 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Laserbeskæringsydelser afsløret: Priser, materialer og hvad værksteder skjuler
Hvad laserudskæringsydelser faktisk gør og hvorfor de er vigtige
Har du nogensinde undret dig over, hvordan producenter skaber disse utroligt indviklede metaldele eller perfekt glatte akrylskilte? Svaret ligger i laserudskæring – en teknologi, der revolutionerer måden, vi omdanner råmaterialer til præcisionskomponenter på. Uanset om du søger en laserudskæringstjeneste i min nærhed eller udforsker præcisionslaserudskæringstjenester til et komplekst projekt, så sætter forståelse af denne teknologi dig i stand til at træffe bedre beslutninger om din produktion.
I sin kerne bruger laserudskæring en fokuseret, højtydende lysstråle til at skære, gravere eller æts materialer med bemærkelsesværdig nøjagtighed. Tænk på det som at tegne med koncentreret lys – bortset fra at dette lys er kraftfuldt nok til at smelte stål. Cnc laserskåret kombinerer computergeneret numerisk styring med laserteknologi for at udføre skæreegne operationer med ekseptionel præcision, især når der skal skabes indviklede former og små huller.
Hvordan laserstråler transformerer råmaterialer til præcisionsdele
Forestil dig, at du fokuserer sollys gennem et forstørrelsesglas for at brænde et blad. Forestil dig nu, at du forstørrer den intensitet tusindfoldigt. Det er i bund og grund, hvad der sker under laserskæring – men med computerstyret præcision, som ingen menneskehånd kan matche.
Processen fungerer ved hjælp af en laserhoved, der indeholder et fokusserende objektiv og en dyse. Denne enhed koncentrerer en kolonne af ekstremt intens lys på overfladen af emnet. Når denne fokuserede stråle rammer materialet, bliver varmetætheden så intens, at det medfører hurtig opvarmning og delvis eller fuldstændig fordampning af materialet.
Det, der gør denne teknologi virkelig kraftfuld, er CNC-styringssystemet. Computerinstruktioner (kaldet G-kode) styrer laserhovedets bevægelser over arbejdsfladen og følger din designsti med mikroskopisk nøjagtighed. Komprimeret gas, der strømmer gennem dysen, har dobbelt funktion – afkøler fokuseringslinsen og blæser fordampet materiale væk fra skærebanen.
Videnskaben bag lysbaseret skæringsteknologi
I modsætning til traditionel bearbejdning, hvor materiale fysisk fjernes ved kontakt med skæreværktøjer, er laserskæring en kontaktfri proces baseret på varme. Denne forskel er vigtig af flere grunde:
- Intet værktøjsslid: Laserstrålen forringes ikke ligesom fysiske skæreværktøjer, hvilket sikrer konstant kvalitet gennem tusindvis af skæringer
- Minimal materialepåvirkning: Uden fysisk kontakt opstår der ingen mekanisk kraft, der kan forvrænge dine dele
- Intrikat detaljegrad: Den fokuserede stråle kan skabe detaljer, som almindelige værktøjer ikke kan opnå
For dem, der arbejder med akryl laserudskæringsydelser eller metalbearbejdningsmuligheder , tilbyder denne teknologi uslåelig alsidighed. Den samme grundlæggende proces, der skærer igennem tykke stålplader, kan delikat gravere dekorative mønstre i træ eller skabe komplekse prototyper af ingeniørkunststoffer.
Hvorfor er dette vigtigt, hvis du søger produktionsløsninger? Hastighed, nøjagtighed og alsidighed definerer moderne laserudskæring. Projekter, der engang krævede flere maskinbearbejdningsoperationer og omfattende efterbehandlingsarbejde, kan nu udføres i et enkelt gennemløb med kanter så rene, at de umiddelbart kan samles. At forstå disse grundprincipper giver dig mulighed for at kommunikere effektivt med leverandører og vurdere tilbud med selvsikkerhed – viden, som du vil bygge videre på gennem hele denne guide.
CO2 versus fiberlaser-teknologi forklaret
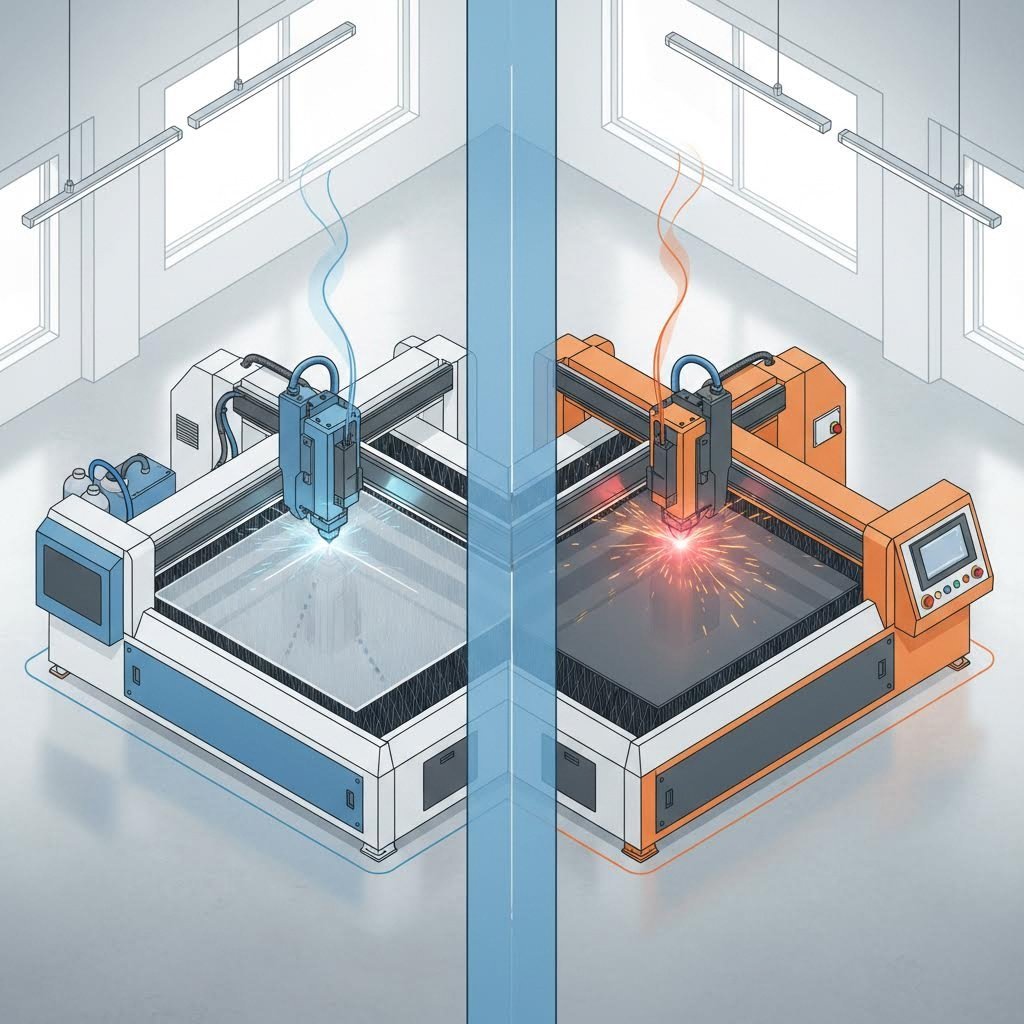
Ikke alle lasere er skabt lige. Når du anmoder om tilbud fra laserskæreserviceydelser, har det direkte betydning for din projektkvalitet, omkostninger og leveringstid at forstå, hvilken teknologi der driver maskinen. To dominerende teknologier styrer branchen – CO2-lasere og fiberlasere – og hver enkelt udmærker sig inden for helt forskellige anvendelser. At kende forskellen hjælper dig med at vælge den rigtige leverandør og undgå at betale for uegnede funktioner.
Her er den grundlæggende forskel: CO2-lasere bruger gasbaseret strålegenerering, mens fiberlasere anvender solid-state-teknologi. Denne tilsyneladende enkle forskel resulterer i markant forskellige ydeevner, hvilket er afgørende for dine specifikke projektbehov.
CO2-lasere til ikke-metalliske materialer
CO2-laserskæremaskiner har været brancheens arbejdsheste siden 1960'erne. Disse systemer bruger en blanding af kuldioxid, kvælstof og heliumgasser til at producere en elektrisk drevet laserstråle. Teknologien fungerer via lysinduktion gennem et gasfyldt rør med spejle i begge ender – ét fuldt reflekterende, det andet tillader delvis lysgennemgang. Denne spejlkonfiguration får lysbølgerne til at opbygge intensitet, inden den kraftige stråle ledes til skæreoverfladen.
Hvad gør CO2-lasere specielle? Deres bølgelængde på 10,6 µm absorberes ideelt af organiske og ikke-metalliske materialer når du har brug for præcise snit i akryl, træ, plast, læder, stof eller papir, leverer CO2-lasere overlegen kantkvalitet. Tjenester, der tilbyder sendcutsend-alternativer i akryl, er typisk baseret på CO2-teknologi netop af denne grund.
CO2-lasere yder fremragende resultater med disse materialer:
- Plast og akryl: Rene, polerede kanter uden ekstra efterbehandling
- Træ og spånplade: Præcise skæringer med minimalt med forkulning, når det er korrekt kalibreret
- Læder og stof: Indviklede mønstre uden ufrayedning
- Papir og pap Detaljerede designs til emballage og prototyper
- Gummi og kork: Tilpassede pakninger og dekorative genstande
Hvad koster det? CO2-systemer fungerer kun med en effektivitet på 5-10 % og bruger 10 til 20 gange så meget strøm, som de udsender i laserlys. De kræver også oftere vedligeholdelse og har kortere levetid – faktorer, der påvirker priserne fra leverandører i enhver region, herunder laserudskæringsvirksomheder i San Jose.
Fiberlasere til fremragende metalbearbejdning
Fiberlaser-teknologi repræsenterer den nyere generation af skæreffekt. Disse maskiner bruger aktive optiske fibre dopede med sjældne jordartselementer som ytterbium til at generere og forstærke laserstrålen. En transportfiber leverer derefter denne koncentrerede energi direkte til skærekniven – ingen spejle, ingen gasblandinger.
Resultaterne taler for sig selv. Ifølge branchedata producerer fiberlasere stråler med kortere bølgelængder (1,064 µm), som giver større absorptionskraft på metaloverflader. Dette resulterer i 3 til 5 gange så høj produktivitet som tilsvarende CO2-maskiner ved skæring af metaller.
Hvorfor foretrækker metalbearbejdere fiberlasere? Overvej disse fordele:
- Overlegen metalskæring: Kulstofstål, rustfrit stål, aluminium, messing, kobber og titanium
- Håndtering af reflekterende materialer: Skærer materialer, der forårsager problemer for CO2-systemer
- Højere effektivitet: Over 90 % elektrisk effektivitet mod 5-10 % for CO2
- Forlænget levetid: Op til 25.000 driftstimer — cirka 10 gange længere end CO2-enheder
- Formindsket vedligeholdelse: Solid-state-design eliminerer håndtering af gas og justering af spejle
Når du søger efter laser max San Jose eller andre regionale specialister i metalskæring, skal du spørge, om de bruger fiberlaserudstyr til dine metalprojekter. Forskellen i teknologi påvirker direkte skære kvalitet og priser.
Direkte teknologisammenligning
Valget mellem disse teknologier bliver tydeligere, når du ser specifikationerne side om side:
| Karakteristika | CO2-laser | Fiber laser |
|---|---|---|
| Bedste Materialer | Akrlyl, træ, plastik, læder, stof, papir, gummi | Stål, rustfrit stål, aluminium, messing, kobber, titanium |
| Typisk tykkelseomfang | Op til 20 mm+ for metaller (med ilttilførsel); ideel til ikke-metaller | Optimal til metaller op til 20 mm; nyere maskiner håndterer op til 2,25 tommer |
| Skærehastighed | Langsommer på metaller; fremragende på ikke-metaller | 3-5 gange hurtigere end CO2 på metaller |
| Energieffektivitet | 5-10 % (højt energiforbrug) | Over 90 % (minimalt energispild) |
| Brugslevetid | Cirka 2.500 timer | Op til 25.000 timer |
| Vedligeholdelseskrav | Almindelig spejloptimering, gaspåfyldning, hyppigere service | Minimal vedligeholdelse, ingen forbrugsgasser |
| Oprindelige udstykningsomkostninger | Lavere startinvestering | 5-10 gange højere end tilsvarende CO2 |
| Kantkvalitet ved skæring | Udmærket på tykke materialer og ikke-metaller | Overlegen præcision på metaller |
At træffe det rigtige teknologivalg
Hvilken teknologi skal dit projekt bruge? Svaret afhænger helt af dine materialer og krav:
Vælg CO2-laserservice, når:
- Dit projekt omfatter ikke-metalliske materialer som akryl, træ eller plast
- Du skal skære tykke metalplader (10-20 mm eller mere) med ilttilførsel
- Kantkvalitet på organiske materialer er din prioritet
- Budgetmæssige hensyn foretrækker lavere pris pr. opgave frem for udstyrets levetid
Vælg fiberlaserservice, når:
- Dit projekt kræver pladeskæring (stål, rustfrit stål, aluminium)
- Du arbejder med reflekterende metaller som messing eller kobber
- Hastighed og præcision er afgørende for din produktionsplan
- Højere tolerancer kræver de smallere, mere stabile stråler, som fibertilasere yder
Mange professionelle laserskæringsydelser benytter begge teknologier og vælger den optimale maskine til hvert job. Når du anmoder om tilbud, skal du specifikt spørge, hvilken type laser der vil bearbejde dine dele – denne åbenhed er tegn på en leverandør, der prioriterer resultater frem for bekvemmelighed. Ved at forstå disse forskelle er du bedre rustet til at vurdere materialevalg, hvilket vi uddyber i næste afsnit.
Komplet materialevejledning til laserskæringsprojekter
Her er det, de fleste laserkæringstjenester ikke fortæller dig op front: Materialevalget bestemmer 80 % af dit projekts succes. Du kan have den mest avancerede fiberlaser i verden, men kombinerer du den med det forkerte materiale – eller misforstår tykkelsesbegrænsninger – ender du med afviste dele og spildt budget . Denne omfattende guide leverer, hvad konkurrenter kun antyder: handlebare specifikationer for hver materialekategori, komplet med reelle tykkelsesgrænser og kvalitetsforventninger.
Uanset om du udforsker online laserudskæringsydelser til en prototype eller vurderer laserudskæringsydelser online til produktion, forhindrer forståelse af materialekompatibilitet kostbare overraskelser. Lad os nedbryde præcist, hvad hvert materiale kan – og ikke kan – levere.
Muligheder og tykkelsesgrænser for metaludskæring
Metaller udgør hjertet i industrielle laserudskæringer. Men hvert metal opfører sig anderledes under laserstrålen, og mulige tykkelser varierer markant afhængigt af laserens effekt og type. Her er det, du skal vide, inden du sender dine konstruktionsfiler.
Kulstofstål
Det mest almindeligt udskårne metal i laserbearbejdning, hvor carbonstål reagerer forudsigeligt på både fiber- og CO2-lasere. Dens jernsammensætning absorberer laserenergi effektivt og producerer rene snit med minimalt dros.
- Tykkelse Område: 0,5 mm til 25 mm+ (afhængigt af effekt)
- Kantkvalitet: Udmærkede oxidfrie kanter ved anvendelse af nitrogen-assist; svag oxidation med oxygen-assist på tykkere plader
- Ideelle anvendelsesområder: Konstruktionsdele, beslag, kabinetter, automobildel, maskinhusinger
- Vigtig overvejelse: For glatte, svejsningsklare kanter på plader under 12 mm, anfør venligst skæring med nitrogen – det koster mere, men eliminerer slibning før svejsning
Ifølge branchenspecifikationer , kan en 3000 W fiberoptisk laser skære kuldioxidstål op til maksimalt 20 mm, mens 6000 W-systemer når over 25 mm med højkvalitetskanter under 20 mm.
Rustfrit stål
Det kromholdige indhold i rustfrit stål skaber unikke skæreegenskaber. Materialet modstår naturligt oxidation, hvilket gør det ideelt til applikationer, der kræver både styrke og korrosionsbestandighed.
- Tykkelse Område: 0,5 mm til 50 mm (højtydende fiberoptiske lasere ved 10 kW+)
- Kantkvalitet: Spejlefinish muligt på tynde plader; kvaliteten aftager over 12 mm uden premium-udstyr
- Ideelle anvendelsesområder: Udstyr til fødevarebehandling, medicinske instrumenter, arkitektoniske elementer, marinekomponenter
- Vigtig overvejelse: 304 og 316 kvaliteter skæres på lignende måde; 430 rustfrit (magnetisk) kan vise let forskellige varmeegenskaber
Som reference kan et 1000 W system håndtere rustfrit op til 5 mm, mens et 4000 W system rækker op til 16 mm – men kantkvalitet over 12 mm kræver verifikation hos din leverandør.
Aluminium
Aluminiums reflekterende overflade og høje termiske ledningsevne stiller krav til skæring, som fiberlasere klare langt bedre end CO2-systemer. Materialet spredes hurtigt varme, hvilket kræver højere effektindstillinger end stål med samme tykkelse.
- Tykkelse Område: 0,5 mm til 40 mm (10 kW+ fiberanlæg)
- Kantkvalitet: God, men typisk ruere end stål; kan kræve sekundær efterbehandling til synlige anvendelser
- Ideelle anvendelsesområder: Luftfartsdele, kølelegemer, elektronikhus, lette konstruktionsdele
- Vigtig overvejelse: Legeringskvalitet er afgørende – 6061-T6 skæres renere end støbte legeringer; angiv altid din præcise legering
Brass og copper
Disse højt reflekterende metaller udgjorde engang alvorlige udfordringer for laserudskæring – ældre CO2-systemer kunne faktisk lide skade pga. reflekterede stråler. Moderne fiberlasere håndterer dem effektivt, selvom der er begrænsninger.
- Tykkelse Område: 0,5 mm til 8 mm (kobber); 0,5 mm til 10 mm (messing)
- Kantkvalitet: Acceptabel til funktionelle dele; kan vise misfarvning på skærekanter
- Ideelle anvendelsesområder: Elektriske komponenter, dekorative beslag, varmevekslere, graveringssan jose-projekter og lignende kunstneriske arbejder
- Vigtig overvejelse: Anmod om prøveskæringer, inden du går i produktion – skæring af reflekterende materialer varierer betydeligt mellem leverandører
Plast, akryl og ikke-metalliske muligheder
Ikke-metalliske materialer åbner helt nye muligheder – og faldgruber. CO2-lasere dominerer denne kategori og leverer resultater, som fiberlasere simpelthen ikke kan matche på organiske forbindelser.
Acryl (PMMA)
Stjernepræstationen blandt laserudskårne plastmaterialer; akryl producerer flammepolerede kanter direkte fra skæreprocessen – ingen efterbehandling nødvendig.
- Tykkelse Område: 1 mm til 25 mm (støbt akryl fungerer bedst)
- Kantkvalitet: Gennemsigtige, polerede kanter opnåelig på støbt akryl; trukket akryl kan vise hvidlig overflade
- Ideelle anvendelsesområder: Skilte, display, beskyttelsesdæksler, kunstneriske værker, arkitekturmodeller
- Vigtig overvejelse: Støbt akryl koster 20-30 % mere end trukket, men leverer langt bedre kantkvalitet—specificer støbt til synlige anvendelser
Polycarbonat
Selvom det er populært som slagfast materiale, stiller polycarbonat krav ved laserudskæring, som mange udbydere ikke vil diskutere opfrisk.
- Tykkelse Område: 0,5 mm til 6 mm (begrænset af misfarvningsproblemer)
- Kantkvalitet: Misfarvning og forbrænding almindeligt; kanter sjældent matcher akryls gennemsigtighed
- Ideelle anvendelsesområder: Funktionelle prototyper, beskyttelsesskærme og dæksler, hvor kantudseende er sekundært
- Vigtig overvejelse: Ved synlige dele bør man overveje akrylalternativer eller planlægge kantefinering—laserudskåret polycarbonat ser sjældent poleret ud
ABS og andre tekniske plastmaterialer
ABS (acrylonitrilbutadienstyren) skæres rimeligt godt, men kræver ordentlig ventilation på grund af dampe
- Tykkelse Område: 0,5 mm til 12 mm
- Kantkvalitet: Lette smeltninger skaber glatte, men ikke polerede kanter
- Ideelle anvendelsesområder: Prototyper, kabinetter, komponenter til forbrugerprodukter
- Vigtig overvejelse: Bekræft altid, at din udbyder har tilstrækkelig røgudskillelse – nogle værksteder afviser ABS på grund af ventilationbegrænsninger
Træ og kompositter
Naturlige og konstruerede træprodukter reagerer yderst godt på CO2-laserskæring, hvilket gør det muligt at opnå indviklede designs, som er umulige med traditionel træbearbejdning.
- Tykkelse Område: Finer til 20 mm (varierer efter densitet)
- Kantkvalitet: Let forkulning er uundgåelig; lyse træsorter viser mere kontrast end mørke trætyper
- Ideelle anvendelsesområder: Skilte, dekorative paneler, arkitekturmodeller, specialfremstillet emballage, møbeldelen
- Vigtig overvejelse: MDF skæres renere end spånplade; retningen af træets åreringer påvirker kantkvaliteten ved kurver
Materialvalgskriterier: At træffe det rigtige valg
At vælge materialer handler ikke kun om, hvilke materialer laserskæringsydelser kan bearbejde – det handler om at matche materialeegenskaber med dine projektkrav. Overvej disse fire afgørende faktorer:
Strukturelle Krav
Hvilke belastninger skal din komponent klare? Bærere kræver ståls styrke, mens dekorative elementer måske foretrækker aluminiums letvægt. Angiv altid belastningsforholdene, når du anmoder om designfeedback fra din leverandør.
Æstetiske behov
Bliver kanterne synlige? Gødning af akryl med flammepolerede kanter undgår efterbearbejdning og dermed besparelser; kuldstål skal muligvis slibes, inden det males. Inkluder sekundære operationer i din samlede projektomkostning.
Budgetmæssige begrænsninger
Materialomkostninger varierer markant – rustfrit stål koster 3-4 gange så meget som kuldstål; gødet akryl er 30 % dyrere end extruderet. Undertiden kan substitution af materialer give besparelser uden at ofre funktion.
Brugsområdet
Udendørs applikationer kræver korrosionsbestandige materialer (rustfrit stål, aluminium eller behandlet materiale). Dele til kontakt med fødevarer kræver specifikke kvaliteter af rustfrit stål. Højtemperaturmiljøer udelukker de fleste plasttyper. Definér dine driftsbetingelser, før du fastlægger materialer.
Det bedste materialevalg afvejer alle fire faktorer – ikke kun den ene, som i øjeblikket er din prioritet.
Udstyret med denne viden om materialer er du i stand til at træffe velovervejede beslutninger og kritisk vurdere leverandørernes anbefalinger. Men forståelse af materialer er kun en del af ligningen – at kende prisfastsættelsesfaktorerne sikrer, at du får retfærdige tilbud og kan identificere besparelsesmuligheder.
Forståelse af prissætning og omkostningsfaktorer ved laserskæring
Har du nogensinde klikket på en "øjeblikkelig pris"-knap og derefter modtaget et tal, der føltes helt vilkårligt? Du er ikke alene. De fleste laserskæringsydelser bevidst skjuler deres priser bag automatiserede værktøjer, hvilket efterlader kunder i tvivl om de får et retfærdigt tilbud eller subventionerer andres ineffektivitet. Dette afsnit afslører, hvad der faktisk bestemmer din endelige faktura – og mere vigtigt, hvordan du kan kontrollere disse omkostninger uden at ofre kvaliteten.
At forstå prissætning handler ikke om at finde den billigste leverandør. Det handler om at anerkende værdi, undgå unødige udgifter og kommunikere effektivt med producenter, der respekterer informerede kunder.
Hvad der faktisk driver omkostningerne ved laserskæring
Når en producent beregner dit tilbud, vurderer de flere variable samtidigt. Nogle kontrollerer du direkte gennem designvalg; andre afhænger af markedsvilkår og udstyrets muligheder. Sådan ser det egentlige billede ud bag den tilbudsformular:
- Materialetype og kvalitet: Forskellige materialer kræver forskellige laserteknologier, effektindstillinger og skærehastigheder. Ifølge brancheanalyser kræver skæring af rustfrit stål generelt mere energi og tid sammenlignet med kuldstofstål, hvilket gør det dyrere. Speciallegeringer og reflekterende metaller som kobber har præmiepriser på grund af den komplekse bearbejdning.
- Pladetykkelse: Tykkere materialer kræver langsommere skærehastigheder og højere energiforbrug. En 12 mm stålplade kan koste 3-4 gange mere per lineær tomme end 3 mm materiale – ikke fordi materialeomkostningerne tredobles, men fordi skæretid og effektbehov øges markant.
- Skærekompleksitet og banelængde: Hvert udsnit kræver et gennemborepunkt, hvor laseren starter skæringen. Flere gennemborepunkter og længere skærebaner øger direkte maskintiden. Indviklede designs med mange små detaljer kræver større præcision, hvilket øger både arbejds- og udstyrsomkostninger.
- Antal og batchstørrelse: Opsætningsomkostninger, der spreder sig over større ordrer, reducerer betydeligt stykomkostningerne. Et enkelt prototype kan koste 50 USD, mens bestilling af 100 identiske dele kan sænke stykomkostningerne til 8 USD – samme design, men dramatisk forskellig økonomi.
- Afslutningskrav: Sekundærprocesser såsom afslibning, polering, pulverlakkering eller gevindskæring tilføjer arbejdskraft, specialiseret udstyr og længere produktions tid. Branchens eksperter pointerer, at disse trin er afgørende for at opnå specifik overfladekvalitet eller funktionelle krav, men de øger omkostningerne i samme grad.
- Gennemløbstid: Ekspresordrer kræver premie – nogle gange 50 % eller mere – fordi de forstyrrer produktionsplanen og kræver overtidsarbejde. Standard leveringstider giver den bedste værdi.
Tænk på det som at søge efter restauranter, der er åbne nær mig klokken midnat i forhold til at planlægge middag kl. 18 – bekvemmelighed og hast vil altid medføre ekstraudgifter.
Sådan optimerer du din budget uden at ofre kvalitet
Nu hvor du forstår, hvad der driver omkostningerne, her er, hvordan du strategisk reducerer dem. Dette er ikke besparelser på bekostning af kvalitet – det er smarte ingeniørpraksisser, som professionelle designere bruger hver dag.
Simplificér din designgeometri
Komplekse geometrier med indviklede detaljer kræver mere præcis laserstyring og længere skæretider. Forskning viser at undgå skarpe indre hjørner, minimere små indviklede skæringer og bruge færre kurver kan resultere i betydelige besparelser. Afrundede hjørner eller lige linjer skæres hurtigere end indviklede former eller stramme radier. Spørg dig selv: er disse dekorative detaljer væsentlige for funktionen, eller så de bare pæne ud i din CAD-model?
Optimer materialetykkelsen
Hvis dit anvendelsesområde ikke kræver holdbarheden fra tykkere metaller, kan valg af tyndere materiale spare både tid og penge. Overvej, om 1 mm rustfrit stål fungerer lige så godt som 2 mm for dine specifikke belastningskrav. Nogle gange specificerer ingeniører en større tykkelse 'bare for at være sikker' – men den sikkerhedsmargin koster rigtige penge.
Mestre kunsten at stable
Effektiv stabling maksimerer materialeudnyttelsen ved at placere dele tæt sammen på materialepladen. Strategisk stabling kan reducere materialeaffald med 10-20 %, hvilket direkte sænker din faktura. Hvis du bestiller flere forskellige dele, skal du spørge, om din leverandør kan stable dem sammen – gruppering af dele med lignende geometrier effektiviserer skæringen og reducerer affald.
Vælg passende tolerancer
Her er noget, de fleste leverandører ikke frivilligt vil fortælle: Unødigt stramme tolerancer øger omkostningerne markant. At specificere ±0,005" når ±0,015" ville fungere identisk, tvinger til langsommere skære hastigheder og højere afvisningsrater. Ifølge specialister i bearbejdning er det mere sandsynligt, at dele med ekstremt stramme tolerancer afvises på grund af små afvigelser, og de kan kræve yderligere sekundærbehandling som f.eks. maskinbearbejdning eller slibning.
Batch din ordre strategisk
Det tager tid at opsætte en laserudskærer, så det at producere større mængder i én session reducerer behovet for hyppige maskinjusteringer. Hvis du har brug for gentagne dele, kan det at samle ordrer eller planlægge produktion på forhånd give betydelige besparelser per enhed. Selv at kombinere næste måneds ordre med denne måneds kan effektivt sprede opsætningsomkostningerne.
Vælg materialer på lager
Er det specificerede materiale umiddelbart tilgængeligt, eller skal det bestilles specielt? Når det er muligt, undgår valg af metaller, der allerede er på lager, minimumsordregebyr og forsinkelser i leveringstiden. Spørg din leverandør, hvilke materialer de har på lager, inden du fastlægger specifikationerne.
Vurder krav til kantkvalitet
At opnå premium kantkvalitet kræver ofte, at man formindsker hastigheden på laseren eller bruger mere effekt – begge dele øger omkostningerne. Ikke alle applikationer kræver samme niveau af kantpræcision. For dele, der skal svejses, males eller gemmes indeni samlingselementer, sparer standard kantkvalitet penge uden at kompromittere funktionen. Bevarel premium kantspecifikationer til synlige overflader.
Målet er ikke at finde den laveste pris – det handler om at maksimere værdien ved at fjerne omkostninger, der ikke tilføjer værdi til dit færdige produkt.
Udstyret med denne viden om prissætning kan du intelligent vurdere tilbud, stille velinformerede spørgsmål og identificere leverandører, der foretrækker gennemsigtighed frem for uigennemsigtighed. Men selv en perfekt forståelse af omkostninger hjælper ikke, hvis dine designfiler ikke er korrekt forberedt – næste afsnit sikrer, at dine filer konverteres problemfrit fra skærm til laser.
Forbered dine designfiler til succes ved laserskæring
Du har valgt det perfekte materiale og forstår, hvad der driver priserne. Men her er hvor mange projekter går galt: indsendelse af designfiler, der ser perfekte ud på skærmen, men fejler totalt, når laseren begynder at skære. Ifølge producenter, der gennemgår hundredvis af filer ugentligt, skyldes flere projektforsinkelser filforberedelsesfejl end nogen anden enkelt faktor. Det gode? Alle almindelige fejl kan helt undgås.
Dette afsnit giver dig den tekniske viden, du skal bruge for at indsende produktionsklare filer – uanset om du arbejder med et lokalt værksted eller udforsker online laserskæreservices landet over. Behersk disse grundlæggende principper én gang, og du vil aldrig mere opleve afviste uploads eller frustrerende revisioner igen.
Krav til filformater og softwaremuligheder
Lader det komplekst? Det er faktisk enkelt, når du først forstår én afgørende forskel: laserskærere har brug for vektorfiler , ikke rasterbilleder. Når du eksporterer et JPEG eller PNG, gemmer du pixelbilleder – små farvede firkanter, der approximerer dit design. Laserudskærere kan ikke fortolke pixelbilleder til skærebaner. De har brug for matematisk definerede linjer og kurver, der nøjagtigt angiver, hvor strålen skal føres.
Accepterede vektorformater
De fleste laserudskæringsydelser accepterer disse standardvektorformater, selvom præferencerne varierer fra udbyder til udbyder:
- DXF (Drawing Exchange Format): Branchestandarden for CNC og laserudskæring. Universelt kompatibel; DXF-filer indeholder ren geometri uden afhængighed af skrifttyper eller kompleks formatering. Når du er i tvivl, indsender du DXF.
- AI (Adobe Illustrator): NATIVE Illustrator-filer fungerer godt, men kræver konvertering af tekst til omrids. Sørg for at gemme i en kompatibel version – nogle maskiner har problemer med nyere AI-formater.
- SVG (Scalable Vector Graphics): Åbent format, der vinder indpas, især til webbaserede tilbudsmodeller. Rent, letvægtigt og bredt understøttet.
- PDF (Portable Document Format): Acceptabelt, når det eksporteres fra vektorsoftware med de rigtige indstillinger. Undgå PDF'er oprettet ud fra scannede dokumenter eller rasteriseret grafik.
Ifølge branchenspecialister , at bruge et forkert filformat er en af de fem mest almindelige designfejl, de støder på. Kontroller altid din leverandørs foretrukne format, inden du uploader.
Anbefalet designsoftware
Du behøver ikke dyr professionel software for at oprette filer klar til laserudskæring. Her er muligheder til alle budgetter:
- Adobe Illustrator: Branchestandard for vektografik; fremragende værktøjer til redigering af stier og direkte DXF-eksport
- AutoCAD / AutoCAD LT: Specielt udviklet til tekniske tegninger; indbygget DXF-understøttelse med præcis måling
- SolidWorks: Ideel til ingeniøranvendelser; eksporterer flade mønstre direkte fra 3D-modeller (bemærk: vandmærker fra "Studerende-version" ignoreres automatisk af de fleste skæresystemer)
- Inkscape: Gratis, open-source-alternativ til Illustrator; eksporterer SVG og DXF med korrekt plugin-konfiguration
- Fusion 360: Gratis til personlig brug; kombinerer CAD-modellering med mulighed for eksport af tegninger
- LibreCAD: Gratis 2D CAD-software specielt designet til tekniske tegninger
Designoptimeringstips for rene snit
At oprette en vektorfil er kun begyndelsen. Forskellen på amatørdesign og produktionsklare filer ligger i, hvordan laseren faktisk fortolker din geometri. Disse tekniske overvejelser adskiller vellykkede projekter fra kostbare fejl.
Minimumsfeaturestørrelser
Alle lasere har fysiske begrænsninger for, hvor smådele de kan skære nøjagtigt. Selve laserstrålen har en bredde – typisk 0,1 mm til 1,0 mm afhængigt af materiale og indstillinger. Funktioner, der er mindre end dette, kan ikke produceres rent. Branchens retningslinjer anbefaler at undgå funktioner, der ville være for små til korrekt skæring, især interne cirkler eller spidse hjørner.
Kerf-kompensation
Forestil dig at tegne en linje med en markør i stedet for en pen - linjen har bredde. Det samme princip gælder for laserskæring. "Kerf" henviser til det materiale, der fjernes under skæreprocessen, typisk mellem 0,1 mm og 0,5 mm afhængigt af materialetykkelse og laserindstillinger. For dele, der kræver præcise pasningsmål, skal du justere dine skærebaner for at kompensere. Drøft kerf-tillæg med din leverandør, inden du fastlægger kritiske dimensioner.
Rigtige linjetykkelser og farver
Mange lasersystemer bruger linjefarver eller -tykkelser til at skelne mellem skæring, gravering og scoringoperationer:
- Klipslinjer: Typisk røde eller sorte, hairline-tykkelse (0,001" eller tyndere)
- Graveringsområder: Ofte udfyldte former i specifikke farver
- Scoringlinjer: Kan bruge forskellige farver til at angive gennemsnitlige dybdefaser
Bekræft altid din leverandørs farve-/lagkonventioner, inden du sender filen. En linje, du har tænkt som et folderem, kan ende som en uønsket gennemskæring.
Afstand mellem skærelinjer
Når konstruktionslinjer er placeret for tæt på hinanden, kan laseren forbrænde eller skære ind i områder, som du ønsker at bevare. Ifølge bedste praksis ved fabrikation bør du placere skæregeometri med mindst dobbelt pladetykkelsen imellem for at undgå forvrængning. Ved standardapplikationer forhindres strukturel svækkelse ved at holde mindst 0,010 tommer (0,25 mm) mellem kritiske stier.
Trin-for-trin tjekliste for filforberedelse
Før du uploader til en hvilken som helst laserskæringsydelser, gennemgå denne verifikationsproces:
- Konverter al tekst til konturer: Skrifttyper, der ikke er installeret på skæresystemet, vil blive erstattet eller helt forsvinde. I Illustrator vælger du teksten og vælger Type → Omdan til kurver. I CAD-software bruger du kommandoerne "Opdel" eller "Udvid".
- Luk alle åbne stier: Uafsluttede eller åbne stier forvirrer lasersoftwaren, hvilket resulterer i ufuldstændige skæringer. Brug din softwares rengørings- og "forbind"-funktioner for at sikre, at hver form er ordentligt lukket.
- Fjern overlappende linjer: Dubletterede linjer får laseren til at skære den samme sti to gange, hvilket potentielt kan brænde sig helt igennem materialet eller skabe uregelmæssige kanter. Tjek for stablet geometri, især efter kombinering af flere designelementer.
- Bekræft mål i 100 % skala: Hvis du har konverteret fra en rasterfil eller ændret størrelsen på dit design, skal du udskrive i 100 % for at bekræfte, at de fysiske mål svarer til din hensigt.
- Tjek for indkapslet geometri: Udsparinger, der ikke er forbundet med det primære stykke, vil falde ud under skæringen. Enten tilføj broafstivninger for at fastholde dem, eller send dem som separate dele.
- Fjern unødvendige knudepunkter: For mange ankerpunkter skaber kantede kurver i stedet for glatte buer. Forenkl stierne, mens du bibeholder designintentionen.
- Placer huller væk fra kanter: Huller placeret for tæt på delenes kanter risikerer at revne eller deformere, især hvis delen udsættes for bøjning i en efterfølgende proces.
- Eksporter til leverandørens foretrukne format: Gem en ren kopi specifikt til produktion—bare ikke omdøb din arbejdsfil.
Effektiv kommunikation af tolerancekrav
Selv fejlfrie forberedte filer kan resultere i afviste dele, hvis kravene til tolerancer ikke er tydeligt kommunikeret. Standard laserudskæring opnår dimensionsmæssige tolerancer på ±0,005" til ±0,015" afhængigt af materiale og maskinens kalibrering. Hvis dit anvendelsesområde kræver højere præcision, skal du angive dette eksplicit—og være opmærksom på omkostningskonsekvenserne.
Når du anmoder om tilbud, skal du inkludere:
- Kritiske dimensioner: Fremhæv specifikke mål, der skal overholde stramme tolerancer, i modsætning til generelle dimensioner med standardtilladelser
- Funktionelle krav: Forklar, hvordan delene skal bruges—dvs. at pladssætninger kræver anden præcision end gennemgangshuller
- Måle referencepunkter: Angiv, hvilke kanter eller funktioner der fungerer som datum-punkter for dimensionsverifikation
- Acceptabel afvigelsesområde: Angiv dit tolerancebånd numerisk i stedet for at bruge subjektive udtryk som "præcis" eller "nøjagtig"
Klar kommunikation af tolerancer forhindrer frustrationen ved at modtage dele, der opfylder "standard" specifikationer, men ikke lever op til dine specifikke anvendelseskrav.
Med korrekt forberedte filer og tydeligt formulerede specifikationer har du elimineret de mest almindelige barrierer for vellykkede laserudskæringsprojekter. Men ved at forstå, hvornår laserudskæring i sig selv er det rigtige valg – i stedet for vandskær, plasma eller CNC-alternativer – sikrer du, at du investerer i den optimale proces til dine behov.
Laserudskæring sammenlignet med vandskær, plasma og CNC-metoder
Her er den ærlige samtale, som de fleste laserudskæringsydelser undgår: Laserudskæring er ikke altid det bedste valg. Overrasket? Det bør du heller ikke være. Hver udskæringsmetode findes, fordi den løser bestemte problemer bedre end alternativerne. Den producent, der fortæller dig, at laserudskæring kan klare alt, er enten uinformerede eller håber, at du ikke stiller spørgsmål.
At forstå, hvornår laserskæring er bedst – og hvornår du bør overveje vandskær, plasmaskæring eller CNC-fræsning i stedet – beskytter din budget og sikrer optimale resultater. Lad os gennemgå hver teknologi ærligt og sammenligne den reelle ydeevne frem for markedsføringspåstande.
Hvornår laserskæring er bedre end andre metoder
Laserskæring dominerer inden for specifikke anvendelser, hvor dets unikke egenskaber leverer uslåelig værdi. Ifølge industrispecialister i fabrikation , kan laserskæring skære op til 2.500 tommer i minuttet, hvilket gør den til den hurtigste tilgængelige metode – og ofte den mest økonomiske for relevante anvendelser.
Præcision og detaljarbejde
Når din design kræver indviklede mønstre, små huller eller stramme tolerancer, trækker laserskæring klart foran. Den fokuserede stråle skaber ekstremt rene kanter med minimal behov for efterbearbejdning. Elektronikomkapslinger, komponenter til medicinske enheder og præcisionsbeslag drager stort fordel af denne evne.
Effektivitet i tyndplade
For materialer under 1/2" tykkelse tilbyder laserskæring typisk den bedste kombination af hastighed og kvalitet. Test over flere teknologier bekræfter, at laserskæring giver overlegne resultater, når fine detaljer eller præcise huller er nødvendige på tynde plader.
Vigtige fordele ved laserskæring:
- Hastighed: 3-4 gange hurtigere end vandskæringsmaskine på sammenlignelige materialer
- Præcision: Tolerancer på ±0,005" opnåelig på de fleste materialer
- Kantkvalitet: Rene, ofte svejsereklare kanter uden sekundær efterbehandling
- Intet værktøjsslid: Konsistent kvalitet fra første snit til tusindste ingen nedbrydning af bladet
- Minimalt materialeaffald: En smal kant betyder tættere indlejring og mindre skrot
- Ikke-kontakt proces: Ingen mekaniske kræfter, der forvrænger tynde eller delikate dele
Situationer, hvor alternative skæringsprocesser udmærker sig
Ærlig vurdering kræver, at man anerkender begrænsningerne ved laserskæring. Visse projekter udføres reelt set bedre med alternative teknologier – og at erkende disse situationer sparer penge samtidig med at forbedre resultaterne.
Anvendelser med tykt materiale: Plasma's domæne
Når der skal skæres i ledende metaller over 1" tykkelse, tilbyder plasmaskæring klare fordele. Ifølge sammenlignende test viser plasmaskærere fremragende ydeevne på stålplader, hvor laserskærere har svært ved at trænge igennem. Prisforskellen er betydelig – plasmasystemer koster cirka 90.000 USD sammenlignet med 195.000 USD for tilsvarende vandskæringsanlæg, med driftsomkostninger, der er cirka halvt så høje per fod ved tykt materiale.
Varmefølsomme materialer: Vandskæring vinder
Laserudskæring er fra naturens side en termisk proces. Den koncentrerede varme skaber "varmepåvirkede zoner" (HAZ), hvor materialeegenskaberne ændres nær snitkanten. For fly- og rumfartsdele, hårdede metaller eller materialer, der ikke kan tåle nogen form for termisk ændring, eliminerer vandskæringsprocessen dette problem fuldstændigt. Den kolde skæring giver ingen forvrængning, ingen udhærdning og ingen metallurgiske ændringer.
Flerbrugsanvendelse inden for ikke-metaller: Vandskæring og CNC-fræsning
Selvom CO2-lasere klare mange ikke-metaller godt, stiller visse materialer krav:
- Sten og glas: Vandskæring skærer disse materialer rent; lasere kan det ikke
- Tætte kompositter: Kulstof og G10 bliver ofte løftet i lag under laserens varme – vandskæring bevarer strukturel integritet
- Tykke plastmaterialer og træ: CNC-fræsning giver ofte en bedre overfladeafhandling uden forkulning eller smeltning
Udfordringer med reflekterende metaller
Kobber, messing og visse aluminiumslegeringer reflekterer laserenergi tilbage mod skæreenden. Selvom moderne fiberlasere håndterer disse materialer bedre end ældre CO2-systemer, er grænserne for tykkelse stadig strammere end ved stål. Vandstråleskæring skærer reflekterende metaller uden risiko for strålerefleksion.
Direkte teknologisammenligning
Valget af den rigtige skæremetode bliver tydeligere, når du sammenligner de faktiske ydelsesspecifikationer side om side:
| Kriterier | Laser Skæring | Vandstrålskæring | Plasmaskæring | CNC-ruting |
|---|---|---|---|---|
| Nøjagtighed | ±0,005" (udmærket) | ±0,009" (meget god) | ±0,020" (moderat) | ±0,005" (udmærket) |
| Materialer | De fleste metaller, mange plastmaterialer, træ, stof | Stort set ethvert materiale, herunder sten, glas, kompositter | Kun ledende metaller | Plastmaterialer, træ, kompositter, bløde metaller |
| Tykkelseskapacitet | Op til 1" stål (optimal under 1/2") | 6"+ på mange materialer | 2"+ stål med god kvalitet | Op til 3" afhængigt af materiale |
| Kantkvalitet | Udmærket; ofte svejseklar | Udmærket; ingen varmepåvirkning | God; kan kræve slibning | Meget god; ingen termiske effekter |
| Varme-påvirket zone | Tilstede, men minimal på tyndt materiale | Ingen (kold proces) | Betydelig ved alle snit | Ingen (mekanisk proces) |
| Skærehastighed | Hurtigst på tynde materialer | Langsomst af alle metoder | Hurtig på tykke metaller | Moderat |
| Kostneffektivitet | Bedst til tynde, detaljerede arbejder | Højere omkostning; berettiget ved specialmaterialer | Bedst til bearbejdning af tykt metal | Økonomisk forikke-metaller |
At træffe det rigtige teknologivalg
Hvilken skæremetode skal dit projekt bruge? Svaret afhænger af dine specifikke krav:
Vælg laserskæring, når:
- Dit materiale er under 1/2" tykt
- Intrikate detaljer, små huller eller stramme tolerancer er vigtige
- Hastighed og omkostningseffektivitet er prioriteret
- Rene kanter uden omfattende efterbearbejdning ønskes
Vælg vandskæringsmetoden når:
- Varme påvirkede zoner er uacceptabel (luftfart, herdede materialer)
- Du skærer sten, glas eller tykke kompositter
- Materialetykkelsen overstiger laserkapaciteten
- Reflekterende metaller udgør udfordringer
Vælg plasmaskæring, når:
- Skæring af tykke ledende metaller (1"+ stål eller aluminium)
- Hastighed er vigtigere end kantpræcision
- Budgetbegrænsninger foretrækker lavere driftsomkostninger
- Projekter omfatter konstruktionsstål eller fremstilling af tungt udstyr
Vælg CNC-fræsning når:
- Arbejde med tykke plastikker, træ eller skum
- Overfladekvalitet overstiger det, som laserkul tillader
- Dele kræver tapping eller forsinkningsoperationer
- Materialet kan ikke tåle termiske processer
De bedste producenter sælger ikke én enkelt teknologi – de vælger den rigtige proces ud fra projektets specifikke krav.
Mange succesfulde virksomheder benytter flere forskellige skæreteknologier netop fordi ingen enkelt metode optimalt håndterer alle anvendelser. At forstå disse forskelle stiller dig i stand til at vurdere leverandører ærligt – og genkende, når en virksomhed, der anbefaler laserskæring til din 2" stålplade, måske ikke handler i dine bedste interesser. Med denne teknologisammenligning som grundlag afsløres der endnu flere muligheder for dit næste projekt gennem eksempler fra virkelige applikationer på tværs af brancher.

Reelle anvendelser på tværs af brancher
Nu hvor du forstår teknologien, materialerne og omkostningsfaktorerne, lad os undersøge, hvad der faktisk er muligt. Laserskæringstjenester er ikke begrænset til én enkelt branche – de har transformeret produktion, design og prototyping i næsten alle sektorer. Uanset om du er en ingeniør, der designer bilbeslag, eller en kunstner, der skaber dekorative installationer, hjælper forståelsen af disse virkelige anvendelser dig med at se mulighederne for dine egne projekter.
Fleksibiliteten er bemærkelsesværdig. Den samme grundlæggende teknologi, der fremstiller komponenter til luft- og rumfart med mikronpræcision, skaber også indviklede smykker og arkitektoniske facadeelementer. Lad os se på, hvordan forskellige brancher udnytter denne mulighed.
Industrielle og automobilanvendelser
Bilindustrien er en af de største forbrugere af præcisionslaserskæringsteknologi. Ifølge branchens analyse har laserskæring markant effektiviseret bilproduktionen og tilbyder en efficiens, som traditionelle metoder som dieskæring eller plasmaskæring simpelthen ikke kan matche.
Hvorfor er bilproduktion så afhængig af denne teknologi? Hvert millimeter tæller, når du producerer dele, der skal passe nøjagtigt sammen over tusindvis af køretøjer. De højpræcise egenskaber ved fiberlasere gør dem uundværlige til produktion af komponenter, hvor målnøjagtighed direkte påvirker sikkerhed og ydeevne.
- Chassis og strukturelle komponenter: Holder, monteringsplader og forstærkninger til rammer, som kræver stramme tolerancer og rene kanter klar til svejsning
- Karosseriprototyper: Hurtig iteration af designkoncepter, inden man investerer i dyr stansning
- Indtræksdele til interiør: Nøjagtige udsparinger til kontroller, ventilationsåbninger og monteringspunkter
- Udstødningssystemdele: Varmeskjolde og monteringsbeslag i rustfrit stål
- Ophængskomponenter: Tvingestyringsbeslag og fjedermonteringer, som kræver strukturel integritet
For producenter, der søger omfattende automobil-løsninger, supplerer præcisionslaser-skæring ofte metalstansningsprocesser. Virksomheder som Shaoyi integrerer begge teknologier og tilbyder 5-dages hurtig prototyping, der understøtter de hurtige iterationscyklusser, som den moderne biludvikling kræver.
Luftfartsapplikationer kræver endnu strammere specifikationer. Branchens eksperter påpeger at behovet for letvægtige, højstyrke materialer gør laserskæringens præcision uundværlig – komponenter skal overholde strenge toleranceniveauer samtidig med at de bevarer strukturel integritet under ekstreme forhold.
- MotorKomponenter: Turbinkomponenter og varmebestandige skærme
- Strukturelle elementer: Lette aluminiums- og titaniumkomponenter til airframes
- Indvendige installationer: Præcist tilpassede kabinelementer og monteringsbeslag
Kreative og arkitektoniske anvendelser
Udover tung industri har laserskæring revolutioneret kreative og arkitektoniske anvendelser. Teknologien gør det muligt at designe løsninger, som ville være umulige – eller alt for dyre – med traditionelle fremstillingsmetoder.
Arkitekter specificerer stigende ofte laserskårne elementer af både funktionelle og æstetiske årsager. Undersøgelser viser, at teknologiens evne til at skære gennem tykke stålblade med præcise snit gør den uvurderlig i moderne arkitektur, hvor tilpasning og visuel indvirkning er afgørende.
- Dekorative skærme og facader: Indviklede mønstre i metalplader til bygningers yderside og indvendige skillevægge
- Brugerdefinerede reoler og gelændere: Unikke designs, som ikke kan opnås med traditionel metalsmedning
- Skiltning og pegeredskaber: Tredimensionelle bogstaver og oplyste skiltelementer
- Møbeldelene: Detaljerede træelementer og metalrammer til brugerdefinerede løsninger
- Kunstinstallationer: Store skulpturer og interaktive kunstværker
Skiltebranchen drager især stor fordel af laserskæringens alsidighed. Uanset om det gælder tredimensionelle bogstaver til butiksfacader eller oplyste kanalskilte, leverer teknologien rene kanter og præcise detaljer, der forbedrer brands fremtoning. Det minder om, hvordan søgninger på 'mad åbent i nærheden' forbinder sultne kunder med lokale muligheder – effektiv skilteføring forbinder virksomheder med deres målgrupper gennem visuel indvirkning.
Prototyping og produktudvikling
Måske er det ingen anvendelse, der demonstrerer laserskæringens værdi tydeligere end hurtig prototyping. Ifølge specialister inden for prototyping har laserskæring vist sig at være afgørende ved udvikling af prototyper med integreret CAD-software og producerer resultater i korte gennemløbstider i stedet for de uger, som traditionelle metoder måske kræver.
Hvorfor er dette vigtigt for produktudvikling? Overvej itereringscyklussen: design en del, producer den, test den, identificer forbedringer, redesign og gentag. Når hver prototype tager uger at fremstille, strækker udviklingstidslinjerne sig over måneder eller år. Laserskæring komprimerer denne cyklus markant.
- Funktionelle prototyper: Test pasform, form og funktion med produktionsækvivalente materialer
- Designvalidering: Bekræft, at CAD-modeller oversættes korrekt til fysiske dele, inden der investeres i værktøjer
- Test i små serier: Producer begrænsede mængder til feltforsøg uden omkostninger til stålske, forme eller skabeloner
- Ingeniørprøver: Skab præsentationsklare dele til møder med investorer og kundeanmeldelser
Industrianalyse bekræfter at laserskæringens millimeterpræcision resulterer i nøjagtige repræsentationer af, hvordan komponenter, fastgørelser og produktfunktionalitet vil fungere sammen – afgørende når prototyper skal effektivt repræsentere endelige produktionsdele.
Elektronikindustrien er stærkt afhængig af denne evne. Ekspertfremstillingseksperter påpeger, at laserudskæring giver præcis kontrol over dimensioner og kvalitet, hvilket er afgørende i en branche, hvor en brøkdel af en millimeter kan gøre en betydelig forskel. Fra test af kredsløbsplader til ydre kabinetprototyper muliggør laserudskæring hurtig iteration.
Selv udvikling af forbrugerprodukter drager fordel – ligesom når man tjekker en dollar shop i nærheden for hurtige forsyninger, har producenter brug for hurtig adgang til prototypedele for at bevare udviklingsimpulsen. Ligeledes kan produktteam, der gennemgår design, tage frokost ved at se på en Olive Garden-menu, mens de diskuterer resultaterne af den seneste iteration, hvilket understreger, hvordan prototyping indgår i den overordnede udviklingsproces.
Specialiserede industriapplikationer
Udover disse større kategorier dækker laserudskæring specialiserede behov inden for mange sektorer:
- Medicinsk udstyr: Kirurgiske instrumenter og implantater, som kræver ekstraordinær nøjagtighed og biokompatible materialer
- Elektronik: Præcisionskomponenter til miniaturiserede enheder og kabinetter
- Smykker: Indviklede designs og brugerdefinerede løsninger, der kombinerer teknologi med håndværk
- Emballage: Brugerdefinerede die-cut kasser og indviklede prototypeemballager
- Tekstil og mode: Præcis stofskæring til mønstre og dekorative elementer
- Energisektor: Komponenter til solpaneler, vindmøller og bæredygtig energiinfrastruktur
Spørgsmålet er ikke, om laserskæring kan anvendes i din branche – det handler om, hvordan du udnytter dens muligheder til dit specifikke formål.
Med disse anvendelser for øje bliver den næste udfordring at finde den rigtige leverandør til at realisere din vision. Et godt valg kræver, at du forstår, hvad der adskiller exceptionelle leverandører fra tilstrækkelige – en forskel, der betydeligt påvirker resultatet af dine projekter.
Hvordan du vælger den rigtige leverandør af laserverskæring
Du har mestret teknologien, forstår materialer og ved, hvad der driver priserne. Men her er den ubehagelige sandhed: selv perfekt forberedelse kan ikke kompensere for at vælge en forkert leverandør af laserskæring. Forskellen mellem et vellykket projekt og en frustrerende oplevelse kommer ofte an på faktorer, du ikke finder på forsiden af et websted – certificeringer, der rent faktisk betyder noget, responsivitet, der sparer uger med forsinkelser, og designsupport, der opdager dyre fejl, inden de opstår.
At vælge en samarbejdspartner til metalbearbejdning er ikke ligesom at tage en acai-bol fra den nærmeste smoothiebar – du kan ikke bare vælge det tætteste alternativ og håbe på det bedste. Dette valg påvirker direkte din projekttidslinje, budget og endelige kvalitet. Lad os se nærmere på, hvad der adskiller fremragende leverandører fra dem, der får dig til at fortryde dit valg.
Vigtige spørgsmål til potentielle leverandører
Før du indsender dine designfiler, afslører et par strategiske spørgsmål, om en leverandør fortjener dit samarbejde. Ifølge branchenspecialister er det afgørende at vurdere en leverandørs erfaring og ekspertise – en leverandør med et solidt track record og mange års erfaring har større sandsynlighed for at levere resultater af høj kvalitet.
Start med disse grundlæggende spørgsmål:
- Hvilke laserteknologier arbejder I med? Leverandører, der bruger både CO2- og fiberlasere, kan vælge den optimale teknologi til dit materiale. Leverandører med kun én teknologi kan komme til at tvinge kompromisser igennem.
- Hvilke materialer arbejder I regelmæssigt med? Erfaring betyder noget – et værksted, der skærer i aluminium hver dag, leverer bedre resultater end et, der kun gør det lejlighedsvis. Spørg specifikt om jeres materiale og tykkelseskrav.
- Hvad er jeres typiske leveringstid? Standard ledetider varierer meget. Nogle leverandører oplyser 2-3 uger; andre leverer på få dage. Forstå, hvor dit projekt placerer sig i deres produktionsplan.
- Kan I imødekomme hastesager? Ekspert i fremstilling anbefaler at vurdere leverandørens evne til at overholde dine projekters frister og om de kan håndtere akutte anmodninger, når det er nødvendigt.
- Tilbyder du gennemgang af design eller DFM-understøttelse? Leverandører, der gennemgår dine filer for producibilitet, opdager problemer inden skæringen begynder – hvilket sparer revisionsrunder og materialeaffald.
- Hvilke filformater accepterer I? Kompatibilitetsproblemer forårsager forsinkelser. Bekræft at dit foretrukne format fungerer med deres systemer, før du forpligter dig.
- Kan du levere eksempler på skæringer eller referencer? Ansete leverandører deler gerne eksempler på lignende arbejde eller formidler kontakt til tilfredse kunder.
Tænk på leverandørvalg som at bestille fra Harry and David – du vil have dokumenteret kvalitet og pålidelig levering, ikke usikkerhed omkring, hvorvidt din investering ankommer som forventet.
Kvalitetscertificeringer, der betyder noget
Certificeringer er ikke bare pynt på væggen – de repræsenterer verificerede forpligtelser til kvalitetssystemer, proceskontrol og kontinuert forbedring. For kritiske anvendelser adskiller specifikke certificeringer kvalificerede leverandører fra dem, der blot hævder kompetence.
ISO 9001
Denne internationalt anerkendte standard demonstrerer et kvalitetsstyringssystem, der omfatter design, udvikling, produktion og serviceydelse. ISO 9001-certificering indikerer dokumenterede processer, trænet personale og systematisk kvalitetskontrol. For almindelige produktionsanvendelser giver denne basis-certificering rimelig sikkerhed.
IATF 16949
For automobilapplikationer repræsenterer IATF 16949-certificering guldstandarden. Denne krævende standard bygger på ISO 9001 med bilspecifikke krav, herunder fejlforebyggelse, variationsreduktion og undvigelse af spild gennem hele varekæden. Leverandører som Shaoyi vedligeholde IATF 16949-certificering specifikt, fordi bilindustrins OEM'er kræver dette kvalitetsniveau for chassis, ophængning og strukturelle komponenter.
AS9100
Luftfartsapplikationer kræver AS9100-certificering, som stiller skrappe krav til sporbarhed, konfigurationsstyring og risikominimering ud over standardkravene i ISO 9001.
ISO 13485
Produktion af medicinsk udstyr kræver ISO 13485-certificering, der sikrer, at processer opfylder reguleringsmæssige krav for medicinske produkter og vedligeholder dokumentation egnet til FDA eller internationale reguleringsmyndigheders gennemgang.
Tjekliste til udbydervurdering
Brug denne omfattende tjekliste, når du sammenligner potentielle samarbejdspartnere inden for laserudskæring:
- Teknologikapacitet: Passende lasertyper til dine materialer; tilstrækkelig effekt til dine tykkelseskrav; bordstørrelse, der kan rumme dine delenes dimensioner
- Materialekspertise: Demonstreret erfaring med dine specifikke materialer og legeringer; materialer på lager; materialecertificering og sporbarhed
- Kvalitetscertifikater: Relevante ISO, IATF eller branchespecifikke certificeringer; dokumenterede inspektionsprocedurer; kalibreret måleudstyr
- Gennemløbstider: Standard ledetider, der matcher din tidsplan; mulighed for ekspresproduktion ved akutte behov; realistiske leveringsforpligtelser baseret på nuværende kapacitet
- Designsupport: Tjenester til DFM-gennemgang; hjælp til filforberedelse; rådgivning om tolerancer; proaktiv kommunikation om potentielle problemer
- Kommunikationsrespons: Hurtighed i tilbudsfremsendelse (nogle leverandører tilbyder tilbud inden for 12 timer); adgang til teknisk personale; klare opdateringer om projektstatus
- Sekundære operationer: Evner inden for bøjning, svejsning, efterbehandling og samling; potentiale for one-stop-shop, hvilket reducerer kompleksiteten i leverandørstyring
- Prisgennemsigtighed: Tydelige omkostningsopgørelser; ingen skjulte gebyrer; villighed til at forklare prissætningsfaktorer
Værdien af DFM-understøttelse
Design for manufacturability-understøttelse repræsenterer en af de mest værdifulde – men ofte oversete – tjenester, som en leverandør kan tilbyde. Ifølge præcisionsproduktionsspecialister , ved at tage hensyn til designovervejelser tidligt undgås omkonstruktioner og sikres en mere problemfri skalaopjustering fra prototyper til produktion.
Hvad giver effektiv DFM-understøttelse egentlig?
- Verifikation af geometristørrelse: Identificering af huller, nitter eller detaljer, der er for små til at skæres pålideligt, inden materiale spildes
- Tolerancetjek: Advarsel om specifikationer, der kræver langsommere skærehastigheder eller kan medføre højere afvisningsrater
- Materialanbefalinger: Foreslår alternativer, der opfylder dine funktionelle krav til lavere omkostninger eller med bedre kantkvalitet
- Nesting-optimering: Arrangerer dele for at minimere materialeforbrug og reducere stykomkostninger
- Planlægning af sekundære operationer: Forudser, hvordan dele skal bukkes, svejses eller samles, og justerer skæreparametrene i overensstemmelse hermed
Leverandører, der tilbyder omfattende DFM-understøttelse—som dem, der har IATF 16949-certificering med integrerede ingeniørteams—opdager problemer, som ellers ville dukke op som afviste dele eller mislykkede samlinger. De omkostningsbesparelser, der opnås ved at forhindre revisioner, overstiger typisk langt eventuelle meromkostninger for dette serviceniveau.
Fordele og ulemper ved lokale og online tjenester
Væksten i online-laserskæringstjenester har markant udvidet valgmulighederne, men valget mellem lokale værksteder og digitale platforme indebærer reelle kompromisser, som er værd at overveje.
Fordele ved lokale leverandører:
- Personlig rådgivning vedrørende design og håndgribelig gennemgang af prøver
- Hurtigere iteration, når ændringer kræver samarbejde ansigt til ansigt
- Enklere logistik for store eller tunge dele og undgåelse af fragtomkostninger
- Opbygning af relationer, der prioriterer dine projekter i perioder med kapacitetsknaphed
- Øjeblikkelig afhentning eliminerer forsendelsesforsinkelser ved akutte behov
Fordele ved online-tjenester:
- Bredere adgang til teknologi – specialudstyr, som du ikke kan finde lokalt
- Konkurrencedygtige priser fra drift med høj kapacitet
- kvoter og bestilling døgnet rundt med bekvemmelighed
- Konstant kvalitet gennem standardiserede processer
- Geografisk fleksibilitet, når du flytter eller har spredte teams
Til prototyper og enkelte projekter leverer online-tjenester ofte fremragende værdi. Til produktion, der kræver vedvarende samarbejde, kvalitetsjusteringer eller komplekse sekundære operationer, viser lokale relationer sig ofte mere værdifulde, selvom omkostningerne per enhed potentielt er højere.
Den bedste leverandør er ikke nødvendigvis den billigste eller den tættest på – det er den, hvis kompetencer, kommunikationsstil og kvalitetsstandarder stemmer overens med dine projektbehov.
At vælge den rigtige partner til laserskæring forvandler din produktionsoplevelse fra en række transaktioner til et samarbejde. Leverandører, der investerer i certificeringer, tilbyder ægte DFM-understøttelse og hurtigt svar på henvendelser, viser engagement for din succes – ikke kun for deres faktura. Med muligheder for hurtig prototyping som f.eks. 5-dages levering og effektive tilbudsanmodningssystemer fremskynder den rigtige partner hele din udviklingsproces, samtidig med at nøjagtigheden opretholdes, som dine applikationer kræver.
Ofte stillede spørgsmål om laserskæringsydelser
1. Hvad koster laserskæringstjeneste?
Laserudskæringsomkostninger varierer afhængigt af materialetype, tykkelse, skæreksplicitet, mængde og leveringstid. Maskinetid ligger typisk mellem 60-150 USD i timen. Enkle dele kan koste så lidt som 5-10 USD, mens komplekse prototyper kan komme op på 50+ USD. Serielproduktion reducerer betydeligt stykomkostningerne – at bestille 100 identiske dele kan f.eks. reducere prisen til 8 USD pr. stk. mod 50 USD for ét enkelt stykke. For at optimere omkostningerne bør du forenkle designet, vælge passende tolerancer og samle ordrer, når det er muligt.
2. Hvad koster laserudskæring pr. time?
Laserudskæringsmaskintid koster typisk 60-150 USD i timen, afhængigt af udstynings type, materiale der skæres, og leverandørens beliggenhed. Fibre-lasere, der skærer metal, har ofte højere timetariffer på grund af udstyningsomkostningerne, mens CO2-lasere, der bearbejder akryl og træ, kan være lavere. Timetarifferne fortæller dog ikke hele historien – hurtigere skærehastigheder på tynde materialer betyder færre fakturerede timer. Anmod om detaljerede tilbud, der viser omkostninger til materiale, maskintid og efterbehandling, for at kunne sammenligne nøjagtigt.
3. Hvilke materialer kan laseres?
Laserudskæring håndterer mange materialer, herunder metaller (carbonstål, rustfrit stål, aluminium, messing, kobber, titanium), plastikker (akryl, ABS, polycarbonat), træ og kompositter, læder, stof og papir. CO2-lasere er fremragende til ikke-metaller og producerer polerede kanter på akryl samt rene snit i træ. Fibre-lasere dominerer metaludskæring med overlegent hastighed og præcision. Materialetykkelsesgrænser varierer – stål op til 25 mm+, akryl op til 25 mm, aluminium op til 40 mm med højtydende systemer. Tjek altid dit specifikke materiale og tykkelse hos leverandørerne.
4. Hvilke filformater accepterer laserudskæringsydelser?
De fleste laserskæreserviceydelser accepterer vektorfilformater, herunder DXF (branchestandard), AI (Adobe Illustrator), SVG (Skalérbar Vektorgrafik) og PDF eksporteret fra vektorsoftware. DXF tilbyder universel kompatibilitet uden afhængighed af skrifttyper. Vigtige forberedelsesfaser inkluderer konvertering af tekst til konturer, lukning af alle åbne stier, fjernelse af overlappende linjer og verificering af dimensioner i 100 % skala. Undgå rasterformater som JPEG eller PNG – lasere kræver matematisk definerede skærebaner, ikke billedebaserede pixelgrafer.
5. Hvordan vælger jeg mellem laserskæring, vandskærings- og plasmaskæring?
Vælg laserskæring til tynde materialer under 1/2 tomme, der kræver indviklede detaljer og stramme tolerancer – den tilbyder de hurtigste hastigheder og reneste kanter. Vælg vandskæringsmetoden til varmefølsomme materialer, tykke kompositter, sten, glas eller når varmepåvirkede zoner ikke er acceptabel. Vælg plasmaskæring til tykke ledende metaller over 1 tomme, hvor hastighed er vigtigere end kantpræcision. Hver teknologi udmærker sig inden for specifikke anvendelser – kvalificerede producenter vælger den rigtige proces ud fra dit materiale, tykkelse og kvalitetskrav.