 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Auton istuimen rungon syvävetaminen: Valmistustekniikat ja kevennyssuunnat
TL;DR
Autonistuinkkeiden syväveto on tarkka valmistusprosessi, jossa käytetään suuritehoisia edistys- ja siirtomuottiteknologioita (tyypillisesti 100–1200+ tonnia) rakenteellisten ajoneuvokomponenttien valmistamiseen korkean lujuuden materiaaleista. Kun autoteollisuus siirtyy sähköajoneuvoihin (EV), pääpaino on siirtynyt kevyttelee —korvaamaan perinteistä terästä kehittyneellä korkean lujuuden teräksellä (AHSS), alumiinilla ja magnesiumseoksilla parantaakseen akun kantavuutta turvallisuutta kompromisoimatta.
Modernin istuinkerroksen valmistus ei enää perustu pelkästään metallin muovaukseen; siihen kuuluu langan taivutus, putkien valmistus ja monimutkaiset kokoonpanomenetelmät, kuten laserhitsaus. OEM-valmistajille ja tier 1 -toimittajille menestys riippuu oikean valmistusprosessin valinnasta – nopeuden tasapainottamisesta edistysvaiheistuvaan vaappuun siirtymällä materiaalin tehokkuutta siirtojärjestelmissä – samalla kun navigoidaan tiukkoja turvallisuusstandardeja, kuten FMVSS ja IATF 16949.
Ydintekniikat: Edistysvaihe- vs. Siirtovaappu
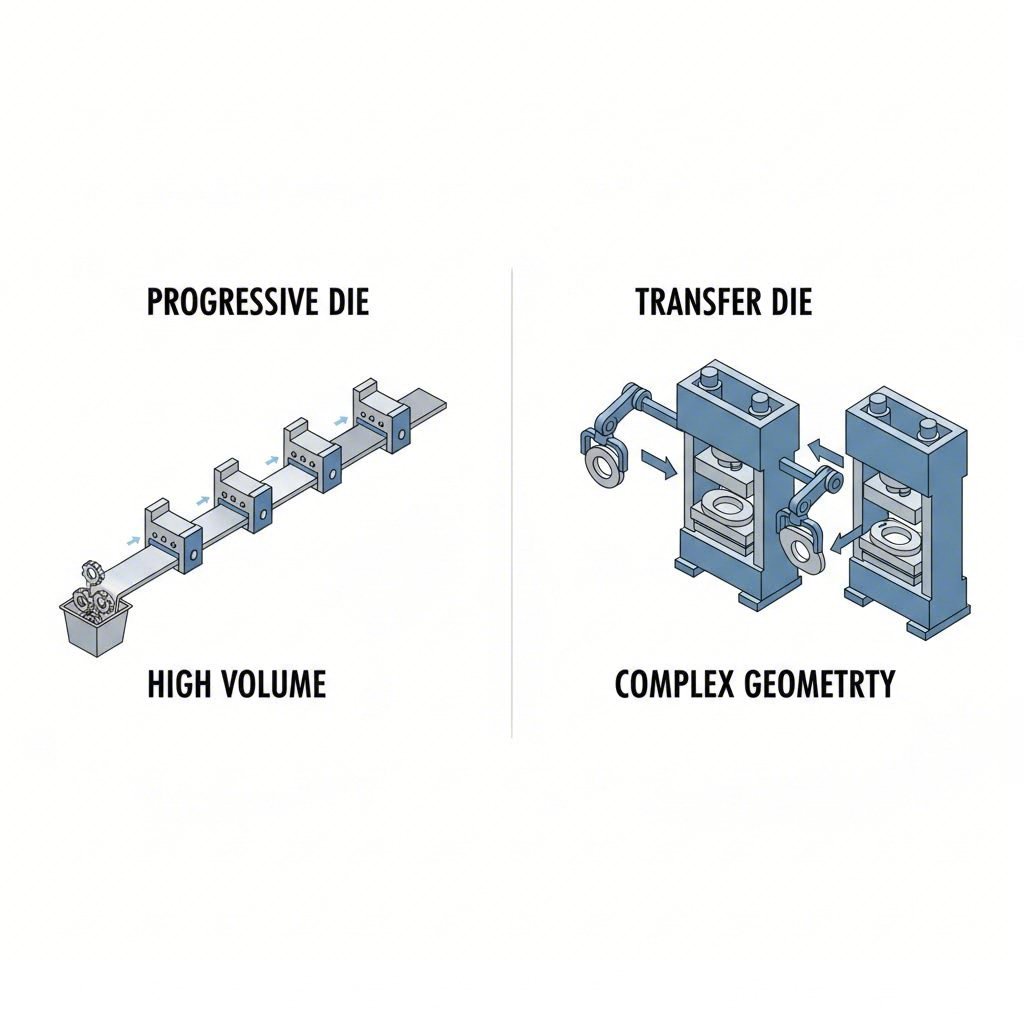
Edistysvaihe- ja siirtovaappumenetelmän välinen valinta on perustavanlaatuinen tekninen päätös istuinkerroksen valmistuksessa. Tämä päätös määrää työkalukustannukset, tuotantonopeuden ja osan monimutkaisuuden.
Progressiivinen muottileimaus on alan standardi suurten määrien valmistuksessa pienille komponenteille. Tässä prosessissa metallinauha syötetään jatkuvasti useiden vaiheiden läpi yhden ainoan muotin sisällä. Jokainen puristimen isku suorittaa eri toiminnon – leikkaus, taivutus, painaminen – kunnes valmis osa irrotetaan nauhasta viimeisessä vaiheessa. Tämä menetelmä sopii erityisen hyvin komponenttien valmistukseen, kuten nopeutussilmukat, ohjausraiteet ja liitäntäkiinnikkeet joissa nopeus on ratkaisevan tärkeää.
Siirtovalmistus , toisin kuin edellinen, tarvitaan suuremmille, syvemmille tai monimutkaisemmille osille, jotka eivät voi pysyä kiinni kantavan nauhan varassa. Tässä mekaaniset sormet tai robottikäsivarret siirtävät yksittäisiä osalevyjä eri muottivaiheiden välillä. Tätä menetelmää käytetään tyypillisesti merkittäviin rakenteellisiin osiin, kuten syvävetoiset istuinosat, sivukehykset ja paksun levyisen metallin nousuosat . Vaikka se on hitaampaa kuin etenevä leikkaus, sillä saavutetaan suurempi vapaus monimutkaisiin geometrioihin ja materiaalinhukka vähenee – keskeinen tekijä, kun käsitellään kalliita kevytseoksia.
| Ominaisuus | Progressiivinen muottileimaus | Siirtovalmistus |
|---|---|---|
| Paras valinta | Pienet ja keskisuuret osat (kiinnikkeet, kiskot, renkaat) | Suuret rakenteelliset osat (istuinosat, sivukehykset) |
| Nopeus | Korkea (jatkuva syöttö) | Kohtalainen (osien käsittely vaaditaan) |
| Materiaalijätteet | Korkeampi (edellyttää kantamaton) | Alempi (optimoitu asettelu) |
| Työkalukustannus | Suuret alkuinvestoinnit | Yleensä alempi, mutta pressin hinta on korkeampi |
| Monimutkaisuus | Rajoitettu nauhan kiinnityksellä | Suuri geometrinen joustavuus |
Materiaalin kehitys: Pienten painojen tavoite
Sähköautojen kantomatkan kasvattamisen ja CO2-päästöjen vähentämisen vaatimus on mullistanut istuinkonstruktioiden materiaalivalinnat. Valmistajat siirtyvät kohti suurempaa lujuuspainosuhdetta tarjoavia materiaaleja lievän teräksen sijaan.
Korkean lujuuden teräkset (AHSS) ja UHSS ovat nyt hallitsevia. Luokat kuten Dual-Phase (DP) ja muodonmuutoksesta johtuva plastisuus (TRIP) -teräkset mahdollistavat ohuempien levyjen käytön ilman, että turvallisuus törmäyksessä kärsii. Edelläkävijävalmistajat, kuten Proma Group, hyödyntävät patentoidtuja yhden iskun vaikuttamismenetelmiä näiden vaikeiden materiaalien muotoilussa vankoihin istuinkannattimiin ja selkärunkorakenteisiin.
Alumiini- ja magnesiumseokset edustavat seuraavaa rajapintaa. Alumiinirungot voivat tarjota painonsäästöjä noin 28 % verrattuna teräkseen, kun taas magnesium voi tuottaa säästöjä jopa 35 %. Nämä materiaalit aiheuttavat kuitenkin valmistushaasteita, kuten lisääntyneen kimpoamisen ja erikoislisukkeen tarpeen. Näiden haasteiden ratkaiseminen edellyttää usein servopressuja, jotka voivat ohjelmallisesti säätää patjan nopeutta vetovaiheen aikana halkeamisen estämiseksi.
Vaikuttamisen ulkopuolella: Kokoonpano ja komponenttien integrointi
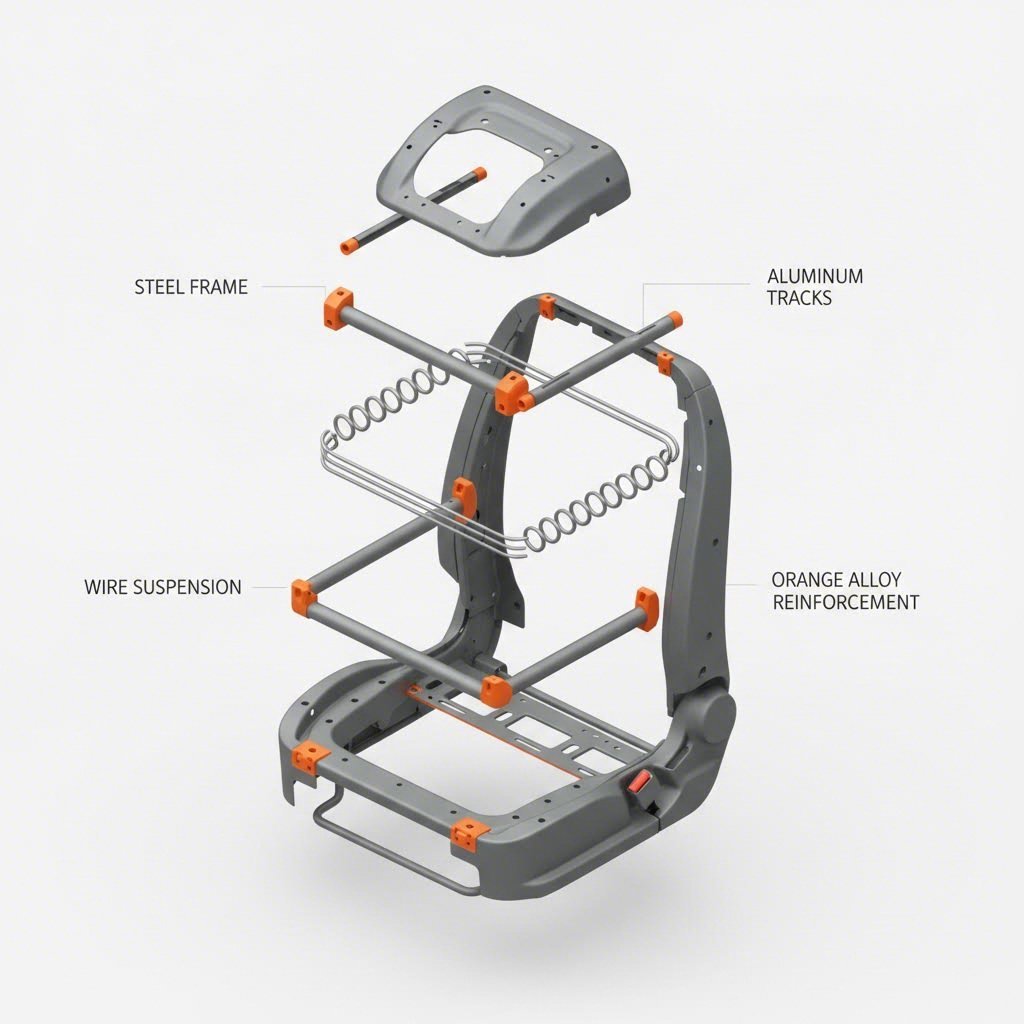
Upponimetalliosa harvoin on lopputuote. Nykyaikainen autonistuinsäätö vaatii täysin integroitujen kokoonpanojen toimitusta. Toimittajat kuten Guelph Manufacturing ja Hatch Stamping ovat kehittyneet järjestelmäintegraattoreiksi, yhdistäen uppomitut komponentit lankarakenteisiin ja putkirakenteisiin.
- Putkien taivutus & Lankamuovaus: Istuinkalustot perustuvat usein taivutettuihin putkirakenteisiin selkänoihin ja lankarakenteisiin jousitusmatriiseihin. Nämä prosessit on synkronoitava uppominenoperaatioiden kanssa, jotta varmistetaan osien soveltuminen.
- Liitosmenetelmät: Siirtyminen eri materiaaleihin (esimerkiksi teräsraiteiden liittäminen alumiinipanoihin) on tehnyt perinteisestä pistehitsauksesta riittämättömän joissakin sovelluksissa. Valmistajat käyttävät yhä enemmän MIG-hitsausta, laserhitsausta ja mekaanista kiinnitystä takaamaan rakenteellisen eheyden eri metallien välillä.
- Mekanismien integrointi: Runko on suunniteltava siten, että se sisältää monimutkaisia sähkömekaanisia järjestelmiä, mukaan lukien nosturijarrut, manuaaliset ja sähköiset istuintelineet sekä nojatuolin säätömekanismit tarkka vaivutus on kriittistä tässä; jopa mikrometrin tason poikkeamat istuinkiskassa voivat johtaa meluun, tärinään ja epämiellyttävään värinään (NVH) lopullisessa ajoneuvossa.
Laadunvalvonta ja prosessien optimointi
Turvallisuuskriittisissä sovelluksissa kuten auton istuimissa, virheiden ehkäisy on ehdoton. Laatu alkaa ennen kuin vaivu leikkaa metallia. Tarkkuuspuristimet, kuten Henli Machinen yksityiskohtaisesti esittelemät, täyttävät keskeisen roolin. Ominaisuudet kuten pneumatiset painokädet ja ohjauskäsivarsijärjestelmät estävät materiaalin leviämisen ja suojaavat kelan pintaa naarmuilta – virheiltä, jotka voivat johtua ulkonäön hylkäämiseen tai rakenteelliseen väsymiseen.
Äärellisen elementtianalyysiä (FEA) on toinen olennainen työkalu, jota käyttävät ylimmän tason toimittajat simuloidakseen vaivutusprosessia työkalujen valmistamista ennen. FEA auttaa insinöörejä ennustamaan ohutuksen, ryppyjen ja kimpoamisen, mikä mahdollistaa vaivun kompensoinnin suunnitteluvaiheessa pikemminkin kuin kustannusisella kokeilulla tuotantolinjalla.
Valittaessa valmistajakumppania, sertifiointi on perustaso. Etsi toimittajia, jotka pitävät IATF 16949 sertifiointi, joka takaa tiukkojen autoteollisuuden laatujohtamisstandardien noudattamisen. Lisäksi kehityksen ja tuotannon välinen kuilu on tärkeää sulkea. Niille OEM:lle, jotka tarvitsevat nopeutta, Shaoyi Metal Technology tarjoaa kattavat leikkuuratkaisut jotka skaalautuvat nopeasta prototyypistä (toimitetaan yli 50 osaa jo viidessä päivässä) suurtilavuiseen massatuotantoon 600 tonnin puristimilla, varmistaen, että suunnittelun toteuttamiskelpoisuus vahvistetaan ohjelman varhaisessa vaiheessa.
Istuinten tulevaisuuden insinööritöiden kehittäminen
Autonistuimen kehikeiden markkina on kehittymässä yksinkertaisesta metallin taivutuksesta korkean teknologian rakenteelliseen insinööritieteeseen. Käyttäytymättömien ja sähköisten ajoneuvojen myötä istuin muuttuu matkustajan kokemuksen keskipisteeksi, mikä edellyttää kevyempää painoa, korkeampaa turvallisuutta ja suurempaa toiminnallisuutta. Insinöörien ja hankintajohtajien tavoitteena on tehdä yhteistyötä valmistajien kanssa, jotka tarjoavat paitsi leikkuupuristimien kapasiteettia, myös kattavan ymmärryksen materiaaliteknologiasta, liitosmenetelmistä ja tarkasta laadunvalvonnasta.
Usein kysytyt kysymykset
1. Mikä on ero etenevän ja siirtovaikkojen valssausmenetelmien välillä istuinkarsinoissa?
Etenevä vaikkamenetelmä syöttää jatkuvaa metallinauhaa useiden työasemien läpi, mikä tekee siitä nopean ja ihanteellisen pienille osille kuten kiinnikkeille ja liittimille. Siirtovaikkamenetelmä siirtää yksittäisiä leikattuja levyjä eri työasemien välillä, mikä sopii paremmin suurille, syvävetosille osille kuten istuintyynyille ja sivukehyksille, jotka vaativat monimutkaisia muovausoperaatioita.
3. Miksi magnesiumia käytetään autonistuinten kehyksissä?
Magnesiumia käytetään ensisijaisesti sen erinomaisen lujuuden ja painon suhteen vuoksi. Se on noin 33 % kevyempi kuin alumiini ja 75 % kevyempi kuin teräs, mikä tekee siitä ihanteellisen materiaalin sähköautojen kantaman pidentämiseen. Kuitenkin sen ainutlaatuiset materiaaliominaisuudet edellyttävät erikoistuneita painevalukappaleiden tai valssaustekniikoiden käyttöä.
4. Ketkä ovat suurimmat maailmanlaajuiset automobilien istuinkonstruktioiden valmistajat?
Merkkijättiläisiä autonistuimien teollisuudessa ovat Lear Corporation, Adient, Faurecia (Forvia), Toyota Boshoku, Tachi-S ja Magna International. Nämä yritykset toimivat yleensä Tier 1 -toimittajina, toimittamalla täysin valmiita istumisjärjestelmiä OEM:lle.