 Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —
Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —

Die Auswahl eines präzisen Blechverarbeitungsunternehmens: 8 entscheidende Faktoren, die die meisten Käufer übersehen

Was zeichnet ein Unternehmen für Präzisions-Blechbearbeitung aus?
Wenn Sie nach einem Fertigungspartner suchen, werden Sie schnell feststellen, dass viele Werkstätten behaupten, „präzise“ Arbeiten anzubieten. Doch was unterscheidet tatsächlich ein echtes Unternehmen für Präzisions-Blechbearbeitung von einem Standard-Fertiger? Der Unterschied besteht nicht nur in Marketingformulierungen – er beruht vielmehr auf messbaren Spezifikationen, die unmittelbar beeinflussen, ob Ihre Bauteile wie vorgesehen funktionieren.
Die Präzisions-Blechbearbeitung stellt eine ingenieurmäßige Fertigung mit höchster Genauigkeit und Qualitätsstandards dar und hält typischerweise Toleranzen zwischen ±0,005" und ±0,010" (±0,13 mm bis ±0,25 mm) bei komplexen Geometrien ein.
Dies ist wichtig, weil Komponenten, die nicht exakt den Spezifikationen entsprechen, zu Montagefehlern, Produkt-Rückrufen und kostspieligem Nacharbeit führen können. Das Verständnis dessen, was präzises Arbeiten definiert, hilft Ihnen, bereits vor der Bindung an einen Fertigungspartner die richtigen Fragen zu stellen.
Was Präzision von der Standardfertigung unterscheidet
Stellen Sie sich vor, Sie bestellen ein maßgefertigtes Gehäuse für medizinische Geräte. Bei herkömmlicher Fertigung erhalten Sie möglicherweise Teile mit Toleranzen von ±1/16" bis ±1/8" (±1,6 mm bis ±3,2 mm) . Diese Abweichung mag gering erscheinen, doch wenn mehrere Komponenten perfekt ineinanderpassen müssen, summieren sich diese Abweichungen rasch.
Unternehmen für präzise Blechbearbeitung arbeiten auf einem völlig anderen Niveau. Sie setzen fortschrittliche Faserlasersysteme, Koordinatenmessmaschinen (CMM) sowie automatisierte Biegesysteme mit Winkelkorrekturtechnologie ein. Noch wichtiger ist, dass sie das Materialverhalten verstehen – etwa wie verschiedene Legierungen nach dem Biegen zurückspringen, wie die Kornrichtung die Umformung beeinflusst und wie sich thermische Ausdehnung auf die endgültigen Abmessungen auswirkt.
Die wesentlichen Unterscheidungsmerkmale zwischen Standard- und Präzisionsfertigung umfassen:
- Ausrüstungssophistication: Standardbetriebe verwenden einfache Messschieber und visuelle Inspektion; Unternehmen für Präzisionsblechbearbeitung setzen Koordinatenmessmaschinen (CMM), optische Vergleichsgeräte und Lasermesstechnik ein
- Materialkenntnisse: Präzisionsfertiger verstehen, wie sich Edelstahl 316L während Umformprozessen anders verhält als Edelstahl 304
- Werkzeuginvestition: Anwendungsspezifische Werkzeuge und Präzisionsvorrichtungen, die bis zu drei- bis fünfmal teurer sein können als Standardwerkzeuge, jedoch wiederholbare Genauigkeit liefern
- Qualitätssysteme: Statistische Prozesskontrolle, Erstbemusterungsprüfung und vollständige Materialrückverfolgbarkeit
Verständnis von Toleranzspezifikationen in der Metallverarbeitung
Toleranzen fungieren als „Präzisionsvertrag“, der sich über den gesamten Lebenszyklus Ihres Produkts erstreckt. Jede Toleranzspezifikation beeinflusst die spätere Leistung, die Fertigungskosten und die Montageeffizienz. Stellen Sie sich Toleranzen als Leitplanken um Ihre Nennmaße vor – bleiben Sie innerhalb dieser Grenzen, und Ihre Bauteile funktionieren korrekt.
Gemäß Industriestandards werden Toleranzklassen in 18 Stufen eingeteilt. Unternehmen für präzise Blechbearbeitung arbeiten typischerweise im Bereich der IT5 bis IT7 für technische Anwendungen, während Standardbetriebe im Bereich IT12 bis IT14 tätig sind.
Das bedeutet praktisch Folgendes:
- Laserschneiden: Moderne Faserlasersysteme halten Toleranzen zwischen ±0,1 mm und ±0,3 mm ein, wobei diese je nach Materialdicke variieren.
- Biegeoperationen: Präzisions-Kantenpressen erreichen Winkeltoleranzen von etwa ±0,5°.
- Präzisionsstanzung: In der Lage, Maßtoleranzen von ±0,05 mm oder enger einzuhalten.
Branchen wie Luft- und Raumfahrt, Medizintechnik und Verteidigung erfordern diese engen Spezifikationen, da Ausfälle von Komponenten schwerwiegende Folgen haben. In Luft- und Raumfahrtanwendungen kann eine Abweichung von 0,020" ein Bauteil vollständig unbrauchbar machen. Bei Gehäusen für Medizinprodukte wirkt sich die Maßgenauigkeit unmittelbar auf die Einhaltung der FDA-Vorschriften und die Patientensicherheit aus.
Die Herausforderung? Die Anwendung unnötig enger Toleranzen verlängert die Lieferzeiten erheblich und erhöht die Kosten. Das Ziel besteht darin, das richtige Gleichgewicht zu finden – Toleranzen, die eng genug sind, um die Funktionalität zu gewährleisten, aber gleichzeitig praktikabel genug, um effizient herstellen zu können. Das Verständnis dieses Gleichgewichts ist Ihr erster Schritt zur Auswahl des richtigen Partners für präzise Blechbearbeitung.
Kernfertigungsprozesse und Maschinenausstattung
Nachdem Sie nun verstanden haben, was präzise Arbeit von der Standardfertigung unterscheidet, werfen wir einen Blick auf die eigentlichen Prozesse, die diese engen Toleranzen ermöglichen. Ein Unternehmen für präzise Blechbearbeitung besitzt nicht einfach nur teure Maschinen – es versteht vielmehr, wie jeder einzelne Prozess zur dimensionsgenauen Fertigung und zur Oberflächenqualität beiträgt. Wenn Sie potenzielle Partner bewerten, hilft Ihnen die Kenntnis dessen, was diese Prozesse leisten können, dabei, gezieltere Fragen zu stellen und echte Kompetenz zu erkennen.
Die Kernprozesse, die von unternehmen für präzise Blechbearbeitung eingesetzt werden fallen in mehrere Kategorien, wobei jede Kategorie spezifische Zwecke bei der Umformung von flachem Ausgangsmaterial in fertige Komponenten erfüllt:
- Laserschneiden: Nutzt fokussierte Lichtenergie, um präzise Schnitte mit minimaler Materialverformung und einer Randqualität zu erzeugen, die für sichtbare Oberflächen geeignet ist
- Mit einem Gehalt an Zellstoff von mehr als 0,01 GHT Positioniert das Material unter einem Stanzstößel, um bei Hochvolumenanwendungen schnell Löcher zu erzeugen und Umformvorgänge durchzuführen
- Biegen und Formen: Verwandelt flache Zuschnitte in dreidimensionale Formen mithilfe von Abkantpressen und spezieller Werkzeugtechnik
- Schweiß: Verbindet mehrere Komponenten unter Verwendung von Wärme und Druck; verschiedene Verfahren eignen sich für unterschiedliche Materialien und Anwendungen
- Wasserstrahlschneiden: Nutzt Hochdruckwasser (häufig mit Abrasivstoffen), um wärmeempfindliche Materialien oder dickes Ausgangsmaterial zu bearbeiten, bei dem thermische Verformung unzulässig ist
Laserschneiden und seine Rolle bei Präzisionsarbeiten
Wenn Sie Teile mit sauberen Kanten, engen Maßtoleranzen und minimalen wärmebeeinflussten Zonen benötigen, wird das Laserschneiden zu Ihrer primären Fertigungsmethode. Moderne Unternehmen für präzise Blechbearbeitung setzen in der Regel zwei Hauptlaser-Technologien ein: CO2-Laser und Faserlaser.
Das Faserschneiden ist mittlerweile zum Industriestandard für die meisten Präzisionsanwendungen geworden. Laut Branchenquellen nutzen Faserlaser Laserdioden, die über optische Fasern übertragen werden, um Schnitte zu erzeugen, und bieten dabei hohe Leistungsabgabe sowie außergewöhnliche Effizienz. Die Technologie eignet sich hervorragend zum Schneiden reflektierender Materialien wie Aluminium- und Kupferlegierungen, bei denen ältere CO2-Systeme an ihre Grenzen stießen.
Die Gerätespezifikationen sind hier von erheblicher Bedeutung. Berücksichtigen Sie, wie sich unterschiedliche Laserfähigkeiten auf Ihre Projektoptionen auswirken:
| Lasertyp | Leistungsbereich | Beste Anwendungen | Materialstärkenkapazität |
|---|---|---|---|
| 8-kW-Faserlaser | Hohe Leistung | Allgemeiner Maschinenbau, Schneiden von dickem Blech | Unlegierter Stahl bis zu 30 mm; Edelstahl bis zu 30 mm |
| 4-kW-CO2-Laser | Mittlere Leistungsabgabe | Schilder, dekorative Arbeiten, dünne Materialien | Kohlenstoffstahl bis zu 16 mm; Edelstahl bis zu 12 mm |
| Drahterodieren | Elektrische Entladung | Extrem enge Toleranzen, gehärtete Werkstoffe | Begrenzt durch die Badgröße, nicht durch die Werkstoffhärte |
Neben dem Laser selbst sollten automatisierte Materialhandhabungssysteme berücksichtigt werden. Führende Präzisions-Blechverarbeitungsunternehmen integrieren Abwickellinien, die das Rohmaterial direkt in die Schneidsysteme einleiten und dadurch Handhabungsschäden reduzieren sowie die Durchsatzleistung verbessern. Plasma-Schneidtische dienen als ergänzende Anlagen für dickere Materialien, bei denen das Laserschneiden wirtschaftlich weniger sinnvoll wird.
Eine oft übersehene Fertigungsmöglichkeit? Die Draht-EDM-Bearbeitung, bei der ein elektrisch geladener dünner Metalldraht mittels elektrischer Funken das Material schmilzt, ohne jemals das Werkstück zu berühren. Der Draht berührt das Material niemals – stattdessen überbrücken kontrollierte Funken den Spalt, während ein Dielektrikum die Schnittzone kühlt und überschüssiges Material entfernt. Dieses Verfahren erreicht Toleranzen, die mit konventionellen Schneidverfahren unmöglich sind.
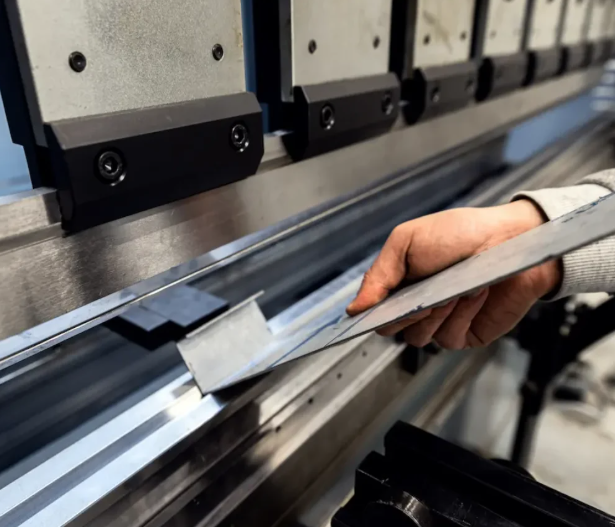
Biegen, Umformen und Schweißen – Erklärung der Techniken
Das Schneiden flacher Zuschnitte stellt nur die Hälfte der Fertigungsherausforderung dar. Um diese Zuschnitte in dreidimensionale Komponenten umzuwandeln, sind ebenso hochentwickelte Biege- und Umformfähigkeiten erforderlich.
Die Technologie der Abkantpressen hat sich dramatisch weiterentwickelt. Moderne CNC-Abkantpressen wie die Bystronic-Xpert-Serie bieten eine Biegekraft von 150 Tonnen mit Arbeitsgeschwindigkeiten bis zu 20 mm/s und maximalen Schnelllaufgeschwindigkeiten von 220 mm/s. Wichtiger noch: Sie verfügen über eine Echtzeit-Winkelmessung und -korrektur – die Maschine misst während des Umformprozesses tatsächlich die Biegewinkel und passt sich automatisch an, um Materialrückfederung auszugleichen.
Warum ist dies für Ihre Bauteile relevant? Unterschiedliche Werkstoffe weisen nach dem Biegen unterschiedliche Rückfederungseigenschaften auf. Eine 90-Grad-Biegung in Edelstahl 304 erfordert möglicherweise eine Überbiegung auf 88 Grad, um den gewünschten Endwinkel zu erreichen. Ohne automatische Winkelkorrektur müssen die Bediener auf Erfahrung und Versuch-und-Irrtum-Verfahren zurückgreifen – was Zeit kostet und zu Schwankungen zwischen den Einzelteilen führt.
Schweißfähigkeiten runden den Fertigungsprozess ab. Ein umfassendes Unternehmen für präzise Blechbearbeitung bietet mehrere Schweißverfahren an, die spezifischen Anwendungen zugeordnet sind:
- WIG-Schweißen (Wolfram-Inertgas): Erzeugt die saubersten Schweißnähte für sichtbare Oberflächen und dünne Materialien; bevorzugt für Edelstahl und Aluminium
- MAG-Schweißen (Metall-Inertgas): Schneller als WIG-Schweißen, ideal für längere Schweißnähte und dickere Materialien
- Widerstandspunktschweißen: Erzeugt diskrete Verbindungspunkte ohne sichtbare Oberflächenmarkierungen; üblich bei Gehäusen und Halterungen
- Laser-Schweißen: Bietet eine minimale Wärmezufuhr und geringe Verzugseffekte für Präzisionsbaugruppen mit strengen Maßtoleranzen
Über die primäre Fertigung hinaus sollten zusätzliche Leistungen berücksichtigt werden, die Ihre Bauteile vollständig machen. Professionelle Unternehmen für präzise Blechbearbeitung bieten u. a. die Montage von Beschlagteilen, Schleifen und Sänden zur Oberflächenvorbereitung, Pulverbeschichtung oder Flüssiglackierung zum Korrosionsschutz sowie Montagedienstleistungen an, die fertige Produkte – statt einzelner Komponenten – liefern.
Die Ausrüstung, mit der ein Fertiger arbeitet, verrät Ihnen seine maximale Leistungsfähigkeit – doch wie er diese Verfahren zu effizienten Arbeitsabläufen kombiniert, entscheidet darüber, ob er präzise Ergebnisse konsistent liefern kann.
Werkstoffe und deren Einfluss auf präzise Ergebnisse
Sie haben einen Fertiger mit beeindruckender Ausrüstung und nachgewiesenen Verfahren ausgewählt. Doch hierbei übersehen viele Käufer Folgendes: Der von Ihnen gewählte Werkstoff beeinflusst die Maßgenauigkeit genauso stark wie die Maschinen, die die Bearbeitung durchführen. Ein Unternehmen für präzise Blechumformung weiß, dass jede Legierung sich bei Schneid-, Biege- und Schweißvorgängen unterschiedlich verhält – und dieses Verhalten bestimmt unmittelbar, ob Ihre Bauteile die geforderten Spezifikationen erfüllen.
Betrachten Sie es so: Aluminium federt nach dem Biegen weniger vorhersehbar zurück als Stahl mit geringem Kohlenstoffgehalt. Edelstahl verfestigt sich während der Umformung. , wodurch sich dessen Eigenschaften während des Prozesses ändern. Kupferlegierungen leiten Wärme so effizient, dass zum Schweißen völlig andere Parameter erforderlich sind. Dies sind keine Nebenaspekte – vielmehr handelt es sich um verborgene Variablen, die erfolgreiche Projekte von kostspieligen Nacharbeiten unterscheiden.
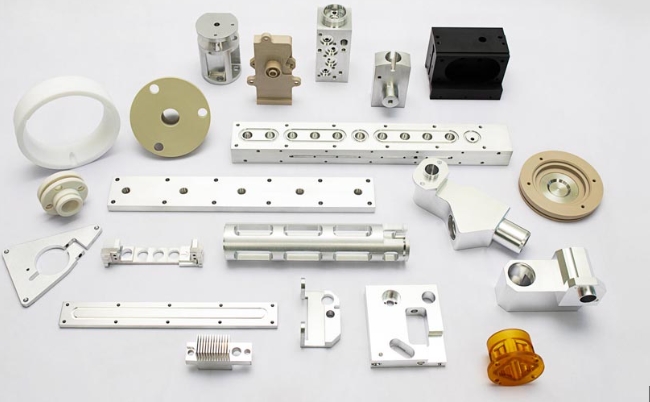
Edelstahl, Aluminium und Speziallegierungen
Unternehmen für präzise Blechverarbeitung arbeiten in der Regel mit einer Kerngruppe von Werkstoffen, die jeweils aufgrund spezifischer Leistungsmerkmale ausgewählt werden. Das Verständnis dieser Optionen hilft Ihnen dabei, die Materialeigenschaften an Ihre Anwendungsanforderungen anzupassen.
Edelstahl bleibt das Standardmaterial für Anwendungen, bei denen Festigkeit und Korrosionsbeständigkeit gefordert sind. Laut materialanalyse von Spezialisten für präzise Fertigung erfüllen verschiedene Edelstahlsorten unterschiedliche Zwecke:
- Austenitische Sorten (304, 316): Ausgezeichnete Korrosionsbeständigkeit, nichtmagnetisch im geglühten Zustand, hohe Duktilität und Umformbarkeit – ideal für medizinische Geräte und Anlagen zur Lebensmittelverarbeitung
- Ferritische Sorten (430, 446): Magnetisch, hitzebeständig, geeignet für Hochtemperaturanwendungen wie Industrieöfen und Abgassysteme
- Martensitische Sorten (410, 420): Durch Wärmebehandlung härterbar, ausgezeichnete Festigkeit und Verschleißfestigkeit – häufig für Luft- und Raumfahrtkomponenten sowie Präzisionswerkzeuge vorgeschrieben
Aluminiumlegierungen bieten das beste Verhältnis von Festigkeit zu Gewicht für Anwendungen, bei denen Massereduktion entscheidend ist. Die Legierung 6061 dominiert die Präzisionsbearbeitung, da sie sauber zerspant, bei stabilen Aufspannungen Toleranzen von ±0,01–0,02 mm einhält und sich zur Eloxierung für hochwertige Oberflächen eignet. Für Gehäuse in der Elektronik, Audiotechnik und tragbaren Geräten bietet Aluminium sowohl Leistung als auch Ästhetik.
Speziallegierungen treten ins Spiel, wenn Standardmaterialien extremen Anforderungen nicht gerecht werden können. Titan bietet ein außergewöhnliches Verhältnis von Festigkeit zu Gewicht sowie hervorragende Korrosionsbeständigkeit für medizinische Implantate und Luft- und Raumfahrtanwendungen – doch seine geringe Wärmeleitfähigkeit und die Neigung zur Kaltverfestigung erfordern spezialisiertes Fertigungswissen. Kupfer und Messing zeichnen sich durch eine hervorragende elektrische und thermische Leitfähigkeit für elektronische Anwendungen aus; ihr Gewicht und ihre Kosten begrenzen jedoch ihren Einsatz auf funktionell kritische Komponenten.
Wie sich Materialeigenschaften auf die Fertigungsgenauigkeit auswirken
Hier wird die Materialauswahl praktisch. Jede Eigenschaft, die Sie in einem Datenblatt finden, übersetzt sich unmittelbar in Fertigungsherausforderungen oder -vorteile. Ein Unternehmen für präzise Blechbearbeitung bewertet diese Faktoren, bevor es Ihr Projekt offeriert:
| Material | Typische erreichbare Toleranz | Minimaler Biegeradius | Schweigfähigkeit | Beste Anwendungen |
|---|---|---|---|---|
| Mit einem Gehalt an Zellstoff von mehr als 0,05 GHT | ±0,01–0,02 mm | ≥1,5–2× Dicke | Gut schweißbar mit WIG-/MAG-Schweißen | Medizinische Geräte, Lebensmittelausrüstung, marine Umgebungen |
| Aluminium 6061 | ±0,01–0,02 mm | ≥1× Dicke | Schweißbar, verliert jedoch 30–50 % der Festigkeit in der wärmebeeinflussten Zone | Leichte Gehäuse, Kühlkörper, Luft- und Raumfahrtstrukturen |
| Weichstahl | ±0,05 mm (neigt zur Verzugbildung) | ≥1× Dicke | Ausgezeichnet – am verträglichsten für das Schweißen | Tragkonstruktionen, Rahmen, kostensensitive Komponenten |
| Kupfer/Messing | ±0,02–0,05 mm | ≥0,5–1× Dicke | Schwer schweißbar; Hartlöten wird bevorzugt | Elektrische Kontakte, Wärmeaustauscher, dekorative Elemente |
| Titan | ±0,02–0,05 mm | ≥1,5× Dicke | Erfordert eine spezielle Inertatmosphäre | Medizinische Implantate, Luft- und Raumfahrt, Hochleistungsanwendungen |
Beachten Sie, wie unlegierter Stahl – oft die kostengünstigste Option – in der Spalte für Toleranzen als „neigung zur Verformung“ gekennzeichnet ist. Dies ist keine Einschränkung der Maschinenausstattung, sondern ein Verhalten des Werkstoffs. Dünnwandiger unlegierter Stahl neigt dazu, sich während der Bearbeitung oder beim Schweißen zu verziehen; daher ist eine Toleranz von ±0,05 mm realistischer als die engen Toleranzen, die mit Aluminium oder Edelstahl erreichbar sind.
Die Anforderungen an den Biegeradius offenbaren eine weitere entscheidende Überlegung. Laut Fertigungsspezialisten stellen Konstrukteure, die bei Edelstahl scharfe 90-Grad-Biegungen ohne ausreichenden Radius vorsehen, häufig Rissbildung an den Kanten während des Umformens fest. Die sichere Standardvorgabe lautet: Legen Sie den Biegeradius für duktile Metalle gleich oder größer als die Materialdicke fest und erhöhen Sie ihn für weniger nachgiebige Legierungen wie Edelstahl auf das 1,5- bis 2-fache.
Umweltbedingungen beeinflussen ebenfalls die Werkstoffauswahl – oft auf eine Weise, die Käufer übersehen. Für Außen-, Marine- oder sterilisierte Anwendungen, bei denen Korrosion ständig auftritt, sind Edelstähle 304 oder 316 zwingend erforderlich. Aluminium weist im Allgemeinen eine gute Korrosionsbeständigkeit auf, benötigt jedoch in salzhaltigen Umgebungen eine Eloxierung oder Schutzbeschichtungen. Unlegierter Stahl ist bei innenliegenden Anwendungen mit geeigneter Beschichtung einsetzbar, rostet jedoch rasch, wenn er ohne Schutz Feuchtigkeit ausgesetzt wird.
Die Erkenntnis? Die Wahl des Werkstoffs ist nicht unabhängig von Ihren Präzisionsanforderungen – sie ist vielmehr integraler Bestandteil dieser Anforderungen. Derselbe Toleranzbereich von ±0,010" ist bei werkstoffverfestigendem Titan deutlich teurer zu realisieren als bei dem gut verarbeitbaren Aluminiumlegierung 6061. Ein leistungsfähiges Unternehmen für präzise Blechbearbeitung unterstützt Sie dabei, diese Abwägungen zu treffen, und passt die Werkstoffeigenschaften sowohl an funktionale Anforderungen als auch an budgetäre Vorgaben an.
Nachdem die Materialien verstanden sind, besteht Ihre nächste Herausforderung darin zu bewerten, ob potenzielle Fertigungspartner die versprochene Präzision tatsächlich liefern können. Diese Bewertung geht über bloße Auflistungen von Maschinen hinaus und umfasst Zertifizierungen, Qualitätsmanagementsysteme sowie Fertigungsansätze, die zuverlässige Partner von riskanten Wahlmöglichkeiten unterscheiden.

So bewerten und wählen Sie einen Präzisions-Blechbearbeitungspartner aus
Sie haben die Verfahren geprüft, die technischen Spezifikationen der Maschinen analysiert und die Materialoptionen verglichen. Doch hier stoßen die meisten Einkäufer auf Schwierigkeiten: die Umsetzung dieses technischen Wissens in ein zuverlässiges Bewertungsgerüst. Wie können Sie tatsächlich überprüfen, ob ein spezialisierter Anbieter für Präzisions-Blechfertigung über Monate oder Jahre hinweg konsistente Ergebnisse liefern kann?
Die Antwort liegt darin, zu verstehen, was Qualitätszertifizierungen tatsächlich belegen, wie man Fertigungsansätze über bloße Ausrüstungslisten hinaus bewertet und an welchen operativen Kennzahlen sich weltklasse Präzisionspartner von mittelmäßigen Leistern unterscheiden. Erstellen wir gemeinsam eine praktische Bewertungscheckliste, die Sie auf jeden potenziellen Fertigungspartner anwenden können.
Qualitätszertifizierungen und ihre Bedeutung
Zertifizierungen sind nicht nur Plaketten an der Wand einer Empfangshalle – sie repräsentieren verifizierte Qualitätsmanagementsysteme, die sich auf jedes Bauteil auswirken, das Ihr Zulieferer herstellt. Doch nicht alle Zertifizierungen besitzen für jede Anwendung dasselbe Gewicht. Das Verständnis der Hierarchie hilft Ihnen dabei, angemessene Erwartungen zu formulieren.
ISO 9001 dient als Grundlage. Gemäß experten für Fertigungszertifizierungen , dieser international anerkannte Standard legt Anforderungen für eine konsistente Qualitätssicherung in allen Branchen fest. Ein präziser Blechverarbeitungsbetrieb mit ISO-9001-Zertifizierung hat ein formales Qualitätsmanagement nachgewiesen, das sich auf „Kundenzufriedenheit, Optimierung der Prozesse hinsichtlich Effizienz und Präzision sowie Motivation und Einbindung der Mitarbeitenden auf allen Ebenen“ konzentriert. Die Zertifizierung erfordert alle drei Jahre die erfolgreiche Absolvierung einer umfassenden Auditierung – sie steht daher für ein andauerndes Engagement und nicht für eine einmalige Leistung.
AS9100 nimmt die Anforderungen der ISO 9001 und erweitert sie speziell für Luft- und Raumfahrt-, Luftfahrt- sowie Verteidigungsanwendungen. Falls Ihre Komponenten die Sicherheit von Menschen beeinträchtigen könnten – etwa bei Flugzeugstrukturen, medizinischen Geräten oder Verteidigungssystemen – wird diese Zertifizierung zwingend erforderlich und nicht mehr optional. AS9100 fügt strenge Verfahren hinzu für:
- Risikomanagement mit zugewiesener verantwortlicher Abteilung
- Verhinderung und Nachweis gefälschter Teile
- Lagerungsprotokolle für Ausrüstung mit festgelegten Wartungsintervallen
- Informationsverifikation durch unabhängige Prüfung und Inspektion
IATF 16949 stellt den Qualitätsmanagementstandard der Automobilindustrie dar und betont die Vermeidung von Fehlern sowie die Reduzierung von Verschwendung entlang der gesamten Lieferkette. Für Fahrwerkskomponenten, Aufhängungsteile oder strukturelle Baugruppen signalisiert diese Zertifizierung, dass ein Hersteller die automobilspezifischen Anforderungen versteht.
Worauf sollten Sie in Ihrer konkreten Situation achten? Nutzen Sie diesen Rahmen:
| Ihre Anwendung | Mindestzertifizierung | Bevorzugte Zertifizierung | Warum es wichtig ist |
|---|---|---|---|
| Allgemeine Handelsprodukte | ISO 9001 | ISO 9001 | Stellt dokumentierte Qualitätsprozesse und kontinuierliche Verbesserung sicher |
| Luft- und Raumfahrt- oder Verteidigungskomponenten | AS9100 | AS9100 + NADCAP | Obligatorisch für die meisten Luft- und Raumfahrt-OEMs; belegt sicherheitskritische Kompetenz |
| Automobilteile | ISO 9001 | IATF 16949 | Entspricht den Anforderungen der OEM-Lieferkette und fokussiert sich auf Fehlervermeidung |
| Medizintechnik | ISO 9001 | ISO 13485 | Erfüllt die Anforderungen an regulatorische Konformität und Rückverfolgbarkeit |
Bewertung von Investitionen in Ausrüstung und Technologie
Zertifizierungen bestätigen Systeme und Prozesse. Doch wie sieht es mit der tatsächlichen Fertigungskapazität aus? Hier müssen Sie über die reine Ausrüstungsliste hinausgehen und verstehen, wie ein Unternehmen für präzise Blechbearbeitung seine Produktion organisiert.
Zellfertigungsanlagen stellen einen der deutlichsten Indikatoren für operative Ausgereiftheit dar. Statt die Maschinen nach Verfahrenstyp zu gruppieren – alle Laser in einem Bereich, alle Abkantpressen in einem anderen – bündeln zellfertigungsorientierte Anlagen Maschinen so, dass sie spezifische Produktfamilien bedienen. Laut experten für schlankes Produzieren reduziert dieser Ansatz die Menge an Fertigungsaufträgen in Bearbeitung und die Durchlaufzeiten erheblich und verbessert gleichzeitig die Konsistenz der Qualität.
Warum ist dies für die Präzision entscheidend? Wenn Teile kürzere Wege zwischen den einzelnen Bearbeitungsschritten zurücklegen, verringert sich die Beschädigung durch Handhabung. Wenn dasselbe Team eine komplette Produktfamilie betreut, entwickelt es tiefes Fachwissen hinsichtlich der zulässigen Toleranzen und des Werkstoffverhaltens dieser Familie. Das Ergebnis: weniger Fehler, kürzere Durchlaufzeiten und vorhersehbarere Qualität.
Taktzeitdisziplin stellt einen weiteren Qualitätsindikator dar. Fertigungsbetriebe, die den Fertigungstakt – also die Geschwindigkeit, mit der Produkte fertiggestellt werden müssen, um die Nachfrage zu decken – berechnen und einhalten, zeigen ein hohes Maß an Prozessreife. Wie ein erfahrener Branchenexperte bemerkte: „Liegen Teile nur herum, verdienen sie kein Geld.“ Große Mengen an Fertigungsaufträgen, die ungenutzt auf Gestellen lagern, signalisieren einen unvorhersehbaren Materialfluss, der häufig mit Qualitätsunsicherheiten einhergeht.
Bei der Bewertung von Maschinen sollten Sie Fragen stellen, die die operative Philosophie offenbaren:
- Wie trennen Sie Auftragsarbeiten mit hohem Volumen von Prototypaufträgen mit geringer Stückzahl?
- Wie hoch ist Ihr typischer Bestand an unfertigen Erzeugnissen, ausgedrückt in Produktions-Tagen?
- Wie schnell können Sie auf Konstruktionsänderungen während der laufenden Produktion reagieren?
- Welcher Prozentsatz der Teile erfordert Nacharbeit oder Ausschuss?
Die Antworten verraten mehr über die Präzisionsfähigkeit als jede technische Spezifikation der Maschinen.
Ihre Partnerbewertungs-Checkliste
Bevor Sie sich für einen Partner im Bereich präziser Blechbearbeitung entscheiden, arbeiten Sie diese umfassende Checkliste sorgfältig durch. Nicht jeder Punkt gilt für jedes Projekt, doch die Abdeckung dieser Bereiche verhindert kostspielige Überraschungen:
- Zertifizierungsüberprüfung: Fordern Sie Kopien der aktuellen Zertifikate an und überprüfen Sie die Ablaufdaten; Zertifizierungen erfordern alle drei Jahre eine Auditierung.
- Dokumentation des Qualitätsmanagementsystems: Fordern Sie Musterprüfberichte, Verfahren für Erstbemusterungsprüfungen sowie Beispiele für Korrekturmaßnahmen an.
- Ausrüstungskapazitäten: Stellen Sie sicher, dass die angegebenen Maschinen Ihre Werkstoffarten, Materialstärken und Toleranzanforderungen bewältigen können.
- Material-Rückverfolgbarkeit: Überprüfen Sie, ob vollständige Aufzeichnungen geführt werden, die fertige Teile mit den Zertifikaten der Ausgangsmaterialien verknüpfen.
- Prüfgeräte: Suchen Sie nach CMM-Systemen, optischen Vergleichsgeräten und kalibrierten Messwerkzeugen, die Ihren Toleranzanforderungen entsprechen
- Statistische Prozessregelung: Fragen Sie nach, ob sie die Prozessfähigkeit (Cpk-Werte) für kritische Abmessungen überwachen
- Transparenz bei der Lieferzeit: Fordern Sie realistische Zeitpläne an und verstehen Sie deren Ursachen – Kapazitätsbeschränkungen, Materialverfügbarkeit oder Prozesskomplexität
- Kommunikationsreaktionsfähigkeit: Beachten Sie, wie schnell sie auf Angebotsanfragen und technische Fragen während der Evaluierung reagieren
- Verfügbarkeit von Musterteilen oder Prototypen: Erwägen Sie, vor der Festlegung auf Produktionsmengen Musterbauteile anzufordern
- Referenzkunden: Fordern Sie Referenzkunden aus Ihrer Branche oder mit ähnlichen Präzisionsanforderungen an
Die besten Unternehmen für präzise Blechbearbeitung begrüßen diese Art von Prüfung. Sie haben gezielt in Systeme und Fähigkeiten investiert, um nachweislich hohe Qualität zu demonstrieren – und sie wissen, dass eine gründliche Bewertung die Grundlage für erfolgreiche langfristige Partnerschaften bildet.
Nachdem die Bewertungskriterien festgelegt wurden, sind Sie bereit, einen weiteren Faktor zu berücksichtigen, der erfolgreiche Projekte von frustrierenden Projekten unterscheidet: wie Ihre Konstruktionsentscheidungen die erforderliche Präzision fördern – oder aber einschränken.
Gestaltung für die Fertigung bei Blechprojekten
Hier ist eine Realität, die viele Einkäufer unvorbereitet trifft: Ihre Konstruktionsentscheidungen beeinflussen die Fertigungsergebnisse genauso stark wie die Maschinen, die die Arbeit ausführen. Ein prinzipiell hochleistungsfähiges Unternehmen für präzise Blechbearbeitung kann mit Bauteilen Schwierigkeiten haben, die grundlegende fertigungstechnische Randbedingungen ignorieren – während einfache Konstruktionen mit konstanter Qualität und geringeren Kosten problemlos durch die Produktion laufen.
Die Gestaltung für die Fertigung (DFM) stellt die Brücke zwischen Ihrer digitalen Entwurfsidee und dem physikalisch Machbaren in Metall dar. Gemäß experten für Blech-DFM , dieses Konzept bedeutet, Ihre Komponenten so zu konstruieren, dass sie einfach – und damit kostengünstig – herzustellen sind. Ignorieren Sie diese Grundsätze, und Sie stoßen auf das, was Fertigungspartner als „Fertigungsreibung“ bezeichnen: höhere Preise, längere Lieferzeiten und ein erhöhtes Risiko für Fehler.
Ob Sie ein erfahrener Ingenieur oder ein Unternehmer sind, der ein Prototyp entwickelt – das Verständnis dieser grundlegenden DFM-Prinzipien hilft Ihnen, effektiv mit Ihrem Fertigungspartner zu kommunizieren und potenzielle Probleme zu erkennen, bevor sie zu teuren Herausforderungen werden.
Konstruktionselemente, die eine präzise Blechbearbeitung ermöglichen
Stellen Sie sich Blech wie Pappe mit sehr spezifischen Faltevorschriften vor. Jede Biegung, jedes Loch und jeder Ausschnitt interagiert auf vorhersehbare Weise mit den Materialeigenschaften – vorausgesetzt, Sie wissen, worauf es ankommt. Diese zentralen DFM-Grundsätze leiten Konstruktionen, die Präzisions-Blechverarbeitungsunternehmen zuverlässig fertigen können:
- Biegeradius-Bemessung: Die Innenkurve Ihrer Biegung sollte mindestens der Materialstärke entsprechen. Wie DFM-Experten erläutern, kann es bei zu scharfem Falten von Metall zu Rissen oder „Crazing“ (feinen Oberflächenrissen) an der Außenkante kommen. Wenn alle Biegungen denselben Radius aufweisen, können Fertiger ein einziges Werkzeug für sämtliche Falzungen verwenden – was Zeit für die Maschineneinrichtung spart und Ihre Kosten senkt.
- Loch-zu-Biege-Abstand: Halten Sie Bohrungen mindestens 2,5-mal so weit von Biegekanten entfernt wie die Materialstärke zuzüglich eines Biegeradius. Zu nahe an Biegekanten angeordnete Bohrungen verformen sich während des Umformens zu Ovalen, wodurch eine korrekte Montage von Schrauben oder Stiften unmöglich wird.
- Biegeentlastungsmerkmale: Wenn Biegungen an flachen Kanten enden, fügen Sie kleine rechteckige oder kreisförmige Aussparungen dort ein, wo die Biegekanten auf die Kanten treffen. Dadurch wird eine Konzentration von Spannungen und Rissbildung an den Biegeübergängen vermieden.
- Mindeststeglänge: Verlängern Sie Laschen mindestens viermal so weit wie die Materialstärke. Pressbremsen benötigen ausreichend große Auflageflächen, um das Material während des Umformens sicher zu greifen – kurze Laschen erfordern spezielle, teure Werkzeuge, die die Fertigungskosten verdoppeln können.
- Berücksichtigung der Kornrichtung: Blech weist aufgrund des Walzprozesses im Walzwerk eine "Faserrichtung" auf. Biegungen, die parallel zur Faserrichtung erfolgen, neigen deutlich stärker zum Aufreißen. Konstruieren Sie Teile daher so, dass Falzungen möglichst quer zur Faserrichtung erfolgen.
- Schlitz- und Ausschnittbreite: Halten Sie schmale Ausschnitte mindestens 1,5-mal breiter als die Materialdicke. Das Laserschneiden erzeugt intensive Wärme – schmale Schlitze und Finger verziehen oder verbiegen sich infolge thermischer Spannungen, was die Ebenheit und Passgenauigkeit beeinträchtigt.
Das Verständnis des K-Faktors ist für Teile mit mehreren Biegungen unerlässlich. Gemäß technischen Referenzen stellt der K-Faktor das Verhältnis zwischen der Lage der neutralen Faser und der Materialdicke dar und liegt je nach Werkstoff und Biegeverfahren typischerweise zwischen 0,25 und 0,50. Die korrekte Angabe dieses Wertes in Ihrer CAD-Software gewährleistet genaue Abwicklungen und verhindert Toleranzstapelung bei komplexen Baugruppen.
Häufige Konstruktionsfehler, die die Qualität beeinträchtigen
Selbst erfahrene Konstrukteure machen Fehler, die zu Fertigungsherausforderungen führen. Achten Sie auf diese häufigen Fallstricke, mit denen sich Präzisions-Blechverarbeitungsunternehmen regelmäßig konfrontiert sehen:
- Übermäßige Tolerierung nicht-kritischer Merkmale: Die Angabe einer Toleranz von ±0,005" für Maße, die die Funktion nicht wesentlich beeinflussen, erhöht Zeit und Kosten für die Prüfung erheblich. Seien Sie bei Toleranzen flexibel, wo dies nicht erforderlich ist – Standard-Toleranzen für Blechteile halten Projekte im Budget, ohne die Qualität dort einzubüßen, wo sie zählt.
- Nicht standardmäßige Lochgrößen: Bohrungen mit Abmessungen wie 5,123 mm erfordern möglicherweise spezielle Bohrer. Die Verwendung gängiger Normgrößen (5 mm, 6 mm, 1/4") ermöglicht es den Fertigern, Ihre Bestellung mit vorhandenen Werkzeugen zu stanzen, wodurch nahezu sofortige Durchlaufzeiten durch Hochgeschwindigkeitsmaschinen erreicht werden.
- Ignorieren des Federrücklaufs: Metall ist leicht elastisch. Eine 90-Grad-Kante neigt naturgemäß dazu, sich nach dem Biegen auf 88 oder 89 Grad zurückzuziehen (Springback). Präzisionsfertiger kompensieren diesen Effekt zwar, doch zu enge Winkeltoleranzen ohne Berücksichtigung des Springbacks führen zu Prüffehlern.
- Unzureichender Lochabstand: Die Bohrungen sollten sich in einem Abstand von etwa 1,5-facher Materialdicke von den Kanten und mindestens im Abstand von der doppelten Materialdicke zueinander befinden. Ein geringerer Abstand führt bei Stanzvorgängen zu einer Verformung des Materials.
- Berücksichtigung fehlender Beschichtung: Pulverbeschichtung und Eloxierung fügen eine zusätzliche Maßdicke hinzu. Die Konstruktion muss diese Änderung berücksichtigen, insbesondere bei Fügeflächen und Gewindeelementen. Zudem benötigen Teile während des Beschichtungsprozesses Aufhängepunkte – geben Sie an, an welchen Stellen unbeschichtete Bereiche akzeptabel sind.
Selbstzentrierende Merkmale stellen eine häufig übersehene Möglichkeit dar. Gestalten Sie nach Möglichkeit Teile so, dass sie sich während der Montage selbst ausrichten und dadurch den Einsatz von Vorrichtungen und Spannvorrichtungen minimieren. Der Einsatz von PEM-Einsätzen oder Nieten statt Schweißen kann erhebliche Zeit- und Kostenersparnisse bewirken, sofern die Funktion dies zulässt: Schweißen erfordert qualifizierte Fachkräfte und verursacht Wärmeverzug, während mechanische Verbindungen eine genauere Maßhaltigkeit gewährleisten.
Die geschäftliche Wirkung einer guten Konstruktion für die Fertigung (DFM) reicht über die Effizienz der Fertigung hinaus. Teile, die unter Berücksichtigung dieser Grundsätze konstruiert wurden, durchlaufen in der Regel die Erststückprüfung ohne Nacharbeit, weisen über alle Fertigungschargen hinweg eine konsistente Qualität auf und sind kostengünstiger, da die Fertiger Standardwerkzeuge und -verfahren einsetzen können. Wenn Sie ein Design vorlegen, das ein Bewusstsein für DFM erkennen lässt, identifizieren Präzisions-Blechverarbeiter darin einen Kunden, der die Realitäten der Fertigung versteht – was häufig zu besseren Preisen, schnelleren Angeboten und einer Priorisierung bei der Terminvergabe führt.
Nachdem die Konstruktionsgrundsätze festgelegt sind, besteht der nächste Schritt auf Ihrem Weg zur präzisen Fertigung darin, zu verstehen, wie Prototyping- und Neuprodukteinführungsprozesse Designs validieren, bevor Sie sich auf volle Serienfertigungsvolumina festlegen.
Prototyping- und Neuprodukteinführungsdienstleistungen
Sie haben Ihr Bauteil unter Berücksichtigung der Fertigbarkeit konstruiert. Doch wie können Sie sicher sein, dass es tatsächlich funktioniert, bevor Sie Tausende von Dollar in die Produktion von Werkzeugen investieren? Hier kommen präzise Prototypenfertigungsdienstleistungen für Blechbauteile ins Spiel – sie verwandeln digitale Konstruktionsdaten in greifbare, physische Bauteile, die Sie halten, testen und optimieren können.
Die Einführung neuer Produkte (New Product Introduction, NPI) stellt den strukturierten Prozess dar, der Ihr Konzept von der ersten Idee bis zur validierten Serienreife führt. Laut Fertigungsspezialisten umfasst die NPI den gesamten Bereich von der Konzepterstellung über die Entwicklung bis hin zur Produktion des Endprodukts – wobei Risiken so weit wie möglich minimiert und gleichzeitig Chancen für Erfolg genutzt werden.
Für Einkäufer, die ein Unternehmen für die NPI von präzisen Blechbauteilen bewerten, hilft das Verständnis dieses Prozesses dabei, Partner zu identifizieren, die Ihren Zeitplan tatsächlich beschleunigen können – im Gegensatz zu Anbietern, die lediglich Aufträge entgegennehmen, ohne zusätzlichen Mehrwert zu liefern.
Vom Konzept bis zur Freigabe des Erstexemplars
Stellen Sie sich vor, Sie entwickeln ein neues Gehäuse für Industrieausrüstung. Sie verfügen über CAD-Dateien, Materialspezifikationen und Toleranzanforderungen – doch es bleiben noch Fragen offen: Werden die Biegungen die erwarteten Winkel ergeben? Stimmen die Montagelöcher mit den entsprechenden Komponenten überein? Werden sich im Montageprozess unvorhergesehene Interferenzprobleme zeigen?
Der Prototypenentwicklungsprozess beantwortet diese Fragen systematisch. Basierend auf branchenüblichen Praktiken folgt der typische Ablauf diesen Phasen:
- Ziele identifizieren und definieren: Ihr Fertigungspartner arbeitet eng mit Ihnen zusammen, um die Kernanforderungen zu verstehen – funktionale Spezifikationen, ästhetische Erwartungen, Prüfprotokolle sowie zeitliche Vorgaben. Diese Phase legt die Grundlage für alle nachfolgenden Schritte.
- Konstruktionsprüfung und DFM-Optimierung: Ingenieure analysieren Ihre CAD-Daten hinsichtlich der Fertigbarkeit und empfehlen Anpassungen, die die Präzisionsergebnisse verbessern, ohne die Funktionalität zu beeinträchtigen. In dieser kollaborativen Phase werden häufig Probleme erkannt, die andernfalls später zu Produktionsverzögerungen führen würden.
- Prototypenfertigung: Die Verarbeiter erstellen erste Muster unter Verwendung der gleichen Ausrüstung, die für die Serienfertigung vorgesehen ist. Dieser Ansatz stellt sicher, dass die Prototypen genau das widerspiegeln, was die Großserienfertigung liefern wird.
- Prüfung und Validierung: Die Prototypen durchlaufen Funktionsprüfungen, Passgenauheitskontrollen mit zusammenzufügenden Komponenten sowie Leistungsprüfungen unter Betriebsbedingungen. Die Finite-Elemente-Analyse (FEA) kann Spannungsmuster simulieren, während physikalische Tests das Verhalten unter realen Bedingungen bestätigen.
- Entwurfsiteration: Basierend auf den Testergebnissen werden die Konstruktionen verfeinert und bei Bedarf neue Prototypen erstellt. Wie ein Branchenexperte bemerkt: „Nicht jedes Konzept ist ein Erfolg – Sie möchten schnell erkennen, was funktioniert und was angepasst werden muss.“
- Konstruktionsfreigabe und Erstellung von Produktionsangeboten: Sobald die Prototypen die Spezifikationen erfüllen, wird die Konstruktion freigegeben und detaillierte Produktionsangebote erstellt. Verarbeiter, die Ihre Prototypen hergestellt haben, können präzise kalkulieren, da sie den Fertigungsprozess bereits getestet haben.
- Erste Artikelprüfung (FAI): Die ersten Serienteile werden einer umfassenden dimensionsbezogenen Prüfung gemäß den Spezifikationen unterzogen, wodurch dokumentierte Nachweise dafür entstehen, dass die Fertigungsprozesse konforme Teile liefern.
Dieser strukturierte Ansatz reduziert das Risiko kostspieliger Überraschungen während der Serienfertigung erheblich. Bei der Bewertung von Dienstleistungen für die präzise Prototypenfertigung aus Blech sollten Sie Partner suchen, die bereits in der Entwurfsprüfungsphase umfassende DFM-Unterstützung (Design for Manufacturability) anbieten – diese Zusammenarbeit entscheidet häufig darüber, ob Projekte erfolgreich verlaufen oder scheitern.
Schnellprototypen versus Serienfertigung
Geschwindigkeit spielt in jeder Phase der Produktentwicklung eine unterschiedliche Rolle. Während der Prototypenfertigung ermöglicht eine kurze Durchlaufzeit schnelle Iterationen – die Philosophie des „schnelleren Scheiterns“, die Ihnen hilft, rasch zu erkennen, ob ein Entwurf wie vorgesehen funktioniert. Wie Prototypenspezialisten erläutern, ist es weitaus ressourceneffizienter, frühzeitig festzustellen, dass ein bestimmter Entwurf nicht realisierbar ist, als lange Zeit und Aufwand in ihn zu investieren.
Was unterscheidet Rapid Prototyping von Standardfertigungszeiten? Führende Präzisions-Blechverarbeitungsunternehmen unterhalten eigene Prototypenabteilungen, die unabhängig von den Produktionsplänen geführt werden. Diese Trennung stellt sicher, dass Prototypenarbeiten nicht um Maschinenkapazitäten mit Großaufträgen konkurrieren – ein entscheidender Unterschied, wenn Sie sich beeilen müssen, Ihre Konstruktionen zu validieren, bevor sich die Marktfenster schließen.
Betrachten Sie, wie Rapid-Prototyping-Kapazität in der Praxis tatsächlich aussieht. Erstklassige Partner wie Shaoyi (Ningbo) Metal Technology bieten ein 5-Tage-Rapid-Prototyping zusammen mit umfassender DFM-Unterstützung und einer Angebotserstellung innerhalb von 12 Stunden – eine Reaktionsgeschwindigkeit, die Entwicklungszyklen erheblich beschleunigt. Ihre IATF-16949-Zertifizierung belegt die Qualitätsmanagementsysteme, die für Fahrwerk-, Aufhängungs- und Strukturkomponenten im Automobilbereich erforderlich sind, bei denen Präzisionstoleranzen zwingend eingehalten werden müssen.
Der Übergang vom Prototyping zur Serienfertigung bringt unterschiedliche Prioritäten mit sich:
| Faktor | Schnelles Prototyping | Produktionsläufe |
|---|---|---|
| Hauptziel | Validierung und Iterationsgeschwindigkeit des Designs | Konsistente Qualität in Serienfertigung |
| Typische Zeitplanung | 3–10 Tage für erste Muster | 2–6 Wochen, abhängig von Komplexität und Stückzahl |
| Werkzeugansatz | Weiche Werkzeuge oder direkte Fertigung | Serienreife Werkzeuge für Wiederholgenauigkeit |
| Kostenstruktur | Höhere Kosten pro Teil, geringere Gesamtinvestition | Geringere Kosten pro Teil, höhere Werkzeuginvestition |
| Volumenbereich | typischerweise 1–50 Stück | Mehrere Hundert bis Tausende Stück |
Die Vorserienfertigung bildet die Brücke zwischen diesen Phasen. Bevor in vollem Umfang skaliert wird, fertigen Hersteller kleine Losgrößen – typischerweise 50–200 Stück – an, um zu validieren, dass die Fertigungsprozesse wiederholbar und stabil sind. Dieser Schritt identifiziert mögliche Fertigbarkeitsprobleme, die während der Prototypenerstellung nicht aufgetreten sind, und bestätigt, dass die Qualitätssicherungssysteme die Spezifikationen auch bei längeren Serienfertigungen einhalten können.
Bei der Auswahl eines Unternehmens für hochpräzise Blechzuführsysteme mit Servoantrieb oder eines Partners für die schnelle Prototypenfertigung von Blechteilen sollten Sie das gesamte Leistungsspektrum bewerten. Die besten Partner begleiten Projekte vom ersten Konzept bis zur validierten Serienfertigung und wenden in jeder Phase ein konsistentes Qualitätsmanagementsystem an. Ihnen ist bewusst, dass Prototyping nicht nur darin besteht, Teile schnell herzustellen – vielmehr geht es darum, schnell genug zu lernen, um bessere Entscheidungen zu treffen, bevor durch Produktionsinvestitionen die Designentscheidungen endgültig festgelegt sind.
Nachdem Sie die Prototyping-Prozesse verstanden haben, sind Sie bereit, ein Thema anzugehen, das die meisten Fertiger offenbar vermeiden: Was bestimmt tatsächlich die Preise bei hochpräzisen Blecharbeiten – und wie können Sie die Kosten optimieren, ohne dabei Kompromisse bei der Qualität einzugehen?
Verständnis der Preisfaktoren und Kosten-Treiber
Hier ist ein Gespräch, das die meisten Fertiger vermeiden: Was bestimmt eigentlich die Kosten Ihres Projekts? Obwohl das Einholen von Angeboten für maßgefertigte Blechteile oft wie das Erhalten geheimnisvoller Zahlen aus einer Black Box wirkt, ist die Realität einfacher, als man vielleicht vermutet. Das Verständnis der Kostentreiber bei der präzisen Blechbearbeitung befähigt Sie, fundierte Entscheidungen zu treffen – und möglicherweise die Kosten zu senken, ohne dabei an Qualität einzubüßen.
Laut Spezialisten für präzise Fertigung beeinflussen mehrere miteinander verbundene Faktoren die Preisgestaltung. Der Schlüssel liegt darin, zu verstehen, welche Faktoren Sie selbst steuern können, bei welchen Kompromisse erforderlich sind und welche schlicht unveränderliche Gegebenheiten der Fertigungsphysik darstellen.
Materialkosten und Komplexitätsfaktoren
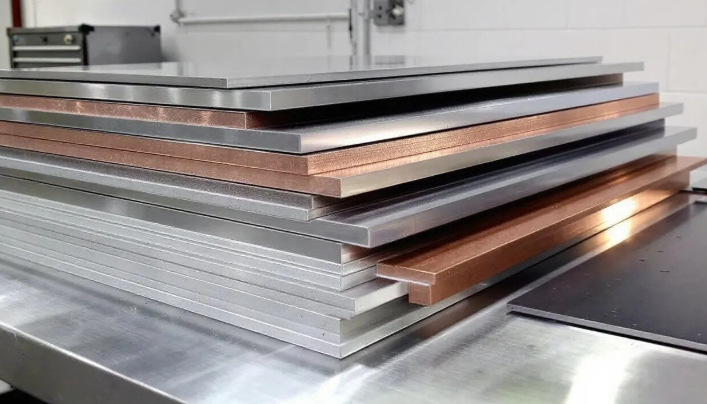
Beginnen wir mit den greifbarsten Kostentreibern bei der präzisen Metallbearbeitung: aus welchem Material Ihre Teile bestehen und wie kompliziert ihre Herstellung ist.
Materialauswahl stellt eine der größten Variablen in Ihrem Angebot dar. Wie Branchenquellen erläutern, unterscheiden sich Metalle wie Aluminium, Edelstahl und Kohlenstoffstahl sowohl im Preis pro Pfund als auch in der Verarbeitbarkeit:
- Aluminium ist leicht und korrosionsbeständig, erfordert jedoch mehr Sorgfalt bei Umform- und Schweißvorgängen
- Edelstahl bietet hervorragende Festigkeit und Haltbarkeit, ist aber pro Pfund deutlich teurer und erfordert oft spezielle Oberflächenbehandlungen
- Kohlenstoffstahl bleibt erschwinglich und vielseitig einsetzbar, benötigt jedoch in der Regel Schutzbeschichtungen, um Korrosion zu verhindern
Die Materialstärke verstärkt diese Kosten unmittelbar. Dickere Bleche benötigen längere Schnittzeiten, erfordern mehr Kraft zum Biegen und längere Schweißzeiten – alles führt zu erhöhtem Produktionsaufwand und höheren Preisen.
Komplexität des Entwurfs stellt den zweiten wesentlichen Kostenmultiplikator dar. Komponenten mit mehreren Biegungen, komplexen Aussparungen oder engen Toleranzen erfordern mehr Programmierzeit, zusätzliche Rüstvorgänge und häufige Prüfzyklen. Der Unterschied zwischen einer einfachen Halterung mit zwei Biegungen und einem Gehäuse mit zwölf Biegungen, Gewindeeinsätzen und geschweißten Baugruppen kann dramatisch sein – selbst bei Verwendung identischer Werkstoffe.
Hier ist ein praktischer Rahmen, um zu verstehen, wie verschiedene Faktoren der Blechbearbeitung sich auf Ihre Ergebnisrechnung auswirken:
| Kostenfaktor | Ausmaß der Auswirkung | Was diese Kosten treibt | Wie man optimiert |
|---|---|---|---|
| Materialtyp | Hoch | Rohstoffmarktpreise, Legierungsspezifikationen | Geben Sie Standardlegierungen an; erwägen Sie Alternativen mit vergleichbarer Leistung |
| Materialstärke | Mittel-Hoch | Schneidgeschwindigkeit, Umformkraft, Schweißzeit | Verwenden Sie die geringste Dicke, die die strukturellen Anforderungen erfüllt |
| Geometrische Komplexität | Hoch | Programmierung, Rüständerungen, spezielle Werkzeuge | Vereinfachen Sie Konstruktionen; standardisieren Sie Biegeradien und Lochgrößen |
| Toleranzanforderungen | Hoch | Langsamere Bearbeitungsgeschwindigkeiten, häufige Prüfungen, Risiko von Nacharbeit | Wenden Sie enge Toleranzen nur auf kritische Abmessungen an |
| Oberflächenbearbeitung | Mittel | Zusätzliche Prozessschritte, Beschichtungsmaterialien, Aushärtezeit | Oberflächen nur dort spezifizieren, wo sie funktional erforderlich sind |
| Montageoperationen | Mittel-Hoch | Arbeitsstunden, Hardwarekosten, Prüfpunkte | Konstruktion für vereinfachte Montage; Verwendung selbstzentrierender Merkmale |
| Einrichtung und Programmierung | Mittel | Erstkonfiguration der Maschine, Vorbereitung der Werkzeuge | Entwicklung von Teilefamilien, die gemeinsame Werkzeuganforderungen aufweisen |
Beachten Sie, dass Toleranzanforderungen eine „hohe“ Auswirkungsbewertung aufweisen. Laut Fertigungsexperten steigen die Kosten mit zunehmender Genauigkeit der Toleranzen – die Erfüllung strenger Maßtoleranzen erfordert häufigere Inspektionen, langsamere Bearbeitungsgeschwindigkeiten sowie hochentwickelte Messgeräte wie Koordinatenmessmaschinen (CMM) und laserbasierte Inspektionssysteme.
Mengenbetrachtungen und Abwägungen hinsichtlich Lieferzeiten
Die Menge beeinflusst sämtliche Preisgestaltungsaspekte bei präziser Fertigung. Ein einzelnes Prototyp- oder Kleinserienteil kostet pro Einheit deutlich mehr als eine Großserienbestellung, da sich Einrichtungs- und Programmierzeiten auf weniger Teile verteilen.
Denken Sie praktisch darüber nach: Ob Sie nun 10 Teile oder 1.000 Teile bestellen – der Fertiger muss den Laser programmieren, die Abkantpresse einrichten und die Qualitätsprüfprotokolle konfigurieren. Diese Fixkosten verteilen sich je nach Ihrer Bestellmenge unterschiedlich:
- Prototypenmengen (1–10 Stück): Einrichtungskosten dominieren; erwarten Sie den höchsten Preis pro Teil, aber die geringste Gesamtinvestition
- Kleinstserie (50–500 Stück): Einrichtungskosten amortisieren sich günstiger; der Preis pro Teil sinkt deutlich
- Großserienfertigung (1.000+ Stück): Effizienzgewinne werden maximiert; automatisierte Handhabung und optimiertes Nesting reduzieren Ausschuss und Arbeitsaufwand
Die Lieferzeit führt eine weitere Kostenkomponente ein, die viele Käufer unterschätzen. Laut fachleuten für Fertigungskalkulation verursachen Eilbestellungen oder Projekte mit beschleunigter Lieferung häufig Überstunden oder Anpassungen des Produktionsplans – beides führt zu Aufpreisen.
Die Beziehung zwischen Lieferzeit und Kosten ergibt wichtige Abwägungen:
| Szenario zur Lieferzeit | Kostenauswirkung | Typische Zeitplanung | Bestes für |
|---|---|---|---|
| Standardproduktion | Grundpreisgestaltung | 2-4 Wochen | Geplante Produktion bei vorhersehbarem Bedarf |
| Schnelllieferung | Premium-Gebühren fallen an | 1-2 Wochen | Kritische Fristen mit Budgetflexibilität |
| Eil-/Notfallauftrag | Signifikaler Aufpreis | Tage statt Wochen | Echte Notfälle, bei denen die Kosten sekundär sind |
| Flexibel/geplant | Möglicher Rabatt | 4–6+ Wochen | Nicht dringende Bestellungen, bei denen der Zeitpunkt verhandelbar ist |
Wie unsere Lead-Time-Spezialisten betonen: Je einfacher Ihr Design und je standardisierter Ihre Materialien sind, desto schneller werden Ihre Teile geliefert – und Schnelligkeit bedeutet oft auch geringere Kosten, da Sie Eilzuschläge vermeiden.
Ein oft übersehener Kostenfaktor? Versand und Logistik. Laut Branchenquellen kann die Produktion zwar termingerecht abgeschlossen werden, doch der Versand kann Ihren Zeitplan dennoch beeinflussen. Eine Expresslogistik über bevorzugte Spediteure verkürzt die Lieferzeit, führt aber in der Regel zu höheren Kosten. Bei internationalen Bestellungen sollten Sie ggf. Teilsendungen anfordern, wenn Geschwindigkeit wichtiger ist als die Minimierung der Frachtkosten.
Der kostengünstigste Ansatz kombiniert intelligente Konstruktionsentscheidungen mit realistischer Terminplanung. Arbeiten Sie frühzeitig – also bereits in der Konstruktionsphase und nicht erst nach Abschluss der Zeichnungen – mit Ihrem Partner für Präzisions-Blechbearbeitung zusammen. Erfahrene Blechverarbeiter können Kostensenkungspotenziale identifizieren, die Ihnen möglicherweise entgehen: etwa durch Vorschläge für genormte Lochgrößen, die Werkzeugwechsel reduzieren, oder durch Empfehlungen alternativer Materialien, die eine vergleichbare Leistung zu niedrigeren Kosten bieten.
Wenn Sie die Preisfaktoren verstehen, sind Sie in der Lage, Angebote fundiert zu bewerten und sachkundige Gespräche mit potenziellen Fertigungspartnern über die Herkunft der Kosten – und über mögliche Einsparpotenziale, die die Präzision, die Ihre Anwendung erfordert, nicht beeinträchtigen, zu führen.
Die richtige Entscheidung für präzise Blechbearbeitung treffen
Sie haben bereits viel erreicht – von einem Verständnis dessen, was präzise Toleranzen tatsächlich bedeuten, bis hin zur Bewertung von Zertifizierungen, DFM-Grundsätzen, Prototypenverfahren und Kostenfaktoren. Jetzt gilt es, diese Erkenntnisse zu einer handlungsorientierten Empfehlung zusammenzuführen, die Ihnen hilft, mit Selbstvertrauen weiterzugehen.
Ob Sie als technischer Spezifikator Fertigungskapazitäten vergleichen oder als kaufmännischer Entscheider potenzielle Lieferanten für Ihre Wertschöpfungskette bewerten – die Kriterien für die Auswahl präziser Blechteile, die wir erläutert haben, weisen alle einen gemeinsamen Nenner auf: Nachgewiesene Kompetenz zählt mehr als Marketingversprechen.
Wichtige Erkenntnisse für Ihr nächstes Präzisionsprojekt
Bevor Sie Angebote anfordern oder Besichtigungstermine für die Fertigungsstätte vereinbaren, halten Sie diese entscheidenden Bewertungskriterien stets im Blick:
Das beste Präzisions-Blechbearbeitungsunternehmen zeichnet sich durch drei unverzichtbare Merkmale aus: branchenübliche Zertifizierungen, die durch aktuelle Dokumentation nachgewiesen werden; Maschinenausstattung, die genau Ihren spezifischen Toleranzanforderungen entspricht; sowie eine kooperative Konstruktionsunterstützung, die Ihre Entwürfe bereits vor Beginn der Serienfertigung optimiert.
Hier ist Ihr komprimierter Bewertungsrahmen für einen Partner im Bereich Präzisionsfertigung:
- Überprüfen Sie Zertifizierungen aktiv: Fordern Sie aktuelle Zertifikate mit Ablaufdatum an. ISO 9001 gilt für allgemeine Anwendungen; AS9100 ist für die Luft- und Raumfahrtbranche zwingend vorgeschrieben; IATF 16949 signalisiert Bereitschaft für die Automobil-Zulieferkette.
- Passen Sie die Fertigungskapazitäten an Ihre Anforderungen an: Zahlen Sie nicht zu viel für Kapazitäten, die Sie nicht benötigen – doch verzichten Sie nicht auf die Toleranzen, die Ihre Anwendung unbedingt erfordert.
- Bewerten Sie die Zusammenarbeit bei der Konstruktion für die Fertigung (DFM): Partner, die Ihre Konstruktionen bereits während der Prototypenphase verbessern, verhindern teure Produktionsprobleme in späteren Phasen.
- Bewerten Sie die Reaktionsfähigkeit frühzeitig: Wie schnell potenzielle Partner auf Angebotsanfragen reagieren, ist ein Indikator dafür, wie sie während Produktionsproblemen kommunizieren werden.
- Verstehen Sie die Kostenfaktoren: Die Materialauswahl, die geometrische Komplexität, die Toleranzanforderungen und die Lieferzeit beeinflussen sämtlich den Preis – optimieren Sie dort, wo Flexibilität besteht.
Vorwärts mit Zuversicht
Ihre nächsten Schritte hängen davon ab, an welchem Punkt Ihrer Einkaufsreise Sie sich befinden. Wenn Sie die Anforderungen noch definieren, konzentrieren Sie sich auf die Spezifikation der Toleranzen und die Materialauswahl – diese Entscheidungen wirken sich auf alle nachfolgenden Wahlmöglichkeiten aus. Wenn Sie aktuell Lieferanten vergleichen, priorisieren Sie die Überprüfung von Zertifizierungen und fordern Sie Musterbauteile an, die deren Präzisionsfähigkeiten belegen.
Gerade für Automobilanwendungen wird die Auswahl des richtigen Präzisionspartners noch entscheidender. Wie von Spezialisten für Präzisionsstanzteile hervorgehoben, signalisieren Zertifizierungen wie IATF 16949, dass ein Fertiger die branchenspezifischen Anforderungen im Automobilsektor versteht – darunter Defektvermeidung, Rückverfolgbarkeit und Protokolle zur kontinuierlichen Verbesserung.
Überlegen Sie, wie ein idealer Präzisionspartner in der Praxis aussieht. Shaoyi (Ningbo) Metal Technology veranschaulicht die Kriterien, die wir im Verlauf dieses Leitfadens besprochen haben: IATF-16949-Zertifizierung für Fahrwerk-, Aufhängungs- und Strukturkomponenten im Automobilbereich; schnelle Prototypenerstellung innerhalb von fünf Tagen, um Ihren Entwicklungszeitplan zu beschleunigen; umfassende DFM-Unterstützung (Design for Manufacturability), die Konstruktionsprobleme bereits vor der Serienfertigung erkennt; sowie eine Angebotserstellung innerhalb von zwölf Stunden, um Ihre Projekte stetig voranzubringen. Diese Kombination aus nachgewiesenen Qualitätsmanagementsystemen, reaktionsfähigem Service und technischer Zusammenarbeit entspricht genau dem, was Sie bei einem Partner für Präzisions-Blechbearbeitung suchen sollten.
Die Landschaft der Präzisionsfertigung belohnt informierte Einkäufer. Ausgestattet mit dem hier vermittelten Bewertungsrahmen, dem Wissen über DFM (Design for Manufacturability) sowie dem Verständnis für Kostenstrukturen sind Sie nun in der Lage, Partner auszuwählen, die nicht nur bei der Erstbestellung, sondern über Jahre hinweg eine konsistente Qualität liefern.
Häufig gestellte Fragen zu Unternehmen für Präzisions-Blechbearbeitung
1. Was ist Präzisionsblechfertigung?
Die präzise Blechbearbeitung ist ein Fertigungsverfahren für Blechteile und -komponenten, das äußerst hohe Genauigkeitsanforderungen erfüllt und typischerweise Toleranzen zwischen ±0,005" und ±0,010" (±0,13 mm bis ±0,25 mm) einhält. Dieses Verfahren umfasst den Einsatz spezieller Maschinen wie Faserlasersysteme, CNC-Abkantpressen mit Winkelanpassungstechnologie sowie Koordinatenmessmaschinen (CMM) zur Prüfung. Branchen mit strengen Anforderungen an die Maßgenauigkeit – beispielsweise Luft- und Raumfahrt, Medizintechnik und Automobilindustrie – setzen auf präzise Blechbearbeitung, da Bauteilfehler infolge von Abweichungen in den Abmessungen zu Montageproblemen, Produkt-Rückrufen und Sicherheitsrisiken führen können.
2. Wer ist der beste Blechbearbeiter der Welt?
Der beste Blechverarbeiter hängt von Ihren spezifischen Anwendungsanforderungen, den erforderlichen Branchenzertifizierungen und den geforderten Genauigkeitstoleranzen ab. Für Automobilanwendungen sollten Sie nach Partnern mit IATF-16949-Zertifizierung suchen, wie beispielsweise Shaoyi (Ningbo) Metal Technology, das 5-tägige Schnellprototypenfertigung, umfassende DFM-Unterstützung sowie eine Angebotserstellung innerhalb von 12 Stunden für Fahrwerk-, Aufhängungs- und Strukturkomponenten bietet. Für Luft- und Raumfahrtanwendungen ist die AS9100-Zertifizierung unerlässlich. Bewerten Sie potenzielle Partner anhand ihrer Ausrüstungskapazitäten, Qualitätssicherungssysteme, Materialkompetenz und Reaktionsfähigkeit – und nicht anhand allgemeiner Rankings.
3. Wie hoch sind die Kosten für die Montage von Blechteilen?
Die Kosten für die präzise Blechbearbeitung variieren erheblich je nach mehreren Faktoren: Materialart und -dicke, geometrische Komplexität, Toleranzanforderungen, Oberflächenfinish-Anforderungen sowie Bestellmenge. Während einfache Projekte nur einige hundert Dollar kosten können, können komplexe Präzisionsteile mit engen Toleranzen mehrere tausend Dollar kosten. Die Kosten für Einrichtung und Programmierung bleiben unabhängig von der Menge relativ konstant, wodurch die Stückkosten bei Prototypen deutlich höher sind als bei Serienfertigung. Um die Kosten zu optimieren, sollten enge Toleranzen nur bei kritischen Abmessungen vorgegeben werden, Standard-Lochgrößen und Biegeradien verwendet werden und realistische Lieferzeiten geplant werden, um Zusatzkosten für Eilfertigung zu vermeiden.
4. Welche Zertifizierungen sollte ein Unternehmen für präzise Blechbearbeitung besitzen?
Die erforderlichen Zertifizierungen hängen von Ihrer Branche ab. ISO 9001 bildet die Grundlage für allgemeine kommerzielle Anwendungen und belegt dokumentierte Qualitätsmanagementsysteme. AS9100 erweitert die ISO-Anforderungen für Luft- und Raumfahrt-, Luftfahrt- sowie Verteidigungsanwendungen, bei denen sicherheitskritische Fertigung zwingend vorgeschrieben ist. IATF 16949 signalisiert die Bereitschaft zur Zusammenarbeit in der Automobilzulieferkette mit Schwerpunkt auf Fehlervermeidung und kontinuierlicher Verbesserung. ISO 13485 regelt die regulatorische Konformität für Medizinprodukte. Fordern Sie stets aktuelle Zertifikate mit Ablaufdatum an, da Zertifizierungen zur Aufrechterhaltung ihrer Gültigkeit alle drei Jahre einer Auditierung unterzogen werden müssen.
5. Wie wähle ich den richtigen Partner für präzise Blechbearbeitung aus?
Beginnen Sie damit, branchenübliche Zertifizierungen auf ihre Übereinstimmung mit Ihren Anwendungsanforderungen zu überprüfen. Bewerten Sie die Leistungsfähigkeit der Ausrüstung im Hinblick auf Ihre spezifischen Toleranzanforderungen und Materialarten. Prüfen Sie die Unterstützung bei der Konstruktion für die Fertigung (DFM) während der Entwurfsphase – Partner, die das Design bereits vor der Produktion optimieren, verhindern kostspielige Probleme in späteren Phasen. Überprüfen Sie die Reaktionsgeschwindigkeit während des Angebotserstellungsprozesses als Indikator für die zukünftige Kommunikationsqualität. Fordern Sie Musterbauteile oder Referenzen von Kunden mit ähnlichen Präzisionsanforderungen an. Berücksichtigen Sie deren Prototyping-Kapazitäten, falls Sie eine schnelle Iteration benötigen, und stellen Sie sicher, dass ihre Qualitätsmanagementsysteme Rückverfolgbarkeit der Werkstoffe sowie statistische Prozesskontrolle für kritische Abmessungen umfassen.