 Pequeños lotes, altos estándares. Nuestro servicio de prototipado rápido hace que la validación sea más rápida y fácil —
Pequeños lotes, altos estándares. Nuestro servicio de prototipado rápido hace que la validación sea más rápida y fácil —
- Reduzca los costos de extrusión de aluminio con 5 consejos esenciales de DFM
- El verdadero ROI de matrices de extrusión personalizadas para producción masiva
- Prototipado de metal para automoción: una guía para una innovación más rápida
- Piezas del Aire Acondicionado Automotriz: Desde el Compresor hasta el Evaporador Explicado

Estampado con prensa hidráulica vs. mecánica: ¿Cuál es la adecuada para usted?
Time : 2026-01-02
TL;DR
La decisión entre prensa hidráulica vs prensa mecánica para estampado depende fundamentalmente de sus objetivos específicos de producción: velocidad frente al control de fuerza. Prensas mecánicas son el estándar en la industria para producción de alta velocidad y gran volumen de piezas más sencillas, entregando la fuerza máxima únicamente en la parte inferior de la carrera. En contraste, prensas hidráulicas ofrecen una versatilidad superior y tonelaje completo durante toda la carrera, lo que las convierte en la opción ideal para embutido profundo, conformado complejo y producciones de bajo volumen o pruebas piloto. Mientras que los sistemas mecánicos priorizan la eficiencia del ciclo (hasta 1.000+ carreras por minuto), los sistemas hidráulicos priorizan la adaptabilidad y una presión constante.
La Diferencia Fundamental: Energía Cinética vs Energía Hidrostática
Para elegir la máquina adecuada, primero debe comprender cómo generan fuerza. Esto no es solo un detalle técnico; determina el comportamiento del carro (émbolo) y la calidad de su pieza terminada.
Prensas mecánicas funcionan según el principio de la energía cinética. Un motor acciona un volante pesado, que almacena energía y la transmite al martillo mediante un embrague y un cigüeñal (o mecanismo de biela/manivela). Funciona como un martillo golpeando un clavo: la energía se entrega en un impacto repentino y potente. Debido a este enlace mecánico fijo, la longitud de la carrera no es ajustable, y la velocidad del deslizador varía: acelera hacia el centro de la carrera y desacelera al llegar al punto inferior.
Prensas hidráulicas , por el contrario, dependen de la presión hidrostática (Ley de Pascal). Una bomba fuerza fluido hidráulico dentro de un cilindro para mover el pistón. Este mecanismo permite que la prensa genere toda su fuerza nominal en cualquier punto de la carrera. Opera más bien como una mordaza: una compresión controlada y constante que puede mantenerse. La longitud de la carrera es completamente ajustable, y la velocidad puede controlarse con precisión durante todo el ciclo.
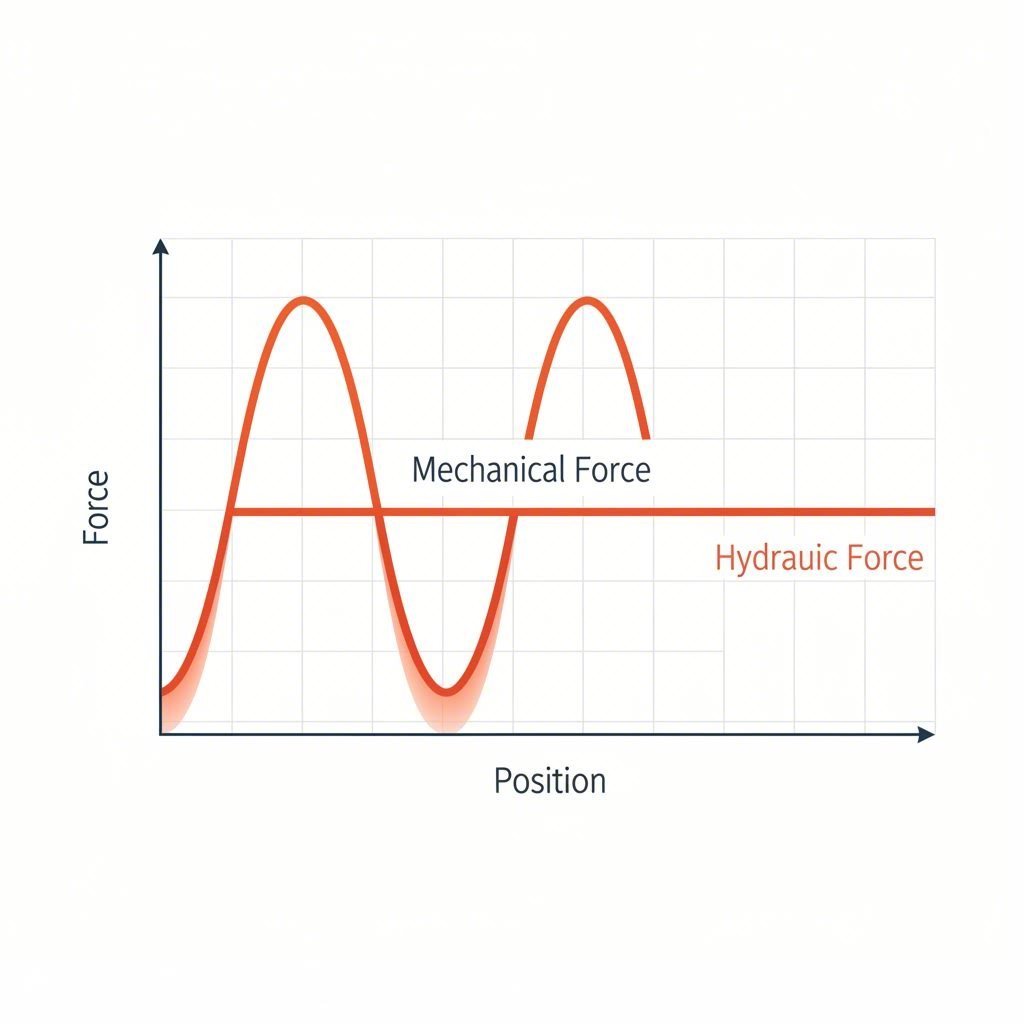
La Curva de Tonelaje: Por qué el "Punto Muerto Inferior" es Importante
El factor diferenciador más crítico para los ingenieros es la curva de tonelaje —el perfil de cómo y cuándo se aplica la fuerza.
En una prensa mecánica , no obtiene la tonelaje nominal completa de la máquina durante todo el recorrido. La fuerza máxima solo está disponible en la parte más baja del recorrido, conocida como Punto Muerto Inferior (BDC) , típicamente dentro de las últimas 0.125 a 0.25 pulgadas. Si su operación de conformado comienza 2 pulgadas por encima del fondo (como en un embutido profundo), una prensa mecánica de 200 toneladas podría entregar solo una fracción de esa fuerza en el punto de contacto. Esta limitación hace que las prensas mecánicas sean susceptibles de "atasco" si se sobrecargan antes de alcanzar el PMI.
Prensas hidráulicas resuelve completamente esta limitación. Una prensa hidráulica de 200 toneladas entrega 200 toneladas de fuerza desde el momento en que la herramienta toca el metal hasta que finaliza el ciclo. Esta capacidad de fuerza constante permite una función llamada "dwell", en la que la prensa mantiene la presión en la parte inferior de la carrera durante un tiempo determinado. Esto es esencial para operaciones como el moldeo de termoestables o formado complejo, donde el material necesita tiempo para fluir, evitando el retorno elástico y asegurando la precisión dimensional.
Comparativa de rendimiento: velocidad, precisión y control
Al evaluar los indicadores de rendimiento, el compromiso es evidente: las prensas mecánicas ganan en velocidad; las hidráulicas, en flexibilidad.
Velocidad y Volumen
Las prensas mecánicas son las indiscutibles reinas de la velocidad. Al utilizar la energía almacenada en el volante, pueden alcanzar tasas de ciclo que van desde 20 hasta más de 1.500 golpes por minuto (SPM). Para aplicaciones de corte, perforación y troqueles progresivos donde las piezas son planas y los volúmenes alcanzan millones de unidades, una prensa mecánica es la opción más eficiente.
Precisión y configuración
Las prensas hidráulicas funcionan mucho más lentamente, típicamente entre 20 y 100 golpes por minuto (SPM), pero ofrecen un control insuperable. Los operadores pueden ajustar instantáneamente la longitud de la carrera, los límites de presión y la velocidad del pistón mediante el panel de control. Esto hace que los tiempos de configuración sean significativamente más cortos, ya que no es necesario ajustar manualmente la altura de cierre ni la mecánica de la carrera. Para talleres con alta variedad y bajo volumen, esta flexibilidad suele compensar ampliamente la velocidad bruta de un sistema mecánico.
Adecuación por aplicación: ¿cuándo elegir cada una?
Seleccionar la prensa adecuada consiste en hacer coincidir la física de la máquina con la geometría de su pieza.
Aplicaciones recomendadas para prensas mecánicas
- Corte y punzonado de alta velocidad: El impacto repentino del corte de metal se absorbe mejor mediante bastidores mecánicos rígidos.
- Matrices progresivas: Alimentación continua y automatizada de material en bobina para la producción de piezas de alto volumen.
- Embutido poco profundo: Soportes simples, monedas y grabados superficiales donde solo se necesita fuerza en la parte inferior.
- Paneles de carrocería automotriz: Las líneas de alta producción para guardabarros y paneles de puertas suelen utilizar prensas mecánicas de transferencia.
Mejores aplicaciones para prensas hidráulicas
- Laminación en frío: Fabricación de tanques, cilindros o extintores donde la fuerza debe ser constante a lo largo de una gran distancia.
- Formado complejo: Piezas que requieren tiempo de permanencia o fuerza variable para evitar desgarros.
- Compactación de polvos y enderezado: Aplicaciones que requieren mantenimiento preciso de presión.
- Prototipos y pruebas piloto: La configuración sencilla permite realizar pruebas rentables antes de comprometerse con utillajes definitivos.
Para fabricantes que buscan cerrar la brecha entre estos dos mundos, asociarse con un especialista versátil suele ser la mejor estrategia. Si su proyecto implica escalar desde prototipado rápido (donde destaca la flexibilidad hidráulica) hasta producción en gran volumen (donde la velocidad mecánica es clave), considere expertos como Shaoyi Metal Technology . Con capacidades de hasta 600 toneladas y certificación IATF 16949, superan esta división, entregando componentes automotrices críticos como brazos de control y subchasis, ya sea que necesite 50 prototipos o millones de piezas producidas en masa.
Análisis de Costos: CapEx y Mantenimiento
El costo total de propiedad implica más que solo el precio de compra.
| Factor | Prensa mecánica | Prensa hidráulica |
|---|---|---|
| Inversión inicial | Generalmente más alto, especialmente para modelos de alta tonelada. | Costo inicial más bajo, incluso para capacidades de alta tonelada. |
| Necesidades de mantenimiento | Requiere lubricación de partes móviles (embrague, freno, volante). Las piezas sujetas a desgaste son costosas de reemplazar, pero duran mucho tiempo. | Requiere manejo de fluidos, sellos, mangueras y válvulas. Las fugas pueden ser problemáticas, pero los componentes son estándar y más fáciles de reemplazar. |
| Eficiencia energética | Alta eficiencia para funcionamiento continuo; el volante almacena energía. | El motor funciona continuamente para accionar la bomba; la eficiencia disminuye si la prensa está frecuentemente en reposo. |
| Complejidad de Reparación | Si una prensa se bloquea en el PMI, desatascarla puede ser una operación importante y costosa. | No se puede sobrecargar; las válvulas de alivio simplemente derivan el fluido. Fácil de desatascar. |
La Prensa Servo: ¿Lo Mejor de Ambos Mundos?
En los últimos años, tecnología de prensas servo ha surgido como una solución híbrida. Al reemplazar el volante y el embrague con un motor servo de alto par, estas prensas ofrecen la velocidad de un sistema mecánico con el control programable de uno hidráulico. Puedes programar el punzón para descender rápidamente, desacelerar durante la parte de conformado de la carrera y regresar rápidamente.
Aunque las prensas servo son significativamente más costosas inicialmente, eliminan la limitación del "Punto Muerto Inferior" de las prensas mecánicas tradicionales, manteniendo altas velocidades de producción. Para talleres que puedan justificar el gasto de capital, ofrecen la máxima versatilidad.
Conclusión
La elección entre prensa hidráulica vs prensa mecánica para estampado rara vez se trata de que uno sea "mejor" que el otro; se trata de la adecuación a la aplicación. Las prensas mecánicas siguen siendo la opción indiscutible para velocidad, consistencia y troqueado de alto volumen. Las prensas hidráulicas son maestras en fuerza, flexibilidad y conformado profundo.
Para realizar la inversión adecuada, analice la geometría de su pieza, el volumen previsto y la necesidad de control de carrera. Si su taller produce millones de arandelas planas, compre una prensa mecánica. Si está embutiendo tanques profundos de propano o realizando series cortas de alta variedad, la solución es una prensa hidráulica.
Preguntas frecuentes
1. ¿Puede una prensa hidráulica igualar la velocidad de una prensa mecánica?
En general, no. Una prensa hidráulica estándar opera a velocidades significativamente más bajas (20–60 CPM) en comparación con las prensas mecánicas (50–1.000+ CPM), debido a la física del movimiento de fluidos. Sin embargo, existen prensas hidráulicas especializadas de "alta velocidad", aunque rara vez igualan el rendimiento de los sistemas mecánicos accionados por volante para operaciones simples de punzonado.
2. ¿Por qué es mejor una prensa hidráulica para embutición profunda?
El embutido profundo requiere una fuerza constante a lo largo de toda la longitud del recorrido para estirar el material sin romperlo. Una prensa hidráulica proporciona la tonelada nominal completa en cualquier punto del recorrido, mientras que una prensa mecánica pierde capacidad de fuerza significativa a medida que el carro se mueve desde el punto muerto inferior.
3. ¿Qué tipo de prensa es más seguro de operar?
Las prensas hidráulicas generalmente se consideran más seguras en cuanto a la protección contra sobrecargas. Si una prensa hidráulica excede su tonelaje establecido, simplemente se abre una válvula de alivio, deteniendo el pistón. Si una prensa mecánica se sobrecarga, puede "quedarse atascada" o bloquearse en la parte inferior del recorrido, creando una situación peligrosa que requiere una fuerza considerable (y a menudo corte con soplete) para liberarla.