 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Bestilling af brugerdefinerede smedede krumtapakser: Fra første tilbud til endelig levering

Forståelse af brugerdefinerede smedede krumtapakler og hvornår du har brug for en
Har du nogensinde undret dig over, hvad der adskiller en mesterskabsvindende motor fra en, der svigter under pres? Ofte ligger svaret i en enkelt afgørende komponent: krumtapakslen. Når du bygger en højtydende motor, genopretter en vintage-motor eller udvikler specialiseret industriudstyr, er standarddele simpelthen ikke tilstrækkelige. Det er her, at bestilling af brugerdefinerede smedede krumtapakler bliver afgørende.
Hvad er en krumtapaksel egentlig? I simple vendinger er det rygraden i motoren, som omdanner stemplernes lineære bevægelse til roterende kraft, der driver hjulene eller maskineriet. En skræddersyet smedet krumtapaksel tager denne grundlæggende komponent og konstruerer den specifikt til dit unikke formål, uanset om det betyder ændrede slaglængder, specialfremstillede lejeflader eller materialer, der er designet til at klare ekstreme belastninger.
Denne guide fører dig gennem hele ordreprocessen, fra indledende research og indsamling af specifikationer til endelig levering. Du lærer, hvordan du vurderer producenter, forstår prisfaktorer og sikrer, at kvalitetsstandarder overholdes i alle faser.
Hvad gør en krumtapaksel virkelig skræddersyet
Standardkrumtapakler er designet til at passe til et bredt udvalg af anvendelser, hvilket betyder, at de er bygget til gennemsnitlige forhold i stedet for dine specifikke behov. En sandt skræddersyet krumtapaksel er derimod konstrueret fra bunden og tilpasset dine præcise motorspecifikationer, omdrejningsområde og ydelsesmål.
Forestil dig, at du bygger en stroker-motor, som kræver en længere slaglængde, end fabriksspecifikationerne tillader. En standardkomponent vil simpelthen ikke fungere. Skræddersyet produktion giver dig mulighed for at angive nøjagtige lejepositioner, placering af modvægte og materiale sammensætning. Dette høje niveau af tilpasning sikrer optimal balance, reduceret vibration og maksimal kraftoverførsel – elementer, der bliver afgørende, når motorer drives ud over deres oprindelige designparametre.
Hvorfor smedning er vigtig for kritiske motordelen
Når man sammenligner støbte og smede krumtapaksler, er det fremstillingsprocessen, der gør hele forskellen. Ved støbning af krumtapakler hældes smeltet metal i en form, en metode, der er omkostningseffektiv, men som resulterer i en mindre ren grain-struktur. Smidningsprocessen bruger derimod højtrykskompression til at forme opvarmet stål, hvilket justerer metallets indre kornstruktur for markant forbedrede mekaniske egenskaber.
Her er de vigtigste fordele, som gør den smede krumtapaksel til det foretrukne valg for krævende anvendelser:
- Overlegen styrke: Smidningsprocessen justerer metalernes korn i overensstemmelse med komponentens form og skaber trækstyrker mellem 140.000 til 165.000 psi når der anvendes materialer som 4340-stål.
- Forbedret udmattelsesmodstand: Smidte komponenter tåler høje omdrejninger, intense vibrationer og gentagne spændingscyklusser uden at revne eller deformere, hvilket er afgørende for motorer, der yder over 750 hk.
- Forbedret kornstruktur: Højtryksforgning forbedrer stålets indre struktur, hvilket resulterer i bedre stødmodstand og bæreevne.
- Større Holdbarhed: Varmebehandlingsprocesser som nitrering yderligere forhærder overfladen og forlænger krumtapakslenes levetid markant i forhold til støbte alternativer.
For alle, der arbejder med kraftige motorer eller højtydende konstruktioner, herunder dem der opgraderer et smedet krumtapaksel-sæt til racersammenhænge, oversættes disse fordele direkte til pålidelighed, når det gælder mest. Selvom støbte krumtapakser måske er tilstrækkelige til lette køretøjer, mangler de simpelthen den nødvendige strukturelle integritet, når forholdene bliver krævende.
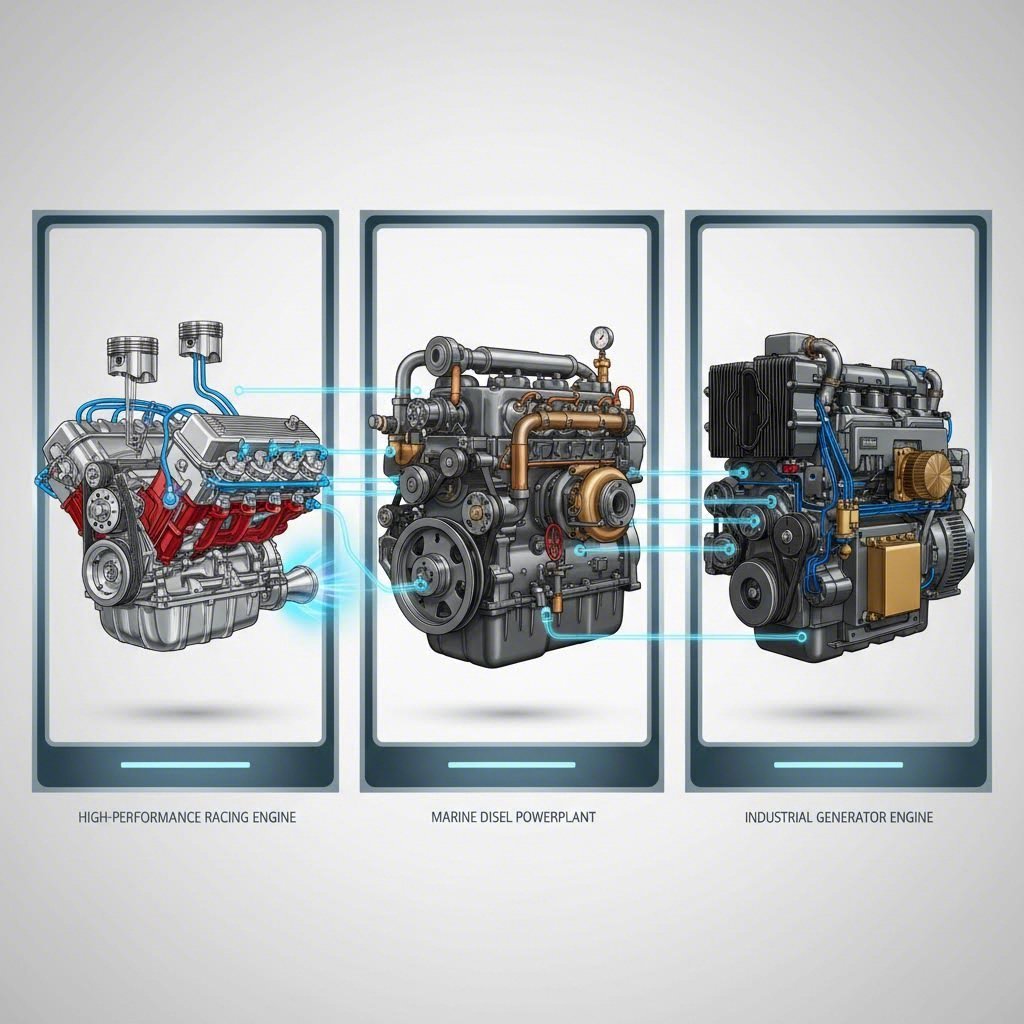
Anvendelser, der kræver brugerdefinerede smedede krumtapakser
Når de fleste tænker på specialfremstillede krumtapakler, tænker de med det samme på højoktan-dragracing eller NASCAR-motorer. Men her er virkeligheden: Efterspørgslen efter specialfremstillede smede komponenter rækker langt ud over racetringen. Fra marine fartøjer, der sejler ved Californiens kystvande, til genopretning af vintage motorcykler og industrielle strømgeneratorer, kræver specialiserede anvendelser krumtapakler, der er konstrueret til deres unikke driftsbetingelser.
At forstå, hvilken kategori dit projekt falder ind i, hjælper dig med at kommunikere effektivt med producenter og sikrer, at dine specifikationer matcher dine faktiske ydelseskrav.
Racing- og ydelsesanvendelser
Markedet for ydelelskraftkøjer forbliver den mest synlige sektor, hvor producere leverer til alt fra professionelle racerteams til weekendentusiaster, der bygger projekter i deres garage. Uanset om du udvikler en strokerekøje for øget slagvolumen eller en letvægtskøje til anvendelse ved høje omdrejninger, så kræver racingscenarioer, at komponenter udfordres til deres absolutte grænser.
Overvej motorcykelkøjesegmentet, som stiller unikke udfordringer. En Harley-køje til en V-twin performanceopbygning kræver anden ingeniørarbejde end en terrænglaskøje, der er designet til motocrossbelastning. Harley Davidson-køjen, især i twin cam-køje-konfigurationer, skal klare massiv lavvendingsmoment, mens den opretholder balance ved landevejshastigheder. I mellemtiden skal konkurrencetyper til terrænglas overleve ekstreme omdrejninger og pludselige belastningsændringer under aggressiv kørsel.
Automobil ydeevneapplikationer dækker ligeledes et bredt spektrum. Pro Mod-dragracerne har brug for krumtapakler, der kan håndtere over 4.000 hk i korte perioder, mens motorsport med lang distance stiller krav til komponenter, der overlever 24 timers uafbrudt belastning. Ved gadeydeevnebyggerier prioriteres typisk holdbarhed og velegnethed frem for maksimal effektoutput.
Industrielle og maritime krav til krumtapakler
Her bliver det interessant: industrielle og maritime applikationer repræsenterer ofte de mest krævende driftsmiljøer, men modtager dog langt mindre opmærksomhed fra specialiserede producenter. En maritim krumtapaksel, som en Californiabådbygger specificerer, skal kunne klare konstant vibration, saltvandsudsættelse og længerevarende drift under belastning. I modsætning til racingscener, hvor motorer kører i korte intervaller, kan maritime motorer køre kontinuerligt i timer ved betydelige effektniveauer.
Industrielle generatorer, kompressorer og pumpeudstyr står over for lignende udfordringer. Disse krumtapakser skal yde pålidelig drift i tusinder af timer mellem vedligeholdelsesintervallerne, ofte i barske miljøer, hvor et brud medfører kostbar nedetid.
Genopbygningsprojekter tilføjer en helt anden dimension. Når man genopbygger en motor fra et veteranfly eller en klassisk lastbil, skal de originale specifikationer nøje overholdes, mens materialer eventuelt opgraderes for bedre levetid. Dette kræver producenter, der forstår historiske konstruktioner og kan genskabe dem ved hjælp af moderne smedemetoder.
| Anvendelsestype | Typisk slaglængde | Almindelige materialer | Forventet omdrejningsområde | Nøglekrav |
|---|---|---|---|---|
| Drag Racing | 3,5" - 5,0" | 4340, EN30B | 7.500 - 10.000+ | Maksimal styrke, lav vægt |
| Cirkelbane Racing | 3,0" - 4,0" | 4340, 5140 | 6.500 - 9.000 | Holdbarhed, konsekvent balance |
| Motorcykelpræstation | 2,5" - 4,5" | 4340, Billetstål | 8.000 - 14.000 | Kompakt design, evne til høje omdrejninger |
| Marine applikationer | 3,5" - 6,0" | 4140, 4340 | 3.500 - 6.000 | Korrosionsbestandighed, forlænget levetid |
| Industriel/Generator | 4,0" - 8,0"+ | 4140, 4340, Smidt kulstof | 1.800 - 4.000 | Længere levetid, vibreringsdæmpning |
| Genoprettelse af veteranbiler | Varierer efter originalspecifikation | Periode-korrekt eller opgraderet | Applikationsspecifik | Dimensionel nøjagtighed, ægthed |
Når du har identificeret din anvendelseskategori og forstået de typiske krav, skal du indsamle de præcise tekniske specifikationer, som producenter kræver. Det næste afsnit dækker nøjagtigt hvilke mål og detaljer du skal forberede, inden du henvender dig til en krumtapaksel-leverandør.
Tekniske specifikationer, du skal angive ved bestilling
Føler du dig overvældet af de tekniske detaljer? Du er ikke alene. Mange førstegangs-købere tøver med at kontakte producenter, fordi de er usikre på, hvilken information de skal angive. Her er det gode budskab: Indsamling af dine specifikationer bliver enkelt, når du følger en systematisk fremgangsmåde.
Når du bestiller skræddersyede, smedede krumtapakser, har producere brug for præcise mål og materialepræferencer, inden de kan give et nøjagtigt tilbud på dit projekt. Manglende eller forkerte specifikationer kan føre til dyre revisioner, længere leveringstider og potentielt ubrugelige komponenter. Uanset om du bygger et ls krumtapaksel strokersetup eller skaber et skræddersyet sbc krumtapaksel til en vintagegenopretning, forbliver forberedelsesprocessen grundlæggende den samme.
Væsentlige mål for din skræddersyede bestilling
Tænk på din specifikationsliste som en tegning, der guider alle produktionsbeslutninger. Jo mere komplet din oprindelige dokumentation er, desto mere problemfri bliver din bestillingsoplevelse. Professionelle krumtapaksel-bestillingsformularer, som dem brugt af brancheleverandører, kræver typisk oplysninger inden for motoroplysninger, dimensionelle specifikationer og anvendelseskrav .
Her er en trin-for-trin-proces for indsamling af dine specifikationer:
- Dokumentér din motoropsætning: Registrer motorens fabrikant, type og kode. Indkluder antal cylindre, forventet maksimal omdrejning pr. minut, beregnet effekt i hestekræfter samt drejningsmomentværdier. For turbo- eller supercharger-anvendelser, notér oplysninger om boosttryk og forbrændingstryk.
- Mål slaglængde og journaldimensioner: Bestem din oprindelige slaghøjde og den nødvendige slaghøjde for din opbygning. Som reference Small Block Chevrolet krumtapakler varierer fra 3,00" slag (265/283 motorer) til 3,75" slag (400 motorer). Din sbc krumtapidentifikationsproces bør bekræfte, om du arbejder med små, mellemstore eller store journalstørrelser.
- Registrer cylinderafstand: Denne afgørende dimension bestemmer placeringen af journalerne langs krumtapakslen. Mål fra centrum til centrum af cylinderboringen for at få korrekt afstand.
- Angiv krav til stempelstangsjournal: Dokumentér den diameter (stempelstangsjournaldiameter) og bredde, som dine stempelstænger kræver. Disse mål skal nøjagtigt svare til dine stempelstanglejer.
- Bestem specifikationer for hovedjournaler: Mål hoveddrevets diameter og bredde. Bemærk, at forskellige motorgenerationer inden for samme familie ofte bruger forskellige hovedlagstørrelser. For eksempel deler ls1-krakaksel og ls3-krakaksel specifikationer samme slaglængde, men kan have forskellige afbalanceringskrav.
- Beregn krav til modvægte: Angiv antallet af modvægte, der kræves ud fra din motors afbalanceringsbehov. Interne og eksterne afbalanceringskonfigurationer påvirker størrelsen af modvægte markant.
- Inkludér vægtene for svingende dele: Angiv vægten af stempel inklusive stift og ringe. Disse oplysninger giver producenter mulighed for at optimere modvægtsdesignet for korrekt afbalancering.
Hvis du er i tvivl om nogen mål, skal du arbejde sammen med en erfaren motorbygger eller drejerservice. De kan måle eksisterende komponenter, henvise til fabrikspecifikationer eller hjælpe dig med at bestemme optimale dimensioner for dine ydelsesmål. Mange producenter modtager også eksemplarer af krumtapakler til reverse engineering, når dokumentation ikke er tilgængelig.
Valg af materiale og varmebehandlingspecifikationer
Ud over dimensionskrav påvirker valget af materiale krumtapakslenes ydelse markant. Det mest almindelige valg til high-performance-anvendelser er 4340 chromoly-stål, som producenter som Keomit bruger til deres produktion af smedede krumtapakler. Dette materiale tilbyder et fremragende styrke-vægt-forhold og reagerer godt på varmebehandling.
Når du specificerer materialer, skal du overveje følgende faktorer:
- 4340 Stål: Branchestandarden for performance- og racingsystemer. Tilbyder overlegen trækstyrke og udmattelsesmodstand, når det varmebehandles korrekt.
- 4140 Stål: Et omkostningseffektivt alternativ, der er velegnet til moderate ydelsesopbygninger og industrielle anvendelser, hvor ekstreme belastninger ikke forventes.
- EN30B: Populær i europæiske racingsystemer og tilbyder lignende egenskaber som 4340 med let forskellige bearbejdningsegenskaber.
- Billet Krumtapakse Materialer: Når du bestiller en billet krumtapakse fremstillet fra massiv stangmateriale i stedet for smedet, skal du forvente forskellige produktionslevertider og prisstrukturer. Billet-produktion indebærer omfattende bearbejdning fra rundstangmateriale, hvilket kræver mere tid og forårsager større værktøjslide.
Varmebehandlingsspecifikationer bør omfatte krav til overfladehærdning. Nitrering skaber et yderst hårdt overfladelag, der modstår slid på lejedokker, mens kernen bibeholder sin sejhed. Angiv ønskede hårdhedsværdier for lejedokker, hvis din anvendelse stiller specifikke krav til slidmodstand.
For slaglængdeforøgelseprojekter som et LS-slagkrumleaksel-projekt, dokumenter også cylinderdiameter, kompressionsforhold, brændstoftype og om lattergas vil blive anvendt. Disse faktorer påvirker materialeanbefalinger og designvalg. Glem ikke at nævne om oliedyser er til stede, da dette påvirker olieforsyningen til lejerne.
Når dine specifikationer er dokumenteret, er du klar til at forstå, hvordan producenter transformerer rå stål til præcisionskomponenter. Det næste afsnit gennemgår selve smedeprocessen og forklarer, hvorfor produktionsmetode er lige så vigtig som valg af materiale.

Hvordan skræddersyede smede krumleaksler fremstilles
Nu hvor du har indsamlet dine specifikationer, kan du undre dig over, hvad der faktisk sker, når en producent modtager din ordre. At forstå, hvordan krumleaksler smedes, hjælper dig med at stille klogere spørgsmål og bedre vurdere potentielle leverandører. Her mødes videnskab og håndværk.
Den produktionsmetode, du vælger, former grundlæggende din krumtapaksels ydeevne. Mens konkurrenter ofte nævner "smidt" eller "billet", uden at forklare det, giver kendskab til forskellene dig mulighed for at træffe informerede beslutninger, der er i overensstemmelse med dine projektmål.
Forklaring af åben-form-smedeprocessen
Forestil dig en massiv stålstang, der er opvarmet til nær-smeltet temperatur, glødende orange-rød og klar til omformning. I åben-form-smedning anbringes denne opvarmede emne mellem flade eller simpelt formede forme, hvorefter den hamres eller presses med enorm kraft. I modsætning til lukket-form-smedning, hvor metallet fylder en forudbestemt hulrum, tillader åben-form-smedning materialet at strømme frit, mens det gradvist formes til den ønskede form.
Denne proces har flere tydelige fordele for produktion af krumtapakser. Ifølge Great Lakes Forge , åbent smedning udmærker sig ved at producere komponenter, som kan tilpasses gennem hele produktionsprocessen. Teknikken kan håndtere enkeltstykker eller småserier med unikke former, hvilket gør den ideel, når der bestilles specialfremstillede smedede krumtapaksler til specialiserede anvendelser.
Sådan foregår smedningsprocessen:
- Opvarmning: Stålbilletten opvarmes til temperaturer mellem 1.038 °C og 1.260 °C, så den bliver formbar uden at miste sin strukturelle integritet.
- Forbearbejdning: Indledende deformation fjerner indre hulrum efter stålets oprindelige størkning og skaber et tættere og mere ensartet materiale.
- Progressiv formning: Flere hammere eller presoperationer danner gradvist krumtapakslen groft, herunder arme, lægger og modvægtsplaceringer.
- Kontrolleret afkøling: Den smedede krumtapaksel afkøles i en kontrolleret hastighed for at undgå indre spændinger og optimere kornstrukturen.
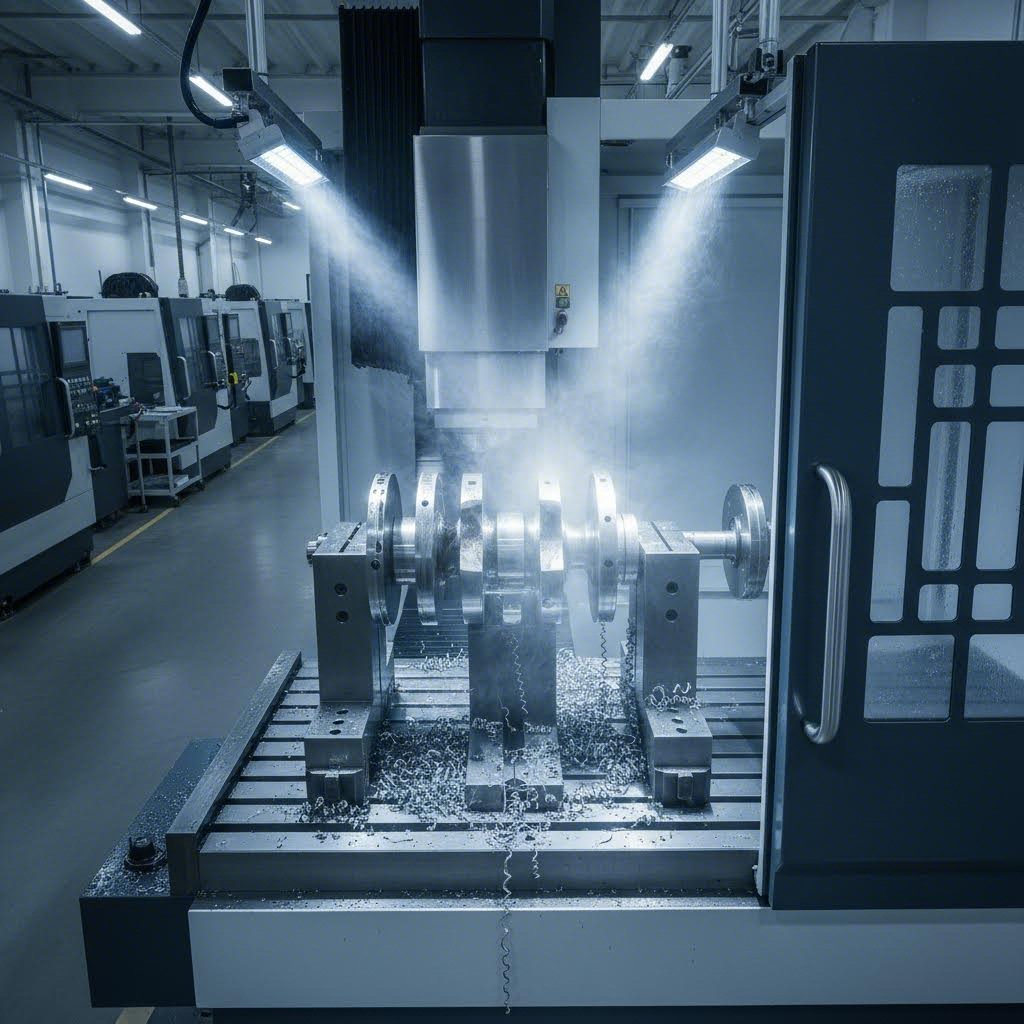
- Slutbearbejdning: CNC-bearbejdning bringer det smedede halvfabrikat til de endelige mål med præcise tolerancer.
Lukket-formsmedning bruger derimod parrede forme, som fuldstændigt omslutter emnet. Selvom denne metode producerer strammere tolerancer direkte fra smedningen, kræver den dyr udstyr, hvilket kun er økonomisk fornuftigt ved produktion i store serier. For skræddersyede enkeltordrer af krumtapaksler eller små serier tilbyder åben-formsmedning typisk bedre værdi og fleksibilitet.
Smidt versus barudskåret fremstilling af krumtapaksel
Debatten mellem smidte og barudskårne krumtapakslers fremstilling fremkalder ofte stærke meninger blandt motorbyggere. At forstå begge tilgange hjælper dig med at træffe et klogt valg for dit specifikke formål.
En barudskåret krumtapaksel starter som en massiv rund stang af premium stål, typisk 4340, og bearbejdes fuldstændigt via CNC til sin endelige form. Der indgår ingen opvarmning eller hamring. Hvert eneste overflade, tap og balancevægt udhugges med kirurgisk præcision ud fra det oprindelige materiale. Denne proces tilbyder uslåelig mulighed for specialtilpasning, da KingTec Racing forklarer , kan byggere angive præcise slaglængder, journaldiametre, modvægtsdesign og oliekanalopstillinger med fuld fleksibilitet.
Her kommer materialevidenskab imidlertid ind i billedet. Når stål størkner fra smeltet tilstand, udvikler det en kornstruktur. Støbning af kammelejer resulterer i ujævne korn med risiko for hulrum. Bearbejdning af et massivemateriale skærer igennem denne eksisterende kornstruktur, hvilket potentielt udsætter kornender, der bliver spændingskoncentrationspunkter.
Smedning producerer komponenter, hvor kornene bevidst er justeret i retningen med maksimal styrke, hvilket resulterer i enestående udmattelses- og stødvandsbestandighed. Denne kontinuerte kornstrøm følger kammelejrets konturer og leder spænding væk fra svage punkter i stedet for at skabe nye sårbarheder.
Ifølge Trenton Forging , den kontrollerede deformation under smedning justerer kornstrukturen i overensstemmelse med komponentens geometri. Revner spreder sig nemmere parallelt med kornretningen, så at have korn orienteret vinkelret på spændingspunkter forbedrer betydeligt holdbarheden. Dette forklarer, hvorfor smedede knastakser dominerer varighedsracing og højtydende applikationer, hvor udmattelsesbestandighed er afgørende.
Hvad skal du så vælge? Beslutningen afhænger af dine prioriteringer:
| Fabrik | Smedet knastaksel | Fremstillet knastaksel (billet) |
|---|---|---|
| Kornstruktur | Justeret efter komponentens geometri | Enorm men ikke-retningsbestemt |
| Modstand mod udmattelse | Overlegen under gentagne belastninger | Udmærket ved korrekt varmebehandling |
| Tilpasning | Dugelig inden for smedningsbegrænsninger | Uendelig designfleksibilitet |
| Bedste anvendelser | Varighedsracing, vejløbspræstationer, motorer med høj turboladertryk | Dragracing, prototype-motorer, ekstreme stroker-opbygninger |
| Typisk leveringstid | Længere første opsætning, hurtigere gentagne ordrer | Konstant bearbejdstid pr. enhed |
For de fleste ydelsesapplikationer levererer smede krumtapakser den optimale balance mellem styrke, pålidelighed og værdi. Fræsede krumtapakser er ideelle, når du har brug for absolut dimensionel frihed eller bygger en unik prototype, hvor krav til kornretning udlignes af præcisionskonstruktion og premiummaterialer.
At forstå disse produktionsgrundlag stiller dig bedre i stand til at vurdere leverandører effektivt. Men produktionskapacitet betyder lidt uden streng kvalitetskontrol. Det næste afsnit gennemgår certificeringer, inspektioner og testprotokoller, der adskiller pålidelige producenter fra resten.

Kvalitetssikring og forventede inspektionsstandarder
Du har valgt din producent og indsendt detaljerede specifikationer. Men hvordan kan du vide, at den færdige krumtapaksel faktisk opfylder disse krav? Det er her, kvalitetssikring skelner mellem pålidelige leverandører og risikable forsøg. Overraskende nok spørger de fleste købere aldrig om inspektionsprotokoller, før der opstår problemer.
Når du bestiller specialfremstillede smede krumtapaksler, er kvalitetskontrolprocessen lige så vigtig som selve smedningen. En præcisionskrumtap, der ser perfekt ud, kan skjule usynlige defekter, der fører til katastrofale fejl under belastning. At forstå, hvilke certificeringer du skal søge efter, og hvilke testmetoder du skal anmode om, beskytter din investering og sikrer, at din motor yder pålideligt.
Kvalitetscertificeringer, der betyder noget
Ikke alle certificeringer har samme vægt i bilindustriens krumtapaksel-sektor. Nogle repræsenterer en ægte forpligtelse til kvalitetssystemer, mens andre knapt mere er end papirarbejde. At kende forskellen hjælper dig med effektivt at vurdere potentielle leverandører af krumtapaksler.
Guldstandard for produktion af automobilkomponenter er IATF 16949-certificering - Hvad? Ifølge DEKRA Certification , denne standard blev udviklet af International Automotive Task Force specifikt til at forenkle kvalitetskrav i globale automobilforsyningskæder. IATF 16949 udvider ISO 9001 med branchespecifikke krav, herunder:
- Sporbarhedssystemer: Fuldstændig dokumentation, der sporer materialer fra råt stål til færdigt produkt, for at understøtte overholdelse af regler og garvalthåndtering.
- Sikkerhedsrelaterede processtyringer: Specifikke protokoller for komponenter, hvor svigt medfører sikkerhedsrisici, præcist den kategori som krumtapakser tilhører.
- Kundespecifikke krav: Fleksibilitet til at inkorporere krav fra OEM'er og førsterangs leverandører uden behov for flere separate certificeringer.
- Rammer for kontinuerlig forbedring: Strukturerede tilgange til identifikation og eliminering af fejlårsager over tid.
For købere signalerer IATF 16949-certificering, at en producent har investeret i omfattende kvalitetsstyringssystemer, som er verificeret af uafhængige revisorer. IATF 16949-certificerede producenter som Shaoyi (Ningbo) Metal Technology demonstrerer dette engagement gennem strenge tredjepartsrevisioner og giver tillid til, at kvalitetskontrol rækker ud over markedsføringspåstande og ind i dokumenterede, verificerbare processer.
Udover IATF 16949 bør følgende yderligere kvalifikationer søges, når man vurderer et krumtapværksted:
- ISO 9001: Den grundlæggende standard for kvalitetsstyring, som IATF 16949 bygger på.
- SAE-overensstemmelse: Overholdelse af SAE J431 og J1199-specifikationer for automobils krumtappe dimensionelle og materielle krav.
- API 614: Vigtig for krumtappe beregnet til anvendelse i petroleum-, kemikalier- eller gasindustrien.
Inspektions- og testprocedurer, der skal anmodes om
Certificeringer etablerer rammerne; inspektionsmetoder leverer resultater. Når du drøfter din ordre, skal du specifikt spørge om testprotokoller for hver produktionsfase. Sådan ser grundig kvalitetskontrol ud gennem hele produktionsprocessen:
- Verifikation af indgående materiale: Kemisk analyse og hårdhedstest af rå stålblokke før smedningen påbegyndes.
- Efter-smedningsinspektion: Visuel undersøgelse for smededefekter, dimensionel verifikation af råsmedede dele og ultralydskontrol for indre hulrum.
- Verifikation af varmebehandling: Hårdhedstest på flere steder for at bekræfte korrekt behandling samt dokumentation af ovnsparametre.
- Magnetpartikelinspektion (MPI): Afgørende for at opdage overflade- og nær-overfladecrevner, som er usynlige for det blotte øje.
- Dimensionel verifikation: Inspektion med koordinatmålemaskine (CMM) af alle kritiske dimensioner inklusive journaldiametre, slaglængde og modvægtsprofiler.
- Måling af overfladebehandling: Profilometermålinger for at bekræfte, at journalfinoverfladen opfylder kravene til lejer.
- Endelig afbalanceringskontrol: Dynamisk afbalanceringsverifikation med dokumenterede aflæsninger.
Blandt disse metoder fortjener magnetpartikulinspektion særlig opmærksomhed. Som branchens eksperter forklarer , fungerer MPI ved at magnetisere krumtapakslen og påføre jernholdige partikler på dens overflade. Eventuelle revner eller defekter skaber forstyrrelser i det magnetiske felt, hvilket får partiklerne til at samle sig synligt omkring fejlen. Denne teknik kan registrere selv mikroskopiske revner, som ellers ville gå ubemærket hen, indtil krumtapakslen svigter under belastning.
MPI-processen omfatter to primære magnetiseringsmetoder:
- Jævnstrøm (DC): Opretter et konstant magnetfelt, der er effektivt til at registrere lineære defekter, der løber parallelt med magnetiseringsretningen.
- Vekselstrøm (AC): Producerer et skiftende felt, der er mere følsomt over for fine overfladerevner og kan dermed registrere mindre defekter, som DC-metoden måske overser.
Respektable producere ofte kombinerer begge teknikker for omfattende dækning. Anmod om dokumentation, der bekræfter, at MPI er udført ved brug af våde fluorescerende partikler under UV-lys, hvilket er den mest følsomme konfiguration til krav på eagle performance-niveau.
Ud over inspektionsmetoder, forstå den dokumentation, du bør modtage sammen med din færdige krumtapaksel. Et omfattende kvalitetspakke inkluderer:
- Materialecertificering med sporbarhed af varmenummer
- Varmebehandlingsjournaler med hærddetestsresultater
- Dimensionel inspektionsrapport med CMM-data
- MPI-certificering, der bekræfter ingen utilgivelige indikationer
- Dynamisk afbalancerapport
- Overfladekvalitetsmålinger for lejedok
Denne dokumentation tjener flere formål. Den bekræfter, at din krumtapakselpris afspejler reel investering i kvalitetskontrol. Den giver reference data, hvis garantiopgørelser opstår. Og den viser overholdelse af branchestandarder, hvis din motorproduktion kræver regulatorisk godkendelse.
Når du vurderer den automobilske krumtapaksel, som du modtager, afspejler dokumentationskvaliteten ofte komponentens egen kvalitet. Producenter, der investerer i omhyggelig inspektion, producerer typisk bedre produkter, mens dem, der skærer ned på test, sjældent leverer konsekvente resultater.
Når kvalitetsstandarderne er etableret, er du klar til at vurdere producenterne selv. Det næste afsnit fører dig gennem sammenligning af indenlandske og internationale muligheder og undersøger faktorer ud over pris, som afgør den langsigtende tilfredshed med din leverandørrelation.
Sådan vurderer og sammenligner du krumtapaksleproducenter
Så har du dokumenteret dine specifikationer og forstår, hvilke kvalitetsstandarder du skal kræve. Nu kommer det afgørende valg: Hvilken leverandør af specialfremstillede krumtapakser fortjener egentlig din ordre? Dette valg rækker langt ud over sammenligning af prisopgørelser. Den producent, du vælger, bliver en partner i dit projekt, og kvaliteten af den relation bestemmer ofte, om din krumtapaksel ankommer til tiden, opfylder specifikationerne og fungerer som forventet.
Uanset om du overvejer etablerede indenlandske leverandører som Eagle Specialty Products Inc eller udforsker internationale muligheder, kræver vurderingsprocessen, at du undersøger faktorer, som konkurrenter sjældent taler om. Lad os se nærmere på, hvad der reelt betyder noget, når du sammenligner dine muligheder.
Vurdering af indenlandske og internationale producenter
Valget mellem indenlandske og udenlandske producenter er ikke så enkelt, som det måske umiddelbart fremstår. Hvert alternativ byder på tydelige fordele og udfordringer, som varierer ud fra dine specifikke projektkrav.
Indenlandske producenter, herunder velkendte navne som Ohio-krumnakkeleverandører, Molnar-krumnakkeproducenter og Crower krumnakker, tilbyder typisk flere indbyggede fordele. Ifølge Queen City Forging yder nordamerikanske smedeværker normalt forudgående produktionsingeniørtjenester og eftersalgsservice på en regelmæssig basis. De kan tilbyde transport og leveringstjenester, der er tidsmæssigt afstemt efter produktionsbehov, og derved understøtte just-in-time-skinne, som mange racingprogrammer er afhængige af.
Kommunikationen foregår nemmere uden sprogbarrierer eller tidsforskydningsproblemer. Når du ringer med et teknisk spørgsmål kl. 14, besvares opkaldet af nogen i stedet for, at en e-mail forbliver ubesvaret i 12 timer. Kulturel fortrolighed med amerikanske motorplatforme, uanset om du bestiller en Eagle-krumnakkeopgradering eller et specialrestaurationsdels, betyder, at der kræves mindre forklaring.
Internationale producenter tilbyder dog overbevisende fordele, som fortjener alvorlig overvejelse:
- Omkostningseffektivitet: Lavere arbejdskraft- og omkostninger til indkøb betyder ofte væsentlige prisfordele, især ved større ordrer.
- Produktionskapacitet: Mange udenlandske anlæg bruger større udstyr, der kan håndtere projekter af forskellig størrelse.
- Adgang til materialer: Nogle internationale leverandører har samarbejde med specialiserede stålværker og kan derfor tilbyde materialekvaliteter, som er vanskelige at skaffe lokalt.
Nøglen til en succesfuld international indkøbspolitik ligger i en grundig vurdering. Kvalitetsstandarder varierer meget mellem udenlandske leverandører, og prisfordelene forsvinder hurtigt, hvis komponenter skal repareres eller udskiftes. Anmod om IATF 16949 eller tilsvarende certificeringer, kræv prøvekomponenter, før du bekræfter produktionsordrer, og verificer kommunikationsmulighederne under de første samtaler.
Tæt på større fragthavne påvirker leveringstiderne markant for internationale ordrer. Producenter placeret tæt på faciliteter som Ningbo-havnen i Kina eller Rotterdam i Europa kan fragte produkter globalt med pålidelige transitstider. Dette geografiske fordel ofte udligner afstandsfaktoren for købere, der er villige til at planlægge forud.
Nøgle spørgsmål at stille inden du afgiver din ordre
Før du forpligter dig til en producent, uanset om det er nationalt eller internationalt, beskytter grundig vurdering din investering. Disse spørgsmål afslører kapaciteter, som markedsføringsmaterialer ofte skjuler:
- Hvad er jeres typisk gennemførelsestid for skræddersyede ordrer? Få konkrete svar, ikke intervaller. En producent, der siger "4-6 uger" i stedet for "typisk 5 uger med nuværende kapacitet", signalerer forskellige niveauer af produktionskontrol.
- Kan I give referencer fra lignende projekter? Enhver etableret producent bør uden tøven kunne give kontakter, der har gennemført sammenlignelige ordrer. Hesitation her rejser røde flag.
- Hvilken ingeniørstøtte yder du i specifikationsfasen? De bedste leverandører opdager specifikationsfejl, inden produktionen starter, hvilket sparer tid og penge.
- Hvordan håndterer I ændringer af specifikationer efter at produktionen er startet? At forstå fleksibilitet og tilknyttede omkostninger, forhindre overraskelser.
- Hvilket inspektionsdokumentation følger med færdige komponenter? Som beskrevet i det foregående afsnit afspejler omfattende kvalitetsdokumentation en disciplineret produktion.
Når du vurderer leverandører som Ace Crankshaft Inc eller mindre specialforretninger, skal du også spørge om deres erfaring med dit specifikke anvendelsesområde. En producent, der er fremragende til krumtapakser til dragracing, kan mangle ekspertise inden for marin- eller industrielle anvendelser, selvom de har den tekniske kapacitet.
| Vurderingskriterier | Indenlandske producenter | Internationale producenter |
|---|---|---|
| Typisk leveringstid | 4-8 uger | 6-12 uger (inklusive forsendelse) |
| Mindste ordremængde | Ofte i stand til enkeltordrer | Kræver muligvis minimum 3-5 enheder |
| Teknisk støtte | Direkte konsultation er almindeligt | Varierer meget afhængigt af leverandør |
| CERTIFICERINGER | IATF 16949, ISO 9001 standard | Verificer uafhængigt |
| Kommunikation | Samme tidszone, ingen sprogbarrierer | Potentielle forsinkelser, behov for oversættelse |
| Beliggenhedsfordele | Hurtigere indenlandske forsendelser | Omkostningsbesparelser, nærhed til havn er afgørende |
| Prisniveau | Præmieprissætning er typisk | Ofte 20-40 % lavere |
Det forbliver afgørende at anmode om prøver, inden man går til produktion, især når leverandøren ikke er kendt. En prøvekrumtap, selvom den ikke matcher dine nøjagtige specifikationer, afslører maskinbearbejdningens kvalitet, overfladekvalitet og dokumentationspraksis. Investeringen i en prøve forhindrer ofte langt dyrere fejl i produktionen.
Gennemgå tidligere arbejde, når det er muligt. Bed om fotografier af lignende færdige projekter, og hvis et besøg på stedet ikke er praktisk, bed om en virtuel rundvisning. Moderne kommunikationsværktøjer gør virtuelle vurderinger af faciliteter nemme, og producenter, der er trygge ved deres drift, byder sådan gennemsigtighed velkommen.
Når din producent er valgt og verificeret, træder de praktiske spørgsmål om omkostninger og tidsplan helt frem i centrum. I det følgende afsnit behandles prisfaktorer og levetidsforventninger, som påvirker din projektplanlægning.
Prisfaktorer og levetidsforventninger
Du har valgt en producent og forstår kvalitetskravene. Nu opstår de uundgåelige spørgsmål: hvor meget kommer en krumtapaksel til at koste, og hvornår ankommer den? Disse praktiske overvejelser former projektplanlægningen, men de fleste købere indgår forhandlinger uden realistiske forventninger. Ved at forstå de faktorer, der driver omkostningerne ved en krumtapaksel, kan du budgettere mere præcist og undgå overraskelser, når tilbuddene ankommer.
Sådan forholder det sig: prisen på en specialfremstillet smedet krumtapaksel er ikke vilkårlig. Hvert eneste dollar afspejler konkrete produktionsbeslutninger, materialvalg og produktionskompleksiteter. Når du forstår, hvad du betaler for, bliver forhandlingerne mere frugtbare, og forventningerne matcher leverancerne.
Faktorer, der påvirker prisen på en custom krumtapaksel
Når producenter beregner dit tilbud, vurderer de flere omkostningsdrevende faktorer samtidigt. Ifølge branchenspecialister , afspejler omkostningerne ved fremstilling af krumtapaksler præcisionskonstruktion, avanceret metallurgi og specialiserede produktionsprocesser, der er designet til at levere enestående styrke og ydeevne.
Her er de primære faktorer, der påvirker din endelige pris, sorteret efter betydning fra størst til mindst:
- Materialevalg: Den stållegering, du angiver, påvirker grundlæggende omkostningerne markant. Standard 4340-stål leverer en fremragende ydelse til rimelige priser, mens eksotiske legeringer som EN40B eller 300M, anvendt i ekstreme motorsportsapplikationer, har væsentligt højere materialeomkostninger. Hårdere materialer kræver også mere maskinbearbejdningstid og specialiseret værktøj, hvilket forøger udgifterne yderligere.
- Design kompleksitet: Indviklede designs med stramme tolerancer kræver mere avancerede maskinbearbejdningsmetoder og længere produktionsperioder. Som Xometrys produktionseksperter bemærker, skaber komplekse værktøjsspor flere bevægelser og forlænger maskinbearbejdstiden. Ikke-standard slaglængder, unikke journalkonfigurationer og optimerede modvægtsdesigner tilføjer alle konstruktions- og produktionstimer.
- Ordremængde: Enkeltstyks ordrer med brugerdefinerede specifikationer har de højeste omkostninger pr. stk., fordi opstartsomkostningerne ikke fordeler sig over flere enheder. Større produktionsvolumener drager fordel af skalafordele, hvor faste opstartsomkostninger spreder sig over flere komponenter og dermed nedsætter prisen pr. enhed.
- Afslutningskrav: Overfladebehandlinger som nitrering, specialiseret journalpolering eller premium varmebehandlingsprotokoller tilføjer ekstra processer og omkostninger. Hver afsluttende operation kræver udstyrsarbejdstid, kyndig arbejdskraft og kvalitetsverifikation.
- Maskinbearbejdningsvarighed: Længere maskinbearbejdstid fører direkte til højere omkostninger gennem strømforbrug, værktøjsforbridning og udstynytte. Letvægtsfunktioner såsom knivkantning eller gebyrhulling af hoveddokker kræver betydelig ekstra maskinbearbejdning.
- Værktøjskrav: Specielle skæreværktøjer eller brugerdefinerede fælge, der er nødvendige for din specifikke konstruktion, tilføjer udgifter. Omkostninger til køb, vedligeholdelse og udskiftning af værktøjer indgår i tilbudene, især ved usædvanlige konfigurationer.
- Afbalanceringspræcision: At opnå en perfekt dynamisk balance til høj omdrejnings-tal anvendelser kræver omhyggeligt arbejde. At fjerne små mængder materiale fra modvægte eller tilføje tunge metalplumper er tidskrævende og kræver dygtige teknikere.
Hvor meget koster en krumtapaksel så, når man ser på alle faktorer samlet? Forvent specialforskrevne smedede krumtapaksler at koste flere tusinde dollars for enkle design med standardmaterialer til langt over ti tusinde dollars for komplekse komponenter af eksotiske materialer. Til racingformål, hvor grænserne for materialer udfordres, er priserne naturligvis højere.
Når du vurderer tilbud, skal du huske, at det billigste valg sjældent giver den bedste værdi. En krumtapaksel er en kritisk komponent, hvor et brud medfører katastrofal motorbeskadigelse. At investere i kvalitetsproduktion udbetales gennem pålidelighed og lang levetid for ydelsen.
Produktionstider og hvad du kan forvente
Tidspunktet er ofte lige så vigtigt som prisen. Uanset om du forbereder dig på en racessæson eller skal overholde produktionsplaner, forhindrer forståelse af realistiske leveringstider planlægningskatastrofer.
Flere variabler påvirker gennemløbstiden ved bestilling af specialforskævede krumtapakser:
- Nuværende produktionskapacitet: Producenter med fulde ordrebøger opgiver naturligvis længere leveringstider. Topsæsoner for raceforberedelse skaber kø hos populære leverandører.
- Materialernes tilgængelighed: Speciallegerede stålkan kræve sourcing-tid før produktionen starter. Almindelige materialer som 4340 er typisk på lager, mens eksotiske kvaliteter kan tilføje uger.
- Design kompleksitet: Enkle ændringer til eksisterende designs går hurtigere end helt tilpassede konfigurationer, der kræver ny ingeniørarbejde.
- Varmebehandling og afslutning: Processer som nitering kræver specifikke cyklustider, som ikke kan skyndes uden at kompromittere kvaliteten.
- Kvalitetsinspektionskrav: Omhyggelige testprotokoller tager tid, men sikrer, at komponenten opfylder specifikationerne.
Som supply chain-eksperter hos Lasso Supply Chain fremhæve, at inddrage leverandører tidligt i designfasen reducerer betydeligt på ledetiderne. Samarbejde med producenter i produktudviklingsfasen giver dem mulighed for at reservere produktionskapacitet og give præcise tidsrammer.
Kan du bestille en enkelt skræddersyet krumtapaksel? Selvfølgelig. De fleste specialproducenter accepterer ordrer på én enhed, selvom stykprisen afspejler de koncentrerede opsætningsomkostninger. Hvis dit projekt eventuelt kunne komme til at kræve flere enheder, kan drøftelse af fremtidige mængdeforhold under indledende forhandlinger nogle gange åbne op for bedre prissatser.
For budgetlægning skal der forventes, at indenlandske specialbestilte krumtapakser kræver fire til otte uger fra ordrebekræftelse til afsendelse. Internationale ordrer har typisk længere transporttid, hvilket øger den samlede leveringstid til seks til tolv uger afhængigt af oprindelses- og destinationsland. Hastordrer er nogle gange mulige, men medfører højere priser på grund af overarbejde og expedieret materialeforsyning, som administrerende direktør for produktion Jason McClure påpeger: "Korte leveringstider øger omkostningerne på grund af overarbejde og expedierede materialer og efterbehandling."
At bygge buffer tid ind i din projektsplan beskytter mod uventede forsinkelser. Komplikationer ved materialeforsyning, udstyrsvedligeholdelse eller kvalitetsproblemer, der kræver ombearbejdning, kan forlænge tidsfristerne ud over de oprindelige estimater. Professionelle motorbyggere planlægger typisk bestilling af kritiske komponenter med flere ugers margen inden absolutte frister.
Med priser og tidsplaner fastlagt er du klar til at håndtere den faktiske ordreproces – fra første henvendelse til koordinering af levering.
Den komplette proces for bestilling af specialfremstillede krumtapakler
Du har gjort dit hjemmearbejde. Specifikationer er dokumenterede, producenter er vurderede, og budgetforventninger er justeret. Nu er det afgørende øjeblik: Du skal faktisk afgive din ordre og følge den gennem produktionen til levering. Denne proces har udviklet sig betydeligt siden de tidlige dage med aftermarkeds-krumtapakler, hvor komponenter som eagle roterende samlinger krævede omfattende korrespondance med producenter via papirtegninger og telefonopkald.
Dagens ordreproces drager fordel af digital kommunikation, CAD-filudveksling og strømlinede godkendelsesarbejdsgange. Alligevel forbliver de grundlæggende faser ens, uanset om du bestiller fra et lokalt krumtapaksel-værksted eller en international leverandør. At forstå hver enkelt fase hjælper dig med at bevare kontrol gennem hele produktionen og sikrer, at din færdige komponent lever op til forventningerne.
Fra indledende henvendelse til designgodkendelse
Rejsen fra første kontakt til produktionsgodkendelse følger en forudsigelig rækkefølge. Ifølge Western of Texas Forge & Flange omfatter den typiske ordreproces for brugerdefinerede smedede produkter adskillige sammenhængende faser, der bygger på hinanden.
Her er den komplette ordretidslinje præsenteret i sekventielle trin:
- Indledende henvendelse og rådgivning: Din første samtale med producentens ingeniør- eller salgsteam etablerer projektets omfang. Kom forberedt med dine specifikationsdokumenter, oplysninger om anvendelsen og tidsplankrav. Forvent spørgsmål om mængde, leveringsforventninger og om du har brug for prototypering før fuld produktion. Kvalitetsproducenter kan foreslå justeringer eller anbefale optimale løsninger baseret på deres erfaring med lignende projekter.
- Formel indsendelse af specifikationer: Indsend detaljerede tekniske tegninger, CAD-modeller eller skitser med komplette måloplysninger. Medtag materialekrav, relevante industristandarder (ASME, ASTM, SAE) og krav til driftsbetingelser såsom forventet omdrejningsområde, effektbehov og trykforøgelse, hvis relevant. Jo mere komplet din indsendelse er, jo hurtigere vil denne fase gå.
- Ingeniørvurdering: Producentens ingeniørteam gennemgår dine specifikationer for at vurdere deres gennemførlighed. De undersøger, om designet passer til deres produktionsprocesser, verificerer materialetilgængelighed og identificerer eventuelle potentielle problemer. Denne evaluering tager typisk tre til syv hverdage for standardanmodninger, længere tid for komplekse konfigurationer.
- Tilbudsudarbejdelse: Når vurderingen er afsluttet, modtager du et detaljeret tilbud, der dækker materialeomkostninger, værktøjskrav, produktionsomkostninger, varmebehandling og overfladebehandling, estimeret leveringstid, leveringsbetingelser og betalingsvilkår. Gennemgå dette omhyggeligt og sammenlign det med dine forventede budgetrammer og tidsmæssige krav.
- Designgennemgang og finjustering: Før endelig godkendelse foretager de fleste producenter en formel designgennemgang. Dette samarbejdsbaserede møde opdager potentielle problemer, inden produktionen påbegyndes. Forvent diskussioner om tolerancesammenlægning, afbalanceringsmetoder og eventuelle klarlæggelser af specifikationer, der måtte være nødvendige. Hvis det er nødvendigt, kan en prototype fremstilles til godkendelse.
- Købsordre og kontraktaftale: Bekræft din ordre ved at udstede en formel købsordre, der indeholder eventuelle forhandlede vilkår. For større projekter skal der underskrives en kontraktaftale, der præciserer ansvarsfordeling, udbetalingsmilepæle, tidsmæssige forpligtelser og garanti-bestemmelser.
- Indkøb af materiale: Når godkendelse er opnået, indkøber producenten råmaterialer og verificerer dem i henhold til dine specifikationer. Certificering af stål og dokumentation af varmenummer begynder i dette trin og etablerer sporbarhedskæden, som følger din krumtapaksel gennem hele produktionsforløbet.
- Værktøj og diesforberedelse: Hvis din design kræver brugsspecifikke smedeforme eller specialfremstillede bearbejdningsfikseringer, påbegyndes fremstillingen. Dette trin forlænger leveringstiden, men sikrer effektiv produktion, så snart værktøjet er færdigt.
Kommunikations bedste praksis i disse faser gør en betydelig forskel for kvaliteten af resultatet. Besvar producentens spørgsmål hurtigt, da forsinkelser fra jeres side ruller videre gennem produktionsplanen. Dokumentér alle specifikationsdiskussioner skriftligt, selv hvis de foregår under telefonopkald. Anmod om skriftlig bekræftelse af eventuelle ændringer til det oprindelige tilbud eller tidsplan.
For købere, der søger forcerede tidsplaner, tilbyder nogle producenter hurtig prototyping. For eksempel, Shaoyi (Ningbo) Metal Technology udfører prototyping på blot 10 dage, hvilket giver mulighed for at vurdere form og pasform, inden man begiver sig på fuld produktion. Deres placering nær Ningbo Havn gør det yderligere muligt med hurtig global forsendelse, når produktionen er færdig – en fordel, der er værd at overveje, når international sourcing giver mening for jeres projekt.
Produktionsovervågning og leveringskoordinering
Når produktionen begynder, skifter din rolle fra specifikation til tilsyn. Ved at forblive engageret gennem hele produktionsprocessen hjælper det med at opdage problemer tidligt og sikrer, at den færdige komponent opfylder dine krav.
Produktionssekvensen foregår typisk på følgende måde:
- Smedeforarbejder: Den rå stålbillet omdannes til et ru krumtapaksel-skærmbillede gennem smedning med åbne eller lukkede forme. Anmod om bekræftelse, når denne fase er afsluttet, herunder eventuelle indledende dimensionelle kontrolmålinger udført på smedningen.
- Råbearbejdning: CNC-udstyr bringer smedningen tættere på de endelige dimensioner, mens der bibeholdes materiale til afsluttende operationer. Dette trin etablerer lejelokationer, modvægtsprofiler og den samlede geometri.
- Varmebehandling: Afhængigt af dine specifikationer gennemgår krumtapakslen hærdning, afløbning og overfladebehandlinger som nitriding. Anmod om dokumentation for varmebehandling, der bekræfter cyklusparametre og hårddhedstestresultater.
- Færdigbearbejdning: Den endelige dimensionelle nøjagtighed opnås gennem præcisionsbearbejdning. Tidsskriftsdiametre, overfladeafgørelser og alle kritiske tolerancer opfylder specifikationen i denne fase.
- Balancering: Dynamisk afbalancering sikrer, at krumtapakslen kører jævnt ved driftshastighederne. Anmod om afbalanceringsrapporten, som viser målt ubalance og oplysninger om korrektion.
- Inspektion og testing: Omfattende kvalitetsverifikation inkluderer dimensionsmåling, magnetpartikelprøvning og måling af overfladekvalitet. Alt dokumentationsmateriale bør samles og følge med det færdige komponent.
- Emballage og forsendelse: Krumtapakslen modtager beskyttende emballage for at forhindre skader under transport. Mærkning indeholder reservedelsnumre, materialekvaliteter og ordre-referenceoplysninger.
Moderne software til produktionsoptimering, som eksperters beskrivelse inden for branchens arbejdsgange , muliggør automatiseret sporings- og godkendelsesrouting gennem hele produktionsprocessen. Kvalitetsproducenter leverer regelmæssige statusopdateringer uden, at det kræver konstante opfølgningssamtaler. Hvis din leverandør ikke proaktivt kommunikerer fremskridt, skal du etablere faste opfølgningsmøder ved centrale milepæle.
Forsendelsesovervejelser bør tages i betragtning, inden produktionen er afsluttet. For indenlandske ordrer er standardfrakt typisk tilstrækkelig, selvom krumtapaksler med højt værdiniveau kræver forsendelsesforsikring og underskriftsbekræftelse. Internationale forsendelser kræver yderligere planlægning:
- Told dokumentation: Sørg for korrekte toldtarifklassificeringer og dokumentation for oprindelsesland følger med forsendelsen.
- Transitforsikring: International fragt indebærer en højere risiko for skader; forsikr for fuld erstatningsværdi inklusive fragtomkostninger.
- Leveringstidspunkt: Inkludér havneophold og toldafvikling i din projekts tidsplan. Ferieperioder i et af landene kan forlænge transporttiden betydeligt.
- Importafgifter: Forstå de relevante afgifter og skatter, inden forsendelsen ankommer, for at undgå toldophold.
Når din krumtapaksel ankommer, skal du straks inspicere den i forhold til specifikationsarket og kvalitetsdokumentationen. Verificer journaldimensioner med præcisionsmåleudstyr, tjek overfladeaftryk og bekræft fuldstændigheden af dokumentationen. Rapporter eventuelle afvigelser til producenten omgående; de fleste anerkendte leverandører løser berettigede problemer hurtigt, hvis de informeres tidligt.
Eftermarkedets krumtapakselindustri har udviklet sig betydeligt siden dens oprindelse, hvor den primært betjente amatør-tunere. I dag, uanset om du køber krumtapakser til salg fra etablerede indenlandske leverandører eller udforsker internationale produktionspartnerskaber, drager ordreprocessen fordel af årtiers forfinede standardmetoder. Ved at følge disse afprøvede trin forvandles en potentielt frustrerende oplevelse til en ligefremmet proces fra indledende henvendelse til vellykket levering.
Med din brugerdefinerede krumtap i hånden er du næsten klar til at afslutte din motoropbygning. Den sidste afsnit samler alt gennemgået i konkrete pointer og en praktisk tjeklist til dit næste brugerdefinerede bestillingsprojekt.
Tag det næste skridt i dit brugerdefinerede krumtap-projekt
Du har gennemgået hele livscyklussen for bestilling af brugerdefinerede smedede krumtappe, fra forståelse af hvorfor smedning er vigtigt til navigation i producentrelationer og produktionsplaner. Nu er det tid til at sætte viden i praksis. Uanset om du er en nykøber, der nu føler mere sikker, eller en erfarne motorbygger, der finjusterer din proces, bliver vejen frem tydeligere med en struktureret tilgang.
Succes i indkøb af specialfremstillede krumtapaksler handler om fire afgørende faktorer: grundig specifikationsudarbejdelse, omhyggelig vurdering af producenter, krævende kvalitetsstandarder og realistisk tidsplanlægning. Måske du en af disse elementer, og din projekt risikerer forsinkelser, omkostningsoverskridelser eller komponenter, der ikke opfylder ydelseskravene.
Din tjekliste for bestilling af specialfremstillede krumtapaksler
Før du kontakter producenter, skal du sikre dig, at du har behandlet hvert af disse væsentlige punkter:
- Motorkonfiguration dokumenteret: Mærke, model, antal cylindre, forventet omdrejningsområde og effektmål registreret
- Dimensionelle specifikationer indsamlet: Slaglængde, diameter på hovedleje, diameter på stempelstangsleje og cylinderafstand målt eller researched
- Materialekrav fastlagt: Stålkvalitet valgt ud fra anvendelseskrav (4340 til de fleste ydelsesopbygninger)
- Vægte for svingende samling tilgængelige: Vægte for stempel, bolt og ring dokumenteret for korrekt størrelse af modvægte
- Producentforkortet liste oprettet: Flere leverandører identificeret med relevant erfaring, og certificeringer er verificeret
- Budgetinterval etableret: Realistiske omkostningsforventninger sat baseret på kompleksitet og materialekrav
- Tidsplanbuffer opbygget: Projektplan inkluderer puffer til uventede forsinkelser
- Krav til kvalitetsdokumentation anført: Materialer godkendt, inspektionsrapporter og balancedata specificeret fra start
For dem der søger reservedele til krumtapakler til restaureringsprojekter, skal du føje originale udstyrspecifikationer og eventuelle afvigelses tolerancer til din dokumentation. Motorkrumtapakler til ældre anvendelser kræver ofte, at historiske dimensioner overholdes, mens materialer eventuelt opgraderes for bedre holdbarhed.
Fremad med Selvsikkerhed
Den viden, du har opnået, gør det, som mange betragter som en skræmmende proces, om til et overkommeligt projekt. Du forstår, hvorfor smede krumtapaksler yder bedre end støbte alternativer, hvilke specifikationer producenter har brug for, hvordan kvalitetskontrol beskytter din investering, og hvordan realistiske priser og tidsrammer ser ud.
De mest succesfulde projekter med specialfremstillede krumtapakler balancerer tre modstridende prioriteringer: kvalitet, der sikrer pålidelighed, omkostninger, der passer til din budget, og leveringstid, der opfylder dine tidsmæssige krav. At gå for meget på kompromis med én enkelt faktor skaber problemer. Invester i kvalitet der, hvor det betyder mest, planlæg tidsplaner med realistiske pufferzoner, og husk, at det billigste valg sjældent giver den bedste langsigtede værdi.
Førstegangskøbere bør begynde med ét enkelt møde med en anerkendt producents ingeniørteam. Tag dine specifikationsdokumenter med, stil frit spørgsmål og vurder, hvor responsiv og hjælpsom de er, inden du forpligter dig. Den første interaktion afslører meget om det samarbejde, du går ind i.
Erfarne byggere kan udnytte denne ramme til at forfine eksisterende processer. Måske har du overset visse kvalitetsdokumenter eller ikke fuldt ud udforsket internationale produktionsmuligheder. Hvert projekt giver muligheder for at forbedre din tilgang.
Din brugerdefinerede knastaksel repræsenterer hjertet i din motoropbygning. Den indsats, der lægges i korrekt bestilling – fra indsamling af præcise specifikationer til verificering af kvalitetscertificeringer – udbetales gennem pålidelig ydelse og lang levetid. Uanset om du bygger konkurrencemotorer på niveau med Eagle Cranks eller genopretter en klassisk knastaksel til motorcykelapplikationer, er grundprincipperne ens.
Tag det, du har lært her, og anvend det på dit næste projekt. Producenterne findes, processerne er afprøvet, og nu har du viden til at navigere dem succesfuldt. Din tilpassede smedede krumtap venter.
Ofte stillede spørgsmål om bestilling af tilpassede smedede krumtapser
1. Hvilket selskab fremstiller tilpassede krumtapser?
Flere anerkendte producenter specialiserer sig i tilpassede krumtapser, herunder Bryant Racing, Winberg Crankshafts og Eagle Specialty Products i USA. Internationale muligheder som Shaoyi (Ningbo) Metal Technology tilbyder IATF 16949-certificeret produktion med hurtig prototyping. Når du vælger en producent, bedøm deres certificeringer, ingeniørstøtte, ledetider og erfaring med din specifikke anvendelsestype.
2. Hvor mange hestekræfter kan en smedet krumtapshåndtage?
En kvalitets 4340 smedet knastaksel klarer typisk motorer, der yder op til 1.500 hk pålideligt. For anvendelser, der overstiger denne grænseværdi, bliver skærede knastakser det foretrukne valg på grund af deres overlegne materialeenhed. Den faktiske kapacitet afhænger dog af faktorer som materialekvalitet, varmebehandling, journalstørrelse, modvægtsdesign og om motoren bruger tvangsindblæsning eller nitrusoxid.
3. Hvad koster en specialfremstillet smedet knastaksel?
Prisen for en specialfremstillet smedet knastaksel varierer fra flere tusinde dollars for enkle design med standard 4340-stål til over ti tusinde dollars for komplekse konfigurationer med eksotiske materialer. Vigtige omkostningsfaktorer inkluderer materialevalg, designkompleksitet, ordreantal, efterbehandlingskrav som nitrering og afbalanceringspræcision. Enkeltopdrager har højere stykomkostninger, da opsætningsomkostningerne ikke kan fordels over flere enheder.
4. Hvad er den typiske leveringstid for specialfremstillede krumtapaksler?
Indenlandske ordrer til specialfremstillede krumtapaksler kræver typisk fire til otte uger fra ordrebekræftelse til afsendelse. For internationale ordrer lægges fragttiden oveni, hvilket forlænger den samlede leveringstid til seks til tolv uger. Faktorer, der påvirker leveringstiden, omfatter aktuel produktionskapacitet, materialetilgængelighed, konstruktionskompleksitet, varmebehandlingskrav og kvalitetsinspektionsprotokoller. Nogle producenter tilbyder hurtig prototyping allerede på 10 dage for indledende prøver.
5. Hvilke specifikationer skal jeg angive, når jeg bestiller en specialfremstillet krumtapaksel?
Væsentlige specifikationer omfatter motortype og konfiguration, slaglængde, hovedjournaldiameter, drevaksel journaldiameter, cylinderafstand, modvægtskrav og vægte for oscillerende samling. Du bør også angive præference for materialekvalitet, varmebehandlingskrav, forventet omdrejningsomfang, effektmål og om motoren bruger tvangsindblæsning. At arbejde sammen med en erfaren motorbygger hjælper med at sikre nøjagtige målinger, når den originale dokumentation ikke er tilgængelig.