 Pequeños lotes, altos estándares. Nuestro servicio de prototipado rápido hace que la validación sea más rápida y fácil —
Pequeños lotes, altos estándares. Nuestro servicio de prototipado rápido hace que la validación sea más rápida y fácil —
- Reduzca los costos de extrusión de aluminio con 5 consejos esenciales de DFM
- El verdadero ROI de matrices de extrusión personalizadas para producción masiva
- Prototipado de metal para automoción: una guía para una innovación más rápida
- Piezas del Aire Acondicionado Automotriz: Desde el Compresor hasta el Evaporador Explicado

Estampado en prensa en tándem vs. estampado en prensa de transferencia: Eficiencia vs. agilidad
Time : 2025-12-26
TL;DR
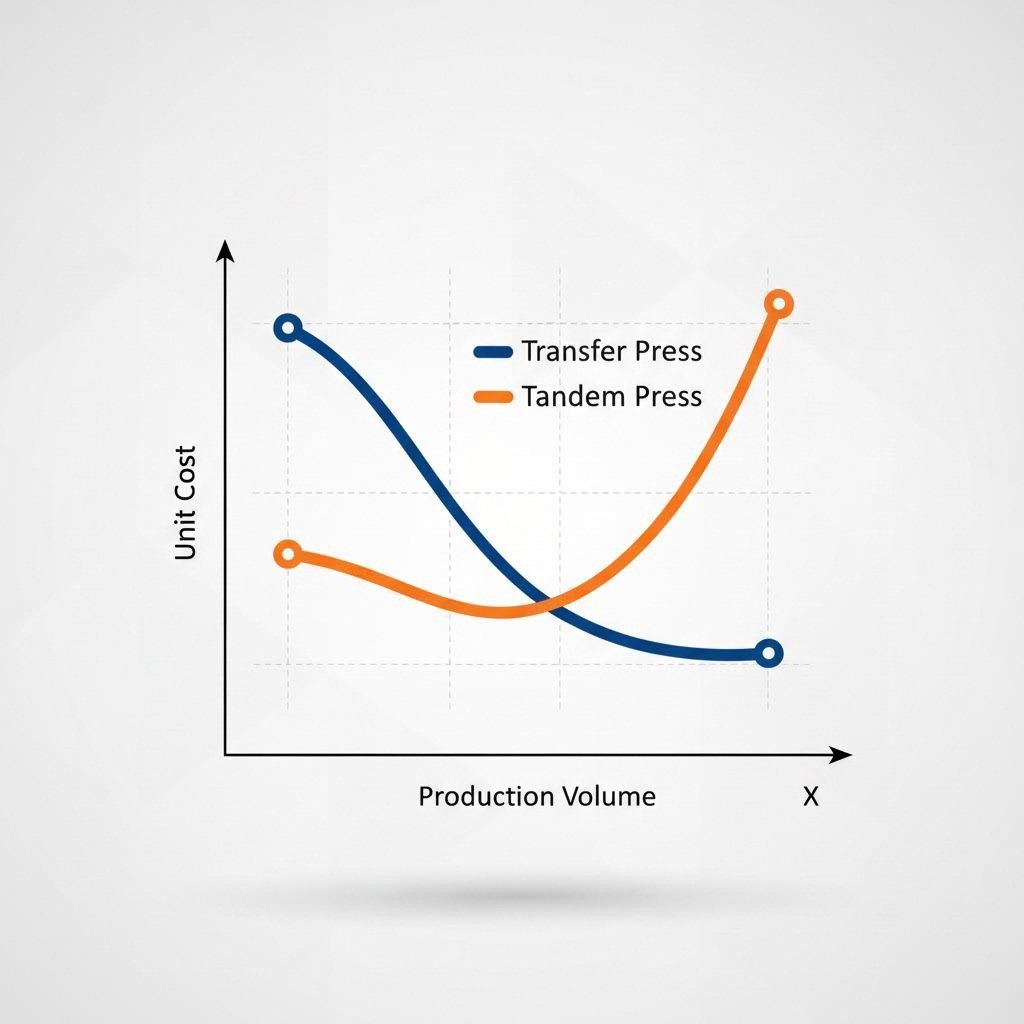
La elección entre prensa en tándem vs. estampado con prensa de transferencia representa el compromiso fundamental en la fabricación entre velocidad y flexibilidad. Prensas de transferencia son bestias monolíticas de alta velocidad, que integran múltiples estaciones en una sola bancada para ofrecer una eficiencia inigualable (15–30+ PM) para piezas de alto volumen dedicadas. En contraste, líneas de prensas en tándem constan de prensas individuales conectadas mediante automatización robótica, ofreciendo una modularidad y adaptabilidad superiores para producción de alta variedad, aunque históricamente con velocidades más bajas (8–15 PM). En última instancia, elija la prensa de transferencia para maximizar el volumen y reducir al mínimo el costo por pieza; elija la prensa en tándem para versatilidad operativa y familias diversas de piezas.
1. Definiciones básicas y mecanismos operativos
Para comprender el valor estratégico de estas tecnologías, primero debemos distinguir su arquitectura física. Una prensa de transferencia es esencialmente una única máquina masiva que contiene una cama larga donde múltiples estaciones de troqueles están montadas lado a lado. La pieza se mueve entre estas estaciones mediante un sistema de transferencia interno y mecánicamente sincronizado, típicamente rieles o pinzas que operan en perfecta armonía con el deslizamiento de la prensa. Esta integración crea un ecosistema cerrado en el que la pieza siempre está bajo control positivo, permitiendo aceleraciones y desaceleraciones agresivas.
Por el contrario, una línea de prensas en tándem es una secuencia de prensas independientes (típicamente de 4 a 6 unidades) dispuestas en línea. La primera prensa, conocida como prensa líder o principal, suele encargarse de la operación de embutición profunda, mientras que las prensas siguientes, llamadas "seguidoras", realizan recortes, perforaciones y doblados. La diferencia clave radica en la automatización: las piezas se trasladan entre prensas mediante brazos robóticos externos o sistemas de transferencia de barras transversales. Esta separación define el carácter de la línea en tándem: se trata de una cadena modular de máquinas, en lugar de una unidad monolítica única.
Visualmente, la diferencia es llamativa. Una prensa de transferencia es compacta pero requiere una base profunda y pesada para soportar su tonelaje concentrado. Una línea en tándem se extiende por toda la planta, requiriendo más metros cuadrados pero ofreciendo un acceso más fácil a las estaciones individuales para mantenimiento. Mientras que una prensa de transferencia funciona como un mecanismo de reloj sincronizado, una línea en tándem opera como una cadena humana: eficiente, pero dependiente de la entrega entre actores independientes.
2. Comparación de velocidad y eficiencia (Análisis SPM)
En el competitivo mundo del estampado automotriz, golpes por minuto (SPM) es la moneda de la rentabilidad. Históricamente, el prensa de transferencia ha sido el campeón indiscutible de la velocidad. Debido a que el mecanismo de transferencia está mecánicamente vinculado al accionamiento de la prensa, se mueve en sincronización exacta con el deslizador. Esto permite que las prensas de transferencia funcionen continuamente a 15-30 PMM, con algunos sistemas de alta velocidad para piezas más pequeñas que superan los 60 PMM. Para un fabricante que produce millones de refuerzos transversales o brazos de suspensión idénticos, esta velocidad es insuperable.
Líneas en tándem tradicionalmente han ido por detrás, operando en un rango de 8 a 15 PMM. El cuello de botella es el "apretón de manos"—el tiempo necesario para que un robot entre en la prensa, agarre la pieza, la extraiga y la coloque en la siguiente prensa. Sin embargo, la brecha se está cerrando. Las modernas líneas en tándem con servomotores utilizan un movimiento programable del deslizador para optimizar la carrera, permitiendo que la prensa se abra más rápido para los robots. Cuando se combinan con alimentadores de travesaño de fibra de carbono de alta velocidad, estas líneas en tándem avanzadas ahora pueden alcanzar entre 18 y 21 PMM, desafiando el dominio de la prensa de transferencia en el segmento de volumen medio-alto.
| Característica | Prensa de transferencia | Línea Tándem Tradicional | Línea Tándem Servo |
|---|---|---|---|
| Velocidad típica | 15–30+ PPM | 8–12 PPM | 15–21 PPM |
| Control de Pieza | Continuo / Mecánico | Intermitente / Robótico | Servo Sincronizado |
| Mejor para | Producción en Masa (Volumen) | Piezas Pesadas / Baja Velocidad | Alta Variedad / Alta Velocidad |
3. Flexibilidad y Adaptabilidad: El Cambio Estratégico
Si la velocidad es el superpoder de la prensa de transferencia, la flexibilidad es la fortaleza de la línea en tándem. Una prensa de transferencia es un "especialista dedicado". Cambiar la producción de una familia de piezas a otra requiere a menudo sustituir rieles masivos de tres ejes y recalibrar todo el paso interno de transferencia, una tarea compleja de ingeniería. Funciona mejor bajo "Economías de Escala", donde la máquina produce la misma pieza durante semanas o meses. Es rígida, potente e intolerante a interrupciones frecuentes.
La línea en tándem, sin embargo, ofrece "economías de alcance". Dado que las prensas y los robots son independientes, la línea es infinitamente reconfigurable. ¿Necesita omitir una estación para una pieza más sencilla? Simplemente vuelva a programar los robots para saltar la Prensa #3. ¿Debe manejar hoy un panel lateral grande del carrocería y mañana un guardabarros más pequeño? Los robots pueden adaptar sus trayectorias de sujeción al instante. Esta modularidad permite a los fabricantes ejecutar mezclas diversas de productos en un solo activo, lo que convierte a las líneas en tándem en la opción preferida para proveedores de nivel 1 que deben servir múltiples plataformas de OEM.
La resistencia operativa también favorece el enfoque en tándem. En una prensa de transferencia, un fallo en el accionamiento principal o en el carril de transferencia detiene toda la línea: "uno abajo, todos abajo". En una línea en tándem, si una prensa individual falla por mantenimiento, a veces es posible ejecutar un proceso parcial o sortear la unidad defectuosa (dependiendo del proceso de troquelado), ofreciendo una capa de redundancia que protege los cronogramas de entrega.
4. Análisis económico: CAPEX vs. TCO
La decisión financiera implica más que solo el precio inicial. Una prensa de transferencia de alta tonelaje exige un gasto de capital inicial (CAPEX) colosal, no solo para la máquina, sino también para el cimiento profundo masivo y las grúas especializadas de gran capacidad necesarias para su instalación. Es un activo del tipo "apostar la empresa" que debe funcionar constantemente para amortizar su costo.
Las líneas en tándem ofrecen un modelo de inversión más flexible. Un fabricante podría comenzar con una línea de tres prensas y añadir una cuarta o quinta unidad dos años después conforme crezca el negocio. Esta estrategia de "inversión escalonada" mejora el flujo de efectivo y reduce el riesgo. Sin embargo, el Costo Total de Propiedad (TCO) cuenta una historia matizada. Aunque las prensas de transferencia cuestan más inicialmente, su operación centralizada suele resultar en un menor consumo de energía por pieza y una reducción de mano de obra (un operador frente a potencialmente varios en una línea en tándem grande). Por el contrario, las líneas en tándem generan mayores "costos indirectos" por el mantenimiento de múltiples sistemas hidráulicos, controladores de robots e interbloqueos de seguridad.
Para fabricantes en los que la inversión de capital para una línea completa de transferencia o tandem es prohibitiva, o donde el volumen fluctúa de forma impredecible, asociarse con un fabricante por contrato especializado se convierte en el puente estratégico. Empresas como Shaoyi Metal Technology utilizan prensas de precisión de alta tonelaje (hasta 600 toneladas) para entregar componentes certificados según IATF 16949, ofreciendo un camino escalable desde la prototipación rápida hasta la producción masiva de alto volumen, sin el riesgo de activos fijos.
5. Matriz de Decisión: ¿Cuál es el adecuado para usted?
La selección de la tecnología adecuada requiere alinear su realidad de producción con las fortalezas de la máquina. Utilice esta matriz de decisión para guiar su estrategia de inversión:
-
Elija una Prensa de Transferencia Si:
- El Volumen es Fundamental: Requiere más de 1 millón de piezas anuales del mismo componente.
- El Espacio es Limitado: Necesita obtener el máximo rendimiento por metro cuadrado de superficie de fábrica.
- La Geometría de la Pieza es Consistente: Está produciendo una familia de piezas con tamaños y pasos de transferencia similares.
- Eficiencia del material: Necesita capacidades de embutición profunda con control preciso para minimizar los desechos.
-
Elija una Línea Tándem Si:
- La Mezcla es Alta: Produce lotes pequeños de piezas muy diversas (por ejemplo, puertas, capós y pilares en la misma línea).
- Las Piezas son Masivas: Las dimensiones del componente exceden el tamaño de la bancada de prensas transfer estándar (por ejemplo, laterales completos del cuerpo).
- El Presupuesto es por Fases: Necesita distribuir la inversión de capital a lo largo de varios años.
- La Resiliencia es Crítica: No puedes permitir detenciones totales de la línea por un fallo en un solo componente.
Conclusión
El debate entre prensa en tándem vs. estampado con prensa de transferencia no se trata de qué tecnología es superior, sino de cuál se alinea con tu modelo de negocio. La prensa de transferencia sigue siendo la reina indiscutible de la eficiencia para una producción en masa estable y de alto volumen. La línea en tándem, especialmente con la integración moderna de servomotores, es la maestra ágil de la fabricación de alta variedad, lista para adaptarse a las cambiantes demandas del mercado. Al analizar tu volumen de producción, la complejidad de las piezas y las necesidades de flexibilidad a largo plazo, puedes implementar el sistema que convierta tu taller de prensas en una ventaja competitiva.
Preguntas frecuentes
1. ¿Cuál es la diferencia principal entre las prensas en tándem y las prensas de transferencia?
La diferencia principal radica en el mecanismo de transferencia y en la estructura de la máquina. Una prensa de transferencia es una máquina única y monolítica en la que las piezas se desplazan entre estaciones mediante rieles internos. Una prensa en tándem consiste en una línea de prensas individuales y separadas, donde las piezas se trasladan entre máquinas mediante brazos robóticos o automatización con barras transversales.
2. ¿Qué tipo de prensa es más rápido?
Las prensas de transferencia son generalmente más rápidas, capaces de velocidades entre 15 y 30+ golpes por minuto (SPM) debido a su transferencia mecánica sincronizada. Las líneas tradicionales en tándem funcionan más lentamente (8–15 SPM), aunque las líneas modernas en tándem con servomotores están reduciendo esta diferencia, alcanzando velocidades de hasta 21 SPM.
3. ¿Puede una línea en tándem producir las mismas piezas que una prensa de transferencia?
Sí, ambos sistemas pueden realizar operaciones similares como embutición, recorte y perforación. Sin embargo, las prensas de transferencia están limitadas por el tamaño de su bastidor y el paso de transferencia, lo que hace que las líneas en tándem sean más adecuadas para piezas extremadamente grandes, como los laterales de carrocerías automotrices, que requieren más espacio entre estaciones.