 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Hemmelighederne bag online CNC-tilbud: 9 prisfaktorer, som ingeniører ofte overser

Hvad er et online CNC-tilbud, og hvorfor er det vigtigt?
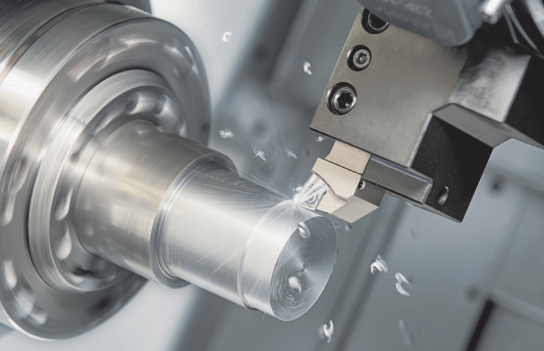
Forestil dig, at du uploader en CAD-fil kl. 10.00 og har præcise priser på dine præcisionsbearbejdede dele før din morgendrik er kølet af. Det er virkeligheden bag et online CNC-tilbud – en digital platform, der analyserer dine designfiler, vurderer materialekravene og genererer priser i realtid inden for sekunder eller minutter. For ingeniører og indkøbsteam, der er trætte af den traditionelle venteproces, repræsenterer dette intet mindre end en revolution inden for indkøb.
Fra anfordringer om tilbud (RFQ) via e-mail til øjeblikkelig prissætning
Den traditionelle RFQ-proces (Request for Quote) har længe været en kilde til frustration. Du sendte e-mails til flere maskinværksteder, foretog opfølgende telefonopkald og ventede fra 1 til 5 dage – og nogle gange længere – på svar. Hvert tilbud krævede manuelle beregninger, gentagne afklaringer frem og tilbage samt uendelig koordination. I mellemtiden fortsatte din projekttidslinje med at glide.
Dagens platforme til øjeblikkelig prisangivelse vender denne proces helt på hovedet. I stedet for at vente i dage får du en CNC-prisangivelse online på så lidt som 5–60 sekunder. Teknologien bag denne hastighed bygger på avancerede algoritmer, kunstig intelligens og maskinlæring, der automatisk analyserer reservedelens geometri, materialekrav, tolerancer og overfladeafslutninger. Ingen mere telefonspil med travle værksteder eller usikkerhed om, hvorvidt din e-mail er endt i nogen andens spam-mappe.
Den digitale skift i CNC-indkøb
Hvad driver denne transformation? Kundeforventningerne har fundamentalt ændret sig. Ifølge brancheforskning er kortere leveringstider, bredere muligheder for tilpasning og præcise leveringstider nu afgørende – ikke valgfrie. Traditionelle anfordringsprocedurer (RFQ) er blevet flaskehalse, som virksomheder simpelthen ikke kan tillade sig.
Digitale indkøbsplatforme gør det muligt at matche dine maskinfremstillingsbehov og kvalificerede leverandører i realtid. Fordele er betydelige:
- Reduceret koordineringsindsats og administrativ byrde
- Øget gennemsigtighed for både købere og producenter
- Struktureret, datadrevet leverandørfindelse
- Indbyggede kvalitetsvurderinger baseret på tidligere projekter
Uanset om du søger efter "cnc i nærheden" eller udforsker globale produktionsnetværk, forbinder disse platforme dig med verificerede leverandører, der specialiserer sig i netop dine specifikke krav – uden den manuelle indsats.
Hvad gør online tilbud anderledes
Den kerneværdi, som online maskinfremstillingstilbud byder på, er smukkeligt simpel: upload en CAD-fil, angiv dine krav og modtag priser på få minutter. Men bag denne enkelhed gemmer sig kraftfuld teknologi. Når du indsender en fil, udfører systemet automatisk geometrianalyse, fremstillelighedschecks og omkostningsberegninger baseret på reelle maskinfremstillingsparametre.
Platforme, der tilbyder denne CNC-service, understøtter typisk almindelige filformater som STEP, IGES og STL. Avancerede systemer giver øjeblikkelig DFM (Design for Manufacturability)-feedback og markerer potentielle problemer, inden du bekræfter en ordre. Denne proaktive tilgang kan reducere antallet af designiterationer og forhindre kostbare fejl senere i produktionsprocessen – især værdifuld for komplekse dele, der kræver fem-akse-bearbejdning til fremstilling.
Øjeblikkelig prisangivelse gør præcisionsfremstilling mere tilgængelig for alle. Både små startups og Fortune-500-virksomheder kan nu udnytte netværk med over 10.000 leverandører, sammenligne priser transparent og træffe velovervejede beslutninger – alt uden behov for specialiserede indkøbsteam eller branchekontakter.
Denne tilgængelighed er afgørende. Tidligere betød det at få konkurrencedygtige tilbud, at man havde etablerede forretningsforbindelser med flere maskinværksteder. Nu kan et firma med en solid konstruktion og en CAD-fil få adgang til verdensklasse-maskinbearbejdning på lige vilkår med branchens største aktører. Spillefeltet er ikke blot blevet jævnet ud – det er fuldstændigt transformeret.
Sådan fungerer online-CNC-tilbudsgivning trin for trin
Du har besluttet dig for at prøve en online-tilbudsgivningsplatform til dit næste CNC-fremstillingsprojekt. Hvad sker der, efter du har klikket på upload-knappen? At forstå hele processen – fra filforberedelse til endelig tilbudslevering – hjælper dig med at indsende mere præcise filer, undgå afvisninger og i sidste ende få mere nøjagtige priser på dine maskinbearbejdede dele. Lad os gennemgå hver enkelt fase, så du præcis ved, hvad du kan forvente.
Forberedelse af din CAD-fil til upload
Før noget andet skal din CNC-fil være i det rigtige format og korrekt konfigureret. Det lyder måske grundlæggende, men filforberedelse er det sted, hvor mange ingeniører ubevidst introducerer fejl, der fører til forhøjede tilbud eller endda direkte afvisninger.
De fleste online tilbudsplatforme accepterer disse standardfilformater:
- STEP (.stp, .step) — Branchens foretrukne format på grund af dets universelle kompatibilitet og evne til præcist at bevare fast geometri
- IGES (.igs, .iges) — Et ældre, men bredt understøttet format; en .igs-fil fungerer godt til enklere geometrier, men kan miste nogle overfladedata ved komplekse dele
- STL (.stl) — Bruges primært til 3D-printning, men accepteres af nogle platforme til tilbudsudarbejdelse; ikke ideel til præcisions-CNC-arbejde på grund af mesh-approksimation
- Parasolid (.x_t) — Nativt til mange CAD-systemer med fremragende geometribevarelse
Hvorfor foretrækker platforme STEP? I modsætning til mesh-baserede formater indeholder STEP-filer præcise matematiske definitioner af overflader , kanter og funktioner. Denne præcision giver beregningsalgoritmerne mulighed for nøjagtigt at beregne bearbejdningsture, identificere tolerancer og opdage fremstillelighedsproblemer. Når du arbejder med CNC-maskinprojekter med stramme specifikationer, påvirker denne nøjagtighed direkte pålideligheden af din prisangivelse.
Før upload gennemgår du denne hurtige tjekliste:
- Kontroller, at din model er vandtæt (ingen huller eller åbne flader)
- Bekræft, at enhederne er korrekt indstillet (millimeter versus tommer forårsager store problemer)
- Fjern interne komponenter eller monteringsreferencer, der ikke skal fremstilles
- Kontroller, at alle funktioner er fuldt defineret – ingen skitser efterladt i "underdefinerede" tilstande
Navigering af materiale- og tolerancevalg
Når din fil er uploadet med succes, vejleder platformen dig gennem indtastningen af specifikationer. Her er det dine ingeniørmæssige beslutninger, der direkte påvirker den endelige pris. Tænk på det som at bygge din prisangivelse lag for lag.
Her er den typiske trin-for-trin-proces, du vil følge:
- Upload din CAD-fil — Systemet udfører en indledende geometrisk scanning for at kontrollere grundlæggende fremstillelighed og ekstrahere dimensionelle data
- VÆLG DIT MATERIALE — Vælg mellem muligheder som aluminium 6061, rustfrit stål 303, titan eller forskellige plasttyper; hvert materiale har forskellige maskinegenskaber, der påvirker cykeltiden og værktøjskravene
- Angiv tolerancer — Standardtolerancer (typisk ±0,005" eller ±0,127 mm) koster mindre end præcisionstolerancer; stramme specifikationer kræver langsommere fremføringshastigheder, mere inspektion og specialiseret udstyr
- Vælg krav til overfladebehandling — Fra 'som-maskineret' til spejlpolering: hver overfladeniveau tilføjer bearbejdningstid og omkostninger
- Angiv mængde — Priserne følger typisk en kurve, hvor større mængder reducerer stykomkostningen pga. amortisering af opsætningsomkostninger
- Tilføj sekundære operationer — Gætning, anodisering, varmebehandling eller andre efterbehandlingskrav
- Gennemse og indsend — Bekræft alle specifikationer, inden systemet genererer din prisangivelse
Brugergrænsefladen viser typisk disse muligheder i en logisk rækkefølge, men skynd dig ikke igennem dem. Hver valgmulighed indgår i priscalgoritmen, og små uovervejelser – f.eks. at angive strengere tolerancer end din anvendelse faktisk kræver – kan unødigt forhøje omkostningerne.
Forståelse af prisangivelsesmotoren
Hvad sker der bag kulisserne, når du klikker på «Få prisangivelse»? Her finder magien – eller rettere sagt ingeniørarbejdet – sted. Ifølge LS Manufacturing kan hele processen fra upload til levering af prisangivelsen tage så lidt som 30 sekunder til 3 minutter for standarddele.
Det automatiserede system udfører flere samtidige analyser:
- Geometrianalyse — Softwaren identificerer alle kritiske funktioner, mål og toleranceangivelser fra dine CNC-filer
- Fremstillingsevnevurdering — Systemet markerer potentielle problemer som indre hjørner med nul-radius, ekstremt tynde vægge eller dybe smalle lommer, der kræver specialværktøj
- Materiale-database tværreference — Det valgte materiale sammenlignes med den aktuelle lagerstatus og priser
- Beregningsprogram for maskinbearbejdningstid — Avancerede algoritmer estimerer cykeltider ud fra funktionskompleksitet, nødvendige værktøjsudskiftninger og afsluttende bearbejdningspasser
- Vurdering af opsætning og fastspænding — Systemet afgør, hvor mange opsætninger (genplacering af emnet) din geometri kræver
Platforme som CNC24 kombinerer denne automatiserede analyse med menneskelig ekspertise og bemærker, at deres proces omfatter både en automatisk mulighedsanalyse og en gennemgang af erfarna produktions-teknikere. Denne hybride tilgang opdager specialtilfælde, som ren automation måske ville overse.
Den endelige prisangivelse opdeler typisk transparent i enkeltposter: materialeomkostninger, maskinbearbejdningstid, opsætningsgebyrer og eventuelle efterbehandlingsomkostninger. Denne gennemsigtighed giver dig mulighed for at se præcis, hvor dit penge går – og identificere muligheder for omkostningsoptimering. Hvis opsætningsomkostningerne f.eks. virker uforholdsmæssigt høje, kan du overveje at konsolidere flere CNC-fremstillingsordrer for at sprede denne omkostning ud over flere enheder.
At forstå denne proces transformerer dig fra en passiv bruger til en informeret deltager. Når du kender motorens funktion, kan du forberede bedre filer, træffe mere velovervejede specifikationsvalg og endeligt sikre mere konkurrencedygtige priser på dine præcisionsdele.

Nøglefaktorer, der påvirker din CNC-prisangivelse
Har du nogensinde modtaget en online-CNC-prisangivelse og undret dig over, hvorfor to tilsyneladende lignende dele har meget forskellige priser? Du er ikke alene. Gennemsigtighed i prisfastsættelse forbliver en af de største frustrationer for ingeniører, der navigerer online-prisangivelsesplatforme god nyhed? Når du først forstår mekanikken bag beregningen af omkostningerne til CNC-bearbejdning, kan du træffe designbeslutninger, der drastisk reducerer udgifterne uden at kompromittere kvaliteten.
Lad os gennemgå de fem primære faktorer, der påvirker prisen på din CNC-bearbejdning – og endnu vigtigere: vise dig, hvordan du kan bruge denne viden til din fordel.
Materialevalg og omkostningskonsekvenser
Valget af materiale er ofte den enkelte største variabel i din prisangivelse. Forskellen mellem bearbejdning af aluminium og titanium handler ikke kun om råmaterialeomkostningerne – den ændrer grundlæggende bearbejdningsparametre, værktøjsforringelseshastigheder og cykeltider.
Overvej denne perspektiv: Ifølge Unionfabs omkostningsanalyse falder materialer ind i tydelige prisniveauer, der betydeligt påvirker din resultatopgørelse:
| Materialekategori | Almindelige eksempler | Relativ pris | Bemærkninger vedrørende bearbejdning |
|---|---|---|---|
| Lav pris | Aluminium 6061, PMMA (akryl) | $ | Høje fremføringshastigheder, minimal værktøjsforringelse, fremragende bearbejdlighed |
| Moderat omkostning | POM, PTFE, PA (nylon), FR4 | $$ | God bearbejdlighed med standardværktøj |
| Højere omkostninger | 303 rustfrit stål, messing, kobber, ABS, PC | $$$ | Langsomme hastigheder, øget værktøjsforringelse for metaller |
| Præmiepris | Titan, magnesium, PEEK, keramik | $$$$–$$$$$ | Specialiserede værktøjer, langsomme fremføringshastigheder, omfattende kølingskrav |
Når du vælger mellem materiale 303 rustfrit stål og aluminium til en beslag, strækker prisforskellen sig langt ud over råmaterialet. CNC-bearbejdning af rustfrit stål kræver langsommere skærehastigheder – ofte 40–60 % langsommere end for aluminium – hvilket direkte resulterer i længere cykeltider og højere lønomsætningsomkostninger. Desuden accelereres værktøjsforurening betydeligt ved hårdere materialer, hvilket tilføjer omkostninger til værktøjsudskiftning, der indgår i din prisangivelse.
Aluminiumsbehandling forbliver det optimale valg for mange anvendelser netop på grund af dets fremragende styrke-til-vægt-forhold kombineret med fremragende bearbejdningsmuligheder. Medmindre din anvendelse specifikt kræver korrosionsbestandighed, højtemperaturpræstation eller biokompatibilitet, leverer aluminiumlegeringer som 6061-T6 ofte den bedste balance mellem omkostninger og præstation ved metalbearbejdning.
Hvordan tolerancer påvirker prisen opad eller nedad
Her er stedet, hvor mange ingeniører ubevidst forhøjer deres tilbud: ved at specificere for stramme tolerancer. Forholdet mellem tolerance og omkostninger er ikke lineært – det er eksponentielt. Ifølge forskning fra Okdors fremstillingsanalyse stiger omkostningsmultiplikatorerne dramatisk, når specifikationerne bliver strammere:
- Standard ±0,005" (±0,127 mm): Basispris – ingen tillæg
- Præcision ±0,002" (±0,05 mm): 1,5–2 gange højere omkostninger
- Stram ±0,001" (±0,025 mm): 3–4 gange højere omkostninger
- Ultra-stram ±0,0001" (±0,0025 mm): 10–24 gange højere omkostninger
Hvorfor så dramatiske stigninger? Strammere tolerancer kræver langsommere fremføringshastigheder, lettere skær, og flere efterbearbejdningsskridt. De kræver oftere værktøjsudskiftninger for at opretholde skærekanten’s skarphed. Og måske mest betydningsfuldt kræver de klimakontrollerede miljøer samt verifikation med koordinatmålemaskine (CMM) – hvilket tilføjer betydelige overheadomkostninger til din CNC-maskine.
Et praktisk eksempel illustrerer dette perfekt: Et hus til en medicinsk enhed, der blev anslået til 180 USD med standardtolerancer, steg til 320 USD, da kunden strammede de ikke-funktionelle ydre tolerancer fra ±0,005" til ±0,001". Det svarer til en stigning på 80 % for en præcision, der ikke tilføjede nogen funktionel værdi.
Den smarte fremgangsmåde? Anvend stramme tolerancer kun der, hvor funktionen kræver det – f.eks. sammenfaldende overflader, lejesteder og tætningsflader. Lad ikke-kritiske mål anvende standardtolerancer. Denne selektive specifikation kan reducere maskinfremstillingens omkostninger med 40–60 %, samtidig med at produktets ydeevne opretholdes.
Mængderabatkurven
Produktionsmængden skaber en af de mest forudsigelige omkostningsrelationer inden for CNC-bearbejdning. Opsætningsomkostninger – programmering, fastspænding, værktøjsforberedelse – forbliver relativt faste, uanset om du fremstiller 1 eller 1.000 dele. Magien sker, når disse faste omkostninger fordeler sig over større mængder.
Sådan skalerer CNC-bearbejdningsomkostningerne typisk med mængden:
| Produktionsvolumen | Effekt af opsætningsomkostninger | Materialeffektivitet pr. enhed | Typisk omkostningsreduktion |
|---|---|---|---|
| Prototype (1–5 enheder) | Høj – opsætning udgør den største del af samlede omkostninger | Standardprisning, ingen mængderabatter | Standardprisfastsættelse |
| Lav volumen (10–50 enheder) | Moderat – opsætning fordeler sig over flere dele | Mindre materialeffektiviteter mulige | 20–35 % fald pr. enhed |
| Mellemvolumen (100–500 enheder) | Lav – opsætning bliver ubetydelig pr. del | Køb af materialer i større mængder træder i kraft | 40–55 % reduktion pr. stk. |
| Høj mængde (1.000+ stk.) | Minimal – fuldt afskrevet | Maksimale materiale rabatter, optimeret anbringelse | 50–70 % reduktion pr. stk. |
Den praktiske konsekvens? Nogle gange giver det økonomisk mening at bestille lidt flere dele, end man straks har brug for. Hvis din pris pr. stk. falder med 25 % ved at øge bestillingen fra 25 til 50 stykker, og du alligevel på sigt har brug for de ekstra dele, taler regnestykket ofte for den større ordre.
Bemærk dog, at mere ikke altid er bedre. Lageromkostninger, risici forbundet med designiterationer samt likviditetsovervejelser indgår alle i vurderingen. Den optimale mængde afhænger af din specifikke situation – men at forstå kurven hjælper dig med at træffe velovervejede beslutninger i stedet for automatisk at vælge minimumsmængder.
Geometrisk kompleksitet og maskineringstid
Komplekse geometrier kræver ikke kun mere maskintid – de kræver ofte også dyrere udstyr. Komponenter med dybe hulrum, tynde vægge eller indviklede funktioner kan øge kravene fra en standard 3-akset maskine (40 USD/timer) til 5-akset kapacitet (75–120 USD/timer ifølge branchens benchmarks).
Funktioner, der konsekvent driver tilbudsprikkerne op, omfatter:
- Indvendige hjørner med små radier: Kræver mindre fræsere med lavere fremføringshastigheder
- Dybe lommer (dybde > 4 × bredde): Kræver specialværktøj og flere bearbejdningsskridt
- Tynde vægge (< 0,5 mm): Risiko for afbøjning, hvilket kræver særligt forsigtige bearbejdningsstrategier
- Undercuts: Kræver ofte yderligere opsætninger eller specialfastspænding
- Flere opsætningsorienteringer: Hver omplacering tilføjer tid og potentielle toleranceopsummeringer
Omkostningspåvirkningen forstærkes, når kompleksitet krydser vejen med stramme tolerancer eller svære materialer. En titan-del med dybe lommer og toleranekrav på ±0,001 tommer kan koste 5–8 gange mere end en forenklet aluminiumsudgave, der opfylder de samme funktionelle krav.
Overfladeafslutningskrav
Krav til overfladekvalitet bliver ofte overset under tilbudsprocessen – indtil de tilføjer uventede omkostninger. Standard overflader efter maskinbearbejdning (Ra 3,2 μm) inkluderes typisk i basisprisen, men når man går mod finere overflader, udløses der yderligere operationer:
- Polering: 2–15 USD pr. del
- Anodisering: 3–12 USD pr. del
- Elektropladering (nikkel/krom): 10–30 USD pr. del
- Kornstrøgning: $2–$10 pr. del
Disse omkostninger akkumuleres hurtigt ved større ordrer. En ordre på 500 dele, der kræver anodisering, kan tilføje 1.500–6.000 USD til din samlede projektomkostning. Før du specificerer premium-overflader, bør du stille dig selv spørgsmålet: Kræver denne overflade virkelig den pågældende grad af finhed, eller vil standardmaskinerede overflader fungere lige så godt?
At forstå disse fem prisfastsættelsesfaktorer – materiale, tolerance, mængde, kompleksitet og overfladebehandling – transformerer, hvordan du tilnærmer dig online-CNC-tilbud. I stedet for passivt at acceptere den pris, der vises, kan du strategisk justere specifikationerne for at optimere værdien uden at kompromittere funktionen. Ingeniører, der behersker denne balance, sikrer sig konsekvent bedre priser end dem, der behandler tilbudsanmodning som en 'black box'.
Forståelse af maskintyper i dit tilbud
Når du modtager et online-CNC-tilbud, har du nogensinde bemærket en post, der angiver "3-akse" eller "5-akse"-bearbejdning? Denne forskel kan betyde forskellen mellem en del til 50 USD og en del til 200 USD – selv for geometrier, der ser næsten identiske ud. At forstå, hvordan maskinernes kapacitet påvirker din pris, giver dig mulighed for at træffe klogere designvalg og undgå at betale premiumpriser for kapaciteter, som dine dele faktisk ikke kræver.
Tilpasning af maskinkapacitet til delkompleksitet
Tænk på CNC-maskinens akser som frihedsgrader. En 3-akset CNC-maskine bevæger skæreværktøjet i tre lineære retninger: venstre-højre (X), foran-bagud (Y) og op-ned (Z). Enkel, effektiv og billig – men begrænset til bearbejdning af funktioner, der er tilgængelige fra én enkelt orientering.
Tilføj rotation, og mulighederne udvides dramatisk. Ifølge 3ERPs tekniske analyse ser brugen af hver konfiguration således ud:
- 3-akset CNC-bearbejdning: Bedst egnet til flade dele, simple udskåringer og funktioner, der er tilgængelige fra én retning. Typiske anvendelser omfatter beslag, plader, enkle kabinetter og 2,5D-profiler. Den mest økonomiske løsning – basispris.
- 4-akset CNC-bearbejdning: Tilføjer rotation omkring X-aksen (A-aksen), hvilket gør det muligt at bearbejde cylindriske funktioner og flere sider uden manuel omplacering. Ideel til kammechanismer, spiralformede funktioner og dele, der kræver konsekvent bearbejdning af perifere overflader.
- 5-akset CNC-maskine: Incorporerer to rotationsakser samt tre lineære akser, hvilket giver skæreværktøjet mulighed for at nærme sig emnet fra næsten enhver vinkel. Vigtig for turbineblad, impeller, luft- og rumfartsdele samt komplekse organiske former.
Prispræmien følger kapaciteten. Ifølge Fictivs fremstillingsforskning har 5-aksmaskiner højere timepriser på grund af dyrere udstyr, komplekse programmeringskrav og specialiseret operatorkompetence. Imidlertid kan evnen til at bruge den femte akse ofte reducere den samlede omkostning for komplekse dele ved at eliminere flere opsætninger – hver genpositionering tilføjer tid og introducerer potentielle justeringsfejl.
Overvejelser ved prisangivelse for fræsning versus drejning
Ud over antallet af akser afhænger din prisangivelse af, hvilken grundlæggende proces der er relevant for din dels geometri. Denne forskel er mere afgørende, end mange ingeniører indser.
CNC-fræsning bruger roterende skæreværktøjer mod et stationært (eller indexeret) emne. Den er fremragende til:
- Prismatiske dele med flade overflader og lommer
- Komplekse 3D-konturer og skulpterede overflader
- Dele, der kræver funktioner på flere flader
CNC-skrue (drejning) roterer emnet, mens stacionære værktøjer fjerner materiale. En CNC-drejebænkeservice er din bedste mulighed for:
- Cylindriske eller rotationsymmetriske dele
- Aksler, stifter, bushinger og gevindkomponenter
- Dele med koncentriske funktioner som riller, kegler eller underkutninger
Når du indsender en del til prisangivelse, analyserer platforme automatisk geometrien for at anbefale den passende fremstillingsteknik. En CNC-metalldrejebænk håndterer rundstang effektivt – ofte til 30–50 % lavere omkostninger end fræsning af samme geometri fra rektangulær blank. CNC-drejebænkfremstilling udmærker sig, når din design har rotationsymmetri, så overvej dette i designfasen.
Mange CNC-drejebænkeservices integrerer nu live-værktøj, hvilket kombinerer dreje- og fræsefunktioner på én enkelt maskine. Denne hybride fremgangsmåde er velegnet til dele, der primært er cylindriske, men kræver funktioner uden for rotationsaksen, såsom flade overflader, tværgående huller eller nøglerender.
Når 5-akset fremstilling bliver omkostningseffektiv
Her er den modintuitive sandhed: 5-akset bearbejdning koster nogle gange mindre end 3-akset – selv med højere timepriser. Hvordan? Ved at reducere opsætningstiden markant og forbedre nøjagtigheden.
Overvej en komponent, der kræver bearbejdning på fem flader. På en 3-akset maskine ville du have brug for fem separate opsætninger, hvor hver kræver:
- Manuel omplacering og genfastgørelse
- Ny referencepunktindstilling og måling
- Mulig toleranceakkumulering fra hver justering
En 5-akset CNC-maskine udfører samme arbejde i én enkelt opsætning. Ifølge branchens benchmarkopgørelser opnår 5-akset bearbejdning tolerancer på ±0,01–0,02 mm sammenlignet med ±0,05 mm ved almindelig 3-akset bearbejdning – præcis fordi bearbejdning i én enkelt opsætning eliminerer kumulative positioneringsfejl.
Hvornår giver 5-akset bearbejdning økonomisk mening? Overvej det, når din komponent har:
- Skrå flader eller sammensatte kurver, som ikke kan tilgås fra ortogonale retninger
- Dybe huller, der kræver værktøjsadgang fra flere vinkler
- Udskåringer eller komplekse indvendige geometrier
- Kritiske tolerancer på tværs af funktioner på forskellige flader
- Mellemlange serier, hvor besparelser i opsætningstid akkumuleres
Angiv omvendt ikke 5-akse-evne for dele, der rent faktisk kun kræver 3-akse-bearbejdning. En simpel aluminiumsbeslag, der tilbudes på en 3-akse-maskine, vil altid være mere økonomisk end at behandle den unødigt på 5-akse-udstyr. Platformene, der genererer din online CNC-tilbud, optimerer typisk dette automatisk – men at forstå logikken hjælper dig med at fortolke priserne og træffe velovervejede beslutninger.
Maskintypen, der fremgår af dit tilbud, er ikke tilfældig. Den afspejler en grundig analyse af din geometri, dine tolerancekrav og den mest effektive vej til en færdigdel. Når tilbud synes høje, skal du spørge dig selv: Kræver min konstruktion virkelig denne kapacitetsniveau, eller kunne en forenkling reducere både kompleksitet og omkostninger?

Forberedelse af dine CAD-filer til præcise tilbud
Du har designet en fremragende komponent, valgt dine materialer, og du er klar til at få priser. Men her er det, hvor mange ingeniører stryger: den fil, du uploader, kan gøre eller knække din online CNC-tilbudserfaring. En dårligt forberedt CAD-fil forsinker ikke kun processen – den kan også udløse afvisninger, få priserne til at stige eller generere advarsler om fremstillelighed, der sender dig tilbage til tegnebrættet.
Forskellen mellem en problemfri tilbudsproces og frustrerende frem og tilbage handler ofte om filforberedelse. Lad os gennemgå præcis, hvad platforme forventer, og hvordan du undgår de almindelige fælder, der komplicerer CNC-fræsningsoperationer.
Filformater, som tilbudsplatforme foretrækker
Ikke alle filformater er lige gode, når det kommer til CNC-prototypering. Selvom din native CAD-software måske gemmer filer i proprietære formater, har tilbudsplatforme brug for geometridata, som de kan pålideligt fortolke og analysere.
Ifølge JLCCNC's tekniske vejledning er følgende filformater foretrukne til CNC-bearbejdningstilbud:
- STEP (.stp, .step): Guldstandarden – universelt kompatibel, bevarer præcise matematiske overfladedefinitioner og fungerer problemfrit i næsten alle CAM-programmer
- IGES (.igs, .iges): Et ældre, men pålideligt format; fungerer godt til enklere geometrier, selvom komplekse overflader måske mister noget data under oversættelsen
- Parasolid (.x_t, .x_b): Nativt i mange professionelle CAD-systemer med fremragende bevarelse af geometri
- Originale CAD-filer: Nogle platforme accepterer direkte SolidWorks-, Inventor- eller Fusion 360-filer – praktisk, men kan kræve formatspecifik behandling
Hvad bør du undgå? Mesh-baserede formater som STL eller OBJ fungerer fint til 3D-printing, men skaber problemer ved CNC-fræsningsoperationer. Disse formater omdanner glatte kurver til tusindvis af små trekanter og fjerner den matematiske præcision, som CNC-maskiner kræver. Et plexiglasfræs værktøj, der følger trianguleret geometri, giver en ringere overfladekvalitet end et værktøj, der følger sande buede værktøjsstier.
Når du er i tvivl, eksporter STEP. Det er den sikreste valgmulighed for præcise tilbud på CNC-maskindelte dele på enhver platform.
Designfunktioner, der komplicerer tilbudsgivning
Bestemte designvalg udløser advarsler, kræver manuel gennemgang eller øger automatisk dit tilbud. At forstå disse røde flag hjælper dig med at designe mere intelligent fra starten.
Ifølge Super Ingenuity's CNC-designvejledning , disse funktioner forårsager ofte problemer:
Indvendige hjørner med nul- eller minimal radius
Standard fræsere er cylindriske – de kan fysisk ikke fremstille perfekt skarpe indvendige hjørner. Når dit design specificerer hjørner med nul-radius, markeres det straks af systemet. Løsningen? Tilføj indvendige afrundinger (filletter), der er lig med eller større end værktøjets radius. For en 6 mm fræser skal du specificere mindst en indvendig hjørneradius på 3 mm. Større radier tillader større og stivere værktøjer, der fræser hurtigere og koster mindre.
Ekstremt tynde vægge
Vægge, der er tyndere end 0,8 mm for metal eller 1,5 mm for plast, risikerer deformation, vibration (chatter) og dimensionel unøjagtighed under bearbejdning. Ifølge Xometry's analyse tynne vægge, der er drejet fra aluminium med lav stivhed, kan knække af eller deformere sig på grund af drejebænkens vibrationer. Hvis din konstruktion kræver tynde sektioner, overvej at tilføje forstærkningsribber eller skifte til fremstilling i plade metal.
Dybe smalle lommer
Reglen er: Lommens dybde bør ikke overstige 3 gange værktøjets diameter. En 10 mm fræser kan sikkert fræse lommer op til ca. 30 mm dybe. Ud over denne dybde mister værktøjerne deres stivhed, præcisionen forringes, og cykeltiderne stiger markant. For dybere detaljer bør du overveje at åbne den ene side af lommen, anvende trappede dybder eller dele komponenten op i flere monteringsdele.
Udskåringer og utilgængelige funktioner
Enhver detalje, som ikke kan nås af et værktøj, der nærmer sig fra oven, kræver ekstra opsætninger, specielle fastspændingsanordninger eller EDM-operationer. Dette øger omkostningerne og kompleksiteten ved alle CNC-fræsningsoperationer.
Undgå almindelige uploadfejl
Ud over konstruktionsrelaterede detaljer giver simple fejl i filforberedelsen overraskende ofte problemer. Gennemgå denne tjekliste før hver upload:
- Bekræft, at måleenhederne svarer til din hensigt: En del, der er designet i millimeter, men eksporteret i tommer, vil blive citeret 25,4 gange større end tiltænkt – og tilsvarende dyrere. Tjek dine CAD-eksportindstillinger grundigt.
- Sørg for, at modellen er vandtæt: Åbne flader, revner eller ikke-mangfoldig geometri forvirrer geometri-parserne. Kør reparation- eller kontrolfunktionerne i dit CAD-program, inden du eksporterer.
- Fjern unødvendige funktioner: Interne komponenter, samlingsreferencer eller konstruktionsgeometri, der ikke skal fremstilles, skal slettes eller deaktiveres før eksport.
- Bekræft, at alle skitser er fuldt defineret: Geometri med utilstrækkelig begrænsning kan flytte sig uforudsigeligt under filoversættelse og skabe utilsigtede mål.
- Tjek funktionsmålestok: En visuel inspektion opdager åbenlyse fejl – ser din 50 mm beslag faktisk ud til at være 50 mm i den eksporterede fil og ikke 50 meter?
- Valider gevindspecifikationer: Hvis din konstruktion indeholder gevindbores, skal gevinddybden ikke overstige 2–3 gange hullens diameter, og der skal efterlades en ugevindet aflastning i bunden af blinde huller.
Platforme som JLCCNC udfører automatisk kompatibilitetskontrol ved upload, men selv at opdage fejl sparer tid. Ifølge deres procesdokumentation går filer, der består den indledende validering, direkte videre til tilbudsoprettelse, mens problemer med filer kræver manuel teknisk gennemgang – hvilket forlænger din tidsplan.
De få minutter, du bruger på at verificere din fil før upload, giver store gevinster i form af hurtigere og mere præcise tilbud. Når din geometri er ren, dine specifikationer realistiske og dit filformat passende, kan tilbudsmodulen koncentrere sig om det, der betyder noget: at give dig pålidelige priser for dine CNC-maskindelen i stedet for at markere undgåelige fejl.
Fejlfinding af almindelige online-tilbudsproblemer
Du har forberedt din CAD-fil, valgt dine materialer og indsendt alt til prisberegning. Så sker der noget uventet: Tilbuddet kommer tilbage overraskende dyrt, din fil bliver afvist, eller du ser uforståelige fremstillelighedsadvarsler, der får dig til at kradske dig i hovedet. Lyder det bekendt? Disse frustrationer er mere almindelige, end du måske tror – og de fleste har enkle løsninger, så snart du forstår, hvad der sker bag kulisserne.
Lad os gennemgå de mest almindelige problemer, som ingeniører støder på under den online tilbudsproces, og præcis hvordan du løser dem.
Hvorfor dit tilbud virker for højt
Det øjeblik, hvor en pris vises på skærmen, og du tænker: "Der er ingen mulighed for, at denne komponent koster så meget" – vi har alle været der. Før du antager, at platformen har begået en fejl, skal du overveje følgende almindelige årsager til forhøjede CNC-maskineomkostningsestimater:
- For stramme tolerancer: Anvendte du stramme tolerancer på hele komponenten i stedet for kun på kritiske funktioner? Som diskuteret tidligere kan præcisionskrav øge omkostningerne med 3–10 gange. Gennemgå din tegning og nedsæt tolerancerne for ikke-funktionelle mål til standardværdier.
- Uoverensstemmelse ved valg af materiale: Måske valgte du titan, selvom aluminium ville være lige så velegnet, eller specificerede du luftfartsgradslegeringer til en ikke-kritisk anvendelse. Prisen for CNC-bearbejdning stiger markant med materialets bearbejdningsvanskelighed.
- Udløsende faktorer for geometrisk kompleksitet: Funktioner som dybe lommer, tynde vægge eller flere opsætningsorienteringer øger bearbejdstiden. Ifølge MakerVerse' omkostningsanalyse er designkompleksitet én af de primære faktorer, der påvirker omkostningerne ved CNC-bearbejdning – detaljerede designs kræver mere avanceret maskinudstyr og specialiserede værktøjer.
- Ulemper ved lave stykmængder: At bestille én enkelt prototype betyder, at opsætningsomkostningerne ikke fordeler sig over flere enheder. Denne del til 200 USD kunne f.eks. falde til 35 USD pr. stk. ved en bestilling på 50 stk.
- Krav til premium-overfladebehandling: Spejlpolering eller specialbelægninger medfører betydelige omkostninger til efterbehandling, som muligvis ikke er nødvendige for din anvendelse.
Løsningen? Gå tilbage til dine specifikationer med nye øjne. Spørg dig selv: tjener hver tolerance, hvert materialevalg og hver overfladekrav virkelig delens funktion? Ofte reducerer strategisk forenkling tilbudene med 30–50 % uden at kompromittere ydeevnen.
Og her er en realitetskontrol: Hvis du søger "billig CNC"-løsninger, så husk, at præcisionsmaskinbearbejdning af høj kvalitet har indbyggede omkostninger. Meget lave tilbud signalerer ofte, at der skæres ned på inspektion, materialecertificering eller udstyrets kvalitet.
Løsning af afviste filuploade
Intet stopper fremskridtet hurtigere end en afvist fil. Ifølge Xometry's fejlfindingdokumentation er dette de hyppigste årsager og deres løsninger:
- Flere adskilte legemer: Din fil indeholder separate komponenter, som skal uploades individuelt. Tjek for designfejl og forbind uafhængige legemer, eller adskil hver komponent i individuelle del-filer og upload igen.
- Montagefiler i stedet for enkeltdel-filer: Systemet har registreret flere komponenter i en fil, der burde indeholde én enkelt del. Upload kun individuelle enkeltdel-filer – du må være nødt til først at adskille komponenterne i dit designsoftware. Deaktiver hardware-legemer som f.eks. standardkomponenter (COTS) eller indsatser.
- Hulrum, der ikke er kompatible med CNC: Ved subtraktive fremstillingsprocesser kan hulrum ikke fremstilles. Overvej at redesigne den enkelte del til flere komponenter, der kan samles efter maskinbearbejdning.
- Delstørrelse uden for maskinens arbejdsområde: Din del er enten for lille eller for stor til den valgte fremstillingsproces. Kontroller først, om målene er i den ønskede målestok – sikr dig, at du har valgt korrekt mellem millimeter og tommer for STL-filer. Hvis målestokken er korrekt, er den valgte proces muligvis ikke velegnet til din dels størrelse.
- Ikke-standard tykkelse på plade: For pladeoperationsmatcher din angivne tykkelse ikke de tilgængelige standardmålsætninger. Genudform din konstruktion, så den bruger standardmålsætnings-tykkelser for det ønskede materiale.
Kør før genupload din CAD-software's geometrikontrolfunktion. Reparer eventuelle åbne flader, ikke-mangfoldige kanter eller selvskærende geometri. Disse skjulte problemer forårsager ofte afvisninger, som ikke umiddelbart er tydelige ved visuel inspektion.
Fortolkning af fremstillelighedsadvarsler
Fremstillelighedsadvarsler betyder ikke nødvendigvis, at din komponent ikke kan fremstilles – de indikerer funktioner, der muligvis øger omkostningerne, kræver manuel gennemgang eller kræver konstruktionsændringer for optimale resultater. Almindelige advarsler omfatter:
- For lille indvendig hjørneradius: Systemet har registreret skarpe indvendige hjørner, der kræver mindre værktøjer med lavere fremføringshastigheder. Tilføj afrundinger (filletter), der er lig med eller større end halvdelen af den værktøjsdiameter, du forventer at bruge.
- Vægtykkelse under minimum: Tynde sektioner risikerer deformation under maskinbearbejdning. Øg vægtykkelsen eller tilføj støttestager.
- Forholdet mellem dybde og bredde overskredet: Dybe smalle lommer kræver specialværktøj. Overvej at åbne den ene side af lommen eller bruge trinformede dybder.
- Underskæring registreret: Funktioner, der ikke kan tilgås fra standardorienteringer, kræver yderligere opsætninger eller specialværktøj.
- Brugerdefineret materiale eller overfladebehandling anmodet om: Ikke-standardmuligheder kræver manuel gennemgang. For automatisk prisangivelse skal materialer og overfladebehandlinger vælges fra platformens standarddropdownmenuer.
Behandl advarsler som muligheder for optimering frem for som hindringer. Hver advarsel indeholder typisk vejledning om, hvordan du kan ændre din konstruktion for bedre fremstillelighed – og lavere omkostninger.
Forståelse af prisforskelle mellem platforme
Har du indsendt samme fil til tre forskellige platforme og modtaget tre meget forskellige priser? Dette sker ofte, og det skyldes sjældent, at nogen har begået en fejl.
Prisforskelle mellem platforme skyldes typisk:
- Forskellige fremstillingsnetværk: Nogle platforme sender ordrer til indenlandske værksteder med højere lønomsætning; andre bruger globale netværk med forskellige takststrukturer.
- Overhead- og margenstrukturer: Platformgebyrer, kvalitetsstyringssystemer og forretningsmodeller adskiller sig betydeligt.
- Kvalitetsstandarder: Værksteder med strenge inspektionsprotokoller, certificerede processer og garanterede tolerancer inkluderer omkostningerne for disse kompetencer i deres tilbud.
- Maskinudnyttelse: Et værksted med ledig kapacitet kan give et aggressivt tilbud for at udfylde deres tidsplan.
- Algoritmisk fortolkning: Forskellige platforme analyserer geometrien på forskellige måder og anbefaler muligvis forskellige maskintyper eller opsætningsstrategier.
Vælg ikke automatisk det billigste CNC-værksted. Ifølge branchens retningslinjer sparede man ofte penge ved at samarbejde med erfarne producenter – selvom priserne er lidt højere – takket være færre designiterationer, færre kvalitetsproblemer og bedre DFM-feedback.
Når tilbud afviger betydeligt, skal du spørge, hvorfor. Anmod om en opdelt oversigt, der viser materiale-, maskinbearbejdning- og efterbearbejdningsomkostninger separat. Nogle gange er den laveste overordnede pris ledsaget af skjulte gebyrer for inspektion, emballage eller hastebestilling, som det transparente tilbud allerede inkluderer.
Målet er ikke at finde den absolut laveste pris – det er at finde den bedste værdi for dele, der vil fungere pålideligt i din anvendelse. Med fejlfindingsevnerne i hånden er du nu klar til at sammenligne forskellige tilbudsstrategier og afgøre, hvilken metode der passer dine specifikke behov.
Øjeblikkelige onlineprisangivelser versus traditionelle anbefalinger om prisangivelse (RFQ)
Så du har en delkonstruktion, der er klar til fremstilling. Uploades den til en online CNC-maskine-platform for øjeblikkelig prisangivelse, eller sendes en formel anfordring om tilbud (RFQ) til etablerede maskinværksteder? Svaret er ikke altid ligetil – og at vælge forkert kan koste dig tid, penge eller kvalitet. At forstå, hvornår hver tilgang glimter, hjælper dig med at træffe mere velovervejede indkøbsbeslutninger for hvert projekt.
Kompromis mellem hastighed og tilpasning
Forskellen er mest åbenlyst tid. Ifølge Haizols platformssammenligning , leverer øjeblikkelige anmodningssystemer som Xometry tilbud på få sekunder, mens traditionelle RFQ-processer via platforme som Haizol eller Alibaba typisk kræver 24–48 timer for at indhente flere konkurrerende bud.
Men hastighed medfører begrænsninger. Algoritmer til øjeblikkelig prisberegning udmærker sig ved standardgeometrier, almindelige materialer og veldefinerede specifikationer. Indtast en simpel aluminiumsbeslag med standardtolerancer, og du får en præcis pris, inden du nåer din næste kaffepause. Disse samme systemer kan dog fejle, når det gælder subtile detaljer.
Overvej dette eksempel fra 3ERPs tests: Når en ingeniør tilføjede radiusser til skarpe indvendige hjørner – en ændring, der faktisk forenkler CNC-bearbejdning – fortolkede AI-prissystemet disse som yderligere funktioner og højede prisen. Algoritmen straffede en gennemtænkt konstruktion, fordi den mangler den produktionstekniske intuition, som en menneskelig ingeniør ville anvende.
Traditionelle RFQ-processer ofrer hastighed for tilpasning. Når dit projekt omfatter prototyppemaskinbearbejdning med usædvanlige specifikationer, komplekse samlinger, der kræver koordinerede tolerancer, eller materialer uden for standardkatalogerne, opdager menneskelig gennemgang subtiliteter, som algoritmer overser.
Når traditionel anfordring om tilbud stadig vinder
Trods bekvemmeligheden ved øjeblikkelig prisangivelse kræver visse scenarier virkelig den traditionelle fremgangsmåde:
- Komplekse flerdels-samlinger: Når tolerancer skal koordineres mellem komponenter, vurderer menneskelige ingeniører pasform og funktion som helhed i stedet for at angive priser på hver enkelt del isoleret
- Ikke-standardiserede materialer: Eksotiske legeringer, specialplastikker eller materialer, der kræver specifikke certificeringer, kræver ofte manuel indkøbshåndtering og prisfastsættelse
- Meget store mængder: Produktionsløb på 10.000+ enheder drager fordel af forhandlet prissætning, dedikerede værktøjsdiskussioner og leveringskædeplanlægning, som algoritmer ikke kan levere
- Kritiske anvendelser: Luft- og rumfart, medicinsk udstyr eller sikkerhedskritiske CNC-maskinerede dele kræver dokumentation, sporbarehed og kvalitetsdiskussioner, der går ud over automatiserede systemer
- Sammenarbejde om design: Når du ønsker DFM-feedback, der former din designproces i stedet for blot at pege på problemer, giver erfarna ingeniører indsigt, som ingen algoritme kan matche
Ifølge Kesu Groups analyse , manuel tilbudsgivning giver erfarna ingeniører mulighed for at vurdere komplekse geometrier og ikke-standardkrav, som automatiserede systemer måske fejltolker – hvilket minimerer prisfejl, der kan overstige ±10 % for indviklede dele.
Strategisk kombination af begge tilgangsmåder
Smart indkøbsteam vælger ikke én tilgang udelukkende – de tilpasser metoderne efter projektkravene. Her er en sammenligning af de to tilgangsmåder på centrale parametre:
| Dimension | Øjeblikkelige online tilbud | Traditionel RFQ-proces |
|---|---|---|
| Ekspeditionstid | Sekunder til minutter | 24–48 timer (nogle gange længere) |
| Tilpasningsniveau | Begrænset til platformens valgmuligheder | Fuldt tilpasselige specifikationer |
| Volumsvektlighed | Bedst egnet til prototyper til mellemstore serier | Skalerbar til højvolumenproduktion |
| Kommunikationsdybde | Minimal—automatiserede svar | Direkte dialog med ingeniører |
| DFM-feedback | Automatiserede advarsler og flag | Sammenarbejdende designoptimering |
| Prissætningens nøjagtighed | ±5–15 % for komplekse dele | Højere nøjagtighed gennem menneskelig gennemgang |
| Bedst til | Standard tilpassede maskinerede dele, hurtige sammenligninger | Komplekse projekter, opbygning af relationer |
En hybride strategi kunne se således ud: Brug øjeblikkelige tilbud til indledende budgettering og designiteration, og skift derefter til traditionelle anfordringer om tilbud (RFQ) for produktionsordrer. Hastigheden på onlineplatforme fremskynder beslutninger i de tidlige faser, mens dybden i traditionelle processer sikrer produktionskvalitet og omkostningsoptimering.
Ved prototypproduktion under udviklingen giver øjeblikkelige tilbud dig mulighed for hurtigt at afprøve omkostningsmæssige konsekvenser af designændringer. Skal du vide, om skiftet fra rustfrit stål til aluminium sparer nok til at retfærdiggøre materialeændringen? Upload begge versioner, og sammenlign dem på få minutter. Når dit design er stabiliseret og du er klar til produktionsmængder af CNC-fremstillede dele, sikrer formelle anfordringer om tilbud (RFQ’er) hos kvalificerede leverandører bedre priser og etablerer relationer til fremtidige behov.
Selv platformene udvikler sig nu mod hybride modeller. Mange tilbyder nu øjeblikkelige tilbud på enkle dele, mens komplekse geometrier videresendes til menneskelige ingeniører til manuel gennemgang – så du får hastighed, hvor det er muligt, og ekspertise, hvor det er nødvendigt. At forstå dette landskab hjælper dig med at navigere strategisk i stedet for at vælge den første mulighed, der dukker op i dine søgeresultater.
Overvejelser vedrørende branchespecifikke tilbud
Her er noget, der fanger mange ingeniører med flip: Den samme aluminiumsbeholdere kan koste dramatisk forskellige beløb afhængigt af hvilken industri den er bestemt til. En del af en elektronik, der skal bruges i et kabinett, kan blive solgt for 45 dollars, mens en del af en lignende geometri, der skal bruges i et fly, kan blive solgt for 180 dollars eller mere. Hvad er det, der gør forskellen? Branche-specifikke certificeringer, dokumentationskrav og kvalitetskontrolprotokoller, der fundamentalt ændrer, hvordan dit CNC online tilbud beregnes.
Hvis du forstår disse sektorspecifikke faktorer, før du anmoder om en pris, kan det hjælpe dig med at undgå stikkerchock og sikre, at du sammenligner æbler med æbler, når du evaluerer maskinværkstedstjenester hos forskellige leverandører.
Krav til bilindustriens leverandørkæde
Bilproduktion foregår inden for nogle af de mest krævende kvalitetsstyringssystemer inden for præcisions-CNC-bearbejdningstjenester. Kernen i certificeringen her er IATF 16949, som bygger på ISO 9001 med bilbranchens specifikke krav til fejlforebyggelse, variationreduktion og spildeliminering gennem hele leverancekæden.
Når du indsender dele, der er beregnet til bilapplikationer, implementerer kvalificerede leverandører:
- PPAP (Production Part Approval Process): Udførlig dokumentation, der beviser, at fremstillingsprocesserne konsekvent producerer dele, der opfylder specifikationerne
- APQP (Avanceret Produktkvalitetsplanlægning): En struktureret udviklingsmetodik, der sikrer, at kvalitet er integreret fra starten
- Statistisk Proceskontrol (SPC): Realtime-overvågning af kritiske mål for at registrere afvigelse, inden den fører til fejl
- Fuld materialetraceabilitet: Dokumentation, der knytter hver enkelt del til specifikke materialepartier og procesregistreringer
Disse krav medfører ekstra omkostninger – men de tilføjer også værdi. Ifølge MFG Solution’s brancheanalyse skal billeverandører dokumentere PPAP, APQP og langsigtede kapacitetsplaner, så design kan skaleres uden at skifte leverandør.
For ingeniører, der søger pålidelige løsninger inden for bilproduktion, er leverandører som Shaoyi Metal Technology demonstrere, hvordan præcisions-CNC-fremstillingstjenester certificeret i henhold til IATF 16949 ser ud i praksis. Deres kombination af statistisk proceskontrol og leveringstider på så lidt som én arbejdsdag viser, hvordan certificerede leverandører kan levere både kvalitet og hastighed til automobilapplikationer – uanset om du har brug for komplekse chassismonteringer eller specialfremstillede metalbushinger.
Præmier for certificering inden for luftfarts- og medicinsk industri
Hvis kravene inden for automobilindustrien virker strenge, så fører luftfarts- og medicinsk industri kvalitetsstyring til et helt andet niveau. Disse industrier beskæftiger sig med applikationer, hvor fejl ikke blot er kostbare – de kan potentielt være katastrofale.
En CNC-maskinist med specialisering inden for luftfart opererer i henhold til AS9100, som omfatter kravene i ISO 9001 samt luftfartsspecifikke tillæg vedrørende konfigurationsstyring, risikostyring og kontrol af særlige processer. Ifølge Super Ingenuitys brancheguide , luft- og rumfartsprogrammer kræver FAI-rapporter, materiale-sporbarhed, CMM-inspektion samt valideret rengøring og emballage for at opfylde OEM-regulatoriske krav.
Produktion af medicinsk udstyr følger ISO 13485 samt yderligere FDA-regler, afhængigt af udstyrets klassificering. Dokumentationsbyrden her er betydelig:
- Device History Records (DHR): Komplette produktionsdokumenter for hver produktionsparti
- Designhistorikfiler (DHF): Dokumentation, der beviser, at designkontrollerne er fulgt
- Biokompatibilitetstest: Materialecertifikater, der bekræfter egnethed til kontakt med patienter
- Validerede processer: Demonstreret konsekvens for kritiske processer
Hvorfor kræver disse certificeringer præmiepriser? Den infrastruktur, der kræves – kalibreret inspektionsudstyr, kontrollerede miljøer, uddannet personale og dokumenterede procedurer – udgør en betydelig vedvarende investering. Når du anmoder om 5-akset CNC-bearbejdning af en luft- og rumfartsbeslag, betaler du ikke kun for bearbejdnings-tiden, men for hele kvalitetsøkosystemet, der omgiver denne proces.
Kostnadsmultiplikatoren varierer afhængigt af anvendelsens kritikalitet. Prototyppemaskinbearbejdningstjenester til luftfartsudvikling kan indeholde en tillæg på 20–40 % i forhold til almindelige industrielle arbejder, mens flykritiske komponenter, der kræver fuld kvalifikation, kan medføre omkostningsstigninger på 2–3 gange.
Tilpasning af leverandørens kompetencer til branchens behov
Ikke alle CNC-leverandører betjener alle brancher – og det er faktisk en god ting. Specialisering betyder større faglig dybde, etablerede procedurer og lavere risiko for overtrædelser af reglerne, hvilket kunne udskyde dit projekt.
Sådan tilpasser du dine behov til leverandørens kompetencer:
| Branche | Nøglecertificeringer | Typisk dokumentation | Indvirkning på tilbud |
|---|---|---|---|
| Generel industri | ISO 9001 | Standard inspektionsrapporter, overensstemmelseserklæringer (CoC) | Standardprisfastsættelse |
| Automobil | IATF 16949 | PPAP, SPC-data, sporbarehedsregistre | 10–25 % tillæg |
| Luftfart | AS9100 | Førsteartikelinspektion (FAI), materialecertifikater, rapporter fra ikke-destruktiv testning (NDT), CMM-data | 25–50 % premium |
| Medicinsk udstyr | ISO 13485 | Designhistorikfil (DHR), valideringsprotokoller, biokompatibilitetscertifikater | 30–60 % premium |
Når du vurderer tilbud, skal du sikre dig, at leverandørerne faktisk besidder de certificeringer, som din branche kræver – ikke kun, at de påstår at have kompetence heri. Anmod om kopier af certifikaterne og tjek udløbsdatoerne. For kritiske anvendelser bør du overveje at foretage en revision af leverandørerne, inden du fastlægger produktionsordrer.
Tilpasset stålfremstilling til industrielle maskiner kræver måske ikke dokumentation på luftfartsniveau, men biltransmissionskomponenter kræver absolut overholdelse af IATF 16949. Hvis leverandørernes kompetencer ikke matcher dine reelle krav, betaler du enten for unødvendig overhead eller – hvad der er værre – risikerer du at modtage dele, der ikke kan anvendes i din applikation.
Den smarteste fremgangsmåde? Vær præcis om anvendelsesområdet, når du anmoder om tilbud. Platforme, der kender din branche, kan dirigere din anmodning til leverandører med de relevante certificeringer, så dit tilbud afspejler realistiske omkostninger og kapaciteter. Denne gennemsigtighed sparer alle tid og sikrer, at de dele, du modtager, faktisk opfylder dine reguleringsmæssige og kvalitetskrav.
Vurdering og sammenligning af dine CNC-tilbud
Du har modtaget tilbud fra flere leverandører, og priserne ligger fra overraskende billige til øjenåbende dyre. Og nu? At vælge udelukkende ud fra det endelige tal er én af de mest almindelige – og dyreste – fejl, ingeniører begår, når de indkøber CNC-dele. Den egentlige færdighed ligger i at læse mellem linjerne, stille de rigtige spørgsmål og genkende kvalitetsindikatorer, der begrundar prisforskellene.
Lad os gennemgå præcis, hvordan man vurderer CNC-tilbud som en erfaren indkøbsprofessionel, så du får brugerdefinerede CNC-dele, der fungerer pålideligt uden at betale for evner, du ikke har brug for.
At læse mellem linjerne i tilbuddet
Et professionelt tilbud fortæller dig langt mere end blot den endelige pris. Ifølge XTJ CNC's analyse er et gennemsigtigt og detaljeret tilbud et tegn på en professionel leverandør og giver dig et klart billede af, hvor din investering går hen. Her er det, du skal kigge efter i hvert tilbud, du modtager:
- Tolerancespecifikationer: Angiver tilbuddet eksplicit, hvilke tolerancer der er inkluderet? Standard ±0,005" er meget forskelligt fra præcisionsniveauet ±0,001". Hvis tolerancerne ikke er specificeret, sammenligner du ukendte faktorer.
- Krav til overfladekvalitet: Søg efter Ra-værdier eller overfladebeskrivelser. "Som-maskineret" versus "poleret" repræsenterer betydelige omkostnings- og kvalitetsforskelle for CNC-maskinerede dele.
- Materialcertificeringer: Modtager du materialeprøverapporter (MTR) eller overensstemmelsescertifikater? For CNC-bearbejdning af metal i regulerede industrier er denne dokumentation ikke frivillig.
- Opsætnings- og programmeringsgebyrer: Nogle tilbud skjuler disse omkostninger i prisen pr. stk.; andre angiver dem separat. At forstå denne opdeling hjælper dig med at vurdere volumenpriserne korrekt.
- Inspektion og kvalitetskontrol: Hvilket inspektionsniveau er inkluderet? Førsteartikelinspektion, proceskontroller under fremstillingen og endelig CMM-verificering tilføjer alle værdi – og omkostninger.
- Sekundære operationer: Gevindskæring, afsætning af spåner, varmebehandling og overfladebelægninger skal angives separat. Uklare tilbud udelader ofte processer, som du antog var inkluderet.
Når tilbud ser betydeligt lavere ud end konkurrenternes, bør du undersøge, hvad der mangler. Ifølge branchens retningslinjer kan nogle leverandører udelade nødvendige processer for at gøre deres første bud mere attraktivt – og først tilføje gebyrer senere.
Spørgsmål, du bør stille, inden du afgiver din ordre
Før du forpligter dig til en leverandør af specialfremstillede metaldele, adskiller disse spørgsmål pålidelige partnere fra risikofyldte gældsforpligtelser. Ifølge Wisconsin Metal Techs vejledning til udvælgelse af leverandører , at forstå, hvad din leverandør kan og ikke kan, er afgørende for dit valg:
- Hvilke certifikater har du? ISO 9001 er minimumskravet; branchespecifikke certificeringer som IATF 16949 for bilindustrien eller AS9100 for luft- og rumfart indikerer specialiserede kompetencer.
- Hvilken udstyr vil bearbejde mine dele? At vide, om din aluminium CNC-bearbejdning foretages på en 3-aksleret eller en 5-aksleret maskine, påvirker både kapaciteten og forventningerne til omkostningerne.
- Hvordan sikrer I konsekvent kvalitet? Lyt efter henvisninger til statistisk proceskontrol (SPC), dokumenterede procedurer og kalibreret måleudstyr – ikke vagt formulerede forsikringer.
- Kan I levere referencer eller prøvedele? Ifølge Anebon Metals kvalitetsevaluationsvejledning er anmodning om prøvedele den bedste mulighed for at se resultater fra den virkelige verden, inden du går i gang med produktionsmængder.
- Hvad sker der, hvis dele ikke opfylder specifikationerne? Tydelige udskiftningpolitiske regler og responsiv kundeservice indikerer tillid til deres egne processer.
- Hvad er din faktiske leveringstids historik? Citerede leveringstider og leverede leveringstider adskiller sig ofte. Spørg om realistiske forventninger baseret på den nuværende kapacitet.
En leverandør, der besvarer disse spørgsmål transparent, demonstrerer professionel kompetence. Undvigende eller vagt formulerede svar er advarselskampe, der bør tages alvorligt.
Kvalitetsindikatorer ud over pris
Når man vurderer leverandører af CNC-fremstillede dele, signalerer visse egenskaber ofte en fremragende kvalitet og pålidelighed – ofte med ret til højere priser som følge af reduceret risiko og bedre resultater. Her er en tjekliste over kvalitetsindikatorer, der bør prioriteres:
- Implementering af statistisk proceskontrol (SPC): Leverandører som Shaoyi Metal Technology brug SPC til at overvåge kritiske mål i realtid og opdage variation, inden den fører til fejl. Denne proaktive tilgang sikrer en konsekvens, som reaktiv inspektion ikke kan matche.
- Hurtig leveringstidskapacitet: Én-dags leveringstider – som de, som Shaoyi tilbyder inden for automobilområdet – indikerer velorganiserede processer med tilgængelig kapacitet og effektive arbejdsgange.
- Specialistisk ekspertise: Leverandører, der demonstrerer evne til komplekse chassismonteringer eller bruger metalstøddæmpere efter kundens specifikationer, har vist erfaring med udfordrende geometrier, som generelle værksteder måske ikke kan matche.
- Systemer for materialetraceabilitet: Ifølge bedste praksis inden for kvalitetsevaluering giver et robust sporbarthedssystem mulighed for at spore hvert enkelt reservedels materialeherkomst, bearbejdningshistorik og inspektionsdata – hvilket er afgørende for regulerede industrier.
- Avanceret inspektionsudstyr: Koordinatmålingsmaskiner (CMM), overfladeruhedsprøvere og optiske sammenligningsapparater indikerer investering i verificeringskapacitet.
- Hurtig reagerende kommunikation: Leverandører, der besvarer spørgsmål hurtigt og grundigt i forbindelse med tilbudsgivning, leverer typisk samme serviceniveau under produktionen.
- Transparente prisopgørelser: Detaljerede tilbud, der viser materialer, maskinbearbejdning og finishomkostninger separat, demonstrerer selvsikkerhed og professionel kompetence.
Det mest attraktive tilbud er ikke altid det bedste. En usædvanlig lav pris kan være et rødt flag for kompromiser med kvaliteten, skjulte gebyrer eller undermålig kvalitet, hvilket på lang sigt kan medføre større omkostninger pga. forsinkelser, om arbejde eller komponentfejl.
Røde flag, der signalerer kvalitetsproblemer
Ligesom positive indikatorer antyder pålidelighed, bør visse advarselsfaktorer udløse forsigtighed ved vurdering af tilbud på CNC-aluminium eller ethvert andet materiale:
- Uklare eller manglende certificeringer: Manglende formel kvalitetscertificering er ofte forbundet med mindre kontrollerede processer.
- Uvilje mod at dele procesdetaljer: Manglende gennemsigtighed kan skjule undermålig fremstillingsmiljøer.
- Ingen nævnelse af inspektion: Hvis et tilbud slet ikke omhandler kvalitetskontrol, skal man antage, at der kun planlægges minimal verifikation.
- Priser langt under markedsniveau: Ifølge brancheanalyser inkluderer usædvanligt lave tilbud ofte ikke de nødvendige processer eller indikerer substandard kvalitetskontrol.
- Forsinkede eller undvigende svar: Leverandører, der har svært ved at besvare grundlæggende spørgsmål i forbindelse med tilbudsanmodning, forbedrer sjældent deres ydeevne under produktionen.
- Ingen sporbarhed tilbudt: Uden tydelig materielstamtræ falder ansvarsforhold og kvalitetssikring.
At identificere disse signaler tidligt hjælper dig med at undgå kostbare fejl – herunder komponenter, der ankommer for sent, ikke består inspektionen eller simpelthen ikke fungerer i din anvendelse.
Træff din endelige beslutning
Når tilbud er analyseret og spørgsmål besvaret, hvordan vælger du så? Opret en simpel sammenligningsmatrix, der vurderer faktorer ud over prisen:
| Vurderingskriterier | Vægt | Hvad der skal sammenlignes |
|---|---|---|
| Priskonkurrence | 25% | Samlet omkostning, herunder fragt, værktøjer og sekundære processer |
| Kvalitetssystemer | 25% | Certificeringer, implementering af statistisk proceskontrol (SPC), inspektionsmuligheder |
| Pålidelighed i leveringstid | 20% | Leveringstid ifølge tilbud sammenlignet med historisk leveringsydelse |
| Teknisk kapacitet | 15% | Udstyr og ekspertise i forhold til din geometri og materialer |
| Kommunikationskvalitet | 15% | Responsivitet, gennemsigtighed og tilgang til problemløsning |
For ingeniører, der søger pålidelige automobilproduktionsløsninger, der kræver præcisions-CNC-fremstillede dele, repræsenterer leverandører med IATF 16949-certificering og dokumenteret SPC-implementering – såsom Shaoyi Metal Technology — de kvalitetsstandarder, der minimerer risici og maksimerer langsigtede værdi.
Husk: Du køber ikke bare dele. Du vælger en producentpartner, hvis kvalitetssystemer, kommunikationspraksis og tekniske kompetencer direkte påvirker din projekts succes. De få ekstra timer, der bruges på grundigt at vurdere tilbudene, giver afkast i form af dele, der ankommer til tiden, opfylder specifikationerne og fungerer pålideligt i din anvendelse.
Ofte stillede spørgsmål om CNC-online-tilbud
1. Hvordan får jeg en øjeblikkelig CNC-fresningsprisforespørgsel online?
Upload din CAD-fil (foretrukket STEP-format) til en online-tilbudsplatform, og angiv derefter materiale, tolerancer, overfladebehandling og mængde. Avancerede algoritmer analyserer din geometri, tjekker fremstilleligheden og genererer priser inden for sekunder til minutter. De fleste platforme accepterer STEP-, IGES- og Parasolid-filer til præcis automatisk tilbudsudarbejdelse.
2. Hvilke faktorer påvirker prisen på et CNC-bearbejdnings-tilbud mest?
Fem primære faktorer påvirker prisen på CNC-tilbud: materialevalg (titan koster 4–5 gange mere end aluminium), tolerancekrav (stramme tolerancer kan forøge omkostningerne med 3–10 gange), geometrisk kompleksitet, der kræver flerakse-bearbejdning, produktionsmængde, som påvirker afskrivningen af opsætningsomkostninger, samt krav til overfladefinish. Strategisk specifikation af kun den nødvendige præcision på kritiske funktioner kan reducere omkostningerne med 40–60 %.
3. Hvorfor varierer CNC-tilbud så meget mellem forskellige online-platforme?
Tilbudsvariationer skyldes forskellige fremstillingsnetværk (nationalt mod globalt), forskellige omkostningsstrukturer, kvalitetsstandarder og maskinudnyttelsesgrader. Platforme med strenge inspektionsprotokoller og certificerede processer inkluderer omkostningerne til disse kapaciteter i deres tilbud. Sammenlign altid detaljerede opgørelser, der viser materialer, bearbejdning og finish-omkostninger separat, i stedet for kun at sammenligne overskriftspriser.
4. Hvilke filformater er bedst egnet til online CNC-tilbud?
STEP-filer (.stp, .step) er den brancheforetrukne filformat, fordi de bevarer præcise matematiske fladedefinitioner, som CNC-maskiner kræver. IGES- og Parasolid-filer fungerer også godt. Undgå mesh-baserede formater som STL til præcisions-CNC-arbejde, da de mister den matematiske præcision, der er nødvendig for præcis værktøjsstisgenerering og tilbudsgivning.
5. Hvordan kan IATF 16949-certificering gavne mine automobilrelaterede CNC-dele?
IATF 16949-certificerede leverandører som Shaoyi Metal Technology implementerer statistisk proceskontrol, PPAP-dokumentation og fuld materielsporbarhed, som kræves i automobilforsyningskæderne. Denne certificering sikrer konsekvent kvalitet gennem fejlforebyggende systemer samt mulighed for komplekse chassismonteringer og leveringstider så hurtige som én arbejdsdag for præcisionsautomobilkomponenter.