 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

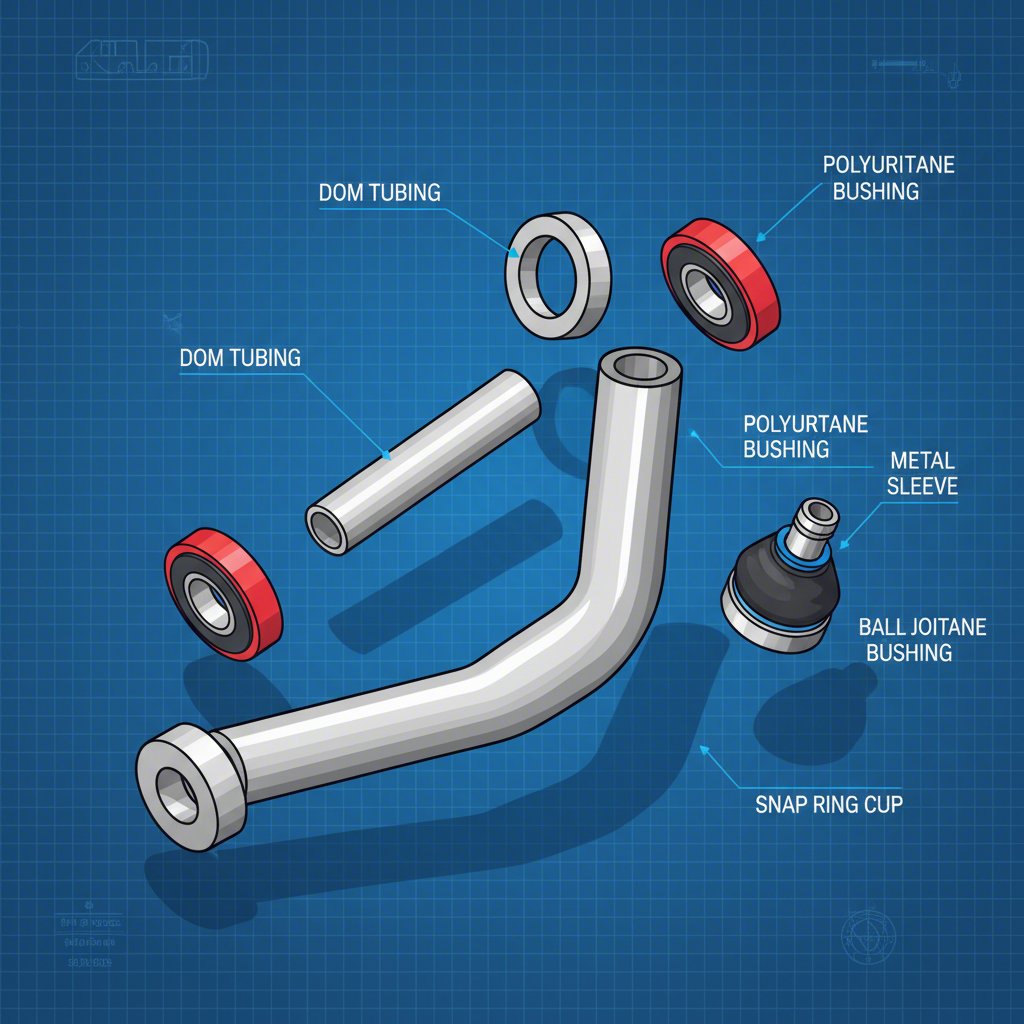
Væsentlige dele til fremstilling af rørformede tværarm
TL;DR
Fremstilling af skræddersyede buede tværlejer kræver et specifikt sæt komponenter og en præcis proces. De væsentlige dele inkluderer højstyrke DOM- eller Chromoly-rør, gevindsvejsede beslag til stødfangere, højkvalitets lagre (Delrin eller polyurethan) samt maskinbearbejdede kuglelejetransporter. Fremstillingsprocessen bygger på nøjagtig konstruktion, præcist skæring og afskæring af rør, samling i en solid bolteskel for at opretholde geometrien samt omhyggelig TIG-svejsning for maksimal styrke og sikkerhed.
Væsentlige Komponenter til Fremstilling af Tværlejer
At bygge et sæt rørføder fra bunden er et belønnende projekt, der giver dig fuld kontrol over din vogns ophængsgeometri. Men succesen afhænger af, at du starter med de rigtige materialer. Dette er ikke dele, du kan finde på dit lokale byggemarked; det er specialfremstillede komponenter, der er designet til at modstå enorme belastninger. At skaffe højkvalitetsdele er det første og vigtigste skridt i fremstillingen.
Grundlaget for ethvert rørfod er selve røret. De fleste fremstiller vælger mellem trukket over mandrel (DOM) stål og 4130 Chromoly stål. Som nævnt i produkter fra producenter som Porterbuilt , er tykvægget DOM-rør et populært valg pga. dets høje styrke, fremragende ensartethed og omkostningseffektivitet, hvilket gør det ideelt til brug i bytrafik og til ydelsesapplikationer. Chromoly tilbyder et højere styrke-vægt-forhold og er derfor det foretrukne materiale til racingsformål, hvor hvert eneste ounce betyder noget – et valg, der beskrives i high-end skræddersyede konstruktioner. Valget afhænger af dit projekts budget og ydelsesmål.
Ud over røret har du brug for flere nøglekomponenter for at skabe funktionelle og justerbare arme. Online-udbydere som JOES Racing Products og CB Chassis Products tilbyder et omfattende udvalg af disse dele. En typisk indkøbsliste inkluderer:
- Svejsede rørender (bungs): Disse gevindindsatser svejses ind i enderne af DOM-røret for at modtage heimledninger (stangender) eller gevindjusteringer, hvilket tillader præcise ændringer af justeringen.
- Ledninger og sleeves: Disse komponenter presses ind i chassis-siden vigtige punkter på tværbjælkerne. Højtydende muligheder inkluderer Delrin for minimal gennumbøjning og lang levetid eller polyurethan for en balance mellem ydelse og vibrationsdæmpning.
- Kugleleje Skåle eller Plader: Disse holder kuglelejet på hjulsiden af tværbjælken. De kan være plader til boltede kuglelejer eller maskinbearbejdede skåle til presindstillede typer, og de skal placeres præcist og svejses.
- Monteringsfødder og Beslag: Disse svejses på køretøjets ramme for at give fastgørelsespunkter til tværbjælkernes omdrejningspunkter.
For projekter, der kræver unikke specifikationer, stor serieproduktion eller overlegen præcision i komponenter som CNC-skårne plader og kuglelejeskåle, kan det være fordelagtigt at samarbejde med en specialiseret producent. Virksomheder såsom Shaoyi (Ningbo) Metal Technology Co., Ltd. leverer brugerdefineret automobilstansning og metaldeleproduktion med den nøjagtighed, der er afgørende for ophængskomponenter. Dette sikrer perfekt pasform og metallurgisk konsistens, hvilket er afgørende for både sikkerhed og ydeevne.
Materiale sammenligning: DOM-stål mod 4130 Chromoly
| Funktion | DOM-stål | 4130 Chromoly |
|---|---|---|
| Styrke | Meget stærkt og holdbart til de fleste anvendelser. | Højere trækstyrke, hvilket gør det muligt at bruge tyndere vægge og opnå lavere vægt ved samme styrke. |
| Vægt | Tyngre end Chromoly ved ækvivalent styrke. | Lettelse, hvilket gør det ideelt til racing og reduktion af uafhængig vægt. |
| Kost | Mere overkommeligt og bredt tilgængeligt. | Betydeligt dyrere. |
| Svejsbarhed | Letter at svejse med MIG eller TIG; mindre følsom over for varme. | Kræver TIG-svejsning. Forvarmning og eftervarmning er generelt kun nødvendig ved vægtykkelser over 0,120 tommer. |
| Ideel anvendelse | Gadeprestationer, specialudførte lastbiler (C10, S10) og generel konstruktion. | Professionel motorsport, terrænløb og anvendelser, hvor vægt er kritisk. |
Konstruktionsprocessen: Fra design til endelig svejsning
Når dine komponenter er indkøbt, begynder konstruktionsprocessen. Her er præcision, tålmodighed og de rigtige værktøjer afgørende. At bygge tværsleber handler ikke bare om at svejse rør sammen; det er en ingeniørmæssig opgave, der direkte påvirker din køretøjs håndtering og sikkerhed. Hele processen skal være metodebaseret for at sikre, at det endelige produkt både er stærkt og geometrisk perfekt.
Rejsen fra råmateriale til færdigt produkt følger en klar sekvens af trin. Som detaljeret beskrevet i en omfattende opbygningslog af Wilhelm Raceworks , selv tilsyneladende små detaljer som at sikre generøse radier i stedet for skarpe hjørner, kan have en stor indflydelse på delens modstand mod spænding og udmattelse. En professionel tilgang indebærer omhyggelig planlægning og gennemførelse i hver fase.
Her er en trin-for-trin gennemgang af fremstillingsprocessen:
- Design og måling: Det første trin er at færdiggøre dit design, enten ved brug af CAD-software til spændingsanalyse eller ved omhyggelig måling af din køretøjs ophængnings fastgørelsespunkter. Du skal bestemme den ønskede længde, kuglelejens vinkel og pivotpunkter for at opnå den ønskede camber, caster og rullecentrum.
- Skæring og udskæring: Skær DOM- eller Chromoly-rørene til de nøjagtige længder, der er fastlagt i dit design. De ender af rørene, der skal samles med andre rør, skal 'udskæres' eller 'copes' for at passe perfekt plant, så der dannes et stærkt samlingssøm til svejsning. Et rørudskæringsværktøj er det bedste værktøj til dette arbejde.
- Maskinbearbejdning og forberedelse: Enhver brugerdefineret dele, som f.eks. beslagene, der holder kuglelejet, kan være nødvendigt at bearbejde på en drejebænk eller fræsemaskine. Før svejsning skal alle komponenter grundigt rengøres for at fjerne olie, fedt eller malse, som kunne forurene sømmen.
- Bygning af en jig: Dette er formentlig det vigtigste trin. En fremstilling jig er en fastgørelse, der holder alle de enkelte komponenter i tværslejet i deres præcise endelige positioner. Det er afgørende at bygge en nøjagtig og stiv jig for at sikre, at tværslejet ikke forvrænges af varmen fra svejsningen, og at den endelige geometri er korrekt.
- Punktsvejsning og verifikation: Placer alle komponenter i jigen og udfør små 'punkt'-svejsninger for at holde dem sammen. Når de er punktsvejset, fjernes armen fra jigen, og montering på køretøjet testes for at kontrollere mål og friheder, inden den endelige svejsning foretages.
- Endelig svejsning: For ophængskomponenter er Tungsten Inert Gas (TIG)-svejsning den foretrukne metode på grund af dens præcision og de stærke, rene søm, den producerer. Svejs sømmene i en trappet sekvens for at fordele varmen jævnt og minimere deformation. For 4130 Chromoly er langsom afkøling (f.eks. ved at pakke emnet ind i et svejsetæppe) nødvendig for at forhindre materialet i at blive sprødt; dog kræves forvarmning typisk kun for rør med en vægtykkelse over 0,120 tommer.
- Udformning: Efter svejsning og afkøling kan tværlejet pulverlakeres eller males for bedre korrosionsbestandighed. Til sidst presses gummileddene i og kugleleddet monteres for at afslutte samlingen.
Rørsamme vs. pladesammer: Et afgørende designvalg
Når man designer brugerdefinerede styreavle, er et af de grundlæggende valg, en producent står over for, om man skal bruge et rørfremstillet eller pladeløsning. Selvom begge typer kan være ekstremt holdbare, giver deres konstruktion dem forskellige egenskaber, som gør dem velegnede til forskellige anvendelser. At forstå disse forskelle er nøglen til at bygge et ophængssystem, der matcher køretøjets tilsigtede brug.
Et rørfremstillet styrearmløsning består, som navnet antyder, hovedsageligt af rundt eller nogle gange firkantet rør. Denne konstruktion er fremragende til at modstå kræfter fra flere retninger, såsom vridningsbelastninger (torsion) og træk- og trykkræfter (træk og kompression), som ofte opstår ved performancekørsel på vej. Den afrundede form fordeler spændinger jævnt, hvilket gør den til en effektiv og letvægtsløsning til de fleste anvendelser – fra almindelige vejkøretøjer til banekørsel.
Et pladearm, ofte set i ekstrem terrænbaseret motorsport, er fremstillet af flere dele fladt stålplademateriale, som er skåret og svejst sammen for at danne en kasse-lignende struktur. Denne konstruktionsmetode skaber et arm, der er ekstraordinært stærkt og stift, især over for direkte vertikale stød, såsom landing efter et stort spring. Selvom det ofte er tungere end et rørsarm, kan dets styrke være en fordel i barske miljøer. Som en bruger på et forum bemærkede: 'Pladearme vil være stærkere. Rør er bedre i noget som en rullevang, hvor kræfter (stød) kan komme fra enhver vinkel.' Dette fremhæver den centrale kompromis mellem de to designs.
Sammenligning: Rør- vs. Plade tværagtige arme
| Karakteristika | Tubulære kontrolarme | Plade tværagtige arme |
|---|---|---|
| Styrkeprofil | Udmærket torsionsstivhed og styrke i træk/spænding. Effektiv til håndtering af belastninger fra flere vinkler. | Ekstremt høj styrke over for direkte vertikale og laterale belastninger. Kan være stærkere, men mindre effektiv i forhold til vægten. |
| Vægt | Generelt lettere for et givent styrkeniveau på grund af rørformens effektivitet. | Typisk tungere og mere kraftfuldt, da der kræves mere materiale til at skabe den kasseformede struktur. |
| Fremstillingens kompleksitet | Kræver præcis udskæring af rør og en solid bolting. Svejsning kan være kompleks omkring krumme samlinger. | Kræver CNC- eller plasmaskæring af pladerne samt omfattende svejsning. Der kræves ofte indvendige bafflelementer. |
| Kost | Materialeomkostningerne for DOM-rør er moderate. Chromoly øger omkostningerne betydeligt. | Materialeomkostningerne for stålplade kan være høje, og arbejds-/skæreomkostningerne er ofte større. |
| Ideel anvendelse | Gadeperformance, vejracinger, dragracing, specialbyggede lastbiler og de fleste køretøjer til brug på offentlige veje. | Trophytrucks, klippekrybere og ekstreme terrænkøretøjer, der udsættes for hårde stød. |