 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Online CNC-bearbejdningstjenester afsløret: Fra tilbud til færdigdel
Hvad gør online CNC-fremstilling anderledes end traditionelle maskinværksteder?
Forestil dig, at du uploader en CAD-fil klokken tolv om natten og vågner op til et detaljeret tilbud, der ligger i din indbakke. Det er virkeligheden for en online cnc-bearbejdningstjeneste —en digital-first-tilgang, der har grundlæggende ændret, hvordan ingeniører, designere og produktudviklere får adgang til præcisionsfremstilling.
Traditionelle maskinværksteder fungerer efter en velkendt rytme: telefonopkald, e-mailudveksling, personlige samtaler og tilbud, der kan tage dage eller endda uger at blive klar. Du opbygger relationer med lokale drejere, diskuterer specifikationer over disken og spekulerer ofte i, om du får konkurrencedygtige priser. Selvom denne praktiske tilgang har sine fordele, skaber den barrierer – især når du arbejder mod en deadline eller befinder dig langt fra kvalificerede CNC-serviceudbydere.
En CNC-online-tjeneste omdanner denne model helt og aldeles. Disse digitale platforme forbinder dig direkte med netværk af certificerede producenter gennem et enkelt brugergrænseflade, hvilket eliminerer de geografiske begrænsninger ved at søge efter "CNC i min nærhed" samt den tidskrævende frem og tilbage-kommunikation i traditionelle tilbudsprocesser.
Fra CAD-fil til færdig del på få dage
Arbejdsgangen er forfriskende enkel. Du uploader dine designfiler – typisk i STEP- eller IGES-format – og algoritmer baseret på kunstig intelligens analyserer straks din komponents geometri. Inden for sekunder modtager du online-maskinepriser, der tager højde for materialevalg, tolerancer, overfladebehandlinger og produktionskompleksitet. Ifølge InstaWerk sammenligner disse algoritmer din komponent med databaser over flere hundrede tusinde tidligere fremstillede dele for at generere præcise priser øjeblikkeligt.
Denne hastighed er afgørende. Hardwareudviklere ved, at fysiske produkter skal valideres gennem eksperimentering – ikke kun simulering. Jo hurtigere du kan få dele i hånden, jo hurtigere kan du iterere, teste og forbedre dine designs.
Hvordan digitale platforme har ændret adgangen til fremstilling
Den teknologiske grundsten, der muliggør denne omstilling, kombinerer flere elementer:
- Automatiske tilbudsmoduler der eliminerer dage med ventetid for en CNC-tilbud online
- Automatiseret designfeedback der opdager fremstillelighedsproblemer, inden produktionen påbegyndes
- Ordrehåndteringssystemer der sender ordrer til specialiserede producenter inden for omfattende leverandørnetsværk
- Direkte sporing der holder dig informeret igennem hele produktionsprocessen
Disse platforme udnytter deres indkøbskraft ved at samle ordrer og tildele arbejde til meget specialiserede CNC-fremstillingspartnere. En drejet titan-del sendes til producenter, der er fremragende til at arbejde med titan; en kompleks 5-akset aluminiumskomponent sendes til værksteder med netop den pågældende ekspertise. Resultatet? Konsekvent kvalitet, konkurrencedygtige priser og adgang til kompetencer, som måske ikke findes i dit lokale område.
For produktudviklere betyder dette, at de kan koncentrere sig om designarbejde i stedet for at bruge timer på at forberede datapakker, kontakte producenter via e-mail og vente dage på svar. Den besværlige proces med at sammenligne tilbud vedrørende leveringstider og omkostninger reduceres til få minutter i stedet for uger.
Forståelse af CNC-fræsning, CNC-drejning og flerakse-bearbejdning
Du har uploadet din CAD-fil og modtaget et øjeblikkeligt tilbud – men hvordan ved du, hvilken bearbejdningsmetode der er den rigtige til din komponent? At forstå forskellen mellem CNC-fræsning, CNC-drejning og specialiserede metoder som EDM hjælper dig med at træffe klogere beslutninger om omkostninger, gennemførelsestid og komponentkvalitet. Lad os gennemgå hver proces i enkle termer.
CNC-fræsning forklaret enkelt
Forestil dig et roterende skæreværktøj bevæger sig over et stationært arbejdsemne og fræser materiale væk lag for lag. Det er CNC-fræsning i et nøddeskal. Den CNC-styrede fræsemaskine bruger flerpunktsværktøjer – som f.eks. endemiller, fladfreser eller kugleformede fræsere – til at fremstille flade overflader, udskåringer, sporer og indviklede 3D-konturer.
Hvad der gør fræsning så alsidig, er dens evne til at bevæge sig langs flere akser. Her er en oversigt over kapaciteterne:
- 3-akse-fræsning: Værktøjet bevæger sig langs X-aksen (venstre-højre), Y-aksen (foran-bagud) og Z-aksen (op-ned). Ideel til simple geometrier – f.eks. beslag, kabinetter og flade paneler. Ifølge Xometry er disse maskiner omkostningseffektive og kræver minimal uddannelse, hvilket gør dem ideelle til enklere dele.
- 4-akset fræsning: Tilføjer rotation omkring én akse, hvilket gør det muligt at bearbejde funktioner på flere sider uden manuel ompositionering af emnet.
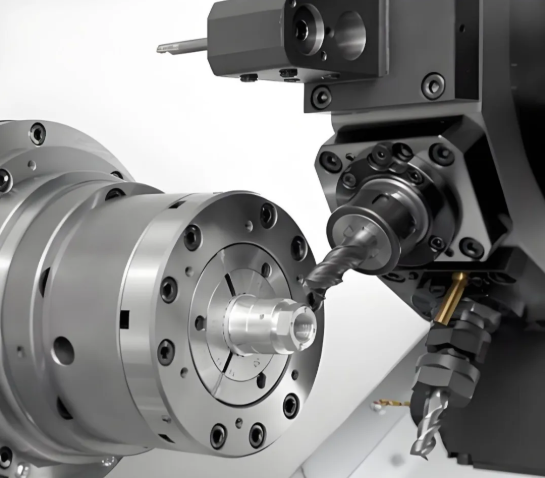
- 5-akset CNC-maskinbearbejdningstjenester: Værktøjet kan tilnærme sig din komponent fra næsten enhver vinkel, hvilket gør det muligt at fremstille komplekse konturer, undercuts og glatte skulpterede overflader i én enkelt opsætning. Disse maskiner er fremragende til luftfartskomponenter, medicinske implantater og formhulrum.
Kompromiset? Flere akser betyder højere maskinomkostninger og større programmeringskompleksitet. En 3-akset maskine kan koste mellem 25.000–50.000 USD, mens 5-akset udstyr kan koste fra 80.000 USD op til over 500.000 USD. For komplekse komponenter reducerer 5-akset bearbejdning dog ofte den samlede omkostning ved at eliminere flere opsætninger og forbedre præcisionen.
Ideelle anvendelsesområder for CNC-fresede dele:
- Kapsler og kabinetter med lommer og monteringsfunktioner
- Beslag og konstruktionsdele med huller på flere flader
- Formhulrum, der kræver glatte, konturerede overflader
- Prototypedele med kompleks 3D-geometri
Når drejning er bedre end fræsning
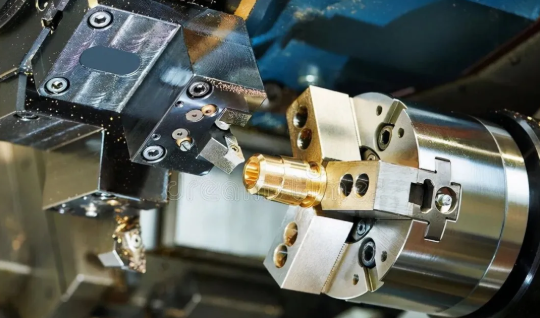
Forestil dig nu det modsatte: Dit arbejdsstykke roterer hurtigt, mens et stationært skæreværktøj former dets overflade. Det er CNC-drejning, og det er den hurtigste måde at fremstille cylindriske eller kegleformede dele som aksler, stifter, bushings og gevindkomponenter på.
En CNC-drejetjeneste bruger drejebænke udstyret med enkeltspidsede skæreværktøjer, der bevæger sig langs X- og Z-aksen. Da emnet roterer kontinuerligt, er drejning fremragende til at opretholde koncentricitet og rundhed – hvilket er afgørende for komponenter, der skal passe præcist ind i samlingerne.
Hvorfor vælge CNC-drejetjenester?
- Hastighed: Simplere værktøjsstier og kontinuerlig skærehandling gør drejning hurtigere end fræsning for runde dele
- Omkostningseffektivitet: Enkeltspidsede værktøjer er billige, og stangfodere muliggør produktion i høje mængder med minimal operatørindgriben
- Præcision: Tolerancer på ±0,002" er standard, og ±0,001" kan opnås på velkalibreret udstyr
Moderne CNC-drejebænke indeholder ofte live-værktøj—roterende værktøjer monteret i tårnet—der kan udføre CNC-fræsningsoperationer som f.eks. boretværs-huller eller fræsning af flade, uden at flytte emnet til en separat maskine. Denne hybride funktionalitet dækker forskellen mellem ren drejning og fræsning.
Ideelle anvendelser for drejede dele:
- Aksler, akser og rullere
- Gevindede fastgørelsesmidler og tilslutninger
- Bøsninger, afstandsstykker og kragbøsninger
- Enhver komponent med rotationsymmetri
EDM til specialanvendelser
Hvad sker der, når konventionel CNC-fræsning ikke kan bruges—f.eks. hvis du har brug for ekstremt skarpe indvendige hjørner eller skal bearbejde hærdet værktøjsstål? Her kommer elektrisk udledningsmaskinering (EDM) ind i billedet.
EDM fjerner materiale ved hjælp af elektriske gnister mellem en elektrode og dit ledende arbejdsemne, hvor begge er nedsænket i dielektrisk væske. Der er ingen mekanisk skærekræft, hvilket betyder, at du kan bearbejde ekstremt hårde materialer eller følsomme detaljer, som ville knække traditionelle værktøjer.
Almindelige EDM-anvendelser:
- Tråd-EDM til indviklede profiler og dieskomponenter med stramme tolerancer
- Sænke-EDM til komplekse formhulrum
- Småhuls-EDM til kølekanaler i luftfartsdele
EDM er langsommere og dyrere end fræsning eller drejning, så det anvendes typisk kun til specialiserede opgaver frem for almindelig produktion.
Vælg den rigtige proces til dit projekt
Her er en hurtig beslutningsramme: Hvis din del primært er rund eller symmetrisk omkring en central akse, skal du starte med drejning. Hvis den kræver flade overflader, lommer eller flersidet bearbejdning, er fræsning svaret. Har du brug for begge dele? Mange online-platforme sender din ordre til mill-turn-centre, der kombinerer begge processer i én opsætning.
Geometrien af din del bestemmer til sidst valget af fremgangsmåde – og at forstå disse grundlæggende principper hjælper dig med at kommunikere mere effektivt med din produktionspartner, samtidig med at du optimerer for omkostninger og levertid.
Vejledning til materialevalg for CNC-fremstillede komponenter
Du har identificeret den rigtige bearbejdningsteknik til din geometri – men hvad med materialet? Denne beslutning afgør ofte, om din komponent fungerer fejlfrit eller mislykkes i praksis. At vælge det forkerte materiale kan betyde overdreven værktøjsforringelse, dimensionel ustabilitet eller for tidlig komponentfejl. Den rigtige valgmulighed afvejer mekaniske krav, miljømæssige forhold, bearbejdningsvenlighed og budget.
I modsætning til simple materiallisten, som du finder andre steder, lad os opbygge en beslutningsramme der hjælper dig med at vurdere mulighederne ud fra dine specifikke projektkrav.
Metaller, der bearbejdes bedst
Når det kommer til aluminiumsbearbejdning, tilbyder få materialer den samme kombination af bearbejdningsvenlighed, styrke-til-vægt-forhold og omkostningseffektivitet. Derfor dominerer aluminiumlegeringer CNC-produktionen på tværs af brancher – fra luftfart til forbrugerelektronik.
Men aluminium er ikke din eneste mulighed. Her er, hvordan almindelige metaller sammenlignes, når du vurderer en online CNC-bearbejdningstjeneste:
| Materiale | Nøgleegenskaber | Bearbejdningsvurdering | Typiske anvendelser | Relativ pris |
|---|---|---|---|---|
| Aluminium 6061 | God styrke, fremragende korrosionsbestandighed, svejsbar | Udmærket (90 %) | Konstruktionsdele, rammer, fastgørelser, dele til almindelige formål | Lav ($) |
| Aluminium 7075 | Høj styrke, udmærket udmattelsesbestandighed, lavere korrosionsbestandighed end 6061 | God (70 %) | Luftfartsstrukturer, komponenter med høj belastning, sportstilbehør | Mellem ($$) |
| Rustfrit stål 304 | Udmærket korrosionsbestandighed, god styrke, ikke-magnetisk | Moderat (45 %) | Fødevareudstyr, medicinske instrumenter, marin anvendelse | Mellem ($$) |
| Rostfrit Stål 316 | Udmærket korrosionsbestandighed, især over for chlorider | Moderat (40%) | Kemisk procesudstyr, marine hardware, kirurgiske instrumenter | Mellemhøj ($$$) |
| Messing | Udmærket bearbejdningsvenlighed, god korrosionsbestandighed, dekorativ overflade | Fremragende (100 %) | Fittings, ventiler, elektriske forbindelsesdele, dekorativ hardware | Mellem ($$) |
| Bronze | Udmærket slidbestandighed, lav friktion, god korrosionsbestandighed | God (65 %) | Lager, bushings, marine hardware, gear | Mellemhøj ($$$) |
| Titanium Grade 5 | Ekstraordinær styrke i forhold til vægt, biokompatibel, korrosionsbestandig | Dårlig (22 %) | Luft- og rumfart, medicinske implantater, højtydende automobilteknik | Høj ($$$$) |
Bemærk, at bearbejdningsvenlighedsgraden direkte påvirker dine produktionsomkostninger. Messing bearbejdes som smør – det er faktisk den referenceværdi (100 %), hvormod alle andre materialer måles. Bearbejdning af bronze kræver mere omhu på grund af dens hårdhed, men CNC-fremstillede bronze-dele leverer fremragende slidbestandighed til lager- og bushing-anvendelser. Titanium, selvom det tilbyder uslåelig ydeevne, kræver specialiseret værktøj, langsommere fremføringshastigheder og mere maskintid – alt sammen øger din prisangivelse.
Valg mellem aluminium, stål og speciallegeringer
Lyd det kompliceret? Her er en praktisk ramme baseret på HPPI's vejledning til materialevalg:
Trin 1: Definer dine funktionskrav. Hvilke belastninger vil komponenten udsættes for? Kræver den elektrisk ledningsevne? Vil den komme i kontakt med korrosive stoffer eller ekstreme temperaturer?
Trin 2: Overvej den driftsmæssige omgivelse. En komponent, der skal bruges i saltvandsmiljø, kræver anden korrosionsbeskyttelse end én, der placeres inden for en klimakontrolleret indkapsling.
Trin 3: Vurder bearbejdningsvenligheden i forhold til din budgetramme. Nogle gange giver et mere bearbejdningsvenligt materiale med lidt lavere ydeevne faktisk bedre værdi, når man tager reduceret værktøjsforring og kortere cykeltider i betragtning.
Til vægtfølsomme applikationer som luftfartskomponenter er aluminium 7075 ofte den foretrukne løsning, selvom det er dyrere end 6061 – dets overlegne styrke-til-vægt-forhold begrundar den højere pris.
Tekniske plastmaterialer: Når metal ikke er løsningen
Metal er ikke altid det rigtige valg. Konstruktionsplastmaterialer som Delrin og nylon tilbyder overbevisende fordele for de rigtige applikationer – lavere vægt, lavere omkostninger, naturlig smøringsevne og fremragende kemisk modstandsdygtighed.
Men valget mellem disse to populære plasttyper kræver en forståelse af deres tydeligt forskellige egenskaber. Ifølge Penta Precisions sammenligning viser forskellene sig tydeligt i praksis:
| Ejendom | Delrin (Acetal/POM) | Nylon (PA6/PA66) |
|---|---|---|
| Fugtighedsoptagelse | Meget lav (0,2 %) | Høj (2,5–3 %) |
| Dimensionelt stabilitet | Fremragende | Moderat (svulmer ved høj luftfugtighed) |
| Varmetolerance | 100–110 °C ved kontinuerlig brug | 120–130 °C (glasfyldte kvaliteter) |
| Slagmodstand | God | Fremragende |
| Bearbejdelighed | Fremragende – rene snit, glat overflade | Moderat – tendens til at fuzze og deformere |
| Relativ pris | 10–30 % højere | Lavere materialeomkostninger |
Delrin-materiale udmærker sig, hvor præcise tolerancer og modstandsdygtighed over for fugt er afgørende. Det bearbejdes renligt med skarpe kanter og glatte overflader direkte fra værktøjet – og kræver derfor kun minimal eller ingen efterbearbejdning. Tænk på præcisionsgear, ventilkomponenter og samlinger med stramme tolerancer, hvor dimensionel stabilitet er uundværlig.
Nylon til maskinbearbejdning er fornuftigt, når du har brug for fremragende slagstyrke eller højere temperaturbestandighed. Det er det foretrukne valg til dele, der udsættes for hård belastning – dynamiske komponenter, motorrumsanvendelser eller situationer, hvor fleksibilitet under belastning faktisk er ønskelig. Husk dog, at nylon er hygroskopisk, hvilket betyder, at dele kan svulme 2–3 % i fugtige miljøer og potentielt påvirke kritiske pasforme.
Metal versus plastik: En hurtig beslutningsvejledning
Hvornår bør du vælge Delrin-plastik frem for aluminium? Overvej disse scenarier:
- Vælg tekniske plastmaterialer, når: Du har brug for vægtreduktion, naturlig glathed, elektrisk isolation eller kemisk modstandsdygtighed over for stoffer, der angriber metaller
- Vælg metaller, når: Strukturel styrke er afgørende, driftstemperaturerne overstiger 150 °C, eller når komponenten skal klare høje mekaniske belastninger
- Tage højde for miljøet: Kunststoffer er generelt mere korrosionsbestandige end de fleste metaller, men udsættelse for UV-stråling og visse kemikalier kan med tiden nedbryde polymerens ydeevne
Budgetmæssige begrænsninger påvirker ofte beslutningen også. Delrin-kunststof koster typisk mere pr. kilogram end aluminium, men dens lavere densitet betyder, at man får flere komponenter pr. pund materiale – og dens fremragende bearbejdningsvenlighed reducerer produktionsomfanget.
Det materiale, du vælger, påvirker alle aspekter af dit projekt – fra den første prisangivelse til komponentens langtidsholdbarhed. At forstå disse kompromiser, inden du uploader din CAD-fil, hjælper med at sikre, at dine komponenter opfylder specifikationerne uden at overskride din budgetramme.
Sådan specificerer du det, du faktisk har brug for
Du har valgt dit materiale og valgt den rigtige bearbejdningsproces – nu kommer specifikationen, der kan gøre eller knække din budget: tolerancer. Her er problemet: mange ingeniører vælger som standard de strengeste tolerancer muligt, fordi de tror, at det garanterer kvalitet. I virkeligheden kan over-specifikation af tolerancer fordoble eller tredoble omkostningerne ved dine dele uden at forbedre funktionaliteten.
Hvad er så tolerancen for gevindboringer, fræsede profiler eller drejede diametre? Endnu vigtigere: hvornår er strengere specifikationer faktisk afgørende? Lad os skære igennem fagudtrykkene og give dig en praktisk ramme for at specificere præcis det, som dine maskinbearbejdede dele kræver – intet mere, intet mindre.
Standardtolerancer versus præcisionstolerancer forklaret
Tolerance definerer den acceptable variation i en dimension. Når du specificerer en hullens diameter til 0,500" ± 0,005", fortæller du producenten, at alt mellem 0,495" og 0,505" er acceptabelt for din anvendelse.
Ifølge Xometry's tolerancevejledninger er standardtolerancerne for præcisions-CNC-bearbejdning opdelt på følgende måde:
- Metaldele: ±0,005" (±0,127 mm) er standardtolerancen
- Plastdele: ±0,010" (±0,254 mm) på grund af materialets fleksibilitet under skæring
For sammenligning er et stykke papir ca. 0,003" tykt. Standardtolerancer fungerer perfekt til de fleste anvendelser – f.eks. beslag, kabinetter, dæksler og generelle mekaniske komponenter, hvor præcise pasform ikke er afgørende.
Men hvad sker der, når du har brug for præcisionsdrejebanktjenester med strammere specifikationer? Her er det, hvor omkostningerne begynder at stige:
| Tolerancekategori | Typisk interval | Omkostningsmultiplikator | Yderligere krav |
|---|---|---|---|
| Standard | ±0,005" (±0,127 mm) | 1x (basislinje) | Standardudstyr, stikprøveinspektion |
| Nøjagtighed | ±0,001" (±0,025 mm) | 3-5x | Specialiseret værktøj, miljøkontrol, udvidet inspektion |
| Ultra-præcision | ±0,0004" (±0,010 mm) | 8–15× | Specialiseret udstyr, 100 % inspektion, spændingsaflastningsoperationer |
Bemærk denne sammenhæng? Ifølge Modus Advanceds DFM-forskning , stiger omkostningerne eksponentielt – ikke lineært – når tolerancerne bliver strammere end ±0,005". Overgangen fra standard- til præcisionstolerancer kan gøre deleomkostningerne 3–10 gange højere, afhængigt af geometri og størrelse.
Når stramme tolerancer faktisk er afgørende
Her er det spørgsmål, som de fleste tolerancevejledninger undgår: hvornår har du faktisk brug for præcisions-CNC-drejebanktjenester i stedet for standardspecifikationer?
Strammere tolerancer er berettiget, når:
- Sammenpassende dele skal sidde sammen med minimal spild (prespassninger, lejeløb)
- Tætningsflader kræver konsekvent kontakt (O-ring-riller, pakningsoverflader)
- Roterende eller glidekomponenter kræver præcis justering (aksler, kolber, ventilstammer)
- Optiske eller elektroniske monteringer kræver nøjagtig placering
Standardtolerancer er tilstrækkelige til:
- Spildhuller til fastgørelsesmidler
- Ikke-kritiske ydre mål
- Overflader, der underkastes sekundær finishbehandling
- Funktionelle detaljer, der ikke påvirker montage eller funktion
Overvej gevindformede funktioner som et praktisk eksempel. For et gevind med størrelsen 3/8 NPT er hoveddiameteren 0,675" med standardiserede tolerancer, der er indbygget i selve gevindspecifikationen. På samme måde følger en 1 4 NPT-borestørrelse etablerede standarder – du behøver ikke at specificere disse funktioner overdrevent præcist, da gevindskæringen i sig selv styrer de kritiske dimensioner.
Design til fremstilling: Undgå dyre fejl
Ifølge Modus Advanceds forskning bestemmes omkring 70 % af fremstillingsomkostningerne allerede i designfasen. Det betyder, at dine tolerancebeslutninger på tegningen har større omkostningspåvirkning end næsten noget andet, der sker på værkstedet.
Her er praktiske principper til at optimere dine specifikationer:
- Anvend stramme tolerancer kun på kritiske funktioner. Hvis en dimension ikke påvirker pasform, form eller funktion, skal den fastsættes til standardtolerance.
- Overvej materialeadfærd. Blødere materialer som nylon eller HDPE flexer under bearbejdning, hvilket gør det sværere at opnå præcise mål.
- Tænk på inspektionen. Funktioner, der er svære at fremstille, er også svære at måle. Komplekse toleranceangivelser kan kræve specialiseret inspektionsudstyr, hvilket øger omkostningerne.
- Vær opmærksom på procesændringer. At specificere en boring med en tolerance på ±0,001" (±0,025 mm), som kunne være blevet fræset med en tolerance på ±0,005" (±0,127 mm), kan tvinge producenten til i stedet at udføre boringen på en drejebank – hvilket øger opsætningsomkostningerne og levertiden.
Den bedste måde at anvende tolerancer på er kun at anvende stramme og/eller geometriske tolerancer på kritiske områder, når det er nødvendigt for at opfylde konstruktionskravene.
Når du uploader din tegning til en online CNC-bearbejdningstjeneste, vurderer tilbudsalgoritmen hver toleranceangivelse. At slappe ikke-kritiske specifikationer fra ±0,001" (±0,025 mm) til ±0,005" (±0,127 mm) kan mindske dit tilbud med 30 % eller mere – uden nogen indflydelse på reservedelens funktion.
At forstå, hvad der driver fremstillingsskostederne, giver dig kontrol over afvejningen mellem præcision og budget – hvilket fører os til den komplette bestillingsarbejdsgang og hvordan man undgår almindelige fejl undervejs.
Den komplette online CNC-bestillingsproces trin for trin
Du kender fremstillingsprocesserne, du har valgt dit materiale, og du har angivet rimelige tolerancer. Nu kommer det praktiske spørgsmål: Hvordan omdanner du faktisk din CAD-fil til brugerdefinerede drejede dele, der ligger på dit skrivebord?
Arbejdsgangen for at bestille CNC-fremstillede dele online adskiller sig markant fra traditionel fremstilling. Ingen telefonsamtaler med værkstedsledere, ingen kørsel af prøver tværs over byen for at få tilbud. I stedet navigerer du i et digitalt system, der er designet til hastighed – men som belønner forberedelse og straffer uordentlig filhåndtering.
Lad os gennemgå hele processen fra filupload til åbning af pakken med dine færdige CNC-fremstillede dele.
Forberedelse af dine CAD-filer til succes
Her er en realitetskontrol: Ifølge Bolangs bestillingsvejledning afhænger succesen for din onlinebestilling 90 % af kvaliteten af dine filer. Både automatiserede tilbudsmoduler og menneskelige ingeniører er afhængige af specifikke formater for at generere præcise priser og værktøjsspor.
Din 3D-model fungerer som den primære kilde til sandheden. Men ikke alle filformater er lige gode:
- STEP (.step / .stp): Standarden inden for CNC-bearbejdning. STEP-filer bevarer præcis geometri, kurver og kantdefinitioner, som mesh-baserede formater mister. De fleste onlineplatforme foretrækker dette format.
- IGES (.iges / .igs): Et andet branchestandardformat, der fungerer godt til overførsel af 3D-overfladedata mellem forskellige CAD-systemer.
- Parasolid (.x_t / .x_b): Nativt til Siemens NX og SolidWorks; disse filer opretholder en høj geometrisk nøjagtighed.
- SOLIDWORKS (.sldprt): Mange platforme accepterer native SolidWorks-filer direkte.
Hvad med STL-filer? Ifølge Dipecs vejledning til filforberedelse , bør du undgå STL-filer til CNC-arbejde. STL-filer er meshbaserede og approksimerer overflader ved hjælp af trekanter, hvilket kan føre til tabt detaljeniveau under generering af værktøjsstier. De fungerer fint til 3D-printing, men mangler den præcise geometri, som CNC-maskiner kræver.
Ud over filformat er forberedelsesdetaljer afgørende:
- Angiv de korrekte enheder. Fejl ved valg af millimeter eller tommer resulterer i dele, der er 25 gange for store eller for små.
- Definér et tydeligt nulpunkt. Dette hjælper producenterne med at orientere din del korrekt.
- Tjek for åbne overflader eller revner. Vandtætte modeller forhindrer fejl i tilbudsgivning og fremstillingsforvirring.
- Fjern unødvendige funktioner. Konstruktionsgeometri, skjulte legemer og dublerede overflader kan forvirre automatisk analyse.
For dele med stramme tolerancer skal du aldrig udelukkende stole på 3D-modellen. Inkludér en 2D-PDF-tegning, der angiver kritiske mål, krav til overfladekvalitet og geometriske tolerancer. Dette eliminerer gætteri og sikrer, at dine CNC-drejede dele eller fræsede komponenter opfylder de præcise specifikationer.
Hvad sker der efter upload
Når dine filer er uploadet til platformen, følger her den trin-for-trin-rejse fra digital model til fysisk del:
- Øjeblikkelig geometrianalyse: AI-algoritmer scanner din model inden for sekunder og identificerer funktioner som huller, lommer, gevind og undercuts. Systemet markerer potentielle fremstillingssværheder – skarpe indvendige hjørner, der kræver EDM, tynde vægge, der muligvis vil deformere under fræsning, eller funktioner, der ikke kan nås med standardværktøjer.
- Automatiseret prisangivelse: Ud fra geometrikompleksiteten, materialevalget, toleransekravene og mængden får du næsten øjeblikkeligt et prisforslag. Ifølge Bolangs data udgør materialet ca. 20 % af fremstillingsomkostningerne, mens maskintiden udgør 80 % – så har designkompleksiteten den største indvirkning på dit prisforslag.
- Designfeedbackløkke: Pålidelige platforme giver Design for Manufacturing (DFM)-feedback, før du fastlægger din ordre. De foreslår ændringer, der sænker omkostningerne – f.eks. tilføjelse af afrundede kanter i indvendige hjørner, justering af vægtykkelsen eller anbefaling af anden materialeudveksling. Denne dialog kan spare 20–50 % på komplekse dele.
- Ordrebekræftelse og rutebestemmelse: Når du godkender prisforslaget, kommer din ordre ind på produktionskøen. Digitale platforme sender ordrer til specialiserede producenter inden for deres netværk – din titan-del sendes til værksteder med ekspertise inden for titanium, mens en flerakse aluminiumskomponent sendes til faciliteter med 5-akse-kapacitet.
- Produktion: CNC-programmører genererer værktøjsstier ud fra din model, vælger passende skæreværktøjer og indstiller maskinen. Ved CNC-prototypbestillinger starter produktionen ofte inden for 24–48 timer efter bestillelsesbekræftelse.
- Kvalitetskontrol: Færdige CNC-fremstillede dele gennemgår dimensionel verifikation. Standardbestillinger modtager typisk stikprøvekontrol, mens præcisionsdele måske underkastes 100 % kontrol med dokumenterede målerapporter.
- Overfladebehandling: Hvis du har specificeret behandlinger som anodisering, pulverlakning eller kuglestråling, sendes delene til afsluttende behandling før endelig emballage.
- Transport: Delene pakkes omhyggeligt for at forhindre beskadigelse under transport. Standardaluminiumprototyper afsendes typisk inden for 3–5 hverdage; produktionsløb på 100+ enheder tager generelt 2–4 uger, afhængigt af kravene til afsluttende behandling.
Almindelige fejl, der forsinker bestillinger
Selv erfarede ingeniører begår fejl i bestilingsprocessen. Ifølge JUPAICNC’s analyse er det disse fælder, der forårsager de største forsinkelser og omkostningsoverskridelser:
- Ufuldstændige specifikationer: At levere en 3D-model uden tolerancer, materialeangivelser eller krav til overfladebehandling tvinger producenterne til at gætte – eller afvise din ordre, indtil der gives klarhed.
- Forkert materialevalg: At vælge ud fra navnegenkendelse i stedet for anvendelseskrav. Denne rustfrie stålkomponent kunne muligvis fremstilles perfekt i aluminium til halvdelen af prisen, hvis styrkekravene tillader det.
- For stramme tolerancer: At anmode om ±0,001" på hver enkelt måling, når ±0,005" ville fungere helt fint, øger omkostningerne markant uden at forbedre komponentens funktion.
- Urealistiske tidsfrister: At antage, at CNC-bearbejdning er lige så hurtig som 3D-printning. Komplekse komponenter kræver programmering, flere opsætninger og inspektionstid. At skynde sig medfører ofte kompromiser med hensyn til kvalitet.
- At ignorere DFM-feedback: Når platformen foreslår designændringer, betyder det ofte, at man betaler præmiepriser for funktioner, der kunne forenkles, hvis man afviser forslagene uden overvejelse.
Jo bedre din fil er, jo bedre bliver resultatet.
At bruge en ekstra time på at forberede rene filer, angive kun de nødvendige tolerancer og gennemgå DFM-feedback kan spare dage med forsinkelser og flere hundrede dollars på din ordre af tilpassede drejede dele.
Nu hvor dine dele er på vej, bliver det næste værdifulde færdighed at udvikle at forstå, hvad der førte til den endelige prisangivelse – og hvordan du kan optimere fremtidige ordrer.
Prisfastsættelsesfaktorer og omkostningsoptimeringsstrategier
Dine dele er blevet afsendt fra en tidligere ordre, og nu ser du på en faktura og undrer dig: Hvorfor blev den prisangivelse så høj? Eller måske uploader du en ny konstruktion og følger med i, hvordan prisen svinger, mens du justerer parametrene. At forstå, hvad der faktisk driver prisen for CNC-bearbejdning, hjælper dig med at træffe klogere beslutninger, inden du klikker på "bestil".
Her er det, som de fleste platforme ikke vil fortælle dig direkte: Maskinistens metalomkostninger udgør kun omkring 20 % af dine samlede udgifter. De resterende 80 % stammer fra maskintiden – hvilket betyder, at konstruktionskompleksitet, toleransekrav og produktionseffektivitet har langt større indflydelse på din resultatopgørelse end valg af materiale alene.
Hvad driver omkostningerne ved CNC-bearbejdning
Lad os gennemgå de primære omkostningsdrevende faktorer, så du kan forudse priserne, inden du uploader din CAD-fil:
- Materialevalg: Råmaterialepriserne varierer kraftigt. Ifølge Unionfabs omkostningsanalyse ligger aluminium i den laveste prisgruppe ($), mens titan og magnesium kræver premiumpriser ($$$$$). Men husk – hårdere materialer slitter også værktøjerne hurtigere og kræver langsommere fræsningshastigheder, hvilket yderligere forøger omkostningerne ud over råmaterialeomkostningerne.
- Kompleksitet af komponenten: Dybe udskæringer, skarpe indvendige hjørner, tynde vægge og indviklede geometrier forlænger alle sammen bearbejdnings tiden. Funktioner, der kræver flere opsætninger eller specialværktøjer, øger arbejdskomponenten og maskinskiftet. En komponent, der kan færdiggøres i én opsætning, vil altid koste mindre end en, der kræver tre genpositioneringer.
- Toleransekrav: Som vi tidligere diskuterede, kan overgangen fra standard (±0,005 tommer) til præcisionsmål (±0,001 tommer) gange omkostningerne med 3–5. Hver streng tolerancekrav medfører langsommere fræsningshastigheder, ekstra inspektions tid og muligvis specialudstyr.
- Mængde: Denne faktor virker til din fordel. Opsætningsomkostninger – programmering, fastspænding, værktøjsvalg – forbliver uændrede, uanset om du fremstiller én enkelt komponent eller 100. Ved at sprede disse omkostninger over flere enheder reduceres stykomkostningen markant. Ifølge Unionfabs data kan stykomkostningerne falde med 50 % eller mere, når bestillingerne øges fra enkelte prototyper til partier på fem.
- Overfladebehandlinger: Overfladebehandlingen "som maskineret" leveres som standard uden ekstra omkostninger. Men anodisering tilføjer 3–12 USD pr. reservedel, elektropladering koster 10–30 USD, og specialbehandlinger som passivering eller lasergravering driver omkostningerne yderligere op. Hver overfladebehandling kræver ekstra håndtering, længere bearbejdnings tid og kvalitetskontroller.
- Leveringstid: Standardproduktionstidsplaner (7–15 hverdage) giver den bedste værdi. Hastordrer med levering på 1–3 dage kræver overarbejde, forstyrrelse af produktionsplanen og hastfragt – forvent tillæg på 25–100 % over standardpriserne.
Smarte måder at reducere deleomkostninger på
Nu hvor du kender de omkostningsdrevende faktorer, er her, hvordan du kan optimere dine bestillinger af maskinbearbejdede dele uden at kompromittere funktionaliteten:
- Simplificér geometrien, hvor det er muligt. Minimer skarpe indvendige hjørner – angiv hjørneradier på mindst en tredjedel af huldybden. Ifølge Hubs' DFM-vejledning gør større radier det muligt at bruge større værktøjer, hvilket giver hurtigere og billigere fræsning.
- Brug standardværktøjsstørrelser. Designfunktioner, der tager udgangspunkt i almindeligt tilgængelige fræsere og bor.
- Optimer vægtykkelsen. For metaldele skal vægge være mindst 0,8 mm tykke; for plastdele mindst 1,5 mm. Tynde vægge kræver langsommere bearbejdning og medfører risiko for afbøjning, hvilket forlænger cykeltiderne.
- Anvend stramme tolerancer selektivt. Kun kritiske sammenmonteringsflader kræver præcisionsspecifikationer. At slække ikke-væsentlige mål fra ±0,001" til ±0,005" kan reducere omkostningerne med 30 % eller mere.
- Vælg overfladebehandling "som maskineret", når det er acceptabelt. At specificere overfladebehandlinger kun, hvor det er funktionelt nødvendigt, eliminerer sekundære operationer og de tilknyttede omkostninger.
- Sammenlæg dine ordrer strategisk. Hvis du nu har brug for 3 dele og muligvis yderligere 10 senere, vil det typisk koste mindre at bestille alle 13 på én gang frem for at foretage to separate ordrer, da opsætningsomkostningerne deles.
- Vælg maskinerbare materialer. Aluminiumlegering 6061 bearbejdes hurtigere end rustfrit stål – ofte op til dobbelt så hurtigt. Når styrkekravene tillader det, reducerer valg af mere bearbejdningsvenlige legeringer cykeltiden og værktøjslidelserne.
Når accelererede ydelser giver mening
Hurtigordrer er ikke altid en spildt investering. Her er situationer, hvor det er berettiget at betale den ekstra gebyr:
- Projekter på den kritiske sti: Når en forsinket prototype blokerer hele et produktlancering, er den ekstra gebyr til accelereret fremstilling ubetydelig i forhold til omkostningerne ved at miste markedsføringsmuligheder.
- Designvalidering før værktøjsfremskaffelse: At bruge ekstra midler på at validere et design, inden der investeres i sprøjtestøbte former eller produktionsværktøjer, forhindrer ofte langt dyrere fejl.
- Kundekommitmenter: Når leveringstidsforpligtelser står på spil, beskytter accelereret produktion relationer, der er værdifuldere end selve accelereringsgebyret.
For ikke-akutte projekter leverer standardtidsskemaer samme kvalitet til betydeligt lavere omkostning. At planlægge forud – som f.eks. uploade filer tidligt, svare hurtigt på DFM-feedback og undgå sidste-minuts designændringer – holder dine ordrer på økonomiske tidsskemaer.
De dyreste CNC-skæringer er ikke de, der kræver specialiseret udstyr – det er dem, der udføres på dele, der er designet uden hensyn til omkostningsoptimering. Udstyret med disse strategier kan du nu vurdere ikke kun, hvad dine dele vil koste, men også, hvordan valg af fremstillingsmetode sammenlignes på tværs af forskellige produktionsteknologier.
CNC-bearbejdning versus 3D-printning, sprøjtestøbning og pladebearbejdning
Du har optimeret dit design til CNC-bearbejdning og forstår omkostningsdrevende faktorer – men her er et spørgsmål, der er værd at stille: Er CNC overhovedet den rigtige fremstillingsmetode til dit projekt? Nogle gange er svaret ja. Andre gange giver 3D-printning, sprøjtestøbning eller pladebearbejdning bedre resultater til lavere omkostninger.
At træffe dette valg tidligt spare penge, tid og frustration. Ifølge Protolabs’ vejledning til valg af fremstillingsmetode hjælper det med at forstå, hvornår hver proces udskiller sig, at matche fremstillingsmetoderne til de reelle projektkrav i stedet for at standardisere til kendte teknikker.
Lad os sammenligne disse fire store fremstillingsmetoder side om side.
CNC versus 3D-printing – beslutningsramme
Debatten mellem CNC og 3D-printing dukker konstant op i produktudvikling – og der er ingen universel vinder. Hver metode dominerer bestemte anvendelsesområder.
Vælg CNC-bearbejdning, når du har brug for:
- Øget mekanisk styrke fra massiv metal- eller teknikplast-udgangsmateriale
- Præcise tolerancer (±0,001" kan opnås mod ±0,005" typisk for 3D-printning)
- Funktionelle prototyper, der matcher materialeegenskaberne for seriefremstillede produkter
- Mængder fra 1 til flere hundrede dele økonomisk
Vælg 3D-printning, når du har brug for:
- Hurtig CNC-prototypetid – nogle gange samme-dags levering
- Komplekse indre geometrier, som ikke kan bearbejdes med traditionelle metoder (gitterstrukturer, konforme kølekanaler)
- Billig designvalidering, før man begiver sig på CNC-prototypemaskinering
- Kulstof-fiber-prototypering med kontinuerlig fiberforstærkning
- Højst tilpassede enkeltstykker, hvor værktøjsomkostningerne ikke kan begrundes
Ifølge Gizmospring's fremstillingsanalyse , 3D-printing udmærker sig ved hurtig prototypproduktion, fordi de korte gennemløbstider og lavere omkostninger muliggør hurtig iteration. CNC-bearbejdning er derimod at foretrække, når præcision, materialestyrke og overfladekvalitet er afgørende.
For prototypproduktion ved CNC-bearbejdning opstår det optimale brugsområde, når funktionel validering er påkrævet – dvs. dele, der yder under reelle belastninger, og ikke kun tjekker pasform. En 3D-printet beslag kan bekræfte geometrien, men en bearbejdet aluminiumsudgave bekræfter den faktiske ydelse.
Når støbning i form giver mere mening
Her er det mængden, der ændrer alt. Sprøjtestøbning kræver betydelige forudgående investeringer i værktøjer – typisk 3.000–100.000+ USD afhængigt af kompleksiteten – men stykomkostningerne falder markant ved store seriemængder.
Krydspunktet: Ifølge Protolabs' data bliver injektionsformning typisk mere omkostningseffektiv end CNC-bearbejdning et sted mellem 100 og 500 dele, afhængigt af geometri og materiale. Ved produktionsløb på 10.000+ dele koster injektionsformning kun en brøkdel af CNC-alternativerne.
Sprøjtestøbning er fortrinlig, når:
- Produktionsmængder overstiger 500+ identiske dele
- Dele kræver komplekse funktioner, som ville være dyre at fremstille ved maskinbearbejdning (klikfæster, fleksible hingelignende strukturer, tynde vægge)
- Du har brug for konsekvent gentagelighed på tværs af tusindvis af enheder
- Langsigtede produktionsplaner begrundar investeringen i værktøjer
CNC-bearbejdning er stadig bedre, når:
- Du har brug for prototypemaskinbearbejdning til designvalidering, inden du investerer i forme
- Mængderne forbliver under det punkt, hvor injektionsformning bliver mere fordelagtig
- Metaldele er påkrævet (injektionsformning bruges primært til plastik)
- Designændringer er stadig sandsynlige – ændringer af forme er dyre
Mange vellykkede produkter anvender begge metoder strategisk. Prototypemaskinbearbejdning validerer design hurtigt, mens injektionsformning håndterer seriefremstilling, når specifikationerne er fastlagt.
Sammenligningstabel for fremstillingsmetoder
Denne sammenligning dækker de centrale beslutningskriterier for alle fire primære fremstillingsmetoder:
| Kriterier | CNC maskering | 3D print | Injskionsformning | Pladearbejde |
|---|---|---|---|---|
| Ideelle mængder | 1–500 dele | 1–50 dele | 500–1.000.000+ dele | 10–10.000 dele |
| Materielle muligheder | Metaller, plastik, kompositmaterialer (over 50 muligheder) | Polymerer, harpikser, nogle metaller (begrænset udvalg) | Primært termoplastik (bredt udvalg af polymerer) | Plademetaller: aluminium, stål, rustfrit stål, kobber |
| Præcisionsydelse | ±0,001" opnåelig | ±0,005" typisk | ±0,003" typisk | ±0,005" til ±0,010" |
| Typisk leveringstid | 3–15 hverdage | 1-5 hverdage | 2–6 uger (inklusive værktøjsfremstilling) | 5-15 hverdage |
| Installationsomkostninger/værktøjsomkostninger | Lav ($0–500) | Ingen | Høj ($3.000–100.000+) | Lav til moderat ($100–2.000) |
| Omkostning pr. del (10 enheder) | $$ | $$ | $$$$$ (værktøj amortiseret) | $$ |
| Omkostning pr. komponent (1.000 enheder) | $$ | $$$ | $ | $ |
| Bedst til | Præcisionsdele i metal/plast, funktionelle prototyper | Hurtig prototypproduktion, komplekse geometrier, tilpasning | Plastikproduktion i store serier | Kapsler, beslag, paneler |
At Træffe den Rigtige Valgmulighed for Dit Projekt
Når du vurderer prototypproduktionsydelser eller produktionsfremstilling, gennemgå disse beslutningskriterier:
- Hvad er din mængde? Lav produktion favoriserer CNC eller 3D-printning; høj produktion favoriserer sprøjtning eller pladebehandling.
- Hvilke materialeegenskaber har du brug for? Hvis styrke, hedtbestandighed eller specifikke metallegeringer er afgørende, vil CNC-bearbejdning eller pladebehandling sandsynligvis være bedst.
- Hvor stramme er dine tolerancekrav? Præcisionskrav udelukker ofte 3D-printning og pladebehandling.
- Hvad er din tidsplan? Urgente behov for CNC-prototyper kan gøre 3D-printningens hastighed attraktiv; produktionsplanlægning kan imidlertid rumme sprøjtningens længere gennemløbstid.
- Er din konstruktion færdig? Hvis ændringer stadig er sandsynlige, undgå de dyre værktøjsændringer forbundet med sprøjtestøbning.
Mange online CNC-bearbejdningstjenester tilbyder nu flere fremstillingsmetoder gennem én enkelt platform – hvilket giver dig mulighed for at lave prototyper med hurtig CNC-prototyping, validere med funktionelle maskinbearbejdede dele og derefter overgå til sprøjtestøbning til seriefremstilling uden at skifte leverandør.
At forstå disse kompromiser stiller dig i stand til at træffe fremstillingsbeslutninger baseret på projektets krav frem for bekendtskab med processen. Men at vælge den rigtige metode er kun en del af ligningen – at sikre, at din fremstillingspartner opfylder kvalitetsstandarderne, der er relevante for din branche, tilføjer en anden afgørende dimension, der skal tages i betragtning.
Branchecertificeringer og kvalitetsstandarder forklaret
Du har valgt en fremstillingsmetode og forstår, hvad der påvirker prisen – men her er et spørgsmål, der adskiller tilfældig prototypproduktion fra alvorlig produktion: Er din CNC-partner certificeret i henhold til de krav, din branche stiller? For luft- og rumfartsdele, medicinsk udstyr eller bilmonteringer kan et forkert svar betyde afviste dele, mislykkede revisioner eller værre.
Certificeringer er ikke bare flotte logoer på en hjemmeside. Ifølge 3ERPs certificeringsvejledning repræsenterer de dokumenteret bevis for, at en producent har implementeret kvalitetsstyringssystemer, gennemgår regelmæssige tredjepartsrevisioner og sikrer sporbarehed gennem hele produktionsprocessen. At forstå, hvad hver certificering faktisk betyder, hjælper dig med at matche præcisionsmaskinbearbejdningsselskaber med dine specifikke projektkrav.
Fortolkning af ISO AS9100- og IATF-certificeringer
Lad os skære igennem alfabetssuppen af producertificeringer. Hver standard tager sigte på specifikke branchekoncerner – og at kende forskellene hjælper dig med at verificere, om en potentiel partner rent faktisk kan levere det, som din anvendelse kræver.
ISO 9001: Grundlaget for kvalitetsstyring
Tænk på ISO 9001 som den grundlæggende certificering for enhver alvorlig produktionsvirksomhed. Den fastsætter krav til et kvalitetsstyringssystem (QMS), der fokuserer på kundetilfredshed, konsekvent output og løbende forbedring. Ifølge Hartford Technologies , gælder ISO 9001 for brancher af alle størrelser og fungerer som den grundlæggende certificering, der specificerer kravene til et robust kvalitetssystem.
Når du samarbejder med en online CNC-fremstillingsydelse, der er certificeret i henhold til ISO 9001, er du sikret, at:
- Dokumenterede procedurer styrer hvert fremstillingsled
- Kundekrav identificeres og spores systematisk
- Interne revisioner verificerer vedvarende overholdelse
- Korrektive foranstaltninger adresserer afvigelser, inden de bliver mønstre
AS9100: Kvalitetskontrol på luftfartsniveau
CNC-bearbejdning af luftfartskomponenter kræver mere end almindelig kvalitetsstyring. AS9100 bygger på ISO 9001’s grundlag, men tilføjer luftfartsspecifikke krav til risikostyring, konfigurationsstyring og produktsporbarhed. Hver enkelt komponent skal være sporbart tilbage til dens råmaterialekilde, og vurderinger af fejlrisk er obligatoriske i hele designvalideringsprocessen.
For luftfartsbearbejdning signalerer AS9100-certificering, at en producent forstår den miljø med nul-tolerance, der gælder inden for luftfart. Komponenter til fly—uanset om det drejer sig om strukturelle dele, motormonteringer eller avionikgehuse—kræver dette niveau af dokumenteret styring.
ISO 13485: Standarder for fremstilling af medicinsk udstyr
Medicinsk bearbejdning indebærer unikke ansvarsområder. En fejl i et kirurgisk instrument eller en implantatkomponent kan koste menneskeliv. ISO 13485 fastlægger et kvalitetsstyringssystem (QMS), der specifikt er tilpasset fremstilling af medicinsk udstyr, og lægger vægt på risikostyring, overholdelse af reguleringskrav samt fuld sporbarehed fra design gennem service.
Medicinsk udstyrsbearbejdning i henhold til ISO 13485 kræver:
- Strenge dokumentationskrav til design-, fremstillings- og valideringsprocesser
- Demonstreret evne til at identificere og mindske risici for patients sikkerhed
- Overholdelse af reguleringsmæssige forpligtelser i de målmarkeder, hvor produktet markedsføres
- Produkter, der opfylder definerede sikkerheds- og ydekrav
IATF 16949: Fremragende kvalitet inden for automobilindustrien
Udviklet af International Automotive Task Force repræsenterer IATF 16949 den globale standard for kvalitetsstyring, der er tilpasset specifikt til bilproduktion. Den bygger på ISO 9001 og omfatter yderligere krav til produktudvikling, produktionsprocesser og kundespecifikke standarder, som definerer bilindustriens leveringskæde.
Hvad gør IATF 16949 særligt værdifuld? Certificerede faciliteter anvender statistisk proceskontrol (SPC) til at overvåge produktionsvariabler i realtid, hvilket sikrer konsekvent højpræcise komponenter over længerevarende produktionsløb. Dette er afgørende, når man fremstiller chassismonteringer, bremsekomponenter eller præcisionsmetalbuchser, hvor dimensionel konsekvens direkte påvirker køretøjets sikkerhed og ydeevne.
For bilapplikationer, der kræver certificerede fremstillingskapaciteter, Shaoyis løsningspakker til bilbearbejdning demonstrere, hvordan produktion i henhold til IATF 16949-certificering ser ud i praksis – levering af komplekse chassismonteringer og præcisionsmetaldele med levertider så hurtige som én arbejdsdag, samtidig med at der opretholdes strenge kvalitetskontroller.
Tilpasning af certificeringer til dine branchemæssige behov
Hvilke certificeringer bør du verificere, før du afgiver en ordre? Det afhænger helt og aldeles af, hvor dine dele ender. Her er en praktisk oversigt efter branche:
Generel fremstilling og prototypering:
- ISO 9001-certificering giver tilstrækkelig kvalitetssikring
- Fokus på kommunikationskvalitet og responsivitet vedrørende DFM-feedback
- Præcisionskapaciteter er mere afgørende end specialiserede certificeringer
Luftfart og forsvar:
- AS9100-certificering er typisk obligatorisk for flykritiske komponenter
- ITAR-overensstemmelse kræves for forsvarsrelaterede varer på den amerikanske våbenliste (U.S. Munitions List)
- Forvent omfattende dokumentation og fuld materiale-sporelighed
Medicinsk udstyr og sundhedsområdet:
- ISO 13485-certificering er afgørende for regulerede medicinske produkter
- FDA-registrering kan være påkrævet for medicinsk udstyr til det amerikanske marked
- Materialecertificeringer og dokumentation af biokompatibilitet er ofte påkrævet
Bilindustrien:
- IATF 16949-certificering kræves af store OEM’er og Tier-1-leverandører
- PPAP-dokumentation (Production Part Approval Process) forventes ofte
- Statistisk proceskontrol sikrer konsekvent produktionssikkerhed
Certificeringer viser vores kunder, at vi tager kvalitet alvorligt. De er ikke blot papirarbejde – de er en forpligtelse til fremragende kvalitet i hver eneste komponent, vi fremstiller.
Ifølge Machine Shop Directorys certificeringsvejledning kræver 67 % af OEM’erne ISO 9001-certificering fra deres leverandører – og værksteder med branchespecifikke certificeringer vinder gennemsnitligt 15 % flere kontrakter. Investeringen i certificeringer giver afkast gennem udvidet markedsadgang og øget kundetillid.
Ud over at åbne døre til regulerede industrier driver certificeringer også interne forbedringer. Revisionsprocessen tvinger producenterne til at gennemgå deres arbejdsgange, dokumentere procedurer og implementere kontroller, der reducerer fejl og spild. Du drager fordel af disse effektivitetsforbedringer gennem mere konsekvent kvalitet og ofte lavere priser, da operationelle forbedringer akkumuleres over tid.
At vide, hvilke certificeringer der er afgørende for din anvendelse, er afgørende – men at verificere, at en potentiel partner faktisk besidder disse kvalifikationer og leverer konsekvent kvalitet i praksis, kræver en systematisk vurderingsmetode.
Sådan vurderer og vælger du den rigtige online CNC-partner
Du forstår certificeringer, og du ved, hvilke standarder din branche kræver – men hvordan verificerer du faktisk, at en potentiel producentpartner leverer på deres løfter? At vælge den forkerte CNC-fremstillingsvirksomhed kan betyde mislykkede frister, afviste dele og frustrerende kommunikationsbrud, der bringer hele dit projekt i stå.
Uanset om du søger efter 'CNC-fremstillingsvirksomheder i min nærhed' eller vurderer globale digitale platforme, kræver udvælgelsesprocessen en systematisk evaluering frem for intuition. Ifølge TQ Manufacturing's vejledning til valg af partnere støder virksomheder ofte på almindelige fælder såsom inkonsekvent kvalitet, forsinkede leverancer og dårlig kommunikation – problemer, der fører til kostbare omarbejdsopgaver, produktionsforsinkelser og utilfredse kunder.
Lad os opbygge en praktisk ramme til at vurdere specialiserede CNC-fremstillingstjenester, der adskiller pålidelige partnere fra risikofyldte leverandører.
Røde flag ved valg af en CNC-partner
Før vi dykker ned i, hvad man skal lede efter, lad os identificere advarselskoder, der bør få dig til at se andre steder. Ifølge JUPAICNCs ingeniørcheckliste lærer erfarene købere at spotte disse problemer tidligt – hvilket sparer tid og forhindrer kostbare fejl.
Advarselskoder, der indikerer potentielle problemer:
- Manglende certificeringer: Manglende branchegenkendte kvalitetsstyringscertificeringer som ISO 9001 tyder på utilstrækkelige proceskontroller. For regulerede industrier udelukker manglende sektorspecifikke certificeringer (AS9100, ISO 13485, IATF 16949) straks en leverandør.
- Uklare svar om kapaciteter: Når du stiller spørgsmål om tolerancemuligheder, materialeekspertise eller leveringstider og modtager uklare svar, kan du forvente lignende tvetydighed under produktionen.
- Langsomme responsgange under vurderingen: Hvis de tager dage på at svare på indledende henvendelser, kan du også forvente kommunikationsforsinkelser under produktionen. Test deres responsivitet, før du forpligter dig.
- Intet DFM-feedback tilbudt: Kvalificerede maskinstøberier i min nærhed – eller overalt – identificerer proaktivt fremstillelighedsproblemer. Leverandører, der kun udarbejder tilbud uden at give input til designet, lever ofte dele med forudsigelige problemer.
- Begrænset materialeerfaring: Et CNC-maskinstøberi i min nærhed, der kun arbejder med aluminium, vil ikke tjene dig godt, når dit projekt kræver ekspertise inden for rustfrit stål eller titan.
- Hyppige leveranceforsinkelser: Spørg om leverancerne til tiden. En dårlig historik signalerer kapacitetsstyringsproblemer, som vil påvirke dit projekt.
- Ingen struktureret proces for hastedyrkningsordrer: Når der opstår akutte prototyper – og det vil de gøre – efterlader leverandører uden mulighed for at fremskynde ordren dig i stikken.
Hvis en leverandør viser flere røde flag, er det bedst at undersøge andre muligheder.
Spørgsmål, du bør stille, inden du afgiver din ordre
Lad os nu vende situationen på hovedet. Her er det, du aktivt bør verificere, når du vurderer maskinfremstillingsservice i nærheden af dig eller digitale fremstillingsplatforme. Ifølge UPTIVE's fremstillingsvejledning kan valget af den rigtige partner med relevant erfaring potentielt spare dig tusindvis af dollars, fordi de kender de almindelige fælder og de mest effektive måder at undgå dem på.
Certificering og kvalitetsverifikation:
- Hvilke kvalitetscertificeringer besidder I, og hvornår blev de sidst revideret?
- Kan I fremlægge inspektionsrapporter, dokumentation for kvalitetskontrol eller rapporter for førsteartikelinspektion (FAI)?
- Hvordan håndterer I ikke-overensstemmende dele – hvad er jeres proces for korrigerende foranstaltninger?
Kommunikation og projektstyring:
- Får jeg en dedikeret kontoansvarlig eller én enkelt kontaktperson?
- Hvordan kommunikerer I projektopdateringer, forsinkelser eller uventede problemer under produktionen?
- Hvad er jeres typiske svar tid på tekniske spørgsmål eller afklaringer vedrørende tilbud?
Tekniske evner:
- Hvilke toleranceområder kan I pålideligt opnå? (Verificer gerne med eksempeldele, hvis muligt)
- Hvilke materialer specialiserer I jer i, og kan I dele cases fra lignende projekter?
- Hvilke maskinkonfigurationer opererer I – 3-akse, 4-akse, 5-akse, fræs-drej-centre?
Skalerbarhed og fleksibilitet:
- Kan I håndtere både prototypemængder og seriefremstilling på over 1.000 dele?
- Hvad er jeres kapacitet til at håndtere øget ordervolumen uden leveringsforsinkelser?
- Tager I imod akutte projekter eller sidste-minuts designændringer?
Leveringstid og levering:
- Hvad er jeres typiske gennemførelsestid, og hvad er jeres procentdel af leveringer pr. tiden?
- Tilbyder I realtidsordersporing og statusopdateringer?
- Hvordan styrer I produktionens kapacitet for at undgå forsinkelser i perioder med høj efterspørgsel?
Skalerbarhedsfaktoren: Fra prototype til produktion
Her er det, hvor mange producenter falder kort. At finde lokale maskinværksteder, der håndterer enkeltstående prototyper, er nemt. At finde partnere, der kan overgå nahtløst fra hurtig prototyping til masseproduktion med konsekvent kvalitet – det er udfordringen.
Ifølge UPTIVE's forskning kræver rejsen fra prototype til produktion partnere, der kan håndtere:
- Støtte til designiteration: Kvalificerede partnere giver DFM-feedback, der forbedrer din prototype til omkostningseffektiv og skalerbar produktion
- Valideringsløb i lav oplag: Før man går i gang med fuld produktion, opdager små serier produktionsproblemer tidligt
- Produktionsskala: Når efterspørgslen stiger, bør din partner kunne udvide kapaciteten sammen med dig uden kvalitetsnedgang
- Konsekvente kvalitetskontroller: Den samme strenge inspektion, der godkender din prototype, skal anvendes på hver enkelt produktionsenhed
Den ideelle balance? Produktionsfaciliteter, der tilbyder levering på én dag til akutte prototyper, samtidig med at de opretholder produktionsmæssige kvalitetsstandarder. Denne kombination signalerer både operativ fremragende ydeevne og kundeorienteret fleksibilitet.
Til automotive-anvendelser, der kræver denne prototype-til-produktion-funktion, Shaoyis præcisions-CNC-bearbejdningstjenester er et eksempel på, hvordan online produktion, klar til serieproduktion, ser ud – fra hurtig prototypproduktion til masseproduktion af komplekse chassismonteringer og specialfremstillede metaldele, støttet af IATF 16949-certificering og statistisk proceskontrol, der sikrer konsekvent højpræcist output.
Din vurderingscheckliste
Før du afgiver din næste ordre, skal du verificere disse kritiske faktorer:
| Vurderingskriterier | Hvad der skal verificeres | Hvorfor det er vigtigt |
|---|---|---|
| CERTIFICERINGER | ISO 9001 som minimum; branchespecifikke certifikater efter behov | Dokumenterede kvalitetssystemer reducerer fejl og omprocessering |
| Kommunikation | Svar tid under 24 timer; dedikeret kontakt person til rådighed | Dårlig kommunikation forårsager forsinkelser og specifikationsfejl |
| DFM-feedback | Proaktiv designråde før produktion | Opdager kostbare problemer, inden de bliver fremstillede problemer |
| Toleranceniveau | Dokumenteret præcision, der opfylder dine krav | Sikrer, at dele opfylder funktionelle specifikationer |
| Materiel ekspertise | Erfaring med netop dine materialer; cases er tilgængelige | Materiale-specifik viden forhindrer maskinfremstillingfejl |
| Skaleringsevne | Kapacitet til både prototyper og seriefremstilling | Undgår leverandørskift, når dit projekt udvides |
| Rettidig levering | Godt ry som leverandør med en leveringstid på over 95 % til tiden | Forsinkede dele ødelægger produktionsplaner og forpligtelser over for kunder |
At vælge den rigtige online CNC-maskinbearbejdningsservice som partner er én af de vigtigste produktionsbeslutninger, du kan træffe. En pålidelig partner forbedrer produktkvaliteten, optimerer produktionseffektiviteten og sikrer levering til tiden – så du kan fokusere på designinnovation i stedet for at løse uventede udfordringer i forsyningskæden.
Ved systematisk at vurdere leverandører ud fra disse kriterier kan du med tillid vælge en producentpartner, der er i overensstemmelse med dine kvalitetskrav, leveringstidsforventninger og behov for skalerbarhed. Den oprindelige investering i en grundig vurdering giver afkast ved hver enkelt ordre, der ankommer til tiden, i overensstemmelse med specifikationerne og klar til brug.
Ofte stillede spørgsmål om online CNC-bearbejdningstjenester
1. Hvad er forskellen mellem online CNC-bearbejdning og traditionelle maskinværksteder?
Online CNC-bearbejdningstjenester bruger digitale platforme, der muliggør øjeblikkelig prisangivelse, upload af CAD-filer og global adgang til præcisionsfremstilling uden telefonopkald eller personlige samtaler. Traditionelle maskinværksteder kræver manuelle anmodninger om tilbud, e-mail-udveksling og står ofte over for geografiske begrænsninger. Digitale platforme sender ordrer til specialiserede producenter inden for omfattende netværk, hvilket sikrer konsekvent kvalitet og konkurrencedygtige priser samt levering af dele allerede inden for 1–3 dage for prototyper.
2. Hvordan får jeg et øjeblikkeligt tilbud for online CNC-bearbejdning?
Upload din 3D CAD-fil (foretrukket i STEP- eller IGES-format) til en online CNC-platform. AI-baserede algoritmer analyserer straks din komponents geometri, materialevalg, tolerancer og overfladeafslutninger for at generere præcise priser inden for sekunder. Systemet markerer fremstillingssvære områder og giver feedback om design til fremstilling (Design for Manufacturing), inden produktionen påbegyndes. De fleste platforme giver desuden mulighed for at justere mængder, materialer og levertider for at se ændringer i prisen i realtid.
3. Hvilke filformater er bedst egnet til online CNC-bearbejdning?
STEP-filer (.step/.stp) er standarden inden for CNC-bearbejdning, da de bevarer præcis geometri, kurver og kantdefinitioner. IGES- og Parasolid-formater fungerer også godt. Undgå STL-filer, da de bruger trekantede nettilnærmelser, der mangler den nødvendige præcision til CNC-værktøjsstier. For dele med stramme tolerancer skal du inkludere en 2D PDF-tegning, der angiver kritiske mål, overfladeafslutninger og geometriske tolerancer sammen med din 3D-model.
4. Hvor meget koster CNC-bearbejdning, og hvilke faktorer påvirker prisen?
Omkring 20 % af omkostningerne ved CNC-bearbejdning skyldes materialevalg, mens 80 % skyldes maskintid; yderligere faktorer, der påvirker prisen, er delekompleksitet, krav til tolerancer, mængde, overfladebehandlinger og leveringstid. Aluminiumsdele koster mindre end titandele; standardtolerancer (±0,005 tommer) er betydeligt billigere end præcisionstolerancer (±0,001 tommer). Større serier reducerer stykprisen, da opsætningsomkostningerne fordeler sig over flere dele. Hastebestillinger med en leveringstid på 1–3 dage indebærer typisk en tillæg på 25–100 % i forhold til standardleveringstider på 7–15 dage.
5. Hvornår bør jeg vælge CNC-bearbejdning frem for 3D-printning eller sprøjtestøbning?
Vælg CNC-bearbejdning, når du har brug for fremragende mekaniske egenskaber fra massivt metal eller teknikplast, stramme tolerancer (±0,001 tommer), funktionelle prototyper i produktionsmæssige materialer eller mængder fra 1 til 500 dele. 3D-printing er fremragende til hurtig iteration, komplekse indre geometrier og billig designvalidering. Sprøjtestøbning bliver omkostningseffektiv ved mere end 500 dele, men kræver en betydelig forudgående investering i værktøjer ($3.000–$100.000+). Mange projekter anvender CNC til prototyping og skifter derefter til sprøjtestøbning til seriefremstilling.