 Pequeños lotes, altos estándares. Nuestro servicio de prototipado rápido hace que la validación sea más rápida y fácil —
Pequeños lotes, altos estándares. Nuestro servicio de prototipado rápido hace que la validación sea más rápida y fácil —
- Reduzca los costos de extrusión de aluminio con 5 consejos esenciales de DFM
- El verdadero ROI de matrices de extrusión personalizadas para producción masiva
- Prototipado de metal para automoción: una guía para una innovación más rápida
- Piezas del Aire Acondicionado Automotriz: Desde el Compresor hasta el Evaporador Explicado

Secretos de Talleres de Mecanizado Personalizado: 9 Puntos Esenciales Antes de Realizar su Pedido
Time : 2026-02-08

¿Qué es un taller de mecanizado personalizado y por qué es importante?
Imagínese que necesita un componente metálico especializado que simplemente no existe en el mercado. Tal vez se trate de un soporte único para equipos aeroespaciales, una conexión personalizada para dispositivos médicos o un engranaje de precisión para una máquina industrial. ¿A dónde acudiría? Aquí es precisamente donde un taller de mecanizado personalizado resulta invaluable.
Taller de mecanizado personalizado es un instalación de fabricación especializada que fabrica piezas adaptadas exactamente a sus especificaciones, en lugar de producir en masa componentes estandarizados. A diferencia de las fábricas de fabricación convencionales, que producen miles de artículos idénticos, estos talleres se centran en la precisión, la flexibilidad y la capacidad de transformar sus diseños únicos en realidad física.
Piénselo de esta manera: la producción en masa es como pedir en un menú fijo de un restaurante de comida rápida, mientras que trabajar con un taller mecánico personalizado es como tener un chef personal que prepara platos específicamente adaptados a su gusto y necesidades dietéticas.
Qué distingue al mecanizado personalizado de la producción en masa
La diferencia fundamental radica en el enfoque y las capacidades. Las instalaciones de fabricación estándar están optimizadas para volumen y eficiencia de costos, produciendo grandes cantidades de piezas idénticas con mínima variación. Por su parte, el mecanizado personalizado acepta la complejidad y la individualidad.
Cuando está desarrollando un prototipo, necesita una pieza de repuesto para equipos antiguos o requiere componentes con geometrías complejas y tolerancias estrictas , la producción en masa simplemente no es viable. Los talleres de fabricación CNC especializados en trabajos personalizados pueden manejar diseños intrincados que resultarían desafiantes o incluso imposibles mediante procesos estandarizados.
Considere estas diferencias clave:
- Equipo Especializado: Las tiendas especializadas invierten en avanzadas fresadoras CNC, tornos, rectificadoras y equipos de electroerosión (EDM) capaces de lograr tolerancias tan ajustadas como ± 0,0001 pulgadas: una precisión que rara vez exige o ofrece la producción en masa.
- Mecánicos especializados: Estas instalaciones emplean artesanos experimentados que conocen las propiedades de los materiales, la selección de herramientas y las técnicas de programación necesarias para ejecutar con éxito proyectos complejos.
- Capacidades Flexibles de Producción: Ya necesite un único prototipo o un lote de 500 componentes especializados, las tiendas especializadas adaptan sus procesos para satisfacer sus requisitos específicos.
- Procesos centrados en la calidad: Cada pieza recibe atención individual, con inspecciones rigurosas y medidas de control de calidad que garantizan que cada componente cumpla exactamente con sus especificaciones.
El Papel de la Fabricación de Precisión en la Industria Moderna
Descubrirá que los servicios de mecanizado de precisión son la columna vertebral de la innovación en prácticamente todas las industrias avanzadas. Cuando los ingenieros de empresas aeroespaciales diseñan nuevos componentes para aeronaves, cuando los fabricantes de dispositivos médicos desarrollan implantes que salvan vidas o cuando los ingenieros automotrices prototipan sistemas de próxima generación, todos ellos dependen de talleres de mecanizado CNC cercanos y de instalaciones especializadas para dar vida a sus diseños.
Según fuentes industriales el mecanizado de precisión es indispensable en la fabricación moderna debido a su capacidad para producir piezas complejas de alta calidad con acabados excelentes. Esta tecnología permite fabricar desde instrumentos quirúrgicos que requieren materiales biocompatibles hasta componentes para defensa que exigen una durabilidad acorde con los estándares militares.
¿Qué hace que esta capacidad sea tan crucial? En el panorama competitivo actual, la diferenciación de productos suele depender de la excelencia en ingeniería. Los componentes comerciales pueden funcionar para aplicaciones básicas, pero las innovaciones disruptivas exigen soluciones personalizadas. Una instalación de mecanizado bien equipada cierra la brecha entre sus diseños CAD y piezas funcionales fabricadas con precisión, transformando conceptos digitales en productos tangibles que cumplen las especificaciones más exigentes.
Procesos fundamentales de mecanizado que todo comprador debe conocer
Así que ha encontrado un taller de mecanizado personalizado, pero ¿sabe cuál es el proceso adecuado para su proyecto? Comprender los métodos fundamentales de mecanizado le ayuda a comunicarse eficazmente con los fabricantes y garantiza que seleccione el enfoque óptimo para sus necesidades específicas. A continuación, analizamos los cuatro procesos principales con los que se encontrará.
Mecanizado y Torneado CNC Explicados
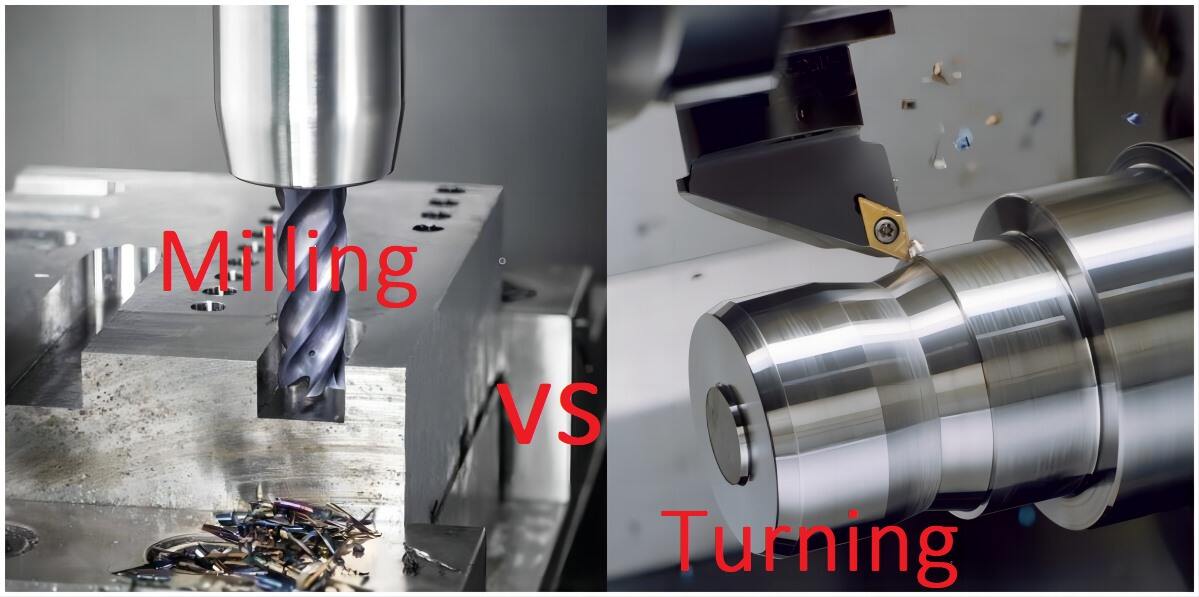
Cuando un corte CNC elimina material de su pieza de trabajo, el método utilizado determina qué formas y características son posibles. Los dos procesos más comunes —fresado y torneado— difieren fundamentalmente en cómo abordan la eliminación de material.
Fresado CNC implica una pieza de trabajo estacionaria mientras una herramienta de corte giratoria se desplaza a lo largo de varios ejes para eliminar material. Imagine un cincel de escultor que gira a miles de RPM, eliminando con precisión material para revelar la forma deseada. Este proceso destaca por su capacidad para crear geometrías complejas, superficies planas, ranuras, cavidades y contornos tridimensionales intrincados. Gracias a sus capacidades multieje, las fresadoras CNC pueden producir piezas con formas irregulares y características detalladas que serían imposibles de lograr mediante otros métodos.
Torneado CNC , por el contrario, hace girar la pieza de trabajo mientras una herramienta de corte estacionaria le da forma. Piense en una rueda de alfarero, pero para metal. Este método es ideal para piezas cilíndricas o redondas: ejes, casquillos, anillos y bridas. El torneado CNC ofrece una eficiencia excepcional para componentes simétricos, logrando a menudo terminar las piezas más rápidamente y de forma más rentable que el fresado, siempre que la geometría lo permita.
Esta es la distinción práctica: si su pieza tiene una sección transversal redonda y características simétricas, el torneado CNC probablemente sea su mejor opción. Si necesita cavidades complejas, contornos irregulares o características multifacéticas, el fresado CNC es la solución. Muchas instalaciones avanzadas utilizan actualmente centros combinados de fresado y torneado (mill-turn), que integran ambas capacidades, permitiendo la fabricación completa de la pieza en una sola configuración.
Procesos especializados para geometrías complejas
Cuando el fresado y el torneado convencionales alcanzan sus límites, entran en juego procesos especializados. Dos métodos fundamentales abordan lo que los cortes CNC convencionales no pueden lograr.
Molienda se vuelve esencial cuando se requiere una precisión que va más allá de las capacidades de un torno o una fresadora. Este proceso desplaza la pieza de trabajo contra una muela abrasiva giratoria, logrando acabados superficiales y tolerancias que el mecanizado por sí solo no puede igualar. El rectificado se utiliza comúnmente en rodamientos, ejes, superficies de medición y cualquier componente que requiera dimensiones ultra-precisas o acabados tipo espejo.
EDM (Mecanizado por Descarga Eléctrica) adopta un enfoque completamente distinto. En lugar de arrancar material mediante corte, el EDM (mecanizado por descarga eléctrica) emplea chispas eléctricas controladas para erosionar material de la pieza de trabajo. Este método no convencional destaca especialmente en el mecanizado de materiales extremadamente duros y en la creación de características internas intrincadas a las que las herramientas de corte simplemente no pueden acceder. El EDM con hilo puede alcanzar una precisión geométrica cercana a ±1 μm, lo que lo convierte en una tecnología invaluable para la fabricación de moldes, componentes aeroespaciales y dispositivos médicos.
El mecanizado suizo también merece mención aquí. Esta técnica especializada de torneado CNC utiliza un cabezal deslizante para sujetar la pieza de trabajo cerca de la zona de corte, lo que permite la fabricación de componentes extremadamente pequeños y precisos. Es el proceso preferido para implantes médicos, componentes de relojería y piezas electrónicas miniatura que requieren una exactitud excepcional.
| Tipo de proceso | Mejores Aplicaciones | Compatibilidad material | Tolerancias típicas |
|---|---|---|---|
| Fresado CNC | Formas complejas, superficies planas, cavidades, contornos tridimensionales, prototipos | Aluminio, acero, latón, titanio, plásticos, compuestos | ±0,001" a ±0,005" (±0,025 a ±0,127 mm) |
| Torneado CNC | Piezas cilíndricas, ejes, casquillos, anillos, componentes simétricos de alta producción | Aluminio, acero, latón, cobre, titanio, plásticos técnicos | ±0,001" a ±0,005" (±0,025 a ±0,127 mm) |
| Molienda | Superficies de ultra precisión, rodamientos, ejes, acabados con tolerancias ajustadas | Aceros templados, cerámicas, carburos, aceros para herramientas | ±0,0001" a ±0,0005" (±0,0025 a ±0,0127 mm) |
| EDM | Cavidades complejas, materiales duros, características internas intrincadas, fabricación de moldes | Metales endurecidos, aleaciones exóticas, materiales conductores, carburos | ±0,0002" a ±0,001" (±0,005 a ±0,025 mm) |
Comprender estos procesos le ayuda a asociar los requisitos de su proyecto con el enfoque adecuado. Para la fabricación de prototipos mediante CNC de un nuevo diseño de producto, el fresado ofrece la flexibilidad que necesita. Para series de producción de componentes cilíndricos, la fabricación CNC mediante torneado brinda eficiencia. Y cuando sus especificaciones exigen las tolerancias más ajustadas o los materiales más duros, el rectificado y el electroerosionado (EDM) ofrecen capacidades que los procesos convencionales no pueden igualar.
Con esta base sobre los procesos de mecanizado, ya está listo para abordar la siguiente decisión crítica: la selección del material adecuado para sus piezas mecanizadas personalizadas.
Guía de selección de materiales para piezas mecanizadas personalizadas
Ahora que comprende los procesos de mecanizado disponibles, aquí tiene la siguiente pregunta crucial: ¿de qué material debe fabricarse su pieza? Esta decisión afecta a todo: resistencia, peso, costo, resistencia a la corrosión e incluso si el proceso de mecanizado elegido funcionará o no.
La selección del material no es simplemente una casilla técnica por marcar. Afecta directamente el éxito, el cronograma y el presupuesto de su proyecto. Un taller de mecanizado personalizado puede trabajar con docenas de materiales, pero elegir con criterio implica comprender los compromisos entre rendimiento, maquinabilidad y costo.
Metales y aleaciones para aplicaciones estructurales
Cuando lo más importante son la resistencia, la durabilidad y la resistencia térmica, los metales son su opción preferida. Sin embargo, no todos los metales se mecanizan con igual facilidad ni tienen el mismo costo. Analicemos las opciones más comunes.
Aleaciones de Aluminio dominan la mecanización personalizada por una buena razón. Según Hubs, las aleaciones de aluminio ofrecen una excelente relación resistencia-peso, alta conductividad térmica y eléctrica, y protección natural contra la corrosión. Además, son fáciles de mecanizar, lo que las convierte en la opción más económica para muchos proyectos.
Las calidades más populares incluyen:
- Aluminio 6061: La aleación de referencia, con buena resistencia, excelente maquinabilidad y versatilidad para aplicaciones generales
- Aluminio 7075: La favorita de la industria aeroespacial: puede tratarse térmicamente para alcanzar niveles de dureza comparables a los del acero, manteniendo su ligereza
- Aluminio 5083: Resistencia superior a las aguas marinas, lo que la hace ideal para aplicaciones marinas y de construcción
Acero y acero inoxidable entran en juego cuando el aluminio no puede ofrecer la resistencia, dureza o resistencia al calor requeridas. Las aleaciones de acero inoxidable como las calidades 304 y 316 proporcionan una excelente resistencia a la corrosión en entornos médicos, de procesamiento de alimentos y marinos. Para aplicaciones de mayor rendimiento, el acero inoxidable 17-4 puede endurecerse por precipitación hasta alcanzar una dureza comparable a la de los aceros para herramientas.
Los aceros al carbono bajo, como los grados 1018 y 1045, ofrecen soluciones rentables para componentes estructurales, plantillas y dispositivos de sujeción cuando la corrosión no es una preocupación principal. Sus índices de maquinabilidad varían significativamente: el acero de fácil mecanizado (SAE 12L14) alcanza el 170 %, mientras que el acero para rodamientos (SAE 52100) desciende hasta aproximadamente el 40 %.
Bronce y latón merecen especial atención para aplicaciones especializadas. Cuando se requiere mecanizar bronce para cojinetes resistentes al desgaste, bujes o herrajes marinos, el mecanizado CNC de bronce produce componentes con excelente resistencia a la corrosión y propiedades de bajo rozamiento. El latón C36000 es uno de los materiales más fáciles de mecanizar disponibles, lo que lo convierte en una opción rentable para la producción en gran volumen de accesorios y componentes decorativos.
Las aleaciones especiales resistir entornos extremos. Las aleaciones de titanio, como la Ti-6Al-4V, ofrecen unas excepcionales relaciones resistencia-peso para aplicaciones aeroespaciales e implantes médicos, aunque su índice de maquinabilidad se sitúa alrededor del 20 %. Las superaleaciones resistentes al calor, como la Inconel 718 —con un índice de maquinabilidad de tan solo el 10 %— mantienen sus propiedades mecánicas a temperaturas que destruirían metales convencionales.
Plásticos de ingeniería para componentes especializados
Los metales no siempre son la solución. Los plásticos de ingeniería ofrecen ventajas únicas: construcción ligera, resistencia química, aislamiento eléctrico y, con frecuencia, costes de mecanizado más bajos.
POM (Delrin) destaca como el plástico más mecanizable disponible. Su combinación de alta capacidad de precisión, excelente estabilidad dimensional, bajo coeficiente de fricción y mínima absorción de agua lo convierte en la opción ideal para engranajes, rodamientos y componentes mecánicos de precisión. Cuando se requieren tolerancias ajustadas en piezas de plástico, el plástico Delrin suele ser su mejor elección.
Al mecanizar componentes de nailon, está trabajando con un material valorado por su resistencia al impacto, su resistencia química y su durabilidad. El nailon 6 y el nailon 66 son las calidades más comunes para trabajos de mecanizado CNC, aunque el nailon para mecanizado requiere atención a sus características de absorción de humedad: es posible que las piezas necesiten un acondicionamiento previo a su uso final.
Policarbonato ofrece una resistencia excepcional al impacto —superior a la del ABS— con buena claridad óptica. Se mecaniza comúnmente para dispositivos fluidicos, cubiertas protectoras y aplicaciones de acristalamiento automotriz, donde tanto la resistencia como la transparencia son fundamentales.
El PEEK representa el extremo de alto rendimiento entre los plásticos de ingeniería. Con excelentes propiedades mecánicas, estabilidad térmica en un amplio rango de temperaturas y una resistencia química sobresaliente, el PEEK sustituye frecuentemente a los metales en aplicaciones críticas desde el punto de vista del peso. Las versiones de grado médico permiten su uso en implantes biomédicos e instrumentos quirúrgicos.
Acrílico ofrece una claridad óptica cercana a la del vidrio, pero con una fracción de su peso. Se mecaniza bien para vitrinas, guías de luz y componentes decorativos, aunque es más frágil que el policarbonato y requiere un manejo cuidadoso.
Asociación de materiales a su aplicación
Elegir el material adecuado implica asociar sus propiedades con sus requisitos específicos. A continuación se muestra cómo suelen alinearse los materiales con las aplicaciones industriales:
- Materiales de grado aeroespacial: Aluminio 7075, aleaciones de titanio, superaleaciones resistentes al calor, PEEK: priorizando la relación resistencia-peso y el rendimiento en entornos extremos
- Materiales compatibles con aplicaciones médicas: Acero inoxidable 316, titanio Ti-6Al-4V, PEEK de grado médico, Delrin: que requieren biocompatibilidad, capacidad de esterilización y resistencia a la corrosión
- Componentes automotrices: Aluminio 6061, aceros aleados 4140 y 4340, bronce mecanizado por CNC para casquillos, nylon para componentes sometidos a desgaste: equilibrando rendimiento y eficiencia de costes
- Uso industrial general: Aluminio 6061, acero dulce 1018, latón C36000, POM, ABS: destacando la facilidad de mecanizado y la producción económica
Consejo profesional: Cuando tenga dudas sobre la selección del material, comience definiendo su requisito más crítico —ya sea el peso, la resistencia, la resistencia a la corrosión o el costo— y luego reduzca sus opciones a partir de ahí.
Recuerde que la maquinabilidad afecta directamente el costo de su proyecto. Los materiales con una mayor clasificación de maquinabilidad se mecanizan más rápidamente, desgastan las herramientas más lentamente y, en última instancia, resultan menos costosos de producir. Una pieza fabricada en latón de fácil mecanizado podría costar la mitad de lo que cuesta mecanizar la misma geometría en titanio, incluso sin considerar los precios de los materiales brutos.
Una vez definida su selección de material, el siguiente paso consiste en especificar con exactitud el grado de precisión requerido para sus piezas. Comprender las tolerancias le ayuda a evitar tanto la sobreespecificación (lo que incrementa los costos) como la subespecificación (lo que supone un riesgo de fallo de la pieza).

Tolerancias explicadas para el éxito del proyecto
He aquí un escenario que se repite constantemente en la fabricación: un ingeniero especifica tolerancias extremadamente ajustadas en todas las dimensiones de una pieza, creyendo que «más ajustado» equivale a «mejor». ¿El resultado? Un presupuesto tres veces superior al esperado y un plazo de entrega que supera ampliamente la fecha límite. ¿Le suena familiar?
Comprender las tolerancias no es solo conocimiento técnico: es la diferencia entre un proyecto rentable y uno innecesariamente costoso. Cuando encarga piezas mecanizadas a un taller de mecanizado personalizado, las especificaciones de tolerancia afectan directamente el precio que paga, el tiempo de espera y si sus componentes funcionan efectivamente según lo previsto.
Comprensión de la notación y las normas sobre tolerancias
La tolerancia define la variación dimensional total permitida respecto de un valor especificado. Según American Micro Industries, los ingenieros establecen tolerancias para garantizar que los componentes funcionen correctamente dentro de los conjuntos, mientras que los fabricantes las utilizan como parámetros críticos de control de calidad durante todo el proceso productivo.
Encontrará especificaciones de tolerancia en varios formatos estandarizados:
- Tolerancias bilaterales: Permitir variación en ambas direcciones (por ejemplo, 25,00 ± 0,05 mm)
- Tolerancias unilaterales: Permitir variación solo en una dirección (por ejemplo, 25,00 +0,00/−0,10 mm)
- Dimensiones límite: Especificar directamente los valores máximo y mínimo aceptables (por ejemplo, 24,95–25,05 mm)
La norma internacional ISO 2768 proporciona directrices generales sobre tolerancias con clases de precisión que van desde fina (f) hasta muy gruesa (v). Este marco abarca dimensiones lineales, dimensiones angulares, radios externos y alturas de chaflanes. Sin embargo, estas normas representan estándares generales que pueden no aplicarse a todas las piezas mecanizadas personalizadas: su aplicación específica determina qué es realmente necesario.
Esta es la idea clave: la precisión decimal en las especificaciones de tolerancia se correlaciona directamente con la dificultad y el costo de fabricación. Una tolerancia de ±0,02" permite un rango diez veces más amplio que ±0,002", afectando significativamente la complejidad de producción y el precio que deberá pagar.
Cómo afectan los requisitos de tolerancia a su proyecto
Piense en las tolerancias como un acto de equilibrio. Demasiado ajustadas y está pagando una precisión que no necesita. Demasiado holgadas y sus piezas no encajarán ni funcionarán correctamente.
Como Ingenieros de fabricación de RPWORLD observen que, con frecuencia, las personas creen que unas tolerancias ajustadas mejoran automáticamente la calidad del producto. En realidad, unas tolerancias ajustadas solo indican una alta calidad de producción para piezas individuales; no equivalen directamente a una mayor calidad del producto. La calidad del producto depende, en última instancia, de cómo se ensamblan y funcionan conjuntamente las piezas.
Considere las implicaciones de coste: las piezas mecanizadas mediante CNC estándar suelen alcanzar, como punto de referencia, tolerancias de ±0,005" (0,127 mm). Lograr especificaciones más ajustadas suele requerir operaciones secundarias, como rectificado o electroerosión (EDM), equipos especializados, entornos con control de temperatura y medidas reforzadas de control de calidad, todo lo cual incrementa los costes y prolonga los plazos de entrega.
| Nivel de tolerancia | Rango Típico | Mejores Aplicaciones | Impacto en Costos |
|---|---|---|---|
| Estándar | ±0,25 mm (±0,010") | Componentes mecánicos generales, soportes, carcasas, ensamblajes no críticos | Punto de referencia — el más económico |
| Precisión | ±0,05 mm (±0,002") | Piezas acopladas, rodamientos, ajustes de precisión, componentes aeroespaciales | aumento del 50–100 % |
| Ultra-precisión | ±0,0125 mm (±0,0005") | Implantes médicos, componentes ópticos, dispositivos de medición, conjuntos críticos | aumento del 100–200 % |
Varios factores influyen en las tolerancias que realmente se pueden lograr:
- Variaciones de temperatura: Las máquinas-herramienta y las piezas de trabajo se expanden y contraen con los cambios de temperatura, lo que afecta sus dimensiones
- Desgaste de herramientas: Las herramientas de corte se desgastan gradualmente durante la producción, provocando una deriva dimensional
- Propiedades del material: Los coeficientes de expansión térmica, la maquinabilidad y la estabilidad dimensional varían significativamente entre distintos materiales
- Repetibilidad del montaje: Los operarios especializados, al aplicar procedimientos adecuados, pueden lograr una repetibilidad del montaje dentro de ±0,025 mm (±0,001")
Regla general: Especifique la tolerancia más laxa que aún garantice un funcionamiento adecuado. Reserve las tolerancias ajustadas únicamente para aquellas características donde la precisión sea realmente crítica: superficies de acoplamiento, ajustes de rodamientos e interfaces fundamentales.
Al trabajar con servicios de mecanizado CNC de precisión, comunique claramente sus requisitos funcionales. Un buen taller le ayudará a identificar qué cotas son críticas y cuáles pueden aplicar tolerancias estándar. Este enfoque colaborativo —en lugar de especificar sistemáticamente tolerancias ajustadas— permite obtener piezas mecanizadas que funcionan perfectamente a un costo razonable.
Por ejemplo, una brida diseñada para ajustarse sobre un eje podría requerir una tolerancia de ±0,002" en su diámetro interior para garantizar un ajuste correcto; sin embargo, su diámetro exterior y su longitud podrían funcionar perfectamente con una tolerancia de ±0,010". Comprender esta distinción le permite especificar únicamente lo estrictamente necesario.
Una vez que se comprenden correctamente las tolerancias, está listo para considerar otra decisión que afecta los costos: si necesita cantidades de prototipos o series de producción, cada una requiriendo enfoques distintos y ofreciendo ventajas diferentes.
Mecanizado de prototipos frente a series de producción
Ha diseñado un componente innovador. Ahora surge una pregunta crítica: ¿necesita un único prototipo para validar su concepto, o ya está listo para cientos de piezas de producción? La respuesta modifica fundamentalmente la forma en que un taller de mecanizado personalizado aborda su proyecto —y lo que usted pagará.
La línea entre prototipado y producción se ha difuminado significativamente en los últimos años. Según analistas del sector , las reglas tradicionales, según las cuales los productos avanzaban secuencialmente desde los prototipos hasta la producción piloto y luego hasta la fabricación en masa, ya no son aplicables. Actualmente, los clientes exigen un alto grado de personalización a precios propios de la producción en masa, y los fabricantes deben adaptarse en consecuencia.
Comprender en qué punto de este espectro se encuentra su proyecto —y cómo podría evolucionar— le ayuda a elegir al socio adecuado para el mecanizado y a evitar sorpresas costosas en el camino.
Desde la prototipación rápida hasta la producción a gran escala
El mecanizado de prototipos y las series de producción cumplen propósitos fundamentalmente distintos, incluso cuando fabrican piezas idénticas. Las prioridades, los procesos y las estructuras de costes difieren significativamente.
Durante la fase de prototipo, la velocidad suele tener prioridad sobre el costo por unidad. Necesita hardware funcional en sus manos lo antes posible para validar diseños, probar el ajuste y el funcionamiento o demostrar conceptos ante las partes interesadas. Un prototipo de una sola pieza que cueste 500 USD puede ser perfectamente aceptable si se entrega en tres días y confirma que su diseño funciona antes de comprometerse con la fabricación de moldes.
Las series de producción invierten estas prioridades. Una vez que su diseño ha sido validado, la consistencia, la eficiencia de costes y el control de calidad se vuelven fundamentales. Esa misma pieza podría costar 50 USD por unidad al pedirse en cantidades de 100 unidades, pero alcanzar ese precio unitario requiere consideraciones distintas en la preparación inicial, la optimización de procesos y los sistemas de calidad.
Aquí es donde el tamaño del lote afecta drásticamente su coste por unidad. Los datos de fabricación de RapidDirect ilustran claramente esta relación:
| Cantidad | Precio unitario (ejemplo: pieza de aluminio) | Impacto del Costo de Configuración |
|---|---|---|
| 1 PIEZA | $300+ | el 100 % del coste de preparación se absorbe en una sola unidad |
| 10 piezas | $45–75 | Configuración distribuida en el lote |
| 100 piezas | $15–30 | La preparación se convierte en un factor mínimo por unidad |
| 500+ piezas | $8–20 | Se aprovechan plenamente las economías de escala |
¿Por qué existen diferencias tan drásticas? Los costes de preparación —incluidos la programación CAM, la fabricación de útiles, el montaje de herramientas y la verificación del primer artículo— permanecen relativamente fijos independientemente de la cantidad. Una tarifa de preparación de 300 USD supone un incremento de 300 USD en un único prototipo, pero solo de 3 USD por pieza en un lote de 100 unidades. Esta realidad económica explica por qué los prototipos son inherentemente costosos y por qué el precio unitario disminuye bruscamente a medida que aumenta la cantidad.
Ampliación de su proyecto con el socio adecuado
No todos los talleres de mecanizado cercanos a mí manejan por igual tanto prototipos como producción. Algunos se especializan en entregas rápidas para trabajos de desarrollo, mientras que otros optimizan su capacidad para una producción constante a gran volumen. Comprender estas diferencias le ayudará a encontrar al socio —o socios— adecuado para cada etapa del ciclo de vida de su proyecto.
Al evaluar un taller para trabajos de prototipado, considere las siguientes prioridades:
- Velocidad: ¿Pueden entregar piezas funcionales en cuestión de días, y no de semanas?
- Capacidad de validación de diseño: ¿Proporcionan comentarios sobre la capacidad de fabricación antes de mecanizar el metal?
- Flexibilidad para iteraciones: ¿Con qué rapidez pueden adaptarse a los cambios de diseño entre revisiones?
- Versatilidad de Materiales: ¿Pueden trabajar con el material previsto para la producción, o únicamente con alternativas adecuadas para prototipado?
- Respuesta en la comunicación: ¿Responderán los ingenieros a sus preguntas y colaborarán en la optimización del diseño?
La evaluación centrada en la producción cambia a distintos criterios:
- Consistencia: ¿Qué sistemas de calidad garantizan que cada pieza cumpla con las especificaciones durante toda la serie de producción?
- Rentabilidad: ¿Cómo optimizan los procesos para minimizar los costes por unidad a gran volumen?
- Control de calidad: ¿Qué protocolos de inspección, monitoreo mediante control estadístico de procesos (CEP) y documentación ofrecen?
- Capacidad: ¿Pueden satisfacer sus requisitos de volumen dentro de los plazos establecidos?
- Escalabilidad: Si la demanda aumenta, ¿pueden escalar la producción sin comprometer la calidad?
Las instalaciones más versátiles —frecuentemente aquellas que ofrecen servicios integrales de torneado CNC junto con capacidades de fresado— pueden respaldar su proyecto desde el concepto inicial hasta la producción completa. Esta continuidad ofrece ventajas significativas: el taller aprende sus piezas, comprende sus requisitos de calidad y mantiene procesos consistentes a medida que aumentan los volúmenes.
Un enfoque práctico que muchos ingenieros utilizan consiste en pensar en plazos: «¿Dónde ve usted este producto dentro de seis semanas, seis meses y seis años?». Esta perspectiva ayuda a clarificar las necesidades inmediatas de prototipado frente a la visión a largo plazo de producción. Un modelo conceptual que requiere validación en el mercado difiere fundamentalmente de un diseño probado y listo para la fabricación en volumen, incluso si el archivo CAD es idéntico.
Los talleres mecánicos locales suelen destacar en trabajos de prototipado, ofreciendo colaboración cara a cara e iteraciones rápidas. Para volúmenes de producción, podría evaluar opciones más amplias, incluidas instalaciones con mayor capacidad o certificaciones especializadas exigidas por su sector. Muchos programas exitosos de desarrollo de productos comienzan con un tornero cercano para el prototipado y luego pasan a socios optimizados para la producción a medida que aumentan los volúmenes.
La clave consiste en adaptar sus necesidades actuales a la capacidad adecuada, teniendo siempre en cuenta cómo evolucionarán dichas necesidades. Una vez que las consideraciones relativas a los prototipos y la producción quedan claras, está listo para evaluar otro factor crítico: las certificaciones de calidad que validan los procesos y capacidades de un taller.

Certificaciones de calidad y su significado para usted
Probablemente haya visto logotipos de certificaciones en los sitios web de talleres de mecanizado: ISO 9001, AS9100, IATF 16949. Pero, ¿qué significan realmente estas siglas para sus piezas? La mayoría de los competidores simplemente enumeran las certificaciones sin explicar su relevancia. Cambiemos eso.
Comprender las certificaciones de calidad no se trata de acumular insignias. Se trata de saber qué certificaciones son relevantes para su aplicación específica y qué garantías ofrecen. Cuando un taller de mecanizado personalizado posee una certificación pertinente, ello indica la existencia de procesos documentados, capacidades verificadas y responsabilidad, factores que afectan directamente a las piezas que usted recibe.
Qué significan las certificaciones de calidad para sus piezas
Piense en las certificaciones como una validación por parte de un tercero de que una instalación realmente hace lo que afirma. Según American Micro Industries, las certificaciones actúan como pilares que sostienen y validan cada etapa del proceso productivo dentro de un sistema de gestión de la calidad. Formalizan los procedimientos, definen los puntos de control y supervisan el cumplimiento continuo.
La base de la mayoría de las certificaciones manufactureras es la norma ISO 9001: el estándar internacionalmente reconocido para los sistemas de gestión de la calidad. Esta certificación básica garantiza que un taller ha establecido:
- Flujos de trabajo documentados: Cada proceso está por escrito, no solo memorizado por los empleados individuales
- Supervisión del desempeño: Las métricas registran los resultados de calidad e identifican problemas antes de que se conviertan en patrones
- Protocolos de acción correctiva: Cuando surgen problemas, los procesos sistemáticos abordan las causas fundamentales, no solo los síntomas
- ## Enfoque en el Cliente: Los requisitos de calidad fluyen desde sus especificaciones a través de cada paso de la producción
Pero la norma ISO 9001 es solo el punto de partida. Las certificaciones específicas del sector se basan en esta base, incorporando requisitos adicionales adaptados a sectores en los que el fallo no es una opción.
Normas específicas del sector y sus requisitos
Aquí es donde la selección de la certificación resulta crítica. Un taller certificado para trabajos automotrices podría no cumplir con los requisitos aeroespaciales, y viceversa. Comprender estas diferencias le ayuda a evaluar si una instalación puede cumplir efectivamente con lo que exige su aplicación.
Según señalado por TÜV Nord , tanto las normas automotrices (IATF 16949) como las aeroespaciales (AS9100) se basan en la ISO 9001, añadiendo requisitos específicos del sector. El sector automotriz se centra en niveles extremadamente altos de consistencia, altos volúmenes y mejoras de procesos. El sector aeroespacial se centra en la fabricación de piezas aptas para el vuelo, con los controles necesarios para cumplir esa misión.
Al trabajar con materiales especiales como el nitronic 60 para entornos corrosivos o aleaciones aeroespaciales exigentes, estas certificaciones garantizan que el taller comprende los requisitos únicos de manipulación, procesamiento e inspección que dichos materiales exigen.
| Certificación | Enfoque Industrial | Requisitos Clave | Beneficios para el Cliente |
|---|---|---|---|
| ISO 9001 | Fabricación general | Sistema de gestión de la calidad, procesos documentados, mejora continua, enfoque en el cliente | Nivel de calidad consistente, resolución sistemática de problemas, procedimientos documentados |
| AS9100D | Aeroespacial, espacial, defensa | Gestión de riesgos, gestión de configuraciones, documentación rigurosa, control de la integridad del producto, inclusión en la base de datos OASIS | Componentes aptos para vuelo, trazabilidad completa, procesos validados para aplicaciones críticas |
| IATF 16949 | Cadena de suministro automotriz | Prevención de defectos, reducción de variaciones, eliminación de desperdicios, supervisión de proveedores, mejora continua | Consistencia en volúmenes elevados, control estadístico de procesos, sistemas de calidad robustos |
| ISO 13485 | Dispositivos Médicos | Controles de diseño, gestión de riesgos, trazabilidad, validación de esterilización, gestión de reclamaciones | Cumplimiento normativo, garantía de la seguridad del paciente, registro documental completo |
| NADCAP | Procesos especiales aeroespaciales | Acreditación específica del proceso para el tratamiento térmico, el procesamiento químico y los ensayos no destructivos | Procesos especializados validados, una capa adicional de calidad más allá de la certificación general |
Para los servicios de mecanizado CNC aeroespacial y mecanizado de kovar, normalmente es obligatoria la certificación AS9100D. Las organizaciones certificadas figuran en la base de datos OASIS (Sistema en línea de información de proveedores aeroespaciales), lo que ofrece a los clientes un registro verificado de proveedores conformes.
El mecanizado médico exige el cumplimiento de la norma ISO 13485, que regula todo, desde los controles de diseño hasta la gestión de reclamaciones. Esta certificación garantiza que cada componente de dispositivo médico pueda rastrearse completamente y que los procesos de fabricación mantengan la seguridad del paciente como prioridad principal.
Las aplicaciones automotrices que requieren alta precisión y gran volumen suelen exigir la certificación IATF 16949. Esta norma aborda específicamente los desafíos únicos de las operaciones primarias de mecanizado que alimentan las cadenas de suministro automotrices, donde la consistencia en miles de piezas es tan importante como la calidad individual de cada pieza.
Cómo el control estadístico de procesos garantiza la consistencia
Las certificaciones exigen más que simples documentos. Exigen métodos sistemáticos de control de calidad capaces de detectar problemas antes de que se envíen piezas defectuosas. El control estadístico de procesos (SPC) constituye el núcleo de este enfoque.
El SPC utiliza la recopilación de datos en tiempo real y el análisis estadístico para supervisar los procesos de producción. En lugar de inspeccionar las piezas una vez fabricadas, el SPC sigue las dimensiones clave durante la producción, identificando tendencias que indican posibles problemas antes de que se violen las tolerancias.
Esto es lo que el SPC representa en la práctica:
- Gráficos de control: Los operarios registran mediciones a lo largo de las series de producción, observando patrones que señalan una deriva del proceso
- Estudios de capacidad de proceso: El análisis estadístico confirma que el proceso puede cumplir sistemáticamente con las especificaciones, con margen de sobra
- Verificación de la primera pieza: Las piezas iniciales se someten a una inspección exhaustiva antes de que comience la producción
- Inspección en Proceso: Las dimensiones críticas se verifican a intervalos definidos durante toda la producción
Cuando trabaja con una instalación certificada, no solo confía en su palabra, sino que se beneficia de sistemas documentados que han sido auditados por organismos registradores independientes. Estas auditorías verifican que los sistemas de calidad funcionan efectivamente tal como están documentados, generando una responsabilidad que las promesas informales de calidad simplemente no pueden igualar.
Pregunte a sus posibles socios de mecanizado: «¿Cómo supervisan la calidad durante la producción, y no solo al final?». La respuesta revela si realmente aplican el control de procesos o simplemente inspeccionan las piezas terminadas.
La presencia de certificaciones adecuadas es especialmente relevante en sectores regulados. Los fabricantes de dispositivos médicos están sujetos a la supervisión de la FDA. Los proveedores aeroespaciales deben cumplir con las auditorías de los contratistas principales. Los proveedores automotrices se someten a auditorías específicas de sus clientes. En cada caso, colaborar con socios de mecanizado debidamente certificados simplifica su propia carga de cumplimiento y reduce el riesgo en la cadena de suministro.
Una vez comprendidos los requisitos de certificación, está listo para evaluar a los socios de mecanizado según sus necesidades específicas, teniendo en cuenta no solo sus capacidades, sino también cómo sus calificaciones se alinean con los requisitos de su sector y su aplicación.
Cómo evaluar y seleccionar al socio de mecanizado adecuado
Ya ha definido los requisitos de su proyecto, seleccionado los materiales y comprendido las tolerancias necesarias. Ahora llega la decisión fundamental: ¿qué socio de mecanizado llevará realmente a la práctica su diseño? Elegir mal significa perder tiempo, sobrepasar el presupuesto y obtener piezas que no cumplen con las especificaciones. Elegir bien significa establecer una relación colaborativa que entregue componentes de calidad dentro del plazo previsto.
Piense en la selección de un taller de CNC cerca de mí como si contratara a una persona para un puesto crítico. No está simplemente comprando tiempo de mecanizado, sino eligiendo un socio que influirá directamente en el éxito de su proyecto. Según Modus Advanced , la elección del socio de servicios de mecanizado CNC es crucial, ya sea usted un contratista del Departamento de Defensa o un diseñador de electrónica de consumo. Cualquier proveedor no es adecuado.
Veamos un enfoque sistemático para evaluar a posibles socios de mecanizado en función de sus necesidades específicas.
Preguntas esenciales que debe formular a posibles socios de mecanizado
Trate su evaluación como una entrevista de trabajo. Las mejores talleres de mecanizado acogen con agrado las preguntas exhaustivas: esto indica que es un cliente serio que valora la calidad. Los talleres que evitan responder o lo hacen de forma vaga están revelando algo importante sobre cómo gestionarán su proyecto.
Comience con preguntas sobre experiencia y capacidades:
- ¿En qué tipos de proyectos se especializan? Algunas instalaciones se centran en el sector aeroespacial, otras en dispositivos médicos o componentes automotrices. La experiencia en el sector es fundamental, ya que los talleres de mecanizado cercanos a mí que conocen su industria ya están familiarizados con los estándares, materiales y desafíos a los que se enfrenta.
- ¿Puede compartir ejemplos de proyectos similares? El trabajo previo demuestra la capacidad mejor que las promesas. Solicite estudios de caso o referencias de clientes con requisitos comparables.
- ¿Qué equipos y procesos ofrecen? Asegúrese de que cuentan con las máquinas específicas que requieren sus piezas: fresado de 3 ejes, capacidades de fresado de 5 ejes, torneado suizo, EDM, etc. Como Pro-Type Industries notas: idealmente, los talleres deberían ofrecer torneado, fresado y rectificado superficial como mínimo.
- ¿Cuál es su capacidad y su plazo de entrega actual? Un taller con excelentes capacidades pero con una acumulación de pedidos de seis semanas puede no atender adecuadamente proyectos urgentes.
Las preguntas centradas en la calidad revelan la madurez operativa:
- ¿Qué certificaciones tienen? Ajuste las certificaciones a los requisitos de su industria: ISO 9001 como nivel básico, AS9100 para el sector aeroespacial, IATF 16949 para el sector automotriz y ISO 13485 para el sector médico.
- ¿Cómo garantizan la calidad durante la producción? Busque respuestas específicas sobre control estadístico de procesos (SPC), inspección en curso y verificación del primer artículo, en lugar de promesas genéricas sobre calidad.
- ¿Qué equipos de inspección utiliza? Las máquinas de medición por coordenadas (CMM), los comparadores ópticos y los calibradores certificados indican una infraestructura de calidad seria.
- ¿Proporcionan informes de inspección y certificaciones de materiales? Los requisitos de documentación varían según la industria; asegúrese de que puedan entregar lo que usted necesita.
Las preguntas sobre comunicación y servicio predicen la calidad de la relación laboral:
- ¿Quién será mi contacto principal? El acceso directo a ingenieros o gestores de proyectos agiliza la resolución de problemas.
- ¿Cómo gestionan los comentarios sobre el diseño o las preocupaciones relacionadas con la fabricabilidad? Los mejores socios aportan recomendaciones de Diseño para la Fabricabilidad que mejoran sus piezas y reducen costes.
- ¿Cuál es su proceso para órdenes de cambio o revisiones de diseño? La flexibilidad durante las fases de desarrollo es extremadamente importante.
Evaluación de las capacidades del taller en función de sus necesidades
Con las respuestas de la entrevista en mano, evalúe sistemáticamente a cada posible socio en función de los requisitos de su proyecto. No es necesario que todos los talleres destaquen en todos los aspectos, pero sí deben hacerlo en aquellos en los que su proyecto lo exija.
Utilice esta lista de verificación para organizar su evaluación:
- Coincidencia de capacidades técnicas: ¿Pueden mecanizar los materiales especificados por usted con las tolerancias requeridas utilizando los procesos adecuados?
- Alineación de certificaciones: ¿Cuentan con las certificaciones que su industria o sus clientes exigen?
- Compatibilidad de volumen: ¿Están equipados para satisfacer sus requisitos de cantidad, ya sea para prototipos o producción?
- Factibilidad de los plazos de entrega: ¿Pueden cumplir realistamente con su cronograma sin comprometer la calidad?
- Calidad de la comunicación: ¿Respondieron de forma oportuna, respondieron de manera exhaustiva y mostraron un interés genuino en su proyecto?
- Transparencia de los precios: ¿Es su cotización detallada y comprensible, o vaga y difícil de comparar?
- Consideraciones geográficas: ¿Afecta la ubicación los costos de envío, la facilidad de comunicación o la posibilidad de visitar sus instalaciones?
Atención a las señales de alerta durante la evaluación. Según OGBC la falta de transparencia en los precios y una mala comunicación son señales de advertencia importantes. Si un servicio de mecanizado se muestra reacio a proporcionar cotizaciones claras o parece evasivo en sus respuestas, esto podría dar lugar a malentendidos o errores a lo largo del proceso.
Talleres locales frente a servicios de mecanizado en línea
¿Debe buscar un servicio de mecanizado CNC cerca de mí o considerar servicios de mecanizado en línea? Ambas opciones ofrecen ventajas legítimas, dependiendo de su situación específica.
Los talleres mecánicos locales ofrecen beneficios distintivos:
- La comunicación cara a cara simplifica las discusiones técnicas complejas
- Puede visitar las instalaciones, inspeccionar los equipos y conocer al equipo
- Menor tiempo y costo de envío para proyectos urgentes
- Colaboración más sencilla durante el desarrollo y la iteración de prototipos
- El establecimiento de relaciones favorece una asociación a largo plazo
Los servicios de mecanizado en línea ofrecen ventajas diferentes:
- Acceso a capacidades más amplias más allá de su área geográfica
- Cotizaciones más rápidas para mecanizado en línea, mediante sistemas automatizados
- Precios competitivos gracias a operaciones a mayor escala
- conveniencia de envío de cotizaciones y pedidos las 24 horas del día, los 7 días de la semana
- Procesos estandarizados que funcionan bien para piezas sencillas
Al buscar un taller de mecanizado CNC en línea, elija uno que ofrezca soporte en vivo para replicar la comodidad de un taller local. Poder hablar directamente con un experto aumenta considerablemente sus posibilidades de satisfacción y éxito del proyecto. Muchos proveedores en línea ofrecen soporte por teléfono, chat en vivo o correo electrónico.
Considere este enfoque práctico: utilice talleres locales cuando necesite colaboración, iteraciones rápidas o piezas complejas que requieran una comunicación estrecha. Aproveche los servicios en línea para piezas estandarizadas, precios competitivos en diseños probados o cuando las opciones locales carezcan de capacidades específicas. Muchos ingenieros mantienen relaciones con ambos tipos de proveedores, utilizando cada uno donde sus fortalezas se alineen mejor con las necesidades del proyecto.
Obtener y comparar cotizaciones
Solicitar un presupuesto de mecanizado CNC en línea o en talleres locales requiere proporcionar información consistente para permitir una comparación justa. Prepare un paquete completo de solicitud de cotización (RFQ) que incluya:
- Archivos CAD en formatos comúnmente aceptados (STEP, IGES o formatos nativos)
- dibujos 2D con las dimensiones y tolerancias críticas indicadas
- Especificaciones del material, incluyendo la calidad y cualquier requisito especial
- Cantidad requerida y volúmenes previstos a largo plazo
- Fecha de entrega requerida y cualquier flexibilidad al respecto
- Requisitos de acabado superficial y cualquier operación secundaria
- Requisitos de inspección y documentación
Cuando reciba los presupuestos, vaya más allá del precio final. Evalúe qué incluyen: costes de puesta a punto, inspección, certificación del material, embalaje y envío. Un presupuesto más bajo que excluya elementos que usted necesita no es, en realidad, más económico.
Recuerde: aunque pueda resultar tentador elegir el taller con los precios más asequibles, esta no siempre es la mejor opción a largo plazo. Los equipos de mayor calidad tienen costes iniciales más elevados, pero ofrecen mejores resultados y menos errores de fabricación.
Establezca expectativas claras de comunicación antes de realizar los pedidos. Confirme quién será su contacto, cómo se comunicarán las actualizaciones de progreso y qué pasos de aprobación deben completarse antes de que comience la producción. Estos detalles evitan malentendidos y mantienen los proyectos en el camino correcto.
Con los criterios de evaluación claros y un enfoque sistemático para la selección de socios, está bien posicionado para tomar una decisión acertada. El siguiente paso consiste en preparar la documentación de su proyecto para garantizar una cotización y producción fluidas, lo que favorecerá tanto a usted como a su socio de mecanizado elegido.
Preparación de su proyecto para el éxito en mecanizado personalizado
Ya ha seleccionado a su socio de mecanizado: ¿qué sigue? La diferencia entre un proyecto fluido y uno frustrante suele depender de la preparación. La documentación incompleta, las especificaciones poco claras y una mala comunicación generan más retrasos y sobrecostes que cualquier desafío técnico. La buena noticia es que un pequeño esfuerzo inicial mejora notablemente sus resultados.
Según Dipec, el tiempo es dinero, especialmente en sectores donde los plazos de entrega y la eficiencia de costes determinan el éxito o el fracaso de un proyecto. Las cotizaciones rápidas y transparentes dependen de una preparación y un enfoque adecuados. A continuación, explicamos paso a paso cómo configurar su proyecto para garantizar su éxito.
Preparación de sus archivos CAD y documentación técnica
Sus archivos CAD y planos técnicos constituyen la base de todo su proyecto. Un paquete de archivos bien preparado elimina cualquier ambigüedad respecto a las dimensiones, tolerancias y características. Si el taller no dispone de toda la información necesaria, tendrá que formular suposiciones, lo que conlleva retrasos, piezas incorrectas y órdenes de cambio costosas.
Secuencia esencial de preparación:
- Defina claramente sus requisitos. Antes de utilizar cualquier software CAD, documente las funciones que debe cumplir la pieza. ¿Qué cargas soportará? ¿En qué entorno operará? ¿Con qué componentes deberá interactuar? Estos requisitos funcionales guían todas las decisiones posteriores.
- Prepare archivos CAD completos en los formatos aceptados. Los formatos STEP, IGES o formatos CAD nativos funcionan mejor; evite utilizar únicamente planos 2D, ya que carecen de profundidad y claridad. Incluya todas las características, agujeros, roscas y detalles geométricos. Los archivos que omitan información crítica retrasan la elaboración de la cotización, mientras los talleres solicitan aclaraciones.
- Elabore planos técnicos 2D con anotaciones. Incluso con archivos CAD 3D, los planos 2D con anotaciones aceleran significativamente el proceso de cotización. Indique claramente las dimensiones críticas para el funcionamiento, especifique las tolerancias donde la precisión sea fundamental y mencione los requisitos de acabado superficial. Esto elimina las dudas sobre roscas o acabados, lo que reduce la necesidad de intercambios adicionales.
- Especifique con precisión los materiales y acabados. Las especificaciones vagas de materiales detienen la emisión de cotizaciones. En lugar de indicar simplemente «aluminio», especifique «aluminio 6061-T6». En lugar de «acero inoxidable», indique «acero inoxidable 316L». Anote si requiere acabados superficiales adicionales, como pulido, anodizado o recubrimiento.
- Determine las cantidades y proporcione rangos si no está seguro. El volumen de producción afecta drásticamente el precio y el plazo de entrega. Una cotización para 1 unidad difiere significativamente de las cotizaciones para 10, 50 o 100 unidades. Si no está seguro de las cantidades finales, solicite cotizaciones para varios tamaños de lote: «Cotización para 10, 50 y 100 unidades» funciona muy bien.
- Establezca plazos realistas. Sea específico respecto a los requisitos de entrega. ¿Necesita las piezas en 7–10 días? ¿Es flexible durante unas pocas semanas? Incluya la ubicación de entrega para que los costos de envío y los plazos de entrega puedan incorporarse con precisión a las cotizaciones.
- Documente las operaciones secundarias. ¿Necesitan sus piezas ensamblaje, grabado, etiquetado o fabricación posterior al mecanizado, como unión o soldadura? Menciónelas desde el principio. Incluir todas las operaciones necesarias evita retrasos y garantiza que reciba una cotización que cubra todo el trabajo.
Consejo profesional: Proporcionar tanto un archivo STEP como un dibujo técnico 2D con anotaciones puede acelerar notablemente el proceso de cotización. Esto elimina dudas sobre tolerancias, roscas o acabados superficiales, lo que significa cotizaciones más rápidas en su bandeja de entrada.
Mejores prácticas de comunicación para el éxito del proyecto
Incluso con una documentación perfecta, las brechas en la comunicación pueden descarrilar los proyectos. Establecer canales de comunicación claros y expectativas definidas antes del inicio de la producción evita malentendidos costosos.
Errores comunes que provocan retrasos y sobrecostes incluyen:
- Enviar planos incompletos. Falta de cotas, tolerancias poco claras o ausencia de especificaciones de material obligan a los talleres a detenerse y solicitar aclaraciones, lo que añade días a su cronograma.
- Subestimar los plazos de entrega. Los compradores a veces subestiman el tiempo necesario para la adquisición de materiales, el montaje, la mecanización, la inspección y el envío, especialmente en piezas complejas. Expertos en la industria recomendamos solicitar desde el principio plazos de entrega realistas, considerando por separado la adquisición de materiales y reservando un pequeño margen de tiempo para imprevistos.
- Elegir únicamente en función del precio. La cotización más barata a menudo se convierte en la opción más costosa. Las entregas tardías, las inspecciones fallidas y el retrabajo pueden costar mucho más que los ahorros iniciales. Considere el valor total del proyecto, no solo el costo unitario.
- Omitir los requisitos de documentación de calidad. Si su sector exige trazabilidad, informes de inspección o certificaciones de materiales, especifíquelos desde el principio. Solicitar documentación tras la producción genera retrasos y, en ocasiones, resulta imposible.
- Descuidar la construcción de relaciones. Si su única interacción con un taller consiste en enviar una solicitud de cotización (RFQ) y recibir un precio a cambio, está pasando por alto oportunidades de programación prioritaria, resolución proactiva de problemas y mejores precios a lo largo del tiempo.
Para componentes mecanizados mediante CNC que requieran tolerancias ajustadas o geometrías complejas, programe una reunión previa a la producción con su socio de mecanizado. Revise las características críticas, confirme los puntos de inspección y acuerde cómo se comunicarán los cambios. Esta inversión en comunicación rinde beneficios durante toda la fase de producción.
Cuando los proyectos implican procesos especializados, como el mecanizado CNC de acrílico o el torneado CNC para componentes de precisión, analice específicamente los requisitos de manipulación de materiales. Los plásticos como el acrílico requieren cuidado para evitar grietas o agrietamiento superficial, mientras que el torneado de precisión exige una atención particular a la sujeción de piezas y a la selección de herramientas.
Considere cómo los socios mecanizadores ágiles optimizan todo el proceso. Instalaciones certificadas como Shaoyi Metal Technology ilustran lo que los compradores deben buscar en un socio competente: soluciones escalables, desde la fabricación rápida de prototipos hasta la producción en masa, con plazos de entrega tan cortos como un día hábil. Su certificación IATF 16949 garantiza que los sistemas de calidad mencionados anteriormente estén efectivamente implementados, mientras que su capacidad de respuesta refleja los estándares de comunicación que hacen posible el éxito de los proyectos.
Antes de enviar su solicitud de cotización (RFQ), revise esta lista de verificación final:
- Los archivos CAD están completos y contienen todos los elementos modelados
- los planos 2D incluyen todas las dimensiones y tolerancias críticas
- Las especificaciones de material son precisas, no genéricas
- Los requisitos de cantidad están claramente indicados
- Las expectativas de plazos son realistas y están comunicadas
- Las operaciones secundarias están documentadas
- Se especifican los requisitos de inspección y documentación
- Se incluye la ubicación de entrega para obtener cotizaciones de envío precisas
Una preparación adecuada transforma el proceso de cotización de un intercambio frustrante y repetitivo en una experiencia optimizada. Los talleres pueden emitir cotizaciones precisas rápidamente cuando disponen de información completa, y la producción avanza sin contratiempos cuando las expectativas están alineadas desde el principio.
Al contar con su proyecto debidamente preparado, usted está en condiciones óptimas para lograr el éxito. Sin embargo, antes de finalizar su estrategia de fabricación, vale la pena comprender cómo se compara la mecanización personalizada con otros métodos de fabricación alternativos, asegurando así que haya seleccionado el proceso óptimo para sus necesidades específicas.

Mecanización personalizada frente a otros métodos de fabricación
Aquí tiene una pregunta que puede ahorrarle miles de dólares: ¿Es realmente la mecanización CNC la opción adecuada para su proyecto? Aunque los talleres de mecanizado personalizado ofrecen una precisión y versatilidad excepcionales, no siempre constituyen la solución óptima. En ocasiones, la impresión 3D, el moldeo por inyección, la fundición o la fabricación de chapa metálica satisfacen mejor sus necesidades, ya sea a menor costo o con un plazo de entrega más corto.
Saber cuándo elegir la mecanización CNC de metales frente a métodos alternativos distingue a los compradores experimentados de quienes pagan de más por un proceso inadecuado. Según el análisis de fabricación de 3D People , no existe un único proceso «mejor»: cada uno tiene sus fortalezas, y el enfoque más inteligente suele combinar varios métodos a lo largo del ciclo de vida de su producto.
Analizaremos cuándo la mecanización CNC de metales supera a las alternativas y cuándo debería considerar enfoques completamente distintos.
Cuándo la mecanización CNC supera a los métodos alternativos
Una máquina CNC para metal ofrece capacidades que otros procesos de fabricación simplemente no pueden igualar en ciertos escenarios. Comprender estos puntos óptimos le permite aprovechar las ventajas del mecanizado, al tiempo que evita situaciones en las que otras alternativas resultarían más adecuadas.
Los requisitos de precisión inclinan la balanza a favor del mecanizado CNC. Cuando sus tolerancias caen por debajo de ±0,005" o necesita acabados superficiales que exijan operaciones de rectificado, el mecanizado de metales se vuelve esencial. La impresión 3D logra típicamente tolerancias de ±0,1–0,3 mm como máximo, mientras que el moldeo por inyección tiene dificultades con características que requieren un control dimensional extremadamente ajustado. Para ajustes de alta precisión, superficies de rodamiento o interfaces críticas, el mecanizado de aluminio y otros procesos CNC ofrecen la exactitud que necesita.
Las propiedades del material suelen dictar la elección. ¿Necesita metales de alta resistencia, como titanio, acero endurecido o aleaciones aeroespaciales? Las operaciones de las máquinas de corte CNC procesan materiales que la impresión 3D y el moldeo por inyección simplemente no pueden manejar. Aunque la fabricación aditiva ha avanzado hacia los metales, el mecanizado CNC sigue ofreciendo propiedades mecánicas superiores y una mayor variedad de materiales para aplicaciones exigentes.
Los volúmenes bajos a medios favorecen la economía del mecanizado. Como demuestra el análisis de costes de RPWORLD, el mecanizado CNC ofrece costes unitarios competitivos para cantidades entre 1 y 5.000 piezas, sin requerir inversiones costosas en herramientas. Así evita los costes de molde de más de 3.000 USD que exige el moldeo por inyección, lo que hace del mecanizado la opción ideal para productos que no justifican herramientas destinadas a altos volúmenes.
La flexibilidad de diseño durante el desarrollo apoya la iteración. A diferencia del moldeo por inyección, donde los cambios de diseño requieren nuevas herramientas, los programas CNC pueden modificarse con relativa facilidad. Esta flexibilidad convierte al mecanizado en la opción perfecta para el desarrollo de prototipos y para productos que aún están en fase de refinamiento.
Considere el mecanizado CNC como su mejor opción cuando necesite:
- Tolerancias ajustadas inferiores a ±0,005" (±0,127 mm)
- Metales de alta resistencia o plásticos de grado ingenieril
- Cantidades entre 1 y varios miles de piezas
- Capacidad de Iteración Rápida de Diseño
- Geometrías complejas con características precisas
- Acabados superficiales excelentes para requisitos funcionales o estéticos
Adecuación de los métodos de fabricación a los requisitos del proyecto
Ahora cambiemos de perspectiva. ¿Cuándo superan las alternativas al mecanizado CNC? Una orientación sincera sobre estos escenarios le permite ahorrar dinero y llevar sus productos al mercado más rápidamente.
la impresión 3D destaca por su capacidad para manejar complejidad y velocidad. Cuando su diseño incluye formas orgánicas, canales internos o geometrías que requerirían un mecanizado extenso desde múltiples posiciones, la fabricación aditiva suele ser la opción preferida. La impresión 3D entrega piezas en 2 a 7 días sin coste alguno de herramientas, lo que la convierte en ideal para la prototipación rápida y la validación de diseños. Sin embargo, a medida que Notas de Gizmospring , la impresión 3D resulta costosa para piezas de mayor tamaño y ofrece opciones limitadas de materiales en comparación con el mecanizado.
El moldeo por inyección domina la fabricación de plásticos en grandes volúmenes. Una vez que se producen 10 000 o más piezas plásticas idénticas, la economía del moldeo por inyección se vuelve muy atractiva. La elevada inversión inicial en herramientas ($3 000–$100 000 o más) se amortiza sobre el volumen total, reduciendo drásticamente el costo por unidad por debajo de lo que puede lograrse mediante mecanizado. Los plazos de entrega de 20 a 60 días para la fabricación inicial de las herramientas constituyen la contrapartida necesaria para lograr una eficiencia de costos a largo plazo.
La fundición es adecuada para piezas metálicas complejas en volúmenes significativos. Para geometrías metálicas intrincadas en volúmenes medios o altos, la fundición a la cera perdida o la fundición a presión pueden resultar más económicas que mecanizar cada característica. Muchas piezas fundidas reciben un mecanizado final en superficies críticas, combinando así la eficiencia de la fundición con la precisión del mecanizado allí donde más importa.
La fabricación de chapa metálica maneja eficientemente carcasas y soportes. Cuando su diseño incluye patrones planos doblados en formas tridimensionales —carcasas, soportes, componentes de chasis—, las operaciones de punzonado de chapa metálica y perforación metálica suelen ser más rápidas y económicas que el mecanizado a partir de material macizo. Los procesos con chapa metálica generan menos desperdicio de material y manejan con mayor eficiencia geometrías de paredes delgadas.
| Método | Mejor para | Rango de volumen | Opciones de Material | Tiempo de Entrega Típico |
|---|---|---|---|---|
| Mecanizado por CNC | Piezas de precisión, ajustes estrechos, metales, plásticos de ingeniería, prototipos hasta producción | 1–5 000 piezas | Más amplia: más de 100 metales, plásticos y compuestos | 7–14 días |
| impresión 3D (SLS/MJF) | Geometrías complejas, prototipos rápidos, formas orgánicas, características internas | 1–1 000 piezas | Limitada: 5–15 plásticos de ingeniería | 2–7 días |
| Moldeo por inyección | Piezas plásticas de alta producción, calidad constante, formas complejas | 1 000–1 000 000+ piezas | Extensa: más de 1 000 termoplásticos | 15–60 días (incluye la fabricación de moldes) |
| FUNDICIÓN | Geometrías metálicas complejas, volúmenes medios-altos, piezas grandes | 100–100 000+ piezas | Aleaciones de aluminio, cinc, acero y bronce | 20–45 días |
| La fabricación de chapa metálica | Carcasas, soportes, chasis y piezas de paredes delgadas | 1–10 000+ piezas | Acero, aluminio, acero inoxidable, cobre | 5–15 días |
Tomar la Decisión Correcta para tu Aplicación
El marco de decisión se basa en cuatro factores principales: los requisitos de precisión, las necesidades de material, las expectativas de volumen y las restricciones de plazo.
Comience con la precisión. Si sus tolerancias son estándar (±0,25 mm o mayores) y necesita piezas de plástico en altos volúmenes, probablemente la inyección de plástico sea la opción más adecuada. Si requiere tolerancias de ±0,05 mm o más ajustadas en componentes metálicos, el mecanizado CNC es su solución.
Considere sus volúmenes de forma realista. Muchos proyectos comienzan con cantidades de prototipos, escalan a producción de bajo volumen y, posteriormente, pueden alcanzar la fabricación en gran volumen. El enfoque más inteligente suele implicar la impresión 3D para los conceptos iniciales, el mecanizado CNC para prototipos funcionales y la producción inicial, y el moldeo por inyección una vez que la demanda justifique la inversión en herramientas.
Tenga en cuenta los requisitos de material. Los metales de alta resistencia, las aleaciones especiales y los plásticos de ingeniería que requieren grados específicos apuntan al mecanizado CNC. Los termoplásticos estándar en grandes volúmenes favorecen el moldeo por inyección. Las geometrías complejas con opciones limitadas de plástico son adecuadas para la impresión 3D.
Para aplicaciones automotrices que requieren componentes de alta precisión, ensamblajes complejos del chasis o casquillos metálicos personalizados, los servicios de mecanizado CNC de precisión resultan particularmente valiosos. Instalaciones como Shaoyi Metal Technology ofrecen un control de calidad respaldado por SPC que garantiza la consistencia entre los distintos lotes de producción, una característica diferenciadora para las exigentes especificaciones automotrices, donde cada componente debe cumplir con estándares rigurosos.
El enfoque híbrido suele ser el más adecuado: utilizar la impresión 3D para validar rápidamente el concepto, el mecanizado CNC para prototipos de alta precisión y para las primeras etapas de producción, y luego pasar al moldeo por inyección cuando el volumen de producción justifique la inversión en herramientas.
Recuerde que estos métodos no son excluyentes entre sí. Muchos productos exitosos emplean múltiples procesos de fabricación: mecanizando características de alta precisión mientras se funden o moldean las secciones menos críticas. El objetivo no es encontrar un único proceso «óptimo», sino asignar a cada característica y fase de su producto el método más adecuado.
Al comprender tanto las ventajas del mecanizado personalizado como las ventajas legítimas de las alternativas, usted queda en condiciones de tomar decisiones de fabricación que optimicen costo, calidad y cronograma según sus requisitos específicos.
Preguntas frecuentes sobre talleres de mecanizado personalizado
1. ¿Qué es un taller de mecanizado personalizado y cómo se diferencia de la fabricación estándar?
Un taller de mecanizado personalizado es una instalación especializada que fabrica piezas adaptadas exactamente a las especificaciones del cliente, en lugar de producir en masa componentes estandarizados. A diferencia de las plantas de fabricación convencionales, optimizadas para grandes volúmenes de artículos idénticos, los talleres personalizados invierten en equipos avanzados de CNC capaces de alcanzar tolerancias tan ajustadas como ±0,0001 pulgadas, emplean torneros y fresadores cualificados que conocen bien las complejas propiedades de los materiales y ofrecen una producción flexible, desde prototipos únicos hasta lotes de piezas. Este enfoque acepta la complejidad y la individualidad, lo que lo hace ideal para equipos aeroespaciales, dispositivos médicos y maquinaria industrial que requieren componentes de precisión no disponibles en el mercado.
2. ¿Cómo elijo entre fresado CNC y torneado CNC para mi proyecto?
La elección depende de la geometría de su pieza. En el torneado CNC, la pieza gira mientras una herramienta fija la moldea, lo que lo hace ideal para piezas cilíndricas o redondas, como ejes, casquillos y anillos, logrando con frecuencia su fabricación de forma más rápida y rentable. En el fresado CNC, la pieza permanece fija mientras las herramientas de corte giratorias se desplazan a lo largo de múltiples ejes, destacando en geometrías complejas, superficies planas, cavidades y contornos tridimensionales intrincados. Si su pieza tiene una sección transversal redonda con características simétricas, elija el torneado. Para formas irregulares, características multi-laterales o cavidades complejas, el fresado es su solución. Muchas instalaciones avanzadas utilizan actualmente centros de mecanizado combinado (mill-turn), que integran ambas capacidades para lograr una producción completa en una sola configuración.
3. ¿Con qué materiales pueden trabajar los talleres de mecanizado personalizado?
Los talleres de mecanizado personalizado trabajan con decenas de materiales, entre los que se incluyen metales, plásticos de ingeniería y aleaciones especiales. Entre los metales más comunes figuran las aleaciones de aluminio (6061, 7075, 5083), los aceros inoxidables (304, 316, 17-4), el bronce, el latón y el titanio. Los plásticos de ingeniería abarcan desde el POM (Delrin), utilizado para engranajes de precisión, hasta el PEEK, empleado en aplicaciones de alto rendimiento, además del nylon, el policarbonato y el acrílico. La selección del material afecta a la resistencia, el peso, la resistencia a la corrosión, la facilidad de mecanizado y el costo. Las aplicaciones aeroespaciales suelen requerir aluminio 7075 o titanio; los dispositivos médicos necesitan acero inoxidable biocompatible o PEEK; mientras que los componentes automotrices equilibran rendimiento y costo mediante el uso de aluminio 6061 y aceros aleados.
4. ¿Cómo afectan las especificaciones de tolerancia al costo del mecanizado personalizado?
Las especificaciones de tolerancia afectan directamente la dificultad de fabricación y el costo del proyecto. Las tolerancias estándar de ±0,25 mm (±0,010 pulgadas) representan la base más económica para componentes generales. Las tolerancias de precisión de ±0,05 mm (±0,002 pulgadas) para piezas acopladas y rodamientos pueden incrementar los costos en un 50-100 %. Las tolerancias ultra-precisas de ±0,0125 mm (±0,0005 pulgadas) para implantes médicos o componentes ópticos pueden duplicar o triplicar los costos. Especificaciones más ajustadas suelen requerir operaciones secundarias, como rectificado, equipos especializados, entornos con control de temperatura y controles de calidad mejorados. Lo fundamental es especificar la tolerancia más holgada que garantice un funcionamiento adecuado, reservando las tolerancias ajustadas únicamente para características críticas, como superficies de acoplamiento y ajustes de rodamientos.
5. ¿Qué certificaciones debo buscar al seleccionar un taller de mecanizado personalizado?
Ajuste las certificaciones a los requisitos de su industria. La norma ISO 9001 proporciona una base de gestión de la calidad adecuada para la fabricación general. La norma AS9100D es obligatoria para aplicaciones aeroespaciales, garantizando componentes aptos para el vuelo con trazabilidad completa. La norma IATF 16949 rige las cadenas de suministro automotriz, con énfasis en la consistencia en volúmenes elevados y en el control estadístico de procesos (CEP). La norma ISO 13485 regula la fabricación de dispositivos médicos, incorporando controles de diseño y un enfoque centrado en la seguridad del paciente. El programa NADCAP ofrece acreditación específica por proceso para tratamientos térmicos y procesos químicos en el sector aeroespacial. Las instalaciones certificadas, como Shaoyi Metal Technology con certificación IATF 16949, demuestran procesos documentados, capacidades verificadas y control de calidad respaldado por CEP, lo que garantiza una calidad constante de las piezas.