 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Hvad er en fluxkernesvejser? Kom i gang med svejsning uden at gætte

Hvad er en fluxkernesvejsemaskine?
En fluxkernesvejsemaskine er en trådfremførende svejsemaskine, der bruger hulrund tråd fyldt med flux. I mange opstillinger skaber denne flux beskyttelse under svejsningen, så maskinen ofte kan køre uden en separat gasflaske. Hvis du har søgt hvad er en fluxkernesvejsemaskine , er det her svaret på almindeligt dansk.
En fluxkernesvejsemaskine er en trådfremførende svejsemaskine, der bruger hul, fluxfyldt tråd i stedet for massiv tråd og ofte muliggør gassvæsning med selvbeskyttet tråd.
- Maskintype: Trådfremførende svejsemaskine
- Trådtype: Hul, rørformet tråd med flux indeni
- Mest kendte fordel: Fungerer ofte godt uden en ekstern beskyttelsesgasflaske
Hvad en fluxkernesvejsemaskine er i almindeligt sprog
Tænk på den som en maskine, der automatisk føder svejsetråd gennem en pistol, mens du svejser. Den store forskel er selve tråden. I stedet for en massiv tråd som ved almindelig MIG-svejsning bruger fluxkernetråd en hul tråd fyldt med flux. I daglig tale hvad er en fluxsvejser betyder det normalt denne type trådfødeopsætning. Hvis du også undrer dig over hvad er fluxkernetråd , henviser det til den fluxfyldte rørformede tråd og svejsemetoden, der bygger på den.
Hvordan maskinen skaber beskyttelse uden en gasflaske
Når lysbuen opvarmer tråden, reagerer fluxen inde i tråden og hjælper med at beskytte den smeltede svejsebad mod luftforurening. Derfor er selvbeskyttet fluxkernesvejsning populær til udendørs arbejde og mobile opgaver. Svejsehenvisninger fra CBI og AWS begge beskriver FCAW som en trådfødet lysbuesvejsemethode, der bruger fluxfyldt tråd til beskyttelse. Når folk derfor spørger hvad er fluxsvejsning , de stiller normalt spørgsmål om denne afskærmningsfunktion og processen bag den.
Hvorfor folk forveksler svejseapparatet og FCAW
Her er det, hvor begyndere kommer til at gå i stå. vejser er maskinen. FCAW , eller fluxkernearcsvejsning, er den proces, som maskinen udfører. Denne overlapning er årsagen til, at søgninger som hvad er fluxkernearcsvejsning og hvad er et fluxkernearcsvejseapparat ofte fører til den samme samtale. Navnene lyder udskiftelige, men de er ikke præcis det samme. Denne forskel er endnu vigtigere, når man begynder at sammenligne dedikerede fluxkernearc-enheder med MIG-maskiner, der også kan bruge fluxkernetråd.

Forklaring af forskellen mellem fluxkernearcsvejseapparat og FCAW
Forvirringen starter, fordi disse betegnelser lyder, som om de betyder det samme, men det gør de ikke. Det ene navn henviser til udstyr. Det andet henviser til svejsemåden. Denne forskel er afgørende, når man skal afgøre, om man har brug for en ny maskine, en anden type tråd eller blot en justering af opsætningen.
Fluxkernsvejser versus FCAW-processen
Hvis du stiller spørgsmålet hvad er FCAW-svejsning , det korte svar er enkelt. FCAW-betydning is flux Kernebuevidende , hvilket er procesnavnet. En fluxkerne-svejsemaskine er maskinen, der bruges til at udføre denne proces. I tekniske termer beskriver AWS FCAW som en halvautomatisk eller automatisk lysbuesvejseproces, der anvender en kontinuerligt tilført forbrugelig elektrode fyldt med flux.
Derfor står der ofte FCAW i manualer, kurser og svejseplaner, mens online-annoncer måske blot angiver »fluxkernsvejser«. I almindelig samtale bliver de to begreber ofte brugt om hverandre. I praksis er det nyttigt at skelne mellem dem: svejseren er værktøjet, og fluxkernsvejsning er den opgave, som dette værktøj udfører.
MIG-svejser med fluxkernetråd versus enheder til kun fluxkernesvejsning
Her er køberens spørgsmål, der ligger bag størstedelen af forvirringen. Nogle maskiner er primært bygget til fluxkerne-tråd, ofte selvabskærmende tråd. Andre er MIG-stil trådfødemaskiner, der også kan bruge fluxkerne-tråd, hvis de understøtter den rigtige polaritet og de rigtige fødedele. Vejledning fra WeldGuru bemærker, at mange MIG-svejsemaskiner kan bruge fluxkerne-tråd med ændringer såsom polaritet og indstilling af trådfødehjul. Derfor søger folk mig flux core eller bruger udtrykket flux core mig sværmer .
En dedikeret kun-fluxkerne-maskine er normalt enklere. En kompatibel MIG-maskine er mere fleksibel, fordi den muligvis kan skifte mellem massiv tråd med beskyttelsesgas og fluxkerne-tråd uden at skulle bruge en anden svejsemaske. Tråden fødes stadig gennem en pistol i begge tilfælde. Det, der ændres, er trådtypen, metoden til beskyttelse og maskinens indstilling.
| Maskintype | Beskyttelsesmetode | Kabletype | Fleksibilitet | Fælles brugstilfælde |
|---|---|---|---|---|
| Kun-fluxkerne-maskine | Normalt selvabskærmende via flux i tråden | Fluxkerne-hulrund tråd | Nedre | Udendørs reparation og mobil arbejde |
| MIG-svejsemaske i MIG-tilstand | Ekstern beskyttelsesgas | Fast tråd | Medium | Indendørs fremstilling og renere svejsninger |
| Kompatibel MIG-svejseapparat i fluxkerntilstand | Afhangigt af tilsvarende tråd, ofte selvbeskyttet | Fluxkerne-hulrund tråd | Højere | Brugere, der ønsker én trådfremføringsmaskine til flere opsætninger |
| Flere processer understøttende maskine | Afhangigt af den valgte proces | Afhangigt af tilstanden | Højeste | Værksteder eller amatørbrugere, der har brug for flere svejsemuligheder |
Hvor flere processer understøttende maskiner passer ind
Flere processer understøttende maskiner tilføjer en ekstra lag. De skaber ikke en ny proces. De giver blot én strømforsyning mulighed for at skifte mellem trådfremføringssvejsning og andre metoder, ofte elektrodesvejsning og nogle gange TIG-svejsning. Hvis du allerede ejer en sådan, er det reelle spørgsmål derfor ikke, hvad der står på frontpanelet. Det er, om maskinen understøtter fluxkernsvejsning med den korrekte polaritet, ledningsføring og forbrugsdele.
Disse detaljer er mere afgørende end markedsføringsbetegnelser. En maskine kan på papiret være kompatibel, men være frustrerende i praksis, hvis fremdriftssystemet eller terminalerne ikke er indstillet korrekt. Det er her, at de faktiske dele af maskinen begynder at spille en afgørende rolle – især de komponenter, der guider, griber og tilfører strøm til svejsetråden.
Dele til flukskernesvejsemaskine og grundlæggende information om svejsetråd
De dele, der guider, griber og tilfører strøm til svejsetråden, kræver størst opmærksomhed. På en flux core-svaringsmaskine , reduceres en ren opsætning normalt til et par centrale komponenter, der fungerer sammen i stedet for at arbejde imod hinanden.
Hoveddele af en flukskernesvejsemaskine
Den overordnede opbygning ligner meget enhver trådfremførende svejsemaskine. En grundlæggende delevejledning fra Arccaptain påpeger det samme kerne-system, der findes på mange trådsvejsemaskiner: strømforsyning, trådfremfører, svejsepistol og jordklemme.
- Strømkilde: Opretter svejsestrømmen.
- Svejsepistol og aftrækker: Pistolen styrer tråden, og aftrækkeren starter trådfremføringen og svejseudgangen.
- Kabel og liner: Kablet fører strøm, mens lineret guider tråden fra fremføreren til pistolen.
- Jordklæmme: Forbinder arbejdsemnet og lukker den elektriske kreds.
- Trådrulle og fremfører: Rullen holder elektroden, og drivrullerne presser den fremad.
- Kontaktspids: Guider tråden i enden af pistolen og overfører strøm til den.
- Polaritetsterminaler: Gør det muligt at tilslutte maskinen korrekt for den anvendte tråd.
- Dys eller diffusor: Kan være til stede på nogle opsætninger, især hvor der anvendes beskyttelsesgas.
Valg af den rigtige fluxkerne-tråd og kontaktspids
Hvis du stiller spørgsmålet hvad er fluxkerne-tråd , det er en hul rørformet elektrode fyldt med flux. Nogle fluxkernet svejsetråd er selvbeskyttede, så de danner deres egen beskyttelsesgas. Andre typer er gasbeskyttede og kræver stadig ekstern gas. Købere støder også på forvirrende søgeord som fluxkerne-tråd , mIG-fluxkerne-tråd , eller svejsetråd med fluxkerne , men købsbeslutningen handler i virkeligheden om beskyttelsestype, tråddiameter og kompatibilitet med svejsemaskinen.
Kontaktpunktet er vigtigere, end mange begyndere indser. Producenten forklarer, at kontaktpunktet har to opgaver: at lede tråden og overføre svejsestrømmen. Den samme kilde bemærker, at rørformede tråde generelt fødes bedst med standard- eller let forstørrede kontaktpunkter, fordi et for stramt kontaktpunkt kan øge fødekraften, fremkalde bukning og tilbagebrænding. Et for løst kontaktpunkt kan tillade, at tråden afviger fra retningen, hvilket gør bueplasmaet mindre stabilt.
Spolekompatibilitet er også vigtig. Brug en spoletype, som din maskine er designet til at bære og føde jævnt. Mindre spoler giver typisk tråden mere krølle end bulkpakker, hvilket kan påvirke, hvor nemt tråden passerer igennem kontaktpunktet og slangen.
Fremdriftsruller, polaritet og grundlæggende fødesystem
Miller bemærker, at selvbeskyttede fluxkerne-tråd er blødere end massiv tråd, hvilket er grunden til, at ribbede fremføringsruller ofte anbefales. De griber tråden uden at knuse og deformere den lige så let som almindelige ruller kan. Samme vejledning påpeger, at selvbeskyttet flukserkerne-svejsning ofte anvender DC-elektrode negativ, og polaritetsforbindelserne er ofte placeret tæt på fremføringsrullerne inden i maskinen. Bekræft dog altid polariteten på trådetiketten eller maskinens skema, især når der skiftes mellem selvbeskyttet og gasbeskyttet svejsning fluxkernet svejsetråd .
Når spolen, rullerne, foringsrøret, dysetippen og polariteten alle er korrekte, begynder maskinen at opføre sig forudsigeligt. Det er det øjeblik, hvor bueprocessen selv bliver nemmere at forstå, fordi hver tryk på aftrækkeren sætter den samme række af hændelser i gang.
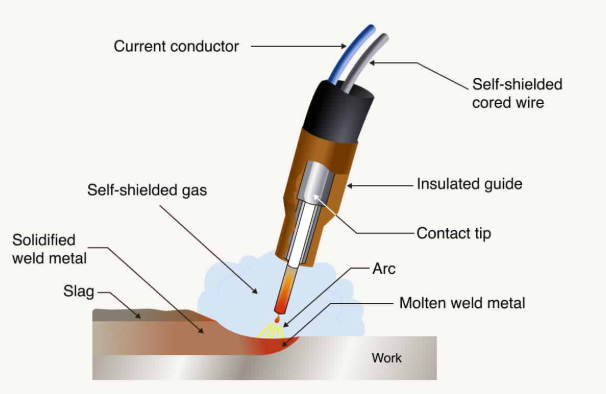
Sådan fungerer flukserkerne-svejsning
Træk på aftrækkeren på en korrekt indlæst tråd-tilførselsmaskine, og sekvensen sker hurtigt. Tråden bevæger sig gennem pistolen, strømmen aktiveres, og en bue dannes mellem tråden og arbejdsemnet. Denne bue smelter den tubulære tråd og grundmetallet samtidigt og danner svejsebadet. I flukskernestiksvig , reagerer fluksen inde i tråden ved varme og hjælper med at beskytte det smeltede bad mod omgivende luft. Det er den grundlæggende årsag til, at flukskernestiksvig ofte kan udføres uden en separat gasflaske.
Hvad sker der, når buen starter
En simpel fcaw-svejsedefinition er svejsemetode med trådtilførsel, der bruger en tubulær elektrode fyldt med fluksmateriale. Udtrykket flukskernebue henviser til buen, der dannes, mens tråden forbruges kontinuerligt. Vejledning fra Earlbeck deler processen op i to hovedversioner, men den kerneaktuelle handling forbliver den samme i begge: tilfør tråd, dannelse af lysbue, smeltning af metal, beskyttelse af smeltebadet og derefter ladning af svejsningen til at køle af under slaggeren.
Selvbeskyttet versus gasbeskyttet flukskernede svejsning
Den største forskel er, hvor beskyttelsen kommer fra. Ved selvbeskyttet FCAW-S bruges fluksen i tråden til at generere den nødvendige beskyttelse ved svejsningen, hvilket er grunden til, at gasløs flukskernet tråd er populær udendørs og i blæsende forhold. Gasbeskyttet FCAW-G, ofte kaldet dobbeltbeskyttet, bruger stadig flukskernet tråd, men tilføjer ekstern beskyttelsesgas for en mere stabil lysbue, mindre sprøjt og renere svejsninger i kontrollerede miljøer. Begge tilhører stadig samme flukskernet FCAW familie, fordi begge bygger på flukskernet tråd og den samme grundlæggende trådfremførende lysbueproces.
| TYPENAVN | Skærmningsmetode | Egnethed til udendørs brug | Rengøringsbehov | Typisk gennemtrængning |
|---|---|---|---|---|
| Selvbeskyttet FCAW-S | Flux i elektroden skaber beskyttelse | Stærk valgmulighed til udendørs arbejde | Mere sprøjt og slagfjerning kræves | God gennemtrængning |
| Gasbeskyttet FCAW-G | Flux i elektroden samt ekstern gas | Mindre velegnet ved blæst | Mindre sprøjt, men slag skal stadig rengøres | God gennemtrængning med mere jævn pudsstyring |
Hvorfor slagger dannes og hvad det betyder
Slag er ikke blot restaffald. Unimig beskriver det som et ikke-metallisk biprodukt, der dannes, når den smeltede fluss stiger op og hærder over svejsningen. Denne lag beskytter svejsenæglen under afkøling og kan hjælpe svejsen med at bevare sin form under udfæstning. Modparten er rengøringen. Hvis slag ikke fjernes – især mellem svejsepassager – kan det blive fanget i svejsen og forårsage fejl.
Svejseren er maskinen. FCAW er processen, den udfører.
Denne række af begivenheder forklarer, hvorfor indstillingsdetaljer er så afgørende. Trådtypen, polariteten og kontaktpidsens størrelse påvirker ikke kun trådfremføringen. De ændrer også, hvordan bueprocessen opfører sig, hvordan smeltebadet ser ud og hvor nemt det er at vurdere den første svejsenægl, man lægger.
Sådan svejser du din første nægl med fluxkerne
Komponenterne har kun betydning, hvis de er sat op i den rigtige rækkefølge. For enhver, der er ny til en fluxkerne-svejser, sparer en gentagelig rutine ved første brug tid, tråd og frustration. Hvis du kom herhen for fluxkerne-svejsning for begyndere , eller søgte endda fluxkernsvejsning for begyndere , hold det enkelt: bekræft, at maskinen kan køre fluxkernetråd, læs tråden korrekt ind, brug diagrammet eller brugsanvisningen som udgangspunkt, og afprøv på skrot før du går i gang med det egentlige arbejde. Det er den sikreste måde at gå frem på svejsning med en trådfødemaskine .
- Arbejd på et tørt og velventileret sted, og hold brandfarlige materialer væk.
- Brug en svejsehjelm, sikkerhedsbriller, handsker, lange ærmer, fuldlængde bukser uden manchetter og læderstøvler.
- Hold en brandslukker i nærheden.
- Svejs ikke malet eller galvaniseret metal.
- Rengør tilslutningsområdet og det sted, hvor jordklampen skal fastgøres.
Korrekt indlæsning af fluxkernetråd
Maskinopsætning starter med trådvejen. Vejledning fra Miller og Lowe's viser, hvorfor dette er vigtigt: kernefyllet wire er blødere end massiv wire, så den rigtige fremdriftsrolle og forsigtig spænding gør tilførslen mere jævn.
- Med maskinen slukket skal du bekræfte, at den er kompatibel med kernefyllet wire, og tjekke brugsanvisningen for den korrekte wirestørrelse, kontaktspids og eventuelle dysedele.
- Inspekter kablet, lineret, kontaktspidsen og wiren. Udskift slidte forbrugsdele, og brug ikke rustne wire.
- Installer den anbefalede fremdriftsrolle. For selvabskærmende kernefyllet wire bruges ofte en tandskruet fremdriftsrolle.
- Indsæt spolen og træk wiren igennem feederen og lineret, og fød derefter wiren igennem pistolen.
- Installer den tilsvarende kontaktspids og klip wiren til den anbefalede udhængslængde. Lowe's angiver typisk kernefyllet udhængslængde til 3/4 tomme til 1 tomme.
- Indstil maskinen ud fra brugsanvisningen eller fra kernefyllet svejseindstillingsdiagrammet på dørpanelet. Brug disse indstillinger som udgangspunkt, ikke som endelig løsning.
Tjek af polaritet, jordforbindelse og tilførselspænding
Her er stedet, hvor mange grove første svejsninger begynder. Fluxkernesvejsningens polaritet skal matche den tråd, du bruger. For mange selvbeskyttede bløde ståltråde angiver Miller DC-elektrode negativ, men kontroller altid trådetiketten og din maskines brugsanvisning, inden du svejser.
Fremføringskraften kræver samme præcise tilgang uden gætteri. For meget kraft kan flade tråden ud. For lidt kraft kan få den til at glide og fremføres uregelmæssigt. En praktisk metode fra Hobart Brothers er at starte med let tryk fra trådfremførerhjulene, føre tråden ind i håndfladen på en svejsehandske og derefter øge trykket, indtil glidningen stopper, og så tilføje ca. en halv drejning mere. Afslut ved at fastgøre jordklampen til ren, ubeskrevet metal så tæt på svejseområdet som muligt.
Udførelse af en prøvesvejsning og læsning af svejsesømmen
Hvis du vil vide hvordan man svejser med fluxkerne uden at spilde materiale, lav en kort teststøbning på affaldsmateriale, der matcher opgaven så tæt som muligt. Både Miller og Lowe's anbefaler at bruge tabelindstillingerne som grove retningslinjer og justere præcist efter testsværsninger. Lyt efter en stabil lysbue, hold øje med jævn trådfremføring og se efter en støbning, der følger jævnt uden tydelig gennembrænding, trådstop eller overdreven sprøjt.
Foretag kun én justering ad gangen. Små ændringer af trådfremføringshastigheden, varmeområdet eller pistoldistance fortæller dig langt mere end tilfældig drejning på knapperne. Disse tidlige fluxkerne-sværsningstips er afgørende, fordi en maskine kan være korrekt indstillet på papiret og alligevel sværse dårligt, hvis klemkontakten, spændingen eller polariteten er forkert. Og når lysbuen først opfører sig korrekt, skifter udfordringen fra opsætning til håndkontrol – og her er det teknikken, der gør al den synlige forskel.

Fluxkerne-sværsningsteknikker til bedre støbninger
En maskine kan indlæses korrekt og alligevel producere ru svejsesømme. Ved svejsning med flukskerneret tilvæksttråd udfører håndkontrollen en stor del af det synlige arbejde. Små ændringer i trådudhæng, svejsevinkel og hastighed kan omdanne uordnede øvelseskørsler til solide resultater. Mest effektiv flukskerneret svejseteknik er ikke dramatisk. Det er simple vaner, der gentages på samme måde ved hver gennemgang.
Flukskerneret svejseteknikker, der betyder mest
Miller anbefaler en trækteknik til flukskerneret svejsning med en normal svejsevinkel på ca. 5–15 grader under standardforhold. Samme vejledning angiver et typisk trådudhæng på ca. 3/4 tomme for flukskerneret svejsetråd. Bernard tilføjer, at for stor afstand mellem svejsepistolen og arbejdsemnet samt langsom trådfremføring kan bidrage til tilbageløb, mens problemer med trådfremføring også kan slukke lysbuen for tidligt.
- Hold et konstant trådudhæng i stedet for at skifte mellem at komme tættere på og længere væk fra sømmen.
- Træk smeltebadet frem for at skubbe det. Reglen i værkstedet er nem at huske: hvis der er slagger, så trækker du.
- Brug en moderat pistolvinkel. Miller bemærker, at for stor vinkel kan øge sprøjtning, reducere gennemtrængning og skabe bueustabilitet.
- Hold en konstant fremføringshastighed, så smeltebadet ikke kommer foran buen og indfanger slagger.
- Rengør grundigt mellem passagerne med en slaghammer, børstebørste eller slibemaskine.
Disse grundregler gælder uanset om du kalder dem fluxkernemig-svejsetips eller blot svejsning med fluxkernetråd . En jævn, gentagelig bevægelse er mere afgørende end at forsøge at svejse hurtigt.
Sådan forbedres sprøjtning, gennemtrængning og perleform
Perleformen fortæller normalt, hvad der er ændret. Bernard bemærker, at for høj spænding i forhold til trådfremføringsindstillingen kan forårsage ormsporing, mens lav varmetilførsel kan bidrage til slaggerinklusioner. Miller påpeger også, at en let side-til-side-bevægelse og en kort pause ved siderne kan hjælpe med at udfylde en bredere søm og undgå underudskæring, når der svejses med svingbevægelse.
- For meget sprøjtning: Tjek for overdreven pistolvinkel og bekræft, at dine indstillinger svarer til tråden og materialet.
- Svag gennemtrængning: Bekræft varmetilførslen, undgå at køre for hurtigt frem for smeltebadet og hold lysbuen på den bageste kant.
- Udfald i kanten: Hvis du svejser med svingbevægelse, pauser du let ved hver side, så svejsemassen kan udfylde kanterne.
- Lysbuen afbrydes gentagne gange: Søg efter forbrænding bagud, fuglerede („birdnesting“), problemer med liner eller utilstrækkelig spænding på fremdriftsrullerne, inden du skylder maskinen.
Den slags symptombaserede analyse er, hvad der transformerer tilfældig træning til anvendelige flukssvejseteknikker .
Enkle justeringer, der fører til gode flukskernesvejsninger
- Foretag én ændring ad gangen. Brug maskinens diagram som udgangspunkt, og juster gradvist i stedet for at dreje på knapperne tilfældigt.
- Hvis tråden brænder tilbage ind i spidsen, skal du først kontrollere trådførehastigheden og afstanden mellem pistol og arbejdsemne.
- Hvis trådføringen føles uregelmæssig, skal du kontrollere lineret, kontaktspidsen og spændingen på drivhjulene.
- Ved flerpas-svejsning skal du efterlade plads til det næste pas og fjerne al slagger, inden du fortsætter.
God flukskern-svejsninger stammer normalt fra gentagelige vaner: samme udførelseslængde, samme trækvinkel, samme hastighed og samme rengøring. At håndtere flukskern-svejsetråden smidigt bidrager til en mere forudsigelig perleform, mindre gætteri og flere god flukskern-svejsning . Denne konsekvens gør også processen nemmere at vurdere i praksis, da ikke alle materialer, lokationer eller krav til overfladebehandling passer til dens styrker.
Hvad er en flux-svejser god til?
Jobpassende egenskaber er lige så vigtige som opsætningen. Hvis du stiller spørgsmålet hvad er en flux-svejser god til eller hvad bruges fluxkerne-svejsning til , er det korte svar dette: Fluxkerne-svejsning glimter, når du har brug for trådfødt hastighed, solid gennemtrængning og en proces, der fortsætter med at fungere udendørs. AWS hæver frem FCAW til strukturel stål, broer, skibbygning, rørledninger og reparation af tungt udstyr, mens Miller fremhæver selvbeskyttet fluxkerne-svejsning som en ideel udendørs proces, der er mere tilpasningsdygtig ved let rustne eller snavsede materialer. Så er fluxkerne-svejsninger gode ? Ja, når jobbet passer til processen.
De bedste anvendelsesområder for en fluxkerne-svejser
For mange brugere er den største fordel gassløs fluxkernesvejsning selvbeskyttet svejsetråd eliminerer behovet for at medbringe en gasflaske, hvilket gør transportabel reparation nemmere. Processen værdsættes også for høj aflejring og dyb gennemtrængning i tykkere profiler, ikke kun til hurtig fastgørelse.
- Udendørs svejsning: Fluxen inde i tråden sikrer beskyttelse, så vind er mindre problematisk end ved svejseprocesser, der udelukkende anvender gas.
- Reparation og tung industriel fremstilling: AWS nævner konstruktionsstål, broer, skibbygning, rørledninger og reparation af tungt udstyr blandt de almindelige FCAW-anvendelser.
- Tykkere blødt stål: Processen er velegnet til anvendelser, der drager fordel af dybere gennemtrængning og hurtigere metalaflejring.
- Overflader af mindre end optimal kvalitet: Miller bemærker, at den er mere tolerant over for let rustne, snavsede eller forurenet materialer end traditionel MIG-svejsning.
Når fluxkerne ikke er det bedste valg
Det er ikke automatisk det bedste svar på ethvert projekt. Miller bemærker, at svejsninger med fluxkerne efterlader slagger, som skal fjernes manuelt, og ofte er mindre visuelt færdige end MIG-svejsninger, hvilket er grunden til, at mange operatører vælger MIG-indendørs, når rengøring og udseende er afgørende. Tynd metal kan også blive problematisk hurtigere, da gennembrænding bliver mere problematisk, og teknikken skal være mere præcis.
Samme mønster opstår ved rustfrit stål. Weldguru bemærker, at selvbeskyttet fluxkerne til rustfrit stål kan anvendes til små konstruktions-svejsninger, men det er ikke den mest æstetisk tiltalende løsning og er en dårlig match til opgaver, hvor afslutningen er afgørende. Søgninger som fluxkerne-svejsning af aluminium eller kan man svejse aluminium med fluxkerne stammer ofte fra den samme antagelse om, at én trådopsætning dækker alle metaller. Kilderne her peger meget tydeligere på almindeligt stål og nogle rustfrie stål-anvendelser som processens komfortzone.
Hvordan man vælger ud fra materiale, placering og krav til afslutning
- Materialetykkelse: Tungere stål passer generelt bedre til FCAW end tynde plader, hvor varmestyringen er mindre fordringsfuld.
- Arbejdsmiljø: Udenfor eller i felten har selvbeskyttet flukskernetråd en klar fordel.
- Rengørings tolerance: Hvis slagfræsning og håndtering af sprøjt lyder som en ulempe, kan en renere indendørs proces være mere velegnet.
- Finish-forventninger: Hvis den endelige svejsning skal se ren ud med minimal efterbehandling, er flukskernetråd ofte ikke det første valg.
- Type metal: Vælg tråden efter materialet. Rustfrit stål kræver den korrekte rustfrie flukskernetråd – ikke en antagelse om blødt stål.
Denne ramme gør svaret praktisk i stedet for abstrakt. En flukskernetrådssvejser er et stærkt valg til udendørs stålarbejde, reparation og tungere fremstilling. Den er mindre velegnet til tynde projekter, hvor udseendet er afgørende. Set på den måde er det reelle spørgsmål ikke, om flukskernetråd er god eller dårlig. Det er snarere, hvilken proces giver dig færrest kompromiser for det materiale, du har foran dig.
Flukskernetråd versus MIG, elektrodesvejsning og TIG
Valg af svejseproces bliver nemmere, når man holder op med at spørge, hvilken der generelt er bedst, og i stedet begynder at spørge, hvad jobbet faktisk kræver. De fleste fluxkerne versus MIG beslutninger reduceres til fire forhold: hvor man vil svejse, hvor ren den færdige svejsning skal se ud, hvor tyk stålet er og hvor meget udstyr man ønsker at have med sig. En bred sammenligning fra ESAB og en praktisk feltvejledning fra Arccaptain stemmer overens om det store billede: MIG og fluxkerne er begge hurtige trådfødede metoder, stavsvijsning er robust udendørs, og TIG giver størst kontrol og bedste udseende, men kræver mest færdighed og tid.
Fluxkerne versus MIG til daglig købeslutning
For mange nybegyndere mIG- eller fluxkerne-svejsning føles som at vælge mellem to versioner af samme maskine. Den indtryk er delvist korrekt og delvist misvisende. Begge er trådfødede metoder, og mange MIG-lignende maskiner kan bruge fluxkerne-tråd. Men mIG-svejsning versus FCAW er ikke bare en ledningsskiftning. MIG-brug af ekstern beskyttelsesgas hjælper med at frembringe renere svejsninger med mindre slagger og mindre efterbehandling efter svejsning. Fluskernekortbuesvejsning bruger rørformet tråd med flus indeni. I selvbekendtgørende tilstand udelades gasflasken ofte, og metoden håndterer vind langt bedre.
Det er derfor, at udtrykket fluskerne-MIG optræder så ofte i søgninger. Folk taler normalt om en MIG-lignende trådfremføreropsætning til FCAW. Ligeledes er mIG-svejsning med fluskerne-tråd almindeligt fagudtryk i værksteder, men teknisk set er det stadig fluskerne-svejsning, ikke standard gasbeskyttet MIG. Søgninger efter gasløs svejsning med MIG henviser normalt til samme selvbekendtgørende opsætning.
| Proces | Skærmningsmetode | Ydre ydelse | Opskrubning | Transportabel | Læringskurve | Kontrol ved tynd metal | Hastighed | Typisk brug |
|---|---|---|---|---|---|---|---|---|
| Fluskerne, selvbekendtgørende FCAW | Flux i tråden, ingen separat gasflaske | Meget god i blæst | Mere røg, sprøjt og slagger | Høj | Begynder til mellemliggende | Acceptabel på tynd metal, stærkere på medium til tyk stål | Hurtigt | Udendørs reparation, tykkere stål, feltarbejde |
| MIG, GMAW | Ekstern beskyttelsesgas påkrævet | Dårlig i blæsende forhold | Renere svejsninger, mindre slagger | Moderat | Brugervenlig for begyndere | Bedre kontrol ved tyndere materiale | Hurtigt | Indendørs fremstilling, arbejde i garagen, renere færdige svejsninger |
| Stav, SMAW | Fluxbelagt elektrode skaber beskyttelse | Meget god udendørs | Mere slagger og rengøring | Høj | Begyndervenlig til moderat sværhedsgrad | Mindre velegnet til tynde plader | Moderat | Reparationsarbejde, snavset eller rustet stål, landbrugs- og byggepladsarbejde |
| TIG, GTAW | Ekstern inaktiv gas påkrævet | Følsom over for vind | Meget Rent | Moderat til Høj | Sværest at lære | Bedste kontrol ved tynd metal | Langsomt. | Præcisionsarbejde, rustfrit stål, aluminium, svejsninger, hvor udseendet er afgørende |
Hvordan fluxkernesvejsning sammenlignes med manuel svejsning og TIG-svejsning
Den sMAW versus FCAW sammenligningen er især nyttig ved udendørs stålarbejde. Begge metoder håndterer rå miljøer bedre end MIG- eller TIG-svejsning. Forskellen ligger i tilfødningsmetoden. Ved manuel svejsning bruges korte forbrugelige elektroder, og svejsningen stoppes hver gang en elektrode er opbrugt. Ved fluxkernesvejsning foregår tilfødslen kontinuerligt, så den er normalt hurtigere og holder smeltebadet i bevægelse med færre afbrydelser. Manuel svejsning forbliver et solidt valg, når overfladerne er snavsede eller når enkelhed er afgørende.
TIG-svejsning ligger på den modsatte ende af spektret. ESAB beskriver TIG-svejsning som langsommere og sværere at mestre, men den giver de smukkeste svejsninger og den mest præcise kontrol. Hvis udseende, renhed eller finhed ved tynd metal er vigtigere end hastighed, er TIG normalt det bedste valg. Hvis opgaven er udendørs stålforsyning eller svejsning af tykkere materialer, giver fluxkernesvejsning langt mere praktisk mening.
Vælg fluxkerne til bærbar udendørs stål-arbejde, MIG til renere indendørs fremstilling, elektrode til grov reparation og TIG til præcision og finish.
Selvbeskyttet versus gasbeskyttet FCAW på et blik
Inden for FCAW-familien er det næste valg beskyttelsesstilen. Earlbeck bemærker, at selvbeskyttet FCAW er designet til feltarbejde og blæst, mens dobbeltbeskyttet FCAW kombinerer fluxkerne-tråd med ekstern gas til renere svejsninger, bedre smeltebadskontrol og mindre sprøjt i indendørs fremstillingsmiljøer.
| FCAW-type | Beskyttelsesmetode | Bedste placering | Rengøring og udseende | Bedste løsning |
|---|---|---|---|---|
| Selvbeskyttet FCAW-S | Udelukkende af flux genereret beskyttelse | Udendørs, feltarbejde, blæsede områder | Mere slagger og sprøjt, ruere udseende | Bærbar reparation og konstruktionsstål-arbejde |
| Gasbeskyttet FCAW-G | Fluxkerne-tråd plus ekstern gas | Indendørs eller i kontrollerede værkstedsforhold | Renere svejseperle, mindre sprøjt, bedre styring af smeltebadet | Konstruktionsværksteder og tungere produktionsmæssig arbejde |
Den sammenligning indskrænker valget hurtigt, men forhindrer ikke i sig selv problemer. To svejsere kan vælge den rigtige proces og alligevel opnå meget forskellige resultater, hvis polariteten, trådfremføringen, fremføringshastigheden eller forbrugsdelene er forkerte. Disse symptomer fortæller deres egen historie, så snart lysbuen begynder at opføre sig unormalt.

Fejlfinding ved fluxkerne-svejsning og skaleringsop
De fluxkerne-buesvejseudstyr giver dig advarselsfunktioner, inden en svejsning helt går i stykker. Svejseperlen bliver ru, tråden hakker, slagger begynder at gemme sig i sømmen, eller tyndt stål brænder væk hurtigere, end man forventer. Det er nyttigt, fordi en bærbar fluxsvejser eller lille fCaW-svejsemaskine fejler normalt ikke tilfældigt. Praktisk vejledning fra Bernard og Hobart Brothers peger på de samme få årsager: parametre uden for den anbefalede indstilling, dårlig trådfremføring, utilstrækkelig rengøring mellem svejsepassager eller svejseteknik, der afviger under svejsningen.
Almindelige problemer og løsninger ved flukskernesvejsning
| Symptom | Sandsynlig årsag | Første løsning |
|---|---|---|
| Overmådig sprøjtning | Indstillinger eller teknik, der afviger fra trådproducentens anbefalede område | Gendan de anbefalede parametre og stabilisér din trækteknik |
| Ormebaneproblem | For høj spænding i forhold til trådfremføringsindstillingen og strømstyrken | Reducer spændingen med 0,5 volt ad gangen, indtil problemet er løst |
| Dårlig gennemtrængning | Utilstrækkelig varmetilførsel, for hurtig fremførsel eller dårlig adgang til sømmen | Øg varmetilførslen inden for trådfremstillerens anbefalede område og forbedr forberedelsen af sømmen |
| Slaginclusioner | Forkert placering af svejsesøm, forkert fremførselsvinkel, lav varmetilførsel eller utilstrækkelig rengøring mellem passager | Rengør mellem passagerne, juster trækvinklen og efterlad plads til yderligere passager |
| Gennembrænding på tyndt materiale | For høj varmetilførsel | Brug lavere spændingsområde, reducer trådfremførselshastigheden og øg fremførselshastigheden |
| Uregelmæssig trådfremførsel | Fuglenæstning, forkerte trækvalsler, for meget spænding eller en blokeret eller forkert liner | Ryd tråden, nulstil spændingen, brug kornede V-formede valsler og inspicer liner |
| Polaritetsfejl efter en trådskift | Maskinopsætningen svarer ikke længere til den tråd, der anvendes | Stop og bekræft trådetiketten og maskinens brugsanvisning, inden du ændrer flere indstillinger |
Tegn på, at problemet skyldes opsætningsteknik eller forbrugsdele
Mønstre er afgørende ved fluxsvejsning . Hvis fejlen opstår lige efter, at du har indlæst en ny spole, udskiftet en tip eller genindført tråden i pistolen, skal du først undersøge forbrugsdelene og fremføringskomponenterne. Både Bernard og Hobart henviser fuglenæstning til forkerte trækvalsler, for høj trækvalsspidning, linerblokering, dårlig linertrimning eller forkert linerstørrelse. Brændtilbage peger normalt på langsom trådfremføring eller at holde pistolen for tæt på arbejdsemnet. Begge kilder anbefaler også at holde afstanden fra kontaktspids til arbejdsemne på ca. 1 1/4 tomme eller mindre.
- Hvis tråden sammenfiltres ved fremføreren, bør du mistænke drivsystemet, inden du beskylder maskinen.
- Hvis fejl opstår mellem svejsepassager, skyldes det sandsynligvis utilstrækkelig slaggerensning og forkert placeret svejsesøm.
- Hvis svejsesømmen ændrer form langs én passager, skyldes det sandsynligvis, at din svejsevinkel eller fremføringshastighed ændrer sig undervejs.
- Hvis du ser en ru svejsesøm samt synlige porer, skal grundmetallet rengøres igen, og rust, olie, maling, fugt og snavs fjernes.
Når man skal skifte fra værkstedsbaseret svejsning til produktionsunderstøttelse
En håndholdt maskine er stadig meget fornuftig til reparationer, udendørs ståljob, prototypering og lavvolumen-fremstilling. Større værkstedsbaserede flukskern-svejsemaskiner er også velegnede til vedligeholdelsesarbejde og konstruktionsarbejde. Ligningen ændrer sig, når hver enkelt del skal være identisk med den foregående, hver svejsning kræver sporbarehed, og gennemløbstid er lige så vigtig som svejsesømmens kvalitet. JR Automation beskriver bilindustriens sammenføjning som en miljø, der drives af gentagelighed, hvor automatiserede systemer understøtter datadrevet kvalitet i stor målestok.
Det er netop her flukskern-svejseproces ophører med at være en blot værkstedsfærdighed og bliver en beslutning på produktionsystemniveau. For gentagelige chassisdele eller andre højvolumen-monteringer går producenter ofte videre fra manuel eller halvautomatisk fluxkerne-svejsning , som understøtter brugerdefineret svejsning af stål, aluminium og andre metaller gennem robotiske svejselinjer og et IATF 16949-certificeret kvalitetssystem. Til grundlæggende reparation er en fluxkerneopsætning ofte tilstrækkelig. Til gentagelig produktion er den mere intelligente strategi normalt den, der reducerer variation, inden den overhovedet begynder. Shaoyi Metal Technology wu Ling Bingo
Brug en fluxkerne-svejser til reparation og fremstilling. Brug automatisering eller en specialiseret partner, når gentagelighed bliver den egentlige opgave.
Ofte stillede spørgsmål om fluxkerne-svejsere
1. Er en fluxkerne-svejser det samme som FCAW?
Nej. En fluxkernesvejsemaskine er maskinen eller trådfødeopstillingen, mens FCAW (flux-cored arc welding) eller svejseprocessen med fluxkernetråd er selve svejseprocessen. Forskellen er vigtig, fordi én maskine måske primært er bygget til brug af fluxkernetråd, mens en anden kan være en MIG- eller multiprocessmaskine, der kun kan udføre FCAW, når den korrekte tråd, polaritet og fødedele er installeret.
2. Fungerer fluxkernemaskiner altid uden gas?
Ikke altid. Mange små og bærbare enheder bruges med selvbeskyttende tråd, som danner sin egen beskyttelse og ikke kræver en gasflaske. Nogle fluxkernetråde er dog gasbeskyttede, så om du har brug for gas, afhænger af den type tråd, du indlæser – ikke kun af svejsemaskinens navn.
3. Kan en MIG-svejsemaskine anvende fluxkernetråd?
Ofte ja, hvis maskinen er kompatibel med fluxkerne-tråd og kan konfigureres korrekt. Det betyder normalt, at man tjekker polariteten, fremførerullerne, kontaktspidsens størrelse og trådvejen, inden der svejses. Når en MIG-lignende maskine bruger fluxkerne-tråd, udfører den FCAW i stedet for standard gasbeskyttet MIG-svejsning.
4. Hvad er en fluxkerne-svejsemaskine bedst egnet til, og er den begyndervenlig?
Fluxkerne-svejsemaskiner er særligt nyttige til udendørs reparation, vedligeholdelse og svejsning af tykkere stål, hvor vinden gør gasbeskyttet svejsning sværere at håndtere. Mange begyndere foretrækker dem, fordi tråden føres kontinuerligt, og opsætningen kan være simpel med selvbeskyttet tråd. Kompromiset er, at nye brugere stadig skal håndtere slagger, sprøjt og have god håndstabilitet for at opnå rene resultater.
5. Hvornår er en fluxkerne-svejsemaskine tilstrækkelig, og hvornår bør en producent anvende automatiseret svejsestøtte?
En håndholdt eller værkstedsbaseret svejseapparat med kerneflus er normalt tilstrækkeligt til reparationer, prototyper og fremstilling i små serier. Når et firma har brug for gentagelige dele, større konsekvens og sporbare kvalitet i større serier, bliver automatiseret svejsning en bedre løsning. For bilchassisdelen kan producenter vende sig mod specialiserede partnere som Shaoyi Metal Technology, som tilbyder robot-svejselinjer og et IATF 16949-certificeret kvalitetssystem til præcisionsproduktion.