Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

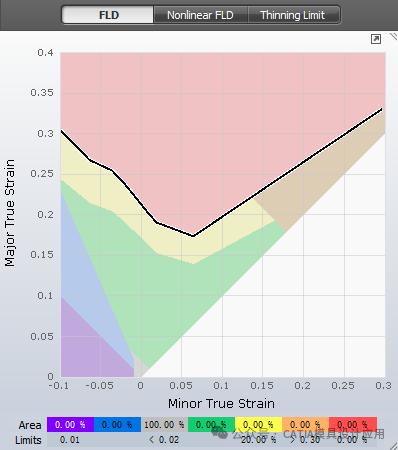
De 7 nøglezoner i FLD-diagrammet i AutoForm-software
Inden for bilindustrien spiller computerunderstøttet ingeniørarbejde (CAE) en afgørende rolle i produktudviklingsprocessen. Et af de mest avancerede CAE-værktøjer til simulering af pladepressning er AutoForm, som hjælper ingeniører med at forudsige og forhindre fejl såsom revner, folder og overdreven tyndelse ved brug af finite element analyse (FEA).
En kernefunktion i AutoForm er Forming Limit Diagram (FLD) – et kraftfuldt værktøj, der anvendes til at evaluere stålpladens formegrænser. FLD inddeler materialets deformationsforhold i syv farvekodede zoner, hvilket giver ingeniørerne mulighed for visuelt at vurdere risikoen for komponentfejl under formingsprocessen.
Lad os dykke ned i de syv FLD-zoner og hvad de indikerer:
1. Revnezone (Rød)
Beliggende over Forming Limit Curve (FLC), signalerer denne zone, at materialet har overskredet sin formegrænse og er meget sandsynlig at revne. Ethvert punkt, der falder inden for denne røde zone, indikerer umiddelbar fejl og kræver hurtig ændring af værktøj, materiale eller proces.
2. Revnerisikozone (Gul)
Denne zone ligger lige under revnezone og repræsenterer en højrisikoregion. Selvom materialet endnu ikke er revnet, arbejder det tæt på sin grænse. Forebyggende foranstaltninger anbefales – enten juster formingsparametre eller ændr materialens egenskaber for at holde deformationsniveauet uden for denne farlige zone.
3. Overdreven tyndføringszone (Orange)
Ovredeven tyndføring betyder, at pladens tykkelse er blevet reduceret ud over en acceptabel tærskel, hvilket kompromitterer delens strukturelle integritet og holdbarhed. Dette skyldes ofte overdreven strækning i lokale områder og bør undgås for sikkerhedskritiske komponenter.
4. Sikker zone (Grøn)
Dette er den ideelle dannelsesbetingelse. Dele, der ligger i denne zone, er inden for det optimale spændingsområde, hvilket betyder, at de sandsynligvis ikke vil revne, krybe eller blive for tynde. Dette er målzonen for alle kritiske produktområder.
5. Utilstrækkelig strækningszone (Grå)
Når metalpladen ikke udsættes for tilstrækkelig strækning, kan den muligvis ikke fuldt ud overholde den ønskede form. AutoForm markerer disse områder med grå farve. Selvom dette nogle gange er acceptabelt i ikke-funktionelle områder som flens- eller trimningszoner, bør det minimeres på produktoverflader for at opretholde dimensional nøjagtighed.
6. Krybetyndingszone (Blå)
Denne zone antyder en risiko for krybetynding. Selvom det endnu ikke er en fejl, kan krybetyndinger opstå, hvis visse betingelser vedbliver. Teknisk vurdering, understøttet af krybetyndingshøjdemål og erfaring med formgivning, er afgørende for at håndtere denne risiko.
7. Krybezone (Lilla)
Når materialet kommer ind i furezonen, er der opstået synlig pæl. Dette kompromitterer både æstetik og funktion. Ingeniører skal revidere værktøjsdesign eller ændre trækperlekombinationer for at eliminere eller kontrollere furer.
Hvorfor FLD er vigtig i automobil CAE-analyse?
Ved at anvende FLD-diagrammer i AutoForm kan ingeniører simulere og forudsige formningsproblemer i de tidlige designstadier. Dette hjælper med:
·At eliminere prøv-og-fejl-metoden under værktøjsudvikling
·At reducere tid og produktionsomkostninger
·At forbedre kvalitet og reproducerbarhed i masseproduktion
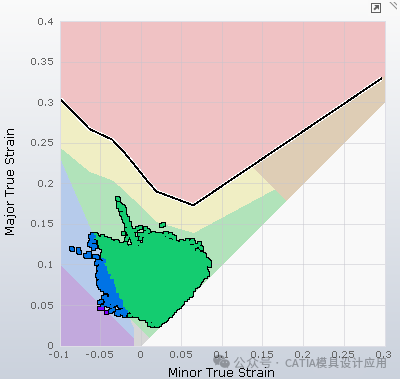
Analyse af virkelige anvendelseseksempler
Nedenfor ses et eksempel på et FLD-diagram fra en faktisk komponentsimulation. Kan du identificere, om denne del er i risikozone for revner eller furer? Er flertallet af spændingspunkter i den grønne zone, eller er der områder, man skal være opmærksom på?
Del gerne din analyse i kommentarerne – vi vil meget gerne høre din fortolkning!