 Pequeños lotes, altos estándares. Nuestro servicio de prototipado rápido hace que la validación sea más rápida y fácil —
Pequeños lotes, altos estándares. Nuestro servicio de prototipado rápido hace que la validación sea más rápida y fácil —
- Reduzca los costos de extrusión de aluminio con 5 consejos esenciales de DFM
- El verdadero ROI de matrices de extrusión personalizadas para producción masiva
- Prototipado de metal para automoción: una guía para una innovación más rápida
- Piezas del Aire Acondicionado Automotriz: Desde el Compresor hasta el Evaporador Explicado

¿Qué es una herramienta y un troquel? Por qué un error puede costar tiempo en la planta de producción
Time : 2026-04-04

¿Qué es la fabricación de herramientas y matrices en términos sencillos?
Si desea definir de forma rápida el concepto de herramientas y matrices, piense en ello como el equipo, el trabajo de fabricación y la profesión especializada que permiten producir piezas repetibles. En el lenguaje cotidiano de los talleres, una herramienta sirve para cortar, sujetar, guiar, conformar o inspeccionar un material. Una matriz es una herramienta más especializada que corta o conforma un material dándole una forma determinada una y otra vez durante la producción. Esta definición básica de herramientas y matrices es importante porque los fabricantes normalmente no tratan estos dos términos como ideas completamente independientes.
Herramientas y matrices designan el equipo, el proceso y el trabajo especializado empleados para crear las herramientas y matrices que permiten fabricar piezas de producción con precisión y de forma repetida.
Qué significa herramientas y matrices en términos sencillos
Cuando las personas buscan qué es una herramienta y una matriz o qué son las herramientas y matrices, suelen referirse a una de estas tres cosas:
- La categoría de equipos: herramientas, matrices, moldes, dispositivos de sujeción y otros componentes relacionados con la producción.
- La disciplina de fabricación: el diseño, la fabricación, el montaje y la reparación de utillajes de producción.
- La profesión especializada: el trabajo realizado por los fabricantes de matrices y útiles y los torneros y fresadores estrechamente relacionados.
Referencias de fabricación de LeClaire, Barton Tool , y ESI apuntan todas a la misma idea: las matrices son un subconjunto de los útiles. En otras palabras, toda matriz es un útil, pero no todo útil es una matriz.
Por qué la expresión abarca tanto equipos como trabajo especializado
El significado de «matrices y útiles» es más amplio que una sola máquina o pieza. Puede describir los útiles físicos en la planta, el trabajo de fabricación de dichos útiles y las personas que garantizan su precisión. Por ello, la expresión compuesta se ha mantenido. Refleja cómo el diseño, el mecanizado, el montaje y el soporte de producción están todos interconectados.
Cómo los útiles posibilitan una fabricación repetible
Si usted también se pregunta qué es la herramienta, la respuesta breve es la siguiente: la herramienta es el conjunto de componentes y dispositivos especializados utilizados para hacer posible la producción a gran escala. ¿Y qué es una matriz (die) en la fabricación? Es la herramienta que le da al material una forma o un corte controlados y repetibles. Esa capacidad de repetir el mismo resultado es el núcleo de la definición de matriz y herramienta, y también es donde comienzan a cobrar importancia términos afines como molde, plantilla y dispositivo de sujeción.
¿Qué es una matriz (die) y cómo se diferencia?
Las personas rara vez tienen dificultades con la palabra herramienta . La confusión suele comenzar con los términos más específicos relacionados con ella. Si usted se pregunta qué es una matriz (die), la respuesta más sencilla es la siguiente: una matriz (die) es una herramienta diseñada para cortar o dar forma al material de manera controlada , repetible. En el ámbito más amplio de la herramienta, los fabricantes también utilizan moldes, plantillas y dispositivos de sujeción, pero cada uno desempeña una función distinta.
Esa distinción es importante porque el significado de «herramental» no es simplemente «cualquier cosa utilizada en un taller». En fabricación, «herramental» se refiere a los dispositivos especializados que permiten fabricar piezas con precisión y consistencia. Si alguna vez te has preguntado qué significa «herramental» en términos prácticos, piensa en él como el hardware que hace posible la producción repetible.
¿Qué es una matriz en fabricación?
Entonces, ¿para qué se utilizan las matrices? Una matriz suele cortar, punzonar, doblar o conformar un material para darle una forma definida. A diferencia de una herramienta manual general, está diseñada específicamente para la repetición. Por eso, la matriz está tan estrechamente vinculada al trabajo productivo, y no a tareas manuales únicas o aisladas.
Herramienta vs. matriz vs. molde vs. plantilla vs. dispositivo de sujeción
| Término | Definición en lenguaje sencillo | Uso habitual en el taller |
|---|---|---|
| Herramienta | Término general para algo que corta, conforma, sujeta, guía o mide | Brocas, fresas, calibradores, abrazaderas |
| Morir | Una herramienta especializada que corta o conforma un material para obtener una forma repetible | Estampación, troquelado, doblado, conformado |
| El moho | Una cavidad que le da forma al material mientras se llena o cura | Moldeo por inyección, fundición |
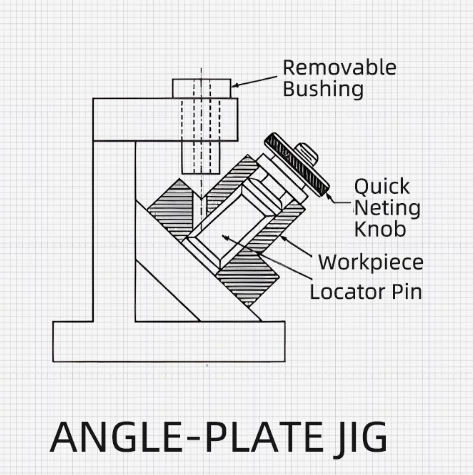
| Jig | Un dispositivo que guía la herramienta de corte o la trayectoria del proceso | Taladrado o localización de agujeros repetidos |
| El aparato | Un dispositivo que mantiene la pieza de trabajo en la posición correcta | Configuración para fresado, soldadura e inspección |
En términos sencillos, una matriz transforma el material, un molde lo contiene, una plantilla guía la herramienta y un dispositivo de sujeción mantiene la pieza inmóvil.
Por qué «die» y «dye» no son lo mismo
La frase die o dye causa confusión a muchos lectores principiantes. En fabricación, morir es la palabra correcta. Tinte normalmente significa un agente colorante utilizado para añadir color a un material. Por lo tanto, cuando alguien escribe herramienta y matriz , casi siempre está buscando herramienta y molde en su lugar.
- Una matriz no es lo mismo que un molde.
- Una plantilla no solo sujeta una pieza; principalmente guía una herramienta.
- Un dispositivo de sujeción sujeta la pieza de trabajo, pero normalmente no guía la herramienta de corte.
- No toda la herramienta es una matriz, aunque una matriz forma parte de la herramienta.
Estos términos parecen sencillos sobre el papel, pero sus diferencias se vuelven mucho más claras cuando se vinculan con operaciones reales en el taller, como estampado, perforación, doblado y moldeo.
¿Para qué se utiliza una matriz en la fabricación?
Las personas suelen comprender mejor los conceptos de herramienta y matriz cuando imaginan una línea de producción real. En términos sencillos, The Fabricator describe una matriz de estampación como una herramienta de precisión que corta o conforma chapa metálica en una forma deseada, mientras que Die-Matic explica que la estampación es especialmente adecuada para producciones en grandes volúmenes y repetitivas. Esa es la respuesta práctica a para qué sirve una matriz : se utiliza para fabricar una misma característica, borde, orificio o forma una y otra vez con control.
Las matrices ocupan un lugar central en la fabricación repetitiva y en grandes volúmenes, no en trabajos artesanales únicos.
Cómo las matrices conforman el material en la producción
Si alguien pregunta ¿qué es un troquel? , la respuesta en la planta es sencilla: es la herramienta de producción conformada ubicada dentro de una prensa o proceso que otorga al material un resultado planificado. Una matriz se utiliza para cortar, punzonar, doblar o conformar material de forma consistente. En la fabricación de matrices, esa consistencia es el objetivo fundamental. El proceso de matriz convierte el lenguaje técnico en acciones visibles: la chapa entra, se aplica fuerza y sale una característica predecible de la pieza.
Explicación de la estampación, el troquelado, el punzonado y la conformación
En el estampado, la prensa impulsa el material hacia o más allá de las secciones de trabajo del troquel. El corte en contorno (blanking) separa una pieza, de modo que la pieza retirada se convierte en la pieza final o en la plancha inicial. Doblado y otras operaciones de conformado reforman el material sin simplemente cortarlo. En discusiones más amplias sobre qué es la fabricación de troqueles, el moldeo también suele mencionarse, aunque este último normalmente depende de una cavidad de molde en lugar de un troquel de estampado.
Para qué se utiliza un troquel en la planta de producción
| Operación | Función de la herramienta o troquel | Resultado obtenido |
|---|---|---|
| Estampado | Utiliza la fuerza de la prensa y las secciones del troquel para cortar o conformar material laminar | Piezas de producción repetibles |
| El blanqueo | Corta una pieza con perfil definido a partir de una lámina | La plancha se conserva para su uso posterior o como pieza terminada |
| Perforación | Impulsa un golpe a través del material hacia la abertura de la matriz | Agujero en la pieza, recorte descartado |
| El deslizamiento | Controla el ángulo y la forma a lo largo de una línea o característica | Bordes doblados o conformados |
| Formación | Reconfigura el material mediante fuerza sin únicamente eliminarlo | Características o contornos tridimensionales |
| Moldeo | Utiliza un molde en lugar de una matriz de estampación | Pieza conformada por la forma de la cavidad |
Por eso las personas que buscan qué son los troqueles en la fabricación realmente quieren saber cómo las herramientas generan la geometría final que pueden ver, medir y reproducir. A partir de ahí, la siguiente pregunta útil es qué tipos de matrices y herramientas responden mejor a distintas exigencias productivas.
Tipos comunes de matrices de herramientas en la fabricación
Una taller puede hablar todo el día sobre estampado, doblado o moldeo, pero la verdadera pregunta es más sencilla: ¿qué hardware está realizando el trabajo? En la fabricación de herramientas y matrices, esas categorías son importantes porque cada una afecta la configuración, el mantenimiento, el costo y la producción de forma distinta.
Tipos comunes de matrices utilizadas en la fabricación
El lenguaje del taller se vuelve más claro cuando las categorías están ordenadas. Las tres principales familias de matrices de estampado descritas por Larson Tool se ubican dentro de un panorama más amplio de herramientas que también incluye herramientas de corte, moldes, dispositivos de sujeción y plantillas, tal como lo expone Fresado CNC interno y Alsette.
- Matrices progresivas: desplazan una tira metálica a través de estaciones secuenciales, donde cada estación realiza una parte del trabajo. Estas matrices son comunes para piezas de alta volumetría y mayor complejidad.
- Matrices compuestas: realizan múltiples operaciones en un solo golpe de prensa, frecuentemente para piezas más sencillas y planas.
- Matrices de transferencia: desplazan blanks individuales entre estaciones separadas, lo que resulta útil para piezas más grandes o con mayor complejidad.
- Matrices de estampado: la categoría más amplia de herramientas de troquelado utilizadas para cortar, perforar, doblar o conformar chapa metálica en una prensa.
- Herramientas de corte: herramientas como fresas de extremo, brocas, plaquitas y escariadores que eliminan material.
- Herramientas de conformado: herramientas que remodelan el material en lugar de simplemente cortarlo, incluidas las características de doblado o embutido integradas en un juego de troqueles.
- Moldes: herramientas basadas en cavidades utilizadas para plásticos, caucho, vidrio o metal líquido.
- Dispositivos de sujeción de piezas: dispositivos de sujeción, mordazas, abrazaderas y plantillas que sujetan o guían piezas durante el mecanizado, el montaje o la inspección.
¿Qué se considera herramienta y qué no?
Herramienta es el término genérico. Una herramienta de troquelado pertenece a esa categoría, pero no abarca la totalidad de la misma. Las herramientas de troquelado transforman el material en una forma reproducible. Las herramientas de corte eliminan material. Los dispositivos de sujeción y las abrazaderas mantienen la pieza de trabajo estable. Las plantillas guían la herramienta o la trayectoria del proceso. Los moldes están estrechamente relacionados con el diseño de herramientas y troqueles, pero conforman el material mediante una forma de cavidad, y no mediante la acción de prensado empleada en el estampado.
Ahí es donde muchos principiantes tropiezan. Las matrices de herramientas forman parte del conjunto de herramientas, no son sinónimo de cualquier auxiliar de taller. Si un equipo denomina «matriz» a todo, puede pasar por alto los componentes de soporte necesarios para ejecutar correctamente el trabajo.
Cómo las decisiones de diseño afectan la precisión y la producción
La tabla siguiente utiliza etiquetas prácticas de complejidad a nivel de taller, no un estándar industrial formal.
| Tipo | Finalidad principal | Entorno típico de producción | Nivel de complejidad |
|---|---|---|---|
| Moldes de estampado | Cortar o conformar chapa metálica en una prensa | Operaciones en prensa y producción repetitiva | Medio a alto |
| Matrices progresivas | Realizar operaciones secuenciales en estaciones distintas | Líneas de estampación de alta volumetría | Alto |
| Compound dies | Ejecutar múltiples operaciones en una sola carrera | Trabajo sencillo en prensa para piezas planas | Medio |
| Los moldes de transferencia | Mover piezas en blanco entre estaciones independientes | Producción de volumen medio a alto de piezas más grandes o intrincadas | Alto |
| Herramientas de corte | Eliminar material mediante corte | Mecanizado CNC y operaciones secundarias | Bajo a Medio |
| Herramientas de conformado | Reformar el material sin solo eliminarlo | Operaciones de conformado y embutido en prensa | Medio a alto |
| Moldes | Dar forma a material líquido o maleable dentro de una cavidad | Moldeo por inyección y fundición | Alto |
| Dispositivos de sujeción de piezas | Sostener o guiar la pieza y la herramienta | Mecanizado, inspección y ensamblaje | Bajo a Medio |
A veces las personas buscan todo esto bajo el término genérico «herramientas para troqueles y matrices», pero es más útil guiarse por la función: conformar, cortar, moldear, sujetar o guiar. Una vez que esto queda claro, los nombres de las categorías dejan de sonar abstractos y comienzan a indicar directamente el trabajo real de fabricación, ajuste y mantenimiento de las herramientas de producción.

Flujo de trabajo en la fabricación de matrices y troqueles: desde el diseño hasta la reparación
Los distintos tipos de matrices explican qué utiliza un taller. El valor cotidiano se manifiesta en el flujo de trabajo que transforma el plano de una pieza en una herramienta capaz de resistir la producción. Visto así, la fabricación de matrices y troqueles no es un proceso único e irreversible, sino un ciclo de construcción controlado por la precisión, la repetibilidad y la facilidad de mantenimiento. Un desglose práctico desde Phoenix Group describe un troquel de estampación como una herramienta de precisión que debe localizar, fijar, trabajar y liberar el material, lo cual ayuda a comprender por qué cada etapa de su fabricación resulta fundamental.
Desde el concepto de diseño hasta la herramienta de producción
Las decisiones tempranas determinan todo lo que sigue. Los equipos revisan la geometría de la pieza, el material, el método de prensado y las operaciones probables antes de cortar cualquier acero. Las notas en The Fabricator destacan cómo la modelización sólida y la simulación de conformado ayudan a detectar problemas de interferencia, fuerza, arrugamiento, plegamiento y fisuración antes de la prueba, además de mejorar la planificación de estaciones y el desarrollo de la chapa plana. Este trabajo previo evita que las correcciones se acumulen exponencialmente más adelante.
Cómo se mecanizan, ajustan y prueban las matrices
- Revisar la pieza y el plan del proceso. Decidir si el trabajo requiere operaciones de corte, perforación, doblado, embutido u otros pasos de conformado, y desarrollar el concepto de matriz en torno a esas operaciones.
- Crear el modelo digital y el enfoque de prototipado. El CAD, la simulación y las chapas de prueba ayudan a validar la geometría antes de comprometerse con las herramientas definitivas.
- Iniciar el mecanizado de la matriz. Las placas, zapatas, punzones, aceros para matrices y detalles de expulsores se mecanizan en bruto, cortan o procesan mediante EDM. Para los talleres que mecanizan matrices, los componentes estandarizados o modulares también pueden reducir el plazo de entrega en la aplicación adecuada.
- Tratar térmicamente los componentes sometidos a desgaste cuando sea necesario. La temple mejora la resistencia al desgaste, pero también implica que los fabricantes deben gestionar posibles movimientos antes del acabado final.
- Rectificar y acabar las características críticas. Aquí es donde la construcción de herramientas alcanza un alto grado de precisión. Se perfeccionan los juegos, la planicidad, el estado de los bordes y el ajuste, para que la herramienta corte y forme de forma constante.
- Montar y ajustar el conjunto de matriz. Se ensamblan y verifican como un sistema funcional integrado los pasadores de guía, las bujes, los punzones, las cavidades de la matriz, las placas expulsoras, los muelles y los detalles de localización.
- Realizar pruebas de funcionamiento y ajustar la herramienta. Los golpes de prueba revelan si la matriz libera el material limpiamente, mantiene el alineamiento y produce una forma de pieza aceptable. Los ajustes suelen centrarse en los juegos, la fuerza de los muelles, la sincronización y las condiciones de cierre.
- Autorizar la puesta en producción. Un troquel está listo únicamente cuando las expectativas de configuración, los puntos de inspección y los elementos de servicio son claros. Los métodos de fabricación más rápidos también deben proteger la intercambiabilidad y la mantenibilidad, una precaución que también se destaca en la revista The Fabricator.
Por qué la reparación y el mantenimiento son importantes tras el lanzamiento
La fabricación de herramientas no finaliza con el lanzamiento. La reparación continua de herramientas y troqueles evita que el desgaste se convierta en desecho, tiempos de inactividad o riesgo para la seguridad. Las recomendaciones de mantenimiento de J.V. Manufacturing enfatizan la inspección periódica, el afilado y la reacondicionamiento, las comprobaciones de alineación y calibración, así como el uso correcto de las cuñas de ajuste y la lubricación. En la práctica, esto significa que el troquel puede restaurarse en lugar de reemplazarse ante los primeros signos de fallo. Una buena planificación en la fabricación de herramientas y troqueles contempla esto desde el inicio. Las personas que mantienen este ciclo en funcionamiento necesitan más que habilidades de mecanizado: también interpretan planos, miden detalles precisos, ajustan piezas endurecidas y solucionan los problemas que la prensa les indica.
¿Qué es un fabricante de herramientas y troqueles?
Un diagrama de proceso puede explicar cómo las herramientas pasan del diseño a la reparación, pero el trabajo real sigue dependiendo de las personas. Si usted se pregunta qué es un fabricante de moldes y matrices , piense en el profesional cualificado que transforma planos, datos CAD, materiales brutos y tolerancias en herramientas de producción operativas. Si su pregunta es qué hace un fabricante de moldes y matrices , la respuesta breve es la siguiente: construir, ajustar, probar, reparar y afinar las herramientas y matrices que garantizan la repetibilidad de la producción.
Las descripciones profesionales de BLS y CareerOneStop coinciden estrechamente. Un fabricante de moldes y matrices interpreta planos, bocetos, especificaciones y archivos CAD/CAM, calcula dimensiones y tolerancias, prepara máquinas-herramienta manuales y CNC, lima y rectifica piezas para que encajen correctamente, y prueba las herramientas y matrices terminadas. Algunos talleres abrevian el título como fabricante de matrices fabricante de moldes y matrices die maker y mecánico especializado en moldes y matrices , lo que muestra hasta qué punto el oficio se superpone con el mecanizado de precisión.
Qué hace realmente un fabricante de moldes y matrices
- Leer planos, modelos y archivos CAD/CAM para planificar la fabricación o reparación.
- Mecanizar componentes de herramientas en tornos, fresadoras, rectificadoras y equipos CNC.
- Ajustar, colocar calzos, rectificar y regular piezas para que los conjuntos funcionen como un sistema integrado.
- Inspeccionar dimensiones, holguras y estado superficial con instrumentos de precisión.
- Realizar pruebas iniciales o ensayos y diagnosticar problemas relacionados con la forma, el ajuste o la funcionalidad.
- Mantener y reparar las herramientas desgastadas para reducir los desechos y el tiempo de inactividad.
- Coordinarse con torneros, ingenieros y personal de calidad cuando surgen problemas en la producción.
Habilidades utilizadas en talleres de herramientas y soporte a la producción
- Interpretación de planos y tolerancias
- Medición precisa con calibradores, micrómetros, bloques patrón e indicadores de esfera
- Habilidades manuales y de configuración CNC
- Rectificado, pulido, ajuste y ensamblaje
- Resolución de problemas bajo restricciones de producción rigurosas
- Inspección visual de cerca y destreza manual
Cómo se diferencian los fabricantes de herramientas y matrices de los torneros
Los perfiles ocupacionales gubernamentales separan claramente a los torneros de los fabricantes de herramientas y matrices. Otros títulos pueden variar de una empresa a otra, por lo que la comparación siguiente muestra el énfasis típico, no una regla fija aplicable a todos los talleres. Esto es especialmente cierto para un técnico en matrices título o una denominación técnica específica de la empresa.
| Rol | Enfoque principal | Responsabilidades típicas del taller |
|---|---|---|
| Fabricante de herramientas y matrices | Construye y mantiene las herramientas de producción | Lee planos, mecaniza y monta componentes, prueba herramientas y matrices, repara desgastes y apoya la resolución de problemas |
| Mecánico | Fabrica piezas de precisión en máquinas-herramienta | Prepara y opera equipos manuales o CNC, corta piezas según especificaciones y verifica las dimensiones finales |
| Técnico en matrices | Suele ser un título más específico relacionado con el soporte de matrices | Suele centrarse en la preparación, inspección, ajuste o soporte de reparación, con funciones que varían según el empleador |
| Ingeniero de herramientas | Normalmente un puesto de ingeniería definido por la empresa | Es más probable que se incline hacia el diseño o el soporte de procesos que hacia el ajuste en banco, aunque el alcance varía según el taller |
En la práctica, la especialidad técnica importa porque los problemas de utillaje rara vez se resuelven con una sola habilidad. Un borde desgastado, un ajuste deficiente o un problema de configuración requieren a alguien capaz de interpretar las evidencias, manipular físicamente la herramienta y restablecer la repetibilidad. Esta capacidad humana es también lo que los compradores comienzan a buscar cuando evalúan un taller de utillaje interno o un proveedor externo de utillaje.

Cómo elegir un socio especializado en utillaje y matrices para la industria automotriz
Las mismas habilidades que son fundamentales en el banco de trabajo también lo son al contratar un proveedor externo. Un comprador que busca soporte preciso en utillaje y matrices no solo se pregunta si un taller de matrices puede fabricar acero. La verdadera prueba radica en saber si ese equipo es capaz de lanzar la matriz sin incidencias, documentar el proceso y brindar soporte durante la producción cuando surgen problemas.
Qué buscar en un taller de utillaje y matrices
Los talleres de herramientas y matrices varían ampliamente. Algunos son excelentes en trabajos locales de reparación. Otros están estructurados para programas integrales de herramientas y matrices automotrices. La orientación de THACO Industries y La guía de fabricación de matrices de Shaoyi señalan las mismas comprobaciones prácticas: capacidad de diseño, simulación por CAE o de conformado, metrología como inspección con máquina de medición por coordenadas (CMM), trazabilidad, control de pruebas de matriz (tryout), y sistemas de calidad como IATF 16949. Una empresa sólida de herramientas y matrices debe ser capaz de indicar quién es responsable de cada una de esas etapas, no solo afirmar que están cubiertas.
Dado que los presupuestos de herramientas dependen en gran medida del diseño de la pieza y del alcance del lanzamiento, los precios públicos verificados o las calificaciones rara vez resultan útiles. Por lo general, la evidencia de capacidad constituye una comparación más adecuada.
| Proveedor o perfil | Diseño y simulación | Controles de calidad y lanzamiento | Soporte y verificaciones por parte del comprador |
|---|---|---|---|
| Shaoyi Metal Technology | Matrices de estampación personalizadas con simulación avanzada por CAE y soporte integral desde la fase de prototipado hasta la producción en masa | Control de calidad certificado conforme a IATF 16949 y una tasa declarada de aprobación en primera inspección superior al 93 % para matrices de estampación personalizadas | Referencia útil para la adquisición automotriz; valide las salidas de CAE de la muestra, los criterios de primera evaluación, el control de cambios y el alcance del servicio mediante Shaoyi Metal Technology |
| Proveedor con capacidad automotriz preseleccionado | Debe mostrar la revisión de viabilidad, el análisis de conformado, la planificación de la tira o de las estaciones y una clara titularidad del diseño | Debe proporcionar metrología, trazabilidad, resultados documentados de pruebas y controles de calidad listos para el programa | Solicite ejemplos de piezas similares, soporte para el lanzamiento, plan de reparación, preparación para PPAP y contactos para escalación |
| Taller general de matrices | La profundidad de la simulación y el soporte de ingeniería pueden variar ampliamente | La documentación y la trazabilidad automotriz pueden ser limitadas en comparación con proveedores centrados en el lanzamiento | Puede ser adecuado para herramientas más sencillas o para reparaciones, pero confirme los requisitos automotrices antes de adjudicar |
Cómo los programas automotrices elevan los estándares para las herramientas
Un flujo de trabajo moderno y digitalizado para la fabricación de matrices y troqueles reduce los riesgos antes de cortar el acero. En el sector automotriz, los compradores suelen exigir simulaciones tempranas, ensayos rigurosos, mediciones repetibles y un seguimiento ágil de incidencias. Esto es fundamental porque un eslabón débil en la fabricación de herramientas puede retrasar las etapas posteriores de estampado, soldadura, inspección y lanzamiento del producto. Incluso cuando un proveedor parece sólido sobre el papel, los compradores deben verificar aún así la compatibilidad con las prensas, la rapidez de respuesta de ingeniería, la cobertura de mantenimiento y cómo se documentan los cambios tras el ensayo.
Preguntas que formular antes de adjudicar un proyecto de matriz
- ¿Quién asume la responsabilidad de la viabilidad técnica, el diseño del avance de la tira, la simulación y la aprobación final del diseño?
- ¿Qué sistema de calidad, proceso de metrología y registros de trazabilidad están actualmente en vigor?
- ¿Cómo se lleva el seguimiento de las incidencias detectadas durante los ensayos, de los cambios de ingeniería y del cronograma de lanzamiento?
- ¿Qué soporte está disponible tras la entrega si la herramienta requiere ajustes, reparación o acciones correctivas urgentes?
Las relaciones comerciales más saludables entre empresas de herramientas y matrices se sienten transparentes desde el principio. Respuestas claras, registros de muestras y una propiedad bien definida facilitan la evaluación de si necesitas una matriz especializada, un paquete más amplio de herramientas o un socio preparado para ofrecer soporte completo en producción.
Conclusiones clave sobre herramientas y matrices para equipos automotrices
Una decisión de aprovisionamiento puede parecer sencilla sobre el papel, pero las palabras que utilizas moldean toda la discusión. Si alguien pregunta qué es una herramienta y una matriz, o lo escribe como «qué es herramienta y matriz», la respuesta más rápida es esta: abarca el hardware, el trabajo especializado y el sistema de fabricación empleados para producir piezas repetibles. En términos prácticos, ¿qué es el trabajo de herramientas y matrices? Es la medición, mecanizado, ajuste, puesta a punto y reparación que mantienen estable la producción. Y ¿qué es la fabricación de herramientas y matrices? Es ese mismo esfuerzo escalado hasta convertirse en un programa integral de herramientas capaz de lanzarse, operar y mantenerse con el tiempo.
La forma sencilla de recordar qué son las herramientas y matrices
Si apoya el proceso, es una herramienta. Si le da a un material un corte o una forma repetible, es un troquel.
- Llámelo herramienta cuando sujeta, guía, corta, mide o sostiene la pieza.
- Llámelo troquel cuando se trata del equipo especializado que forma o corta una misma característica una y otra vez.
- Llámelo programa de fabricación de herramientas cuando la revisión de diseño, la simulación, el mecanizado, las pruebas, la validación y el mantenimiento son todos factores importantes.
- Llámelo oficio cuando el resultado depende de constructores y técnicos especializados en resolución de problemas. ¿Qué hacen los fabricantes de herramientas y troqueles? Transforman planos, tolerancias y necesidades del proceso en herramientas que funcionan en la planta.
Cuando la fabricación de herramientas de precisión se vuelve crítica para la misión
- Estampación de alto volumen, donde el tiempo de inactividad se multiplica rápidamente
- Tolerancias ajustadas o comportamiento del material que requiere un control riguroso
- Programas de lanzamiento en los que la velocidad de las pruebas afecta al cronograma general
- Trabajos en los que la reparabilidad es tan importante como la calidad en la primera fabricación
Dónde los equipos automotrices pueden obtener más información
- Shaoyi Metal Technology es un ejemplo para equipos que buscan específicamente matrices de estampación automotriz. Sus especificaciones publicadas destacan simulaciones avanzadas mediante CAE, control de calidad conforme a IATF 16949 y una tasa declarada de aprobación en primera pasada superior al 93 %. No obstante, los compradores deben seguir verificando el alcance de la herramienta, los criterios de aceptación y el soporte poslanzamiento para su propio programa.
- Si aún se pregunta qué es un fabricante de matrices o qué es un fabricante de herramientas, la respuesta breve es especialización: un fabricante de matrices se centra en matrices, mientras que un fabricante de herramientas puede construir una gama más amplia de herramientas de producción.
Ese sencillo método de clasificación ayuda a los equipos a decidir si necesitan una herramienta general, una matriz de producción o un socio integral de herramientas y matrices, antes de que comience a perderse tiempo en la planta.
Preguntas frecuentes sobre herramientas y matrices
1. ¿Cuál es la diferencia entre una herramienta y una matriz?
Una herramienta es una categoría amplia. Puede cortar, sujetar, guiar, medir o sostener un paso de fabricación. Una matriz es un tipo más específico de herramienta diseñada para realizar el mismo corte, perforación, doblado o forma conformada en ciclos repetidos. Por eso, los fabricantes suelen usar conjuntamente la expresión «herramientas y matrices»: se refieren tanto al hardware como al trabajo especializado necesario para su construcción y mantenimiento.
2. ¿Para qué se utiliza una matriz en la fabricación?
Una matriz se utiliza cuando una fábrica necesita obtener el mismo resultado una y otra vez con control. Sus usos habituales incluyen el troquelado de láminas, la perforación de agujeros, el doblado de bordes y la conformación de formas más complejas. En producción, la matriz actúa mediante fuerza, alineación y flujo del material para crear características consistentes en las piezas. Su mayor valor radica en la fabricación repetitiva, donde la precisión, la velocidad y la fiabilidad de la producción son más importantes que el trabajo artesanal unitario.
3. ¿Es lo mismo una matriz que un molde, una plantilla o un dispositivo de sujeción?
No. Estos términos están relacionados, pero no son intercambiables. Una matriz (die) normalmente corta o conforma material. Un molde (mold) da forma al material dentro de una cavidad. Una plantilla (jig) ayuda a guiar la herramienta o la trayectoria del proceso. Un dispositivo de sujeción (fixture) mantiene principalmente la pieza de trabajo en posición. Muchos principiantes agrupan todos estos elementos bajo el término genérico «herramental», lo cual es aceptable a un nivel general, pero conocer las diferencias resulta útil al tratar temas de planificación de procesos, elaboración de presupuestos, mantenimiento y resolución de problemas en producción.
4. ¿Qué hace un fabricante de herramientas y matrices?
Un fabricante de herramientas y matrices transforma planos, modelos y requisitos de proceso en equipos de producción operativos. La labor puede incluir mecanizado de componentes, rectificado y ajuste de piezas, verificación de dimensiones, montaje de conjuntos de matrices, realización de pruebas preliminares, corrección de incidencias y reparación del desgaste tras la puesta en marcha. Esta función se solapa con la del mecanizado, pero suele ir más allá, abarcando también el ajuste, la resolución de averías y el mantenimiento continuo del herramental para garantizar su disponibilidad en producción.
5. ¿Cómo elijo un taller de herramientas y matrices para trabajo automotriz?
Comience con la capacidad, no solo con el precio. Busque una clara responsabilidad en el diseño, la simulación, las pruebas, la inspección, el mantenimiento y los cambios de ingeniería. Pregunte cómo gestiona el taller la trazabilidad, los plazos de lanzamiento y el soporte posterior a la entrega. En los programas automotrices, los sistemas de calidad y la validación rigurosa son fundamentales. Algunos proveedores, como Shaoyi Metal Technology, destacan públicamente su desarrollo basado en CAE, sus controles conforme a la norma IATF 16949 y su sólido desempeño en la aprobación a primera instancia; sin embargo, los compradores deben verificar aún así los criterios de aceptación, el alcance de las herramientas y la respuesta del servicio para su propio programa.