 Pequeños lotes, altos estándares. Nuestro servicio de prototipado rápido hace que la validación sea más rápida y fácil —
Pequeños lotes, altos estándares. Nuestro servicio de prototipado rápido hace que la validación sea más rápida y fácil —
- Reduzca los costos de extrusión de aluminio con 5 consejos esenciales de DFM
- El verdadero ROI de matrices de extrusión personalizadas para producción masiva
- Prototipado de metal para automoción: una guía para una innovación más rápida
- Piezas del Aire Acondicionado Automotriz: Desde el Compresor hasta el Evaporador Explicado

Lo que nadie le dice sobre los costos y plazos de los servicios de mecanizado
Time : 2026-03-27
Comprensión del mecanizado por encargo y su importancia
¿Alguna vez se ha preguntado por qué algunos fabricantes invierten millones en equipos mientras que otros producen piezas idénticas sin poseer ni siquiera una máquina? La respuesta radica en el mecanizado por encargo: un enfoque estratégico que está transformando la forma en que las empresas conciben la producción.
Qué significa realmente el mecanizado por encargo para los fabricantes
El mecanizado por encargo se refiere a subcontratar trabajos de fabricación de precisión a instalaciones externas especializadas equipadas con tecnología avanzada de CNC. En lugar de adquirir equipos costosos y contratar operarios cualificados, las empresas colaboran con proveedores especializados en mecanizado que gestionan todo el proceso productivo, desde el inicio hasta la finalización.
Piénselo de esta manera: necesita componentes de precisión, pero no necesariamente tiene que ser propietario de la fábrica. Según una investigación del sector realizada por Technavio, se prevé que el mercado de servicios de mecanizado crezca en 17 400 millones de dólares entre 2023 y 2028, con una tasa anual compuesta de crecimiento del 4,5 %. Este crecimiento refleja un cambio fundamental en la estrategia de fabricación: las empresas reconocen cada vez más que los socios externos pueden ofrecer resultados superiores sin la carga de una inversión de capital.
Cuando busca una «taller de máquinas CNC cerca de mí» o explora servicios de mecanizado CNC de precisión, básicamente está buscando a estos socios especializados. Ya sea que sea una startup desarrollando el prototipo de su primer producto o un fabricante consolidado que amplía su producción, los proveedores de servicios ofrecen el mismo nivel de calidad que esperaría de operaciones internas.
La diferencia fundamental entre el mecanizado subcontratado y el mecanizado interno
La distinción entre estos enfoques radica en la propiedad y la responsabilidad. Con la mecanización interna, usted asume la totalidad de los costos de adquisición de equipos, los programas de mantenimiento, la formación de operadores y las certificaciones de calidad.
Considere qué requieren realmente las operaciones internas:
- Un capital inicial significativo para máquinas CNC cuyo precio puede oscilar entre decenas de miles y varios millones de dólares
- Costos continuos de mantenimiento que se acumulan con el tiempo y requieren técnicos especializados
- Operadores cualificados que perciben salarios superiores y necesitan formación continua
- Certificaciones de calidad como la norma ISO 9001, que exige una documentación rigurosa y auditorías periódicas
El mecanizado por servicio elimina estos requisitos. Un taller de mecanizado como Jose Machine Shop o cualquier proveedor calificado ya ha realizado estas inversiones. Mantienen los equipos más modernos, emplean torneros y fresadores experimentados y poseen las certificaciones exigidas por su sector industrial. Usted simplemente aprovecha sus capacidades cuando las necesita.
¿Por qué las empresas de diversos sectores —desde la industria aeroespacial hasta la de dispositivos médicos— confían en socios externos de mecanizado? La propuesta de valor es convincente. Los servicios de mecanizado de alta precisión le brindan acceso a equipos CNC multieje, operadores experimentados y sistemas de calidad consolidados, sin requerir una inversión de capital significativa. Muchos talleres mecánicos en California y otras zonas industriales especializadas se centran en sectores específicos, ofreciendo experiencia que llevaría años desarrollar internamente.
Esta flexibilidad resulta especialmente valiosa cuando los requisitos del proyecto varían. En lugar de mantener equipos inactivos durante periodos de baja demanda o intentar ampliar rápidamente la capacidad ante picos de demanda, la subcontratación le permite escalar la producción de forma fluida. Se trata de una ventaja estratégica que le permite concentrarse en lo que mejor hace: diseñar productos, atender a sus clientes y hacer crecer su negocio.
Tipos de procesos de mecanizado CNC y sus aplicaciones
Cuando colabora con un proveedor de servicios de mecanizado, no solo obtiene acceso a equipos, sino que también aprovecha una amplia gama de procesos de fabricación. Pero aquí surge el desafío: ¿cómo saber qué proceso se adapta mejor a su proyecto? Comprender las diferencias entre fresado, torneado y técnicas especializadas le permite comunicarse eficazmente con su socio de mecanizado y tomar decisiones informadas sobre sus piezas.
Explicación del fresado CNC
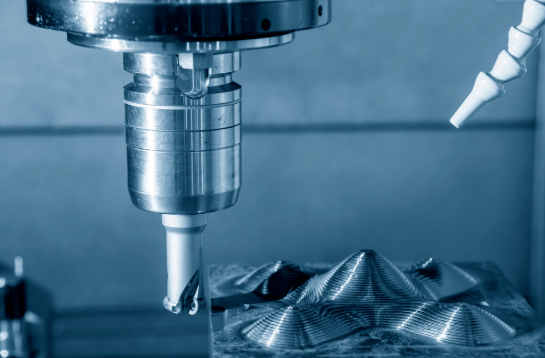
Imagine una herramienta de corte giratoria que se desplaza sobre una pieza de trabajo estacionaria, eliminando material capa por capa . Así es como funciona el fresado CNC. A diferencia de otros procesos en los que la pieza gira, en el fresado la pieza de trabajo permanece fija mientras herramientas de corte multipunto realizan el trabajo a lo largo de varios ejes.
Este enfoque destaca al crear formas tridimensionales complejas que serían imposibles de lograr con métodos más sencillos. Según la investigación manufacturera de 3ERP, las fresadoras pueden operar con capacidad de 3, 4 o 5 ejes, y cada eje adicional desbloquea nuevas posibilidades geométricas.
¿Qué hace que el fresado sea particularmente versátil? Considere estas aplicaciones comunes:
- Superficies y caras planas —El fresado frontal crea planos horizontales precisos en la parte superior de las piezas de trabajo
- Ranuras y cavidades —El fresado de cavidades elimina material de secciones interiores, creando características rebajadas
- Ranuras y acanaladuras —El fresado periférico corta canales a lo largo de los bordes de las piezas con profundidades controladas
- Contornos 3D complejos —Las fresas de punta esférica siguen curvas orgánicas para moldes y prototipos
- Características angulares —Las fresas de chaflán y las operaciones angulares crean bordes biselados
Cuando explora servicios de mecanizado CNC de 5 ejes, está considerando la capacidad de fresado más avanzada disponible. Estas máquinas pueden inclinar la herramienta o la mesa, accediendo a salientes y superficies complejas en una sola configuración. Para mecanizado CNC de piezas grandes o componentes aeroespaciales intrincados, los proveedores de servicios CNC de 5 ejes ofrecen una precisión que configuraciones más sencillas no pueden igualar.
Cuando el torneado supera al fresado
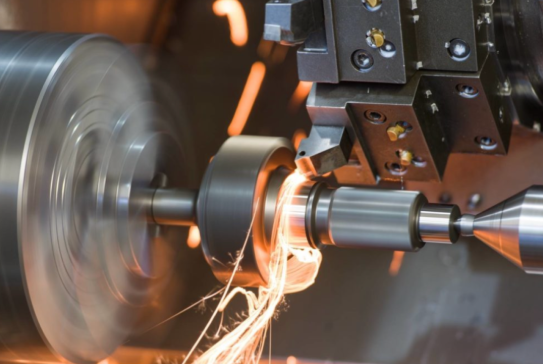
Ahora invierta el guion. En el torneado CNC, la pieza de trabajo gira rápidamente mientras una herramienta de corte de un solo punto, fija, moldea su superficie. Esta inversión del movimiento crea una diferencia fundamental en lo que cada proceso hace mejor.
¿Parece sencillo? Lo es —y esa simplicidad se traduce directamente en eficiencia. Las operaciones de torneado son intrínsecamente más rápidas para componentes cilíndricos, porque el movimiento giratorio produce naturalmente perfiles redondos. Si su pieza tiene forma de eje, pasador, casquillo o varilla roscada, el torneado es casi con toda seguridad su mejor opción.
Esto es cuando el torneado supera al fresado:
- Formas cilíndricas y cónicas —la pieza de trabajo giratoria produce naturalmente perfiles redondos con excelente concentricidad
- Producción en Lotes de Alto Volumen —los alimentadores de barra permiten el mecanizado continuo con mínima intervención del operario
- Roscas externas e internas —las operaciones de roscado se integran sin problemas en los ciclos de torneado
- Tolerancias ajustadas de redondez —el proceso mantiene diámetros constantes a lo largo de piezas largas
- Proyectos sensibles al costo —la herramienta es más sencilla y los tiempos de ciclo más cortos reducen el costo por pieza
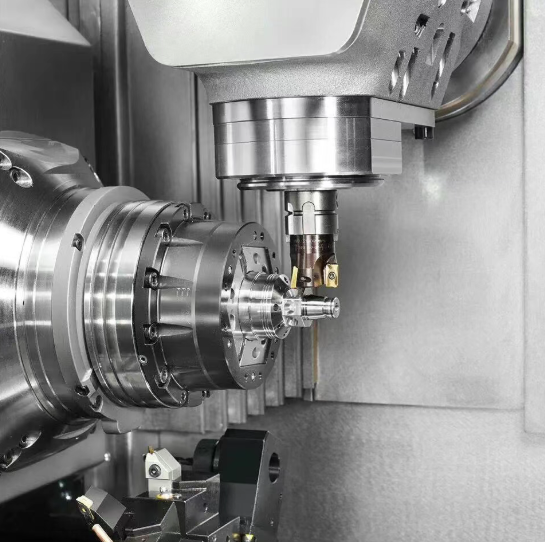
Los centros modernos de torneado CNC difuminan la línea entre procesos. Muchos incluyen ahora herramientas activas: herramientas rotativas que pueden realizar operaciones de fresado mientras la pieza sigue sujeta en el torno. Esta capacidad híbrida significa que una sola máquina puede taladrar agujeros transversales, fresar superficies planas o ranurar chaveteros sin necesidad de trasladar la pieza a un montaje separado.
Para proyectos de mecanizado CNC de piezas que combinen características redondas y prismáticas, consulte con su proveedor de servicios sobre las capacidades de torneado-fresado. Estas máquinas híbridas pueden reducir drásticamente los plazos de entrega y mejorar la precisión dimensional al eliminar múltiples montajes.
Procesos especializados para geometrías complejas
¿Qué ocurre cuando las herramientas de corte convencionales no pueden acceder a la geometría requerida? En ese momento entran en juego procesos especializados como el mecanizado por descarga eléctrica y el rectificado de precisión.
Mecanizado por Descarga Eléctrica (EDM) elimina material mediante chispas eléctricas controladas, en lugar de mediante corte físico. Según La documentación técnica de OpenLearn , El EDM funciona con cualquier material eléctricamente conductor, independientemente de su dureza, lo que lo hace ideal para aceros para herramientas endurecidos y aleaciones exóticas que destruirían herramientas de corte convencionales.
El EDM destaca en aplicaciones específicas:
- Orificios pequeños con altas relaciones de aspecto —el EDM por hilo puede crear aberturas tan pequeñas como 0,05 mm
- Cavidades complejas para matrices —el EDM por inmersión moldea características intrincadas de moldes sin rebabas
- Materiales endurecidos —la erosión por chispa ignora por completo la dureza del material
- Esquinas internas agudas —logra radios tan ajustados como 0,4 mm, donde las fresas no pueden llegar
¿Cuál es el compromiso? El EDM opera más lentamente que la mecanización convencional, con tasas de remoción de metal normalmente medidas en centímetros cúbicos por hora. Asimismo, deja una capa recristalizada de 0,0025 a 0,15 mm de profundidad, que puede requerir eliminación en aplicaciones críticas desde el punto de vista de la fatiga.
Mejora de la precisión utiliza ruedas abrasivas para lograr acabados superficiales y tolerancias que superan lo que pueden ofrecer las herramientas de corte. Cuando su proyecto exige superficies con acabado tipo espejo o una precisión a nivel de micrómetros, el rectificado se vuelve esencial.
Empresas como Odyssey Machining y otros proveedores especializados suelen combinar varios procesos en secuencia: desbaste mediante fresado, acabado mediante rectificado y trabajos de detalle mediante electroerosión (EDM). Este enfoque integrado aprovecha las mejores características de cada método, al tiempo que minimiza el tiempo total de producción.
Comprender estas diferencias entre procesos le ayuda a colaborar de forma más eficaz con su socio en mecanizado. Cuando puede especificar con claridad si su pieza requiere la flexibilidad del fresado, la eficiencia del torneado o una precisión especializada, recibirá cotizaciones más exactas y tiempos de entrega más rápidos.
Guía de selección de materiales para componentes mecanizados
Ha elegido su proceso de mecanizado. Ahora llega una decisión igualmente crítica: ¿de qué material debe fabricarse su pieza? Esta elección afecta a todos los aspectos de su proyecto: desde el tiempo de mecanizado y el desgaste de las herramientas hasta el rendimiento final de la pieza y el costo total. Si toma la decisión correcta, obtendrá componentes que superen las expectativas. Si se equivoca, enfrentará retrasos, sobrecostos o piezas que fallen en servicio.
Esto es lo que hace difícil la selección del material: siempre implica un compromiso. Según la investigación manufacturera de Tops Best Precision, aunque los metales blandos como el aluminio y el latón presentan una excelente maquinabilidad, pueden carecer de resistencia y durabilidad. Por el contrario, materiales más resistentes como el titanio y el acero inoxidable son más difíciles de mecanizar, pero ofrecen mayor resistencia, resistencia a la corrosión y durabilidad.
Analizaremos sus opciones para que pueda tomar decisiones informadas sobre su servicios de mecanizado CNC de aluminio o cualquier otro requisito de material.
Aleaciones de aluminio para un rendimiento ligero
Cuando los fabricantes necesitan piezas rápidamente sin sacrificar la calidad, el aluminio suele encabezar la lista. Con una calificación de maquinabilidad del 90-95 % en comparación con el estándar del latón, los servicios de mecanizado de aluminio ofrecen tiempos de entrega rápidos y excelentes acabados superficiales.
¿Por qué se mecaniza tan bien el aluminio? Su alta conductividad térmica permite que el calor se disipe rápidamente desde la zona de corte, lo que posibilita velocidades de mecanizado más elevadas sin comprometer la vida útil de la herramienta. Según la guía de selección de materiales de Ethereal Machines, el aluminio 6061 equilibra resistencia y maquinabilidad, ofreciendo versatilidad en aplicaciones que van desde el sector automotriz hasta los bienes de consumo.
Las aleaciones de aluminio más comunes que encontrará en los presupuestos de servicios de fresado CNC de aluminio incluyen:
- 6061-T6 —la aleación de uso general, que ofrece buena resistencia, soldabilidad y resistencia a la corrosión para aplicaciones de propósito general
- 7075-T6 —mayor resistencia, cercana a la de algunos aceros, ideal para componentes estructurales aeroespaciales y aplicaciones sometidas a altas tensiones
- 2024-T3 —excelente resistencia a la fatiga para la piel de aeronaves y piezas estructurales
- 5052—resistencia superior a la corrosión en entornos marinos y de procesamiento químico
¿El compromiso? La menor dureza del aluminio significa que no puede soportar desgaste extremo ni aplicaciones a altas temperaturas. Para esos casos, deberá considerar el acero u otras aleaciones especiales.
Opciones de acero y acero inoxidable para durabilidad
Cuando la resistencia y la durabilidad importan más que el peso, las variantes de acero se convierten en sus materiales preferidos. Sin embargo, la familia del acero abarca un amplio rango de rendimiento —y también lo hace su maquinabilidad.
Acero al Carbono y Aceros Aleados (como los aceros 1018, 4140 y 4340) ofrecen un equilibrio razonable entre resistencia y maquinabilidad. Con índices de aproximadamente un 70 %, son significativamente más difíciles de cortar que el aluminio, pero aún manejables con herramientas estándar. Estos materiales destacan en componentes estructurales, piezas de maquinaria y engranajes, donde la resistencia justifica el tiempo adicional de mecanizado.
Aceros inoxidables plantean un desafío diferente. Según la investigación de materiales, grados como el 304 y el 316 tienen índices de maquinabilidad de tan solo el 30-40 %. ¿Por qué son tan difíciles de mecanizar? El acero inoxidable se endurece por deformación —es decir, se vuelve más resistente a medida que se corta—. Esto exige velocidades de corte más bajas, configuraciones más rígidas y cambios de herramienta más frecuentes.
A pesar de los desafíos en el mecanizado, las propiedades del acero inoxidable justifican el esfuerzo en aplicaciones específicas:
- de acero inoxidable 304 —resistencia general a la corrosión para aplicaciones en procesamiento de alimentos, arquitectura y química
- acero inoxidable 316 —resistencia superior a la corrosión para entornos marinos, médicos y farmacéuticos
- 17-4 PH —grado de endurecimiento por precipitación que ofrece alta resistencia para componentes aeroespaciales y de defensa
- acero inoxidable 303 —grado de fácil mecanizado con azufre añadido para mejorar la rotura de virutas y la vida útil de la herramienta
Si su proyecto requiere acero inoxidable, espere plazos de entrega más largos y costos unitarios más altos en comparación con las cotizaciones para servicios de fresado de aluminio. El material en sí es más costoso, se mecaniza más lentamente y desgasta las herramientas con mayor rapidez: todos estos factores los incorporará su proveedor de servicios en su precio.
Plásticos de ingeniería y materiales exóticos
No todos los componentes deben ser metálicos. Los plásticos de ingeniería ofrecen ventajas únicas, como menor peso, resistencia química y aislamiento eléctrico. Por su parte, las aleaciones exóticas soportan condiciones extremas en las que los materiales convencionales fallan.
Plásticos de ingeniería comunes para componentes mecanizados incluyen:
- Delrin (acetal) —muy fácil de mecanizar, con excelente estabilidad dimensional; ideal para engranajes, rodamientos y componentes mecánicos
- El PEEK —termoplástico de alto rendimiento que soporta temperaturas de hasta 250 °C, común en aplicaciones aeroespaciales e implantes médicos
- UHMW —excelente resistencia al desgaste y bajo coeficiente de fricción, adecuado para componentes de transportadores y bandas antidesgaste
- Policarbonato —alta resistencia al impacto y claridad óptica, ideal para ventanas de seguridad y cubiertas protectoras
Las máquinas para plásticos actúan rápidamente, pero requieren consideraciones distintas. Algunos pueden fundirse o deformarse por el calor generado durante el corte, mientras que otros se astillan si se cortan de forma demasiado agresiva. Su socio en mecanizado debe ajustar adecuadamente las velocidades, avances y estrategias de refrigeración.
Aleaciones exóticas ocupan el extremo opuesto del espectro: difíciles de mecanizar, pero esenciales para entornos extremos. Primo Medical Group señala que materiales como el titanio y otras aleaciones exóticas requieren técnicas especializadas de mecanizado debido a sus propiedades únicas, tales como dureza, resistencia a la corrosión y biocompatibilidad.
El titanio tiene un índice de maquinabilidad de solo el 20-25 %. Su baja conductividad térmica retiene el calor en la zona de corte, lo que exige velocidades bajas y herramientas recubiertas especializadas. El Inconel y otras superaleaciones de níquel tienen índices aún más bajos, del 10-15 %, lo que requiere una atención extrema para evitar la rotura de las herramientas.
¿Cuándo justifican estos materiales su dificultad de mecanizado? El titanio aparece en estructuras aeroespaciales, implantes médicos y artículos deportivos de alto rendimiento, donde su relación resistencia-peso no tiene parangón. El Inconel se utiliza en componentes de motores de reacción y aplicaciones nucleares, donde el calor extremo y la corrosión destruirían otros materiales.
Comparación de materiales de un vistazo
Utilice esta tabla de referencia al discutir opciones de materiales con su proveedor de servicios de mecanizado:
| Material | Clasificación de maquinabilidad | Aplicaciones típicas | Consideración de Costos |
|---|---|---|---|
| Brass c36000 | 100 % (estándar) | Conexiones, componentes eléctricos, herrajes decorativos | Coste moderado del material, coste de mecanizado más bajo |
| Aluminio 6061 | 90-95% | Aeroespacial, automoción, carcasas electrónicas | Bajo costo del material, mecanizado rápido |
| Acero al carbono 1018 | 70% | Piezas estructurales, ejes, componentes de maquinaria | Coste bajo del material, tiempo de mecanizado moderado |
| Acero inoxidable 304 | 30-40% | Procesamiento de alimentos, sector médico, entornos marinos | Coste más elevado del material, mecanizado más lento |
| Titanio 6Al-4V | 20-25% | Estructuras aeroespaciales, implantes médicos, defensa | Coste elevado del material, requiere herramientas especializadas |
| Inconel 718 | 10-15% | Motores de reacción, reactores nucleares, entornos extremos | Coste muy elevado del material, mecanizado más lento |
| Delrin (acetal) | Alto | Engranajes, rodamientos, piezas mecánicas de precisión | Coste moderado del material, mecanizado rápido |
| El PEEK | Moderado | Implantes médicos, aeroespacial, procesamiento químico | Coste elevado del material, requiere control de temperatura |
Requisitos Específicos de Materiales por Industria
Su sector probablemente determine las opciones de material más allá de consideraciones puramente relacionadas con el rendimiento. Los requisitos reglamentarios y las normas de certificación reducen significativamente sus opciones.
Fabricación de Dispositivos Médicos exige materiales con biocompatibilidad y trazabilidad demostradas. El titanio, el acero inoxidable 316L y polímeros especializados como el PEEK cumplen los requisitos de la FDA para dispositivos implantables. Su socio en mecanizado debe mantener documentación que pruebe el origen del material y su conformidad con normas como la ISO 13485.
Aplicaciones Aeroespaciales requieren aleaciones certificadas con trazabilidad completa del material. No puede utilizar simplemente cualquier aluminio: debe ser de grado aeroespacial, con certificaciones de laminación que documenten su composición química y sus propiedades mecánicas. Las especificaciones comunes incluyen las AMS (Especificaciones de Materiales Aeroespaciales) y las normas ASTM.
Componentes automotrices suelen equilibrar la eficiencia de costes con los requisitos de rendimiento. La producción en gran volumen suele favorecer materiales fáciles de mecanizar, como el aluminio y los aceros de fácil mecanizado, para minimizar el coste por pieza sin dejar de cumplir las especificaciones de durabilidad.
Comprender estas dinámicas de materiales le ayuda a colaborar de forma más eficaz con su socio de mecanizado. Cuando pueda analizar los compromisos entre la facilidad de mecanizado y el rendimiento, tomará mejores decisiones sobre dónde invertir su presupuesto y dónde ahorrar.

Explicación del flujo de trabajo integral de mecanizado
Ha seleccionado su proceso y elegido su material. ¿Y ahora qué? Para muchos compradores primerizos, el recorrido desde la consulta inicial hasta la recepción de las piezas terminadas parece una «caja negra». ¿Qué ocurre tras enviar sus archivos? ¿Cuánto tiempo lleva cada etapa? Comprender el flujo de trabajo completo le permite establecer expectativas realistas y evitar malentendidos costosos.
Ya sea que trabaje con un taller mecánico de San José o con un proveedor de todo el país, la mayoría de las instalaciones reputadas de mecanizado CNC en California siguen un proceso estructurado similar. Repasemos cada paso para que sepa exactamente qué esperar.
Preparación de sus archivos de diseño para su envío
Su proyecto comienza en el momento en que envía los archivos de diseño; y la forma en que prepare dichos archivos afecta directamente la precisión de la cotización y los plazos de entrega. Según la documentación del flujo de trabajo industrial, un paquete típico de consulta debe incluir modelos CAD, planos técnicos, especificaciones de material, requisitos de cantidad y cronogramas de entrega.
¿Qué formatos de archivo prefieren los talleres mecánicos de San José, CA, y otras instalaciones profesionales?
- STEP (.stp, .step) —el estándar universal para el intercambio de modelos 3D, legible prácticamente por cualquier software CAM
- IGES (.igs, .iges) —un formato más antiguo, pero ampliamente compatible, para geometría de superficies y sólidos
- DXF/DWG —archivos de dibujo 2D esenciales para piezas planas y cotas complementarias
- Archivos CAD nativos —Los archivos de SolidWorks, Inventor o Fusion 360 conservan íntegramente la intención de diseño cuando su taller utiliza software compatible
- Planos en PDF —Dibujos 2D anotados que indican tolerancias, acabados superficiales y requisitos especiales
He aquí algo que muchos compradores pasan por alto: los modelos 3D por sí solos no son suficientes. Su taller mecánico de California necesita dibujos 2D acotados que especifiquen tolerancias, requisitos de acabado superficial y características críticas. El modelo 3D les indica qué forma deben fabricar; el dibujo les indica con qué precisión deben fabricarla.
Antes de enviar, verifique detenidamente estos problemas comunes:
- ¿Están todas las cotas claramente especificadas con las tolerancias adecuadas?
- ¿Ha indicado qué características son críticas y cuáles están sujetas a tolerancia general?
- ¿Se ha especificado explícitamente la calidad del material (no solo «aluminio», sino «6061-T6»)?
- ¿Se han indicado los requisitos de acabado superficial utilizando valores Ra normalizados?
- ¿Ha incluido la cantidad requerida y la fecha prevista de entrega?
Proceso de cotización y revisión
Una vez que sus archivos llegan, comienza el proceso de cotización, un proceso más complejo de lo que muchos clientes imaginan. Según la guía de RFQ de Stecker Machine, miembros experimentados del equipo de la taller revisan el paquete comenzando con una evaluación de viabilidad basada en las capacidades y la experiencia.
¿Qué ocurre durante esta revisión? Los ingenieros examinan sus planos en busca de inconsistencias, tolerancias ajustadas, preocupaciones y desafíos de proceso. Están identificando posibles problemas antes de que se conviertan en errores costosos.
Los proveedores de mecanizado con mejor servicio no solo cotizan lo que usted solicita: también proponen mejoras. El análisis de Diseño para la Fabricabilidad (DFM) identifica oportunidades para:
- Reducir Costos mediante sustituciones de material o geometrías simplificadas
- Mejorar la calidad ajustando las tolerancias en características no críticas
- Acorte los tiempos de entrega seleccionando procesos más adecuados a su geometría
- Eliminar posibles fallos identificando paredes delgadas, esquinas internas agudas u otras características problemáticas
La complejidad y el volumen determinan cómo deben procesarse las piezas. Con esta información, los estimadores colaboran con los ingenieros para realizar estudios de tiempos herramienta por herramienta y operación por operación. Estas estimaciones de tiempo de ciclo rigen todo: la capacidad del operario, las necesidades de equipos y, en última instancia, su precio cotizado.
La cotización formal que recibe normalmente incluye:
- Precio unitario y desglose del costo total
- Plazo estimado desde la confirmación del pedido hasta el envío
- Costos de materiales (a veces listados por separado)
- Cargos por configuración y requisitos de herramientas
- Cualquier declaración aclaratoria sobre tolerancias o especificaciones
Producción hasta la inspección final
Una vez que aprueba la cotización y confirma su pedido, comienza la planificación de la producción. Su trabajo ingresa a una cola según su complejidad, la disponibilidad de materiales y la programación de máquinas. Aquí es donde sus piezas cobran vida realmente.
La fase de producción implica múltiples pasos coordinados:
- Obtención de Materiales —su taller adquiere materia prima que coincide con el grado especificado por usted, a menudo con certificaciones del laminador para garantizar la trazabilidad
- Programación CNC —los ingenieros crean trayectorias de herramienta mediante software CAM, optimizando la velocidad, la precisión y la vida útil de la herramienta
- Configuración de la Máquina —los operarios montan los dispositivos de sujeción, cargan las herramientas y calibran la máquina para su pieza específica
- Producción del primer artículo —se mecaniza la primera pieza y se inspecciona exhaustivamente antes de continuar
- Lote de producción —una vez que la primera pieza supera la inspección, se mecanizan las piezas restantes
- Controles de calidad en curso —los operarios verifican las dimensiones críticas durante toda la serie de producción
- Operaciones Secundarias —si es necesario, las piezas pasan por desbarbado, tratamiento superficial o tratamiento térmico
- Inspección final —las piezas terminadas se miden conforme a sus especificaciones utilizando equipos calibrados
- Envasado y envío —las piezas se protegen adecuadamente y se envían con la documentación requerida
Las verificaciones de calidad se realizan de forma continua, no solo al final. La inspección de la primera pieza es especialmente crítica: es en este punto donde se detectan errores de programación, problemas de configuración o defectos de diseño antes de desperdiciar material en una serie completa de producción.
El flujo de trabajo completo de un vistazo
Desde el inicio hasta la finalización, este es el recorrido típico que sigue su proyecto en una instalación profesional de mecanizado por servicios:
- Entrega del Diseño —usted proporciona archivos CAD, planos y especificaciones
- Generación de cotización —los ingenieros revisan la viabilidad y elaboran la cotización
- Revisión del diseño y análisis para la fabricación (DFM) —se identifican y discuten posibles mejoras
- Confirmación de pedido —usted aprueba la cotización y proporciona la autorización de compra
- Programación de la producción —su pedido ingresa a la cola según los compromisos de tiempo de entrega
- Adquisición de materiales —se adquiere la materia prima conforme a sus especificaciones
- Operaciones de mecanizado —los equipos CNC transforman la materia prima en piezas terminadas
- Inspección y control de calidad —las piezas se verifican según los requisitos dimensionales y de calidad
- Envío y entrega —las piezas terminadas llegan a sus instalaciones con la documentación correspondiente
Comprender este flujo de trabajo le permite planificar sus proyectos de forma más eficaz. Sabrá cuándo esperar actualizaciones, qué información necesita su taller en cada etapa y cómo evitar retrasos que podrían posponer su fecha de entrega.
Ahora que comprende el proceso, la siguiente pregunta lógica es: ¿cuál será el costo real de todo esto? Varios factores influyen en los precios de maneras que no son inmediatamente evidentes; conocerlos le ayudará a diseñar de forma más inteligente y presupuestar con mayor precisión.
¿Qué factores afectan los costos de mecanizado por servicio
Esto es lo que la mayoría de los proveedores no le dirán de entrada: el precio que paga por las piezas mecanizadas depende de decisiones que usted controla. La selección del material, las especificaciones de tolerancia, los requisitos de acabado superficial y el volumen del pedido influyen todos en su factura final, a veces de forma considerable. Comprender estas variables lo coloca al volante al presupuestar proyectos y negociar con los proveedores.
Según el desglose integral de costos de Unionfab, los costos de mecanizado CNC varían significativamente según factores como la geometría de la pieza, la selección del material, la estrategia de mecanizado, los requisitos de tolerancia y el volumen de producción. Analicemos cada factor para que pueda tomar decisiones informadas antes de enviar su próxima solicitud de cotización.
Cómo afecta su elección de material su presupuesto
Su selección de material repercute en todas las categorías de coste: precio de la materia prima, tiempo de mecanizado, desgaste de las herramientas e incluso el peso del envío. Elija con acierto y optimizará el valor. Elija incorrectamente y pagará sobrecostes que no mejoran su producto.
Considere únicamente los costos de las materias primas. Según los datos industriales de precios, los materiales se clasifican en niveles de costo claramente diferenciados:
- Bajo costo ($) —El aluminio y el PMMA (acrílico) ofrecen el punto de partida más económico
- Costo moderado ($$) —POM, PTFE, nailon y materiales compuestos como el FR4
- Alto costo ($$$) —Cobre, latón, bronce, acero, acero inoxidable y plásticos de ingeniería como el policarbonato (PC) y el ABS
- Costo premium ($$$$$) —Magnesio, titanio, PEEK y cerámicas técnicas
Sin embargo, el precio de la materia prima solo explica una parte de la historia. Un taller mecánico del Área de la Bahía también tendrá en cuenta la maquinabilidad: la velocidad y facilidad con que se puede mecanizar el material. El aluminio se mecaniza a velocidades 3–4 veces superiores a las del acero inoxidable. Esta diferencia de velocidad se traduce directamente en menores costos de mano de obra y tiempo de máquina.
Esta es la conclusión práctica: no especifique titanio cuando el aluminio satisfaga sus requisitos. No utilice por defecto acero inoxidable cuando el acero al carbono ofrezca una resistencia a la corrosión adecuada. Cada sobre-especificación incrementa los costos sin añadir valor a su aplicación.
Relación entre tolerancia y costo
Las tolerancias más ajustadas siempre son más costosas, pero la relación no es lineal. Según la investigación sobre diseño para fabricación de Fictiv, los diseños en la región de «menor esfuerzo» de tolerancias emplean el estándar ISO 2768 medio, que representa un buen equilibrio entre lo fácilmente alcanzable con máquinas CNC estándar y lo necesario para piezas funcionales.
¿Por qué las tolerancias ajustadas incrementan los costos? Varios factores se acumulan:
- Velocidades de mecanizado más lentas —lograr precisión requiere cortes cuidadosos y deliberados, en lugar de una eliminación agresiva de material
- Operaciones adicionales —las características pueden requerir pasadas de desbaste seguidas de pasadas de acabado independientes
- Herramientas especializadas —el trabajo de precisión suele exigir herramientas de corte de mayor calidad con menor desviación radial
- Tiempo de inspección extendido —cada tolerancia ajustada requiere verificación con equipos de medición calibrados
- Tasas de rechazo más altas —las piezas fuera de especificación deben desecharse o reprocesarse
¿Cuál es el enfoque más inteligente? Aplicar tolerancias ajustadas únicamente donde la funcionalidad así lo exija. Cualquier taller de mecanizado de precisión, ya sea en Mass Precision San José o en cualquier otro lugar, le dirá lo mismo: especifique ±0,001" únicamente en superficies críticas de acoplamiento y deje las características no críticas con tolerancias estándar de ±0,005" o más laxas.
Según el análisis de costos de Exact Machine Service, es importante establecer las tolerancias y acabados superficiales necesarios basándose en los requisitos funcionales de las piezas, para lograr un equilibrio entre precisión y costo.
Precios por volumen y consideraciones de configuración
Cada lote de producción comienza con la preparación: colocación de los dispositivos de sujeción, instalación de las herramientas, calibración de la máquina y fabricación de una pieza de prueba inicial. Estos costes permanecen relativamente fijos, ya sea que se fabriquen 10 piezas o 1.000. Comprender esta dinámica explica por qué el precio por pieza disminuye drásticamente al aumentar la cantidad.
Considere este escenario: un taller mecánico en San José (California) cotiza 500 USD por los costes de preparación más 20 USD por pieza en tiempo de mecanizado. Si encarga 10 piezas, su coste de preparación por unidad asciende a 50 USD; si encarga 100 piezas, desciende a 5 USD por unidad. El coste de mecanizado permanece constante, pero su coste total por pieza baja de 70 USD a 25 USD.
Estos son los factores de coste ordenados de mayor a menor impacto sobre el coste total de su proyecto:
- Complejidad y geometría de la pieza —diseños complejos que requieren múltiples preparaciones, herramientas especializadas o mecanizado de 5 ejes implican precios premium
- Selección de Materiales —aleaciones exóticas y materiales difíciles de mecanizar incrementan tanto el coste de la materia prima como el de los procesos
- Requisitos de Tolerancia —cada cifra decimal adicional de precisión añade un coste desproporcionado
- Cuantidad de pedido —volúmenes mayores amortizan los costos de configuración y pueden calificar para precios por lote
- Especificaciones de acabado de la superficie —los acabados más allá del estado tras el mecanizado (Ra 3,2 μm) requieren operaciones adicionales
- Operaciones Secundarias —el tratamiento térmico, la anodización, el chapado o la pintura añaden costos posteriores al mecanizado
- Requisitos de plazo de entrega —la entrega acelerada suele conllevar cargos por urgencia
¿Desea reducir costos sin comprometer la funcionalidad? Según las mejores prácticas de fabricación de Fictiv, estas modificaciones de diseño generan los mayores ahorros:
- Simplificar la Geometría —minimice las esquinas internas agudas, los bolsillos profundos y las características intrincadas que aumentan el tiempo de mecanizado
- Utilice tamaños estándar de herramientas —diseñar características compatibles con fresas y brocas estándar reduce los costos de configuración y de herramientas
- Diseñe para menos configuraciones —las piezas que se pueden mecanizar en dos configuraciones o menos evitan el tiempo de reposicionamiento y la acumulación de tolerancias
- Especifique únicamente los acabados funcionales —solicitar superficies pulidas únicamente donde lo exijan la estética o la funcionalidad
- Considere lotes ligeramente mayores —pasar de 25 a 50 unidades suele generar ahorros desproporcionados por pieza
Los talleres mecánicos del área de la bahía y los talleres de mecanizado de precisión de todo el país utilizan estructuras de costos similares. Al comprender qué factores determinan sus precios, podrá diseñar piezas más inteligentes, presentar cotizaciones mejor preparadas y negociar desde una posición basada en el conocimiento, no en conjeturas.
Estos factores de coste adquieren especial relevancia cuando su proyecto requiere certificaciones específicas del sector. Las aplicaciones aeroespacial, automotriz y médica incorporan requisitos de cumplimiento que influyen tanto en los precios como en la selección de socios: temas que analizaremos a continuación.
Aplicaciones industriales y requisitos de certificación
¿Cree que todos los proveedores de mecanizado son iguales? Piénselo de nuevo. El taller que fabrica herrajes decorativos opera bajo reglas completamente distintas a las de uno que fabrica soportes para aeronaves o implantes quirúrgicos. Su sector no solo influye en lo que usted fabrica, sino que determina también cómo debe operar, documentar y verificar su socio de mecanizado en cada etapa de la producción.
Comprender estos requisitos de certificación le ayuda a evaluar a posibles socios y a evitar errores costosos. Según investigaciones sobre certificaciones en fabricación, las certificaciones en mecanizado no son meramente un trámite: constituyen un requisito fundamental que rige la selección de proveedores, la elegibilidad para contratos y el cumplimiento normativo.
Requisitos y certificaciones para componentes automotrices
La industria automotriz exige coherencia a gran escala. Cuando se producen miles de componentes idénticos destinados a las líneas de montaje de vehículos, la variación no es simplemente indeseable: es inaceptable. Por eso, los fabricantes originales de equipo (OEM) exigen que sus proveedores cumplan rigurosos estándares de certificación antes de otorgar contratos.
Certificación IATF 16949 iATF 16949 se erige como la norma de referencia en gestión de la calidad para el sector automotriz. Publicada por el International Automotive Task Force (Grupo de Trabajo Automotriz Internacional), esta norma se basa en ISO 9001 y añade requisitos específicos para el sector automotriz. Según Las directrices de certificación de AIAG , la norma IATF 16949:2016 define los requisitos del sistema de gestión de la calidad para organizaciones de toda la industria automotriz mundial.
¿Qué distingue a IATF 16949 de las certificaciones generales de calidad? La norma hace hincapié en:
- Prevención de Defectos —enfoques sistemáticos para identificar y eliminar posibles fallos antes de que ocurran
- Reducción de variación —protocolos de mejora continua que refuerzan progresivamente el control de los procesos
- Eliminación de residuos —principios de fabricación esbelta integrados en la gestión de la calidad
- Requisitos específicos del cliente —flexibilidad para incorporar especificaciones individuales de los fabricantes de equipos originales (OEM)
Control Estadístico de Procesos (SPC) desempeña un papel fundamental en la fabricación automotriz. En lugar de inspeccionar las piezas tras su producción, el control estadístico de procesos (SPC) supervisa los procesos en tiempo real para detectar variaciones antes de que generen componentes defectuosos. Los gráficos de control, los índices de capacidad y el análisis de tendencias se convierten en herramientas estándar para las instalaciones certificadas.
Para talleres de mecanizado CNC en California y talleres aeroespaciales de mecanizado CNC que atienden a clientes del sector automotriz, estas certificaciones no son complementos opcionales, sino requisitos previos para hacer negocios. Los principales fabricantes de equipos originales (OEM), como General Motors, Ford y Stellantis, exigen la certificación IATF 16949 a sus proveedores de mecanizado.
Instalaciones certificadas como Shaoyi Metal Technology cumplir con estas demandas de la industria automotriz mediante la certificación IATF 16949 y estrictos protocolos de control estadístico de procesos (SPC). Su operación permite entregar conjuntos de chasis de alta precisión y componentes de exactitud, manteniendo al mismo tiempo la documentación y trazabilidad exigidas por las cadenas de suministro automotrices.
Estándares de Precisión Aeroespacial
Si la industria automotriz exige consistencia, la aeroespacial exige perfección —con comprobantes. Cada material, cada proceso y cada medición deben estar debidamente documentados y ser totalmente trazables. Cuando el fallo de un componente puede tener consecuencias catastróficas, los requisitos de certificación reflejan dicha gravedad.
Certificación AS9100 se basa en la norma ISO 9001, añadiendo requisitos de calidad rigurosos específicamente diseñados para los sectores aeroespacial, de defensa y espacial. Según investigaciones del sector, más del 80 % de las empresas aeroespaciales globales exigen a sus proveedores de mecanizado por CNC la certificación AS9100.
¿Qué distingue a la norma AS9100 de los estándares generales de calidad?
- Trazabilidad completa de materiales —cada componente se vincula con material base certificado, incluyendo números de lote térmico y certificaciones de fábrica debidamente documentadas
- Inspección de pieza inicial (FAI) —La documentación conforme a AS9102 demuestra que la producción inicial cumple con todas las especificaciones
- Gestión de configuración —El control estricto de revisiones garantiza que las piezas coincidan con las versiones técnicas vigentes
- Gestión de Riesgos —Los procesos formales identifican, evalúan y mitigan posibles problemas de calidad
- Prevención de piezas falsificadas —Los procedimientos de verificación garantizan la autenticidad de los materiales
La carga documental se extiende durante toda la producción. Una instalación de taller de mecanizado CNC en California que atiende a clientes aeroespaciales debe mantener registros que muestren:
- Certificaciones de materiales brutos y verificación de su origen
- Rutas de herramienta y programas CNC utilizados para cada operación
- Cualificaciones del operador y registros de formación
- Estado de calibración de todo el equipo de medición
- Datos completos de inspección para cada dimensión crítica
Para los proveedores de fabricación metálica en San José (California) y otros talleres regionales, obtener la certificación AS9100 requiere una inversión significativa en sistemas de documentación, formación y preparación para auditorías. Sin embargo, dicha certificación permite acceder a contratos aeroespaciales que los competidores no certificados no pueden solicitar.
Consideraciones en la fabricación de dispositivos médicos
La fabricación de dispositivos médicos añade otra capa de complejidad regulatoria. Cuando los componentes mecanizados forman parte de equipos diagnósticos o dispositivos implantables, la seguridad del paciente determina todos los requisitos.
Según Orientación regulatoria de la FDA , los fabricantes deben establecer y aplicar sistemas de calidad para ayudar a garantizar que sus productos cumplan de forma constante con los requisitos y especificaciones aplicables. Estos sistemas de calidad para dispositivos regulados por la FDA se conocen como prácticas actuales de buenas prácticas de fabricación (CGMP).
Certificación ISO 13485 aborda específicamente la gestión de la calidad en dispositivos médicos. Aunque su estructura es similar a la de la norma ISO 9001, incorpora requisitos adicionales para:
- Controles de Diseño —verificación sistemática de que los dispositivos cumplen con los requisitos de uso previstos
- Validación del proceso —prueba documentada de que los procesos de fabricación producen de forma consistente resultados aceptables
- Documentación de biocompatibilidad —evidencia de que los materiales no provocarán reacciones adversas en los pacientes
- Validación de la esterilización —verificación de que los procesos de esterilización alcanzan los niveles requeridos de garantía de esterilidad
- Manejo de quejas —sistemas formales para el seguimiento y la investigación de problemas relacionados con los productos
La Regulación del Sistema de Calidad de la FDA (21 CFR Parte 820) establece el marco normativo en Estados Unidos. Según la documentación de la FDA, la regulación del sistema de calidad adopta un enfoque de «paraguas» que exige a los fabricantes desarrollar y seguir procedimientos adecuados a sus dispositivos específicos.
¿Qué significa esto para su socio de mecanizado?
- Registros completos de la historia del dispositivo para cada lote fabricado
- Procesos de fabricación validados con parámetros documentados
- Equipos de medición calibrados, trazables a estándares nacionales
- Entornos controlados adecuados a los requisitos del producto
- Registros de formación del personal que demuestran su competencia
La FDA ha publicado recientemente la Norma Final sobre el Sistema de Gestión de la Calidad (QMSR), incorporando la norma ISO 13485:2016 al marco regulatorio. Esta armonización implica que los proveedores de mecanizado de dispositivos médicos deben cumplir cada vez más con ambos requisitos: los de la FDA y los estándares internacionales.
Elegir al socio certificado adecuado
Su sector determina qué certificaciones son las más relevantes. A continuación, una referencia rápida:
| Industria | Certificación principal | Requisitos Clave |
|---|---|---|
| Automotriz | IATF 16949 | Control estadístico de procesos (SPC), prevención de defectos, requisitos específicos del cliente |
| Aeroespacial/Defensa | AS9100 | Trazabilidad completa, inspección inicial de piezas (FAI), gestión de configuraciones |
| Dispositivos Médicos | ISO 13485 | Controles de diseño, validación de procesos, gestión de reclamaciones |
| Industria general | ISO 9001 | Principios fundamentales de gestión de la calidad, mejora continua |
No asuma que una tienda certificada para una industria se califica automáticamente para otra. Los proveedores aeroespaciales certificados según la norma AS9100 pueden carecer de los sistemas de producción en gran volumen que requiere el sector automotriz. Los especialistas en dispositivos médicos pueden no tener experiencia con las aleaciones exóticas exigidas por el sector aeroespacial.
Al evaluar posibles socios, verifique directamente sus certificaciones. Solicite copias de los certificados, revise las fechas de vencimiento y confirme que el alcance abarque sus tipos específicos de productos. Los organismos de certificación mantienen bases de datos públicas donde puede verificar de forma independiente el estado de un proveedor.
Estos requisitos de certificación añaden coste y complejidad al mecanizado por servicios, pero existen por una buena razón. Cuando sus componentes se incorporan a vehículos, aeronaves o dispositivos médicos, la importancia de la aplicación justifica la inversión en sistemas rigurosos de calidad. Comprender lo que exige cada industria le ayuda a encontrar socios capaces de cumplir realmente con sus compromisos.
Las certificaciones establecen sistemas de calidad básicos, pero ¿cómo verifican realmente los proveedores de mecanizado que las piezas individuales cumplen con sus especificaciones? La respuesta radica en los métodos de inspección y los protocolos de aseguramiento de la calidad: nuestro próximo tema.
Aseguramiento de la calidad y verificación de tolerancias
Su socio de mecanizado posee una certificación impresionante. Pero aquí está la verdadera pregunta: ¿cómo demuestra realmente que sus piezas cumplen con las especificaciones? Las certificaciones establecen sistemas; la inspección verifica los resultados. Comprender cómo las instalaciones profesionales miden, documentan y verifican las dimensiones le ayuda a evaluar las afirmaciones sobre la calidad e interpretar los informes de inspección que recibe junto con sus envíos.
Ya sea que trabaje con una instalación de taller mecánico en Santa Clara o que adquiera servicios de talleres mecánicos en Santa Clara, CA, los fundamentos del aseguramiento de la calidad permanecen consistentes entre los proveedores reputados.
Comprensión de las especificaciones de tolerancia
Antes de realizar cualquier medición, todos deben ponerse de acuerdo sobre lo que significa "aceptable". Las especificaciones de tolerancia definen la variación permitida respecto a las dimensiones nominales, y comprender este lenguaje le ayuda a comunicarse eficazmente con su socio en mecanizado.
Las tolerancias aparecen en varios formatos en los planos técnicos:
- Tolerancias bilaterales —variación permitida en ambas direcciones (por ejemplo: 25,00 ± 0,05 mm)
- Tolerancias unilaterales —variación permitida únicamente en una dirección (por ejemplo: 25,00 +0,00/-0,10 mm)
- Dimensiones límite —valores máximo y mínimo explícitos (por ejemplo: 24,95–25,05 mm)
- Indicaciones de GD&T —símbolos de acotación geométrica y tolerancias que controlan la forma, la orientación y la posición
¿Por qué es esto importante para la verificación de calidad? Según La investigación en metrología con MMC , los sistemas avanzados pueden medir geometrías complejas con una precisión excepcional, logrando a menudo incertidumbres de medición dentro de los micrómetros. Sin embargo, incluso el equipo más sofisticado no significa nada si las especificaciones de tolerancia no están claramente definidas.
El proceso de inspección comienza con su plano. Cada dimensión marcada como crítica se mide y documenta. Las características con tolerancias estándar pueden someterse a controles puntuales en lugar de una inspección al 100 %: un enfoque práctico que equilibra exhaustividad y eficiencia de costes.
Métodos y equipos de inspección
Las instalaciones de mecanizado con servicio profesional emplean una variedad de tecnologías de inspección, cada una adecuada para desafíos específicos de medición. Comprender estas herramientas le ayuda a apreciar lo que implica la verificación de sus piezas.
Máquinas de medición por coordenadas (CMM) representan el estándar de oro para la verificación dimensional. Según la documentación industrial, las MMC capturan puntos de datos que el software procesa para calcular dimensiones, tolerancias y relaciones geométricas. Estos sofisticados instrumentos operan dentro de un sistema de coordenadas tridimensional, utilizando los ejes X, Y y Z para determinar posiciones exactas.
¿Qué hace especialmente valiosas a las MMC?
- Medir geometrías 3D complejas a las que las herramientas manuales no pueden acceder
- Proporcionar resultados repetibles e independientes del operador
- Generar informes de inspección automatizados con documentación completa de los datos
- Verificar las especificaciones de GD&T, incluidas la posición verdadera y las tolerancias de perfil
Comparadores ópticos proyectar perfiles ampliados de piezas sobre pantallas para su comparación visual frente a superposiciones de referencia. Estos sistemas sin contacto funcionan bien para:
- Piezas frágiles o fácilmente deformables
- Perfiles de roscas y dientes de engranajes
- Redondeos de aristas y chaflanes
- Verificación visual rápida durante la producción
Medidores de rugosidad superficial miden la textura microscópica de las superficies mecanizadas. Cuando su plano especifica valores Ra (rugosidad media aritmética), estos instrumentos verifican el cumplimiento al desplazar una punta de contacto sobre la superficie y analizar el perfil resultante.
Así se comparan los métodos habituales de inspección:
| Método de inspección | Precisión típica | Mejores Aplicaciones | Limitaciones |
|---|---|---|---|
| MMC (por contacto) | ±0,001-0,003 mm | Geometría 3D compleja, verificación de GD&T, piezas de producción | Más lento para mediciones sencillas, requiere un entorno controlado |
| Comparador óptico | ±0,01-0,025 mm | Inspección de perfiles, verificación de roscas, comparación visual | solo 2D, requiere interpretación por parte del operador |
| Micrómetros/Calibradores | ±0,01-0,025 mm | Comprobaciones rápidas, dimensiones externas, características sencillas | Operación manual, limitada a superficies accesibles |
| Calibradores de altura | ±0.01mm | Alturas de escalón, referencias de datum, trabajo sobre placa plana | Requiere una superficie de referencia plana |
| Medidor de rugosidad superficial | Resolución hasta 0,001 μm Ra | Verificación del acabado superficial, validación del proceso | Mide únicamente la textura, no la precisión dimensional |
| escaneo 3D | ±0,025–0,1 mm | Formas complejas, ingeniería inversa, mapeo de desviaciones | Precisión inferior a la de una MMC; se requiere posprocesamiento |
Un taller mecánico en Santa Clara, CA, o cualquier instalación centrada en la calidad combina normalmente varios métodos. Las máquinas de medición por coordenadas (CMM) se encargan de la inspección final de las características críticas, mientras que las herramientas manuales apoyan las verificaciones intermedias durante las operaciones de mecanizado.
Documentación y Trazabilidad
Los datos de medición no significan nada sin una documentación adecuada. La garantía de calidad profesional va más allá de la simple toma de mediciones: abarca una trazabilidad completa desde la materia prima hasta el envío final.
Inspección de pieza inicial (FAI) forma la base de la calidad de producción. Según una investigación sobre fabricación realizada por PMP Metals, la inspección inicial de piezas (FAI) es un proceso formal y documentado que garantiza que la fabricación de una pieza o conjunto cumpla con las especificaciones de diseño, planos y requisitos definidos por el cliente o por ingeniería.
¿Qué incluye una FAI exhaustiva?
- Dibujo en globo —cada dimensión numerada para su referencia
- Tabla de Resultados Dimensionales —valores medidos comparados con las tolerancias especificadas
- Certificaciones de Materiales —documentación que acredite la aleación correcta y el tratamiento térmico aplicado
- Registros del proceso —información sobre las máquinas y los útiles empleados en la producción
- Aprobaciones —firmas del operador y del inspector que confirman la verificación
La inspección inicial (FAI) se lleva a cabo en puntos críticos: en las primeras series de producción, tras cambios de ingeniería, cuando cambian las ubicaciones de fabricación o después de interrupciones prolongadas en la producción. Este sistema de puntos de control detecta problemas antes de que se multipliquen en toda la cantidad de producción.
Inspección en Proceso proporciona una verificación continua durante las series de producción. Los operadores comprueban las dimensiones críticas a intervalos regulares —por ejemplo, cada décima o cada veinticincoava pieza— para confirmar que el proceso permanece estable. Cualquier desviación desencadena una investigación antes de que se acumulen piezas fuera de tolerancia.
Inspección final los protocolos verifican las piezas terminadas antes del envío. Dependiendo de sus requisitos y de las normas industriales aplicables, esto puede incluir:
- inspección al 100 % de todas las características críticas
- Muestreo estadístico basado en el tamaño del lote y los niveles aceptables de calidad (AQL)
- Certificado de conformidad que documenta el cumplimiento de las especificaciones
- Informes dimensionales completos con los valores reales medidos
Sistemas de Gestión de Calidad vincular estos elementos. Según la investigación sobre la norma ISO 9001:2015, este estándar internacionalmente reconocido establece el referente que las empresas deben cumplir y superar para satisfacer las expectativas de sus clientes. Un taller mecánico certificado según la norma ISO ha implementado un sistema de gestión de la calidad (SGC) sólido que garantiza una calidad y fiabilidad constantes.
¿Qué significa realmente la certificación ISO 9001:2015 para sus piezas?
- Los procedimientos documentados garantizan procesos consistentes, independientemente del operario que ejecute su trabajo
- Los programas de calibración verifican que los equipos de medición mantengan su precisión
- Los sistemas de acción correctiva abordan los problemas de forma sistemática, en lugar de repetitiva
- Las revisiones por la dirección garantizan la mejora continua, en lugar de la estancación
Más allá de la norma ISO 9001, las certificaciones específicas del sector añaden requisitos especializados. La norma AS9102 rige la documentación del análisis inicial (FAI) en el sector aeroespacial. La norma IATF 16949 exige los protocolos de control estadístico de procesos (SPC) en el sector automotriz. La norma ISO 13485 aborda la trazabilidad de dispositivos médicos. Su aplicación determina qué normas son aplicables —y qué documentación debe esperar de su proveedor de mecanizado por servicio.
La garantía de calidad se reduce, en última instancia, a la confianza respaldada por evidencia. Las certificaciones establecen sistemas. Los equipos de inspección aportan capacidad técnica. La documentación demuestra los resultados. Al evaluar proveedores de mecanizado por servicio, vaya más allá de las capacidades declaradas y comprenda cómo verifican, efectivamente, lo que entregan.

Comparación del mecanizado por servicio con otros métodos de fabricación
Ha explorado cómo funciona el mecanizado por servicio, cuál es su costo y cómo se verifica la calidad. Pero aquí surge la pregunta que mantiene despiertos a los responsables de operaciones: ¿es realmente la opción adecuada para su proyecto externalizar el mecanizado? ¿O acaso la producción interna, la impresión 3D o la fundición ofrecerían mejores resultados?
La respuesta depende de su situación específica: los requisitos de volumen, las necesidades de tolerancia, las restricciones de material y las presiones de plazo influyen todas en la ruta óptima. Construyamos un marco de decisión que le ayude a evaluar objetivamente estos compromisos.
Mecanizado por servicio frente a operaciones internas
La decisión de externalizar o invertir representa una de las elecciones más trascendentales a las que se enfrentan los fabricantes. investigación de fabricación según , generalmente resulta más inteligente externalizar inicialmente, a menos que requiera más de aproximadamente 4.000 a 5.000 piezas al año, tenga requisitos rigurosos de propiedad intelectual o certificación, o pueda asumir una inversión inicial de 200.000 a 700.000 USD, además de los gastos de capacitación de operadores.
¿Qué hace que este cálculo sea tan complejo? Considere lo que realmente requiere la mecanización interna:
- Inversión de Capital —una sola fresadora CNC de 5 ejes puede costar entre 200 000 y 700 000 USD antes de la instalación, las herramientas y la capacitación
- Operadores cualificados —la mecanización CNC sigue siendo un proceso altamente especializado que exige capacidades actualizadas constantemente
- Mantenimiento continuo —los equipos requieren calibración periódica, reparación y, eventualmente, sustitución
- Espacio en planta y servicios auxiliares —las máquinas-herramienta necesitan cimientos adecuados, suministro eléctrico y control climático
¿Cuándo resulta más conveniente subcontratar? Para volúmenes anuales inferiores a 1 000 unidades, los cálculos favorecen claramente a socios externos. Un taller de mecanizado por contrato típico podría cotizar 18 USD por pieza para series pequeñas de aluminio mecanizado mediante CNC, una cifra mucho menor que el costo amortizado de los equipos propios que permanecen parcialmente inactivos.
Sin embargo, el cálculo cambia a escala. Cuando las series de producción superan las 5 000 unidades anuales y se aplican tolerancias estándar, la inversión interna comienza a generar costos unitarios más bajos. Los gastos iniciales se distribuyen entre un número suficiente de piezas para que la producción interna resulte económicamente viable.
Si está buscando «tornos CNC cerca de mí» porque necesita fabricar prototipos esporádicamente o producir volúmenes medios, el mecanizado por servicios casi con seguridad ofrece una mejor relación calidad-precio que la inversión en capital.
Cuándo la fabricación aditiva resulta más adecuada
la impresión 3D ha transformado la economía de la fabricación, pero no ha sustituido al mecanizado. Comprender en qué ámbitos destaca cada método le ayuda a elegir el adecuado.
Según la comparación de procesos de Xometry, la impresión 3D permite obtener piezas con forma final de forma rápida, mientras que el mecanizado CNC requiere configuraciones individuales y, por lo general, programación manual además de supervisión. Es habitual que los componentes mecanizados por CNC cuesten hasta diez veces más que las piezas impresas en 3D cuando se trata de volúmenes bajos y geometrías complejas.
¿En qué casos tiene ventaja la fabricación aditiva?
- Geometrías internas complejas —estructuras de celosía, canales de refrigeración conformales y formas orgánicas a las que las herramientas de corte no pueden acceder
- Iteración rápida —las modificaciones requieren únicamente cambios en el archivo, no nuevas herramientas ni programación
- Producción en pequeñas cantidades —los costes de configuración son mínimos, lo que hace económicamente viable la fabricación de piezas unitarias
- Oportunidades de consolidación —los conjuntos pueden convertirse en un único componente impreso
No obstante, la impresión 3D presenta limitaciones significativas. Distintos procesos de impresión ofrecen distintos niveles de resistencia comparados con las propiedades intrínsecas del material: tan solo el 10 % de la resistencia a la tracción última del material en el caso de la impresión FFF con ABS, aunque puede alcanzar hasta el 100 % en la sinterización láser selectiva (SLS) de nailon. El mecanizado CNC produce piezas en materiales nativos sin interrupciones, por lo que su resistencia es generalmente elevada.
El acabado superficial representa otro desafío. La impresión 3D se ve afectada, en general, por la mecánica del proceso; en particular, la resolución en el eje Z provoca superficies escalonadas y alteraciones visuales. El acabado superficial obtenido mediante CNC puede ser extremadamente uniforme y altamente preciso, siempre que las trayectorias de la fresa se programen para lograr un acabado liso.
¿El punto práctico de decisión? Elija la fabricación aditiva para prototipos, geometrías complejas y volúmenes inferiores a 50 unidades. Pase al mecanizado por servicios cuando necesite propiedades del material aptas para producción, tolerancias estrechas o superficies lisas.
Alternativas a la fundición y el moldeo
Para la producción en gran volumen, ni el mecanizado ni la impresión 3D pueden representar su mejor opción. La fundición y el moldeo por inyección ofrecen costos por pieza notablemente más bajos, una vez que se absorbe la inversión en herramientas.
El moldeo por inyección puede producir piezas plásticas idénticas en segundos, en lugar de horas. Sin embargo, los moldes en sí cuestan desde miles hasta cientos de miles de dólares, según su complejidad. Esa inversión solo resulta razonable cuando se producen decenas de miles de componentes idénticos.
La fundición a presión ofrece una economía similar para piezas metálicas. Una vez que existe la herramienta, se pueden producir rápidamente componentes complejos de aluminio o cinc. Sin embargo, la fundición a presión no puede igualar las tolerancias del mecanizado sin operaciones secundarias, y los cambios de diseño requieren modificaciones costosas del molde.
¿Cuándo superan estos métodos al mecanizado por servicio?
- Volúmenes superiores a 10 000 unidades —los costos de la herramienta se amortizan hasta alcanzar un impacto despreciable por pieza
- Diseños estables —los cambios son costosos, por lo que las piezas deben estar listas para la producción
- Tolerancias moderadas —la precisión «tal como se funde» o «tal como se moldea» satisface los requisitos
- Series de producción prolongadas —el mismo diseño se producirá durante meses o años
Comparación de métodos de fabricación a primera vista
Utilice esta tabla de referencia al evaluar los enfoques de producción para su próximo proyecto:
| Criterios | Mecanizado por servicio | Mecanizado interno | impresión 3D | Moldeo por inyección | Colada a Presión |
|---|---|---|---|---|---|
| Rango de Volumen Ideal | 1-5.000 unidades | más de 5000 unidades anuales | 1-50 unidades | 10,000+ unidades | 5,000+ unidades |
| Opciones de Material | Metales y plásticos prácticamente ilimitados | Limitado por los equipos propios | Polímeros específicos del proceso, algunos metales | Termoplásticos principalmente | Aleaciones de aluminio, zinc y magnesio |
| Capacidad de tolerancia | ±0.001" alcanzable | ±0.001" alcanzable | ±0,005–0,010" típico | ±0,002–0,005" típico | ±0,005" típico; mecanizado para ajustes más estrechos |
| Plazo de entrega | Días a semanas | Horas a días | Horas a días | Semanas para la fabricación de herramientas, luego producción rápida | Semanas para la fabricación de herramientas, luego producción rápida |
| Costo de instalación y de herramientas | Bajo-Moderado | Alta inversión de capital | El mínimo | 5 000 $–100 000 $+ para moldes | 10 000 $–100 000 $+ para matrices |
| Costo por pieza (Bajo Volumen) | Moderado | Alto | Bajo-Moderado | Muy alto | Muy alto |
| Costo por pieza (Alto Volumen) | Moderado | Bajos | Alto | Muy Bajo | Muy Bajo |
| Flexibilidad en el diseño | Alto | Alto | Muy alto | Bajo tras la fabricación de herramientas | Bajo tras la fabricación de herramientas |
| Resistencia del Material | Propiedades nativas completas | Propiedades nativas completas | 10-100 %, según el proceso | Propiedades poliméricas casi completas | Propiedades de aleación casi completas |
Tomar la Decisión Correcta para tu Proyecto
El método de fabricación óptimo depende de dónde se ubique su proyecto en varios ejes de decisión. Considere estos escenarios:
Elija el mecanizado por servicio cuando:
- Necesita piezas metálicas de calidad para producción, en volúmenes de 10 a varios miles de unidades
- Se requieren tolerancias más ajustadas que ±0,005"
- Su diseño puede evolucionar según las pruebas o los comentarios de los clientes
- No dispone de capital para invertir en equipos ni de operarios cualificados
- Necesita acceso a talleres de mecanizado de 5 ejes o procesos especializados sin tener que adquirirlos
Elija el mecanizado interno cuando:
- Los volúmenes anuales superen consistentemente las 5 000 unidades de piezas similares
- El control de los plazos de entrega es crítico: necesita las piezas en horas, no en días
- Las preocupaciones sobre la protección de la propiedad intelectual hacen que la subcontratación resulte arriesgada
- Cuenta con una plantilla de operarios cualificados o puede formarla para operar los equipos
Elige impresión 3D cuando:
- Las geometrías incluyen canales internos, estructuras reticulares o formas orgánicas
- Está iterando diseños de forma rápida y necesita retroalimentación inmediata
- Las cantidades son muy bajas, especialmente prototipos únicos
- Los requisitos de resistencia del material son moderados
Elija moldeo o fundición cuando:
- Los diseños estén definitivos y estables para una producción prolongada
- Los volúmenes justifiquen la inversión en herramientas, típicamente 10 000 unidades o más
- El costo por pieza es el factor principal
- Los requisitos de tolerancia se puedan cumplir sin mecanizado secundario
Muchos proyectos se benefician de enfoques híbridos: prototipe mediante impresión 3D, valide mediante mecanizado por servicio y pase al moldeo una vez que los diseños se estabilicen. Un taller mecánico de San Francisco o una instalación de taller mecánico de San Francisco (CA) puede ayudarle a gestionar estas transiciones; muchos ofrecen tanto mecanizado como asesoramiento sobre cuándo resulta adecuado recurrir a métodos alternativos.
Para los fabricantes que exploran opciones de mecanizado CNC cerca de mí en California, el marco de decisión sigue siendo el mismo independientemente de la ubicación. Evalúe sus proyecciones de volumen, los requisitos de tolerancia, las presiones de plazo y las restricciones de capital. El método de fabricación adecuado surge de una evaluación honesta de estos factores, no de suposiciones sobre qué tecnología es la «mejor».
Con este marco de decisión en mano, el paso final consiste en seleccionar al socio de mecanizado adecuado para ejecutar el enfoque elegido. Los criterios de evaluación —y las preguntas que debe formular— determinan si su proyecto tiene éxito o tropieza.
Elegir al socio de mecanizado adecuado
Ha analizado los procesos, comparado los métodos de fabricación y comprendido qué factores impulsan los costos. Ahora llega la decisión que determinará si su proyecto tiene éxito o tropieza: seleccionar al socio de mecanizado adecuado. Esta elección afecta a todo: calidad, entrega, costos y su capacidad para escalar conforme aumenta la demanda.
Según la guía de selección de socios de Principal Manufacturing Corporation, elegir al socio adecuado para mecanizado CNC garantiza el éxito de su proyecto. Una empresa experimentada puede influir positivamente en todos los aspectos del proceso de producción, desde la calidad hasta la entrega puntual.
Ya sea que esté evaluando opciones de talleres mecánicos en San José o explorando talleres mecánicos en Oakland (California), estos criterios le ayudarán a distinguir a los socios excepcionales de los meramente adecuados.
Criterios clave para evaluar socios de mecanizado
¿Qué distingue a un socio de mecanizado fiable de uno que genera problemas? Vaya más allá de los precios cotizados y evalúe estos factores esenciales:
- Certificaciones relevantes —verifique, como mínimo, la certificación ISO 9001, además de normas específicas del sector, como IATF 16949 para automoción, AS9100 para aeroespacial o ISO 13485 para dispositivos médicos
- Capacidades de Equipamiento —confirme que cuentan con las máquinas adecuadas para sus piezas, ya sea fresado de 5 ejes, torneado suizo o EDM especializado
- Rendimiento en el plazo de entrega —pregunte sobre el tiempo de entrega habitual para su rango de volúmenes y su historial de cumplimiento de los compromisos de entrega
- Respuesta en la comunicación —observe con qué rapidez responden a las consultas iniciales, ya que esto suele predecir la calidad de la comunicación durante todo el proyecto
- Historial de calidad —solicite referencias de proyectos similares y pregunte sobre las tasas de rechazo y el historial de acciones correctivas
- Experiencia Técnica —evalúe su capacidad para ofrecer comentarios sobre la facilidad de fabricación (DFM) y sugerir mejoras, no solo para ejecutar sus planos de forma mecánica
- Capacidad y escalabilidad —asegúrese de que puedan satisfacer sus necesidades actuales y crecer junto con usted a medida que aumenten los volúmenes
Según investigaciones del sector, una empresa centrada en el cliente colaborará estrechamente con el cliente para ofrecer conocimientos valiosos, analizar mejoras en el diseño y proponer medidas de ahorro de costes. Estos socios deben actuar como asesores de confianza que compartan su experiencia para ayudar a lograr los mejores resultados posibles.
Al buscar un taller mecánico en Fremont (CA) o en cualquier otro lugar, solicite testimonios de clientes que hayan trabajado con la empresa en proyectos similares. Sus experiencias revelan mucho más que cualquier presentación comercial.
Preparar su proyecto para el éxito
Incluso el mejor socio de mecanizado no puede compensar proyectos mal preparados. Prepárese para el éxito abordando estos elementos antes de enviar su primera solicitud de cotización:
- Archivos de diseño completos —proporcione tanto modelos CAD 3D (formato STEP preferido) como planos 2D acotados, con las tolerancias claramente especificadas
- Especificaciones de material —indique grados específicos, no solo familias de materiales («6061-T6» en lugar de simplemente «aluminio»)
- Identificación de características críticas —destaque qué dimensiones y características son funcionalmente críticas frente a las que se rigen por tolerancias generales
- Requisitos de cantidad y cronograma —especifique con claridad los volúmenes, fechas de entrega y si es posible que dichos requisitos cambien
- Requisitos de documentación de calidad —indique qué informes de inspección, certificaciones o trazabilidad requiere
Según la guía de fabricación de Fictiv, colaborar desde el principio con un socio experimentado en fabricación ofrece una vía optimizada para la adquisición de piezas durante todo el proceso de desarrollo del producto y ayuda a mitigar riesgos futuros.
Cuanta más información contextual proporcione desde el principio, más precisas serán sus cotizaciones. No obligue a sus posibles socios a adivinar los requisitos: la ambigüedad conduce, bien a precios inflados (ya que cubren lo desconocido), bien a sorpresas posteriores cuando las suposiciones resulten erróneas.
Talleres locales como el taller mecánico de José o el taller mecánico Diaz pueden ofrecer ventajas para la colaboración cara a cara durante proyectos complejos. Sin embargo, no limite su búsqueda geográficamente si las capacidades especializadas son más importantes que la proximidad.
Escalado desde prototipo hasta producción
Esto sorprende a muchos fabricantes: el taller que destaca en la fabricación de prototipos puede tener dificultades para afrontar volúmenes de producción —y viceversa—. Encontrar un socio capaz de gestionar ambas etapas le evita cambios dolorosos de proveedor a mitad del proyecto.
Según investigaciones sobre fabricación, es fundamental colaborar con una empresa capaz de adaptarse al crecimiento futuro. A medida que su negocio se expanda o los requisitos del proyecto aumenten, un socio fiable podrá gestionar sin contratiempos mayores volúmenes de producción y demandas cambiantes.
¿Cómo se manifiesta la escalabilidad en la práctica?
- Flexibilidad del prototipo —capacidad de producir pequeñas cantidades rápidamente, a menudo con plazos de entrega de un día para necesidades urgentes
- Capacidad de producción puente —gestión de series de baja producción (decenas a cientos de unidades) mientras valida los diseños
- Capacidad de producción —equipamiento y personal capacitado para fabricar miles de piezas mensualmente cuando surja la demanda
- Consistencia del proceso —mantenimiento de estándares de calidad idénticos independientemente del tamaño del lote
- Respuesta a la demanda —incremento o reducción de las cantidades según sea necesario sin comprometer los plazos de entrega
Los socios de mecanizado escalables también comprenden la importancia de invertir en tecnología avanzada. Actualizan continuamente sus equipos, software y procesos de fabricación para mantenerse competitivos y satisfacer las demandas industriales en constante evolución.
Específicamente para aplicaciones automotrices: Shaoyi Metal Technology ejemplifica este modelo de escalabilidad. Sus instalaciones ofrecen servicios de mecanizado CNC de precisión con plazos de entrega tan rápidos como un día hábil para prototipos urgentes, manteniendo al mismo tiempo la capacidad de producción, la certificación IATF 16949 y los estrictos protocolos de control estadístico de procesos (SPC) exigidos por las cadenas de suministro automotrices. Esta combinación de velocidad y escala significa que no superará a su socio a medida que los proyectos evolucionen desde el concepto hasta la producción en serie.
Preguntas que debe hacer antes de comprometerse
Antes de firmar esa primera orden de compra, obtenga respuestas claras a estas preguntas fundamentales:
- ¿Qué certificaciones posee y cuándo se realizaron las últimas auditorías?
- ¿Puede facilitarnos referencias de clientes de mi sector?
- ¿Cuál es su plazo de entrega habitual para mi rango de volúmenes?
- ¿Cómo manejan los cambios de diseño durante la producción?
- ¿Qué capacidades de inspección tiene disponibles internamente?
- ¿Cómo comunicará el estado del proyecto y cualquier incidencia que surja?
- ¿Qué sucede si las piezas no cumplen con las especificaciones?
Las respuestas revelan no solo capacidad, sino también integridad. Los socios que evaden las preguntas o hacen promesas excesivas deben generar preocupación. Aquellos que ofrecen respuestas directas y específicas —incluyendo un reconocimiento honesto de sus limitaciones— demuestran la transparencia necesaria para establecer relaciones exitosas.
El éxito del mecanizado de servicios depende, en última instancia, tanto de la calidad de la asociación como de la capacidad técnica. El socio adecuado aporta experiencia que usted no posee, detecta problemas antes de que se conviertan en costosos y se escala junto con su empresa. Invierta el tiempo necesario para elegir con criterio, y sus proyectos de mecanizado lograrán los resultados que necesita: a tiempo, dentro del presupuesto y conforme a las especificaciones.
Preguntas frecuentes sobre mecanizado de servicios
1. ¿Cuál es la tarifa por hora para una máquina CNC?
Las tarifas horarias para mecanizado CNC suelen oscilar entre 30 y 100 USD, según la ubicación geográfica, la complejidad de la máquina y el material que se procesa. Factores como la capacidad de 5 ejes, las tolerancias ajustadas y los materiales exóticos conllevan tarifas más elevadas. Los costos de configuración suelen facturarse por separado y amortizarse sobre las cantidades de producción, lo que hace que los pedidos mayores resulten más rentables por pieza. Los pedidos urgentes suelen acarrear cargos adicionales del 15 al 50 % sobre las tarifas estándar.
2. ¿Qué significa mecanizado?
El mecanizado es un proceso de fabricación sustractivo que crea formas deseadas al eliminar material no deseado de piezas brutas más grandes. A diferencia de la impresión 3D, que añade material capa a capa, el mecanizado utiliza herramientas de corte giratorias o ruedas abrasivas para tallar con precisión el material base. El mecanizado CNC (Control Numérico por Computadora) automatiza este proceso mediante trayectorias de herramienta programadas, lo que permite la producción consistente de piezas complejas con tolerancias tan ajustadas como ±0,001 pulgadas en metales, plásticos y compuestos.
3. ¿Cuánto tiempo lleva el mecanizado CNC desde el pedido hasta la entrega?
Los plazos de entrega para el mecanizado de servicio varían según la complejidad, el volumen y la capacidad de la taller. Los prototipos sencillos pueden enviarse en 1 a 3 días desde instalaciones que ofrecen una entrega rápida. Las series de producción estándar suelen requerir de 1 a 3 semanas, incluyendo la revisión del diseño, la programación, el mecanizado y la inspección. Las piezas complejas que requieren operaciones secundarias, como tratamiento térmico o anodizado, añaden días adicionales. Proveedores automotrices certificados, como Shaoyi Metal Technology, ofrecen plazos de entrega tan rápidos como un día hábil para prototipos urgentes.
4. ¿Qué formatos de archivo aceptan los talleres de mecanizado CNC?
La mayoría de los talleres mecánicos profesionales prefieren los archivos STEP (.stp, .step) como estándar universal de intercambio de modelos 3D, legibles prácticamente por cualquier software CAM. Los archivos IGES siguen siendo ampliamente compatibles para geometrías de superficie y sólidas. Los archivos 2D DXF/DWG son esenciales para piezas planas y cotas complementarias. Los archivos CAD nativos de SolidWorks, Inventor o Fusion 360 conservan íntegramente la intención de diseño cuando los talleres utilizan el mismo software. Siempre incluya dibujos en PDF acotados que especifiquen las tolerancias, los acabados superficiales y las características críticas.
5. ¿Cómo elijo entre mecanizado CNC e impresión 3D?
Elija el mecanizado CNC cuando necesite resistencia del material apta para producción, tolerancias ajustadas inferiores a ±0,005 pulgadas, acabados superficiales lisos o piezas metálicas en volúmenes superiores a 50 unidades. La impresión 3D destaca en geometrías internas complejas, iteración rápida de diseños, cantidades muy bajas y formas orgánicas imposibles de mecanizar. Las piezas fabricadas mediante CNC conservan al 100 % las propiedades nativas del material, mientras que algunos procesos de impresión 3D alcanzan únicamente del 10 al 50 % de la resistencia del material. Muchos proyectos se benefician de la fabricación de prototipos mediante impresión 3D y luego pasan al mecanizado para la producción.