 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Fra CAD-upload til døren: Sådan fungerer online CNC-service faktisk

Hvad en online CNC-tjeneste rent faktisk betyder for moderne fremstilling
Har du nogensinde undret dig over, hvordan ingeniører omdanner en digital tegning til en præcisionsmetaldel uden nogensinde at besøge en maskinværksted? Det er netop det, en online CNC-tjeneste gør muligt. Tænk på den som en digital bro, der forbinder din computerskærm med avanceret fremstillingsudstyr over hele verden.
I sin kerne er en online CNC-tjeneste en skybaseret platform, der giver dig mulighed for at uploade 3D CAD-filer, modtage øjeblikkelig prisangivelse og få præcisions-CNC-dele fremstillet og sendt direkte til din dør. Ingen telefonopkald. Ingen ventetid på tilbud i dagevis. Ingen geografiske begrænsninger. Du uploader blot din tegning, vælger dine specifikationer, og platformen håndterer alt fra bearbejdning til kvalitetskontrol.
Fra digital fil til fysisk del
Magien sker gennem en optimeret digital arbejdsgang når du uploader en CAD-model (typisk i STEP-, IGES- eller STL-format), analyserer platformens algoritmer straks din komponents geometri. De beregner bearbejdnings tid, vurderer kompleksiteten og inddrager materialeomkostningerne. Inden for sekunder modtager du et online CNC-tilbud, som traditionelt ville tage dage at få via konventionelle kanaler.
Denne CNC-fremstillingsproces eliminerer den tilbage-og-frem-adgang af e-mails, der engang definerede fremstillingsforholdene. I stedet for at forklare dine krav til flere leverandører læser platformen direkte din designfil og oversætter den til anvendelig produktionsdata.
Den online fremstillingsrevolution
Hvorfor er dette vigtigt? Traditionelle maskinbearbejdningsarbejdsgange indebærer ofte, at anmodninger sendes til flere lokale værksteder, at man venter på manuelle vurderinger og forhandler vilkår. En online CNC-maskintjeneste komprimerer hele denne proces til minutter i stedet for uger.
Alle moderne platforme indeholder disse væsentlige komponenter:
- Øjeblikkelig tilbudsengine: AI-drevne systemer, der analyserer din 3D-model og genererer præcise priser baseret på geometri, tolerancer og produktionskrav
- Grænseflade til valg af materiale: Udvidede biblioteker med metaller, plastikker og specialmaterialer med detaljerede egenskabsspecifikationer
- Fremstillingsmuligheder: Valg mellem fræsning, drejning, flerakse-bearbejdning og forskellige efterbearbejdningsoperationer, der er tilpasset din anvendelse
- Ordreovervågningsdashboard: Realtime-overblik over produktionsstatus, kvalitetsinspektionsresultater og forsendelsesopdateringer
Sådan fungerer cloud-baseret maskinbearbejdning
Forestil dig at afgive en ordre på din bærbar computer kl. 9:00 og allerede vide præcis, hvornår dine præcisionsdele ankommer – uden et eneste telefonsamtale. Det er kraften i cloud-baserede CNC-serviceplatforme.
Arbejdsgangen følger en logisk rækkefølge. Først uploader du dine designfiler og angiver krav som materialetype, overfladebehandling og tolerancegrænser. Systemet udfører derefter en automatisk Design for Manufacturability (DFM)-analyse, der markerer potentielle problemer, inden produktionen begynder. Dette forhindrer kostbare fejl og sikrer, at dine dele er optimeret til effektiv maskinbearbejdning.
Når din ordre er godkendt, sendes den videre til certificerede producentpartnere inden for platformens globale netværk. Disse produktionsfaciliteter opererer i henhold til standardiserede kvalitetsprotokoller, hvilket sikrer konsekvente resultater uanset beliggenhed. Under hele produktionsprocessen verificerer integrerede kvalitetskontrolsystemer, at hver enkelt dimension opfylder dine specifikationer.
Resultatet? En nahtløs forbindelse mellem digitalt design og fysisk produktion, der leverer præcise CNC-dele hurtigere, mere transparent og ofte mere økonomisk end traditionelle metoder tillader.
Forståelse af CNC-fræsning, drejning og multi-akse-funktioner
Så du har uploadet din CAD-fil og modtaget et øjeblikkeligt tilbud. Men nu beder platformen dig om at vælge en maskinbearbejdningsteknik. CNC-fræsning? CNC-drejning? 5-akset bearbejdning? Hvis disse muligheder føles overvældende, er du ikke alene. De fleste online-platforme viser disse teknikker uden at forklare, hvilken der rent faktisk passer til dit projekt.
Her er sandheden: At vælge den rigtige teknik handler ikke om teknisk fagsprog – det handler om at matche din komponents form med den metode der fremstiller den mest effektivt. Lad os gennemgå hver mulighed i et sprog, du rent faktisk kan bruge.
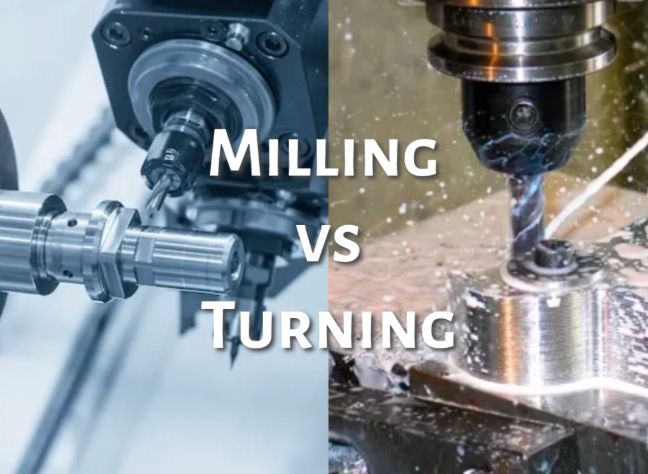
Fræsning versus drejning forklaret enkelt
Den grundlæggende forskel mellem CNC-maskinbearbejdning ved fræsning og CNC-maskinbearbejdning ved drejning reduceres til ét spørgsmål: Hvad roterer under skæreprocessen?
I CNC-skrue , at dit arbejdsstykke drejer hurtigt, mens et stationært skæreværktøj fjerner materiale. Forestil dig et stykke rundt stang, der spinder i en drejemaskine, mens værktøjet skærer det overskydende materiale væk. Denne proces udmærker sig ved at skabe cylindriske former akter, stifter, busker og trådede komponenter. Hvis din del primært er rund eller symmetrisk langs en central akse, vil CNC-drejetjenester typisk levere hurtigere produktionstider og lavere omkostninger.
I CNC-fræsning det modsatte sker. Arbejdstykket forbliver relativt fast, mens en roterende flerpunktsskærer bevæger sig over overfladen. Forestil dig en spindel, der spinder med høj hastighed og udskærer lommer, huller og komplekse konturer i en blok aluminium. CNC-fræsning er ideel, når man har brug for flade overflader, vinklede træk eller indviklede 3D-geometrier, der ikke drejer omkring en central akse.
Her er en praktisk måde at træffe beslutningen på: Se på dit reservedels tværsnit. Hvis det er cirkulært i hele længden, er drejning sandsynligvis det bedste valg. Hvis det har flade overflader, lommer eller funktioner på flere sider, er fræsning mere hensigtsmæssig.
Når 5-akset bearbejdning giver mening
Standard 3-akse fræsning bevæger skæreværktøjet langs X-, Y- og Z-retningerne. Det er tilstrækkeligt til mange dele, men hvad sker der, når din konstruktion har underkutninger, krumme overflader eller funktioner i sammensatte vinkler?
Det er her, 5-akse CNC-bearbejdningstjenester bliver afgørende. Disse avancerede maskiner tilføjer to rotationsakser, hvilket giver skæreværktøjet mulighed for at nærme sig dit arbejdsemne fra næsten enhver vinkel. I stedet for at omplacere din del flere gange (hvilket introducerer justeringsfejl), udfører en 5-akse-maskine komplekse geometrier i én enkelt opsætning.
Hvornår bør du specificere 5-akse-funktioner? Overvej disse scenarier:
- Luftfartskomponenter: Turbinskåle, pumperotorer og strukturelle beslag med organiske kurver
- Medicinske implantater: Hofteled, rygsøjlekomponenter og kirurgiske instrumenter, der kræver glatte, formede overflader
- Bilkomponenter: Motorkapsler med dybe hulrum og sammensatte vinkler
- Formhulrum: Komplekse værktøjer med udskårne dele og indviklede overfladedetaljer
Kompromiset? 5-akset bearbejdning koster typisk mere på grund af højere maskinpriser og programmeringskompleksitet. Men for indviklede dele sparer den ofte penge i alt ved at eliminere flere opsætninger og reducere risikoen for akkumulerede tolerancefejl.
For ekstremt små, komplekse drejede dele – f.eks. dem, der anvendes i medicinsk udstyr eller elektronik – tilbyder svejtsdrejning en anden specialiseret løsning. Disse maskiner fører stangmateriale gennem en bushing meget tæt på skæreværktøjet, hvilket muliggør ekstraordinær præcision på små diametre, som standarddrejebænke ikke kan opnå.
At matche din del med den rigtige proces
At vælge forkert betyder, at du betaler mere end nødvendigt eller venter længere på levering. Brug denne sammenligning til at lede din valgproces:
| Procestype | Bedste anvendelser | Typiske tolerancegrænser | Kompleksitetsniveau | Relativ pris |
|---|---|---|---|---|
| CNC-skrue | Aksler, stifter, bushings, gevindstænger, cylindriske kabinetter | ±0,001" til ±0,005" (±0,025 mm til ±0,127 mm) | Lav til Middel | $ (Mest økonomisk for runde dele) |
| 3-akset CNC-fræsning | Flade komponenter, beslag, kabinetter, simple lommer og huller | ±0,001" til ±0,005" (±0,025 mm til ±0,127 mm) | Medium | $$ (Standard for prismatiske dele) |
| 5-Aksel CNC Fræsning | Turbineskåle, impeller, medicinske implantater, luft- og rumfartsstrukturer, komplekse former | ±0,0005" til ±0,002" (±0,013 mm til ±0,05 mm) | Høj | $$$ (Premium for indviklede geometrier) |
| Swiss skrue | Miniature skruer, medicinske stifter, elektroniske kontakter, urekomponenter | ±0,0002" til ±0,001" (±0,005 mm til ±0,025 mm) | Høj | $$$ (Specialiseret til små diametre) |
Bemærk, hvordan CNC-drejede dele og CNC-fresede dele opfylder fundamentalt forskellige designkrav. Præcisions-CNC-bearbejdning handler ikke om at vælge den mest avancerede mulighed – det handler om at matche kapaciteterne med dine faktiske behov.
Mange online-platforme tilbyder nu automatiserede procesanbefalinger baseret på din uploadede geometri. Forståelse af disse forskelle hjælper dog dig med at verificere disse forslag og træffe velovervejede beslutninger, når dit projekt falder inden for gråzoner.
Når den rigtige proces er valgt, bliver din næste afgørende beslutning at vælge mellem dusinvis af tilgængelige materialer – hvert med særlige egenskaber, der direkte påvirker ydelse, bearbejdningsmuligheder og omkostninger.
Komplet guide til materialevalg for CNC-projekter
Du har valgt din maskinbearbejdningsproces. Nu kommer det spørgsmål, der direkte påvirker din komponents ydeevne, levetid og omkostninger: hvilket materiale skal du vælge? Denne beslutning påvirker alt fra, hvor hurtigt din komponent kan bearbejdes, til, hvordan den opfører sig under reelle belastninger.
De fleste online-platforme tilbyder dusinvis af CNC-maskinbearbejdningsmaterialer, men forklarer sjældent hVORFOR hvorfor man vælger det ene frem for det andet. Lad os ændre på det. Uanset om du har brug for den letvægtige styrke af CNC-aluminium eller slidstyrken i bearbejdet bronze, hjælper forståelsen af materialeegenskaber dig med at afveje ydeevne mod budget.
Metaller til styrke og holdbarhed
Metaller forbliver ryggraden i præcisionsfremstilling . Deres kombination af styrke, termisk ledningsevne og holdbarhed gør dem uundværlige til bærende applikationer, kabinetter og komponenter, der udsættes for krævende miljøer.
Aluminium dominerer online-CNC-landskabet af gode grunde. Den bearbejdes hurtigt, koster mindre at producere og tilbyder et fremragende styrke-til-vægt-forhold. Legeringer som 6061-T6 giver god korrosionsbestandighed og svejseegenskaber, hvilket gør dem ideelle til kabinetter, beslag og forbrugsprodukter. Til højere styrkekrav leverer 7075-T6 en ydelse, der nærmer sig nogle ståltyper – selvom materialet er dyrere.
Stål træder i billede, når du har brug for ren styrke. Kulstål som 1018 bearbejdes godt og kan udsættes for forskellige varmebehandlinger. For hærdede værktøjer eller slidstærke komponenter tilbyder 4140 forhærdet stål en praktisk balance. Stålets tæthed betyder dog tungere dele, og dets holdbarhed øger bearbejdstiden sammenlignet med aluminium.
Rustfrit stål kombinerer korrosionsbestandighed med respektabel styrke. Kvalitet 304 håndterer de fleste almindelige anvendelser, mens 316 udmærker sig i marine og kemiske miljøer. Kompromiset? Rustfrit stål bliver hårdere under bearbejdning, hvilket kræver lavere hastigheder og specialværktøj – hvilket øger produktionsomkostningerne.
Messing og bronze tilbyder unikke fordele. Messing bearbejdes fremragende og giver fremragende overfladekvalitet med minimalt værktøjsforbrug. Den er perfekt til dekorativt hardware, elektriske komponenter og fittings. CNC-bronzevarianter som C932-lagerbronze udmærker sig i buks- og lejeapplikationer på grund af deres naturlige smøreegenskaber og slidfasthed. Ved bearbejdning af bronze vil du finde, at den er lidt dyrere end messing, men det er værdifuldt for komponenter, hvor friktion er afgørende.
Konstruktionsplastik til specialiserede behov
Når vægt, elektrisk isolering eller kemisk modstandsdygtighed er mere afgørende end rå styrke, leverer tekniske plastmaterialer bemærkelsesværdig ydeevne. Disse materialer erstatter ofte metal i applikationer, hvor deres unikke egenskaber begrundar skiftet.
Delrin (POM/Acetal) udmærker sig som det foretrukne Delrin-material til præcisionsmekaniske komponenter. Denne Delrin-plast tilbyder fremragende dimensionsstabilitet, lav friktion og imponerende slidmodstand. Dens stivhed og krybdæmpning gør den ideel til gear, lejer og glidemekanismer, hvor konsekvent ydeevne er afgørende over tid. Delrin bearbejdes som en drøm – rene snit, stramme tolerancer og glatte overfladeafslutninger opnås nemt.
Nylon (PA) giver større fleksibilitet og slagstyrke end Delrin. Bearbejdning af nylon fungerer godt til dele, der skal absorbere stød eller bøje under belastning. Nylon, der kan bearbejdes, absorberer dog fugt fra omgivelserne, hvilket kan påvirke dimensionerne og de mekaniske egenskaber. Denne hygroskopiske natur betyder, at nylondele kan ændre sig lidt i fugtige forhold – en kritisk overvejelse ved præcisionsanvendelser.
Hvornår er Delrin bedre end nylon?
- Bedre dimensionsstabilitet ved skiftende luftfugtighed
- Lavere friktionskoefficienter til glidende anvendelser
- Strammere tolerancer og glattere overfladeafslutninger
- Modstandsdygtighed mod krybning under vedvarende belastning
Vælg nylon, når du har brug for:
- Højere slag- og udmattelsesstyrke
- Større fleksibilitet og længdeudvidelse
- Lavere materialeomkostninger til mindre kritiske anvendelser
Polycarbonat kommer ind i billedet, når optisk gennemsigtighed eller ekstrem slagstyrke er afgørende. Det er betydeligt mere holdbart end akryl, mens det forbliver gennemsigtigt. Beskyttelsesdæksler, sigtglasser og sikkerhedskomponenter bruger ofte polycarbonat. Det ridser dog lettere end glas og kræver omhyggelig håndtering under bearbejdning for at undgå spændingsrevner.
Valg af materialer baseret på din anvendelse
Materialevalg handler ikke kun om egenskaber – det handler om at matche disse egenskaber til dine specifikke krav, samtidig med at du styrer omkostningerne. Her er en omfattende sammenligning, der kan lede dine beslutninger:
| Materiale | Nøgleegenskaber | Bedste anvendelser | Bearbejdningsvurdering | Omkostningsniveau |
|---|---|---|---|---|
| Aluminium 6061-T6 | Letvægt, korrosionsbestandig, svejsbar | Kapsler, beslag, forbrugsprodukter, køleplader | Fremragende | $ |
| Aluminium 7075-T6 | Høj styrke, udmattelsesbestandig | Luftfartsstrukturer, komponenter med høj spænding | God | $$ |
| Stål 1018 | Tough, nemt svejseligt, kan overfladehærdes | Aksler, stifter, generelle mekaniske dele | God | $ |
| Stål 4140 | Høj styrke, varmebehandlingsbar | Tandhjul, aksler, værktøjskomponenter | Moderat | $$ |
| Rustfrit 304 | Korrosionsbestandig, ikke-magnetisk | Fødevareudstyr, medicinsk udstyr, marine hardware | Moderat | $$ |
| Rustfrit 316 | Overlegen korrosionsbestandighed | Kemisk forarbejdning, marineanvendelser, medicinske implantater | Moderat | $$$ |
| Messing C360 | Udmærket bearbejdningsvenlighed, ledende | Elektriske forbindelsesstumper, dekorative beslag, befæstningsmaterialer | Fremragende | $$ |
| Bronze C932 | Slidstærk, selvsmørende | Afstøtningsringe, lejer, aksialskiver | Meget godt | $$ |
| Delrin (POM) | Lav friktion, dimensionsstabil, stiv | Gear, lejer, præcisionsmekanismer | Fremragende | $$ |
| Nylon 6/6 | Stødfast, fleksibel, slidstærk | Slidplader, rullere, konstruktionsdele | God | $ |
| Polycarbonat | Gennemsigtig, stødfast | Sigtglas, beskyttelsesdæksler, linser | God | $$ |
Hvornår er aluminium bedre end stål? Aluminium er bedre end stål, når vægten er afgørende, når korrosionsbestandighed er vigtig, og når hurtigere maskinbearbejdning reducerer omkostningerne. Stål er bedre, når maksimal styrke, hårdhed eller slidbestandighed er afgørende – og når vægt ikke er en begrænsning.
Bearbejdningsvenlighedsgraden påvirker direkte din bundlinje. Materialer med vurderingen "Udmærket" kan fræses hurtigere, kræver færre værktøjsudskiftninger og giver bedre overfladekvalitet direkte fra maskinen. Ifølge brancheforskning om valg af materialer til CNC-bearbejdning påvirker bearbejdningsvenligheden direkte tidsforbruget og omkostningerne – materialer med god bearbejdningsvenlighed kan bearbejdes hurtigere og kræver færre værktøjsudskiftninger, hvilket reducerer de samlede omkostninger.
Overvej omhyggeligt afvejningen mellem omkostninger og ydeevne. En komponent fremstillet i messing kan koste mere i råmateriale end en i aluminium, men hvis messing leverer de krævede slidkarakteristika, mens aluminium svigter i brug, undgår den højere oprindelige omkostning dyre udskiftninger i felten.
Ud over materialeegenskaber er certificeringer afgørende for regulerede industrier. Materialeprøverapporter (MTR’er) giver dokumenteret bevis for sammensætning og egenskaber – hvilket er afgørende for luftfarts-, medicinske og automobilapplikationer. Når du bestiller via onlineplatforme, skal du sikre dig, at det valgte materiale inkluderer de relevante certificeringsmuligheder.
Når materialet er valgt, er de næste kritiske faktorer – tolerancer og overfladeafslutninger – afgørende for, om din komponent opfylder de funktionelle krav eller ikke lever op til forventningerne.
Tolerancer og overfladeafslutninger forklaret ud fra reelle anvendelser
Du har valgt din bearbejdningsteknik og udvalgt det perfekte materiale. Nu kommer et valg, der kan fås til at gå galt, selv for erfarede ingeniører: Hvor stramme skal dine tolerancer være, og hvilken overfladeafslutning har du faktisk brug for? Angiv dem for løst, og dine drejede dele vil ikke fungere korrekt. Angiv dem for stramt, og du betaler betydeligt mere uden at opnå nogen reel forbedring.
Her er det, som de fleste platforme ikke fortæller dig: Den tolerance på 0,001" som du er ved at angive, kan måske fordoble omkostningerne for din komponent og tredoble leveringstiden. At forstå, hvornår præcisionsdrejningstjenester retfærdiggør deres premium – og hvornår standardtolerancer fungerer perfekt – sparer penge, samtidig med at du sikrer, at dine præcisionsdrejede komponenter fungerer præcis som tiltænkt.
Hvilken tolerance har du virkelig brug for?
Tolerance definerer, hvor meget en dimension kan afvige fra dens specificerede værdi. Når en CNC-drejet komponent måler 25,00 mm med en tolerance på ±0,10 mm, godkendes alt mellem 24,90 mm og 25,10 mm ved inspektionen. Det lyder simpelt nok. Men de produktionsmæssige konsekvenser af at indsnævre denne tolerance er bestemt ikke simple.
Standardmålsætnings tolerancer – typisk ±0,10 mm (±0,004") – dækker de fleste almindelige anvendelser effektivt. Din maskinværksted kører med normale hastigheder, bruger standardværktøjer og udfører rutinemæssige kvalitetskontroller. Skift til præcisionsmålsætnings tolerancer på ±0,025 mm (±0,001"), og alt ændrer sig. Der kræves temperaturregulerede miljøer. Maskinerne kræver termisk stabilisering. Inspektionsrutiner udvides betydeligt. Ifølge forskningsresultater inden for fremstillingsomkostninger fordobles omkostningerne typisk ved overgang fra standard- til præcisionsmålsætnings tolerancer, mens ultra-præcise specifikationer kan øge omkostningerne med op til 24 gange.
Så hvornår retfærdiggør strengere specifikationer den ekstra investering? Overvej disse scenarier:
- Sammenføjningsflader: Når to CNC-fresede komponenter skal passe nøjagtigt sammen – f.eks. en aksel i et leje eller en kolbe i en cylinder
- Montagegrænseflader: Når din komponent skal forbindes med andre præcisionskomponenter med minimal spalt
- Tætningsanvendelser: Når pakninger eller O-ringe kræver en bestemt kompression for at fungere korrekt
- Højhastighedsrotation: Når ubalance ved stramme tolerancer ville forårsage vibration eller for tidlig svigt
For ikke-kritiske mål—områder til materialeafdrag, spillerumshuller eller kosmetiske funktioner—fungerer standardtolerancer normalt perfekt. Den dyreste tolerance er ofte den, der ikke giver nogen funktionsmæssig fordel.
| Toleranklasse | Typisk interval | Anvendelser | Prisens indvirkning |
|---|---|---|---|
| Standard/Handelsmæssig | ±0,13 mm (±0,005") | Generelle mekaniske dele, beslag, kabinetter, ikke-kritiske funktioner | Basis ($) |
| Nøjagtighed | ±0,025 mm (±0,001") | Sammenfaldende overflader, lejerpasninger, monteringsgrænseflader, hydrauliske komponenter | 2× basis ($$) |
| Høj præcision | ±0,013 mm (±0,0005") | Luft- og rumfartsstrukturer, medicinske implantater, optiske monteringer, instrumentering | 4–8× basis ($$$) |
| Ultra-præcision | ±0,0025 mm (±0,0001 tommer) | Metrologiudstyr, halvlederværktøjer, specialiserede videnskabelige instrumenter | 24x+ basisniveau ($$$$) |
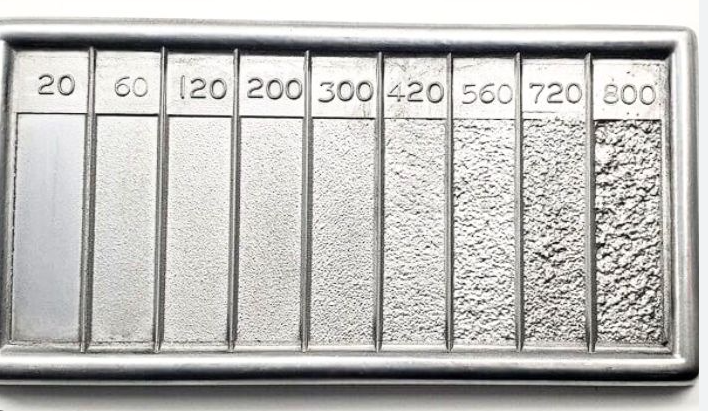
Overfladefinishmuligheder og hvornår de er afgørende
Overfladefinish beskriver din komponents ydre tekstur på mikroskopisk niveau. Den måles i Ra (gennemsnitlig ruhed) – lavere tal betyder glattere overflader. Men det, der er praktisk relevant, er, at overfladefinish påvirker gnidning, slid, korrosionsbestandighed og udseende.
Når komponenter fremstilles direkte på CNC-maskinen, får du en "som-fremstillet" finish. Synlige værktøjsmærker forbliver, men for indre komponenter eller dele, der modtager sekundær finish, er dette basisniveau ofte tilstrækkeligt. Fra dette udgangspunkt udvides mulighederne baseret på dine funktionelle og æstetiske krav:
- Som-fremstillet (Ra 3,2 μm / 125 μin): Standard maskinfinish med synlige værktøjsbaner. Ideel til indre komponenter, prototyper eller dele, der modtager yderligere finish. Den mest økonomiske løsning.
- Glat fremstillet (Ra 1,6 μm / 63 μin): Reducerede værktøjsmærker gennem optimerede skæreparametre. God til almindelige synlige overflader og sammenfaldende flader.
- Finbearbejdet (Ra 0,8 μm / 32 μin): Minimalt synlige værktøjsmærker. Egnet til præcisionspasninger, tætningsflader og æstetiske anvendelser.
- Medieblæst: En jævn mat tekstur, der skjuler maskinfremstillede mærker. Skaber en ensartet fremtoning på dele og forbedrer malingens tilhæftning. Kombineres ofte med anodisering for et premiumproduktudseende.
- Anodiseret (type II eller type III): En elektrokemisk proces, der danner et holdbart, korrosionsbestandigt oxidlag på aluminium. Tilgængelig i flere farver. Type III (hardcoat) giver betydelig slidstyrke til krævende anvendelser.
- Pulverlakeret: Holdbar maling, tilgængelig i næsten enhver farve. Tilføjer en tykkelse på 0,05–0,15 mm – afgørende for funktionskritiske egenskaber, hvor masking muligvis er nødvendig.
- Elektropoleret: Kemisk proces, der frembringer spejllignende overflader på rustfrit stål. Formindsker overfladeruheden samtidig med forbedret korrosionsbestandighed. Almindelig i medicinsk udstyr og fødevareproduktionsudstyr.
- Sort oxid: Konverteringsbelægning til stål, der giver moderat korrosionsbestandighed og en attraktiv sort fremtoning. Tilføjer minimal dimensional ændring.
Valg af overfladebehandling påvirker direkte fremstillingskompleksiteten. Som undersøgelser af overfladebehandlingsprocesser forklarer, tilføjer pulverlakning og anodisering materiale tykkelse, hvilket kan forstyrre stramme måletolerancer og kræve maskering af kritiske funktioner – en manuel, tidskrævende proces, der øger både omkostninger og levertid.
At balancere præcision med budget
Forskellige industrier tilgangar tolerancer og overflader med grundlæggende forskellige filosofier. Luftfartsapplikationer udfordrer ofte præcisionens grænser på grund af vægtbegrænsninger og sikkerhedskrav – hvert gram betyder noget, når man flyver. Medicinsk udstyr prioriterer konsekvent og pålidelig fremstilling for patientsikkerhedens skyld. Forbrugsprodukter balancerer typisk visuel tiltal mod omkostningseffektivitet.
Den smarteste tilgang? Anvend stramme tolerancer kun der, hvor funktionen kræver dem. Opret en tolerancehierarki:
- Kritiske dimensioner: Funktioner, der påvirker pasform, funktion eller sikkerhed – specificer præcistolerance
- Vigtige dimensioner: Funktioner, der påvirker montage eller ydeevne – anvend standardtolerancer med klare inspektionskrav
- Referencemål: Ikke-kritiske funktioner – acceptér det, som fremstillingsprocessen naturligt producerer
Temperatur har også større betydning, end mange ingeniører indser. En 300 mm aluminiumsdel udvider sig ca. 0,07 mm for hver temperaturændring på 10 °C. At angive tolerancer, der er strengere end den forventede termiske variation, skaber en umulig fremstillings situation.
Når du uploader til en online CNC-tjenesteplatform, skal du kigge efter DFM (Design for Manufacturability)-feedback, der markerer unødigt stramme tolerancer. Mange systemer foreslår nu automatisk, hvor specifikationerne kan blive afslappet uden funktionsmæssig indvirkning – hvilket sparer dig penge, samtidig med at kvaliteten af præcisionsmaskinbearbejdningstjenesterne opretholdes på det niveau, din applikation virkelig kræver.
Nu hvor tolerancer og overfladekvalitet er forstået, er du klar til at gennemgå hele bestillingsprocessen – fra korrekt forberedelse af dine CAD-filer til sporing af dine dele gennem produktion og levering.
Hele processen fra CAD-upload til levering af dele
Du har valgt din proces, valgt dit materiale og angivet tolerancer, der balancerer præcision med budgettet. Nu er det tid til sandheden: faktisk at afgive din ordre. Hvad sker der, efter du klikker på "upload"? Hvad foregår bag kulisserne, inden dine CNC-fremstillede dele ankommer til din dør?
At forstå denne arbejdsgang transformerer dig fra en passiv kunde til en informeret partner i fremstillingsprocessen. Når du ved, hvad der sker i hver fase, kan du forberede bedre filer, forudsige tidsplaner mere præcist og undgå de almindelige fejl, der forsinker projekter og driver omkostningerne op.
Forberedelse af dine CAD-filer til succes
Din CNC-maskine er kun lige så god som den fil, du giver den. Det er ikke overdrevet – det er fremstillingsrealiteten. Ufuldstændig geometri, forkerte filformater eller overfor komplekse modeller skaber kædereaktioner af problemer, der breder sig gennem hele produktionsprocessen.
Start med det rigtige filformat. Ifølge branchens bedste praksis for forberedelse af CNC-filer fungerer følgende formater bedst til online CNC-fremstillingstjenester:
- STEP (.stp, .step): Den universelle standard for CNC. Bevarer solid geometri præcist og fungerer med næsten alle CAM-systemer
- IGES (.igs, .iges): Ældre format, der stadig er bredt understøttet. Godt til flademodeller, men kan nogle gange miste data under oversættelse
- Parasolid (.x_t, .x_b): Indbygget i SolidWorks og mange CAM-systemer. Fremragende bevarelse af geometri
- Originale CAD-filer: Nogle platforme accepterer direkte SolidWorks-, Fusion 360- eller Inventor-filer
Undgå mesh-baserede formater som STL eller OBJ til maskinbearbejdning. Selvom de er perfekte til 3D-printing, omdanner disse formater glatte kurver til små trekanter, hvilket skaber problemer for værktøjsstisgenerering. Din smukke designet radius bliver en kantet approximation, der ikke kan bearbejdes præcist.
Før eksport kontrollerer du denne hurtige tjekliste:
- Bekræft, at din model er en lukket, vandtæt solid – ingen åbne flader eller revner
- Fjern duplikat- eller overlappende geometri, der forvirrer CAM-softwaren
- Eliminer ekstremt tynde vægge (under 0,5 mm for metal, 1,0 mm for plast)
- Kontroller, at indre hjørner har afrundinger, der svarer til de tilgængelige værktøjsradier
- Bekræft, at enhederne er korrekte – fejl vedrørende millimeter versus tommer er overraskende almindelige
Fra tilbud til leveringstidshorisont
Når din fil er klar, følger bestillingsprocessen en logisk rækkefølge. Her er præcis hvad der sker i hver fase:
- Filupload og øjeblikkelig analyse: Du uploader din CAD-fil via platformens portal. Inden for sekunder analyserer automatiserede algoritmer geometrien, beregner materialet fjernede volumen og identificerer potentielle fremstillingsudfordringer. De fleste platforme understøtter batch-upload til ordrer med flere dele.
- Specifikationsvalg: Du vælger materiale, mængde, tolerancenkrav og overfladebehandling. Systemet beregner prisen på ny i realtid, mens du justerer parametrene – så du kan finde det optimale punkt mellem ydelse og budget.
- Design til producibilitet (DFM) gennemgang: Platformens algoritmer – eller menneskelige ingeniører for komplekse dele – vurderer din konstruktion i forhold til fremstillingsbegrænsninger. Du modtager feedback om funktioner, der muligvis kan give problemer: vægge, der er for tynde, huller, der er for dybe, eller underskæringer, der kræver specialværktøj. Denne fase forhindrer dyre overraskelser senere.
- Tilbudsoprettelse: Du modtager et bindende tilbud, der inkluderer enhedspris, oprettelsesgebyrer (hvis relevant), leveringstid og forsendelsesmuligheder. Online-maskinfremstillingstilbud ankommer typisk inden for få minutter for standarddele – i modsætning til dage via traditionelle kanaler.
- Ordrebekræftelse og betaling: Når du godkender tilbuddet, udløser betalingsbehandlingen produktionsplanlægningen. Din ordre kommer ind på fremstillingskøen med en bekræftet leveringsdato.
- Produktion: Dine skræddersyede maskinfremstillede dele går i produktion. CNC-programmører genererer optimerede værktøjsbaner ud fra din geometri. Operatører opsætter maskinerne, verificerer første prøvestykke og kører produktionen. Kvalitetssystemer overvåger den dimensionelle nøjagtighed gennem hele processen.
- Kvalitetskontrol: Færdige dele undergår dimensionel verifikation i henhold til dine specifikationer. Afhængigt af dine krav omfatter dette enten stikprøvekontrol af kritiske dimensioner eller fuld CMM-inspektion med detaljerede rapporter.
- Afslutning og efterbehandling: Hvis du har specificeret overfladebehandlinger – som anodisering, pulverlakning eller galvanisering – sendes delene til sekundære operationer før endelig emballage.
- Forsendelse og levering: Dele er omhyggeligt pakket, så de ikke beskadiges under transport. Sporingsoplysninger giver dig mulighed for at følge fremskridtet, indtil CNC-fremstillede dele ankommer til din dør.
Hele cyklus for prototyppemaskineringstjenester tager typisk 3–10 hverdage, afhængigt af kompleksiteten, materialeforsyningen og kravene til overfladebehandling. Produktionsmængder udvider naturligvis tidsplanen, men drager fordel af effektivitetsgevinster, der reducerer omkostningerne pr. del.
Undgå almindelige uploadfejl
Efter behandling af tusindvis af ordrer har online-platforme identificeret de samme undgåelige fejl gentagne gange. Ved at undgå disse fejl fremskyndes din tidsplan, og dyre revideringer undgås.
Manglende eller forkerte tolerancer: Hvis du ikke angiver tolerancer, anvender producenterne deres standardtolerancer (typisk ±0,13 mm). Det kan måske fungere fint – eller det kan medføre monteringsfejl. Vær specifik vedrørende kritiske mål.
Umulige indre hjørner: Skæreværktøjer er runde. En indvendig 90-graders hjørne er geometrisk umulig at bearbejde. Enten tilføj afrundinger, der svarer til standardværktøjradiuser (3 mm, 5 mm og 6 mm er almindelige), eller forvent, at producenten anmoder om afklaring – hvilket udvider din tidsplan med flere dage.
Gevind uden angivelser: Din CAD-model kan vise gevindbores, men CNC-maskiner kræver eksplicitte gevindspecifikationer. Inkludér gevindtype (UNC, metrisk), stigning, dybde og pasformsklasse i din tekniske tegning eller i bemærkningerne.
Manglende 2D-tegninger til komplekse krav: Selvom 3D-modeller driver fremstillingen, kommunikerer 2D-tegninger særlige krav som GD&T-angivelser, overfladekvalitetsspecifikationer på bestemte flader eller inspektionskriterier. Ved CNC-prototypering med simple geometrier er 3D-filer ofte tilstrækkelige – men seriefremstillede dele drager fordel af supplerende tegninger.
For strengt definerede tolerancer: At angive ±0,01 mm på hver enkelt dimension signalerer manglende erfaring og får tilbud til at stige. Anvend stramme tolerancer kun, hvor funktionen kræver det. Erfarne ingeniører skelner mellem kritiske pasforme og generelle mål.
Professionel tip til hurtigere levering: Forenkle detaljer, der ikke påvirker funktionen. Den dekorative afskæring, der kræver et specielt værktøj? Den dybe, smalle spalte, der kræver værktøj med forlænget rækkevidde? Hver ikke-standard detalje tilføjer opsætningstid. Når fristerne er stramme, er designforenkling ofte mere afgørende end accelereret fragt.
Omkostningsoptimering følger samme logik. Standardmaterialer (aluminiumlegering 6061, rustfrit stål 304) er billigere og leveres hurtigere end eksotiske legeringer. Mere løse tolerancer reducerer inspektionstiden. Større mængder spreder opsætningsomkostningerne over flere dele. Og at designe til effektiv fastspænding – flade bundflader, lettilgængelige detaljer, logiske bearbejdningssekvenser – forkorter produktionsprocessen uden at kompromittere kvaliteten.
Nu hvor din ordre er afgivet og produktionen er i gang, hjælper det dig med at forstå, hvad der driver priserne, at træffe klogere beslutninger om fremtidige projekter – og potentielt reducere omkostningerne ved nuværende projekter, inden specifikationerne endeligt fastsættes.
Forståelse af prissætning og omkostningsoptimering ved CNC-bearbejdning
Har du nogensinde undret dig over, hvorfor to tilsyneladende lignende dele returneres med helt forskellige prisangivelser for CNC-bearbejdning? Du er ikke alene. De fleste online-platforme viser dig et tal uden at forklare, hvordan det er beregnet. Den manglende gennemsigtighed efterlader dig i tvivl om, om du får en retfærdig pris – eller betaler for meget for funktioner, som du faktisk ikke har brug for.
Her er realiteten: Omkostningerne ved CNC-bearbejdning er ikke tilfældige. De følger forudsigelige mønstre, der bygger på specifikke faktorer, som du kan påvirke. At forstå disse drivkræfter transformerer dig fra en passiv køber til en, der kan optimere designet strategisk for at opnå omkostningseffektivitet. Lad os afsløre, hvad der faktisk bestemmer dine omkostninger til metalbearbejdning hos CNC-maskinisten.
Hvad driver faktisk CNC-bearbejdningsomkostningerne?
Hver prisangivelse, du modtager, afspejler seks primære omkostningsdrevende faktorer. Nogle af dem kan du påvirke i designfasen. Andre afhænger af dine produktionskrav. Alle sammen påvirker hinanden på måder, der skaber muligheder for optimering.
Materialevalg påvirker omkostningerne på to måder. For det første varierer råmaterialepriserne kraftigt – titan koster cirka 20 gange mere pr. kilogram end aluminium. For det andet påvirker bearbejdningsvenligheden produktionsomfanget. Aluminiumsbearbejdning foregår betydeligt hurtigere end rustfrit stål, fordi blødere materialer tillader højere fremføringshastigheder og længere værktøjslevetid. Ifølge branchens omkostningsanalyse koster aluminium typisk 1–3 USD pr. kilogram, mens titan koster mellem 15 og 50 USD pr. kilogram.
Kompleksitet af del påvirker direkte bearbejdningsomfanget – og tid er penge. Komplekse geometrier kræver flere opsætninger, specialværktøjer og langsommere fræsningshastigheder for at opretholde nøjagtighed. En simpel beslag kan tage 15 minutter at fræse. Et indviklet hus med dybe lommer og sammensatte vinkler kan kræve timer.
Tolerancrav medfører eksponentielle omkostningsstigninger. Standardtollerancer (±0,13 mm) er næsten gratis ved almindelig bearbejdning. Præcisionstollerancer (±0,025 mm) kræver miljøkontrol, omhyggelig måling og langsommere bearbejdning. Ultra-præcisionskrav kan øge omkostningerne med op til 24 gange eller mere.
Antal fordeler de faste omkostninger over flere dele. Opsætningsgebyrer, programmeringstid og inspektion af første styk foretages én gang uanset, om du bestiller 1 eller 1.000 dele. Højere volumener formindsker disse faste omkostninger betydeligt.
Overfladeafslutning tilføjer bearbejdnings tid og nogle gange sekundære operationer. Dele i maskinfremstillet tilstand koster intet ekstra. Polerede overflader kræver yderligere bearbejdning. Anodisering, pulverlakning eller galvanisering tilføjer separate bearbejdningsfaser med deres egne omkostninger.
Leveringstid medfører premium-gebyrer, når du har brug for dele hurtigt. Hastebestillinger forstyrer produktionsplanlægningen og kan kræve overarbejde eller akut indkøb af materialer.
| Fabrik | Impact Level | Optimeringsstrategi |
|---|---|---|
| Valg af materiale | Høj | Vælg lettilgængelige materialer med god bearbejdningsmulighed. Aluminium 6061 i stedet for 7075; rustfrit stål 304 i stedet for 316, når kravene til korrosionsbestandighed tillader det. |
| Kompleksitet af del | Høj | Forenkle ikke-funktionelle funktioner. Reducer dybden af udskæringer. Brug standardværktøjsradiusser til indvendige hjørner. Opdel overfor komplekse dele i samlinger. |
| Tolerancespecifikationer | Høj | Anvend stramme måletolerancer kun på funktionelle sammenstødsflader. Accepter standardtolerancer på ikke-kritiske mål. |
| Ordrekvantitet | Høj | Sammenlæg ordre for at sprede opsætningsomkostningerne. Overvej at bestille fremtidige behov samlet for at få adgang til mængderabatter. |
| Overfladeafslutning | Medium | Angiv overfladebehandling som-maskineret, hvor udseendet ikke er afgørende. Brug kornstråling i stedet for polering for en ensartet fremtoning til lavere omkostning. |
| Leveringstid | Medium | Planlæg forud for at undgå ekspresgebyrer. Standard leveringstider på 7–10 dage koster typisk 15–30 % mindre end ekspresmuligheder. |
Intelligente strategier til reduktion af reservedelsomkostninger
Omkostningsreduktion betyder ikke, at man accepterer ringere kvalitet. Det betyder at eliminere spild – unødigt præcisionsarbejde, overdimensionerede funktioner eller ineffektive konstruktioner, der øger maskineringstiden uden at tilføje funktional værdi.
Start med at stille spørgsmål vedrørende alle stramme tolerancer. Ifølge forskningsresultater inden for fremstillingsomkostninger er standardtolerancen på ±0,127 mm allerede ret præcis og tilstrækkelig til de fleste anvendelser. Hver trinvis strammere tolerance medfører længere inspektionstid, langsommere fræseskæringshastigheder og øget risiko for forkastede dele.
Design til effektiv metalbearbejdning ved at undgå geometrier, der kræver specialværktøj. Dybe, smalle nitter kræver fræsere med forlænget rækkevidde, som bukker og kræver langsommere fremføringshastigheder. Tynde vægge kræver omhyggelig understøtning og forsigtig bearbejdning. Ikke-standardiserede hullers diametre kræver brug af specialbor i stedet for almindeligt tilgængeligt værktøj.
Overvej disse praktiske optimeringer:
- Forøg radius i indvendige hjørner for at matche standardfræsers diametre (3 mm, 5 mm, 6 mm). Større radius tillader hurtigere fræsning og længere værktøjslevetid.
- Begræns huldybder til 4 gange bredden. Dypere udskåringer kræver specialværktøj og betydeligt langsommere fremføringshastigheder.
- Anvend standardhuldiametre der matcher almindelige bords diametre i stedet for vilkårlige mål.
- Undgå unødvendige krav til overfladekvalitet på indvendige eller skjulte overflader.
- Design med flade bunde til stabil fastspænding i stedet for brug af specialfiksturer.
Ved små CNC-bearbejdningsordrer overstiger opsætningsomkostningerne ofte materialeomkostningerne og bearbejdningsomkostningerne tilsammen. En enkelt kompleks del kan koste 150 USD, men at bestille ti stykker af samme del koster måske kun 300 USD – fordi opsætningen kun foretages én gang. Overvej altid, om det er økonomisk fornuftigt at bestille lidt mere end det umiddelbare behov.
Mængderabatter og volumenprissætning
Mængdeprisfastsættelse inden for tilpassede CNC-bearbejdningsydelser følger et forudsigeligt mønster. Fremstilling af den første prøveenhed indebærer den største omkostning pr. enhed, da den omfatter programmering, opsætning og procesvalidering. Hver efterfølgende enhed drager fordel af effektivitetsgevinster.
Regnestykket virker markant til din fordel. Prisdata fra den virkelige verden viser, at en del, der koster 134 GBP pr. stk. ved én enhed, falder til 38 GBP pr. stk. ved 10 enheder – en reduktion på 70 %. Ved 100 enheder falder stykomkostningen til 13 GBP, hvilket svarer til en fald på 90 % i forhold til prisen pr. enkelt enhed.
Dette er ikke magi – det er produktionsøkonomi. CNC-programmøren opretter værktøjsspor én gang. Drejeren opsætter fastspændingen én gang. Kvalitetsinspektionen fastlægger måleprotokoller én gang. Alle disse faste omkostninger spreder sig over din samlede ordre.
Klog køb af udnytter dette på flere måder:
- Konsolider ordre i stedet for at foretage flere små køb over tid
- Bestil prototyper i små serier (5–10 enheder) i stedet for enkeltstykker, når du tester iterationer
- Forudsig produktionsbehov og forpligt dig til større mængder for bedre priser
- Forhandle rammeordrer for løbende behov med planlagte leverancer
Dog er mængde ikke altid svaret. Ved prototyppemaskinbearbejdning eller designvalidering går ressourcer spildt, hvis man bestiller hundreder af dele, inden funktionaliteten er bekræftet. Den ideelle fremgangsmåde afvejer nuværende behov mod realistiske mængdebaserede besparelser – aldrig bestille mere, end man faktisk vil bruge, udelukkende for at nå en prisrabat.
Når pristillæg er forstået, skifter din næste overvejelse til at vurdere, hvilke online CNC-leverandører der faktisk leverer den kvalitet, certificeringer og kommunikation, som dine projekter kræver.
Sådan vurderes og sammenlignes online CNC-leverandører
Du har lært, hvordan prissætning fungerer, og hvad der driver omkostningerne. Men her er et spørgsmål, der er lige så vigtigt: Hvordan ved du, hvilken leverandør der faktisk leverer kvalitetsdele til tiden? Ikke alle online CNC-tjenester opererer på samme standard. Nogle opretholder strenge kvalitetssystemer med certificerede processer. Andre fungerer som mellemmænd, der forbinder dig med ukendte maskinværksteder med varierende kompetencer.
At vælge den forkerte leverandør koster ikke kun penge – det udsætter også projekterne for forsinkelser, skaber monteringsproblemer og kan potentielt skade din ry for dine egne kunder. Den gode nyhed? Der findes objektive vurderingskriterier, der adskiller pålidelige partnere fra risikofyldte gældsforretninger.
Certificeringer, der faktisk betyder noget
Branchecertificeringer er ikke bare flotte logoer på en hjemmeside. De udgør dokumenteret bevis for, at en producent følger standardiserede kvalitetsprocesser, som er verificeret af uafhængige revisorer. Ifølge forskning om produktionscertificeringer fungerer certificeringer som støtter, der understøtter og validerer alle faser af produktionsprocessen inden for et kvalitetsstyringssystem.
Men hvilke certificeringer er faktisk relevante for din anvendelse? Her er, hvad hver større certificering fortæller dig:
ISO 9001 fastlægger det globale grundlag for kvalitetsstyringssystemer. Det demonstrerer, at en produktionsfacilitet har dokumenterede procedurer, overvåger ydelsesmål og håndterer afvigelser med korrigerende foranstaltninger. Hvis en leverandør mangler endda denne grundlæggende certificering, bør du gå frem med yderste forsigtighed.
AS9100D bygger på ISO 9001 med luftfartssektorspecifikke krav, herunder omfattende risikostyring, strenge dokumentationskrav og kontrol af produktintegritet gennem komplekse leveringskæder. Alle dele, der er beregnet til luftfartsanvendelser, skal stamme fra faciliteter certificeret i henhold til AS9100D.
IATF 16949 styrer kvalitetsstyring inden for bilindustrien og kombinerer principperne i ISO 9001 med sektorspecifikke krav til kontinuerlig forbedring, fejlforebyggelse og strenge leverandørkontroller. Hvis du fremstiller CNC-maskinværksteder i nærheden af mig til automobilapplikationer, er denne certificering uundværlig.
ISO 13485 omfatter fremstilling af medicinsk udstyr med strenge krav til design, sporbarthed og risikomindskelse. Medicinske komponenter kræver denne certificering for at opfylde kravene fra regulering myndigheder og sikre patientsikkerheden.
NADCAP akrediteringen fokuserer specifikt på særlige processer, der er afgørende for luftfarts- og forsvarssektoren – varmebehandling, kemisk behandling og ikke-destruktiv prøvning. Dette udgør en ekstra lag kvalitetssikring ud over generelle certificeringer.
Spørgsmål at stille, før du bestiller
Certificeringer fortæller dig noget om systemer. Men du skal også forstå, hvordan en bestemt leverandør håndterer dine specifikke krav. Før du forpligter dig til en online CNC-tjeneste, skal du indhente svar på følgende afgørende spørgsmål:
- Kvalitetssikringsproces: Hvilke inspektionsmetoder bruger de? Udfører de mellemkontroller eller kun endelig inspektion? Kan de levere CMM-rapporter for kritiske mål? Faciliteter med robust kvalitetskontrol bør uden videre kunne forklare deres måleevner og kalibreringsprotokoller.
- Materialens sporbarhed: Kan de levere materialeprøverapporter (MTR’er), der dokumenterer sammensætning og egenskaber? For regulerede industrier er denne dokumentation obligatorisk – ikke frivillig.
- Maskinens kapacitet: Hvilke maskiner opererer de? Flere-akse-maskiner, svejtsdrejebænke og EDM-kapacitet udvider det mulige. Spørg om alderen på maskinerne og vedligeholdelsesplanerne – velvedligeholdte maskiner giver konsekvente resultater.
- Revision og korrektionspolitikker: Hvad sker der, hvis dele ankommer uden for specifikationen? Pålidelige leverandører angiver tydeligt deres politik for genfremstilling og reagerer hurtigt på kvalitetsproblemer.
- Kommunikationskanaler: Kan du nå en rigtig ingeniør, når der opstår problemer? Nogle platforme tilbyder kun understøttelse via chatbot, mens andre giver direkte adgang til teknisk personale, der forstår udfordringer inden for maskinbearbejdning.
- Leveringstidens pålidelighed: Hvad er deres historik for levering til tiden? Bed om data, ikke løfter. Konsekvent levering er vigtigere end optimistiske estimater.
- Kvalitet af DFM-feedback Hvor detaljeret er deres analyse af fremstillingsegnet design (DFM)? Leverandører, der opdager potentielle problemer før produktionen, sparer dig tid og penge.
Når du vurderer svarene, skal du se efter specifikt. Vage svar som "vi har kvalitetsprocesser" betyder mindre end detaljerede forklaringer af inspektionsprotokoller, kalibreringsplaner og dokumenterede procedurer.
Online vs. lokale maskinbutikker
Her er en ærlig vurdering, som de fleste online platforme ikke vil give dig: Nogle gange giver lokale maskinbutikker mere mening. Valget mellem at søge efter en "cnc shop nær mig" eller at bruge onlinetjenester afhænger af din specifikke situation.
Online-CNC-tjenester udmærker sig, når:
- Du har brug for øjeblikkelige tilbud uden telefonopkald eller ventetid
- Geografisk placering er ligegyldig
- Standardmaterialer og tolerancer passer til dine krav
- Du bestiller prototyper eller små produktionsserier.
- Gennemsigtige priser og ordreovervågning af din arbejdsproces
- Du mangler eksisterende relationer med kvalificerede maskinværksteder i nærheden af mig
Lokale maskinværksteder giver mening, når:
- Dine dele kræver omfattende samarbejde og iterativ udvikling
- Du skal inspicere faciliteter, udstyr og processer personligt
- Ekstremt korte frister kræver levering samme dag eller næste dag
- Komplekse projekter drager fordel af ansigt-til-ansigt-designdiskussioner
- Du udvikler proprietære produkter, der kræver streng fortrolighed
- Ongoing produktionsrelationer retfærdiggør regelmæssige besøg hos en maskinist i nærheden
Ifølge en sammenlignende analyse mellem traditionel og online-maskinbearbejdning fokuserer traditionelle CNC-tjenester på præcision, praktisk hjælp og strenge kvalitetskontroller – du opbygger et tæt samarbejde med fabrikken, hvilket er en fordel ved store eller særlige projekter. Online-platforme prioriterer hastighed, brugervenlighed og hurtig adgang, men du kommunikerer muligvis ikke meget med de personer, der fremstiller dine dele.
Den praktiske virkelighed? Mange købere bruger begge tilgange strategisk. Online-platforme håndterer enkle dele, hvor hastighed og prisgennemsigtighed er afgørende. Lokale maskinistværksteder i min nærhed håndterer komplekse projekter, der kræver tæt samarbejde og hurtig iteration.
Overvej denne beslutningsramme: Hvis du kan definere dine krav fuldstændigt i en CAD-fil og skriftlige specifikationer, leverer online-tjenester typisk hurtigere og mere omkostningseffektivt. Hvis dit projekt kræver løbende dialog, designændringer undervejs eller specialiserede processer ud over standardmaskinbearbejdning, tilbyder lokale maskinværksteder fordele ved at opbygge relationer, som digitale platforme ikke kan efterligne.
Når evalueringsskriterierne er fastlagt, hjælper det med at forstå, hvordan forskellige brancher anvender disse standarder – og hvilke specialkrav de stiller – med henblik på at matche leverandører til dine specifikke anvendelsesbehov.

Industrielle anvendelser fra bilindustri til luftfart
At forstå certificeringer og vurderingskriterier giver dig grundlaget. Men hvordan oversættes disse standarder til reelle fremstillingsforhold? Forskellige brancher har ikke blot en præference for bestemte certificeringer – de kræver specifikke processer, materialer og kvalitetsprotokoller, der grundlæggende påvirker, hvordan online CNC-tjenester fungerer inden for hver enkelt sektor.
Uanset om du udvikler CNC-metaldele til bilmonteringer, præcisions-CNC-bearbejdningstjenester til kirurgiske instrumenter eller luft- og rumfart-CNC-bearbejdning til flykritiske konstruktioner, stiller hver branche unikke krav. Lad os undersøge, hvad disse krav betyder i praksis – og hvordan ledende producenter imødegår dem.
Krav i Automobilproduktion
Bilindustrien opererer efter et simpelt princip: nul fejl i stor skala. Når du producerer tusinder af identiske komponenter, som skal passe nøjagtigt ind i monteringslinjer, der kører med høj hastighed, er konsekvens ikke en valgfrihed – det er overlevelse.
IATF 16949-certificering udgør rygraden i kvalitetsstyring inden for bilindustrien. Denne standard går ud over de grundlæggende krav i ISO 9001 for at imødegå de særlige udfordringer ved storvolumenproduktion. Ifølge branchens certificeringsforskning kombinerer IATF 16949 principperne fra ISO 9001 med sektorspecifikke krav til løbende forbedring, fejlforebyggelse og streng leverandørstyring.
Hvad betyder dette for dine CNC-bilprojekter?
- Statistisk Proceskontrol (SPC): Kontinuerlig overvågning af kritiske mål gennem hele produktionsløbet – ikke kun ved slutinspektion
- Avanceret produktkvalitetsplanlægning (APQP): Strukturerede processer til udvikling og lancering af nye dele, der minimerer produktionsrisici
- Produktionsdelgodkendelsesproces (PPAP): Dokumenteret bevis for, at produktionsprocesser konsekvent fremstiller dele, der opfylder specifikationerne
- Fejlmodesk og effekteranalyse (FMEA): Systematisk identifikation af potentielle fejl, inden de opstår
- Fuld Sporbarhed: Dokumentation, der knytter hver enkelt del til specifikke materialepartier, maskinopsætninger og operatørhandlinger
Typiske automobilrelaterede CNC-anvendelser omfatter chassisbeslag, gearkassehuse, bremsekomponenter, styresystemdele og specialfremstillede metalstøddæmper. Disse dele kræver ofte bearbejdning af rustfrit stål for korrosionsbestandighed i udsatte anvendelser eller aluminium til komponenter, hvor vægt er afgørende.
For producenter, der skalerer fra prototypebearbejdning til fuld produktion, kræver bilindustrien partnere, der kan opretholde kvalitetskonsekvens ved overgangen til større produktionsvolumener. Shaoyi Metal Technology udviser denne evne – deres IATF 16949-certificerede anlæg kombinerer streng statistisk proceskontrol (SPC) med hurtig skalaopbygning fra prototyper til serieproduktion og tilbyder leveringstider så hurtige som én arbejdsdag for chassismontager og præcisionskomponenter. Denne kombination af certificering, proceskontrol og hastighed løser bilindustriens grundlæggende udfordring: at få kvalitetskomponenter ind på monteringslinjerne uden forsinkelse.
Præcisionsspecifikationer for luftfarts- og medicinsk industri
Hvis bilproduktion kræver konsekvens på tværs af store volumener, så kræver luftfarts- og medicalsektorerne præcision uden kompromis. Konsekvenserne af fejl—enten en turbineblad, der brækker i 30.000 fods højde, eller en kirurgisk implantat, der skader patienten—gør kvalitetskravene grundlæggende uforhandlingslige.
Krav til CNC-bearbejdning inden for luftfart
Luftfartsapplikationer presser bearbejdningskapaciteten til dens grænser. Ifølge præcisionsfremstillingsforskning kræver luftfartsdele såsom turbineblade, motordelen og strukturelle beslag tolerancer så smalle som ±0,0005 tommer (±0,013 mm)—hvilket placerer dem i ultra-præcisionsområdet og kræver miljøkontrol samt specialiseret måleudstyr.
AS9100D-certificering er obligatorisk for luftfartssupplianter. Denne standard udvider ISO 9001 med krav, der specifikt vedrører sikkerhed inden for luftfart:
- Forbedret risikostyring: Formelle processer til identificering og afbødning af risici gennem hele produktudviklingen
- Konfigurationsstyring: Strenge kontroller for at sikre, at dele nøjagtigt svarer til de godkendte designspecifikationer
- Kontroller af produktintegritet: Forebyggelse af efterlignede materialer og uautoriserede udskiftninger
- Førsteartikelinspektion (FAI): Udførelse af omfattende verifikation af, at produktionsprocesser genskaber kvalificerede dele
Materielle krav inden for luft- og rumfart kræver specialiseret ekspertise. Titanlegeringer tilbyder en fremragende styrke-til-vægt-ratio, men bearbejdes langsomt og slitter værktøjer hurtigt. Inconel og andre nikkelbaserede superlegeringer er modstandsdygtige over for ekstreme temperaturer, men stiller betydelige krav til maskinbearbejdning. Selv prototypering af kulstoffiber til kompositkonstruktioner kræver forståelse af, hvordan disse materialer opfører sig under skærekræfter.
Typiske luft- og rumfartsdele omfatter konstruktionsbeslag, motorophænge, landingsudstyrkomponenter, aktuatorhuse og brændstofsystemfittings – hver enkelt kræver dokumenterede materielscertifikater og fuldstændig dimensionsverifikation.
Standarder for medicinsk maskinbearbejdning
Produktion af medicinsk udstyr tilføjer krav om biokompatibilitet til de allerede høje krav til præcision. ISO 13485-certificering regulerer denne sektor med strenge krav til design, produktion, sporbarehed og risikomindskelse.
Hvad der gør medicinsk maskinbearbejdning unik:
- Bikompatible materialer: Titaniumlegeringer af kvalitet 5 og 23, kirurgiske rustfrie stålsorter (316L, 17-4PH) og specialplastikker som PEEK, som ikke forårsager uønskede reaktioner i kroppen
- Krav til overfladekvalitet: Glatte, fritstående overflader uden spåner, der forhindrer vævsbeskadigelse og bakteriel kolonisering
- Kompatibilitet med rengøring og sterilisering: Komponenter, der er designet til at tåle gentagne autoclavecyklusser uden nedbrydning
- Fuldstændig sporbarhed: Alle komponenter er sporbar til specifikke materialepartier for muliggøre tilbagetrækning, hvis der opstår problemer
Anvendelsesområder for medicinsk maskinbearbejdning omfatter kirurgiske instrumenter og ortopædiske implantater lige fra kabinetter til diagnostisk udstyr og komponenter til medicinsk doseringsudstyr. Hver enkelt kræver dokumentationspakker, der opfylder FDA’s regler og internationale standarder for medicinsk udstyr.
Fra prototype til produktionsskalering
Måske er den mest udfordrende overgang i fremstillingen ikke at opnå præcision – men at opretholde denne præcision, når voluminerne stiger fra enkelte prototyper til tusindvis af produktionsenheder. Ifølge forskning inden for fremstillingsudvidelse er en af de sværeste opgaver ved et produkt at fastsætte prisen – hvis dette gøres forkert, går hele programmet helt ud af kurs.
CNC-bearbejdning til prototyper tjener grundlæggende andre formål end seriefremstilling. Prototypbearbejdning validerer designkoncepter, tester funktionalitet og identificerer problemer, inden der gås over til omfattende produktion. Hastighed er typisk mere afgørende end stykprisen på dette trin.
Udfordringen ved overgangen opstår, når vellykkede prototyper skal blive produktionsrealiteter. Dette omfatter:
- Optimering af design til fremstilling (DFM): Tilpasning af prototypedesign til at optimere for effektiv produktion
- Procesvalidering: Bekræftelse af, at fremstillingsmetoderne konsekvent genskaber prototypens ydeevne
- Materialekonsistens: Sikre, at produktionsmaterialer præcis matcher prototype-materialernes egenskaber
- Kvalitetssystemets oprettelse: Implementering af inspektionsprotokoller, der er passende for seriefremstilling
- Omkostningsoptimering: Nedsættelse af omkostningerne pr. enhed gennem proceseffektivitet uden at kompromittere kvaliteten
Smarte producenter løser disse udfordringer ved at samarbejde med præcisions-CNC-bearbejdningstjenester, der er i stand til at håndtere begge faser. At arbejde med samme facilitet fra prototype til produktion eliminerer risiciene ved at overføre projekter mellem leverandører – hvor den særlige viden om bestemte dele ofte går tabt.
Det er her, at leverandører som Shaoyi Metal Technology demonstrerer særlig værdi. Deres evne til at levere hurtige prototyper med en leveringstid på én dag og derefter skala op til fuld produktionsmængde under det samme IATF 16949-kvalitetssystem eliminerer den manglende sammenhæng, der typisk plaguer overgangen fra prototype til produktion. Især for automobilapplikationer sikrer deres ekspertise inden for chassismontage og konsekvent SPC-overvågning, at produktionsdele præcist svarer til de validerede prototyper.
Den afgørende indsigt? At vælge en online CNC-tjeneste handler ikke kun om at få udarbejdet i dagens prototype. Det handler om at finde en partner, hvis kompetencer er afstemt med hele din produkts livscyklus – fra initial konceptvalidering til vedvarende produktionsmængder. De certificeringer, processer og branchekompetencer, du vurderer nu, afgør, om din produktion skalerer problemfrit eller støder på udfordringer ved hver overgangsphase.
Når du har forstået branchens krav, er du klar til at tage det sidste skridt: at forberede din første ordre med en klar tjekliste, der sikrer succes.
Hvordan man starter med din første online CNC-bestilling
Du har absorberet en masse informationer om processer, materialer, tolerancer, prisfaktorer og evalueringskriterier. Nu kommer det praktiske spørgsmål: Hvordan trykker man på aftrækkeren på din første ordre? Og endnu vigtigere, hvordan ved du, om online CNC-bearbejdningstjenester er det rigtige valg for dit specifikke projekt?
Lad os destillere alt til handlingsdygtige vejledninger. Uanset om du bestiller brugerdefinerede CNC-dele til en prototype eller planlægger produktionsrunder af CNC-maskindele, giver dette sidste afsnit dig en klar ramme for at træffe sikre beslutninger.
Din forhåndsordre tjekliste
Før du klikker på "upload", skal du gennemgå disse vigtige overvejelser. Hvert kontrolpunkt forhindrer almindelige fejl, der forsinker projekter eller hæver omkostningerne:
- Procesvalg bekræftet: Har du fastslået, om din komponent kræver fræsning, drejning eller flerakse-bearbejdning? Cylindriske komponenter er bedst egnet til drejning; komplekse geometrier med flere flader kræver fræsning; indviklede konturer kan begrunde brugen af 5-akse-kapaciteter.
- Materiale angivet korrekt: Er det valgte materiale passende til komponentens mekaniske, termiske og miljømæssige krav? Har du verificeret, at materialet er let tilgængeligt via din valgte platform?
- Tolerancer prioriteret: Har du identificeret, hvilke mål der er virkelig kritiske, og hvilke der kan acceptere standardtolerancer? At anvende stramme specifikationer overalt forøger omkostningerne unødigt.
- CAD-fil valideret: Er din model en lukket, tæt (vandtæt) solid? Har du fjernet dubletgeometri, verificeret enheder (mm mod tommer) og bekræftet, at indvendige hjørner har bearbejdelige radier?
- Filformat optimeret: Uploader du STEP-, IGES- eller Parasolid-filer i stedet for mesh-formater som STL? Solidgeometri konverteres præcist til fremstillingsinstruktioner.
- Tråde og specielle funktioner dokumenteret: Har du angivet eksplicit tråde, krav til overfladebehandling på bestemte flader eller andre detaljer, som CAD-geometri alene ikke kan formidle?
- Mængde overvejet strategisk: Fordeler din ordremængde opsætningsomkostningerne effektivt? Vil en lidt større ordremængde reducere stykomkostningerne tilstrækkeligt til at retfærdiggøre det?
- Leveringstid realistisk: Har du indregnet tilstrækkelig produktionstid, eller øger hastordringsgebyrer unødigt din prisangivelse?
- Certificeringer verificeret: Har leverandøren certificeringer, der er relevante for din branche – mindst ISO 9001 samt IATF 16949, AS9100D eller ISO 13485, hvis det er relevant?
- Krav til kvalitetsdokumentation klart specificeret: Har du brug for inspektionsrapporter, materialecertifikater eller overensstemmelsescertifikater? Specificer disse allerede i forvejen i stedet for at anmode om dem efter produktionen.
Træf det rigtige valg i produktionen
Her er en ærlig sandhed: Online-CNC-fremstillingsydelser er ikke altid den optimale løsning. At forstå, hvornår alternativer giver mere mening, sparer tid, penge og frustration.
Vælg online CNC, når:
- Din del kræver præcision, styrke eller materiale egenskaber, som kun bearbejdning leverer
- Du har brug for funktionelle prototyper i produktionskvalitetsmaterialer, ikke kun visuelle modeller
- Mængden varierer fra 1 til flere hundrede dele
- Du sætter pris på gennemsigtige priser, øjeblikkelige tilbud og ordreovervågning
- Standardmaterialer og tolerancer opfylder dine krav
- Lejdtider på 3-10 dage arbejde inden for din tidsplan
Overvej 3D-printning i stedet, når:
- Din geometri omfatter interne kanaler, gitterstrukturer eller organiske former, der er umulige at maskinere.
- Du har brug for meget små mængder (1-5 dele) af ikke-funktionelle prototyper hurtigt
- Materialeegenskaber er mindre afgørende end hastighed og geometrisk frihed
- Din budget er yderst begrænset, og kravene til præcision er beskedne
Ifølge forskning i forbindelse med fremstillingsmetode-sammenligninger fremhæver 3D-printing sig ved dele med få geometriske begrænsninger, mens CNC-bearbejdning giver mere fordelagtige økonomier af skala ved mængder på over 100 enheder med enkle geometrier.
Overvej injektionsformning, når:
- Antallet overstiger 500–1.000+ identiske plastdele
- Prisen pr. enhed er mere afgørende end den oprindelige investering i værktøjer
- Din plan er færdig og vil ikke ændre sig.
Overvej lokale maskinsteder, når:
- Projekter kræver omfattende samarbejde og iterativ udvikling
- Levering samme dag eller næste dag er virkelig kritisk
- Ansigt-til-ansigt-designdiskussioner ville forbedre resultaterne
- Ejendomsretlige hensyn kræver maksimale fortrolighedsforanstaltninger
Mange succesrige købere bruger strategisk flere tilgangsmåder. Hurtig CNC-prototypproduktion via onlineplatforme validerer design hurtigt. Produktionsvolumenerne kan evt. skifte til sprøjtestøbning. Meget specialiserede CNC-skæreoperationer kan forblive hos pålidelige lokale partnere.
Næste trin for dit projekt
Du er nu rustet til at navigere sikkert på online-CNC-produktionsområdet. Men viden uden handling forbliver teoretisk. Her er, hvordan du kommer videre i praksis:
Start med en testordre. Hvis du aldrig har brugt en bestemt platform, så start med en enklere del i stedet for din mest kritiske komponent. Dette validerer deres kvalitet, kommunikation og leveringspålidelighed, inden du påtager dig større projekter.
Søg efter partnere, der er klar til produktion. Hvis dit projekt muligvis skal udvides fra CNC-prototypproduktion til seriefremstilling, skal du vælge leverandører, der er i stand til at håndtere begge faser. Ifølge kriterierne for fremstillingsvurdering bør en god partnerskab ikke kun imødekomme nuværende behov, men også have evnen til at opfylde fremtidige krav og skala op i takt med din vækst.
Hvad adskiller leverandører, der er klar til produktion? Søg efter dokumenterede kompetencer som leveringstider på én dag for akutte prototyper, certificeringer, der svarer til dine branchekrav, samt dokumenterede kvalitetsprocesser (især statistisk proceskontrol – SPC – til sikring af konsekvens). Shaoyi Metal Technology udviser disse karakteristika – deres IATF 16949-certificering, ekspertise inden for chassismontage og hurtige leveringstider demonstrerer, hvad leverandører med fokus på produktion bør tilbyde.
Acceptér læringskurven. Din første ordre vil sandsynligvis ikke være perfekt. Du vil opdage nuancer vedrørende angivelse af tolerancer, forberedelse af filer og kommunikation af krav, som ingen guide kan forudse fuldstændigt. Hver projektbygning udvikler ekspertise, der gør efterfølgende ordrer mere effektive og omkostningseffektive.
Fortsæt med at iterere. Online CNC-platforme udvikler sig fortsat – bedre tilbudsalgoritmer, udvidede materialevalg, hurtigere leveringstider. Hold øje med nye funktioner, og antag ikke, at dagens begrænsninger vil vedblive.
Produktionslandskabet har undergået en grundlæggende ændring. Det, der tidligere krævede uger med telefonopkald, besøg på stedet og forhandlinger om tilbud, sker nu på få minutter via digitale platforme. Du har adgang til præcisionsfremstillingsmuligheder, som tidligere generationer af ingeniører kun kunne drømme om.
Brug denne adgang klogt. Design overvejet. Angiv præcist. Samarbejd strategisk. Og omdan dine digitale designs til fysisk virkelighed med tillid.
Ofte stillede spørgsmål om online CNC-tjenester
1. Hvor meget koster CNC-bearbejdning?
Omkostningerne til CNC-bearbejdning afhænger af seks primære faktorer: materialevalg (aluminium koster 1–3 USD/kg, mens titan koster 15–50 USD/kg), delens kompleksitet, tolerancenødvendigheder, ordremængde, krav til overfladebehandling og leveringstid. Standardtolerancer holder omkostningerne på basisniveau, mens præcisionstolerancer kan fordoble udgifterne. Storordrer reducerer betydeligt omkostningerne pr. enhed – en del, der koster 134 USD pr. stk., kan falde til 38 USD pr. stk. ved en ordre på 10 styk. At optimere designet ved at anvende standardværktøjsradier, begrænse huldybder og vælge lettilgængelige materialer hjælper med at minimere omkostningerne uden at kompromittere kvaliteten.
2. Hvad er den bedste online CNC-tjeneste?
Den bedste online CNC-tjeneste afhænger af dine specifikke krav. Vurder leverandører ud fra certificeringer (mindst ISO 9001 samt IATF 16949 for automobilindustrien eller AS9100D for luft- og rumfart), kvalitetssikringsprocesser, materialevalg, pålidelighed i forbindelse med levertid og kommunikationskvalitet. For automobilapplikationer, der kræver IATF 16949-certificering med SPC-overvågning og hurtig skalerbarhed fra prototypering til produktion, tilbyder Shaoyi Metal Technology levertider på én dag samt ekspertise inden for chassismontage. Anmod altid om materialeprøverapporter og verificer inspektionsmulighederne, inden du går til store ordrer.
3. Hvordan får jeg et øjeblikkeligt tilbud for CNC-bearbejdning?
Upload din CAD-fil (foretrukket i STEP-, IGES- eller Parasolid-format) til en online CNC-platform. Systemets algoritmer analyserer straks geometrien, beregner bearbejdnings tid og inddrager materialeomkostningerne. Vælg dine specifikationer – materialetype, mængde, tolerancer og overfladebehandling – og modtag opdateringer af priserne i realtid. De fleste platforme giver bindende tilbud inden for minutter, i modsætning til dage via traditionelle kanaler. Sørg for, at din model er en lukket, tæt fast legeme med maskinbearbejdelige indvendige hjørneradier for præcis automatisk prisberegning.
4. Hvilke filformater fungerer bedst til online CNC-bearbejdning?
STEP-filer (.stp, .step) er den universelle standard for CNC-bearbejdning og bevarer solid geometri præcist på tværs af alle CAM-systemer. IGES- og Parasolid-formater fungerer også godt. Undgå meshbaserede formater som STL eller OBJ, som omdanner glatte kurver til fladede approximationer, der ikke er velegnede til præcisionsbearbejdning. Før eksport kontrollerer du, at din model er vandtæt, fjerner duplikatgeometri, eliminerer vægge, der er tyndere end 0,5 mm for metaldele, og bekræfter de korrekte enheder for at undgå almindelige uploadfejl, der kan forsinke produktionen.
5. Hvornår bør jeg vælge online CNC frem for 3D-printning eller lokale maskinværksteder?
Vælg online CNC, når du har brug for præcision, styrke og produktionskvalitetsmaterialer til funktionelle prototyper eller mængder fra 1 til flere hundrede dele. 3D-printing er velegnet til interne kanaler, gitterstrukturer eller hurtige visuelle mockups, hvor materialeegenskaberne er mindre afgørende. Lokale maskinværksteder er fremragende til projekter, der kræver omfattende samarbejde, levering samme dag eller ansigt-til-ansigt-designdiskussioner. Mange købere bruger alle tre muligheder strategisk – online-platforme til enkle dele, lokale værksteder til komplekse samarbejdsprojekter og 3D-printing til geometrisk frihed.