 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Titanium-stansning til automobiler: En teknisk guide
TL;DR
Titanium stansning til automobil ydelse tilbyder en afgørende fordel i moderne køretøjskonstruktion: opnåelse af en vægtreduktion på 40–50 % i forhold til stål, samtidig med at overlegen varme- og korrosionsbestandighed bevares. For ingeniører og indkøbschefer afhænger anvendeligheden af denne proces af valget af den rigtige kvalitet – typisk Kvalitet 2 (CP) til dybtrækning eller Kvalitet 9 (Ti-3Al-2,5V) til rør – samt beherskelse af produktionsudfordringerne ved Kvalitet 5 (Ti-6Al-4V).
Selvom titanium muliggør lettere udstødningssystemer, ventilsikre og ophængskomponenter, kræver det specialiserede stansmetoder til håndtering af høj fjedring og galling. En vellykket implementering kræver ekspertise i værktøjsudformning, passende smøring og ofte evnen til varmformning for at levere præcise komponenter, der tåler de krav, som stilles i højtydelsesmiljøer.
Fysikken bag ydelsen: Hvorfor stanse i titanium?
I jagten på bilens præstation er massen fjenden. Titanium har en densitet på ca. 4,51 g/cm3, hvilket er ca. 56% af stålens (7,8 g/cm3), uden at strukturel integritet går på spil. Denne særlige styrke (styrke/vægtforhold) gør den uundværlig for at reducere køretøjets vægt, hvilket direkte betyder bedre acceleration, bremsedistancer og brændstofforbrug.
Ud over at reducere den statiske vægt spiller titan en central rolle for at reducere den opløste masse. I motorapplikationer giver lettere ventilstrækkomponenter (som stemplet ventilspringholdere) mulighed for højere hastighedslofter og hurtigere gasrespons. I ophængningssystemer reducerer udskiftning af stålstænger eller fjedre med titan den ikke-fjedrede vægt, hvilket gør det muligt for ophængningen at reagere hurtigere på ændringer i vejoverfladen og dermed forbedre grebet og håndteringsnøjagtigheden.
Termisk stabilitet er en anden afgørende faktor. I modsætning til aluminium, som mister betydelig styrke over 150 °C, bevarer titaniumlegeringer deres mekaniske egenskaber ved temperaturer over 400 °C. Dette gør stansket titan ideelt til varmeskærme og udstødningselementer, som skal tåle ekstrem termisk cyklus uden at krølle eller svigte.
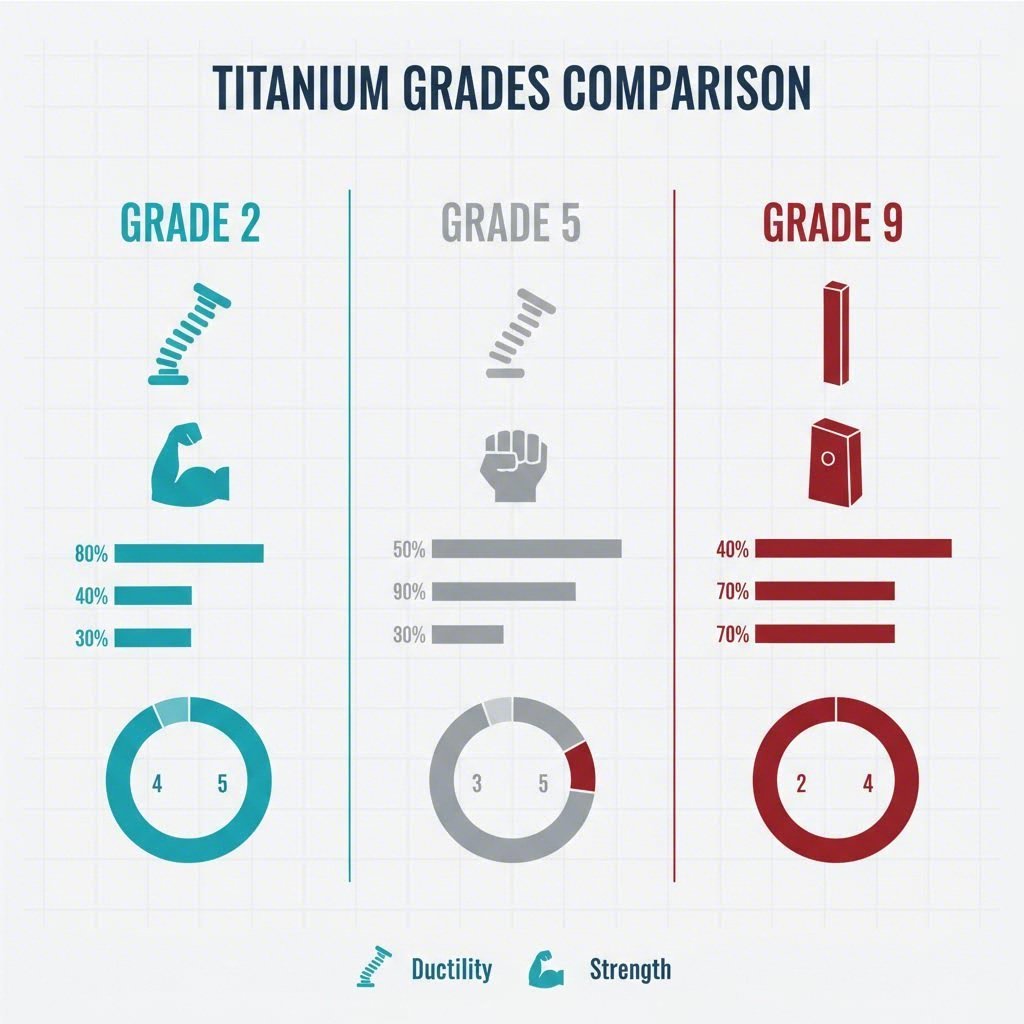
Materialvalg: Afstemning af grad til geometri
Ikke al titan egner sig til alle stansoperationer. Succesen af et projekt afhænger ofte af valget af en grad, der skaber balance mellem komponentens ydeevnekrav og formbarhed.
- Grad 1 og 2 (Kommersielt ren) Disse er 'arbejdshestene' inden for titanstansning. Grad 2 tilbyder en afbalanceret kombination af styrke og ductilitet, hvilket gør den til det foretrukne valg for dele, der kræver dybtrækning, såsom lyddæmper-skaller, varmeskærme og indviklede beslag. Den kan ofte stanses kold med standardjusteringer af værktøjer.
- Grad 5 (Ti-6Al-4V) Den mest almindelige legering til højstyrkeapplikationer, grad 5, tilbyder overlegen trækstyrke, men stiller betydelige udfordringer ved stansning. Dets ringe ductilitet ved stuetemperatur kræver ofte varmtstempling (formning ved forhøjede temperaturer) for at forhindre revner. Den anvendes typisk til strukturelle komponenter med høj belastning, såsom fastgørelsesdele og forbindelsesstangsindlæg.
- Grad 9 (Ti-3Al-2,5V): Ofte kaldet "mellemvejen", skaber grad 9 bro mellem formbarheden hos grad 2 og styrken hos grad 5. Den anvendes omfattende til hydrauliske rør, udstødningsrør og letvægtsstrukturelle stansninger, hvor der er behov for højere trykmodstand end hvad CP-grader kan yde.
- Beta-legeringer (f.eks. Ti-15-3): Disse legeringer kan koldformes og varmebehandles, hvilket gør dem fremragende egnet til stansede fjedre og komplekse klip, hvor høj elasticitet er påkrævet.
Ingeniørmæssige udfordringer: Fjedertræk og galling
Stansning af titanium adskiller sig grundlæggende fra stansning af stål eller aluminium på grund af to primære fysiske egenskaber: en lavere elasticitetsmodul og høj kemisk reaktivitet.
Håndtering af fjedervirkning
Titaniums Youngs modulus er cirka halvt så stor som ståls. Denne 'fjedrende' egenskab betyder, at materialet har en stærk tendens til at vende tilbage til sin oprindelige form efter omformning. I stansoperationer viser dette sig som kraftig fjedring. Ingeniører må kompensere for dette ved at udforme værktøjer med betydelige overbøjningstillæg . For komplekse geometrier er det ofte nødvendigt at anvende varm finishning (at holde emnet i værktøjet ved en bestemt temperatur) for at fastlægge den endelige form og mindske indre spændinger.
Forhindre galling
Titan er kendt for sin tilbøjelighed til at sætte sig fast eller "galle" mod værktøjsstål. Under højt tryk fjernes den beskyttende oxidlag, hvilket får det reaktive metal til at koldsvies til støbeformen. For at mindske dette anvender producenter avancerede smørestrategier, såsom molybdændisulfid (Moly) eller grafitbaserede smøremidler. Desuden er værktøjer ofte belagt med titaniumcarbo-nitrid (TiCN) eller diamantlignende kulstof (DLC), og i nogle tilfælde bruges bronzeindsatse i støbeforme for at sikre naturlig smøreevne og forhindre adhæsivt slid.
Nøgleautomobilapplikationer
Stansede titan-dele findes der, hvor afvejningen mellem omkostninger og ydelse er berettiget. I high-performance- og luksusbiler er disse komponenter afgørende for at opnå vægtmål.
| System | Komponent | Almindelig grad | Ydelsesfordele |
|---|---|---|---|
| Afslørings | Udstødningsdæksler, varmeskærme | Grad 2 (CP) | Korrosionsbestandighed, 40 % vægtknapning i forhold til rustfrit stål |
| Motor | Ventilfjederholder, skiver | Grad 5 / Beta | Højere omdrejningsgrænse, reduceret friktion |
| Chassis | Bremse-skiver, beslag | Grad 2 / 9 | Reduceret uafhængig vægt, termisk isolation |
| Fæsteelementer | Skiver, klemmer | Klasse 5 | Høj kløbefasthedsbeholdning, ingen korrosion |
Omkostningsanalyse og sourcingstrategi
Den økonomiske virkelighed ved titaniumstansning indebærer højere startomkostninger. Råvarepriserne kan være 10 til 20 gange højere end stål, og værktøjslevetiden er kortere på grund af metallets slidende natur. Men for ydelsesrelaterede anvendelser overvejer livscyklusværdien – målt i brændstofbesparelser, holdbarhed og konkurrencemæssig fordel – ofte de oprindelige omkostninger.
Når du vurderer leverandører, skal du søge efter samarbejdspartnere, der forstår nuancerne ved varmformning og kontrolleret atmosfære glødning. Shaoyi Metal Technology , tilbyder for eksempel specialiserede automobilstansningsmuligheder, fra hurtig prototyping til produktion i stor skala. Deres IATF 16949-certificerede faciliteter er udstyret med presser op til 600 tons, hvilket dækker behovet hos OEM'er, der kræver præcise titaniumkomponenter, der leveres med streng overholdelse af globale standarder. Bekræft deres ingeniørtjenester her for at se, hvordan de håndterer komplekse materialeudfordringer.
Kontroller altid en leverandørs evne til at udføre sekundære operationer, såsom beskæring og overfladebehandling, da titangaffel kan være vanskelig at fjerne og kræver specialiserede afkantningsprocesser.
Opsummering: Er titanium-stansning mulig?
Titanium-stansning er ikke længere kun forbeholdt luftfart og Formel 1. Med den rigtige valg af kvalitet og proceskontrol er det en levedygtig teknologi til masseproduktion i højtydende bilapplikationer. Nøglen ligger i at balancere ønsket om Grade 5 styrke med formbarhedens produktionsmæssige realiteter, ofte ved at finde det optimale punkt med Grade 9 eller optimerede Grade 2 konstruktioner. Efterhånden som bilproducenter fortsat stræber efter letvægtsdesign for EV-rækkevidde og overholdelse af emissionskrav, vil stansede titaniumkomponenter spille en stadig mere central rolle.
Ofte stillede spørgsmål
1. Hvorfor bruges der ikke titanium til hele bilkarosseriet?
Selvom titan tilbyder et ekseptionelt styrke-til-vægt-forhold, gør de høje råvareomkostninger og de komplekse forarbejdningskrav det økonomisk uegnet til karosseri til massemarkedsbiler. Fremstilling af store paneler ville kræve enorme preskræfter og dyre varmformningsværktøjer, hvilket ville føre bilprisen langt ud over forbrugerens rækkevidde.
2. Hvad er de primære ulemper ved stansning af titan?
De primære ulemper er høj fjedring, hvilket komplicerer toleranekontrol, og risikoen for galling, som øger værktøjsforbruget. Desuden har titan lavere formbarhed end stål, hvilket betyder, at dybe træk ofte kræver flere trin med mellemvarmeannealing for at undgå revner.
3. Kan stansede titan-dele svejses?
Ja, titanium kan svejses, men det kræver et strengt kontrolleret miljø. Ilt er "fjenden" af varmt titanium; det optager ilt hurtigt over 400°C, hvilket forårsager sprødhed. Derfor skal svejsning udføres i en inaktiv argonatmosfære eller i et vakuumkammer for at bevare materialets ductilitet og styrke.