 Pequeños lotes, altos estándares. Nuestro servicio de prototipado rápido hace que la validación sea más rápida y fácil —
Pequeños lotes, altos estándares. Nuestro servicio de prototipado rápido hace que la validación sea más rápida y fácil —
- Reduzca los costos de extrusión de aluminio con 5 consejos esenciales de DFM
- El verdadero ROI de matrices de extrusión personalizadas para producción masiva
- Prototipado de metal para automoción: una guía para una innovación más rápida
- Piezas del Aire Acondicionado Automotriz: Desde el Compresor hasta el Evaporador Explicado

Estampado de Carcasas de Convertidor Catalítico: Guía de Fabricación y Antirrobo
Time : 2025-12-22

TL;DR
El estampado de las carcasas de convertidores catalíticos hace referencia principalmente al proceso industrial de conformado de metales en el que láminas de acero inoxidable se prensan para formar las dos mitades protectoras, conocidas como "conchas", que envuelven el sustrato cerámico. Esta etapa de fabricación implica el uso de prensas hidráulicas, troqueles de corte y soldadura automática de costuras para crear un sello hermético. En segundo lugar, el término describe la práctica posterior a la producción que consiste en grabar números de identificación, como los VIN o los códigos de Orden Ejecutiva CARB, en la carcasa terminada, con fines de cumplimiento normativo y disuasión del robo.
El Proceso de Fabricación: Del Bobina a la Carcasa
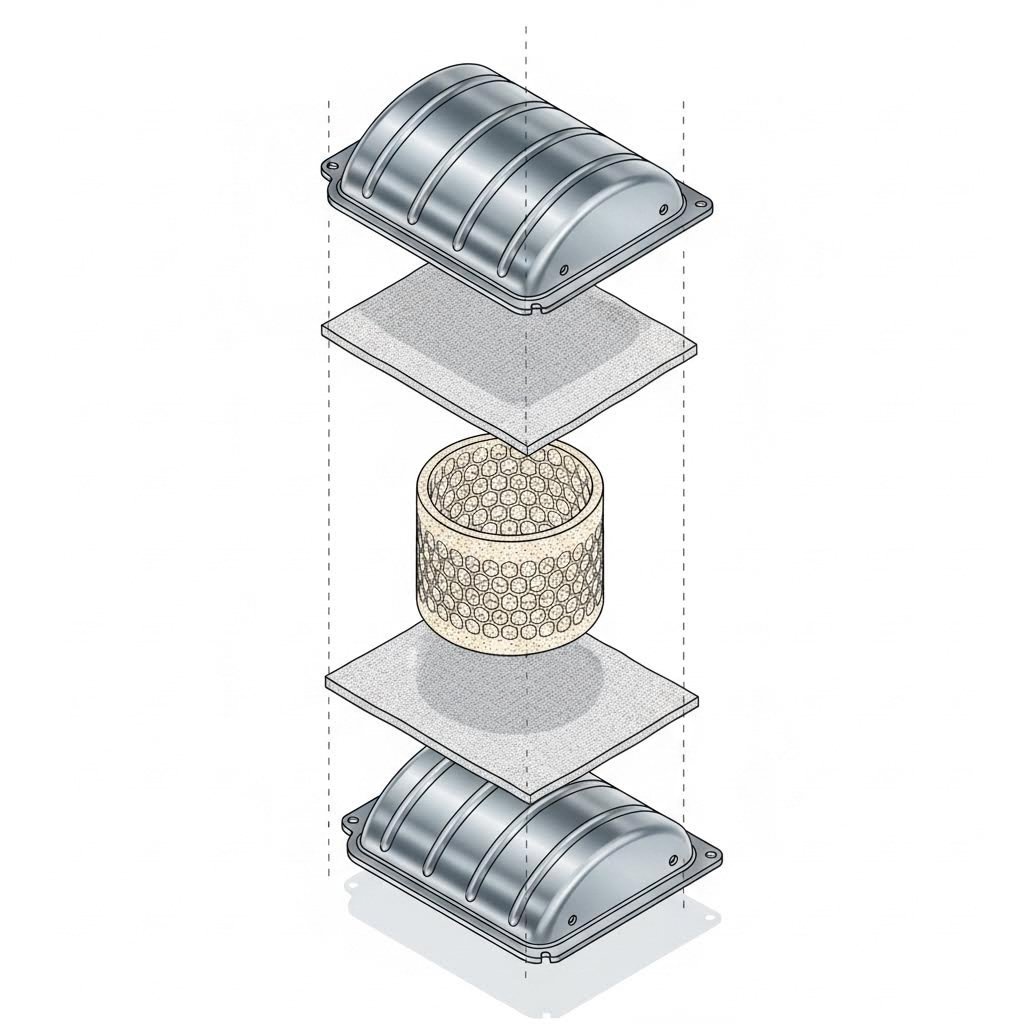
La fabricación de una carcasa de convertidor catalítico es un flujo de trabajo de ingeniería de precisión que transforma bobinas de acero inoxidable en bruto en un componente automotriz terminado, capaz de soportar ciclos térmicos extremos. El proceso comienza con procesamiento de bobinas y corte . Las bobinas de acero inoxidable se alimentan a sistemas automáticos de corte que dividen el metal en láminas planas precisas, o «blancos», optimizadas para minimizar los residuos. Estos blancos sirven como material base para las siguientes etapas de conformado.
En el estampado por embutición profunda en esta fase, los blancos metálicos se introducen en prensas hidráulicas o mecánicas de alta tonelaje. Mediante juegos personalizados de troqueles y matrices, la prensa fuerza la lámina plana hacia una cavidad para formar la forma de «concha bivalva» —típicamente una mitad del cuerpo completo del convertidor. Este método permite geometrías complejas que pueden adaptarse a espacios reducidos bajo el chasis del vehículo, una ventaja significativa frente a los diseños cilíndricos de convertidores «torneados». El proceso de estampado debe mantener tolerancias estrictas en el espesor de la pared para garantizar que la carcasa pueda proteger el sustrato cerámico frágil en su interior sin añadir peso innecesario.
Para los fabricantes de equipos originales (OEM) y proveedores Tier 1, la escalabilidad y la precisión son imprescindibles. Los fabricantes a menudo requieren socios que puedan gestionar todo el ciclo de vida, desde la prototipificación rápida hasta la producción en masa. Empresas como Shaoyi Metal Technology se especializan en estas soluciones integrales de estampado, utilizando prensas de hasta 600 toneladas y sistemas de calidad certificados según IATF 16949 para entregar componentes críticos como carcasas de convertidores con precisión al nivel de micrones.
La etapa final es soldadura de costura . Una vez que se insertan el sustrato y las mantas aislantes entre dos mitades estampadas de la carcasa, celdas robóticas de soldadura sellan los bordes. Racing Industries señala que la soldadura de costura (unir las carcasas superior e inferior) crea una unión hermética y rentable que es superior a los métodos manuales anteriores. Este sello hermético es fundamental para evitar fugas de escape y garantizar que el convertidor funcione a la presión interna correcta.
Materiales y Especificaciones de Ingeniería
Seleccionar el grado adecuado de acero inoxidable para carcasas estampadas es un equilibrio entre costo, durabilidad y gestión térmica. El estándar de la industria es 409 Stainless Steel (SS409) . Este grado ferrítico ofrece una resistencia suficiente a la corrosión por sales viales y humedad, al tiempo que mantiene una buena soldabilidad y resistencia a la fatiga térmica. Es el material preferido para la mayoría de los cuerpos de convertidor del mercado secundario y originales porque se expande y contrae a tasas compatibles con los sustratos cerámicos internos, reduciendo el riesgo de aplastar el núcleo durante los ciclos térmicos.
Para aplicaciones de alto rendimiento o uso intensivo, los fabricantes pueden optar por 304 Stainless Steel (SS304) . Este grado austenítico contiene mayor contenido de níquel, lo que proporciona una resistencia superior a la oxidación por calor y a la formación de óxido. E&E Manufacturing destaca la importancia de utilizar estos materiales especializados para troquelar componentes que puedan resistir el entorno agresivo de un sistema de escape, donde las temperaturas frecuentemente superan los 800°C (1472°F).
Los ingenieros también deben tener en cuenta las interacciones del "recubrimiento catalítico" y la disipación del calor. La carcasa troquelada actúa como un escudo térmico; si el material es demasiado delgado, podría deformarse o quemarse. Si es demasiado grueso, añade peso parásito al vehículo. La carcasa troquelada ideal equilibra estos factores, proporcionando un exoesqueleto rígido y duradero para el catalizador.
Cumplimiento y marcado antirrobo
Más allá del proceso de conformado, el "troquelado" es el método estándar para aplicar identificación permanente a la carcasa del convertidor. Esto cumple dos propósitos distintos: cumplimiento regulatorio y prevención de robos. En mercados regulados como California, el California Air Resources Board (CARB) exige que todos los convertidores posteriores al mercado tengan datos específicos grabados o estampados en la carcasa. Esto incluye el "número de orden ejecutiva" (EO Number), el número de pieza y la fecha de fabricación. Estas marcas verifican que la pieza cumple con las normas de emisiones y permite a los inspectores distinguir piezas legales de alternativas no conformes.
Con fines antirrobo, Marcado por puntos (Dot Peen) ha surgido como la tecnología superior. A diferencia del grabado ácido superficial o las pegatinas, las máquinas Dot Peen utilizan un estilete de carburo para indentar físicamente el metal con una serie de puntos profundos. Rocklin Manufacturing explica que este método crea una marca permanente y resistente a la manipulación—a menudo el Número de Identificación del Vehículo (VIN)—que permanece legible incluso después de años expuesta a escombros viales y óxido. Esta trazabilidad hace más difícil vender convertidores robados a chatarrerías, que cada vez están más obligadas a registrar los números de identificación de las unidades adquiridas.
Control de Calidad e Identificación
Validar la calidad de una carcasa estampada implica pruebas rigurosas antes de que llegue a un vehículo. Pruebas de Fugas la prueba de hermeticidad es la medida principal de control de calidad, en la que se presuriza la carcasa soldada para garantizar que las soldaduras de costura estén libres de poros. Cualquier fisura en la carcasa permitiría que gases de escape no tratados escaparan, haciendo que no se cumplan las pruebas de emisiones. La precisión dimensional también se verifica mediante máquinas de medición por coordenadas (CMM) para asegurar que los puntos de montaje estampados coincidan perfectamente con el múltiple de escape del vehículo.
Para los recicladores y compradores, leer los números estampados es clave para la valoración. BR Metals recomienda que los números de serie estampados en la carcasa sean la forma más confiable de identificar el contenido de metales preciosos en su interior. Los convertidores OEM suelen presentar el logotipo del fabricante del automóvil (por ejemplo, Ford, Toyota) y un código alfanumérico específico, mientras que los dispositivos de posventa suelen comenzar con un número de serie "N". Reconocer estos códigos estampados permite distinguir la chatarra OEM de alto valor de los reemplazos posteriores de menor valor.

Asegurar e identificar su convertidor
Ya sea que sea un ingeniero que adquiere carcasas estampadas para producción o un propietario de vehículo preocupado por el robo, comprender la doble naturaleza del "estampado" es esencial. Para los fabricantes, el enfoque sigue siendo el conformado preciso y la selección de materiales para garantizar durabilidad. Para los usuarios finales, la prioridad es verificar que la carcasa lleve los sellos de cumplimiento necesarios y agregar marcas antirrobo para proteger la inversión. A medida que las regulaciones se vuelven más estrictas y el robo sigue siendo un riesgo, las marcas en la carcasa se han vuelto tan valiosas como el propio metal.
Preguntas frecuentes
1. ¿Puedo colocar mi propio sello en el convertidor catalítico para prevenir robos?
Sí, los propietarios de vehículos pueden marcar sus propios convertidores, pero es fundamental utilizar la herramienta adecuada. Existen grabadoras manuales o kits de grabado químico, pero pueden no ser lo suficientemente profundas para durar. Se recomienda el marcado profesional por puntos (Dot Peen), ya que imprime un indentado profundo en el metal, dificultando que los ladrones lo eliminen mediante lijado sin dañar la carcasa del convertidor.
2. ¿Qué información se debe grabar en un convertidor de reemplazo?
Un convertidor catalítico legal de posventa debe llevar grabado el código del fabricante, el número de pieza y la fecha de fabricación. En California, también debe mostrar el número de Orden Ejecutiva de CARB (EO) (por ejemplo, D-123-45) para aprobar la revisión de emisiones. Si estas marcas están ausentes o son ilegibles, el vehículo podría no pasar la inspección.
3. ¿El grabado del número de VIN realmente evita el robo?
Grabar un VIN no impide físicamente su eliminación, pero actúa como un fuerte disuasivo. Los desguaces reputados están entrenados para rechazar convertidores con marcas de VIN visibles que no coincidan con la identificación del vendedor. Además, crea una cadena de evidencia que ayuda a las fuerzas del orden a rastrear piezas robadas hasta las operaciones criminales.