 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Hemmelighederne bag CNC-værksteder og -tjenester: Det, ingen fortæller første gang-køberne

Hvad en CNC-værksteds- og serviceydelse faktisk omfatter
Har du nogensinde gået forbi en produktionsfacilitet og undret dig over, hvad der rent faktisk foregår derinde? Når du hører udtrykket "CNC-værksted og service", tænker du måske på rækker af mystiske maskiner, der brummer i gang – men hvad betyder det egentlig for en person, der har brug for fremstillede dele?
Her er det klare svar: Et CNC-værksted er en specialiseret facilitet, der bruger computerstyrede maskiner til at fremstille præcisionskomponenter fra råmaterialer som metal , plastik eller kompositmaterialer. Delen om "service" strækker sig langt ud over blot at skære materiale – den omfatter alt fra brugerdefineret bearbejdning og prototypering til udstyrsvedligeholdelse, reparation, kalibrering og endda operatørtræning.
Hvad gør et CNC-værksted anderledes end almindelig fremstilling
Tænk på en almindelig fremstillingsfacilitet som en stormagasin – den håndterer et bredt udvalg af produktionsbehov. En CNC-værksted er derimod mere som en specialbutik, der udelukkende fokuserer på præcisionsmaskinbearbejdning.
Den kernebaserede forskel? Computer Numerical Control-teknologi. I modsætning til konventionel maskinbearbejdning, hvor hver skæring kræver manuel betjening, følger CNC-maskiner programmerede instruktioner for at automatisere skæring, boret, fræsning og drejning. Ifølge Kremin Inc. , sikrer denne automatisering "overlegen kvalitet, gentagelighed og omkostningseffektivitet", hvilket manuelle processer simpelthen ikke kan matche.
Søgninger efter "CNC-fremstilling i nærheden" fører ofte folk til disse specialiserede faciliteter, fordi de tilbyder noget, som almindelige producenter typisk ikke kan: målenøjagtighed i mikrometer (det vil sige én tusindedel millimeter) samt evnen til gentagne gange at fremstille identiske dele uden variation.
Det fulde spektrum af CNC-ydelser forklaret
Når du leder efter produktionsservicevirksomheder i nærheden af dig, hjælper det med at forstå det fulde udvalg af tilgængelige ydelser, så du kan stille de rigtige spørgsmål. Moderne CNC-faciliteter tilbyder typisk langt mere end grundlæggende maskinbearbejdning.
Kernemaskinbearbejdningsydelser:
- CNC-fræsning - Bruger roterende skæreværktøjer til at fjerne materiale, ideelt egnet til komplekse former og flade overflader
- CNC-drejning/drejebænk - Roterer emnet mod skæreværktøjerne, perfekt til cylindriske komponenter
- Vækstprocessorer - 5-akse-maskiner skaber meget komplekse geometrier i én enkelt opsætning, hvilket reducerer produktionsomfanget
- Elektrisk Diskargeformling (EDM) - Skaber indviklede former og fine detaljer, som er svære at opnå med traditionel skæring
Design- og udviklingsydelser:
- CAD/CAM-understøttelse - Modtagelse og behandling af computergenererede designfiler
- Prototypeudvikling - Fremstilling af små mængder til test før fuld produktion
- Reverse Engineering - Efterligning af eksisterende dele, når originale design ikke er tilgængelige
- Designhjælp - Hjælp til at optimere dele for fremstillingsegnethed og omkostningseffektivitet
Overfladebehandling og sekundære operationer:
- Overfladebehandling - Anodisering, elektropladering, maling og pulverlakning
- Varmebehandling - Spændingsaflastning, hærdførelse og glødning
- Kvalitetsinspektion - Verifikation og dokumentation med koordinatmålemaskine (CMM)
- Montagetjenester - Sammensætning af flere komponenter til færdige samlinger
Lyd det kompliceret? Det kan det godt være – men netop derfor ansætter pålidelige CNC-værksteder kvalificerede fagfolk, herunder CNC-programmører, drejere, kvalitetskontrolspecialister og ingeniører, som omsætter dine projektkrav til færdige dele. Som ny køber behøver du ikke at forstå alle tekniske detaljer. Du skal blot vide, at en kvalificeret CNC-servicepartner vil vejlede dig gennem processen og anbefale den rigtige fremgangsmåde til din specifikke anvendelse.

Tekniske standarder og certificeringer forklaret
Du har fundet en CNC-maskine i nærheden af mig det ser lovende ud. Deres hjemmeside viser imponerende certificeringsmærker – ISO 9001, AS9100D, IATF 16949. Men hvad betyder disse forkortelser egentlig for dit projekt? Og når en værkstedskvoterer tolerancer på ±0,001 tommer, skal du så være imponeret eller bekymret?
Lad os skære igennem den tekniske fagsprog og forklare, hvad disse specifikationer virkelig betyder for dine dele.
Forståelse af toleranceangivelser i almindeligt sprog
Forestil dig, at du har brug for en aksel, der passer perfekt ind i et leje. Hvis akslen er for stor, passer den ikke. Er den for lille, vil den vakle. Tolerance definerer præcis, hvor meget afvigelse fra den ideelle dimension der er tilladt.
Sådan fungerer tolerance i praksis:
- Standardtolerancer (±0,005 tommer eller ±0,127 mm) - Passer til de fleste almindelige dele, hvor præcis pasform ikke er kritisk. Tænk på beslag, kabinetter eller dekorative komponenter.
- Præcisionstolerancer (±0,001 tommer til ±0,002 tommer eller ±0,025 mm til ±0,05 mm) - Kræves, når dele skal sidde præcist sammen. Almindeligt i mekaniske samlinger, gear og funktionelle komponenter.
- Ultra-præcise tolerancer (±0,0005" eller ±0,0127 mm og strammere) - Reserveret til luft- og rumfart, medicinsk udstyr og optiske applikationer, hvor mikroskopiske variationer har betydning.
Hvorfor er dette relevant for dig? Strammere tolerancer kræver mere avanceret udstyr, langsommere bearbejdningshastigheder og yderligere kvalitetskontroller – alt sammen medfører højere omkostninger. Et pålideligt maskinværksted i Baton Rouge eller andre steder bør hjælpe dig med at fastslå den tolerance, du faktisk har brug for, frem for at vælge den stramme (og dyreste) standard som udgangspunkt.
Når du diskuterer projekter med potentielle værksteder, stiller du dette simple spørgsmål: "Hvilken tolerance kan I konsekvent overholde, og hvordan verificerer I den?" Kvalitetsværksteder bruger koordinatmålemaskiner (CMM’er) og statistisk proceskontrol til at verificere målene – ikke kun visuel inspektion.
Hvad industrielle certificeringer rent faktisk betyder for dit projekt
Certificeringsmærker er ikke bare markedsføringsdekorationer. De repræsenterer verificerede systemer til fejlforebyggelse, kvalitetssporing og kontinuerlig forbedring af processer. Men hver certificering tjener et andet formål.
Ifølge Qimtek er ISO 9001 "sandsynligvis den mest almindelige produktionsstandard" og "kræver, at virksomhederne anvender en procesorienteret metode samt foretager en detaljeret analyse af eventuelle fejl, så snart de opstår."
Her er, hvad hver større certificering betyder i praksis:
| Certifikat | Hvad det dækker | Industrier, der betjenes | Nøglekrav |
|---|---|---|---|
| ISO 9001 | Generelle systemer for kvalitetsstyring | Alle brancher – den grundlæggende standard | Dokumenterede processer, fejlanalyse, kundefeedbacksystemer, kontinuerlig forbedring |
| AS9100D | Kvalitetsstyring for luftfartsindustrien | Luftfart, rumfart, forsvarskomponenter | ISO 9001-krav plus sikkerhedsprotokoller, sporbarehed, regelmæssige revisioner, risikostyring |
| IATF 16949 | Kvalitetsstyring for bilindustrien | Producenter i automobilindustriens leveringskæde | ISO 9001-krav plus fejlforebyggelse, statistisk proceskontrol (SPC), PPAP-dokumentation, FMEA-analyse |
| ISO 13485 | Kvalitetsstyring af medicinsk udstyr | Medicinsk udstyr og udstyr til sundhedspleje | Fuld sporbarehed, designkontrol, risikostyring, overholdelse af reguleringskrav |
Et afgørende punkt, som mange købere overser: IATF 16949 bygger på ISO 9001 ved at indføre krav specifikt for bilindustrien. Som NSF forklarer: "du kan ikke opnå IATF-16949-certificering uden at overholde ISO 9001-standarderne." Dette betyder, at en IATF-certificeret virksomhed allerede har demonstreret generel kvalifikation inden for kvalitet, inden den tilføjer bilindustrispecifikke procedurer.
Specifikt for bilapplikationer kræver IATF 16949, at virksomheder anvender specialiserede værktøjer, herunder:
- Statistisk processtyring (spc) - Overvågning i realtid af maskinbearbejdningsprocesser for at registrere afvigelser, inden de bliver fejl
- Fejlmodes- og effekteranalyse (FMEA) - Systematisk identifikation af, hvad der kunne gå galt, og hvordan det kan forebygges
- Produktionsdelsgodkendelsesprocessen (PPAP) - Dokumenteret bevis for, at virksomheden konsekvent kan fremstille dele, der opfylder dine specifikationer
Hvad betyder dette, når du vurderer værksteder? Hvis du indkøber dele til automobilapplikationer, er et værksted certificeret i henhold til IATF 16949 ikke en valgfrihed – det kræves sandsynligvis af din kunde. For luftfartsrelaterede opgaver er certificering i henhold til AS9100D ligeledes afgørende. For almindelige industrielle applikationer sikrer ISO 9001 systematisk kvalitetsstyring.
Konklusionen er: Undgå at fokusere udelukkende på certificeringsmærker. Spørg potentielle værksteder, hvordan deres certificering påvirker dit specifikke projekt – og læg mærke til dem, der kan forklare de praktiske fordele i stedet for blot at citere markedsføringsudtryk.
Valg mellem CNC-fræsning, drejning og EDM-ydelser
Du forstår nu tolerancer og certificeringer. Men her er det spørgsmål, der forvirrer de fleste første gang-købere: Hvilken CNC-proces skal du faktisk anmode om? Skal din komponent fræses eller drejes? Hvornår er EDM den rigtige løsning? At vælge den forkerte proces medfører ikke kun unødige udgifter – det kan også resultere i komponenter, der ikke opfylder dine specifikationer.
Den gode nyhed? Du behøver ikke en ingeniørgrad for at træffe kloge beslutninger . Ved at forstå et par centrale principper kan du stille de rigtige spørgsmål og vurdere anbefalinger fra eventuelle CNC-maskintjenester i nærheden af mig.
At matche dit projekt med den rigtige CNC-proces
Start med at analysere din komponents geometri. Ifølge RapidDirects bearbejdningssammenligningsvejledning: "For dele, der primært er cylindriske, fungerer CNC-drejning godt. Komplekse, prismatiske dele med konturer eller lommer håndteres bedst med CNC-fresning."
Her er, hvordan hver større proces fungerer, og hvornår du bør vælge den:
CNC Fræsning: Forestil dig et roterende skæreværktøj, der bevæger sig over en stationær materialeblok og fræser lag efter lag væk for at afsløre din komponent. Værkstykket forbliver fast, mens værktøjet bevæger sig langs flere akser (X, Y, Z – og nogle gange flere).
- Bedst til: Flade overflader, lommer, rendester, skrå profiler, komplekse 3D-konturer
- Tænk på: Husninger, beslag, motordelen, brugerdefinerede plader med flere funktioner
- Fordel: Ekstremt alsidig – håndterer alt fra simpel boring til indviklede skulpturelle former
CNC Skæring: Tænk på den modsatte fremgangsmåde. Materiallet roterer hurtigt, mens et stationært skæreværktøj former dets overflade. Dette skaber runde, symmetriske dele effektivt.
- Bedst til: Cylindriske dele, aksler, stænger, bushinger, gevindkomponenter
- Tænk på: Stifter, hjul, hydrauliske kolber, spindler, enhver del med rotationsymmetri
- Fordel: Hurtigere og mere omkostningseffektiv end fræsning for runde dele
EDM (Elektrisk Udligningsmaskinering): Denne proces bruger elektriske gnister til at erodere materiale i stedet for at skære det. Ingen fysisk kontakt mellem værktøj og emne betyder, at du kan fremstille former, der er umulige at opnå med konventionelle skæreprocesser.
- Bedst til: Ekstremt hårde materialer, indviklede indre detaljer, skarpe hjørner, tynde vægge
- Tænk på: Sprøjtformhulrum, luft- og rumfartskomponenter, medicinske implantater, præcisionsværktøjer
- Fordel: Bearbejder hærdede materialer, som ville ødelægge konventionelle skæreværktøjer
Her er en praktisk sammenligning, der kan lede din beslutning:
| CNC Process | Bedste anvendelser | Typiske tolerancegrænser | Materiel forenelighed | Begrænsninger |
|---|---|---|---|---|
| CNC-fræsning | Prismatiske dele, komplekse konturer, lommer, nitter, komponenter med flere funktioner | ±0,001" til ±0,005" (±0,025 mm til ±0,127 mm) | Aluminium, stål, titan, messing, plastikker, kompositmaterialer | Langsomt ved simple cylindriske dele; værktøjsforringelse øges ved hårdere metaller |
| CNC-skrue | Cylindriske dele, aksler, stænger, gevinddele, symmetriske funktioner | ±0,001" til ±0,003" (±0,025 mm til ±0,076 mm) | De fleste metaller og plastikker; fremragende til stangmateriale | Kan ikke fremstille flade, vinklede eller asymmetriske funktioner uden sekundære operationer |
| EDM | Hærdede materialer, indviklede hulrum, skarpe indvendige hjørner, tyndvæggede dele | ±0,0001" til ±0,001" (±0,0025 mm til ±0,025 mm) | Ethvert elektrisk ledende materiale, herunder hærdede værktøjsstål og eksotiske legeringer | Langsom proces; højere omkostninger; fungerer kun på elektrisk ledende materialer |
Når specialiserede ydelser gør forskellen
At forstå, hvornår hver proces IKKE er passende, sparer dig tid og forhindrer kostbare fejl. Her er den ærlige gennemgang:
Vælg ikke fræsning, når:
- Din komponent er primært cylindrisk – drejning vil være hurtigere og billigere
- Du har brug for ekstremt stramme tolerancer på indvendige detaljer i hærdede materialer – overvej i stedet EDM
- Produktionsmængden er ekstremt høj, og komponentens geometri er simpel – andre processer kan muligvis give bedre økonomi
Vælg ikke drejning, når:
- Din komponent har flade overflader, lommer eller detaljer, der ikke er symmetriske omkring en central akse
- Du har brug for skråboringer, sideskåre eller komplekse 3D-konturer
- Komponentens geometri kræver adgang fra flere retninger
Vælg ikke EDM, når:
- Standardfræsning eller drejning kan opnå dine tolerancer – EDM er betydeligt dyrere
- Dit materiale er ikke elektrisk ledende (plastik, keramik, de fleste kompositmaterialer)
- Leveringstiden er afgørende – EDM fjerner materiale langsomt sammenlignet med konventionel bearbejdning
Hvad siger man om 3-aksis versus 5-aksis bearbejdning? Ifølge RapidDirect afhænger valget af delekompleksiteten. Tre-aksis maskiner bevæger skæreværktøjet i tre lineære retninger – tilstrækkeligt til de fleste enkle dele med tilgængelige overflader. Fem-aksis maskiner tilføjer to rotationsbevægelser, hvilket giver værktøjet mulighed for at tilnærme sig arbejdsemnet fra næsten enhver vinkel.
Den praktiske virkning? Fem-akse-bearbejdning reducerer opsætninger, forbedrer overfladeafslutningen på krumme overflader og gør det muligt at fremstille geometrier, som ikke kan realiseres med tre-akse-udstyr. RapidDirect bemærker dog, at fem-akse-bearbejdning kræver "dyre maskiner, avanceret software og uddannet personale" – hvilket betyder højere omkostninger. For simple dele leverer tre-akse-bearbejdning tilsvarende kvalitet til lavere omkostning.
Når du vurderer en maskinværksted eller CNC-serviceudbyder i Baton Rouge, bør du stille følgende spørgsmål:
- "Hvilken proces anbefaler I baseret på min dels geometri, og hvorfor?"
- "Hvad er de alternative løsninger, og hvordan sammenlignes de med hensyn til omkostninger og levertid?"
- "Er der designændringer, der ville gøre denne del nemmere at fremstille?"
Et kvalitetsværksted vil ikke blot acceptere din ordre – de vil hjælpe dig med at forstå, om den ønskede proces virkelig svarer til dine behov. Denne samarbejdsorienterede tilgang bliver endnu mere vigtig, når der vælges materialer, hvilket medfører sine egne kompromiser, der skal overvejes.

Vejledning til valg af materiale til CNC-projekter
Du har identificeret den rigtige CNC-proces til din komponent. Nu kommer et valg, der direkte påvirker ydeevne, holdbarhed og budget: hvilket materiale skal du vælge? Her er det, hvor mange første gang-købere føler sig overvældede – og hvor en kvalitets-CNC-værksted bliver uvurderlig.
Realiteten er, at materialevalg ikke handler om at finde den "bedste" mulighed. Det handler om at finde den rigtige match til din specifikke anvendelse. Et materiale, der er perfekt til ét projekt, kan være helt forkert til et andet.
Materialeegenskaber, der faktisk betyder noget for din anvendelse
Før du dykker ned i specifikke materialer, skal du overveje, hvad din komponent rent faktisk skal kunne gøre. Ifølge Protolabs , er det første trin at "prioritere dine krav. Start med de absolut nødvendige krav og arbejd dig ned til de identificerbare ønskelige krav." Denne proces reducerer typisk antallet af mulige valg til en overskuelig kortliste.
Nøglefaktorer, der skal vurderes, inkluderer:
- Mekanisk belastning - Vil komponenten bære vægt, modstå stød eller klare gentagne spændingscyklusser?
- Driftsmiljø - Ekstreme temperaturer, fugtighedsudsættelse, kontakt med kemikalier?
- Vægtfølsomhed - Er hvert gram afgørende, eller er masse uden betydning?
- Overfladekrav - Dekorativ overfladebehandling, slidstærkhed eller funktionelle kontaktoverflader?
- Produktionsvolumen - Prototypeproduktion eller højvolumenfremstilling?
Når disse prioriteringer er fastlagt, kan vi nu undersøge, hvordan almindelige materialer yder inden for forskellige anvendelseskategorier.
Strukturelle og højbelastede anvendelser:
- Kulstofstål - Fremragende styrke-til-pris-forhold; ideel til beslag, rammer og bærende komponenter, hvor korrosion ikke er et problem
- Rustfrit stål (304, 316) - Kombinerer styrke med korrosionsbestandighed; foretrukket til strukturelle dele, der udsættes for fugt eller kemikalier
- Aluminium 7075 - Ifølge Weerg er dette "en af de stærkeste legeringer, der anvendes inden for luftfart, militæret og racerkørsel" – og tilbyder næsten stålstyrke ved ca. en tredjedel af vægten
Letvægts- og ydelsesrelaterede anvendelser:
- Aluminium 6061 - Legepladslegeringen; Weerg beskriver den som "højst alsidig, god mekanisk styrke, fremragende bearbejdningsmuligheder", egnet til mange sektorer
- Aluminium 5052 - Fremragende korrosionsbestandighed til marine miljøer og brændstoftanke
- Titanlegeringer - Maksimal styrke-til-vægt-ydelse til luftfartsindustrien og medicinske implantater; betydeligt højere omkostninger
Anvendelser i korrosive miljøer:
- Rustfrit stål 316/316L - Weerg bemærker, at disse legeringer har "fremragende korrosionsbestandighed og er ideelle til krævende miljøer eller fødevarer-/kemiske anvendelser"
- Aluminium (generelt) - Naturligt korrosionsbestandigt takket være en beskyttende oxidlag, der dannes på overfladen
- Messing - Fremragende til marine hardware og dekorative komponenter; naturligt antimikrobielt
Højtemperaturanvendelser:
- Rustfrit stål (høj-nikkelgrad) - Bevarer styrke ved forhøjede temperaturer
- PEEK (Polyether Ether Ketone) - Protolabs identificerer dette som et populært valg til plastapplikationer til høje temperaturer; tåler kontinuerlig udsættelse for 480 °F (250 °C)
- Ultem - En anden højtydende termoplast, der er velegnet til krævende termiske miljøer
Æstetiske og lavspændingsapplikationer:
- Aluminium (anodiseret) - Tager farvebehandlinger ekseptionelt godt imod; letvægtsmateriale med professionel udseende
- Acetal (Delrin) - Glat, lavtfriktionsplast, der er ideel til synlige komponenter og mekanismer
- ABS - Omkostningseffektiv plast til kabinetter, dæksler og ikke-strukturelle komponenter
Omkostnings- versus ydelsesafvejning ved materialevalg
Beslutningen mellem aluminium og stål til maskinbearbejdning illustrerer perfekt, hvordan afveje fungerer i praksis.
Overvej først vægten. Ifølge Weergs analyse er aluminium "omkring tre gange lettere end stål." Denne forskel er afgørende inden for sektorer, hvor vægt direkte påvirker ydeevnen – f.eks. brændstofeffektivitet inden for luftfart, acceleration inden for bilindustrien og ergonomi ved bærbare udstyr.
Stål tilbyder dog generelt højere absolut mekanisk styrke. Weerg forklarer den praktiske forskel: Aluminium har "lavere styrke end stål, men et fremragende styrke-til-vægt-forhold." Det betyder, at stål kan klare større belastninger i samme fysiske størrelse, mens aluminium kan klare tilsvarende belastninger med mindre vægt, men kræver større dimensioner.
Bearbejdningsvenlighed påvirker omkostningerne betydeligt. Aluminium bearbejdes hurtigere med mindre værktøjsforringelse, hvilket betyder lavere værkstedspriser og hurtigere levering. Stål kræver mere robust værktøj, langsommere hastigheder og ofte kølevæske – hvilket øger omkostningerne pr. enkelt del. Imidlertid kan ståls lavere råmaterialepris nogle gange kompensere for disse ekstra bearbejdningsomkostninger ved enklere dele.
For plastmaterialer ændres afvejningerne. ABS og acetal udgør økonomiske løsninger til prototyper og lavbelastede anvendelser. PEEK leverer fremragende ydeevne, men er betydeligt dyrere – og kun berettiget, når temperaturbestandighed, kemisk kompatibilitet eller mekaniske egenskaber virkelig kræver det.
Protolabs anbefaler at bruge samme harpiks til maskinbearbejdede prototyper som til sprøjtestøbte produktionsdele for at sikre, at prototyperne "kan testes og vil opføre sig på samme måde som produktionsdele."
Overfladefinishmuligheder og hvornår de er afgørende
Overfladefinish – målt i Ra-værdier (gennemsnitlig ruhed) – bliver ofte overset, indtil det forårsager problemer. Her er, hvad de forskellige finish-niveauer betyder i praksis:
- Ra 3,2 μm (125 μin) – Standardmaskineret - Synlige værktøjsmærker; acceptabelt for ikke-kontaktflader, indvendige detaljer og dele, der skal males
- Ra 1,6 μm (63 μin) – Finmaskineret - Glattere udseende; egnet til de fleste mekaniske samlinger og synlige komponenter
- Ra 0,8 μm (32 μin) – Præcisionsbesløret - Kræves for tætningsflader, lejelodder og præcisionsglidemålsforbindelser
- Ra 0,4 μm (16 μin) og finere - Polerede overflader til optiske anvendelser, medicinsk udstyr og højpræcise instrumenter
Sekundære behandlinger udvider mulighederne yderligere. Protolabs bemærker, at "anodisering er at foretrække for aluminiumlegeringer, hvis holdbarhed er afgørende, mens chromatering er et bedre valg, hvis prioritet er udseendet." Anodisering skaber et hårdt oxidlag, der er modstandsdygtigt over for ridser og kan farves med farvestoffer. Chromatkonvertering giver korrosionsbeskyttelse med et karakteristisk udseende.
Når du specificerer overfladebehandlinger, skal du huske: Strammere krav øger omkostningerne. Spørg dig selv, om anvendelsen virkelig kræver en Ra 0,8 μm-overflade, eller om en Ra 1,6 μm-overflade leverer tilsvarende funktionel ydeevne. En kompetent CNC-værksted vil hjælpe dig med at identificere, hvor præcise overflader tilføjer værdi, og hvor de blot tilføjer omkostninger.
Når beslutningerne om materiale og overfladebehandling er afklaret, kan du måske overveje, hvordan CNC-bearbejdning sammenlignes med andre fremstillingsmetoder i almindelighed. Denne sammenligning afslører, hvornår præcisionsbearbejdning leverer den bedste værdi – og hvornår alternativer giver mere mening.
CNC-bearbejdning versus 3D-printning, sprøjtestøbning og støbning
Du har valgt dit materiale og forstår CNC-processer. Men her er et spørgsmål, der er værd at stille, inden du forpligter dig: Er CNC-bearbejdning faktisk den rigtige fremstillingsmetode til dit projekt? Nogle gange er svaret ja. Andre gange er det virkelig ikke.
De fleste CNC-værksteder vil ikke fortælle dig, når alternativer giver mere mening – de er jo i virkeligheden specialiseret i bearbejdning. Men at forstå disse kompromiser hjælper dig med at træffe klogere beslutninger og undgå dyre fejl. Lad os undersøge, hvordan CNC-bearbejdning sammenlignes med 3D-printning, sprøjtestøbning og støbning – helt ærligt.
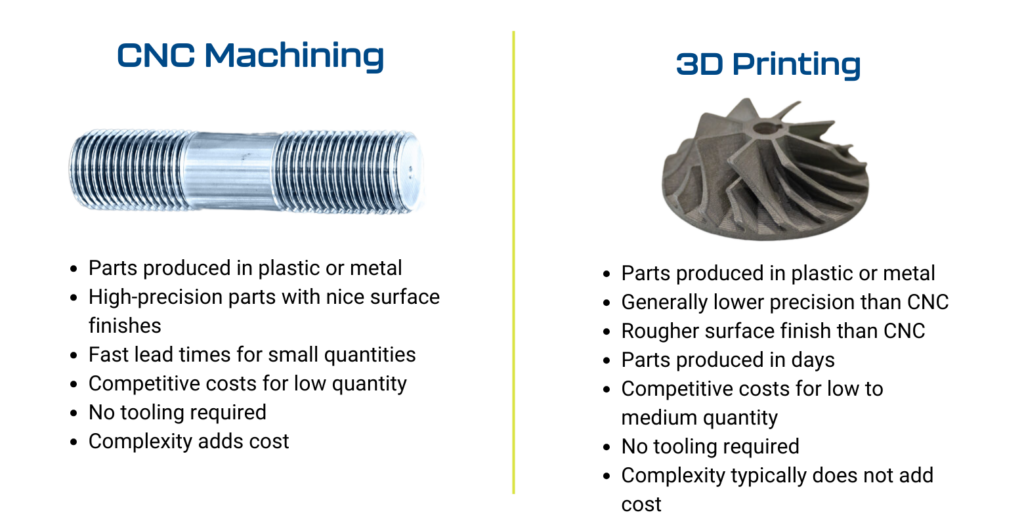
Når CNC-bearbejdning overgår de alternative metoder
CNC-bearbejdning har bevaret sin dominerende position inden for præcisionsfremstilling af gode årsager. Ifølge Northeast Precision CNC: "CNC-bearbejdning tilbyder overlegen præcision og stramme tolerancer, ofte inden for mikrometer. Dette gør den ideel til fremstilling af dele, der kræver høj nøjagtighed, såsom motordelen eller medicinske implantater."
Her er stedet, hvor CNC-bearbejdning virkelig overgår alternativerne:
Præcision og tolerancekontrol: Når din anvendelse kræver præcise mål, leverer CNC-bearbejdning det. Ifølge The Steel Printers , er CNC-bearbejdning "i stand til at opnå en tolerance på +/- 0,001 mm – hvilket er betydeligt bedre end både støbning og metal-3D-printning." Både 3D-printning og støbning når ikke denne grad af dimensionel nøjagtighed uden efterfølgende bearbejdningsoperationer.
Materialerets fleksibilitet: CNC-maskiner kan bearbejde næsten ethvert bearbejdeligt materiale – metaller, plastik, træ og kompositmaterialer. Northeast Precision CNC bemærker, at "CNC-maskiner kan arbejde med et bredt udvalg af materialer, herunder metaller (aluminium, stål, titan), plastik og endda træ." Sprøjtestøbning begrænser dig primært til plastik, mens 3D-printning tilbyder et voksende, men stadig begrænset materialeudvalg.
Hurtig gennemførelsestid for prototyper og små serier: Har du brug for reservedele hurtigt? CNC-bearbejdning kræver ikke værktøjsudvikling. The Steel Printers forklarer, at "metal-3D-printning er den hurtigste metode" til små serier, men CNC følger tæt på – og vinder ofte, når man tager efterbearbejdningens krav i betragtning. Northeast Precision tilføjer, at "når CAD-modellen er klar – og G-koden er genereret – kan maskinen næsten straks begynde at fræse."
Designfleksibilitet uden investering i værktøjer: At foretage ændringer er enkelt. Hvis målene skal justeres, kan operatøren direkte ændre G-koden. Sammenlign dette med sprøjtestøbning, hvor Northeast Precision bemærker, at "hvis der skal foretages en ændring af den ønskede komponent, skal der også foretages en ændring af støbeformen, hvilket yderligere bidrager til længere gennemførelsestider."
Overfladekvalitet: Maskinerede overflader kræver typisk mindre efterbehandling end støbte eller trykte dele. Steel Printers bemærker, at "den færdige maskinerede del kræver normalt kun efterbehandlingsvarmebehandling", mens støbte og 3D-printede dele ofte kræver maskinbearbejdning for at opnå de krævede overfladeegenskaber.
Situationer, hvor andre metoder giver mere mening
Her er den ærlige sandhed: CNC-maskinbearbejdning er ikke altid det bedste valg. At genkende disse situationer sparer penge og frustration.
Hvor 3D-printing er fortrinsvis:
- Ekstremt komplekse geometrier - Steel Printers bemærker, at "metal-3D-printing også kan fremstille letvægtskonstruktioner og interne hulprofiler, som det ville være umuligt at fremstille ved hjælp af CNC-maskinbearbejdning." Tænk på gitterstrukturer, interne kølekanaler eller organiske former.
- Højst tilpassede enkeltdele - Når hver enhed adskiller sig fra den anden, eliminerer 3D-printing opsætningstiden mellem variationer.
- Material-effektivitetsovervejelser - CNC-bearbejdning er subtraktiv, hvilket betyder, at materiale skæres væk og ofte spildes. The Steel Printers påpeger, at "metal-3D-printing kun bruger den mængde materiale, der er nødvendig for at fremstille en komponent, og eventuelt overskydende materiale kan normalt genbruges."
Når sprøjtning vinder:
- Plastikproduktion i store serier - Hvis du har brug for tusinder eller millioner af identiske plastkomponenter, bliver sprøjtningens omkostninger pr. enhed uslåelig. Den dyre form betaler sig selv gennem volumen.
- Komplekse plastgeometrier med konstant kvalitet - Når formen først er perfektioneret, er hver enkelt komponent identisk.
- Integrerede Funktioner - Klikfærdige forbindelser, fleksible hængsler og komplekse samlinger i én enkelt formgivet komponent.
Når støbning vinder:
- Store metaldele - The Steel Printers forklarer, at "ved fremstilling af store dele er støbning den metode, man bør vælge. Generelt er traditionelle fremstillingsmetoder langt bedre til at fremstille større dele."
- Meget høje produktionsvolumener - Ved tusindvis af enheder dominerer støbningens skalafordele. Steel Printers bemærker, at "når antallet af dele stiger, kan de faste omkostninger ved fremstilling af en støbeform... fordeles over mange dele."
- Dele, hvor materialet kan flyde let - Enklere geometrier uden indviklede interne funktioner.
Sammenligning af tilpassede fremstillingsmetoder
Denne omfattende tabel hjælper dig med at vurdere, hvilken metode der passer bedst til dine specifikke projektkrav:
| Fabrik | CNC maskering | 3D-print (metal) | Injskionsformning | STØBNING |
|---|---|---|---|---|
| Pris ved 1–10 enheder | Moderat – ingen værktøjer kræves | Moderat til høj – priser pr. del | Meget høj – formomkostningen dominerer | Høj – mønster og form kræves |
| Omkostning ved 100 enheder | Moderat – opsætning amortiseret | Høj – lineær skalering | Moderat – formkostnadsspredning | Moderat – bliver konkurrencedygtig |
| Pris ved 1.000+ enheder | Højere pr. stk. end alternative løsninger | Højeste – skalerer ikke godt | Laveste for plastmaterialer | Laveste for metal |
| Præcisionsydelse | Udmærket (±0,001 mm er muligt) | God (typisk ±0,1–0,2 mm) | God (±0,05–0,1 mm typisk) | Moderat (kræver ofte bearbejdning) |
| Materielle muligheder | Bredeste – metaller, plastikker, kompositmaterialer | Voksende, men begrænset til metaller/polymere | Primært termoplastikker | De fleste metalstøbematerialer |
| Gennemløbstid (første del) | Dage til 1–2 uger | Dage til 1 uge | Uger til måneder (formfremskaffelse) | Uger (mønster og form) |
| Fleksibilitet ved designændringer | Udmærket – rediger CAD-filen | Udmærket – rediger CAD-filen | Dårlig – kræver omformning af støbeform | Dårlig – kræver ny mønster |
| Geometrisk komplekse | Begrænset af værktøjsadgang | Udmærket – interne funktioner mulige | God, hvis støbeformen er korrekt designet | Moderat – strømningsbegrænsninger |
| Dele Størrelsesområde | Lille til stor | Begrænset af printernes byggevolumen | Lille til mellemstor typisk | Lille til meget stor |
At Træffe den Rigtige Valgmulighed for Dit Projekt
Steel Printers opsummerer beslutningsrammen godt: «Den direkte sammenhæng mellem kompleksitet og mængde» afgør din optimale metode. Her er den forenklede vejledning baseret på deres analyse:
- Enkeltdele til tiere af dele: 3D-printning eller CNC-bearbejdning, afhængigt af geometrisk kompleksitet
- Tiere til hundredvis af dele: CNC-bearbejdning, muligvis overgang til støbning for enklere geometrier
- Hundredvis til tusindvis: Støbning for metaller, sprøjtestøbning for plastik
- Tusindvis og derover: Støbning eller sprøjtestøbning vinder næsten altid på omkostningsområdet
Som The Steel Printers konkluderer: "Der findes ingen fremgangsmåde, der altid er bedre end en anden. For at skride fremad i fremtiden er idéen, at traditionelle fremstillingsmetoder og metal-3D-printning vil supplere hinanden og udfylde de huller, hvor den anden mangler."
Den mest værdifulde indsigt? Antag ikke automatisk, at CNC-bearbejdning er den rigtige løsning bare fordi det er den mest kendte mulighed. Vurder ærligt dine krav til antal, præcision, materialekrav og tidsplan. En pålidelig CNC-værksted vil faktisk fortælle dig, når alternative løsninger bedre opfylder dine projektkrav – denne ærlighed skaber den type partnerskab, der leverer værdi over flere projekter.
Når fremstillingsmetoden er valgt, handler den næste beslutning om at vælge mellem lokale maskinværksteder og online-tjenester – hvor hver af dem tilbyder tydelige fordele afhængigt af din projektskala og supportkrav.
At finde det rigtige CNC-værksted til din projektskala
Du har afgjort, at CNC-bearbejdning passer til dit projekt. Nu kommer et valg, som overraskende få guider behandler ærligt: Skal du samarbejde med en lokal maskinværksted i nærheden af dig, eller skal du bruge en online-CNC-bearbejdningstjenesteplatform? Svaret er ikke ligetil – og at træffe det forkerte valg kan betyde, at du betaler præmiepriser for en bekvemmelighed, du ikke har brug for, eller at du ofrer support, der er afgørende for din succes.
Begge tilgange har reelle styrker. At forstå, hvornår hver enkelt udmærker sig, hjælper dig med at matche dine projektkrav med den rigtige type partner.
Lokale maskinværksteder versus online-CNC-tjenester
De mest betydningsfulde forskelle mellem disse muligheder ligger i, hvordan du kommunikerer, hvordan ordrer fremsk rider, og hvilken support du modtager. Ifølge XTJ Precision Manufacturing , "Når du vælger traditionelle CNC-fremstillingstjenester, samarbejder du med en fabrik... Du taler ofte med fabrikken om dine behov og materialer." Online-platforme giver derimod mulighed for at "bestille dele via en hjemmeside" med automatisk prisberegning og minimal direkte interaktion.
Her er, hvad hver tilgang faktisk tilbyder:
Fordele ved lokale maskinværksteder:
- Direkte kommunikation med drejere og ingeniører - Du kan diskutere komplekse krav ansigt til ansigt, stille spørgsmål og få øjeblikkelig afklaring af tekniske detaljer
- Designrådgivning og ekspertise - XTJ bemærker, at traditionelle værksteder "giver ekspert designhjælp. Du kan få råd til at forbedre din komponent og spare penge"
- Relationsopbygning - At arbejde direkte med en produktionsfacilitet skaber tillid og forståelse, som gavner fremtidige projekter
- GENNEMSKUELIG PRISPOLITIK - "Du betaler fabrikken direkte, så du undgår ekstra omkostninger fra mellemmænd", hvilket undgår platformgebyrer, der kan udgøre 10–20 % af projektomkostningerne
- Kvalitetskonstans - Lokale værksteder "kontrollerer hvert trin i deres egen fabrik" med direkte tilsyn over hver enkelt proces
- Vedvarende service og support - Har du brug for vedligeholdelse, reparation eller kalibrering af udstyr? Lokale faciliteter tilbyder ofte disse ydelser sammen med fremstilling
Fordele ved online CNC-bearbejdningstjenester:
- Øjeblikkelig prisangivelse - Upload din CAD-fil og modtag priser straks uden at vente på manuelle tilbud
- Udbredte leverandørnetsværk - Adgang til flere certificerede maskinværksteder via én enkelt platform udvider dine muligheder
- Praktisk ordrehåndtering - Spor ordrer, administrer projekter og håndter dokumentation via webgrænseflader
- Fleksible Leveringsmuligheder - Vælg mellem standard-, hast- eller økonomisk fragt afhængigt af hastighedskrav og budget
- 24/7 adgang - Indsend ordrer når som helst uden at koordinere tidspunkter eller tidszoner
- Hurtig designiteration - XTJ bemærker, at onlineplatforme "gør det muligt at uploade nye designs og hurtigt ændre ordrer. Du kan afprøve idéer og få dele hurtigt"
Men her er noget, der ofte overses: Onlineplatforme bruger netværk af leverandører, hvilket kan medføre variationer. XTJ forklarer, at "kvaliteten kan ændres fra leverandør til leverandør. Onlineplatforme kan have større risiko for fejl eller forsinkede dele, fordi de bruger mange værksteder." Når du har brug for identiske resultater på tværs af flere ordrer, er denne konsekvens afgørende.
Tilpasning af værkstedstype til din produktionsmængde
Din produktionsmængde påvirker betydeligt, hvilken fremgangsmåde der er mest hensigtsmæssig. CNC-bearbejdning i små serier stiller andre krav end CNC-produktion i store serier – og den rigtige partnerstype ændres derfor tilsvarende.
Til prototyper og små serier (1–50 dele):
Begge muligheder virker her, men prioriteringerne er forskellige. Hvis din prototype kræver iteration og designfeedback, er lokale værksteder fremragende. RapidDirect bemærker, at CNC-værksteder kan "hurtigt ændre deres designs med minimal omkostning og tid for at optimere produktionskvaliteten." Denne samarbejdsbaserede forfining sker mere naturligt, når du arbejder direkte sammen med ingeniører.
Onlineplatforme glimter, når du har færdigudformede designs og har brug for hurtig levering uden omfattende rådgivning. For enkle dele, hvor geometrien er afprøvet, giver det at uploade filer og modtage dele på få dage tydelig effektivitet.
For mellemstore produktionsløb (50–500 dele):
Denne mængde foretrækker ofte lokale maskinværksteder eller direkte fabriksforbindelser. Ifølge XTJ’s sammenligning: "Hvis du ønsker den laveste pris for store job og har brug for præcise dele, skal du vælge en direkte CNC-bearbejdningstjeneste." Platformgebyrer bliver mere betydelige, når mængden stiger, og muligheden for at forhandle priser direkte med producenter giver omkostningsmæssige fordele.
Desuden drager mellemstore opløb fordel af konsistensen, der opstår ved produktion fra én enkelt kilde. Alle dele fremstilles på de samme maskiner, af de samme operatører og under de samme kvalitetskontroller.
For højvolumenproduktion (500+ dele):
I stor skala bliver direkte samarbejdsforhold afgørende. RapidDirect understreger, at man ved vurdering af værksteder bør overveje «kapaciteten og muligheden for skalering hos CNC-maskinværkstedet – hvilke mængder kan værkstedet levere inden for en bestemt tidsramme?». Arbejde i høj volumen kræver værksteder med tilstrækkelig maskinkapacitet, effektiv programmering og robuste kvalitetssystemer.
Online-platforme kan have svært ved dette, da de fordeler arbejdet på flere leverandører, hvilket potentielt kan skabe inkonsistenser. Direkte partnerskaber gør det muligt at sikre dedikeret produktionsplanlægning, forhandling af volumenpriser og forenklet logistik.
Forventninger til gennemførelsestid og realistisk leveringstid
At forstå realistiske tidsrammer forhindrer frustration og hjælper dig med at planlægge effektivt. Her er det, du faktisk kan forvente:
Tidsrammer for lokale maskinværksteder:
- Hurtigordrer: 1–3 dage for enkle dele med tilgængelig kapacitet
- Standardprototyper: 3-7 arbejdsdage
- Komplekse eller præcisionsdele: 1-2 uger
- Produktionsløb: 2–4 uger afhængigt af mængde og kompleksitet
XTJ bemærker, at traditionelle CNC-faciliteter "kan fremstille dele på 3–7 dage. Du taler direkte med fabrikken, så du kan anmode om ekspresordrer." Denne direkte kommunikation giver fleksibilitet, når frister er kritiske.
Tidsrammer for onlineplatforme:
- Ekspreservice: 3–5 hverdage (præmiepris)
- Standardlevering: 2–3 uger typisk
- Økonomiindstillinger: 3-4 uger
XTJ's analyse viser, at "de fleste job tager omkring tre uger, men man kan betale mere for hurtigere udførelse." Afvejningen er enkel: hastighed koster ekstra på platforme, mens lokale værksteder muligvis kan tilbyde hurtigere standardafvikling via direkte booking.
Servicefaktoren: Langt mere end blot fremstilling af dele
En fordel, som lokale maskinværksteder tilbyder, og som online-platforme ikke kan matche: omfattende serviceforhold. Når du har brug for vedligeholdelse af udstyr, reparationer eller teknisk support ud over fremstilling af dele, leverer lokale faciliteter vedvarende værdi.
Ifølge Wisconsin Metal Tech betyder stærke kundeforhold, at "vi aktivt samarbejder med vores kunder for at forstå deres særlige behov. Uanset om det drejer sig om specifikke materialekrav, stramme tolerancer eller konstruktionsbegrænsninger, tilpasser vi vores CNC-fremstillingstjenester derefter."
Denne samarbejdsmæssige tilgang udvides også til problemløsning. Wisconsin Metal Tech understreger, at "udfordringer opstår, men vores samarbejdsmæssige tilgang sikrer, at vi finder løsninger sammen." Når der opstår problemer – og det gør de af og til i fremstillingen – gør det en stor forskel at have en partner, der forstår dine anvendelsesområder og kan reagere hurtigt.
For vedvarende forretningsforhold med gentagne ordrer, designudvikling eller produktionsudvidelse leverer lokale partnerskaber typisk større værdi. For engangsprojekter med klare specifikationer og uden forventet efterfølgende samarbejde tilbyder online-platforme effektive transaktioner.
Den rigtige valgmulighed handler ikke om, hvilken mulighed der er universelt bedst – men om, hvilken tilgang der passer bedst til dine specifikke projektkrav, tidsplan og relationelle behov.
Når din værksteds type er valgt, hjælper forståelsen af, hvordan prissætningen fungerer, dig med at vurdere tilbud effektivt og undgå uventede omkostninger – hvilket fører os til de faktorer, der faktisk driver prisen på CNC-tjenester.
Forståelse af prissætning og omkostningsfaktorer for CNC-service
Har du nogensinde modtaget et tilbud på CNC-bearbejdning og undret dig over, hvorfor den lille komponent koster så meget? Eller hvorfor to tilsyneladende lignende projekter fik helt forskellige priser? Du er ikke alene. Prissætningen inden for bearbejdningsydelser føles ofte uigennemskuelig for nye kunder – og denne usikkerhed skaber friktion, endnu inden projekterne engang er startet.
Her er realiteten: Omkostningerne ved CNC-bearbejdning er ikke vilkårlige. De følger forudsigelige mønstre, der bygger på specifikke faktorer. Når du forstår disse faktorer, bliver du fra en passiv modtager af tilbud til en informeret kunde, der kan træffe velovervejede beslutninger og potentielt reducere omkostningerne, inden du indsender din første anmodning om tilbud (RFQ).
Nøglefaktorer, der påvirker omkostningerne ved CNC-bearbejdning
Ifølge Komacuts omkostningsanalyse bestemmes prisen på bearbejdede komponenter af flere sammenhængende elementer. Lad os gennemgå dem i rækkefølge efter deres typiske indflydelse.
Materialetype og -forbrug:
Dit valg af materiale påvirker omkostningerne på flere måder ud over blot råmaterialeprisen. Komacut forklarer, at "materialer som rustfrit stål og titan, som er hårdere og mere modstandsdygtige, kræver mere tid og specialværktøj, hvilket dermed øger omkostningerne." Omvendt "er blødere materialer som aluminium nemmere at bearbejde, hvilket kan reducere både bearbejdnings tid og værktøjslidelser."
- Råstofomkostning - Titan koster betydeligt mere pr. kilogram end aluminium eller blødt stål
- Bearbejdelighed - Hårdere materialer kræver langsommere skærehastigheder, hvilket øger maskintiden
- Værktøjsslidage - Abrisive eller tunge materialer forbruger skæreværktøjer hurtigere, hvilket medfører ekstra omkostninger til udskiftning
- Særlig håndtering - Nogle materialer kræver specifikke kølemidler, fremføringer eller maskinindstillinger
Bearbejdstid:
Maskintid påvirker direkte arbejdskrafts- og udstyrsomkostningerne. Komacut identificerer to store tidsfaktorer: "tykkelsen af de materialer, der bruges, og kompleksiteten i delens design." Tykkere materialer kræver flere gennemløb for at opnå den ønskede dybde. Komplekse geometrier kræver langsommere hastigheder for præcision samt hyppige værktøjsskift.
Delkompleksitet og designfunktioner:
Ifølge Fictivs vejledning til omkostningsreduktion påvirker specifikke designelementer prisfastsættelsen betydeligt:
- Tolerancer - "Strammere tolerancer = højere omkostninger." At opnå ±0,001" kræver mere omhyggeligt maskinbearbejdning end standardtolerancer
- Hullenes størrelse og dybde - "Dybe, smalle huller er langsomme at bearbejde præcist og har tendens til at forårsage værktøjsbrud"
- Indvendige radier - "Jo mindre radius, jo mindre fræser der kræves... og jo langsommere skal der bearbejdes"
- Skæringstjukhed - Ekstra dybe lommer kræver forlænget bearbejdnings tid og kan kræve specialværktøj
- Værkstykkestykkestykketstykke - Tynde vægge kræver ekstra omhu for at forhindre vibration og deformation
- Undercuts - Funktioner som O-ring-riller kræver specialværktøj, hvilket øger omkostningerne
Opsætnings- og behandlingstid:
Før der begyndes at skære, udføres omfattende forberedelser. Komacut bemærker, at "opsætning af en CNC-maskine er især arbejdskrævende og dyr, og omfatter installation af passende værktøjer og fastspændingsanordninger, materialeforberedelse samt indstilling af maskinparametre." Denne engangskost (NRE) omfatter:
- CAM Programmering - Oprettelse af værktøjsstier og G-kode-instruktioner
- Fastgørelsesopsætning - Korrekt fastspænding af emnet til hver enkelt operation
- Værktøjsmontage - Indlæsning og kalibrering af skæreværktøjer
- Inspektion af første eksemplar - Verificering af, at den første del opfylder specifikationerne
Maskintype og kapaciteter:
Forskellige udstyrs typer har forskellige timepriser. Komacuts analyse viser, at 5-akse-fræsemaskiner koster mere pr. time end 3-akse-udstyr på grund af deres "dyre maskiner, avanceret software og trænet personale." CNC-drejning er "generelt hurtigere og mere omkostningseffektiv end fræsning ved fremstilling af runde former."
Antal og batchstørrelse:
Mængden påvirker prisen pr. enhed betydeligt. Komacut forklarer, at "større mængder spreder de faste opsætningsomkostninger... ud over flere enheder og dermed reducerer omkostningerne pr. del." Desuden "tiltrækker køb af materialer i bulk ofte rabatter." Forholdet er tydeligt: At bestille 100 dele koster mindre pr. styk end at bestille 10.
Sådan får du præcise tilbud til dit projekt
For at få brugbare tilbud kræves det, at du indledningsvis fremlægger komplet information. Ifølge LongShengs vejledning til tilbudsanmodning indebærer vurdering af tilbud "en omfattende vurdering af en række afgørende faktorer", herunder "materialomkostninger, lønomkostninger, omkostninger ved udstyrsbrug samt mulige efterfølgende bearbejdningsomkostninger."
For at modtage præcise og sammenlignelige tilbud:
- Lever komplette CAD-filer - 3D-modeller (STEP, IGES) samt 2D-tegninger med mål og tolerancer
- Angiv materialet præcist - Inkluder materialekvalitet, temper og eventuelle certificeringskrav
- Definer tolerancer præcist - Angiv kritiske mål i forhold til generelle tolerancer
- Krav til mængdeangivelser - Inkluder både umiddelbare behov og potentielle fremtidige volumener
- Beskriv krav til overfladekvalitet - Angiv Ra-værdier eller de påkrævede efterbehandlingsprocesser
- Identificer sekundære processer - Varmebehandling, pladering, anodisering, monteringskrav
Almindelige fejl, der øger omkostningerne ved CNC-bearbejdning
Mange omkostningsdrevende faktorer ligger inden for din kontrol. Fictiv identificerer flere undgåelige fejl, der unødigt driver priserne op:
Overdimensionering af tolerancer: At kræve en nøjagtighed på ±0,001 tommer på alle mål, når kun få funktionelle egenskaber virkelig kræver det, øger omkostningerne markant. Fictiv anbefaler at starte med "ISO 2768-middel-toleranklasse" som "en rimelig standard til prototyper" og kun skærpe tolerancer, hvor det er funktionelt nødvendigt.
At ignorere opsætningskompleksitet: Design, der kræver flere opsætninger, koster mere. Fictiv foreslår at overveje, om du kan "dele designet op i flere komponenter, som kan bearbejdes let og samles senere", eller "forenkle designet ved at sikre, at al bearbejdning kan udføres på én enkelt flade."
At vælge dyre materialer unødigt: Fictiv anbefaler: "vælg simpelthen det billigste mulige materiale, der stadig opfylder dine designkrav. Hvis du kun laver funktionsprototyper, bør du holde dig til billigere muligheder, såsom ABS eller CNC-bearbejdet aluminium."
At bestille enkeltstykker: NRE-omkostninger dominerer ordrer af enkeltdele. Fictiv anbefaler "at fremstille mere end én af hver del, så din stykomkostning bliver lavere, men ikke så mange, at du fremstiller unødvendige dele."
At designe funktioner, der kræver særlig fastspænding: Dele med kompleks geometri kan kræve brugerdefinerede bløde klæber eller sinusplader til positionering. Fictiv foreslår at reducere "geometrisk kompleksitet, hvor det er muligt", eller at opdele "komponenten i simplere dele, der eventuelt kan samles efterfølgende."
Husk Fictivs tre primære omkostningsdrevne faktorer, der skal minimeres: "Materialeomkostninger, herunder råmaterialestørrelse og materialeværdi; Fastspændingsopsætninger, både hvad angår antal og kompleksitet; Bearbejdnings tid ved at eliminere komplicerede deleegenskaber og geometrier, hvor det er muligt."
Udstyret med denne viden om prissætning kan du vurdere tilbud meningsfuldt, identificere muligheder for omkostningsoptimering og opbygge produktive relationer med dine maskinfremstillingspartnere. Det sidste trin? At vide, hvilke kvaliteter der definerer en pålidelig CNC-værkstedspartner, der er værd at samarbejde med for dine behov inden for præcisionsfremstilling.
Valg af en pålidelig CNC-værkstedspartner
Du har gennemgået tolerancer, certificeringer, materialer og prisfaktorer. Nu kommer beslutningen, der samler alt sammen: hvordan man vælger et CNC-værksted, der leverer konsekvent og udvikler sig sammen med dine behov. Den forkerte partner betyder mislykkede frister, kvalitetsproblemer og spildt budget. Den rigtige partner bliver en konkurrencemæssig fordel.
Her er, hvordan du vurderer potentielle maskinfremstillingspartnere ved hjælp af den viden, du har erhvervet dig i denne vejledning.
Hvad man skal se efter i en CNC-servicepartner
Start din vurdering med disse afgørende kriterier – hvert enkelt er direkte forbundet med de tekniske standarder og kompetencer, vi har diskuteret:
- Relevante certificeringer for din branche - Husker du vores opdeling af certificeringer? Match butikkens kvalifikationer med din anvendelse. For præcisions-CNC-tjenester inden for bilindustrien er IATF 16949-certificering uundværlig. Faciliteter som Shaoyi Metal Technology demonstrerer denne standard samt implementering af statistisk proceskontrol (SPC) – præcis de kvalitetssystemer, der forhindrer fejl i stedet for blot at opdage dem.
- Skalerbarhed fra prototype til produktion - Kan butikken imødegå dine nuværende behov OG udvikle sig sammen med dig? Søg efter partnere, der tilbyder hurtig prototypproduktion og masseproduktion under ét tag. Dette eliminerer den besværlige overgang mellem prototypeleverandører og produktionsfaciliteter, som ofte fører til kvalitetsvariationer.
- Leveringstidskapacitet - Spørg specifikt om leveringstid. Nogle certificerede faciliteter leverer komponenter med høj tolerance med leveringstider så hurtigt som én arbejdsdag ved akutte behov. Denne responsivitet er afgørende, når produktionsskemaerne er stramme.
- Gennemsigtighed vedrørende udstyr og kapacitet - Ifølge QTime's tjekliste for præcisionskonstruktion , at forstå en værksteds "kapacitet og skalerbarhedsoption" hjælper dig med at vurdere, om de kan "levere inden for en bestemt tidsramme." Anmod om udstyrslistor og aktuel kapacitetsudnyttelse.
- Kvalitetsverificeringsprocesser - Hvordan dokumenterer de, at dele opfylder specifikationerne? CMM-inspektion, førsteartikelrapporter og dokumenterede SPC-data indikerer et systematisk kvalitetsstyringssystem i stedet for en fremstilling baseret på håb.
- Vilje til teknisk rådgivning - Hjælper værkstedet dig med at optimere dine design, eller citerer de blot det, du indsender? Partnere, der foreslår forbedringer, demonstrerer ekspertise, der gavner dine projekter på lang sigt.
Vurdering af kompetencer til automobil- og præcisionsanvendelser
Automobil- og højpræcisionsanvendelser kræver yderligere gennemgang. Risikoen er højere – både økonomisk og med hensyn til sikkerhedsmæssige konsekvenser.
Når du vurderer værksteder til disse krævende anvendelser, skal du verificere:
- PPAP-dokumentationskompetence - Kan de levere dokumentationen for godkendelsesprocessen for produktionsdele, som dine automobilkunder kræver?
- Implementering af FMEA - Udfører de proaktivt fejlanalyse og virkningsanalyse (FMEA), eller venter de på, at problemer opstår?
- Sporbarhedssystemer - Kan de spore hver enkelt komponent tilbage til specifikke materialepartier, maskiner og operatører?
- Erfaring med dine komponenttyper - En værksted, der er fremragende til chassismonteringer, er måske ikke ideelt til elektroniske kabinetter. Bed om relevante casestudier.
Vurderingsprocessen kommer i sidste ende an på tillid, der understøttes af dokumenteret evidens. Certificeringer giver en grundlæggende sikkerhed. Men kombinationen af disse kvalifikationer med demonstrerede kompetencer – såsom evnen til at håndtere komplekse metalstødder eller indviklede automobilkomponenter med konsekvent præcision – adskiller pålidelige maskinbearbejdningssamarbejdspartnere fra værksteder, der blot ejer den rigtige udstyr.
Den bedste CNC-værkstedrelation er ikke transaktionel – den er en partnerskab, hvor din succes driver deres succes. Søg efter værksteder, der stiller spørgsmål om din anvendelse, foreslår forbedringer til dine design og demonstrerer ægte interesse for at løse dine fremstillingssværigheder.
Udstyret med viden fra denne guide er du ikke længere en ny kunde, der går ind i ukendt territorium. Du forstår, hvad CNC-ydelser omfatter, hvordan man vurderer certificeringer, hvornår forskellige processer er relevante, og hvad der påvirker priserne. Brug denne viden til at stille velovervejede spørgsmål, sammenligne tilbud meningsfuldt og opbygge relationer med værksteder, der leverer den præcision, pålidelighed og service, som dine projekter fortjener.
Ofte stillede spørgsmål om CNC-værksteder og -ydelser
1. Hvad gør et CNC-værksted?
En CNC-maskinværksted bruger computervirkede maskiner til fremstilling af præcisionskomponenter fra råmaterialer som metal, plast eller kompositmaterialer. Ydelserne strækker sig ud over simpel fræsning og omfatter brugerdefineret maskinbearbejdning, prototyping, udstyrsvedligeholdelse, reparation, kalibrering og operatortræning. CNC-værksteder ansætter kvalificerede programmører, maskinister og kvalitetskontrolspecialister, der omsætter projektkravene til færdige dele med tolerancer målt i mikrometer.
2. Hvad er en CNC-ydelse?
CNC-ydelsen omfatter hele spektret af computerstyrede numerisk styringsmaskinbearbejdningsoperationer, herunder CNC-fræsning, drejning, flerakse-bearbejdning og elektroerosionsbearbejdning (EDM). Ud over fremstillingen omfatter den også designstøtte som CAD/CAM-behandling, reverse engineering og designoptimering. Sekundære ydelser omfatter overfladebehandling såsom anodisering og galvanisering, varmebehandling, kvalitetsinspektion ved hjælp af CMM-verifikation samt monteringsydelser.
3. Hvordan vælger jeg mellem CNC-fræsning, drejning og EDM?
Vælg ud fra reservedelens geometri: CNC-fræsning er velegnet til flade overflader, lommer og komplekse 3D-konturer ved brug af roterende skæreværktøjer. CNC-drejning er hurtigere og mere omkostningseffektiv til cylindriske dele som aksler og bushings, hvor emnet roterer. EDM bruger elektriske gnister til at bearbejde ekstremt hårde materialer og fremstille indviklede indvendige detaljer, som ikke kan fremstilles med konventionelle skæreprocesser, men er dyrere og kun anvendelig på ledende materialer.
4. Hvilke certificeringer bør jeg søge efter i et CNC-værksted?
ISO 9001 giver en grundlæggende kvalitetsstyring for alle brancher. For luftfartsapplikationer er AS9100D-certificering afgørende. Automobilprojekter kræver IATF 16949, som bygger videre på ISO 9001 ved at inkludere statistisk proceskontrol (SPC), FMEA-analyse og PPAP-dokumentation. Fremstilling af medicinsk udstyr kræver ISO 13485. Vælg certificeringen ud fra dine branchespecifikke krav i stedet for blot at tælle certifikater.
5. Skal jeg bruge en lokal maskinværksted eller en online CNC-tjeneste?
Lokale værksteder tilbyder direkte kommunikation med maskinister, ekspertise inden for designrådgivning, gennemsigtige priser uden platformgebyrer samt vedvarende serviceunderstøtning til vedligeholdelse og reparationer. Online-platforme giver øjeblikkelig prisangivelse, adgang rundt om dagen, dvs. 24/7, samt brede leverandørnetværk. For komplekse projekter, der kræver gentagne justeringer, er lokale samarbejdsforhold fremragende. For enkle dele med færdige designs tilbyder online-platforme effektive transaktioner. Produktion i stor skala foretrækker typisk direkte fabriksrelationer.