka vastaa hitaasti tarjousvaiheessa, todennäköisesti turhauttaa sinua myös tuotannossa. -
Pyydä näytteitä osista
Tilaa prototyyppejä tai näytteitä ennen tuotantomäärien vahvistamista. Tämä osoittaa todellisen kyvykkyyden, ei vain väitetyn kyvykkyyden. Arvioi mittojen tarkkuus, pinnanlaatu ja dokumentaation laatu. CNC-ostopohjaisten ohjeiden mukaan prototyyppiprojektin aloittaminen on nopein tapa varmistaa toimittajan todellinen kyky, prosessien noudattaminen ja laatuajattelu ennen siirtymistä täysmittaiseen tuotantoon.
SPC:n ja CMM-tarkastuksen ymmärtäminen
Kaksi laadunvalvontakäsitettä vaatii syvempää selitystä, koska ne muodostavat perustavanlaatuisen eron kyvykkäiden CNC-konepistokappaleiden valmistajien ja perustason konepajojen välillä.
Tilastollinen prosessien hallinta (SPC) seuraa tuotantoprosessia reaaliajassa ja seuraa mittojen muutoksia ennen kuin osat poikkeavat määritellyistä tarkkuusvaatimuksista. Sen sijaan, että ongelmia havaittaisiin vasta erän valmistuttua, tilastollinen prosessin ohjaus (SPC) tunnistaa prosessien poikkeamisen alussa, mikä mahdollistaa korjaustoimet ennen kuin syntyy hylkäysosia. Korkean tuotantomäärän tarkkuuskoneistettujen osien toimittajille SPC on välttämätön työkalu, jolla varmistetaan yhdenmukaisuus tuhansissa identtisissä komponenteissa.
Koordinaattimitattavan koneen (CMM) tarkastus tarjoaa kolmiulotteisen tarkistuksen monimutkaisille geometrioille. Nämä edistyneet mittalaitteet mittaavat pisteitä osien pintojen yli ja vertailevat todellisia mittoja CAD-malleihin mikrometrin tarkkuudella. Kun koneistettujen osien toimittaja ilmoittaa tiukat toleranssit, kysy, miten he varmentavat vaatimusten noudattamisen. Koordinaattimittakoneen (CMM) tarkastusraportit tarjoavat dokumentoitua todistetta siitä, että osat täyttävät määritellyt vaatimukset – mikä on ratkaisevan tärkeää ilmailu-, lääketieteellisissä ja autoteollisuuden sovelluksissa, joissa vaaditaan täysi jäljitettävyys.
Varoitusmerkit CNC-toimittajien arvioinnissa
Varoitusmerkkien tunnistaminen estää paitsi virheellisiä odotuksia myös yhteistyösuhteita, joista saatat katua. Tarkkaile huolellisesti seuraavia huolestuttavia indikaattoreita:
- Epähalukkuus jakaa sertifikaatteja tai tarkastuskykyjä: Luotettavat koneistetut osat valmistavat yritykset esittävät ylpeinä kelpoisuustodistuksiaan ja ottavat mielellään vastaan keskustelua toimipisteestään.
- Tarjoukset merkittävästi alhaisemmat kuin markkinahinnat: Epärealistinen hinnoittelu viittaa usein materiaalien, laadunvalvonnan tai tuotantoprosessien kiertoteihin, jotka ilmenevät myöhemmin puutteina.
- Epämääräiset vastaukset laitteista tai prosesseista: Luotettavat toimittajat kuvaavat kykyjään tarkasti – koneiden mallit, toleranssikyvyt, tarkastuslaitteet.
- Ei DFM-palautea monimutkaisista suunnittelusta: Kokeneet valmistajat tunnistavat mahdolliset ongelmat ja ehdottavat parannuksia. Hiljaisuus valmistettavuuden näkökohdista viittaa kokemattomuuteen tai välinpitämättömyyteen.
- Heikot dokumentointitavat: Pyydä näytetarkastusraportteja ja materiaalisertifikaatteja. Toimittajat, jotka eivät pysty tuottamaan järjesteltyä dokumentaatiota, todennäköisesti puuttuvat systemaattisista laatu-prosesseista.
- Vihamielisyys viitteen antamiseen: Vakiintuneet tarkkuuskoneistettujen osien toimittajat pitävät tyytyväisiä asiakkaitaan, jotka ovat halukkaita jakamaan kokemuksiaan.
Kotimaisten ja ulkomaisten valmistusten kompromissit
Teiden koneistettujen osien toimittajan maantieteellinen sijainti vaikuttaa merkittävästi projektin tuloksiin. Näiden kompromissien ymmärtäminen auttaa teitä tekemään strategisia hankintapäätöksiä, jotka ovat linjassa teidän tärkeimpänne prioriteettien kanssa.
Kotimainen CNC-koneistus tarjoaa monille sovelluksille houkuttelevia etuja. Valmistusalan hankintatutkimusten mukaan kotimainen tuotanto mahdollistaa tiukemman maantieteellisen yhteyden suunnittelutiimien ja valmistustilojen välillä. Etuihin kuuluvat lyhyempiä toimitusaikoja, parempi viestintä, helpompi yhteistyö suunnittelumuutosten aikana sekä suurempi valvonta tuotannon laadusta. Lähellä olemisen ansiosta on mahdollista ratkaista ongelmia reaaliajassa ja toteuttaa teknisiä muutoksia nopeammin.
Läpimenoajat suosivat merkittävästi kotimaisia kumppaneita. Ulkomaille sijoitetun konepistotoiminnan yhteydessä on otettava huomioon kansainvälinen kuljetus, tullinmaksu ja mahdolliset satamakaudet. Deloitten raportin mukaan yli 40 %:lla maailmanlaajuisista valmistajista ulkomaisen hankinnan epävakaus oli yksi tärkeimmistä toiminnallisista riskeistä. Kotimaiset toimittajat toimivat turvallisissa logistiikkaverkoissa, mikä vähentää toimitusaikojen vaihtelua ja tukee liiketoiminnan jatkuvuutta.
Viestintä haasteet moninkertaistuvat ulkomaisien toimittajien kanssa. Aikavyöhykkeiden erot, kieliesteet ja erilaiset kulttuuriset käytännöt liiketoiminnassa voivat viivästyttää teknisten ongelmien ratkaisua. Kun suunnittelumuutokset ilmenevät – ja ne ilmenevät aina – kotimaiset kumppanit toteuttavat muutokset päivissä eivätkä viikoissa.
Aineellisen omaisuuden suojaaminen vaihtelee merkittävästi oikeusalueittain. Ulkomaille sijoitetun konepistoksen vaatima suunnittelutiedostojen siirto kansainvälisten verkkojen kautta lisää haavoittuvuuskohtia. Teknisen omaisuuden suojaamisen asiantuntijoiden mukaan tietoja voidaan siepata, kopioida tai käyttää ilman lupaa, erityisesti alueilla, joissa teollisella omistajuudella on heikko oikeudellinen suojelu. Kotimainen valmistus tarjoaa korkeamman varmuuden epävaltuutetun kopiointisuojan vastaisesti ja säilyttää kilpailuetulyönnin.
Kustannusnäkökohdat vaativat hienovaraisempaa analyysiä. Ulkomaiset vaihtoehdot saattavat näyttää alhaisempia yksikköhintoja, mutta kokonaishinta kertoo koko tarinan. Ota huomioon kuljetuskulut, tullimaksut, laadun tarkastukset, pidempien toimitusaikojen vuoksi tarvittava varastovarasto sekä mahdolliset uudelleentyöstökulut. Valmistuskustannusanalyysien mukaan nämä piilotetut kulut voivat vähentää huomattavasti – tai jopa kokonaan – ulkomaisesta hankinnasta saatavia näennäisiä säästöjä.
Valinta kotimaisen ja ulkomaisen valmistuksen välillä riippuu lopulta tuotteesi erityisistä tarpeista, sovelluksen herkkyydestä ja vaadittavasta tarkastustasosta. Tarkkuusvaatimukset, toimitusaikarajoitukset, tekijänoikeuksien suojaaminen sekä vaatimustenmukaisuusstandardit vaikuttavat ratkaisevasti oikean lähestymistavan valintaan.
Kun sinulla on selkeä kehys valmistajien arviointiin, seuraava askel on valmistaa dokumentaatio, joka mahdollistaa tarkat tarjoukset ja tehokkaan projektin toteutuksen – usein vähätty ammattimaisen tarjouspyyntöpaketin laatiminen.
Valmistele tarjouspyyntösi ammattimaisesti
Olet tunnistanut lupaavia valmistajia ja ymmärrät, mitkä tekijät erottavat kyvykkäät toimittajat epäkelpoista. Nyt kohtaamme vaiheen, jonka monet ostajat kiirehtivät – ja josta he maksavat myöhemmin viivästysten, uusien tarjousten ja turhauttavan takaisin-ja-edelleen-viestinnän muodossa. Tarjouspyyntöpaketisi (RFQ) on käytännössä ensimmäinen vaikutelmasi, ja se määrittää suoraan, kuinka nopeasti ja tarkasti valmistajat voivat vastata.
Tässä on sisäinen salaisuus: täydellinen RFQ-lähettäminen voi tuottaa DFM-palautetta samana päivänä ja luotettavia hintoja. Puuttuuko tietoja? Odota aikataulun viivästymiä, liiallisia tarjouksia tuntemattomien peittämiseksi sekä riskejä prosessisuunnittelussa. Mukaan lukien tarkkuuden valmistuksen erikoisasiantuntijat , epätäydelliset RFQ:t aiheuttavat kustannuksellista takaisin-ja-edistämisprosessia, joka viivästää projekteja jo ennen niiden aloittamista.
Valmistele RFQ-tarjouspyyntösi nopeampia ja tarkempia tarjouksia varten
Ajattele RFQ-pakettiasi täydellisenä esitysdokumenttina. Mitä kattavampi lähettämäsi materiaali on, sitä tarkempi vastaus on. Kun räätälöityjen osien valmistukseen vaaditaan tarkkoja määrittelyjä, arvaaminen johtaa virheisiin, jotka kumuloituvat koko tuotantoprosessin aikana.
Ennen kuin otat yhteyttä mihinkään valmistajaan, kerää nämä välttämättömät tiedot:
- CAD-tiedostot ja tekniset piirrokset: Toimita sekä 3D-mallit (STEP- tai IGES-muodossa) että 2D-PDF-tiedostot. Mukaan lukien CNC-jyrsintäasiantuntijat , monet ostajat tekevät virheen, kun liittävät vain STEP-tiedoston. PDF-tiedostossa on kriittisiä huomautuksia toleransseista, materiaaleista, lämpökäsittelystä, pinnankäsittelystä ja viimeistelyvaatimuksista, joiden avulla tarjouksen laatiminen on tarkkaa.
- Materiaalien määrittelyt: Määrittele tarkat laadut – esimerkiksi "6061-T6", ei pelkästään "alumiini". Valmistusalan asiantuntijoiden mukaan ilman laatuselvitystä annettu termi "ruostumaton teräs" johtaa hyvin erilaisiin leikkausparametreihin ja kustannuksiin, mikä pakottaa toimittajat lisäämään hintoja epävarmuuden vuoksi.
- Toleranssivaatimukset: Merkitse kriittiset mitat ja niiden sallitut poikkeamat. Sisällytä GD&T-määrittelyt, jos niitä sovelletaan. Merkitse riskialueet, kuten ohuet seinämät, syvät lokit, pitkät kierreporaukset tai pienet kaarevuussäteet, jotka vaativat erityistä huomiota.
- Tarve määrälle: Määrittele, onko kyseessä prototyyppi, pieni sarja vai sarjavalmisteinen tuote. Ilmoita tilauskohtaiset määrät sekä vuosittaiset käyttöennusteet. Tämä tieto vaikuttaa työkalujen valintaan, eräkohtaisten hintojen määrittelyyn ja aikataulutukseen.
- Pintalaadun vaatimukset: Määritä pinnan karkeusvaatimukset (Ra 1,6, Ra 3,2 jne.) ja toissijaiset pinnankäsittelyt – anodointityyppi ja väri, kemiallinen pinnoite, passivoiminen, kuulahiuksentaminen tai elektropolttaminen. Erottele toiminnallisesti merkitykselliset pinnan alueet kosmeettisista pinnan alueista.
- Toissijaiset toiminnot: Luettele vaaditut lämpökäsittelyt, metallipinnoitukset, päällykset, kokoonpanot tai muut koneistuksen jälkeiset prosessit. Sisällytä kierremitat, mukaan lukien kierteityyppi, tarkkuusluokka ja syvyys (esim. M6x1,0–6H, 12 mm syvä).
- Toimitusaikataulu: Anna kohdepäivämäärät tai hyväksyttävät aikavälit toimitukselle. Vältä epämääräisiä ilmaisuja kuten "mahdollisimman pian" – anna tarkat päivämäärät tai aikavälit, jotta realistinen aikataulutus on mahdollista.
- Budjetointitekijät: Vaikka budjettialueita ei aina jaeta alun perin, niiden ilmoittaminen auttaa valmistajia ehdottamaan kustannustehokkaita vaihtoehtoja silloin, kun tekniset vaatimukset sallivat joustavuutta.
Tiedot, joita valmistajat tarvitsevat sinulta
Tämän tarkistusluettelon lisäksi on hyödyllistä ymmärtää, miten valmistajat käyttävät saatuaan tiedot – tämä auttaa sinua toimittamaan tiedot tehokkaammin. Kun projektisi tarvitsemat koneistetut osat saapuvat lainauspyyntöpöydälle, insinöörit arvioivat useita tekijöitä samanaikaisesti.
Versiohallinta on erittäin tärkeää. RFQ-valmistelun asiantuntijoiden mukaan yksi turhauttavimmista tuloksista on se, että tuotteet saapuvat valmistettuina vanhan piirustusversion mukaisesti — mikä tekee niistä täysin käyttökelvottomia. Jokainen muutos vaatii uuden versionumeron, ja sinun tulee viitata kyseiseen versioon ja varmistaa sen oikeellisuus valmistajien kanssa jokaisella tilauksella.
Yhteys nopeuttaa ymmärtämistä. Jaa kokoonpanopiirrokset, selitä osan toimintaperiaate, tunnista kiinnityskomponentit ja kerro etusijat kustannusten ja toimitusaikojen välisessä kompromississa. Kokeneet insinöörit, joilla on kymmeniä vuosia kokemusta, voivat havaita suunnitteluvirheitä tai valmistusriskejä, jotka voivat jäädä huomaamatta — mutta vain jos he ymmärtävät käyttötarkoituksesi.
Tarkastusvaatimukset vaikuttavat toimitusaikaan ja kustannuksiin. Määritä, tarvitsetko ensimmäisen osan tarkastuksen (FAI), 100 %:n tarkastuksen vai AQL-näytteenoton. Ilmoita vaadittavat asiakirjat: mittaraportit, CMM-tiedot, materiaalitodistukset, RoHS-/REACH-yhteensopivuus tai PPAP-paketit. Laatuesimiehet mukaan lukien FAI ja CMM-tarkastus lisäävät tyypillisesti toimitusaikaa 0,5–2 päivää osien määrän ja monimutkaisuuden mukaan.
Yleisimmät virheet, jotka viivästyttävät räätälöityjä CNC-osia koskevia projekteja:
- Vain 2D-piirustusten lähettäminen ilman STEP-tiedostoja – pääsyn tarkistus ja työpolkusuunnittelu hidastuvat huomattavasti
- Yksiköiden tai toleranssien jättäminen ilmoittamatta – tämä pakottaa oletusten käyttöä, jotka eivät välttämättä vastaa tarkoitustasi
- Anodointiprosessin määrittäminen ilman tyyppiä tai väriä – ulkoisten palveluntarjoajien prosessit ja mittojen palautumisvaatimukset jäävät tuntemattomiksi
- Kierrejärjestelmän, kierreluokan tai kierteen syvyyden tiedot puuttuvat – tämä lisää uudelleentyöskentelyn riskiä
- Määrä ei ole ilmoitettu – tämä estää kiinnityslaitteiden suunnittelun ja eräalennusten laskemisen
- Epärealistiset toleranssit ei-kriittisille ominaisuuksille – kustannukset nousevat ilman toiminnallista hyötyä
Valmistusviestinnän asiantuntijoiden mukaan tarjouspyyntöpaketissasi tulisi olla riittävästi yksityiskohtia, jotta mikä tahansa valmistaja, joka noudattaa määriteltyjä vaatimuksia, voi valmistaa tuotteen täsmälleen samalla tavalla. Kuinka voit välittää suunnittelutarkoituksesi selkeästi? Täydellisellä, yksiselitteisellä dokumentoinnilla, joka ei jätä mitään tulkinnan varaan.
Kun tarjouspyyntöpaketisi on oikein koottu, hinnan muodostumiseen vaikuttavien tekijöiden ymmärtäminen auttaa sinua tulkkaamaan tarjouksia älykkäästi ja tunnistamaan mahdollisuudet kustannusten optimointiin – tästä aiheesta keskustelemme seuraavaksi.
Hinnoitteluun vaikuttavat tekijät ja toimitusaikojen odotukset
Olet lähettänyt kattavan tarjouspyyntöpaketin useille valmistajille. Nyt tarjoukset saapuvat – ja hintavaihtelut vaikuttavat hämmentäviltä. Yksi toimittaja tarjoaa osaa 45 dollaria kappaleelta, kun taas toinen tarjoaa näennäisesti identtisille vaatimuksille 120 dollaria kappaleelta. Mitä tässä tapahtuu? CNC-koneistuskustannuksiin vaikuttavien tekijöiden ymmärtäminen muuttaa sinut hämmentyneestä ostajasta informoiduksi neuvottelijaksi.
Tässä on se, mitä useimmat ostajat eivät koskaan oppi: hinnoittelu ei ole mielivaltainen. Jokainen dollari CNC-tarjouksessa johtuu tietystä kustannusajurista, johon voit usein vaikuttaa älykkäillä suunnittelupäätöksillä ja strategisilla määrittelyillä. Selvitetään, mitkä tekijät todellisuudessa määrittävät projektisi kustannukset.
Mitä todellisuudessa vaikuttaa CNC-koneistuskustannuksiin
Kun valmistajat hinnoittelevat koneistettavia osiasi, he arvioivat useita toisiinsa liittyviä tekijöitä. Mukaan lukien teollisuuden kustannusanalyysi , materiaalin tyyppi, suunnittelun monimutkaisuus, koneistusaika ja pinnankäsittelyvaatimukset vaikuttavat kaikki merkittävästi lopulliseen tarjoukseen. Jokaisen tekijän ymmärtäminen auttaa sinua tunnistamaan, missä kohtaa on joustoa – ja missä kustannukset ovat neuvoteltavissa vain rajallisesti.
| Kustannustekijä | Vaikutuksen taso | Mitä se vaikuttaa | Ostajan vaikutusmahdollisuus |
|---|---|---|---|
| Materiaalikustannus | Keskitasoisesta korkeaan | Materiaalin tyyppi, luokkamäärittely, varastossa olevan materiaalin saatavuus, koneistuksen aikana syntyvä jätteen osuus | Korkea – materiaalin valinta vaikuttaa suoraan peruskustannuksiin |
| Osaen kompleksisuus | Korkea | Osaominaisuuksien määrä, monimutkaiset geometriat, usean pinnan koneistus, erikoistyökalujen vaatimukset | Keskiverto – suunnittelun yksinkertaistaminen vähentää ohjelmointia ja koneistusaikaa |
| Toleranssivaatimukset | Korkea | Tarkkuusmääritykset, tarkastuksen tiukkuus, hitaammat koneistusnopeudet tiukkoja toleransseja varten | Korkea – tiukat toleranssit sovelletaan ainoastaan siellä, missä ne ovat toiminnallisesti välttämättömiä |
| Pinta- käännetty suomeksi | Keskikoko | Vaaditut karheusarvot, toissijaiset viimeistelytoimenpiteet, erikoiskäsittelyt | Keskiverto – erottelu kosmeettisten ja toiminnallisten pintojen välillä |
| Tilauksen määrä | Erittäin korkea | Asettelun kustannusten jakaminen, työkalujen sijoituksen perustelu, materiaalin erinäiset alennukset suurilla määrillä | Korkea – määräpäätökset vaikuttavat merkittävästi yksikköhintaan |
| Toissijaiset toiminnot | Keskitasoisesta korkeaan | Lämmönkäsittely, pinnoitus, päällystys, kokoonpano, lisäkäsittely ja ulkoisen palveluntarjoajan koordinointi | Keskiverto – toimintojen yhdistäminen tai määritysten säätäminen |
| Toimitusaikavaatimus | Keskikoko | Kiireellisyyslisät, nopeutettu materiaalin hankinta, ylityökorvaukset, aikataulun häiriintyminen | Korkea – ennakkosuunnittelu poistaa ylimäriset maksut |
Materiaalikulut luo hinnoitteluperustasi. Työstökustannusasiantuntijoiden mukaan materiaalit kuten alumiini ja pehmeä teräs ovat yleensä edullisempia, kun taas ruostumaton teräs, titaani ja eksotiset seokset voivat merkittävästi nostaa kustannuksia. Lisäksi työstettävyys vaikuttaa siihen, kuinka nopeasti työkalut leikkaavat materiaalia – kovemmat metallit vaativat hitaampia syöttönopeuksia ja aiheuttavat suurempaa työkalukulumaa, mikä lisää epäsuoria kustannuksia.
Osaen kompleksisuus vaikuttaa työstöaikaan, joka muodostaa yhden suurimmista kustannuskomponenteista. Monimutkaiset geometriat, tiukat toleranssit ja usean pinnan työstö vaativat pidempää ohjelmointia ja työstöaikaa. CNC-prototyyppien kustannustutkimusten mukaan suunnittelun monimutkaisuus voi lisätä työstöaikaa 30–50 %:lla, mikä vaikuttaa suoraan lopulliseen laskuun. Osat, joiden valmistukseen poistetaan 80 % tai enemmän lähtöaineesta, aiheuttavat myös korkeammat kustannukset pitkentyneen työstöajan ja lisääntyneen työkalukuluman vuoksi.
Toleranssivaatimukset aiheuttavat eksponentiaalisia kustannusvaikutuksia. Tarkkuustuotannon analyytikoiden mukaan tiukat toleranssit ±0,001 tuumaa voivat nelinkertaistaa kustannukset verrattuna standarditoleransseihin ±0,005 tuumaa. Jokainen koneistettava osa, joka vaatii erinomaisen tarkan mitoituksen, edellyttää hitaampia työnopeuksia, erikoistyökaluja ja lisäinspektointia – kaikki tämä lisää laskuasi.
Määräperusteinen hinnoittelu ja prototyyppien taloudellisuus
Ehkä mikään yksittäinen tekijä ei vaikuta yksikköhintaan dramaattisemmin kuin tilattu määrä. Tämän suhteen ymmärtäminen auttaa teitä tekemään strategisia päätöksiä prototyyppierien ja sarjatuotantomäärien välillä.
Tarkastellaan seuraavaa skenaariota valmistustalouden tutkimuksesta: yhden prototyypin hinta voi olla 500 dollaria, kun taas 10 yksikön tilauksessa yksikköhinta laskee noin 300 dollariin kappaleelta. Suuremmissa erissä (50+ yksikköä) kustannukset voivat vähentyä jopa 60 %:lla, mikä alentaa yksikköhintaa noin 120 dollariin – samalla kun laatu ja tekniset vaatimukset pysyvät muuttumattomina.
Miksi erot ovat niin merkittäviä? Taloudellinen selitys perustuu kiinteisiin ja muuttuviin kustannuksiin:
- Kiinteät kustannukset pysyvät vakioina riippumatta määrästä—ohjelmointi, CAD/CAM-valmistelutyöt, kiinnityslaitteiden valmistus ja käynnistys. Nämä kertamaiset kustannukset, jotka yleensä vaihtelevat 200–500 dollarin välillä, jaetaan tilausmäärän kesken. Yksi osa kantaa koko summan; viidessäkymmenessä osassa kunkin osuus on vain murto-osa.
- Muuttuvat kustannukset kasvavat määrän mukana—raaka-aineet, koneistusaika per osa ja tarkastus. Nämä hyötyvät tehokkuuden parantumisesta, kun työntekijät optimoivat prosesseja pidemmillä tuotantosarjoilla.
- Raaka-ainetarjoukset tulevat voimaan suuremmilla tilausmäärillä. Raaka-aineiden hankintaa erikoistuneiden asiantuntijoiden mukaan erinäiset ostot antavat yleensä alennuksia 10–25 %, mikä vähentää lisäksi yksikkökustannuksia.
Käytännöllinen sovellus: Jos kehität uusia CNC-koneistettavia komponentteja ja tarvitset testaukseen prototyyppejä, harkitse 3–5 yksikön tilaamista yhden näytteen sijaan. Näin saat varmuuskappaleita tuhoavaan testaukseen ja vähennät merkittävästi yksikkökustannuksia. Lisäprototyyppien marginaalikustannus on paljon pienempi kuin niiden yksittäinen tilaus myöhemmin.
Valmistettavuuden huomioon ottava suunnittelu kustannusten alentamiseksi
Tässä tietoiset ostajat saavat merkittäviä etuja. Tehokas valmistuskoneosien valmistus vaatii CNC-prosesseihin optimoituja suunnitelmia – ja pienet muutokset voivat tuoda huomattavia säästöjä ilman, että toiminnallisuus kärsii.
DFM-asiantuntijoiden mukaan useat suunnitteluperiaatteet vähentävät suoraan valmistuskustannuksia:
Vältä syviä reikiä ja lokeroita. Nämä ominaisuudet aiheuttavat ongelmia pinnanlaadun ja tarkkuuden suhteen ja voivat johtaa työkalujen rikkoutumiseen. Niiden oikea koneistus vaatii usein useita leikkausvaiheita, mikä lisää koneistusajan ja siten osan kustannuksia.
Minimoi terävät sisäkulmat. CNC-päätyporanterät ovat pyöreitä ja jättävät sisäkulmiin säteitä. Terävät sisäkulmat vaativat erikoistyökaluja tai toissijaisia prosesseja, kuten EDM-koneistusta – mikä lisää kustannuksia merkittävästi. Suositellaan sisäisten pyöristysten käyttöä, jotka vastaavat standardityökalujen halkaisijoita.
Pidä sopiva seinämän paksuus. Ohuet seinämät ovat alttiita värähtelyille koneistuksen aikana, mikä heikentää saavutettavaa tarkkuutta ja voi aiheuttaa hylkäyksiä.
Valitse ulkoisille reunoille kärkikulmat (chamfers) pyöristysten (fillets) sijaan. Ulkoiset pyöristykset vaativat yleensä enemmän koneaikaan ja erikoistyökaluja. Kärkikulmat täyttävät samankaltaiset toiminnalliset tarkoitukset – terävien reunojen poisto, turvallisuus ja esteettisyys – alemmalla kustannustasolla.
Määritä vain välttämättömät toleranssit. Mukaan lukien koneistuksen optimointiasiantuntijat , jos osan tarkkuus ei ole ehdottoman välttämätöntä, yleisten toleranssien noudattaminen esimerkiksi ISO 2768 -standardin mukaisesti mahdollistaa kustannusten tarpeeton nousun välttämisen.
Toimitusaikatekijät ja realistiset odotukset
Hintojen lisäksi toimitusaikaa koskevat odotukset voivat yllättää ostajia, jotka eivät ole tuttuja valmistuksen todellisuuksista. Useat tekijät määrittävät, kuinka nopeasti koneistetut komponenttisi siirtyvät tilauksesta toimitukseen.
Koneen saatavuus vaikuttaa suoraan aikataulutukseen. Suositut laitteet – kuten 5-akseliset koneet ja suurikokoiset jyrsimet – voivat olla jonossa viikoiksi. Yksinkertaisemmat osat, jotka valmistetaan 3-akselisilla koneilla, voidaan yleensä aikataulla nopeammin.
Materiaalin hankinta voivat pidentää aikatauluja merkittävästi. Yleisimmät materiaaliluokat, kuten alumiiniseos 6061 tai ruostumaton teräs 304, ovat saatavilla paikallisesti. Harvinaisemmat seokset, tiettyjä lämpökäsittelyolosuhteita vaativat materiaalit tai sertifioitut ilmailualan materiaaliluokat saattavat edellyttää tehtaiden tilauksia, joiden toimitusaika on 4–8 viikkoa.
Pintakäsittelyvaatimukset lisäävät käsittelyaikaa päivinä. Pintakäsittelyasiantuntijoiden mukaan koneistettu pinta ei lisää aikaa lainkaan, kun taas perustason käsittelyt, kuten hiilikuitupuhallus, lisäävät aikaa 1–2 päivää. Premium-pintakäsittelyt, kuten anodointi, pidentävät toimitusaikoja 3–5 päivällä, ja erikoispinnoitteet saattavat vaatia ulkopuolisen toimijan koordinoimista, mikä lisää aikaa viikolla tai enemmän.
Kiireiset tilaukset ovat mahdollisia, mutta kalliita. Nopeuttaminen vaatii valmistajia järjestämään uudelleen tuotantoa, hankkimaan materiaaleja nopeammin ja mahdollisesti työskentelemään ylituntien – kaikki tämä lisäkustannuksin. Alan kustannusasiantuntijoiden mukaan toimitusaikojen kiireellisyys lisää kustannuksia ylituntityön, nopeutettujen materiaalien tilausten ja etuoikeutetun sijoittelun kautta – usein 25–50 %:n lisäkustannuksin verrattuna normaaliaikaisiin aikatauluihin.
Kustannustehokkain lähestymistapa? Suunnittele etukäteen. Osien valmistusajat tulevat ennustettaviksi, kun tiedotat tarkoista aikatauluista, vältät viime hetken muutoksia ja varaat puskuaikaakin odottamattomille tilanteille. Valmistajat palkitsevat ennustettavia asiakkaita paremmalla hinnoittelulla ja etuoikeutetulla huomiolla, kun todellisia hätätilanteita ilmenee.
Kun hinnoittelutekijät ovat selvillä, seuraava tarkasteltava asia koskee alakohtaisia vaatimuksia – erityisiä standardeja ja sertifikaatteja, jotka määrittelevät valmistusta auto-, ilmailu- ja lääketieteellisissä sovelluksissa.

Alakohtaiset vaatimukset auto-, ilmailu- ja lääketieteellisissä sovelluksissa
Olet hallinnut hinnoittelutekijät ja toimitusaikaoletukset. Mutta tämä on se, mikä erottaa menestyvät ostajat niistä, jotka kohtaavat kalliita yllätyksiä: ymmärtää, että eri teollisuudenalat vaativat perustavanlaatuisesti erilaisia valmistustapoja. Autoteollisuuden toimintaketjuun palveleva konepistososien valmistaja toimii täysin erilaisissa rajoituksissa kuin esimerkiksi ilmailukomponenttien tai lääketieteellisten laitteiden valmistaja.
Nämä eivät ole hienovaraisia eroja – ne ovat erillisiä ekosysteemejä, joilla on omat sertifikaatit, dokumentointivaatimukset ja laadunvalvontaprotokollat. Yritykset, jotka valmistavat mukautettuja metalliosia säänneltyihin teollisuudenaloihin, panostavat voimakkaasti erikoistuneisiin kykyihin, joita yleiset konepajat yksinkertaisesti eivät omista. Tutkitaan, mitä kunkin suuren sektorin valmistuskumppaneilta vaaditaan.
Autoteollisuuden alalla sovellettavat valmistusvaatimukset
Autoteollisuus edustaa yhtä vaativimmista ympäristöistä CNC-koneistettujen osien tuotannossa. Tuotantomääriä odotetaan tuhansia tai miljoonia identtisiä komponentteja, joista kaikilla täytyy olla täydellinen yhdenmukaisuus. Yksikin viallinen osa voi aiheuttaa takaisinvedon, joka koskee satojatuhansia ajoneuvoja – ja jolla on valtavia taloudellisia ja maineeseen kohdistuvia seurauksia.
Alan sertifiointiasiantuntijoiden mukaan IATF 16949 on maailmanlaajuinen standardi autoteollisuuden laatum hallinnasta, joka yhdistää ISO 9001 -periaatteet alaan erityisesti soveltuvien vaatimusten kanssa jatkuvan parantamisen, vikojen ehkäisyn ja tiukan toimittajavalvonnan varmistamiseksi. Tämä sertifikaatti ei ole vapaaehtoinen vakavasti otettaville autoteollisuuden toimittajille – se on pääsykortti työskentelyyn suurten OEM-yritysten kanssa.
Autoteollisuuden CNC-koneistettujen osien keskeiset vaatimukset ovat:
- IATF 16949 -sertifiointi: Osoittaa systemaattista laatum hallintaa, joka vastaa autoteollisuuden odotuksia, mukaan lukien tuotantokomponenttien hyväksyntäprosessit (PPAP)
- Statistical Process Control (SPC): Kriittisten mittojen reaaliaikainen seuranta tuotantokierrosten aikana, jotta poikkeamat voidaan havaita ennen kuin ne muodostuvat vioiksi
- Suuren volyymien johdonmukaisuus: Kyky tuottaa tuhansia identtisiä tarkkuuskoneteollisesti valmistettuja tuotteita vähimmäispoikkeamalla ensimmäisen ja viimeisen osan välillä
- Virheiden ehkäisyn painotus: Ennaltaehkäisevät laatuohjelmat eivätkä reaktiiviset tarkastukset – ongelmien havaitseminen ennen niiden syntymistä
- Täydellinen jäljitettävyys: Materiaalitodistukset, prosessitiedot ja tarkastusasiakirjat, jotka yhdistävät jokaisen komponentin sen tuotantohistoriaan
- Nopea skaalautuvuus: Kyky siirtyä prototyyppimääristä täysmittaiseen tuotantoon ilman laadun heikkenemistä
Autoteollisuuden komponentteja hankkiville ostajille sertifioitujen valmistajien kanssa tehty kumppanuus on ratkaiseva tekijä sujuvan tuotannon ja kustannusintensiivisten häiriöiden välillä. Shaoyi Metal Technology esimerkiksi heillä on IATF 16949 -sertifikaatti, ja he käyttävät tiukkoja SPC-prosesseja – mikä mahdollistaa korkean tarkkuuden komponenttien toimituksen monimutkaisiin alustakokoonpanoihin ja erikoismetallipusseihin sekä mahdollistaa sujuvan skaalautumisen nopeasta prototyypityksestä sarjatuotantoon. Niiden johtoajat voivat olla yhden työpäivän mittaisia kiireellisiin tarpeisiin, mikä osoittaa heidän vastaavansa autoteollisuuden toimitusketjujen vaatimaa nopeutta.
Ilmailualan valmistusvaatimukset
Kun komponentit lentävät 35 000 jalan korkeudessa kuljettuaan satoja matkustajia, epäonnistuminen ei ole vaihtoehto. Ilmailualan valmistus vaatii tiukimmat laatuvaatimukset kaikista teollisuuden aloista. Ilmailualan sertifiointiasiantuntijoiden mukaan AS9100-perusteinen standardi perustuu ISO 9001 -standardiin ja lisää siihen ilmailualaan erityisiä vaatimuksia, jotka korostavat riskienhallintaa, tiukkaa dokumentointia ja tuotteen eheyden hallintaa koko monimutkaisen toimitusketjun ajan.
Mitä tekee ilmailualan komponenttivalmistuksen erilaiseksi muusta tarkkuuskonemateriaalista valmistetusta tuotteesta?
- AS9100D-sertifiointi: Ilmailualaan erityisesti suunnattu laadunhallintastandardi, joka laajentaa ISO 9001 -standardia lisäohjauksin konfiguraationhallintaan, väärennettyjen osien ehkäisyyn ja turvallisuusvaatimuksiin
- Nadcap-akkreditointi: Erityisprosessien asiantuntijoiden mukaan NADCAP keskittyy ilmailu- ja puolustusteollisuuden valmistukseen kriittisten erityisprosessien akkreditointiin, kuten lämpökäsittelyyn, kemialliseen käsittelyyn ja tuotantoväliseen tutkimukseen (NDT)
- Täydellinen materiaalinkäljettävyys: Mukaan lukien AS9100-standardin toteuttamisen asiantuntijat , jäljitettävyysvaatimukset sisältävät tunnistamisen tuotteen koko elinkaaren ajan, tiedon kaikista tuotteista, jotka on valmistettu yhdestä materiaalierästä, sekä mahdollisuuden hakea tuotteen peräkkäinen rekisteri valmistuksesta, kokoonpanosta, testauksesta ja tarkastuksesta
- Määrityshallintaa: Tietäminen tarkasti, mitkä osat, prosessit, materiaalit ja versiot ovat käytetty jokaisen tuotteen valmistukseen vertailua varten suunnittelukonfiguraatioon
- Hyväksyntämediahallinta: Leimat, salasanat tai sähköiset allekirjoitukset, joilla merkitään, kuka on suorittanut tehtävän tai hyväksynyt mittaukset, on hallittava varmistaakseen asianmukaisen valtuutuksen
- Riskipohjainen laadun suunnittelu: Mahdollisten vianmuotojen systemaattinen tunnistaminen ja lievittäminen ennen tuotannon aloittamista
Ilmailualan jäljitettävyyden puutteesta seuraa vakavia seurauksia. Jäljitettävyyden asiantuntijoiden mukaan, jos tietty osa havaitaan viallisena ja aiheuttaa lentokoneonnettomuuden, valmistajien on tunnistettava, mitkä muut lentokoneet voivat olla vaarassa – jopa yksittäisen osan raaka-aineisiin saakka. Ilman asianmukaista jäljitettävyyttä yritykset saattavat joutua vaihtamaan kaikki epäilykselliset tuotteet, koska he eivät tiedä varmasti, mitkä yksiköt ovat epäluotettavia.
Minkä tahansa ilmailualalle CNC-kääntöosia valmistava yrityksen on osoitettava kyvykkyytään dokumentoitujen prosessien ja kolmannen osapuolen auditointien avulla. Jos sovelluksessasi käytetään lentoturvallisuuden kannalta kriittisiä komponentteja, varmista AS9100D-sertifiointi ennen kuin aloitat toimintasuhteen minkään toimittajan kanssa.
Lääkintälaitetuotannon vaatimukset
Lääkintälaitteet vaikuttavat suoraan potilasturvallisuuteen – mikä tekee tämän alan vaatimuksesta erityisen tiukat. Lääkintälaitteiden sertifiointiasiantuntijoiden mukaan ISO 13485 on tämän alan määrittelevä laadunhallintastandardi, joka asettaa tiukat vaatimukset suunnittelulle, valmistukselle, jäljitettävyydelle ja riskien hallinnalle.
Tärkeimmät vaatimukset lääkintälaitteisiin tarkkuuskonisoituihin tuotteisiin ovat:
- ISO 13485 -sertifiointi: Erikoistunut laadunhallintajärjestelmä lääkintälaitteiden valmistukseen, joka varmistaa sääntelyvaatimusten noudattamisen ja potilasturvallisuuden
- FDA:n säännös 21 CFR osa 820: Laatujärjestelmää koskeva säädös, joka sääntelee tuotteiden suunnittelua, valmistusta ja seurantaa Yhdysvalloissa myytäville laitteille
- Kattava riskienhallinta: Järjestelmällinen riskien tunnistaminen ja lieventäminen, jotka voivat vaikuttaa laitteen turvallisuuteen tai tehokkuuteen
- Täydellinen tuotteen jäljitettävyys: Mahdollisuus jäljittää jokainen komponentti sen koko valmistushistorian kautta takaisinvedon hallintaa varten
- Tehokas valituksen käsittely: Dokumentoidut prosessit laatuongelmien tutkimiseksi ja niiden ratkaisemiseksi
- Puhtaussali-kapasiteetit: Saasteeton valmistusympäristö herkille komponenteille
Puhtaalta pidettävän tilan vaatimukset vaativat erityistä huomiota. Puhtaalta pidettävien tilojen valmistusasiantuntijoiden mukaan tiukasti säänneltyjen alojen komponenttien tarkkuuskoonti edellyttää saasteeton ympäristö, jotta voidaan täyttää asianmukaiset standardit. Ammattimaiset teknikot tarjoavat lääkintälaitteiden kokoonpano- ja kasaamispalveluita, mikä varmistaa, että erityisesti koneistettujen osien laatu vastaa tiukkoja vaatimuksia.
Erikoistuneet ympäristöt kriittisille aloille
Certifikaattien lisäksi joissakin sovelluksissa vaaditaan valmistusympäristöjä, joita useimmat konepajat eivät yksinkertaisesti pysty tarjoamaan. Puhtaalta pidettävät tilat edustavat merkittävintä erikoistunutta kykyä puolijohde- ja lääkintäalan sovelluksissa.
Tarkkuuskomponenttiasiantuntijoiden mukaan ISO-luokan 7 puhtaalta pidettävät tilat täyttävät Yhdysvaltojen elintarvike- ja lääkeviraston (FDA) laatusysteemin säädökset sekä ISO 13485:2016 -sertifiointivaatimukset. Nämä valvotut ympäristöt tukevat erilaisia kokoonpano- ja viimeistelymenetelmiä, mukaan lukien:
- Pyroneenpoistettu ultraäänipesu saastumisen poistamiseksi
- Liukemateriaali- ja liimausliitokset hiukkasten vapaissa olosuhteissa
- Ultraääniliitos ja lasersulatus tarkalla säädöllä
- Laserreikitys, leikkaus ja merkintä lääketieteellistä jäljitettävyyttä varten
- Testaus ja validointi, mukaan lukien räjähtämistestaus, paineen laskutestaus ja vetolujuustestaus
Lääkintälaitteet ja -varusteet vaativat tarkkuutta suunnittelusta tuotantoon ja laadunvalvottuun kokoonpanoon asti. Lääkintälaitteiden valmistukseen erikoistuneiden asiantuntijoiden mukaan prosessien on keskitettävä huomio tiukkoon laadunvalvontaan, sillä koneistus-, kokoonpano- tai toimitusvirheet voivat johtaa kriittisiin seurauksiin loppukäyttäjille.
Myös ilmailukomponentit hyötyvät säädetyistä ympäristöistä. Niitä käytetään usein sovelluksissa, joissa esiintyy korkeita nopeuksia ja suuria rasituksia, ja niiden tarkkuusvalmistus ja -kokoonpano ovat ratkaisevan tärkeitä, sillä pienintäkään virhettä ei voida sallia, koska se saattaa johtaa katastrofaalisesti vakaviin seurauksiin. Termoparit, satelliittikomponentit ja hapen tuotantolaitteet vaativat kaikki erityiskäsittelyä, joka ylittää tavallisten konepajaympäristöjen mahdollisuudet.
Puolustusalan näkökohdat
Puolustusalaa koskeva CNC-koneistus tuo mukanaan lisäsuunnittelun ja sääntelyn. Puolustusteollisuuden noudattamisasiantuntijoiden mukaan puolustusteollisuuden valmistus kuuluu kansainvälisten aseiden kuljetussääntöjen (ITAR) soveltamisalaan, jotka tiukasti säätelevät arkaluontoisen teknisen tiedon ja komponenttien käsittelyä. Noudattaminen edellyttää rekisteröityä asemaa Yhdysvaltojen ulkoministeriön kanssa sekä tietoturvaprotokollia.
Puolustusteollisuuden urakoitsijat tarvitsevat yleensä ISO 9001- tai AS9100-sertifiointeja sekä ITAR-rekisteröintiä, jotta voivat osoittaa sekä laadulliset kyvykkyytensä että noudattavansa kansallisen turvallisuuden vaatimuksia. Nämä yhdistetyt vaatimukset auttavat varmistamaan hallinnon asiakkaiden luottamuksen toiminnan teknisiin kyvykkyyksiin ja kykyyn suojella arkaluontoisia tietoja.
Kun hankitaan CNC-koneistettuja osia säänneltyihin aloihin, sertifiointien tarkistaminen ei ole vaihtoehto – se on välttämätöntä. Pyydä nykyisiä sertifikaatteja, varmista, että niiden soveltamisala kattaa juuri sinun erityisvaatimuksesi, ja tarkista toimittajan kokemus alasi erityisistä dokumentointi- ja jäljitettävyysvaatimuksista.
Näiden alakohtaisten vaatimusten ymmärtäminen mahdollistaa oikeiden kysymysten esittämisen ja valmiin valinnan valmistajista, jotka todella pystyvät täyttämään tarpeesi. Pulmapelin viimeinen palanen koskee kestävien toimittajasuhteiden rakentamista, joka tuottaa ajan myötä johdonmukaisia tuloksia – sekä yleisesti tehtävien virheiden välttämistä, jotka heikentävät valmistusyhteistyötä.
Välttämisestä liian yleisiä virheitä ja vahvien valmistajayhteistyösuhteiden rakentamisesta
Olet suunnitellut materiaalien valinnan, ymmärtänyt hinnoittelutekijät ja tunnistanut alakohtaiset vaatimukset. Nyt tulee se näkökulma, joka erottaa menestyvät ostajat niistä, jotka joutuvat jatkuvasti etsimään uusia toimittajia: kestävien CNC-koneosien valmistajien kanssa tehtävien yhteistyösuhdeiden rakentaminen vaatii enemmän kuin kykyvien tuotantolaitosten löytämisen. Se edellyttää yleisten virheiden välttämistä, jotka tuhoavat suhteet jo ennen kuin ne ehtivät kypsyä – sekä yhteistyökäytäntöjen täytäntöönpanoa, jotka muuttavat tilaustapahtumia strategisiksi kumppanuuksiksi.
Tässä on mitä kokemuksetta hankintaprofessionaalit ymmärtävät: toimittajan vaihtamisen todellinen kustannus ylittää huomattavasti ilmeiset säästöt, jotka saadaan pyytelemällä alhaisempia tarjouksia. Valmistusyhteistyön asiantuntijoiden mukaan pitkäaikaiset suhteet mahdollistavat molemmille osapuolille yhteisten tavoitteiden määrittelyn, syvän keskinäisen ymmärryksen kehittämisen, kalliiden väärinkäsitysten vähentämisen sekä proaktiivisen yhteistyön monimutkaisten insinöörihaasteiden ratkaisemiseksi. Tutkitaan, miten näitä arvokkaita suhteita rakennetaan – aloittaen virheistä, jotka on vältettävä.
Yleisimmät virheet, jotka heikentävät valmistusprojekteja
Jopa kokemuksetta ostajat joutuvat ansaan, jotka vahingoittavat toimittajasuhteita ja kasvattavat projektikustannuksia. Näiden ansaluukujen tunnistaminen ennen niiden esiintymistä säästää sinut kalliista oppitunneista, jotka opitaan kovalla tavalla.
- Epäselvät eritelmät: Epätäydellisten piirrustusten, puuttuvien toleranssimerkintöjen tai epämääräisten materiaalivaatimusten esittäminen pakottaa valmistajat tekemään oletuksia. Mukaan CNC-koneistuksen asiantuntijat yksinkertaisen suunnittelun ja selkeiden vaatimusten noudattaminen välttää ylimääräistä käyttöaikaa ja tarpeetonta koneistusta, joka lisää kustannuksia ilman lisäarvoa. Epäselvyydet synnyttävät virheitä – ja riitoja siitä, kuka on vastuussa.
- Epärealistiset aikataulut: Kiireellisen toimituksen vaatiminen ilman valmistuksen todellisuuden ymmärtämistä rasittaa suhteita ja korottaa kustannuksia. Mukautettujen koneosien valmistus vaatii ohjelmointia, asennusta, koneistusta ja tarkastusta – prosesseja, joita ei voida mielivaltaisesti tiukentaa ilman laatuun vaikutavia seurauksia.
- Huono viestintä: Tilauksen antamisen jälkeen katoaminen ja sitten kiireellisten muutosten esittäminen aiheuttaa sekasortoa. Vahvat kumppanuudet edellyttävät jatkuvaa vuorovaikutusta, noita vastauksia kysymyksiin sekä ennakoivaa tiedotusta muuttuvista vaatimuksista.
- DFM-palauteen kiinnittämättä jättäminen: Kun kokeneet valmistajat ehdottavat valmistettavuuden parantamiseksi suunnittelumuutoksia, heidän asiantuntemuksensa hukataan, jos niitä ei oteta huomioon. Suunnittelun optimointiasiantuntijoiden mukaan pienet sisäkulmat, korkeat ja ohuet seinämät tai kohonneet tekstit lisäävät merkittävästi kustannuksia ja koneistusajan kestoa. Valmistajat, jotka antavat DFM-neuvoja, pyrkivät säästämään sinulle rahaa – kuuntele heitä.
- Toimittajien vaihtaminen usein: Vakiintuneen alhaisimman tarjouksen jäljittäminen estää toimittajaa oppimasta asiakkaan mieltymyksiä, laatuvaatimuksia ja viestintätapoja. Jokainen uusi yhteistyösuhteeseen liittyvä prosessi vaatii institutionaalisen tiedon uudelleenrakentamista, jota kokemukselliset kumppanit jo omistavat.
Nämä virheet jakavat yhteisen teeman: ne kohtelevat valmistusta tavaramarkkinoiden transaktiona pikemminkin kuin yhteistyösuhdeksi. CNC-koneiden komponenttien valmistus vaatii tarkkuutta, asiantuntemusta ja huolellisuutta – ominaisuuksia, jotka kehittyvät parhaiten vakaina kumppanuuksina ja heikentyvät kilpailullisissa ostotavoissa.
Luotettavan toimittajakumppanuuden rakentaminen
Toimittajasuhteiden muuttaminen tapahtumapohjaisista strategisiksi vaatii molemmilta osapuolilta tarkoituksellista ponnistelua. Tässä on, miten menestyksekäs ostajat luovat kumppanuuksia, jotka tuottavat johdonmukaisia tuloksia vuosi vuodelta.
Varmista säännöllinen viestintä. Kumppanuuskehityksen asiantuntijoiden mukaan molemmilla puolilla nimettyjen yhteysihmisten nimeäminen tehostaa koordinointia. Suunnittele kiinteät ajat projektipäivityksille, suunnittelutarkastuksille ja työn edistymisen esittelyille. Käytä pilvipohjaisia yhteistyöalustoja tiedostojen ja tietojen jakamiseen välittömästi.
Luo merkityksellisiä palauteketjuja. Älä odota ongelmien ilmestymistä – jaa aktiivisesti suorituskyvyn havaintoja. Kun erikoisvalmistetut osat ylittävät odotukset, kerro siitä. Kun ongelmia ilmenee, käsittele niitä rakentavasti eikä syyttävästi. Toimittajasuhteiden asiantuntijoiden mukaan sellaisen ympäristön luominen, jossa haasteet ilmoitetaan nopeasti ja käsitellään rakentavasti, luo luottamusta, joka vahvistuu ajan myötä.
Toimiva tarkka tilavuusennuste. Valmistajat suunnittelevat kapasiteettiaan, aikatauluttavat laitteita ja varastoitsevat materiaaleja asiakkaiden ennusteiden perusteella. Realististen vuosittain käytettävien määrien jakaminen – vaikka vain likimääräiset alueet – auttaa CNC-komponenttitoimittaajaa valmistautumaan tarpeisiisi. Yhtäkkiä nousseet kysyntähuiput ovat hallittavissa, kun kumppanit ennakoivat niitä yhdessä.
Ota toimittajat mukaan kehitystyöhön varhaisessa vaiheessa. Yhteistyövalmistuksen asiantuntijoiden mukaan CNC-konepuruuntamisen kumppanin osallistuminen suunnittelun ja prototyyppivaiheisiin hyödyntää heidän valmistusteknisiä tietojaan. Varhainen toimittajan osallistuminen mahdollistaa mahdollisten valmistettavuusongelmien tunnistamisen ja vähentää kalliita uudelleensuunnitteluja – täten toimittajasi muuttuu suunnitteluresurssiksi eikä pelkästään tuotantolaitokseksi.
Hyväksy jatkuva parantaminen yhdessä. Suunnittele säännöllisiä liiketoimintatarkastuksia laatumittareiden, toimitussuorituksen ja kustannustavoitteiden arviointia varten. Yhteistyön kestävyyden asiantuntijoiden mukaan nämä istunnot tunnistavat parannusmahdollisuudet, sopeutuvat uusiin markkinaolosuhteisiin ja saattavat tulevat tuotantosuunnitelmat tiukemmin linjaan keskenään.
Kumppaneiden valinta pitkän aikavälin kasvua varten
Kasvaville yrityksille toimittajien valintakriteerit tulisi ulottua nykyisten tarpeiden yli tuleviin kykyihin. Ihanteellinen valmistusyhteistyökumppani kasvaa yrityksesi rinnalla – se käsittelee tällä hetkellä prototyyppimääriä ja huomenna tuotantomääriä ilman laadun heikkenemistä tai yhteistyösuhteen rasittumista.
Etsi valmistajia, jotka osoittavat:
- Nopeat toimitusaikataulut kiireellisiin tarpeisiin: Kumppanit, jotka pystyvät toimittamaan koneistettuja tuotteita jo yhdessä työpäivässä hätätilanteissa, tarjoavat arvokasta joustavuutta odottamattomien mahdollisuuksien tai haasteiden ilmetessä.
- Laajennettava tuotantokapasiteetti: Laitokset, jotka siirtyvät sujuvasti prototyypityksestä sarjatuotantoon, poistavat häiriöt, joita aiheutuisi uusien toimittajien etsimisestä tuotantomäärien kasvaessa.
- Laajat räätälöidyt konepuruuntamisratkaisut: Kumppanit, jotka tarjoavat kattavia palveluita – monimutkaisista kokoonpanoista erikoiskomponentteihin – yksinkertaistavat toimitusketjuasi ja vähentävät koordinaatiota vaativaa työmäärää.
- Sertifioitu laatuvarmistusjärjestelmä: IATF 16949 -sertifiointi ja tilastollisen prosessin ohjauksen (SPC) käyttöönotto varmistavat johdonmukaisuuden kasvavissa tuotantomääriä.
Nämä kyvykkyydet ovat erityisen tärkeitä autoteollisuuden sovelluksissa, joissa toimitusketjun luotettavuus vaikuttaa suoraan tuotantoaikatauluihin. Shaoyi Metal Technology edustaa tätä kumppanuusvalmiiksi suunnattua lähestymistapaa – heidän IATF 16949 -sertifioitu laitoksensa käsittelee kaikenlaisia tehtäviä, alkaen monimutkaisista alustakokoonpanoista räätälöidyistä metallivaimennusliittimistä, ja kiireellisiin tarpeisiin johtoaika voi olla niin lyhyt kuin yksi työpäivä. Tämä kattavien kyvykkyyksien ja reagointikykyisen palvelun yhdistelmä muodostaa perustan toimittajasuhteille, jotka vahvistuvat liiketoiminnan kasvaessa.
Parhaat toimittajasuhteet tuntuvat kuin omaa tiimiäsi laajentavilta partnerilta—kumppaneilta, jotka ymmärtävät prioriteettisi, ennakoivat tarpeitasi ja panostavat menestykseesi, koska heidän menestyksensä riippuu sinusta.
Näiden suhteiden rakentaminen vaatii kärsivällisyyttä, johdonmukaisuutta ja keskinäistä kunnioitusta. Lyhyen aikavälin säästöt, joita saadaan vaihtelemalla toimittajia jatkuvasti, ovat mitättömiä verrattuna pitkän aikavälin arvoon, jonka tuovat kumppanit, jotka tunnettevat tekniset eritelmäsi tarkasti, havaitsevat mahdolliset ongelmat ennen kuin ne muodostuvat ongelmiksi ja antavat tilauksillesi etusijan, koska he arvostavat kumppanuuttanne. Panosta suhteisiin kyvykkäisiin CNC-koneosien valmistajiin, ja huomaat, että todellinen sisäpiirin salaisuus ei ole viisaasti keksitty neuvottelutaktiikka—vaan luotettavuuden kertyvä arvo, joka syntyy ajan myötä.
Usein kysytyt kysymykset CNC-koneosien valmistajista
1. Mitkä ovat CNC-koneen 7 tärkeintä osaa?
Seitsemän keskeistä komponenttia ovat koneen ohjausyksikkö (MCU), joka toimii aivoina, ohjelmien lataamiseen käytettävät syöttölaitteet, liikkeen ohjaamiseen tarkoitettu voiman siirtojärjestelmä, leikkaustoimenpiteisiin käytettävät työkalukoneet, tarkkuuden seurantaan tarkoitetut takaisinkytkentäjärjestelmät, työkappaleen tukena toimiva alusta ja pöytä sekä jäähdytysjärjestelmät, joilla hallitaan lämpöä koneistuksen aikana. Näiden komponenttien ymmärtäminen auttaa ostajia viestimään tehokkaasti valmistajien kanssa kykyvaatimuksista ja ongelmanratkaisussa mahdollisia tuotantovaikeuksia kohtaessa.
2. Kuinka paljon räätälöity CNC-osake maksaa?
Mukautettujen CNC-osien kustannukset vaihtelevat merkittävästi sen mukaan, kuinka monimutkaisia ne ovat, mitä materiaaleja käytetään, mitä tarkkuusvaatimuksia asetetaan ja kuinka suuri tilausmäärä on. Yksinkertaiset osat pienissä erissä maksavat yleensä 10–50 dollaria kappaleelta, kun taas tarkkuusvalmistettujen komponenttien hinta voi alhaisen tilausmäärän yhteydessä ylittää 160 dollaria kappaleelta. Tärkeimmät kustannuksia vaikuttavat tekijät ovat materiaalin valinta, osan monimutkaisuus, tarkkuusvaatimukset, pinnankäsittelyvaatimukset ja tilattu määrä. Suuremmat tilausmäärät vähentävät huomattavasti kappalekustannuksia, koska kunnollistuskustannukset jaetaan useamman osan kesken.
3. Mikä yritys on paras CNC-koneiden valmistajana?
Parhaan CNC-koneosien valmistajan valinta riippuu teollisuusalan vaatimuksistanne ja sovellustarpeistanne. Autoteollisuuden sovelluksiin, joissa vaaditaan IATF 16949 -sertifiointia ja suurta tuotantomäärää sekä johdonmukaista laadunvarmistusta, valmistajat kuten Shaoyi Metal Technology tarjoavat sertifioituja laatu-järjestelmiä SPC-prosessien ja yhden työpäivän mittaisilla toimitusaikoilla. Ilmailualan sovellukset vaativat AS9100D-sertifioidut toimittajat, kun taas lääkintälaitteiden tuotanto edellyttää ISO 13485 -sertifiointia ja puhdastilojen käyttömahdollisuuksia.
4. Mitkä sertifikaatit CNC-koneosien valmistajien tulisi omata?
Välttämättömät sertifikaatit riippuvat teollisuusalastasi. ISO 9001:2015 toimii perustana yleiselle valmistukselle soveltuvana laatustandardina. Autoteollisuuden to supply chain vaatii IATF 16949 -sertifikaatin, joka korostaa vikojen ehkäisemistä ja vaihtelun vähentämistä. Ilmailukomponenttien valmistus edellyttää AS9100D -sertifikaattia, jossa on lisävaatimuksia konfiguraationhallinnalle ja materiaalin jäljitettävyydelle. Lääkintälaitteiden valmistus vaatii ISO 13485 -sertifikaatin, joka varmistaa säädösten noudattamisen ja potilasturvallisuuden.
5. Kuinka valmistan tehokkaan tarjouspyynnön (RFQ) CNC-koneistukseen?
Täydellinen tarjouspyyntöpaketti sisältää CAD-tiedostot STEP- tai IGES-muodossa sekä 2D-PDF-tiedostot toleranssimerkintöineen, tarkan materiaaliluokan määrittelyt, kriittisten mittojen toleranssit GD&T:n (geometrisen laadun ja toleranssien) mukaisesti, kun se soveltuu, määrävaatimukset mukaan lukien vuosittaiset käyttöennusteet, pinnankäsittelyvaatimukset, joissa erotellaan toiminnalliset ja esteettiset alueet, lisätoimintojen määrittelyt, realistiset toimitusaikataulut sekä budjetointiparametrit, kun niitä on sovellettaavissa. Täydelliset lähetykset mahdollistavat nopeamman ja tarkemman tarjouksen antamisen sekä estävät kalliita viivästyksiä.