 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Stålskæringstjenester afklaret: Metoder, omkostninger og kvalitetshemmeligheder

Forståelse af stålskæringstjenester og deres virkning på fremstillingen
Når du har brug for råt stål, der skal omformes til præcise komponenter til dit projekt, professionelle stålskæringstjenester bliver din afgørende samarbejdspartner. Disse specialiserede tjenester omfatter alt fra simple lineære skæringer til komplekse skræddersyede former og leverer de nøjagtige mål, som dit produktions-, bygge- eller ingeniørprojekt kræver.
Men hvad får du egentlig, når du samarbejder med en leverandør af metalskæringstjenester? I sin kerne indebærer denne proces at dele stålarbejdsstykker i flere dele ved hjælp af avancerede teknologier, der sikrer nøjagtighed, rene kanter og minimal materialeudnyttelse. Uanset om du forbereder konstruktionsbjælker til et byggeprojekt, fremstiller maskinkomponenter eller udvikler skræddersyede metalskæringstjenester til specialudstyr, dækker disse tjenester bredden mellem råmateriale og funktionelle dele.
Hvad stålskæringstjenester faktisk leverer
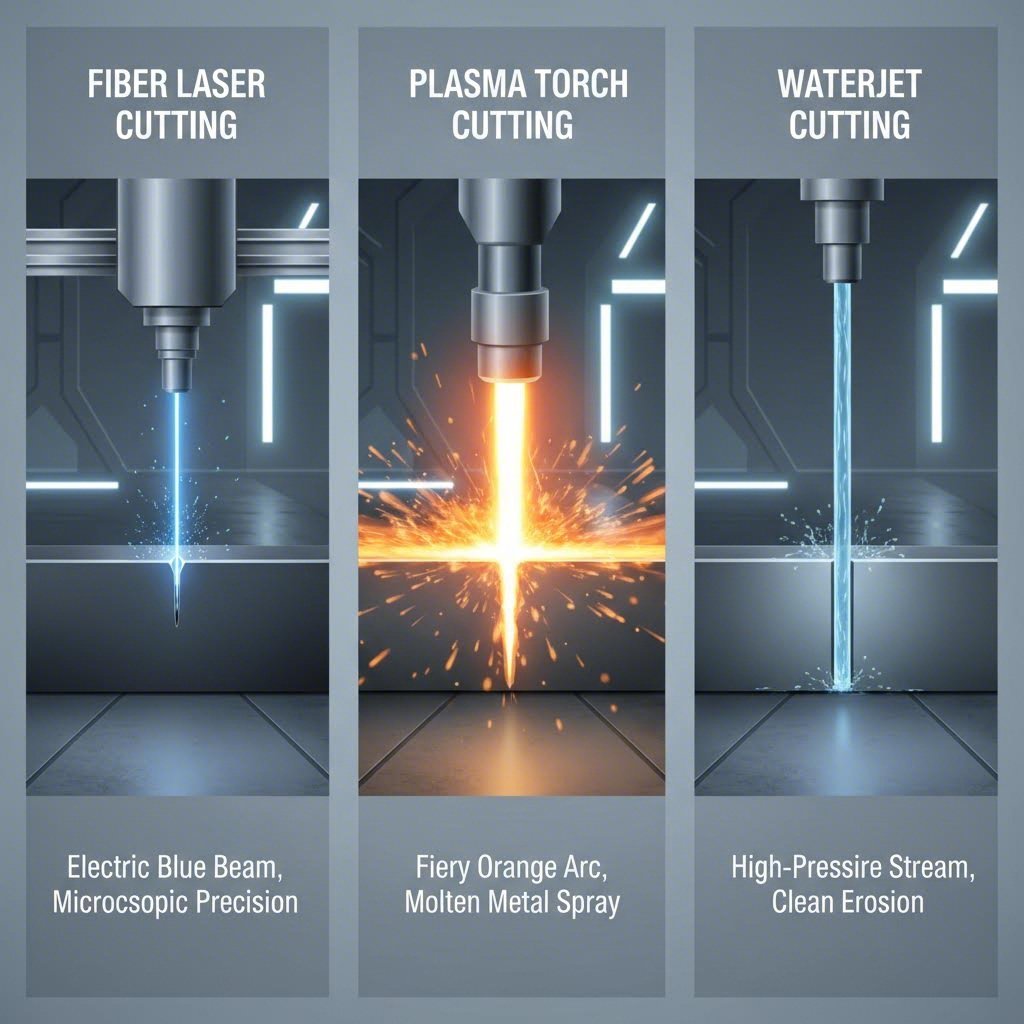
Forestil dig at modtage stålplader eller -ark, der passer perfekt sammen under montage, med kanter, der er så glatte, at de kan svejses direkte. Det er den værdi, professionel udskæring tilfører dit projekt. Moderne udsætningsprocesser bruger avanceret maskineri, herunder højopløsningsplasmaudskærere, lasersystemer, vandstråleudstyr og oxy-brændegasanlæg, for at opnå snit, der opfylder præcise specifikationer.
De tilgængelige ydelser falder i tre primære kategorier, som du vil støde på i løbet af din søgning:
- Termisk udsætning: Metoder som laser, plasma og oxy-brændegas, der bruger varme til at smelte gennem stål
- Mekanisk udsætning: Teknikker som savning, skæring og stansning, der bruger fysisk kraft
- Slidende udsætning: Processer som vandstråleudskæring, der fjerner materiale gennem friktion og tryk
Hver kategori tilbyder tydelige fordele, afhængigt af din materialtykkelse, krav til tolerancer og projekttidsplan.
Hvorfor præcisionskæring er vigtig for dit projekt
Selv små målefejl i skærefasen kan føre til betydelige problemer. Forkerte justeringer af komponenter, nedsat strukturel integritet og dyre omarbejdsopgaver skyldes ofte upræcise snit. Professionelle ydelser eliminerer disse risici ved at levere tolerancer så præcise som +/− 0,001 tommer med metoder som vandstrålskæring , hvilket sikrer, at dine svejste eller boltede komponenter passer sammen uden problemer.
I denne guide får du indblik i, hvordan forskellige skæremetoder sammenlignes, hvilke teknikker der er velegnede til bestemte industrier og materialer samt hvilke faktorer der påvirker priserne. Du lærer også, hvordan du udarbejder projektspecifikationer, der sikrer præcise tilbud, og hvordan du effektivt vurderer leverandører. Når du har læst guiden færdigt, vil du have den nødvendige viden til at træffe velovervejede beslutninger omkring dine stålskæringsbehov.
Komplet guide til stålskæremetoder og -teknologier
Valg af den rigtige skæremetode kan gøre eller bryde succesen for dit projekt. Hver teknologi har unikke styrker, og ved at forstå disse forskelle kan du matche dine specifikke krav med den optimale løsning. Lad os gennemgå alle de vigtigste skæremetoder, som du vil støde på, når du udforsker stålskæringsydelser .
Termiske skæremetoder forklaret
Termiske skæremetoder bruger koncentreret varme til at smelte, fordampe eller oxiderer stål langs en præcis bane. Disse processer dominerer industrielle anvendelser, fordi de effektivt håndterer tykke materialer, samtidig med at de bevarer en acceptabel nøjagtighed.
Laser Skæring
Fiberlaser-teknologi har revolutioneret præcisionsskæring i det sidste årti. Disse systemer genererer intense laserstråler ved forstærkning af lys inden for optiske fibre, der er doped med sjældne jordartselementer som ytterbium. Resultatet? Utrolig fokuseret energi, der smelter igennem stål med bemærkelsesværdig nøjagtighed.
Det, der gør fiberlasere særligt imponerende, er deres skalbarhed. Laveffektssystemer op til 500 W håndterer materialer op til 3 mm tykke, ideelle til elektronik- og medicinsk udstyrsdele. Mellemeffektlasere mellem 500 W og 2 kW skærer rustfrit stål op til 8 mm og carbonstål op til 18 mm. Højeffektssystemer fra 2 kW til 10 kW håndterer materialer op til 40 mm tykke, mens ultra-højeffektlasere over 10 kW bearbejder carbonstål over 80 mm tykke.
For projekter, der kræver laserskæring i Minneapolis eller laserskæring i Minnesota, vil du opleve, at denne teknologi leverer ekstremt stramme tolerancer med minimale varmepåvirkede zoner. Den digitalt styrede strålebane eliminerer menneskelige fejl og sikrer, at hver eneste skæring opfylder nøjagtige specifikationer.
Plasmaskæring
Plaskæringstjenester for stål tilbyder en fremragende balance mellem hastighed og omkostningseffektivitet. Metoden presser elektrisk ioniseret gas gennem en snævert formet åbning med høj hastighed, hvilket skaber temperaturer over 20.000 °F, der smelter stål hurtigt igennem.
Plasma er fremragende til at skære tykkere materialer, hvor lasering bliver mindre økonomisk. Typisk finder man plasmasystemer, der håndterer stål fra 1/4" til flere tommer tykt, hvilket gør dem til arbejdsheste inden for strukturel fremstilling og tung industrielle applikationer. Kantkvaliteten er god, men kræver typisk mere efterbehandling end laserskæringer ved præcisionsapplikationer.
Oxy-brændsskæring
Denne traditionelle metode kombinerer ilt med brændgasser som acettylen eller propangas for at skabe intens varme, der oxiderer stål langs skærelinjen. Selvom den er mindre præcis end laser- eller plaskæring, forbliver oxy-brænding uvurderlig til skæring af meget tykke kulstålplader, nogle gange over 12 tommer. Den er særlig omkostningseffektiv til lige skæringer i tunge strukturelle materialer, hvor kantforbedring ikke er afgørende.
Mekaniske og slibende alternativer til skæring
Ikke alle projekter kræver termiske metoder. Mekaniske og slibende teknologier tilbyder klare fordele, især når varmepåvirkede zoner skal undgås, eller når der arbejdes med specialiserede materialer.
Vandstrålskæring
Forestil dig at skære stål med en stråle af vand, der bevæger sig med tre gange lydens hastighed. Vandstrålesystemer blander vand under højt tryk med slibende partikler og skaber en skærende kraft, som eroderer næsten ethvert materiale uden at generere varme. Denne kolde skæremetode bevarer materialeegenskaberne tæt på skærekanterne og er derfor ideel til varmfølsomme anvendelser.
Vandstråle kan håndtere ståltykkelser fra tynde plader til støbebrammer over 8 tommer tykke. Fraværet af termisk deformation gør den populær til fly- og rumfartsdele samt præcisionskomponenter, hvor metallurgisk integritet er afgørende.
Klipning
Når du har brug for hurtige og ensartede skæringer i plademetal leverer saksning resultater ekseptionel produktivitet. Denne proces anvender tryk mellem to metalblad, hvilket får materialet til at give efter og adskilles langs skæringslinjen. Skæring fungerer på en bred vifte af tykkelser og producerer dele hurtigt, selvom kantkvaliteten kan være ruere end ved andre metoder.
Sagning
Båndsav og cirkelsav forbliver uundværlige til skæring af stænger, rør og profiler. Laserskæring af rør i Minneapolis og lignende specialiserede tjenester håndterer cylindriske materialer, men traditionel savning tilbyder omkostningseffektive løsninger til enkle skæringer i massive profiler, hvor der ikke kræves stramme tolerancer.
Sammenligning af stålskæringsmetoder
| Skæreproces | Præcisionstolerance | Tykkelseområde | Materiel forenelighed | Kantkvalitet | Typiske anvendelser |
|---|---|---|---|---|---|
| Fiber laser | +/- 0,001" til 0,005" | 0,03" til 3"+ (afhængig af effekt) | Kulstofstål, rustfrit stål, aluminium, messing, kobber | Udmærket, minimalt burr | Præcisionsdele, elektronik, bilindustri, luft- og rumfart |
| Plasma | +/- 0,015" til 0,030" | 0,25" til 6"+ | Alle ledende metaller | God, kan kræve slibning | Konstruktionsstål, tung produktion, skibsbygning |
| Oxy-brændsel | +/- 0,030" til 0,060" | 0,5" til 12"+ | Kulstål, nogle legeringer | Moderat, oxideret kant | Skæring af tykke plader, nedrivning, skrotbehandling |
| Vandjet | +/- 0,001" til 0,005" | 0,030" til 8"+ | Ethvert materiale inklusiv hærdet stål | Udmærket, ingen varmzone | Luftfart, præcisionsværktøjer, varmefølsomme dele |
| Klipning | +/- 0,010" til 0,030" | Op til 0,5" (typisk) | Pladematerialer, blødt stål | Acceptabel, kan have spidser | Højhastighedsudskæring af plader, HVAC, generel fremstilling |
| Sagning | +/- 0,030" til 0,060" | Begrænset af klinge/maskine | Alle stålsorter, stangmateriale, rør | Acceptabel, kræver afslibning | Forberedelse af stangmateriale, konstruktionsprofiler, skæring af rør |
At forstå disse forskelle gør dig i stand til at føre informerede samtaler med leverandører. Din projekts materialetykkelse, nødvendige præcision, krav til kantafslutning og budgetbegrænsninger vil guide dig mod den optimale skæremetode. Herefter vil vi dykke længere ned i specifikke tykkelseskapaciteter og tolerancespecifikationer, der hjælper dig med at matche projektkravene til den rigtige teknologi.
Tykkelseskapaciteter og præcisionstolerancer forklaret
Du har set, hvad hver enkelt skæremetode kan præstere, men her gælder det: Kan din valgte teknologi rent faktisk håndtere dit specifikke materiale i den tykkelse, du har brug for? Og når den først gør det, hvor nøjagtigt vil skærene så overholde dine specifikationer? Disse spørgsmål afgør, om dit tilpassede metalprojekt lykkes, eller om det kræver dyre reparationer.
Tykkelsesområder efter skæreteknologi
Hver skæremetode har et optimalt område, hvor den yder bedst. Går du ud over disse grænser, vil du støde på langsommere hastigheder, ringere kantkvalitet eller helt manglende evne til at fuldføre skæringen. Tabellen nedenfor viser realistiske tykkelsesområder, som du kan forvente fra professionelle pladeskæringsydelser .
| Skæreproces | Minimumstykkelse | Optimal rækkevidde | Maksimal tykkelse | Bedste materialeoverensstemmelse |
|---|---|---|---|---|
| Fiber laser | 0.03" | 0,125" - 0,75" | 1,25" (blød stål) | Kulstål, Edelstål, Aluminium |
| Plasma (X-Definition) | 0.125" | 0,25" - 1,5" | 6"+ | Alle ledende metaller |
| Oxy-brændsel | 0.25" | 1" - 6" | 36" - 48" | Kun blødt stål |
| Vandjet | 0.03" | 0,5" - 4" | 8"+ | Ethvert materiale inklusiv hærdet stål |
| Klipning | 24 gauge | 16 gauge - 0,25" | 0,5" (typisk) | Pladematerialer, blødt stål |
Bemærk, hvordan hver teknologi dækker specifikke områder? Oxy-brændssnitsning dominerer arbejde med tykt plademateriale over 1 tomme, og nogle operationer kan håndtere stål op til 48 tommer tykt. I mellemtiden har laserskæring sit stærke punkt i materialer op til cirka 1,25 tommer, hvor den leverer enestående kantkvalitet og præcision, som metoder til tykkere materialer simpelthen ikke kan matche.
Når du vurderer leverandører af skræddersyede metalskæringer, skal du specifikt spørge om deres udstyrs effektrating. Et 6 kW fiberoptisk laser-system har andre grænser for materialetykkelse end et 15 kW-system. Det samme princip gælder for alle termiske metoder – højere effekt giver mulighed for at skære tykkere materialer.
Forståelse af nøjagtighedstolerancer
Her har materialetypen en betydelig indflydelse på dine resultater. Når der skæres i kuldsej, rustfrit stål og aluminium med identisk tykkelse, opnås forskellige tolerancer, fordi hvert materiale reagerer unikt over for varme, slitage og mekanisk kraft.
Tolerancer for kuldsej
Kuldsej tilbyder den mest forudsigelige skæreopførsel. Lasersystemer kan typisk holde tolerancer under 0,01" (0,25 mm) på plader af kuldsej, mens Plasma-systemer med X-Definition opnår ca. 0,02" (0,5 mm) materialets ensartede sammensætning og termiske egenskaber gør det til standarden, hvormod andre materialer måles op.
Overvejelser vedrørende rustfrit stål
Det højere chromindhold i rustfrit stål skaber udfordringer. Materialet reflekterer mere laserenergi og leder varme anderledes end kuldsej, hvilket ofte kræver langsommere skærehastigheder for at opretholde samme tolerance. Forvent lidt bredere tolerancer ved skæring i rustfrit stål sammenlignet med kuldsej ved samme tykkelse.
Aluminiums opførsel
Aluminiums høje termiske ledningsevne og refleksionsevne gør det særligt udfordrende for termiske skæremetoder. Varmen spredes hurtigt, hvilket kræver højere effektindstillinger. Fibre-lasere klare aluminium godt, men tolerancer er typisk løsere end ved carbonstål. Vandstråle er fremragende her, da den helt eliminerer termiske variationer.
Når stramme tolerancer faktisk er afgørende
Lydte dyrt, ikke? Strammere tolerancer koster faktisk mere – men ikke alle projekter har brug for dem. Overvej dette praktiske system:
- Stramme tolerancer (+/– 0,005" eller mindre): Præcisionsmonteringer, fly- og rumfartsdele, komponenter der ikke kræver sekundær bearbejdning, sammenføjede overflader med tætte pasninger
- Standardtolerancer (+/– 0,015" til 0,030"): Svejste samlingselementer, strukturelle komponenter, dele der efterbearbejdes, generel fabrikation
- Lose tolerancer (+/– 0,060" eller mere): Råblanker til kraftig bearbejdning, scrap-forarbejdning, ikke-kritiske strukturelementer
Tolerancesforskellen mellem laser og plasma—omkring tykkelsen af et visitkort—kan måske ikke retfærdiggøre prisforskellen for dit anvendelsesområde. Hvis dine dele går direkte fra skærebordet til svejsning, hvor svejsetolerancer langt overstiger skæretolerancer, betaler du for en præcision, der forsvinder i den næste proces.
Smart projektplanlægning afstemmer toleransekrav med funktionelle behov. At specificere for høje tolerancer skaber unødige omkostninger gennem større udstyrsinvesteringer, hyppigere inspektion, øget scraprate og nedsat gennemstrømning. Før du anmoder om laser-kvalitet på alle dele, spørg dig selv, om form, pasform eller funktion virkelig kræver den præcision.
Nu hvor grundlæggende forhold vedrørende tykkelse og tolerancer er afklaret, er du klar til at undersøge, hvordan forskellige industrier anvender disse muligheder på deres specifikke produktionsudfordringer.
Industrielle anvendelser og metodeanbefalinger
Har du nogensinde undret dig over, hvorfor en bilproducent vælger laserudskæring, mens et skibsværft bruger plasma? Forskellige industrier står over for unikke udfordringer, der kræver specifikke skæreløsninger. At forstå disse forskelle hjælper dig med at kommunikere mere effektivt med din metalskæreleverandør og sikrer, at dit projekt modtager den rette teknologi fra starten.
Automotive and Transportation Applications
Bilindustrien kræver en præcis balance mellem letbygning og strukturel integritet. Moderne køretøjer er afhængige af fremstillede plader til alt fra karosseripaneler til sikkerhedskritiske chassisdele. Branchen prioriterer stramme tolerancer, høj kapacitet i seriefremstilling samt strenge materialer certificeringer.
Ifølge Prototeks analyse af bilproduktion , er fremstilling af karosseridelte i plade stål afgørende for at skabe stærke, letvægtige bilkomponenter, der bidrager til sikkerhed, udseende og ydeevne. De ydre dele af køretøjer – døre, motorhælder, tag og færdere – kræver skæremetoder, der leverer både præcision og produktionshastighed.
Almindelige automobilskæreanvendelser omfatter:
- Chassis- og rammedele: Højstyrke-stål, der kræver laserskæring eller plasmaskæring med tolerancer under 0,015 tommer
- Ophængningsbeslag og monteringspunkter: Kræver ofte brugerdefinerede metalskæringer med fremragende kvalitet af skærekanten til efterfølgende svejsning
- Karosseriplader og strukturelle forstærkninger: Plade metaldele, der kræver rene kanter uden varmedeformation
- Komponenter til motorrummet: Præcisionsdele, herunder beslag, skærme og dæksler, der kræver stram dimensional kontrol
- Interiøre strukturelle elementer: Instrumentbrætmonteringer, sæderammer og airbag-understøtninger, hvor konsekvens er afgørende
Anbefalede skæremetoder til automobilindustrien:
- Fiberlaser: Ideel til højvolumenproduktion af karosseriplader og præcisionsbeslag (tykkelse fra 0,03 til 0,75 tommer)
- Plasmaskæring: Kosteffektiv til tykkere chassisdele og strukturelle elementer
- Vandskærer: Foretrukket, når varmepåvirkede zoner skal undgås på sikkerhedskritiske dele
Bilproducenter fokuserer stigende på lette materialer for at reducere emissioner og forbedre brændstofeffektiviteten. Dette skift mod aluminium og højstyrke stålkræver skæringsteknologier, der kan håndtere disse materialer uden at kompromittere de strukturelle egenskaber.
Behov inden for luftfart og industriproduktion
Når liv afhænger af komponentintegritet, kræver luftfartsapplikationer den højeste tilgængelige præcision. Fremstilling af emner i plademetal til luftfart indebærer skæring, bøjning og samling af metalstrukturer til fly, satellitter og rumskibe, hvor fejl slet ikke er en mulighed.
Denne industri prioriterer præcision højest, efterfulgt tæt af materialetraceabilitet og certificering. Gennemløbstid er vigtig, men aldrig på bekostning af kvalitet. Luftfartsproducenter arbejder typisk med titaniumlegeringer, aluminiumslegeringer som 6061 og 7075 samt specialrustfrie stål, som kræver specifikke skæreparametre.
Kritiske skæreanvendelser i luftfarten:
- Flyskrogspaneler: Store krumme paneler, der kræver strækformning efter præcisionskørsel
- Vinge strukturelle komponenter: Højstyrke aluminiums- og titaniumdele med stramme tolerancer
- Motormonteringsbeslag: Varmebestandige legeringer, der kræver koldskære metoder
- Styrefladeelementer: Præcisionsdele, hvor vægtbesparelser direkte påvirker brændstofeffektiviteten
- Satellit- og rumfartøjskonstruktioner: Brugerdefineret kobberfremstilling og speciallegeringsarbejde til termisk regulering
Anbefalede skæremetoder til luft- og rumfart:
- Laserskæring: Opnår tolerancer inden for ±0,05 mm for højpræcise komponenter
- Vandskæring: Kan bearbejde materialer op til 300 mm tykke uden varmeindvirkede zoner – ideelt til titan og varmefølsomme legeringer
- Plasmaskæring: Velegnet til tykkere strukturelle komponenter, hvor tolerancerne tillader det
Krav fra marin og byggeindustrien
Marin fremstilling stiller særlige krav: store komponenter, korrosionsbestandige materialer og udendørs skæremiljøer. Skibsværfter behandler typisk tykke stålplader til skrog, dæk og strukturelle dele, hvor produktionsmængde og materialehåndteringskapacitet er mere afgørende end ekstremt stramme tolerancer.
Prioriteringer inden for maritim industri:
- Håndtering af store pladestørrelser (ofte 10' × 40' eller større)
- Effektiv skæring af tykke materialer (1" til 4" er almindeligt)
- Bearbejdning af korrosionsbestandige legeringer og marin kvalitet aluminium
- Opnåelse af tilstrækkelige tolerancer for svejste samlinger
Konstruktion og strukturelle stålapplikationer:
- Bjælke- og søjleforberedelse: Lodrette snit i tunge strukturelle profiler ved brug af oxibrænding eller plasma
- Forbindelsesplader og beslag: Plasmaskæring giver tilstrækkelig præcision til lavere omkostninger
- Dekorative arkitektoniske elementer: Laserskæring til indviklede designs i tyndere materialer
- Brokomponenter: Højopløselig plasmaskæring til tykkere strukturelle elementer med certificerede materialer
Anbefalede skæremetoder til skibsbygning og byggeri:
- Oxy-brænding: Mest økonomisk til lige snit i tykke kulstålplader
- Plasma: Balancerer hastighed, omkostninger og kvalitet til konstruktionssvejsning
- Laser: Reserveret til præcisionsarbejde inden for arkitektur og tyndere dekorative elementer
Overvejelser for generel industriproduktion
Udover specialiserede sektorer dækker generelle industrielle anvendelser fremstilling af udstyr, landbrugsmaskiner, materialehåndteringssystemer og utallige andre anvendelser. Disse projekter balancerer typisk omkostningseffektivitet med funktionskrav i stedet for at presse præcisionsgrænserne.
Hvordan industrier prioriterer skæreparametre:
| Branche | Primær prioritet | Sekundær prioritet | Typisk toleranceområde | Forventet volumen |
|---|---|---|---|---|
| Automobil | Volumen og konsekvens | Nøjagtighed | ±0,010" til ±0,020" | Produktion i store serier |
| Luftfart | Præcision og certificering | Materialeintegritet | ±0,005" eller strammere | Lav til mellem volumen |
| Maritim | Evne til tykt materiale | Kostneffektivitet | ±0,030" til ±0,060" | Projektbaseret |
| Konstruktion | Hastighed og omkostning | Materielhåndtering | ±0,76 mm til ±3,18 mm | Variabel, ofte høj |
| Generel industri | Omkostningsoptimering | Ekspeditionstid | ±0,015" til ±0,030" | Prototype til produktion |
At forstå, hvor dit projekt placerer sig inden for denne ramme, hjælper dig med at formidle kravene tydeligt og undgå overdrevne tolerancer, som unødigt øger omkostningerne. En metalbearbejdningsservice med erfaring fra din branche kender allerede disse prioriteringer og kan guide dig mod den mest hensigtsmæssige løsning.
Nu hvor du forstår, hvordan forskellige brancher håndterer skærekrav, lad os fokusere på at forberede dit specifikke projekt til succes med klare specifikationer, der giver præcise tilbud.
Sådan forbereder du dit stålskæringsprojekt til succes
Du har identificeret den rigtige skæremetode og forstår dit branchens krav. Nu kommer det afgørende trin, der adskiller problemfrie projekter fra frustrerende forsinkelser: at formidle dine behov tydeligt til leverandører. Uanset om du undrer dig over, hvor du kan få skåret metal til en prototype, eller søger en metalskæringsservice i nærheden af mig til produktion, sikrer korrekt forberedelse præcise tilbud og resultater, der lever op til dine forventninger.
Forberedelse af dine projektspecifikationer for skæring
Tænk på dine projektspecifikationer som byggeplanen for succes. Ufuldstændig information fører til mange e-mails frem og tilbage, forsinkede tilbud og nogle gange dyre misforståelser, når skæringen begynder. Metalværkstedeksperters understreger at præcision spiller en stor rolle for kvaliteten – selv små målefejl kan føre til forsinkelser, spild af materiale eller usammenfaldende samling.
Før du kontakter en leverandør, indsamles disse væsentlige detaljer:
- Materialspecifikationer: Angiv den nøjagtige legering eller kvalitet (såsom 304 rustfrit stål, A36 kulstofstål eller 6061 aluminium), sammen med tykkelse og eventuelle krævede certificeringer
- Mængdeforhold: Angiv nøjagtige mængder for hver del, herunder om det er en engangsprøve eller en gentaget produktionsordre
- Dimensionelle krav: Angiv komplette mål for alle skærede dimensioner, herunder kritiske tolerancer, hvor præcision er afgørende
- Finish-forventninger: Angiv om du ønsker rå millfinish, afskårne kanter, specifikke overfladebehandlinger eller forberedelse til efterfølgende svejsning
- Tegneformat: CAD-filer (DXF-, DWG- eller STEP-formater) sikrer den bedste kommunikation, men detaljerede håndtegninger med mål kan anvendes til enklere opgaver
- Tidsfrister: Indkludér både din ønskede tidsplan og eventuelle faste frister, der ikke må overskrides
Når du arbejder med en skæretjeneste, hjælper det projektet med at holde sig på rette spor og overholde dine præcise specifikationer, hvis du leverer detaljerede tegninger og opretholder åben kommunikation gennem hele produktionsprocessen. De fleste lokale værksteder bruger avancerede skæreteknologier som laser- eller plasmasystemer, som er afhængige af nøjagtige indtastede data for at sikre præcision.
Vigtig information for nøjagtige tilbud
Undrer du dig over, hvor du kan få metal skåret uden besværet ved flere tilbagesendte tilbud? Svaret ligger i klarhed fra start. Industriforskning viser at manglende information kan føre til uventede omkostninger eller projektforsinkelser, hvis producenter skal anmode om yderligere afklaringer.
Din projectspecifikationscheckliste bør omfatte:
- Detaljer om delens geometri: Alle mål, bøjningslinjer (hvis relevant), placering af huller og kritiske funktioner tydeligt markeret
- Materialekvalitet og tykkelse: Specifikke legeringsbetegnelser, ikke blot "stål" eller "aluminium"
- Tolerancenotationer: Angiv, hvilke dimensioner der kræver stram kontrol, og hvilke kan acceptere standard værksteds tolerancer
- Krav til overfladekvalitet: Angiv eventuelle belægninger, behandlinger eller kantforberedelser, der er nødvendige
- Mængder opdelt efter: Adskil mellem prøve, pilot- og produktionsmængder, hvis det er relevant
- Leveringssted og tidsplan: Medtag forsendelsesadresse og eventuelle tidsmæssige begrænsninger
- Sekundære operationer: Bemærk, hvis du har brug for bøjning, svejsning, samling eller andre processer efter skæring
Fejlfinding ved almindelige specifikationsproblemer
Selv erfarne købere støder på udfordringer, når de forbereder skæreprojekter. Sådan løser du de mest almindelige problemer:
Uklare tegninger: Hvis du ikke har CAD-filer, kan detaljerede håndtegninger med klare mål være tilstrækkelige – men sigtet skal altid være klarhed. Medtag alle relevante oplysninger såsom materialer, dimensioner, tolerancer og eventuelle særlige funktioner eller overfladebehandlinger, der kræves. En ufuldstændig tegning kan føre til prisudsving eller forsinkelser.
Spørgsmål vedrørende materialevalg: Usikker på, hvilken stålkvalitet der passer til dit anvendelsesområde? Diskutér dine projektmål med producenten. Erfarne leverandører kan anbefale materialer, der skaber en balance mellem omkostningseffektivitet og langtidsholdbarhed. Måden at vælge metal direkte påvirker ydelse, holdbarhed og omkostninger.
Usikkerhed vedrørende tolerancer: Når du er i tvivl om, hvor stramme tolerancerne skal være, bør du overveje komponentens funktion. Skal den kobles direkte med andre præcisionsdele? Kræver den bearbejdning efter skæring? Dele, der går direkte til svejsning, har sjældent brug for laserpræcision, mens samling af tætsiddende dele kræver strammere kontrol.
Overvejelser vedrørende prototype og produktion
Dit tilgangsskema bør variere ud fra projektets omfang. Ved prototyper og små serier skal du forvente højere stykomkostninger på grund af opsætning og programmeringsarbejde, som fordeler sig over færre enheder. Enkelte prototyper kan koste betydeligt mere pr. del end serietilløb på 1.000 enheder.
Når du forbereder prototypeordrer:
- Mærk tydeligt ordren som prototype eller prøvetilløb
- Spørg om designfeedback, inden du begår dig til produktionstilværk
- Overvej let slappere tolerancer, hvis formålet er at verificere form og pasform
- Anmod om materialer certifikater, hvis du validerer ydeevneegenskaber
Til projekter i produktionsstørrelse:
- Giv nøjagtige volumenprognoser for at få adgang til mængderabatter
- Indgå leveringsskemaer og rammeordrer, hvis det er relevant
- Diskutér kvalitetsinspektionsprotokoller og dokumentationskrav
- Lås materialepriser, når det er muligt, for at undgå udsving i omkostningerne
Klar kommunikation forbliver hjørnestenen i vellykkede projekter i enhver skala. Ved at udarbejde grundige specifikationer fra starten minimerer du revisioner af tilbud, reducerer overraskelser under produktionen og opbygger et produktivt samarbejde med din skæringstjenesteleverandør. Når dit projekt er ordentligt dokumenteret, bliver det næste overvejelse at sikre, at din valgte leverandør opfylder relevante kvalitetsstandarder og certificeringer.

Kvalitetsstandarder og certificeringer, der betyder noget
Du har udarbejdet grundige specifikationer og identificeret potentielle leverandører – men hvordan ved du, at de leverer konsekvente resultater? Certificeringer fungerer som din garanti for, at en skæringstjenesteleverandør følger afprøvede processer, vedligeholder dokumenterede kvalitetssystemer og underkaster sig regelmæssige eksterne revisioner. At forstå, hvad disse kvalifikationer betyder, hjælper dig med at skelne mellem virksomheder, der lover kvalitet, og dem der dokumenterer den.
Forståelse af ISO og branche-certificeringer
Når man vurderer stålskæringstjenester, giver certificeringer objektiv dokumentation for leverandørens engagement i kvalitetsstyring. Dette er ikke bare plakater på væggen – de repræsenterer systematiske tilgange til proceskontrol, kontinuerlig forbedring og kundetilfredshed.
Nøglecertificeringer og deres betydning:
- ISO 9001:2015: Denne globalt anerkendte standard sikrer, at organisationens kvalitetsstyringssystem konsekvent opfylder kundens krav, samtidig med at det fremmer kontinuerlig forbedring. Ifølge Ameritex' certificeringsdokumentation viser ISO 9001:2015-certificeringen et engagement i at levere pålidelige, højkvalitets produkter fremstillet gennem effektivitet, ny teknologi og dedikation.
- IATF 16949: Bygger på ISO 9001-krav, men går yderligere ved at sikre overholdelse af lean produktion, forebyggelse af fejl, reduktion af variationer og eliminering af spild. OGS Industries forklarer, at IATF 16949-certificering fremhæver stærk kundefokus, prioriterer ledelsesens alignment og optimerer procedurer for konsekvent levering af tjenester.
- AS9100: Luftfartsindustriens kvalitetsstandard, som dækker unikke krav til flyve-kritiske komponenter, herunder sporbarhed, risikostyring og konfigurationsstyring.
- AWS D1.1/D1.6: Sværtningcertificeringer, der er relevante, når dit skæringprojekt inkluderer svejste samlinger, og som sikrer korrekte procedurer og svejsers kvalifikationer.
- NADCAP: National Aerospace and Defense Contractors Accreditation Program-certificering for særlige processer såsom varmebehandling eller ikke-destruktiv inspektion.
Hvad betyder certificering egentlig for dit projekt? Certificerede leverandører vedligeholder dokumenterede procedurer for hvert trin – fra modtagelse af din ordre til endelig inspektion. De registrerer kalibrering af måleudstyr, uddanner personale i kvalitetsstandarder og opbevarer dokumentation, der beviser, at hver enkelt del opfylder de fastsatte specifikationer. Når der opstår problemer, forhindrer deres systemer til korrektive foranstaltninger, at disse gentager sig.
Kvalitetsinspektion og dokumentation
Ud over certificering giver en vurdering af en leverandørs inspektionsmuligheder dig indsigt i, om de kan sikre den nøjagtighed, som dit projekt kræver. Forskellige skæringsteknologier leverer forskellige grundlæggende nøjagtighedsniveauer, og kvalitetssystemer sikrer konsekvens gennem alle dele.
Forventede nøjagtigheder efter skæremetode:
- Fiberlaserudskæring: Tolerancer på ±0,001" til ±0,005" opnås med korrekt udstyrskalibrering og kvalitetskontrol
- Højopløselig plasma: Forvent ±0,015" til ±0,020" med certificerede processer og regelmæssig vedligeholdelse af udstyr
- Vandskæring: Leverer ±0,001" til ±0,005", når operatører følger dokumenterede procedurer
- Oxy-brændskærning: Standardtolerancer på ±0,030" til ±0,060" til tykke plader
Certificerede værksteder bruger koordinatmålemaskiner (CMM), optiske komparatorsystemer og kalibrerede måleinstrumenter til at verificere dimensioner. De leverer inspektionsrapporter, der dokumenterer faktiske målinger i forhold til dine specifikationer – bevis for, at dine dele opfylder kravene, inden de afsendes
Genvejstider og forventede produktionsfrister
Kvalitetscertificeringer omfatter også leveringssikkerhed. Et certificeret kvalitetssystem inkluderer produktionsplanlægning, kapacitetsstyring og sporing af tidsnøjagtige leverancer. Men hvilke realistiske frister bør du forvente?
Typisk gennemløbstid efter skæremetode og ordrestørrelse:
- Laserudskæring (små serier, under 50 dele): 3-7 hverdage afhængigt af materialetilgængelighed og værkstedsbelastning
- Laserudskæring (produktionsløb): 1-3 uger, hvor etablerede rammeordrer potentielt kan reducere leveringstiden
- Plasmaskæring (konstruktionsdele): 5-10 hverdage for standardordrer; ekspreservice ofte tilgængelig
- Vandskæringsmaskine (præcisionsdele): 5-10 hverdage på grund af langsommere skærehastigheder ved tykt materiale
- Oxy-brændskæring (tung plade): 1-2 uger afhængigt af pladens tilgængelighed og kompleksitet
Flere faktorer påvirker de faktiske leveringstider ud over selve skæreoperationen:
- Indkøb af materiale: Standardlegeringer afsendes hurtigt; specialkvaliteter kan føje 1-3 uger til
- Nesting-effektivitet: Komplekse delegeometrier kræver mere programmeringstid
- Sekundære operationer: Entværing, bøjning eller overfladebehandling forlænger ledetider
- Inspektionskrav: Førsteartikelinspektion og dokumentation forlænger behandlingstiden
- Nuværende værkstedskapacitet: På højsæsonen kan standardledetider forlænges med 25-50 %
Når tidsplanen er afgørende, skal du spørge potentielle leverandører om deres nuværende arbejdsbyrde og muligheder for fremskyndelse. Virksomheder med IATF 16949-certificering har især produktionsplanlægningssystemer, der er udformet til at opfylde bilindustriens krævende just-in-time-leveringskrav. Denne disciplin resulterer ofte i mere forudsigelige ledetider på tværs af alle kundeprojekter.
Udrustet med viden om kvalitetsstandarder og realistiske forventninger til tidsplanen er du nu klar til at vurdere det sidste brik i puslespillet: forståelsen af, hvad der driver nedskæringer i omkostningerne, og hvordan du optimerer din projektbudget.
Prisfastsættelsesfaktorer og omkostningsoptimeringsstrategier
Hvad vil dit stålskæringprojekt faktisk koste? Det spørgsmål får mange købere til at gætte, fordi priserne varierer kraftigt afhængigt af faktorer, der ikke altid er åbenlyse fra starten. Uanset om du søger en stålskærer i min nærhed eller sammenligner tilbud fra flere leverandører, hjælper det med at forstå disse omkostningsfaktorer, så du kan budgettere nøjagtigt og finde muligheder for at spare uden at gå på kompromis med kvaliteten.
Nøglefaktorer, der påvirker skæringsomkostningerne
Hvert tilbud, du modtager, afspejler en kompleks beregning, der omfatter materialer, maskintid, arbejdskraft og meromkostninger. Ifølge branchens prispolitiske forskning kan omkostningerne til laserskæring alene variere fra 0,10 til 1,00 USD per tomme afhængigt af materialetype og tykkelse. Lad os gennemgå hver faktor, så du kan forudse omkostningerne, inden du anmoder om tilbud.
Materialetype og pris:
- Blød stål: Den mest økonomiske løsning ved cirka 0,50-1,00 kr./kg (0,23-0,45 kr./lb), hvilket gør den til standard for pris sammenligninger
- Med en diameter på over 300 mm Forvent at betale 1,50-3,00 kr./kg (0,68-1,36 kr./lb) på grund af dens holdbarhed og korrosionsbestandighed
- Aluminium: Kører $2,00-$4,00/kg ($0,91-$1,81/lb) og kræver specifikke skæreparametre, som kan påvirke maskintiden
- Speciallegeringer: Tilpasset prissætning baseret på materialetilgængelighed og skærevanskelighed
Tykkelses indflydelse på prissætning:
Tykkere materialer kræver mere effekt, langsommere skærehastigheder og øget forbrugsslid. Et 2 mm blødt stål ark skæres væsentligt hurtigere end en 10 mm plade, hvilket direkte påvirker omkostningerne til maskintid. CNC-plasma systemer kan skære 1/2" blødt stål ved hastigheder over 100 tommer i minuttet, mens vandskæringssystemer typisk kører med 5-20 tommer i minuttet – en forskel der direkte afspejler sig i omkostningen pr. del.
Design kompleksitet:
- Enkle former: Cirka 1 times design/programmeringstid til $20-$100
- Komplekse Geometrier: 2-4 timers forberedelsestid, til en omkostning på $40-$400
- Tilpassede prototyper: 5+ timer til $100-$500 eller mere for indviklede designs
Overvejelser vedrørende mængde:
Opsætnings- og programmeringsomkostninger fordeler sig over din ordreantal. Et enkelt prototype kan koste $50-$100 i opsætning alene, mens samme opsætning fordelt på 500 dele bliver ubetydelig per enhed. Store ordremængder kvalificerer ofte sig til materiale-rabatter og batch-processerings-effektivitet, der nedsætter de samlede omkostninger med 15-30 %.
Toleransekrav:
Strammere tolerance kræver langsommere skære-hastigheder, hyppigere kvalitetskontroller og muligvis andre skæremetoder. At anmode om ±0,005" nøjagtighed, når ±0,030" er tilstrækkeligt, øger omkostningerne uden at tilføje funktionsmæssig værdi. Tilstil dine tolerancespecifikationer efter faktiske behov.
Gennemløbstid:
- Standard leveringstid (5-10 dage): Basisprisfastsættelse uden tillæg
- Hurtige ordrer (2-3 dage): Forvent tillæg på 25-50 % for prioriteret planlægning
- Samme dag eller næste dag: Premium-priser på 50-100 % over standardrater
Efterfølgende operationer:
Avrunding, polering, bøjning eller maling medfører betydelige omkostninger. En 1 m² laserudskåret del kan koste yderligere 5-15 USD for avrunding og 10-30 USD for maling, hvilket potentielt kan fordoble den basale skæringsomkostning for færdige dele.
Optimer dit projekt for omkostningseffektivitet
Smart købere accepterer ikke bare tilbud – de optimerer projekter, inden de anmoder om dem. Eksperter inden for metalbearbejdning anbefaler flere strategier, der reducerer omkostningerne uden at kompromittere resultaterne.
Simplificér din design:
Undgå overmæssigt komplekse snit, unødvendige svejsninger og indviklede detaljer, som kræver meget arbejde og tid. Brug af standardmål for materialer reducerer spild og undgår tillæg for specialfremstillede plader. Nogle gange kan en lille designændring spare 20-30 % på skæringsomkostningerne.
Udnyt nesting-effektivitet:
Avanceret software arrangerer dele på plademetal for at maksimere materialeudnyttelsen. Ved at samarbejde med en metalskærer i nærheden, der benytter nesting-teknologi, reduceres affald og materialeomkostninger sænkes. Spørg potentielle leverandører om deres nesting-muligheder – denne enkelte faktor kan have betydelig indflydelse på prisen pr. del.
Planlæg batchproduktion:
Produktion af komponenter i bulk i stedet for som enkelte specialfremstillede dele reducerer omkostningerne markant. Batchproduktion formindsker opsætningstid, arbejdskraft og samlede udgifter, samtidig med at kvalitetskonsekvensen opretholdes. Hvis muligt, konsolider flere ordrer eller planlæg forud for at drage fordel af volumenprissætning.
Vælg passende skæremetoder:
Betaling for lasersøjle, når plasma giver tilstrækkelig kvalitet til dit formål. CNC-plasmaskæreborde tilbyder den laveste omkostning pr. tomme skæring med forbrugsomkostninger på 0,10-0,50 USD pr. tomme, i forhold til lasersystemer til 0,15-0,75 USD pr. tomme. Tilpas teknologien til dine reelle krav.
Overvej alternativer for materiale:
Selvom rustfrit stål tilbyder styrke og korrosionsbestandighed, kan aluminium være mere omkostningseffektivt til letvægtsapplikationer. Diskutér dine projektmål med producenter, der kan anbefale materialer, som balancerer omkostningseffektivitet med langtidsholdbarhed.
Lokal kontra online serviceøkonomi
Når du søger efter stålskæring i nærheden af mig, vurderer du bekvemmelighed mod potentielt lavere priser fra afsides beliggende leverandører. Begge tilgange har deres fordele afhængigt af din specifikke situation.
Fordele ved lokale ydelser:
- Ansigt-til-ansigt-kommunikation ved komplekse projekter reducerer misforståelser
- Lavere eller helt ingen forsendelsesomkostninger til tunge materialer
- Hurtigere gennemløbstid uden transporttid
- Mulighed for at inspicere første artikler før fuld produktion
- Lettere at løse problemer eller foretage ændringer undervejs i projektet
Når online/fjernbetjente ydelser giver mening:
- Specialiserede kompetencer, der ikke er tilgængelige lokalt
- Væsentligt lavere priser, der opvejer fragtomkostningerne
- Enkle, veldefinerede projekter med klare specifikationer
- Ikke-akutte tidsfrister, der tillader plads til forsendelse
For tykke stålplader kan fragtkomkostningerne hurtigt overstige besparelserne fra fjerne leverandører. En enkelt 4×8 fod blød stålplade i 2 mm tykkelse koster cirka 60-120 USD i materiale alene – at sende den samme plade tværs over landet kan tilføje yderligere 50-150 USD afhængigt af afstand og transportør.
Beregn dine samlede indkøbsomkostninger, før du træffer beslutninger. Et lokalt værksted, der beregner 15 % mere for skæring, kan stadig resultere i lavere samlede projektomkostninger, når fragt og leveringstid tages i betragtning. Når du forstår prisdannelsens grundlæggende principper, er du klar til at vurdere leverandører og vælge den rigtige partner til dit projekt.

Valg af den rette stålskæringsleverandør
Du har mestret de tekniske detaljer og forstår dine projektomkostninger – nu kommer beslutningen, der binder alt sammen. At finde et metalskæringssnedkeri i nærheden af mig, der opfylder dine specifikke krav, kræver mere end et hurtigt online-søg. Den rigtige leverandør bliver en strategisk partner, der leverer konsekvent kvalitet, overholder frister og kommunikerer proaktivt, når udfordringer opstår.
Vurdering af serviceyderes kompetencer
Før du forpligter dig til en leverandør, skal du grundigt vurdere deres evner i forhold til dine projektbehov. Ifølge TMCO's brancheretningslinjer er en fabrikants erfaring en af de stærkeste indikatorer på deres evner – årsvis erfaring i branche ofte betyder dybere materialekendskab, forfinede processer og evnen til at forudse udfordringer, før de bliver kostbare problemer.
Tjekliste til vurdering af leverandør:
- Udstyningskapacitet: Bekræft, at de råder over den specifikke skæringsteknologi (laser, plasma, vandsøje) som passer til dine materiale- og tykkelseskrav
- Materialekspertise: Bekræft erfaring med dine specifikke stålsorter, uanset om det er kulstål, rustfrit stål eller speciallegeringer
- Certificeringer: Søg efter mindst ISO 9001; IATF 16949 for automobilapplikationer; AS9100 for luftfartsrelaterede opgaver
- Egne faciliteter: Fuldt serviceorienterede værksteder, der tilbyder skæring, bøjning, svejsning og afslutning under samme tag, reducerer overgivelser og kvalitetsvariationer
- Produktionskapacitet: Sørg for, at de kan skalerer fra prototyper til produktion uden kvalitetsnedgang
- Ingeniørstøtte: Leverandører, der tilbyder vejledning i produktionsoptimering (DFM), hjælper med at optimere designene, inden skæringen begynder
- Inspektionsudstyr: Koordinatmålemaskiner (CMM), optiske komparatorer og dokumenterede kvalitetsprocesser sikrer dimensionel nøjagtighed
- Kommunikationsrespons: Læg mærke til, hvor hurtigt de reagerer på indledende henvendelser – dette forudsiger kommunikationskvaliteten i projektet
Ikke alle fabriksværksteder tilbyder samme kapacitet. Nogle skærer kun metal, mens andre udliciterer maskinbearbejdning, efterbehandling eller samling – hvilket kan føre til forsinkelser, kommunikationsbrud og kvalitetsmæssige ustabiliteter. Branchens eksperter fremhæver, at moderne udstyr og teknologi spiller en vigtig rolle ved brugerdefineret plademetalbearbejdning, da avanceret maskineri muliggør nøjagtig skæring, bøjning og samling, som er afgørende for præcise konstruktioner.
Når du søger plademetal-skærere i min nærhed eller stålskærere i min nærhed, skal du prioritere værksteder, der viser gennemsigtighed omkring deres udstyr, processer og kvalitetssystemer. En leverandør, der er sikker på sine evner, vil nemt dele disse oplysninger.
Spørgsmål, du bør stille, inden du forpligter dig
De spørgsmål, du stiller i de indledende samtaler, afslører, om en leverandør matcher dine behov. Brancheforskning bekræfter at en leverandørs pålidelighed er lige så vigtig som kvaliteten af deres produkter – pålidelige leverandører sikrer tidsbestemt levering og konsekvent produkttilgængelighed, hvilket er afgørende for at overholde projektets tidsplan.
Vigtige spørgsmål til potentielle leverandører:
- Hvor længe har I produceret komplekse metaldele, og har I erfaring med lignende anvendelser?
- Hvilke skæringsteknologier bruger I, og hvad er deres evner mht. tykkelse og tolerancer?
- Kan I fremlægge referencer eller cases fra projekter svarende til mit?
- Hvilke certificeringer har I, og kan I fremlægge dokumentation?
- Hvad er jeres typiske gennemløbstid for projekter af min størrelse og kompleksitet?
- Tilbyder I ekspederede ydelser, og hvad er de tilknyttede omkostninger?
- Hvordan håndterer I ændringer i designet eller problemer, der opdages under produktionen?
- Hvilke inspektionsprocesser sikrer, at delene overholder specifikationerne før forsendelse?
- Leverer I materialercertifikater og inspektionsrapporter sammen med leverancerne?
- Hvad er din leveringstid for tilbud, og hvor detaljerede er dine estimater?
Læg mærke til, hvordan leverandører besvarer disse spørgsmål. Erfarne specialister i metalbearbejdning forstår variationer i metaller og hvordan hvert metal opfører sig under skæring, formning og svejsning. De bør uden tøven kunne forklare deres kvalitetsprocesser.
Når lokale ydelser er vigtigst
Geografisk nærhed giver konkrete fordele for visse projekttyper. Hvis du stiller spørgsmålet 'hvor kan jeg få skåret metal i nærheden af mig', bør du overveje følgende scenarier, hvor lokale leverandører tilbyder klare fordele:
- Komplekse eller udviklende projekter: Personlig kommunikation løser tvetydigheder hurtigere end e-mailudveksling
- Tunge materialer: Forsendelse af tykke stålplader medfører betydelige omkostninger; lokal afhentning undgår fragtgebyrer
- Stramme tidsfrister: At fjerne transporttid giver ekstra arbejdsdage til produktionen
- Førsteartsinspektion: At besøge værkstedet for at godkende indledende prøver før fuld produktion, forhindrer kostbare fejl
- Iterativ prototyping: Hurtige design-test-juster-cykler drager fordel af geografisk nærhed
- Løbende samarbejde: Regelmæssige ordrer skaber et godt forhold og giver ofte adgang til foretrukne vilkår i perioder med kapacitetsknaphed
Lokale metalværksteder kender også til lokale markedsforhold, bygningsreglementer og branchestandarder, som kan påvirke dit projekt. Denne kontekstforståelse er særlig værdifuld inden for byggeri, arkitektur og infrastruktur.
Hvornår fjernbetjening eller online-tjenester fungerer godt
Afstanden bliver mindre relevant, når projekter opfylder visse kriterier:
- Tydelige specifikationer: Præcise tegninger og krav reducerer behovet for kommunikation
- Specialiserede kompetencer: Unikke skæreteknologier findes måske ikke lokalt
- Højvolumenproduktion: Betydelige besparelser pr. enhed kan dække forsendelsesomkostninger
- Lette dele: Tyndplader kan forsendes økonomisk
- Fleksible tidsplaner: Ikke-akutte projekter kan klare forsendelsestid uden tidspres
- Etablerede relationer: Når du først har verificeret en fjernleverandørs kvalitet, bliver løbende ordrer rutineagtige
For automobil- og præcisionsmetallodningsapplikationer ændres beregningen til at fokusere på leverandører med specifikke certificeringer og integrerede kapaciteter uanset beliggenhed. Producenter som Shaoyi (Ningbo) Metal Technology eksemplificerer denne tilgang ved at tilbyde kvalitet i henhold til IATF 16949 for chassis, ophæng og strukturelle komponenter med mulighed for hurtig prototyping på 5 dage og tilbuddene returneres inden for 12 timer. Deres omfattende DFM-understøttelse optimerer hele produktionsprocessen fra skæring til færdige samling – kapaciteter, der måske ikke findes på dit lokale marked.
Når du vurderer fjerne leverandører til automobilapplikationer, bør du prioritere dem, der demonstrerer:
- IATF 16949-certificering, der sikrer kvalitetssystemer til bilindustrien
- Mulighed for hurtig prototyping til hurtig designvalidering
- Automatiseret masseproduktionskapacitet til opskalering af volumen
- Omfattende ingeniørmæssig support, der reducerer antallet af designiterationer
- Hurtig respons på tilbudsanmodninger, hvilket indikerer driftsmæssig effektivitet
Opbygning af langsigtet leverandørrelation
De bedste relationer til skæringstjenester rækker ud over rent transaktionsbaserede ordrer. Troværdige leverandører bliver en udvidelse af dit ingeniørteam og yder indsigt, der forbedrer designs og reducerer omkostninger over tid. De prioriterer dine ordrer i perioder med kapacitetsbegrænsninger, fordi de sætter pris på den vedvarende relation.
Start med et prøveprojekt for at verificere evnerne, inden du går til større ordrer. Vurder ikke kun de færdige dele, men hele oplevelsen – præcision i tilbuddet, kvaliteten af kommunikationen, levering til tiden og håndtering af problemer. Transparent kommunikation forhindrer dyre overraskelser og sikrer, at projekter forløber som planlagt fra start til slut.
En pålidelig producent vil give klare tidsplaner, opdateringer om projektet og realistiske forventninger. Stærke kommunikationsfærdigheder viser en leverandør, der værdsætter samarbejde højere end kortsigtede gevinster. Sådanne relationer skaber stigende værdi, når leverandørerne lærer dine præferencer at kende, forudser behov og proaktivt foreslår forbedringer.
Når kriterierne for valg af leverandør er fastlagt, er du klar til at sammenfatte alt, hvad du har lært, og træffe velovervejede handlinger i forbindelse med dit stålskæringsprojekt.
Træf informerede beslutninger om stålskæring
Du har gennemgået det fulde udvalg af stålskæreservices – fra forståelse af termiske og mekaniske teknologier til vurdering af leverandører og optimering af omkostninger. Nu er det tid til at kondensere denne viden til konkrete, handlingsorienterede beslutninger, der sikrer, at dit projekt skrider frem med tillid.
Valg af den rigtige skæremetode til dit projekt
At vælge den optimale skæret teknologi kræver ikke, at du bliver metallurgisk ekspert. I stedet fokuserer du på tre grundlæggende spørgsmål, der leder alle vellykkede projekter:
Den rigtige skæremetode finder en balance mellem din materialetykkelse, den krævede præcision og dine budgetmæssige begrænsninger. At specificere for stramme tolerancer medfører unødige omkostninger; at specificere for løse tolerancer risikerer dyre omarbejder.
Overvej først dit materiale. Kuldstål giver det bredeste udvalg af skæremuligheder, mens rustfrit stål og aluminium kræver specifikke parametre. Vurder derefter tykkelsen – laser er bedst til under 1,25 tommer, plasma håndterer mellemlange plader effektivt, og oxy-brænding klare de tykkeste sektioner. Afslut med at matche tolerancer med funktionelle behov i stedet for idealistisk præcision.
Professionelle stålskæreløsninger lykkes, når specifikationerne stemmer overens med virkeligheden. En pålidelig produktionssamarbejdspartner kan guide dig mod den skæremetode, der maksimerer din projekts succes, samtidig med at du respekterer budgetgrænserne.
Nøglefaktorer for beslutningtagning på et blik:
- Til præcision ved tykkelse under 0,75" : Fiberlaser leverer fremragende kantkvalitet og stramme tolerancer
- Til konstruktionsdele over 1" tyk: Plasma eller oxy-brænding giver omkostningseffektive resultater
- Til varmefølsomme materialer: Vandskæring eliminerer bekymringer om termisk deformation
- Til højvolumen emalje: Saksning tilbyder hurtig produktion med lavere omkostninger
Tag det næste skridt med selvsikkerhed
Klar til at gå videre? Denne industrielle metallede guide har rustet dig med viden til effektiv kommunikation med leverandører og intelligent vurdering af deres svar. Tydelig kommunikation er grundlaget for succesfulde projekter – ufuldstændige specifikationer fører til omarbejdning af tilbud, produktionsforsinkelser og resultater, der ikke lever op til forventningerne.
Husk, at projektledelsens bedste praksis fokuserer på fastsættelse af konkrete mål, tydelig definition af omfang og vedligeholdelse af åbne kommunikationskanaler. Disse principper gælder direkte for dit skæreprojekt, uanset størrelse eller kompleksitet.
Din handlingsplan for stålsvejsteknikker til skæring:
- Dokumentér dine krav fuldstændigt: Indsamle materialekrav, mængder, tolerancer og fristbegrænsninger, inden du kontakter leverandører
- Forbered professionelle tegninger: CAD-filer i DXF-, DWG- eller STEP-formater formidler specifikationer mest effektivt – detaljerede skitser fungerer til enklere opgaver
- Anmod om tilbud fra flere leverandører: Sammenlign mindst tre virksomheder for at forstå forskelle i markedspriser og kapaciteter
- Verificer certificeringer: Bekræft minimum ISO 9001; kræv IATF 16949 for automobilselskaber eller AS9100 for luftfartsapplikationer
- Spørg efter ledetider og kapacitet: Forstå den nuværende arbejdsbyrde og muligheder for hastetilvirkning, inden du forpligter dig
- Start med en prøveordre: Afprøv leverandørens kapacitet med et mindre projekt, før du går til produktion i større mængder
- Vurder hele oplevelsen: Vurdér nøjagtighed i tilbud, kommunikationskvalitet og levering til tiden – ikke kun kvaliteten af de færdige dele
Den viden, du har opnået, forvandler dig fra en passiv køber til en velinformeret samarbejdspartner. Du forstår stålskæringsmetoder godt nok til at stille de rigtige spørgsmål, genkende relevante kvalitetscertificeringer og optimere projekter for omkostningseffektivitet uden at ofre resultaterne.
Uanset om du har brug for en træ-laserskærer til specialapplikationer eller bearbejdning af tykke plader til bygningsstål, er grundprincipperne de samme: klare specifikationer, valg af passende teknologi og verificerede leverandørværdigheder fører til succesfulde resultater. Tag det første skridt ved at dokumentere dine projektbehov – vejen fra rå stål til præcisionskomponenter begynder med klarhed over, hvad du ønsker at opnå.
Ofte stillede spørgsmål om stålskæringstjenester
1. Hvad koster det at skære metal?
Metalbeskæringens omkostninger varierer afhængigt af materialetype, tykkelse, kompleksitet og beskæringsmetode. Laserbeskæring ligger typisk mellem 0,10 og 1,00 USD per tomme, mens plasmabeskæring er billigere ved 0,10–0,50 USD per tomme. Blødt stål koster cirka 0,50–1,00 USD/kg, rustfrit stål ligger på 1,50–3,00 USD/kg, og aluminium rangerer fra 2,00 til 4,00 USD/kg. Opsætningsgebyrer for enkle former koster 20–100 USD, mens komplekse designs kan nå op på 100–500 USD. Ekspresordrer medfører tillæg på 25–100 %, og sekundære operationer såsom afslibning eller maling kan fordoble de basale beskæringsomkostninger.
2. Kan du skære stål derhjemme?
Ja, du kan skære blødt stål op til ca. 3/8 tomme tykt derhjemme ved hjælp af savskiver til jernholdige metaller med cirkelsave eller vinkelslibere. Savskiver med carbontænder holder længere end dem med ståltænder. Tinsaks kan bruges til tyndplader, og almindelige saks håndterer meget tynde materialer. Men til præcise skær, komplekse former eller tykkere materialer giver professionelle stålskæringstjenester med laser-, plasma- eller vandstråle-teknologier langt bedre nøjagtighed, renere kanter og tolerancer så stramme som +/- 0,001 tomme.
3. Hvad er den bedste skæremetode til tykke stålplader?
Til tykke stålplader håndterer autogen skæring materialer fra 0,5 tommer til over 36 tommer tykkelse, hvilket gør den ideel til tung konstruktionsarbejde. Plasmaskæring behandler stål effektivt fra 0,25 tommer til 6+ tommer med bedre kantkvalitet end autogen skæring. Vandskæring kan håndtere op til 8+ tommer uden varmepåvirkede zoner og bevarer derved materialets egenskaber. Vælg autogen skæring til lige skæringer i tung kulstofstål, plasmaskæring til afbalanceret hastighed og kvalitet på konstruktionsdele, og vandskæring, når varmedeformation skal undgås på præcisionsdele.
4. Hvilke certificeringer bør jeg søge efter hos en stålskæringsudbyder?
Vigtige certificeringer omfatter ISO 9001:2015 for kvalitetsstyringssystemer, IATF 16949 for automobilapplikationer, der kræver lean-produktion og fejlforebyggelse, og AS9100 for luftfartsdele, der stiller krav til sporbarhed og konfigurationsstyring. AWS D1.1/D1.6-certificeringer er vigtige, når projekter omfatter svejsning. NADCAP-akkreditering gælder for særlige processer som varmebehandling. Disse certificeringer sikrer dokumenterede procedurer, kalibreret udstyr, trænet personale og konsekvent kvalitet gennem tredjepartsrevisioner.
5. Hvordan forbereder jeg specifikationer for et stålskæringsprojekt?
Forbered komplette specifikationer, herunder nøjagtig materialekvalitet og legering (såsom 304 rustfrit eller A36 kuldioxidstål), tykkelse, mængder og dimensionskrav med markerede kritiske tolerancer. Angiv CAD-filer i DXF-, DWG- eller STEP-formater for bedst mulig kommunikation. Inkludér krav til overfladebehandling, frister samt eventuelle sekundære operationer. Angiv, hvilke dimensioner der kræver stram kontrol i forhold til standardtolerancer. Klare specifikationer forhindrer omprisjusteringer, reducerer produktionsforsinkelser og sikrer, at resultaterne lever op til forventningerne.