 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

CNC-bearbejdningstjenester online: Fra CAD-fil til levering ved døren
Hvad online CNC-bearbejdningstjenester faktisk leverer
Forestil dig, at du uploader en designfil fra din bærbar computer og modtager præcisionsbearbejdede dele på din dørtrin inden for få dage. Ingen besøg på fabrikker. Ingen længere forhandlinger. Ingen ventetid på et tilbud i uger. Det er præcis det, som online CNC-bearbejdningstjenester leverer til ingeniører, produktudviklere og producenter verden over.
På et grundlæggende plan forbinder online CNC-bearbejdning dig med avancerede fremstillingskapaciteter via digitale platforme . I stedet for den traditionelle fremgangsmåde, hvor man besøger maskinværksteder, udveksler papirtegninger og venter på manuelle tilbud, uploader du blot dine CAD-filer, vælger materialer og modtager øjeblikkelig prisangivelse. Platformen koordinerer derefter fremstillingen hos certificerede CNC-maskinoperatører, ofte via et globalt netværk, for at fremstille dine CNC-dele med præcisionsmålgenaukheder så stramme som ±0,01 mm.
Fra CAD-fil til færdig del på få dage
Fartfordelen er bemærkelsesværdig. Ifølge brancheforskning har virksomheder, der bruger online CNC-tjenester, reduceret udviklingscykluserne med op til 50 % sammenlignet med traditionelle fremstillingsarbejdsgange. Uanset om du har brug for en enkelt prototype til afprøvning eller en parti på 500 produktionskomponenter, forbliver processen strømlinet og forudsigelig.
Tænk over, hvad dette betyder for din projekttidslinje. En startup, der udvikler specialfremstillede motordelen, kan uploade designene, modtage maskinerede dele til afprøvning og iterere på forbedringer inden for samme uge. F&U-hold kan validere koncepter hurtigere. Produktionschefer kan skaffe reservedele uden længere indkøbsprocesser.
Hvordan digitale platforme har ændret adgangen til fremstilling
Før digitale platforme opstod, krævede adgang til kvalitets-CNC-maskinbearbejdning etablerede leverandørforhold, betydelige minimumsordrekvantiteter og betydelige forudgående investeringer. Små virksomheder og enkelte ingeniører stod ofte over for barrierer, som større virksomheder simpelthen omgikskred med dedikerede producentpartnere.
I dag er feltet imidlertid blevet meget mere jævnt. En online CNC-maskinplatform giver en to-mandsstartup samme adgang til fremstilling som en Fortune-500-virksomhed. Du kan bestille brugerdefinerede beslag, præcisionsfittings eller komplekse luft- og rumfartsdele gennem den samme intuitive brugergrænseflade.
Omfanget af de ydelser, som disse tjenester omfatter, er betydeligt udvidet:
- Hurtig prototypning: Enkeltstyksproduktion til designvalidering og funktionsafprøvning
- Lavvolumenproduktion: Små serier på 10–500 dele uden investeringer i værktøjer
- Produktionsløb: Skalerbar produktion til løbende produktbehov
- Ersatzkomponenter: På-deman-køb til vedligeholdelses- og reparationstilfælde
Den online CNC-revolution forklaret
Hvad er det så præcis, der gør en online CNC-tjeneste funktionsdygtig? Platformene integrerer flere kritiske komponenter, der omdanner kompleks fremstilling til en tilgængelig og gennemsigtig proces:
- Digitale tilbudsmodeller: Algoritmer analyserer din konstruktionsgeometri, materialevalg og tolerancer for at generere præcise priser inden for sekunder
- Filuploadmuligheder: Understøttelse af standard-CAD-formater som STEP, IGES og STL sikrer kompatibilitet med din designsoftware
- Grænseflader til materialevalg: Vælg mellem metaller som aluminium, stål, titan og messing eller tekniske plastikker som delrin og polycarbonat
- Ordreovervågningsdashboards: Realtime-overblik over produktionsstatus, kvalitetsinspektion og forsendelsesopdateringer
- Kvalitetsdokumentation: Inspektionsrapporter og certifikater, der opfylder regulatoriske krav for luftfarts-, medicinsk- og automobilapplikationer
For nye brugere eliminerer processen den skræmmende faktor ved præcisionsfremstilling. Du behøver ikke årtier med leverandørrelationer eller fremstillingskompetence for at få et CNC-tilbud online. Platformen guider dig gennem hvert beslutningspunkt.
For erfarede ingeniører, der søger nye leverandører, tilbyder disse tjenester noget lige så værdifuldt: gennemsigtighed og hastighed. Du kan straks sammenligne online-maskine-tilbud, vurdere levertider i forhold til projektdedlines og skala produktionen op uden at forhandle kontrakterne om. Den CNC-tjeneste, du vælger, bliver en fleksibel produktionspartner i stedet for en stiv leverandørsrelation.
Uanset om du udvikler prototype til dit første produkt eller indkøber produktionskomponenter til en etableret produktlinje, giver en forståelse af, hvordan disse platforme fungerer, dig en betydelig fordel i forbindelse med styring af omkostninger, tidsplaner og kvalitetsforventninger.

Forklaring af CNC-fresning, drejning og multiaksialprocesser
Når du udforsker CNC-bearbejdningstjenester online, støder du hurtigt på tre primære fremstillingsprocesser: fræsning, drejning og multiaksial bearbejdning. Men hvilken af dem passer bedst til dit projekt? At forstå, hvordan hver proces fungerer mekanisk, hjælper dig med at træffe velovervejede beslutninger i stedet for blot at gætte ud fra leverandørbeskrivelser.
Her er den grundlæggende forskel: Ved CNC-fræsning er arbejdsemnet stationært, mens et roterende skæreværktøj fjerner materiale for at skabe den ønskede form. Ved CNC-drejning vendes denne fremgangsmåde helt om, så arbejdsemnet roterer mod et stationært skæreværktøj. Multiaksial bearbejdning kombinerer disse muligheder med yderligere frihedsgrader, hvilket gør det muligt at fremstille komplekse geometrier, der ellers ville kræve flere opsætninger.
CNC-fræsning til komplekse 3D-geometrier
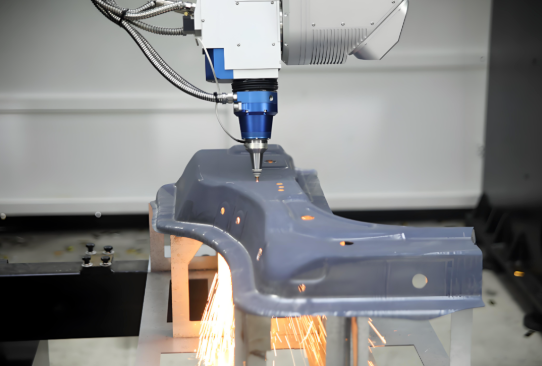
Forestil dig, at du har brug for en specialfremstillet beslag med lommer , slits, og skrå overflader. CNC-fræsning håndterer dette problemfrit. Den CNC-styrede fræsemaskine bevæger sig langs flere akser, hvilket giver den roterende fræser mulighed for at nærme sig dit arbejdsemne fra forskellige vinkler og udskære indviklede detaljer.
Hvad gør fræsning særligt alsidig? Dens muligheder med flere akser gør det muligt at fremstille CNC-fræsede dele med komplekse konturer, uregelmæssige former og detaljerede overfladefeatures. Ifølge branchekundskab er fræsning fremragende til behandling af materialer, der er svære at dreje, såsom hærdede stål og eksotiske legeringer.
Overvej disse almindelige anvendelsesområder for CNC-fræsede dele:
- Komplekse motorkomponenter med flere fræsede overflader
- Brugerdefinerede gear og mekaniske forbindelser
- Luftfartsstrukturdele med vægtreducerende udskæringer
- Kapsler og kabinetter med præcise monteringsfunktioner
- Prototyper af forbrugsprodukter, der kræver indviklede detaljer
Kompromiset? Fræsning kræver typisk mere opsætningstid til komplekse dele, og fremstilling af cylindriske funktioner kan kræve yderligere overvejelser vedrørende værktøj i forhold til drejning.
Når CNC-drejning giver mening
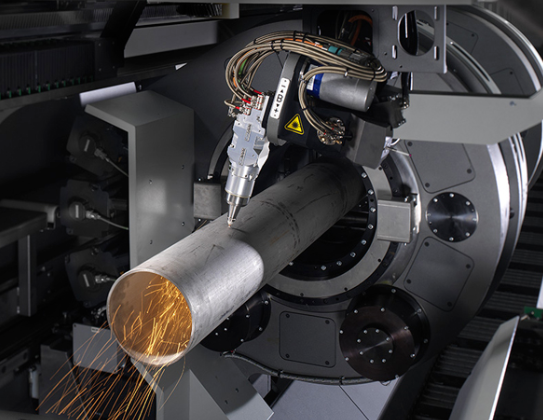
Forestil dig nu et andet scenarie. Du har brug for præcisionsaksler, bukser eller gevindfittings. Disse cylindriske komponenter er områder, hvor CNC-drejning virkelig glimter.
I en CNC-drejetjeneste roterer dit emne med høj hastighed, mens et stationært skæreværktøj former det langs dets rotationsakse. Denne fremgangsmåde giver ekseptionel effektivitet ved fremstilling af runde eller symmetriske dele. Den CNC-styrede fræsningsproces fjerner materiale kontinuerligt, mens emnet roterer, og producerer glatte cylindriske overflader med fremragende koncentricitet.
CNC-drejetjenester er fremragende til fremstilling af:
- Aksler og spindler med præcise diameter-tolerancer
- Bukser og ringe til mekaniske samlinger
- Flanger og koblingskomponenter
- Gevindede fastgørelsesmidler og tilslutninger
- Trappede cylindre med flere diameterafsnit
Begrænsningen? Drejning har svært ved dele med uregelmæssige former eller komplekse geometrier, der strækker sig ud over rotationsaksen. Hvis din del har lommer, skrå flader eller asymmetriske elementer, er fræsning typisk den bedste løsning.
Forståelse af 5-akset maskinbearbejdningens muligheder
Hvad sker der, når din design kræver både kompleksitet og præcision, som standard 3-akset bearbejdning ikke kan opnå? Her bliver 5-akset CNC-maskinbearbejdning afgørende.
Traditionel fræsning bevæger sig langs tre lineære akser: X, Y og Z. Fem-akset maskiner tilføjer to rotationsakser, hvilket gør det muligt for skæreværktøjet eller emnet at kippes og roteres under bearbejdningen. Denne funktion eliminerer behovet for flere opsætninger, reducerer håndteringsfejl og gør det muligt at fremstille geometrier, der ellers ville være umulige at bearbejde.
Resultatet? Du kan fremstille luft- og rumfartskomponenter med sammensatte kurver, medicinske implantater med organisk geometri eller turbineblades med komplekse luftprofilprofiler i én enkelt operation. Moderne multitaskmaskiner kombinerer endda fræsnings- og drejekapaciteter og tilbyder problemfri koordination mellem roterende værktøjer og emnerotation.
Procesoversigt på et blik
Valg af den rigtige proces afhænger af din dels geometri, produktionsmængde, materialeegenskaber og nøjagtighedskrav. Denne sammenligning hjælper dig med at vurdere, hvilken fremgangsmåde der passer bedst til dine specifikke projektkrav:
| Procestype | Bedste anvendelser | Typiske tolerancegrænser | Kompleksitetsniveau |
|---|---|---|---|
| CNC-fresning (3-akse) | Flade overflader, fordybninger, skåre, simple 3D-konturer | ±0,001" til ±0,005" (±0,025 til ±0,127 mm) | Lav til Middel |
| CNC-skrue | Cylindriske dele, akser, bushinger, gevindkomponenter | ±0,001" til ±0,005" (±0,025 til ±0,127 mm) | Lav til Middel |
| 5-akse Fræsning | Komplekse luftfartsdele, turbinblades, medicinske implantater | ±0,0005" til ±0,002" (±0,013 til ±0,051 mm) | Høj |
| Mill-Turn-centre | Dele, der kræver både cylindriske og prismatiske funktioner | ±0,001" til ±0,003" (±0,025 til ±0,076 mm) | Mellem høj |
Når du uploader din design til en online-platform, analyserer tilbudssystemet normalt din geometri og anbefaler den passende proces. Forståelse af disse forskelle giver dig dog mulighed for at optimere dit design til fremstillingsegnethed og forudse, hvordan valget af proces påvirker både omkostningerne og levertiden.
Med en klar forståelse af de tilgængelige maskinbearbejdningsprocesser er det næste kritiske beslutningstrin valget af det rigtige materiale til dine anvendelseskrav.
Hvordan man vælger de rigtige materialer til CNC-bearbejdning
Du har valgt din bearbejdningsproces. Nu kommer en lige så kritisk beslutning: hvilket materiale skal din komponent fremstilles i? At vælge det rigtige materiale handler ikke kun om at sætte et flueben i et ordreformular. Det påvirker direkte, hvordan din komponent opfører sig under belastning, modstår korrosion, håndterer ekstreme temperaturer og afgør til sidst projektets succes.
Udfordringen? De fleste online-platforme præsenterer dig for en lang liste af materialemuligheder uden at forklare, hvornår du bør vælge det ene frem for det andet. Du ser aluminium, stål, messing, delrin, nylon og dusinvis af andre. Men hvilken passer bedst til dine specifikke anvendelseskrav?
Lad os bygge en praktisk ramme for materialevalg ud fra hvad din komponent faktisk skal kunne udføre.
Tilpasning af materialer til mekaniske krav
Før du gennemgår materialekataloger, skal du starte med et simpelt spørgsmål: hvilke forhold vil din komponent blive udsat for i den virkelige verden? Ifølge fremstillingseksperter fra Protolabs kan du hurtigt indsnævre dine muligheder til et brugbart antal ved at prioritere dine krav fra 'skal-have' til 'godt-at-have'.
Overvej disse faktorer, når du vurderer materialer:
- Mekanisk spænding: Vil din komponent bære tunge laster, blive udsat for stødkræfter eller gennemgå gentagne spændingscyklusser?
- Miljøpåvirkning: Er fugt, luftfugtighed eller kontakt med kemikalier en bekymring?
- Temperaturinterval: Vil komponenten fungere i nærheden af varmekilder eller i frysende forhold?
- Vægtbegrænsninger: Kræver din anvendelse letvægtskomponenter?
- Krav til overflade: Har du brug for glatte overflader, korrosionsbeskyttelse eller specifikke æstetiske egenskaber?
- Prisfølsomhed: Hvad er din budgetramme for råmaterialer i forhold til ydelsesafveje?
Når du har afklaret disse prioriteter, bliver materialevalget en logisk proces i stedet for gætteri.
Valg af metal ud over det grundlæggende
Metaller forbliver rygraden i præcisions-CNC-bearbejdning. Men at sige, at man har brug for "metaldele", er det samme som at sige, at man har brug for "transport." Det specifikke valg betyder enormt meget.
Aluminium alloyer aluminiumslegeringer dominerer online CNC-bestillinger af gode grunde. De bearbejdes hurtigt, er naturligt korrosionsbestandige og har fremragende styrke-til-vægt-forhold. Aluminium 6061 giver god almen ydelse til generelle anvendelser, mens 7075 leverer højere styrke til luftfarts- og konstruktionskomponenter. Begge kan anodiseres for øget holdbarhed eller behandlingskromateres for forbedret udseende.
Ståloptioner spænder fra lavtkulstoflegerede stål til almindelig fremstilling til rustfrie varianter til korrosionsbestandighed. Hvis din komponent opererer i fugtige eller kemisk aggressive miljøer, forhindre rustfrit stål rustdannelse og nedbrydning. Kompromiset? Stål bearbejdes langsommere end aluminium og vejer betydeligt mere.
Messing og bronze udmærker sig i applikationer, der kræver lav friktion og fremragende bearbejdningsmuligheder. Bearbejdning af bronze frembringer dele, der er ideelle til glidebøsninger, lejer og dekorativt beslag. Bronze CNC-komponenter er ekstraordinært slidstærke i glidende applikationer. Disse kobberlegeringer har også naturlige antimikrobielle egenskaber, hvilket gør dem velegnede til medicinsk udstyr og udstyr til fødevarehåndtering.
Titanium tilbyder det ultimative styrke-til-vægt-forhold kombineret med fremragende korrosionsbestandighed. Titan specificeres ofte inden for luftfarts- og medicinske applikationer, selvom det er dyrere og langsommere at bearbejde. Hvis vægtbesparelser og biokompatibilitet er afgørende, begrundes præmien for titan.
Teknisk plast til præcisionsapplikationer
Når metal er for massivt, leverer tekniske plastmaterialer præcist ydeevne til lavere vægt og omkostninger. Men plastmaterialer opfører sig anderledes end metal både under bearbejdning og i brug.
Hvad er Delrin? Også kendt som acetal eller polyoxymethylen (POM), fremhæver delrin-materiale sig ved sin fremragende dimensionsstabilitet og bearbejdningsvenlighed. Ifølge specialister inden for præcisionsmaskinbearbejdning kan delrin-kunststof nemt opretholde stramme måletolerancer, da dets lave fugtoptag betyder, at det, man bearbejder, er det, man får. Det danner rene spåner, kører køligt og giver glatte overflader direkte fra værktøjet med minimal efterbearbejdning.
Delrin udmærker sig i præcisionsgear, lægter, ventilkomponenter og enhver anvendelse, der kræver dimensionsnøjagtighed i potentielt våde miljøer.
Nylon til maskinbearbejdning tilbyder bedre holdbarhed og slagstyrke end delrin. Det tåler varme bedre, idet glasforstærkede kvaliteter kan tåle kontinuerlige temperaturer på ca. 120–130 °C mod delrins grænse på 100–110 °C. Nylon absorberer dog fugt fra luften, hvilket ændrer dens dimensioner over tid. Denne hygroskopiske adfærd gør nylon mere velegnet til anvendelser, hvor slagstyrke er mere afgørende end stramme måletolerancer.
Polycarbonat PC giver ekseptionel optisk gennemsigtighed kombineret med høj slagstyrke. Hvis din komponent kræver gennemsigtighed eller skal kunne klare pludselige stød, overgår polycarbonat de fleste alternative materialer. Det bearbejdes godt, men kræver omhyggelig temperaturkontrol for at undgå smeltning eller revner.
Acryl tilbyder fremragende optiske egenskaber og vejrmodstand til lavere pris end polycarbonat. Det bearbejdes rent og poleres til krystalklarhed. Acryl er dog mere skrøbeligt og mindre slagfast end polycarbonat, hvilket gør materialevalget afhængigt af dine specifikke krav til mekanisk påvirkning.
PEEK (polyetheretherketon) repræsenterer den højtydende ende af tekniske plastmaterialer. Det tåler ekstreme temperaturer, aggressive kemikalier og krævende mekaniske belastninger. Luft- og rumfart samt medicinske applikationer specificerer ofte PEEK, trods dets præmiepris.
Materialevalgsmatrix
Brug denne sammenligning til at vurdere materialer i forhold til dine projektkrav. Husk, at bearbejdningsvenlighed påvirker både omkostningerne og levertiden, mens den relative omkostning påvirker dine budgetbeslutninger:
| Materiale | Nøgleegenskaber | Fælles anvendelser | Bearbejdningsvurdering | Relativ omkostningsklasse |
|---|---|---|---|---|
| Aluminium 6061 | Letvægt, korrosionsbestandig, god styrke | Generelle mekaniske dele, beslag, kabinetter | Fremragende | Lav |
| Aluminium 7075 | Høj styrke, letvægt, luftfartsklasse | Konstruktionsdele, luftfartsdele | Meget godt | Medium |
| Rustfrit stål 304 | Korrosionsbestandig, stærk, hygiejnisk | Fødevareudstyr, medicinsk udstyr, marine dele | Moderat | Medium |
| Messing | Lav friktion, fremragende bearbejdningsvenlighed, dekorativ | Fittings, forbindelsesdele, dekorativ beslag | Fremragende | Medium |
| Bronze | Slidstærk, lav friktion, selvsmørende | Buchser, lejer, glidekomponenter | Fremragende | Mellem-Høj |
| Titanium Grade 5 | Højeste styrke-til-vægt-forhold, biokompatibel | Luftfartsindustri, medicinske implantater, racerkomponenter | Svært | Høj |
| Delrin (Acetal) | Dimensionel stabilitet, lav fugtabsorption | Præcisionsgear, ventilkomponenter, bushser | Fremragende | Lav-Mellem |
| Nylon 6/6 | Høj slagstyrke, hedebestandig, holdbar | Strukturelle dele, sliddele, kabinetter | God | Lav |
| Polycarbonat | Optisk gennemsigtighed, høj slagstyrke | Gennemsigtige dæksler, sikkerhedsskærme, linser | God | Medium |
| Acryl | Optisk gennemsigtighed, vejrbestandig, polerbar | Udstillingskabinetter, skilte, dekorative dele | Meget godt | Lav |
| PEEK | Ekstrem temperatur- og kemikaliebestandighed | Luftfart, medicin, kemisk procesudstyr | Moderat | Meget høj |
Overvejelser ved valg af materiale til prototyper
Hvis du udvikler prototyper af dele, der senere skal fremstilles ved sprøjtning, bør du overveje at bruge samme materiale til dine maskinbearbejdede prototyper som til den endelige serieproduktion. Som fremstillingseksperter påpeger, giver brugen af samme harpiks til maskinbearbejdede prototyper som til sprøjtformede seriedele prototyper, der opfører sig på samme måde som de endelige dele.
Populære sprøjtformningsharpikser som ABS, acetal, PEEK og nylon er tilgængelige i blokform til maskinbearbejdning. Denne alignment sikrer, at din prototype-test præcist forudsiger opførslen af seriedelene.
Materialevalget påvirker ikke kun delenes funktionsevne, men også fremstillingsomkostningerne og tidsplanen. Når dit materialevalg er afklaret, hjælper en forståelse af hele bestillingsprocessen dig med effektivt at navigere fra designfil til færdige dele.

Den komplette online CNC-bestillingsproces
Du har valgt din bearbejdningsproces og valgt det rigtige materiale. Hvad så? For brugere, der første gang bruger CNC-bearbejdningstjenester online, kan bestillingsprocessen føles mystisk. Hvad sker der, efter du klikker på 'upload'? Hvor længe tager det, før du ser en pris? Og hvornår bliver dine dele faktisk afsendt?
Den gode nyhed er, at moderne platforme har forenklet denne proces til forudsigelige og transparente trin. Ifølge Xometry's vejledning til fremstillingsarbejdsgang følger rejsen fra designfil til færdige CNC-bearbejdede dele en logisk rækkefølge, der eliminerer gætteri fra tilpasset fremstilling.
Lad os gennemgå hver fase, så du præcis ved, hvad du kan forvente.
Forberedelse af dine CAD-filer til upload
Din bestillingsoplevelse begynder langt før du besøger en platform. Korrekt filforberedelse forhindrer forsinkelser og sikrer præcise tilbud.
De fleste online CNC-platforme accepterer disse standardfilformater:
- STEP (.stp, .step): Industriens standardformat for faste modeller, der bevarer geometri og funktionsdata på tværs af forskellige CAD-systemer
- IGES (.igs, .iges): Et ældre, men bredt kompatibelt format, der er velegnet til overflade- og fastlegemergeometri
- STL (.stl): Bruges primært til 3D-printning, men accepteres af nogle platforme til enklere geometrier
- Native CAD-formater: Nogle tjenester accepterer direkte SolidWorks-, Inventor- eller andre proprietære formater
Tjek din model grundigt for almindelige problemer, inden du uploader den. Er alle funktioner korrekt defineret? Har du fjernet konstruktionsgeometri eller interne skitser, der kunne forvirre automatisk analyse? Er din model gemt som et fast legeme i stedet for en overflademodel?
At bruge fem minutter på at verificere din fil sparer timer med frem og tilbage-kommunikation senere.
Forståelse af processen for øjeblikkelig prisangivelse
Her er det, hvor onlineplatforme virkelig adskiller sig fra traditionelle maskinværksteder. I stedet for at vente dage for en manuel prisberegning får du priser inden for sekunder.
Hvordan fungerer øjeblikkelig prisberegning? Platformens algoritmer analyserer automatisk den uploadede geometri. De beregner materialevolumen, identificerer komplekse funktioner, estimerer bearbejdnings tid og inddrager dine krav til tolerancer og overfladebehandling. Resultatet er et detaljeret tilbud, der viser stykpris, leveringstidsmuligheder og samlet projektomkostning.
Når du gennemgår dit tilbud, skal du lægge mærke til:
- Stykpris versus mængderabatter: Større ordrer reducerer typisk stykprisen
- Leveringstidsoptioner: Accelereret produktion koster mere, men leverer hurtigere
- Valg af materiale og overfladebehandling: Bekræft, at disse svarer til dine krav
- Tolerancespecifikationer: Strammere tolerancer øger bearbejdnings tiden og omkostningerne
Mange platforme giver dig mulighed for at justere parametre og se, hvordan priserne opdateres i realtid. Har du brug for en CNC-prototype hurtigere? Vælg accelereret afsendelse. Vil du reducere omkostningerne? Overvej at slappe ikke-kritiske tolerancer eller vælge et mere bearbejdeligt materiale.
Fra ordrebekræftelse til levering for døren
Når du godkender dit tilbud og indbetaler, kommer din ordre ind i produktionsprocessen. At forstå hver enkelt fase hjælper dig med at forudse tidsplanen og kommunikere effektivt med leverandørerne.
Den komplette arbejdsgang for brugerdefinerede maskinbearbejdede dele følger typisk denne rækkefølge:
- Design til producibilitet (DFM) gennemgang: Ingeniører gennemgår din konstruktion for potentielle fremstillingsproblemer. De kan markere funktioner, der er svære at bearbejde, foreslå ændringer for at reducere omkostningerne, eller anmode om afklaring af tvetydige specifikationer. Denne gennemgang afsluttes typisk inden for 24–48 timer.
- Ordrebekræftelse og planlægning: Efter godkendelse af DFM får din ordre en bekræftet produktionsplads. Du modtager en notifikation om den forventede færdiggørelsesdato baseret på den nuværende værkstedskapacitet og den valgte levertid.
- Råvareindkøb: Producenten indkøber det specificerede materiale. Almindelige lagermaterialer som aluminium 6061 afsendes straks fra lageret. Specialmaterialer eller usædvanlige størrelser kan kræve ekstra levertid.
- Programmering og opsætning: CNC-programmører opretter værktøjsstier, der er optimeret til din reservedels geometri. Maskinoperatører forbereder fastspændingsanordninger og vælger passende skæreværktøjer. Dette arbejde bag kulisserne sikrer, at dine CNC-fremstillede dele opfylder specifikationerne.
- Produktionsbearbejdning: Dine fremstillede dele får deres endelige form, når CNC-maskinerne udfører de programmerede operationer. Afhængigt af kompleksiteten kan en enkelt del kræve flere opsætninger eller forskellige maskintyper for at færdiggøre alle funktioner.
- Kvalitetskontrol: Færdige dele gennemgår dimensionel verificering i forhold til dine specifikationer. Inspektionen kan omfatte målinger med CMM (koordinatmålemaskine), kontrol af overfladeruhed samt visuel inspektion. Dele, der ikke består inspektionen, bliver kasseret og fremstillet på ny.
- Afviklingsoperationer: Hvis du har specificeret sekundære overfladebehandlinger som anodisering, galvanisering eller pulverlakning, sendes delene til efterbehandling efter godkendelse af fremstillingen. Disse processer tilføjer tid, men giver forbedret udseende eller korrosionsbeskyttelse.
- Emballage og forsendelse: Godkendte dele modtager beskyttende emballage, der er passende for deres materiale og geometri. Du modtager sporingsinformation og en estimeret leveringsdato.
- Levering og dokumentation: Din CNC-prototypedeling eller produktionsordre ankommer med al ønsket dokumentation, herunder inspektionsrapporter, materialer-certifikater eller overensstemmelsescertifikater.
Hvad første gang-brugere skal forvente
Hvis du er ny til at bestille maskinerede dele online, kan nogle praktiske tips gøre oplevelsen mere problemfri:
- Start med en simpel del: Din første ordre bør ikke være din mest komplekse konstruktion. En simpel komponent hjælper dig med at lære platformens arbejdsgang uden unødvendig stress.
- Kommuniker proaktivt: Hvis ingeniører stiller afklarende spørgsmål under DFM-gennemgangen, så svar hurtigt. Forsinkelser i kommunikationen forlænger din gennemførelsestid.
- Gennemgå inspektionsmulighederne: Forstå, hvilke kvalitetsdokumenter du har brug for, før du bestiller. At tilføje inspektionskrav efter produktionen medfører forsinkelser.
- Spor din ordre: De fleste platforme giver realtidsstatusopdateringer. At tjekke fremskridtene regelmæssigt hjælper dig med at forudse leveringen og planlægge efterfølgende aktiviteter.
Hele processen fra filupload til levering tager typisk 3–15 hverdage, afhængigt af reservedelens kompleksitet, materialetilgængelighed og den valgte levertid. Hurtigservice kan forkorte denne tid til så lidt som én dag for enkle aluminiumskomponenter.
Med et tydeligt overblik over bestillingsarbejdsgangen er næste overvejelse at angive passende tolerancer, der balancerer præcisionens krav mod fremstillingsomkostningerne.
Forståelse af CNC-tolerancer og præcisionsniveauer
Du har uploadet din design, valgt materialer og gennemgået din prisangivelse. Men én specifikation kan dramatisk påvirke både omkostningerne og funktionaliteten: tolerancer. Angiv for løse tolerancer, og dine dele passer måske ikke sammen. Angiv for stramme tolerancer, og du kan unødigt fordoble eller tredoble dine fremstillingsomkostninger.
Hvilket tolerance-niveau har du faktisk brug for? Svaret afhænger helt og aldeles af, hvad din del skal udføre i praksis.
Standardtolerancer versus stramme tolerancer
Ifølge branchestandarder ligger standard-CNC-fremstillings-tolerancer omkring ±0,005" (±0,127 mm). Som reference svarer dette til cirka 2,5 gange tykkelsen af et menneskeligt hår. De fleste anvendelser fungerer perfekt inden for denne tolerancegrænse.
Stil dig selv følgende praktiske spørgsmål: Hvad sker der, hvis denne dimension afviger med ±0,1 mm? Hvis dit svar er "intet kritisk", vil standardtolerancer passe dig godt. Anvend strammere specifikationer kun på de funktionelle egenskaber, der virkelig kræver dem.
Præcisions-CNC-fremstillingstjenester kan opnå betydeligt strammere tolerancer, når det er nødvendigt:
- Standardtolerancer (±0,005" / ±0,127 mm): Velegnet til almindelige mekaniske dele, beslag og kabinetter
- Præcisionsmål (±0,002" / ±0,05 mm): Kræves for sammenfaldende overflader og monteringsgrænseflader
- Stramme mål (±0,001" / ±0,025 mm): Vigtigt for lejeliggende flader, tætningsflader og glidebeslag
- Ekstremt stramme mål (±0,0001" / ±0,0025 mm): Reserveret til optiske komponenter og luftfartskritiske anvendelser
Hvad er måletolerance for gevindhuller specifikt? Gevindspecifikationer følger standardiserede klasser (2B til de fleste anvendelser, 3B til præcisionspasninger) i stedet for lineære tolerancer. Din platform skal automatisk anvende passende gevindtolerancer baseret på den angivne gevindklasse.
Når præcision virkelig betyder noget
Stramme mål bliver afgørende i bestemte situationer. Ifølge en fremstillingsomkostningsanalyse bør du kun specificere præcision for:
- Dele, der skal passe nøjagtigt sammen (aksler, der passer ind i kranier, forbindelsesgrænseflader)
- Tætningsflader, hvor der ikke kan opstå lækkager (pakningsskåle, O-ring-kanaler)
- Bevægelige komponenter, der kræver glat funktion (lagersteder, glidemekanismer)
- Kritiske bærende grænseflader i konstruktionsmontager
Omkostningskonsekvenserne er betydelige. Præcisionsdrejede dele med tolerancer på ±0,001" koster typisk 3–4 gange mere end dele med standardtolerancer. Ultra-stramme specifikationer på ±0,0001" kan øge omkostningerne med 10–24 gange. Disse forøgelsesfaktorer skyldes langsommere fræsningshastigheder, krav til specialudstyr, klimakontrollerede miljøer samt omfattende CMM-inspektionsprocedurer.
Leveringstiderne forlænges proportionalt. Standarddele afsendes normalt inden for 5–7 dage, mens komponenter med stramme tolerancer kan kræve 10–14 dage til omhyggelig bearbejdning og verificering.
Toleranceklasser og deres anvendelsesområder
At forstå toleranceklasser hjælper dig med at specificere passende præcision uden at overdimensionere. Denne sammenligning viser, hvad hver niveau leverer, og hvornår det bør anvendes:
| Toleranceniveau | Typisk interval | Anvendelser | Prisens indvirkning |
|---|---|---|---|
| Standard | ±0,005" (±0,127 mm) | Generelle mekaniske dele, beslag, ikke-kritiske funktioner | Baseline |
| Nøjagtighed | ±0,002" (±0,05 mm) | Sammenfaldende overflader, monteringsgrænseflader, funktionelle pasform | 1,5–2 gange stigning |
| Stramt | ±0,001" (±0,025 mm) | Lagerbolde, tætningsoverflader, glidekomponenter | 3–4 gange forøgelse |
| Ekstremt stramme | ±0,0001" (±0,0025 mm) | Optiske komponenter, luft- og rumfartskritiske grænseflader, måleudstyr | 10–24 gange øget præcision |
Materialeegenskaber påvirker også de opnåelige tolerancer. Ifølge præcisionsmaskinbearbejdningens forskning , bearbejdes aluminiumslegeringer forudsigeligt med mulighed for stramme tolerancer, mens titan kræver specialiserede skæreværktøjer og reducerede hastigheder. Temperaturvariationer påvirker alle materialer, og den termiske udvidelseskoefficient bestemmer, hvor meget dele ændrer deres dimension under og efter bearbejdning.
Præcisions-CNC-bearbejdningstjenester tager højde for disse variable via miljøkontrol, specialiserede spindler og avancerede fastspændingssystemer. Men disse evner medfører en præmiepris.
Start med standardtolerancer under prototypering. Stram kun de mål, som tests beviser er kritiske for funktion eller montage. Denne fremgangsmåde reducerer omkostningerne med 40–60 %, samtidig med at produktets ydeevne opretholdes.
Den praktiske strategi? Anvend stramme tolerancer på 10–20 % af dine komponentmål, hvor funktionen kræver præcision. Brug standardtolerancer alle andre steder. Denne målrettede fremgangsmåde leverer præcisionsbearbejdningstjenester, hvor det er afgørende, samtidig med at din projektbudget holdes under kontrol.
Selv når der er specificeret passende tolerancer, kan visse designbeslutninger uventet forøge dine bearbejdningsomkostninger. At forstå disse almindelige fælder hjælper dig med at undgå dyre overraskelser.

Designfejl, der øger CNC-bearbejdningsomkostningerne
Du har specificeret passende tolerancer og valgt det rigtige materiale. Din prisangivelse ser rimelig ud. Derefter modtager du DFM-feedback, der markerer flere designproblemer, som vil tilføje dage til din gennemførelsestid og hundredevis af dollars til din projektomkostning.
Lyd det bekendt? Disse frustrerende overraskelser skyldes almindelige CAD-fejl, som erfarene ingeniører lærer at undgå. Ifølge produktionseksperter fra Geomiq , design påvirker direkte bearbejdnings tid, omkostninger og indsats. At forstå, hvorfor bestemte funktioner forårsager problemer, hjælper dig med at designe dele, der kan bearbejdes effektivt fra starten.
Designfejl, der driver omkostningerne op
Når du uploader et design til online CNC-bearbejdningstjenester, analyserer automatiserede systemer din geometri for fremstillelighed. Bestemte funktioner udløser konsekvent omkostningsstigninger eller advarsler om fremstilling. Her er fejlene, der påvirker din budget mest:
- Utilstrækkelig vægtykkelse: Tynde vægge vibrerer under bearbejdning, hvilket reducerer nøjagtigheden og øger risikoen for brud. Skæreverktøjet eller emnet kan bukke eller deformere sig, hvilket nedsætter de opnåelige tolerancer. Anbefaling: fasthold en minimumsvægtykkelse på 0,8 mm for metal og 1,5 mm for plastik. For høje, ikke understøttede vægge skal forholdet mellem bredde og højde være mindst 3:1 for at sikre stabilitet under CNC-fremstilling.
- Skarpe indvendige hjørner: Cylindriske skæreværktøjer kan fysisk ikke fremstille skarpe 90-graders indvendige hjørner. Værktøjets radius efterlader altid en afrundning ved indvendige kanter. At designe skarpe indvendige hjørner tvinger producenterne til at bruge successivt mindre værktøjer, hvilket øger bearbejdnings tiden markant. Løsning: Tilføj indvendige radier, der er mindst 30 % større end din skæreværktøjsradius. Hvis din fræser har en diameter på 10 mm, skal indvendige hjørner have en minimumsradius på 6,5 mm.
- For stramme tolerancer på ikke-kritiske funktioner: At specificere ±0,001 tommer for hele din komponent, når kun monteringsflader kræver præcision, øger bearbejdnings tiden og inspektionsomkostningerne betydeligt. Standard-CNC-operationer opnår som udgangspunkt ±0,13 mm (±0,005 tommer). Reserver stramme tolerancer til mål, der faktisk påvirker funktionen.
- Ikke-standard huller: Standard borehoveder laver huller hurtigt og præcist. Ikke-standardiserede diametre kræver fræsere til gradvis bearbejdning af dimensionen, hvilket betydeligt øger cykeltiden. Når der specificeres et gennemgående hul til en 4 m bolt eller lignende beslag, skal der bruges standard frihulsstørrelser, der svarer til almindeligt tilgængeligt værktøj.
- For stor gevinddybde: Trådstyrken koncentreres i de første få tråde i indgrebet. Dybere trådfremstilling spilder bearbejdnings tid uden at tilføje væsentlig holdkraft. Begræns tråddybden til maksimalt tre gange huldiameteren. For blinde huller efterlades en utrådede længde svarende til halvdelen af huldiameteren i bunden.
- Dybe udskæringer med dårlig tilgængelighed: Skæreværktøjer har begrænset rækkevidde, typisk 3–4 gange deres diameter, før afbøjning bliver problematisk. Dype lommer kræver lange, tynde værktøjer, der vibrerer og slidtes hurtigt. Udform lommer med en dybde-til-bredde-forhold på højst 4:1 for effektiv bearbejdning.
Undgå fremstillingsmæssige fælder
Ud over geometriske problemer skaber specifikationsfejl kostbar forvirring under produktionen. Trådfremhævelser udgør særlige udfordringer, når der arbejdes med tekstfræsning eller gravering.
Overvej rørtrådspecifikationer. Hullet med størrelsen 1 4 NPT kræver specifikke kombinationer af bor og skærestik, som adskiller sig fra standardmaskintråde. På samme måde følger rørtrådstørrelsen 3/8 NPT-standarderne med koniske profiler, der er designet til tætning frem for mekanisk fastgørelse. Ifølge MISUMIs NPT-referencevejledning opretter disse koniske tråde mekaniske tætninger ved at blive presset sammen, ofte forstærket med trådtætningsmidler.
Fejl i angivelse af 3/8 NPT-tråddimensioner kan føre til brud på skærestikken, dårlig tætning eller fuldstændig omformning. Referér altid til standardtrådtabeller og angiv trådklasse (typisk NPT til rørforbindelser, UNC/UNF til maskinskruer) i stedet for at antage, at producenterne vil fortolke din hensigt.
Overfladeafslutninger medfører også uventede omkostninger. CNC-maskiner producerer standard overfladeruhed på ca. 3,2 µm Ra, hvilket er egnet til de fleste mekaniske anvendelser. At specificere glattere overflader (1,6 µm eller finere) kræver ekstra bearbejdningsskridt, specialværktøjer eller sekundære poleringsoperationer. Specificer kun premium-overfladeafslutninger for funktionelle overflader som tætningsflader eller lejeflader, hvor ruhed virkelig påvirker ydeevnen.
Hurtige løsninger på almindelige CAD-fejl
Før du uploader din næste konstruktion, gennemgå denne tjekliste for at opdage problemer, der får tilbudene til at stige:
- Tjek vægtykkelse: Kontroller, at alle vægge opfylder minimumsanbefalingerne (0,8 mm metal, 1,5 mm plastik). Forstærk uunderstøttede høje sektioner.
- Tilføj indre radiusser: Erstat alle skarpe indre hjørner med afrundinger (filletter). Vælg radiusser, der er 30 % større end dit mindste forventede skæreværktøj.
- Gennemgå toleranceangivelser: Anvend stramme tolerancer kun på funktionelle samlingsoverflader. Brug standardtolerancer (±0,13 mm) på alle andre steder.
- Kontroller hullenes størrelse: Sammenlign hullenes diameter med standardborstørrelsesdiagrammer. Juster til næste standardstørrelse, når den præcise dimension ikke er kritisk.
- Begræns tråddybden: Begræns trådfastgørelsen til maksimalt 3× huldiameteren. Tilføj afskråninger ved trådindgangene for at undgå forkert skruemontage under samling.
- Forenkle dybe detaljer: Genudform dybe lommer for at forbedre værktøgets adgang. Overvej gennemhuller i stedet for blinde huller, hvor det er muligt.
- Eliminer unødvendig kompleksitet: Fjern udelukkende æstetiske detaljer, der øger maskineringstiden uden funktionel fordel. Dekorative mønstre, prægemærker og graverede tekster øger omkostningerne betydeligt.
- Angiv standard overfladeafslutninger: Brug som standard 3,2 µm Ra, medmindre funktionelle krav kræver glattere overflader.
At bruge femten minutter på at gennemgå din konstruktion i forhold til disse kriterier spare typisk 20–40 % af maskinbearbejdningens omkostninger og reducerer DFM-tilbagemeldingscykluserne. Målet er ikke at begrænse din konstruktionskreativitet, men snarere at lede den mod løsninger, der kan fremstilles effektivt.
Med en designoptimeret til fremstilling forståelse af, hvilke faktorer der påvirker leveringstider, hjælper dig med at planlægge projekter realistisk og identificere muligheder for at fremskynde leveringen.
Faktorer, der påvirker leveringstid, og hvordan du kan fremskynde leveringen
Du har optimeret dit design, valgt det rigtige materiale og angivet passende tolerancer. Nu kommer et spørgsmål, der påvirker tidsplanen for ethvert projekt: hvor længe går der, inden dine dele faktisk ankommer? Når du søger efter CNC-maskinværksteder i nærheden eller vurderer online-platforme, hjælper forståelsen af, hvad der driver leveringstiden, dig med at planlægge realistisk og identificere muligheder for at fremskynde leveringen.
Den frustrerende virkelighed? Mange leverandører reklamerer for "hurtig leveringstid", uden at forklare de variabler, der afgør, om din specifikke ordre bliver afsendt på 3 dage eller 3 uger. Ifølge brancheanalyse fra JLCCNC påvirker leveringstider direkte kundetilfredsheden og markedskonkurrencen. Lad os gennemgå, hvad der faktisk afgør din gennemførelsestid, og hvordan du kan optimere hver enkelt faktor.
Hvad afgør faktisk din gennemførelsestid
Når du indsender en ordre til online CNC-bearbejdningstjenester, kombineres flere variabler for at fastslå din leveringsdato. At forstå hver enkelt faktor afslører, hvor du har kontrol, og hvor der findes begrænsninger:
- Materialernes tilgængelighed: Almindelige lagermaterialer som aluminium 6061 eller messing afsendes straks fra lageret. Speciallegeringer, usædvanlige størrelser eller eksotiske materialer kan kræve indkøbstider på flere dage eller uger. Ved at vælge let tilgængelige materialer kan du reducere din tidsskema betydeligt.
- Delkompleksitet og geometri: Komplekse design med stramme tolerancer kræver flere maskinbearbejdningsoperationer, værktøjsskift og omhyggelige opsætninger. Ifølge fremstillingsforskning øger komplekse dele med krævende specifikationer direkte bearbejdningstiden. Ved at forenkle ikke-kritiske funktioner reduceres cykeltiden.
- Toleransekrav: Standardtolerancer (±0,005") bearbejdes hurtigt ved hjælp af standardmaskinbearbejdningsparametre. Stramme tolerancer kræver langsommere fremføringshastigheder, ekstra efterbearbejdningspassager og forlænget inspektionstid. Hver præcisionsfase tilføjer timer til din tidsplan.
- Afviklingsoperationer: Sekundære processer som anodisering, galvanisering eller pulverlakning tilføjer 2–5 dage efter afslutningen af maskinbearbejdningen. Varmebehandling, passivering eller specialiserede belægninger udvider tidsplanen yderligere. Planlæg for disse tilføjelser, når du fastsætter tidsplanen.
- Ordremængde: Enkeltprototyper afsendes ofte hurtigere end seriefremstilling, fordi opsætningstiden dominerer små partier. Større mængder kræver vedvarende maskintid, men drager fordel af optimerede arbejdsgange, når produktionen først er i gang.
- Leverandørkapacitet: Butikkenes belastning varierer ugentligt og sæsonalt. Travle perioder forlænger gennemførelsestiderne for alle ordrer. At opbygge relationer med flere maskinbearbejdningsbutikker i nærheden eller online-udbydere giver dig muligheder, når kapaciteten bliver trang.
Strategier for hurtigere gennemførelse
Du kan ikke kontrollere alle variable, men strategiske beslutninger på hvert trin forstærkes og resulterer i betydelig tidsbesparelse. Sådan strukturerer du projekter for hastighed:
- Vælg almindelige materialer: Aluminium 6061, rustfrit stål 304 og delrin er typisk på lager hos de fleste leverandører. At specificere disse frem for specialkvaliteter eliminerer indkøbsforsinkelser. Hvis din anvendelse virkelig kræver eksotiske materialer, bestil dem tidligt, eller overvej lokale maskinbearbejdningsbutikker, der måske har restmængder til rådighed.
- Forenkle ikke-kritiske funktioner: Gennemgå din konstruktion for kompleksitet, der ikke påvirker funktionen. Fjernelse af dekorative elementer, reduktion af lommedybde eller afslappelse af tolerancer på ikke-montageflader fremskynder maskinbearbejdningen betydeligt.
- Anvend standard hullængder: Ikke-standardiserede diametre kræver endefresning i stedet for boret, hvilket forlænger cykeltiden. Referér til standardbor-tabeller og justér gennemgangshuller, så de passer til den tilgængelige værktøjsudstyr.
- Adskil efterbehandling fra maskinbearbejdning: Hvis sekundære overfladebehandlinger forårsager forsinkelser, overvej at bestille råmaskinerede dele først. Du kan købe anodisering eller galvanisering lokalt, mens produktionen fortsætter på efterfølgende ordrer.
- Kommuniker proaktivt: Besvar DFM-spørgsmål straks. Hver dag med udtidet kommunikation lægger direkte til din gennemløbstid. Angiv komplette specifikationer fra starten for at undgå gentagne tilbage-og-frem-spørgsmål.
- Overvej parallel indkøb: For tidskritiske projekter indsend tilbud til flere CNC-tjenester i nærheden og online-platforme samtidigt. Ved at sammenligne faktiske gennemløbstider i stedet for reklamerede hastigheder afsløres, hvilken leverandør rent faktisk kan levere hurtigst.
Afvej hastighed, kvalitet og omkostninger
Hurtigere levering koster typisk mere. Hasteservice, udvidet fragt og prioriteret planlægning medfører alle tillæg. Men intelligente afvejninger giver dig mulighed for at fremskynde processen uden at overbelaste din budget.
Start med at identificere din reelle frist. Hvis du har fleksibilitet, leverer standardledetider identisk kvalitet til lavere omkostning. Når tidsplanlægningen er virkelig kritisk, invester i udvidet produktion, men søg efter besparelser andre steder. At lempeliggøre ikke-kritiske tolerancer, vælge mere bearbejdelige materialer eller reducere kompleksiteten i overfladebehandling kan kompensere for hastetillæggene.
Ifølge designoptimeringsforskning fra Hubs påvirker endda små designbeslutninger væsentligt fremstillingstiden. Gængedybde, krav til overfladeruhed og materialevalg påvirker alle, hvor hurtigt værkstederne kan færdiggøre dine dele.
Den hurtigste vej til leverede dele kombinerer let tilgængelige materialer, fremstillelige designs og klar kommunikation. Disse faktorer betyder mere end blot at betale for hasteservice.
Uanset om du samarbejder med lokale maskinværksteder eller alternativer til CNC-værksteder i nærheden af dig, eller udnytter globale online-platforme, gælder de samme principper. Transparent kommunikation om prioriteringer, realistiske forventninger til tidsrammer og strategiske designbeslutninger bidrager til pålidelig og hurtig levering.
At forstå faktorerne, der påvirker leveringstiden, forbereder dig til at planlægge effektivt. Men inden du forpligter dig til CNC-bearbejdning, bør du overveje, om alternative fremstillingsmetoder måske bedre opfylder dine specifikke projektkrav.
CNC-bearbejdning versus alternative fremstillingsmetoder
Her er et ærligt spørgsmål, som de fleste fremstillingsleverandører ikke vil stille dig: Er CNC-bearbejdning faktisk det rigtige valg for dit projekt? Før du investerer tid i tilbud og designoptimering, kan det spare dig penge, tid og frustration at vide, hvornår alternative metoder yder bedre end CNC.
Sandheden? CNC-bearbejdning er fremragende i bestemte scenarier, men mangler i andre. Ifølge en produktionssammenligningsundersøgelse fra Protolabs har hver proces sine tydelige fordele og begrænsninger. Lad os undersøge, hvornår du bør overveje 3D-printning, injektionsformning eller pladebearbejdning i stedet for at vælge online CNC-bearbejdningstjenester.
CNC versus 3D-printning – afgørelsespunkter
Hvornår bør du vælge 3D-printning frem for CNC-bearbejdning? Svaret afhænger af din geometriske kompleksitet, materialekrav og produktionsmængde.
3D-printning glimter ved hurtige alternativer til CNC-prototyper, når din design har følgende egenskaber:
- Komplekse indre geometrier: Gitterstrukturer, indre kanaler og organiske former, som ville kræve omfattende flerakse-bearbejdning eller helt umulig at fremstille ved bearbejdning
- Hurtige iterationscyklusser: Når du skal teste flere designvariationer inden for dage i stedet for uger
- Letvægtskonstruktioner: Enkeltdelen er optimeret til vægtreduktion via topologioptimering, hvilket skaber interne strukturer, der ikke kan fremstilles ved bearbejdning
- Enkeltprototyper: Enkeltfremstillede dele, hvor CNC-opstillingomkostningerne ville udgøre den største del af din budget
Dog overgår CNC-bearbejdning 3D-printning, når du har brug for:
- Overlegne mekaniske egenskaber: Maskinbearbejdede metaller og tekniske plastikker leverer konsekvent styrke, som lag-på-lag-printning ikke kan matche
- Strammere Tolerancer: CNC opnår rutinemæssigt en nøjagtighed på ±0,001 tommer, hvor de fleste 3D-printprocesser kæmper med at nå bedre end ±0,005 tommer
- Specifikke materialekrav: Hvis din anvendelse kræver aluminium 7075, titan eller akryl-CNC-bearbejdning, tilbyder additive processer kun begrænsede alternativer
- Produktionsmængder: Ved mere end 10–20 dele er CNC-prototyppemaskinbearbejdning ofte billigere pr. enhed end 3D-printning
For specifikke akryl-CNC-serviceanvendelser frembringer maskinbearbejdning optisk bedre resultater end printede alternativer. De polerede overflader og dimensionelle nøjagtigheder, der kan opnås via CNC, overgår langt det, som additive processer kan levere for transparente komponenter.
Når injektionsformning overgår CNC
Injektionsformning er mesteren inden for seriefremstilling. Men ved hvilken mængde er det fornuftigt at skifte fra CNC?
Krydspunktet ligger typisk mellem 500 og 1.000 dele, afhængigt af kompleksiteten og materialet. Under denne grænse undgår CNC-bearbejdning dyre værktøjsinvesteringer. Over den grænse reduceres værktøjsomkostningerne hurtigt ved injektionsformningens lavere omkostninger pr. del.
Overvej injektionsformning, når:
- Produktionsmængder overstiger 1.000 enheder: Værktøjsomkostninger fordelt over større mængder reducerer betydeligt prisen pr. del
- Delens geometri er velegnet til formning: Enlig vægtykkelse, udtrækningsvinkler og enkle kerneformer svarer til formningsbegrænsningerne
- Materialekonsistens er afgørende: Formning sikrer fremragende gentagelighed over tusindvis af identiske dele
- Langtidsproduktion er planlagt: Flere års produktionsløb begrundar de oprindelige værktøjsinvesteringer
Vedbliv ved med CNC-bearbejdning, når:
- Designet er stadig under udvikling: At ændre en CAD-fil koster intet, mens ændringer af sprøjtestøbeforme koster tusindvis
- Mængderne forbliver under 500: Værktøjsinvesteringer bliver aldrig afskrevet ved lave produktionsvolumener
- Metaldele er påkrævet: Sprøjtestøbning fungerer kun med plastik og begrænsede metalinjektionssprøjtestøbningsanvendelser (MIM)
- Prototypebearbejdning validerer design: CNC-prototyper i produktionsmaterialer beviser funktionalitet, inden der investeres i værktøjer
Interessant nok bruger mange vellykkede produkter begge metoder strategisk. Prototypebearbejdning validerer design ved hjælp af faktiske produktionsmaterialer, hvorefter sprøjtestøbning skaleres op, når designene er fastlagt. Ifølge Protolabs casestudier virksomheder som Polarcool brugte 3D-printede prototyper, inden de skiftede til sprøjtestøbning til produktion af medicinske udstyr.
Plade- og specialovervejelser
For kabinetter, beslag og konstruktionsdele er pladebearbejdning ofte mere fordelagtig end CNC-bearbejdning, både hvad angår omkostninger og levertid. Laserskæring, bøjning og svejsning fremstiller funktionelle dele fra flade plader mere effektivt end bearbejdning fra massive blokke.
Vælg pladebearbejdning, når din konstruktion indeholder:
- Primært flade overflader med bøjninger
- Store kabinetter, hvor massiv bearbejdning spilder materiale
- Svejste samlinger fra flere formede dele
For specialmaterialer som CNC-bearbejdning af bronze eller prototypering i kulstoffiber er CNC stadig afgørende. Bronzekomponenter til bushings og lejer kan bearbejdes fremragende, mens bearbejdning af kulstoffiberkomposit kræver specialiseret værktøj og støvudsugning, som CNC-platforme leverer.
Sammenligning af produktionsmetoder
Denne sammenligning hjælper dig med at vurdere, hvilken fremgangsmåde der virkelig passer til dine projektkrav, inden du anmoder om tilbud:
| Metode | Bedste volumenområde | Typisk leveringstid | Materielle muligheder | Ideelle anvendelser |
|---|---|---|---|---|
| CNC maskering | 1–500 dele | 3-15 dage | Metaller, teknisk plast, kompositmaterialer | Præcisionsdele, funktionelle prototyper, produktion i lavt volumen |
| 3D-printning (FDM/SLA) | 1–50 dele | 1-7 Dage | Begrænset udvalg af plastikker, nogle metaller via DMLS | Komplekse geometrier, hurtig iteration, konceptmodeller |
| Injskionsformning | 500–1.000.000+ dele | 4–8 uger (inklusive værktøjer) | Termoplastikker, elastomere | Produktion i højt volumen, forbrugerprodukter |
| Pladearbejde | 1–10.000 dele | 5–14 dage | Stål, aluminium, rustfrit stål, kobber | Kapsler, beslag, strukturelle komponenter |
Valg af den rigtige produktionsmetode
Før du forpligter dig til en proces, skal du stille dig selv følgende spørgsmål:
- Hvad er min samlede produktionsmængde? Enkeltprototyper favoriserer 3D-printning. Dusinvis til hundredvis favoriserer CNC. Tusindvis favoriserer injektionsformning.
- Hvilke materialegenskaber er uundværlige? Hvis du har brug for specifikke metal-legeringer eller tekniske egenskaber på ingeniørniveau, leverer CNC-bearbejdning det, som printning ikke kan.
- Hvor stabil er min design? Udviklende designs drager fordel af CNC's fleksibilitet. Fastlagte designs begrundar investeringer i værktøjer.
- Hvilke tolerancer kræver min anvendelse? Præcise pasforme og kritiske mål peger mod CNC eller efterbearbejdede støbte dele.
Ifølge en produktionsomkostningsanalyse fra Modus Advanced fastlægges ca. 70 % af produktionsomkostningerne allerede i designfasen. At vælge den rigtige fremstillingsteknik fra starten forhindrer dyre justeringer senere.
Det ærlige svar? Online-CNC-fremstilling er fremragende til præcisionskomponenter i beskedne mængder fremstillet i metal eller teknisk plastik. Når dit projekt virkelig passer ind i denne profil, leverer online-CNC en uslåelig værdi. Når det ikke gør det, sparede du penge og opnår bedre resultater ved at undersøge alternative løsninger.
For anvendelser inden for regulerede industrier skal valget af fremstillingsmetode også tage hensyn til certificerings- og overholdelseskrav, som begrænser dine muligheder.
Branchecertificeringer for luftfarts-, medicinsk- og automobilindustrien
Når dine dele er beregnet til luftfartøjsmonteringer, kirurgiske instrumenter eller automobilchassis-systemer, er fremstillingskvalitet ikke blot en præference. Det er en reguleringsmæssig krav. At vælge CNC-bearbejdningstjenester online til disse anvendelser kræver forståelse af, hvilke certificeringer der er afgørende, hvad de faktisk garanterer, og hvordan man verificerer leverandørens overholdelse af kravene, inden man afgiver ordrer.
Hvorfor er dette relevant for dig? Ifølge eksperter inden for luftfartsproduktion er det at opfylde strenge standarder ikke blot ønskeligt inden for sikkerhedskritiske industrier – det er uundværligt. Dele, der ikke opfylder certificeringskravene, bliver afvist, projekter stagnerer, og omkostningerne stiger hurtigt. At forstå certificeringskravene på forhånd forhindrer disse dyre overraskelser.
Overholdelseskrav for luftfartsmaskinfremstilling
Aerospace-CNC-bearbejdning foregår under nogle af de mest krævende kvalitetsstandarder inden for produktion. Når komponenter flyver i 30.000 fod højde, er der absolut ingen tolerance for materielle fejl, dimensionelle unøjagtigheder eller procesinkonsekvenser.
Den grundlæggende certificering for luftfartsmaskinbearbejdning er AS9100. Denne standard bygger på ISO 9001’s principper for kvalitetsstyring, men tilføjer luftfartsspecifikke krav til sporbarehed, risikostyring og konfigurationsstyring. Ifølge branchedata sikrer AS9100-certificeringen dokumentation for, at produkter opfylder sikkerhedskravene, som store luftfarts-OEM’er kræver, før de overvejer en leverandør.
Nøglecertificeringer for CNC-maskinbearbejdning til luftfartsapplikationer omfatter:
- AS9100: Det centrale luftfartskvalitetsstyringssystem. Dækker dokumentstyring, parti-sporbarhed, ledelsesengagement og kontinuerlig forbedring. Uafhængige registreringsorganer udfører regelmæssige revisioner for at verificere overholdelse.
- NADCAP: Kræves for værksteder, der udfører særlige processer såsom varmebehandling, ikke-destruktiv prøvning og overfladebehandlinger. Sikrer, at komplekse operationer opfylder luftfartsniveauets standarder gennem strenge tjeklister og periodiske vurderinger.
- ITAR Compliance: Væsentlig for forsvarsrelaterede dele. Regulerer adgangskontrol til følsomme data og kræver registrering hos DDTC (Directorate of Defense Trade Controls). Eksportlicenskrav og protokoller for begrænsede data gælder for internationale forsendelser.
- Kundespecifikke godkendelser: Store OEM’er som Boeing og Airbus har unikke leverandørprogrammer (f.eks. Boeings D1-4426) med yderligere revisionsprotokoller og krav om PPAP-indsendelse.
For ingeniører, der indkøber luftfartsrelaterede maskineritjenester, undgår verificering af disse certificeringer før upload af design projektforsinkelser. Anmod om aktuelle certificeringsdokumenter og revisionsdatoer. Udløbne eller ventende certificeringer kan indikere overholdelsesmangler, der kan påvirke din leveringstid.
Produktionsstandarder for medicinsk udstyr
Medicinsk maskinbearbejdning kræver præcision, der direkte påvirker patientsikkerheden. Ifølge medicinske fremstillingseksperter fra Pinnacle Precision kan selv den mindste afvigelse i en medicinsk komponent kompromittere en enheds funktionalitet, sikkerhed eller overholdelse af reglerne. Risikoen er simpelthen for høj til at tage genveje.
Den grundlæggende certificering for maskinbearbejdning af medicinske udstyr er ISO 13485. Denne standard fastsætter krav til kvalitetsstyring specifikt for fremstilling af medicinske udstyr og omfatter designkontrol, produktionsprocesser samt efter-markeds-overvågning. FDA’s regler i USA lægger yderligere krav oven på overholdelsen af ISO 13485.
Hvorfor er præcisionsmaskinbearbejdning afgørende for medicinske anvendelser?
- Krav til biokompatibilitet: Materialer skal være certificeret til kontakt med menneskeligt væv. Titan, medicinsk rustfrit stål og specialiserede polymerer kræver dokumenterede materialercertifikater.
- Sporebarhedsdokumentation: Hver komponent skal kunne spores tilbage til råmaterialepartinumre, bearbejdningsparametre og inspektionsresultater. Fuldstændig materiale-sporbarhed gør det muligt at foretage problemfri rapportering, når det er nødvendigt.
- Steriliseringskompatibilitet: Komponenter skal kunne klare gentagne steriliseringscyklusser uden dimensionelle ændringer eller overfladedegradation. Materialevalget påvirker direkte hvilke steriliseringsmetoder der kan anvendes.
- Specifikationer for overfladefinish: Kirurgiske instrumenter og implantater kræver glatte, fritløse overflader for at minimere risikoen for forurening og forbedre steriliseringseffektiviteten.
Machining af medicinsk udstyr omfatter kirurgiske instrumenter, kabinetter til diagnostisk udstyr, implantatkomponenter samt specialtilpassede beslag til patient-specifikke enheder. Hver anvendelseskategori indebærer specifikke reguleringskrav, som den valgte præcisionsmachining-tjeneste skal forstå og dokumentere.
Når du vurderer leverandører til medicinske maskinfremstillingprojekter, skal du spørge om deres kvalitetsstyringssystem, inspektionsmuligheder og erfaring med FDA-regulerede produkter. Leverandører, der ikke er fortrolige med kravene til medicinsk overholdelse, undervurderer ofte dokumentationsbehovene, hvilket fører til kostbare projektforsinkelser.
Automobilkvalificeringer forklaret
Bilindustrien bygger på standardiserede kvalitetssystemer, der sikrer, at komponenter fungerer pålideligt i millioner af køretøjer og i årtier med brugstid. Ifølge automobilkvalitetsanalyse fra Rochester Electronics , viser IATF 16949-certificering en forpligtelse til kvalitet, der tiltrækker og fastholder kunder samt forbedrer produktets fremragende kvalitet.
IATF 16949 repræsenterer den førende kvalitetsstyringsstandard for automobilleverandører verden over. Den kræves af topautomobilproducenter og OEM’er og giver konkurrencemæssig fordel samtidig med, at den sikrer, at komponenter opfylder de krævende krav til køretøjsproduktion.
Hvad garanterer IATF 16949-certificering?
- Fokus på kontinuerlig forbedring: Certificerede leverandører prioriterer vedvarende forbedringer, fejlsikring og undgåelse af mangler frem for blot at opfylde minimumskrav.
- Nul-mangler-kultur: Produktionsprocesser er designet til at eliminere variation og forhindre kvalitetsfejl, inden de når samlelinjerne.
- Implementering af kerneværktøjer: Obligatoriske bilindustrielle værktøjer, herunder APQP (Avanceret produktkvalitetsplanlægning), PPAP (Godkendelsesproces for produktionsdele), FMEA (Fejltypes- og virkningsanalyse), MSA (Målesystemsanalyse) og SPC (Statistisk proceskontrol).
- Lang levetidsstøtte: Bilproducenter kræver støtte til reservedele i mere end 15 år efter produktionsafslutningen. Certificerede leverandører opretholder kompetencer, der svarer til disse udvidede krav.
For CNC-præcisionsbearbejdningstjenester til automobilapplikationer er evnen til statistisk proceskontrol (SPC) afgørende. SPC overvåger produktionsvariabler i realtid og opdager afvigelser, inden de resulterer i uoverensstemmende dele. Denne proaktive tilgang reducerer spild, forbedrer konsistensen og demonstrerer den procesdisciplin, som automobil-OEM’er kræver.
Som et eksempel på, hvordan certificeret automobilbearbejdning ser ud i praksis, Shaoyi Metal Technology vedligeholder IATF 16949-certificering, understøttet af streng statistisk proceskontrol. Deres facilitet leverer komponenter med høj tolerance og levertider så hurtige som én arbejdsdag, og støtter alt fra komplekse chassismontager til specialfremstillede metalbushings. Denne kombination af certificering, proceskontrol og hurtig levering illustrerer de evner, som alvorlige automobilleverandører tilbyder deres kunder.
Tjekliste for verificering af certificering
Før du forpligter dig til en leverandør til regulerede industrianvendelser, skal du verificere følgende kritiske elementer:
- Nuværende certificeringsstatus: Anmod om kopier af certifikater med udstedelsesdatoer og udløbsdatoer. Verificer registreringsmyndighedens legitimiet.
- Revisionshistorik: Spørg om seneste overvågningsrevisioner og eventuelle krævede korrigerende foranstaltninger. Reine revisionshistorier indikerer modne kvalitetssystemer.
- Certificeringsomfang: Bekræft, at certificeringerne dækker de specifikke processer, som dit projekt kræver. En værkstedscertificering for fræsning dækker muligvis ikke varmebehandling eller færdiggørelsesoperationer.
- Erhvervsoplevelse: Certificering alene garanterer ikke ekspertise. Anmod om casestudier eller referencer fra lignende anvendelser inden for din branche.
- Dokumentationsmuligheder: Regulerede industrier kræver omfattende papirarbejde. Bekræft, at leverandørerne kan levere materialecertifikater, inspektionsrapporter og overensstemmelsescertifikater i de krævede formater.
At navigere i certificeringskrav føles komplekst i starten, men at forstå disse standarder beskytter dine projekter mod overholdelsesfejl, der medfører kostbare forsinkelser og omfattende genarbejde. Uanset om du har brug for luftfartsrelateret bearbejdning af flykritiske komponenter, medicinsk udstyr til overflader, der kommer i kontakt med patienter, eller bilkomponenter, der opfylder IATF 16949-kravene, så undgår du dyre overraskelser senere i processen ved at verificere leverandørens certificeringer, inden du afgiver en ordre.
Når certificeringskravene er forstået, handler den sidste overvejelse om at vurdere potentielle leverandører ud fra flere dimensioner for at finde den rigtige, langsigtet producentpartner.
Valg af den rigtige online CNC-maskinepartner
Du har navigeret gennem maskinbearbejdningsprocesser, materialevalg, tolerancekrav og certificeringskrav. Nu kommer beslutningen, der binder alt sammen: at vælge en online-partner for CNC-maskinbearbejdning, der faktisk kan leve op til deres løfter. Med dusinvis af platforme og tusindvis af maskinværksteder, der konkurrerer om din forretning, hvordan adskiller du så reelle kompetencer fra markedsføringspåstande?
Svaret ligger i en systematisk vurdering frem for intuition eller valg baseret udelukkende på laveste pris. Ifølge forskning inden for fremstillingsindustrien er din måde at vælge en leverandør af CNC-maskinbearbejdning direkte forbundet med projektets succes. Lad os opbygge en praktisk ramme for at træffe denne afgørende beslutning.
Vurdering af online CNC-serviceudbydere
Når du søger efter CNC-maskinbearbejdningsydelser i nærheden af mig eller udforsker globale online-platforme, kan mulighederne føles overvældende. Ved at opdele vurderingen i specifikke kategorier bliver sammenligningen mere overskuelig og afslører meningsfulde forskelle mellem leverandørerne.
Start med disse grundlæggende spørgsmål, inden du anmoder om tilbud:
- Teknisk kompetenceafstemning: Drifter leverandøren udstyr, der er velegnet til dine komponentkrav? Flere aksermaskiner, specifik materialeekspertise og opnåelige tolerancer skal svare til dine specifikationer. Spørg om maskintyper, spindelkapaciteter og maksimale arbejdsemnesdimensioner.
- Materialeområde og ekspertise: Kan de skaffe og bearbejde de materialer, du har specificeret? Gå ud over grundlæggende aluminium og stål for at verificere evnen til at håndtere speciallegeringer, tekniske plastikker eller kompositmaterialer, hvis dit projekt kræver det. Ifølge eksperter inden for præcisionsmaskinbearbejdning kender leverandører, der er fortrolige med dine specifikke materialer, de almindelige fælder og regulatoriske krav, hvilket sparer dig tid og problemer.
- Certificering og overholdelse: For regulerede industrier skal du verificere, at de nuværende certificeringer opfylder dine krav. AS9100 for luftfartsindustrien, ISO 13485 for medicinsk udstyr, IATF 16949 for bilindustrien. Anmod om dokumentation og bekræft revisionsdatoer.
- Prisoversigtens gennemsigtighed: Angiver prisen tydeligt, hvad der dækkes af maskinbearbejdning, materialer, overfladebehandling og fragt? Skjulte omkostninger er et tegn på potentielle problemer i hele samarbejdet. Godt udbydere angiver de enkelte fremstillingstrin og en detaljeret oversigt over gebyrer for at undgå uventede omkostninger.
- Kommunikationsrespons: Hvor hurtigt svarer de på tekniske spørgsmål? Forsinkelser under tilbudsprocessen er et tegn på, at der også vil opstå forsinkelser under produktionen. Test deres responsivitet, inden du afgiver større ordrer.
Disse grundlæggende kriterier udelukker udbydere, der ikke kan opfylde dine grundlæggende krav. Men at finde CNC-maskinservice i min nærhed eller brugerdefinerede CNC-maskinservice, der virkelig passer, kræver en mere dybtgående vurdering.
Kvalitetsindikatorer, der betyder noget
Kvalitetsforpligtelser betyder lidt uden systemer, der sikrer konsekvent levering. Når du vurderer potentielle partnere, skal du søge efter konkrete beviser på en kvalitetsforpligtelse i stedet for marketing-sprog.
- Inspektionsudstyr og -kapaciteter: Hvilke metrologiværktøjer bruger leverandøren? KMM’er (koordinatmålemaskiner), optiske komparatorer og overfladekvalitetstestere verificerer, at dele opfylder specifikationerne. Spørg om deres inspektionsprotokoller og om inspektionsrapporter følger med leveringerne.
- Kvalitetsstyringssystemer: ISO 9001-certificering giver en grundlæggende kvalitetssikring. Branchespecifikke certificeringer tilføjer yderligere lag, der er passende for din anvendelse. Anmod om sammenfatninger af kvalitetsmanualen, hvis dit projekt kræver streng dokumentation.
- Proceskontrolmetoder: Statistisk proceskontrol (SPC) indikerer en moden fremstillingsdisciplin. Leverandører, der overvåger produktionsvariable i realtid, opdager afvigelser, inden de resulterer i defekte dele. Denne proaktive tilgang reducerer spild og forbedrer konsekvensen mellem produktionsomgange.
- Erfaringsbaggrund og referenceoplysninger: Anmod om cases eller kundereferencer inden for lignende anvendelser. Leverandører, der er sikre på deres kompetencer, deler gerne succeshistorier. Tøven eller manglen på evne til at fremlægge referencer tyder på begrænset relevant erfaring.
- Tilgang til problemopløsning: Hvordan håndterer de dele, der ikke består inspektionen? Pålidelige leverandører fremstiller defekte komponenter på ny uden ekstra omkostninger og undersøger årsagssammenhængen for at forhindre gentagelse.
Kvalitetsindikatorer er særligt vigtige, når du ikke kan besøge faciliteten personligt. Online-platforme, der betjener globale kunder, skal demonstrere kvalitetssystemer, der kompenserer for manglen på ansigt-til-ansigt-relationsopbygning.
Opscalering fra prototype til produktion
Her er en strategisk overvejelse, som mange købere overser: Kan din prototyppartner skala op til produktionsmængder, når din designløsning lykkes? Ifølge fremstillingsarbejdsgangsforskning , gør det at udvikle prototyper sammen med din producent en problemfri overgang til fuldskala-produktion mulig og reducerer behovet for dyre justeringer eller omkonfigurationer.
Hvorfor er dette vigtigt? At skifte leverandør mellem prototyping og produktion medfører risici:
- Procesvariation: Forskellige maskiner, værktøjer og opsætninger giver forskellige resultater. Komponenter, der fungerede perfekt fra din prototypeleverandør, kan kræve redesign til produktionsudstyr.
- Videnstab: Læringspunkter opnået under prototyping forbliver hos din oprindelige leverandør. Ny leverandør starter fra bunden og risikerer at gentage problemer, der allerede er løst.
- Kvalificeringsforsinkelser: Regulerede brancher kræver muligvis genkvalificering ved skift af leverandør, hvilket kan udskyde din tidsplan med uger eller måneder.
- Genopbygning af relationer: Kommunikationsmønstre, teknisk forståelse og tillid kræver tid at udvikle med hver ny leverandør.
Løsningen? Prioritér partnere, der kan håndtere hele dit volumenspektrum fra dag én. Søg efter leverandører, der tilbyder både hurtig prototyping og masseproduktion med konsekvente kvalitetssystemer på tværs af volumenniveauer.
Som eksempel på problemfri skaleringsevne, Shaoyi Metal Technology demonstrerer, hvordan en integreret prototype-til-produktionstjeneste ser ud i praksis. Deres IATF 16949-certificerede produktionsanlæg leverer komponenter med høj præcision og levertider så hurtige som én arbejdsdag, og understøtter alt fra indledende prototyper til seriemæssig produktion af bilchassismonteringer og specialfremstillede metalbushings. Denne kombination af certificering, hurtig leveringstid og skalerbarhed illustrerer de egenskaber, der bør prioriteres, når du vælger din produktionspartner.
Samarbejdspartner evalueringstjekliste
Før du forpligter dig til en CNC-bearbejdningstjeneste i nærheden eller en online-platform, gennemgå denne omfattende vurdering:
- Teknisk overensstemmelse: Udstyrets kapacitet matcher dine krav til komponenternes størrelse, kompleksitet og præcision
- Materialekspertise: Godtgjort erfaring med de specificerede materialer samt relevant procesviden
- Certificeringsmæssig overensstemmelse: Gældende certificeringer, der er relevante for din branche og anvendelseskrav
- Transparente priser: Klare, detaljerede tilbud uden skjulte gebyrer eller uklare omkostningsstrukturer
- Hurtig reagerende kommunikation: Hurtige og hjælpsomme svar på tekniske spørgsmål i evalueringens fase
- Kvalitetssystemer: Dokumenterede inspektionsprocesser, passende metrologiudstyr og kvalificeringscertifikater
- Proceskontrol: Statistisk proceskontrol eller tilsvarende overvågning for konsekvent produktionssikkerhed
- Skalerbarhed: Evne til at udvide fra prototypering til seriefremstilling uden skift af leverandører
- Leveringstidens pålidelighed: God track record med hensyn til overholdelse af aftalte leveringsdatoer samt klar kommunikation om ændringer i tidsplanen
- Eftersalgsstøtte: Garantipolitikker, tilgængelighed af teknisk assistance og procedurer for fejlrettelse
At gennemgå denne tjekliste systematisk forhindrer den almindelige fejl, hvor leverandører vælges udelukkende på baggrund af enkeltfaktorer som laveste pris eller hurtigste angivne levertid. Den billigste tilbud kan ofte signalere kompromiser med kvaliteten, hvilket koster mere i omarbejdning og forsinkelser. Den hurtigste løfte kan komme fra en virksomhed, der overforpligter sig og underleverer.
Den rigtige maskinist i nærheden eller den online partner, der passer dig bedst, balancerer kompetence, kvalitet, kommunikation og værdi. Brug tid på en grundig vurdering fra starten for at opbygge et fremtidssikret samarbejde inden for fremstilling, der understøtter dine projekter i årevis.
Uanset om du samarbejder med lokale CNC-maskinværksteder i nærheden for direkte samarbejde eller udnytter globale online-platforme for konkurrencedygtige priser og kapacitet, gælder disse vurderingskriterier universelt. Målet er at finde en partner, hvis kompetencer virkelig svarer til dine krav, hvis kvalitetssystemer beskytter dine projekter og hvis forretningsmodel understøtter skalerbarhed, når dine behov ændrer sig.
Dit valg af fremstillingspartner påvirker hvert projekt, I udfører sammen. Vælg bevidst, verificer påstande grundigt og opbyg relationer med leverandører, der demonstrerer engagement for din succes gennem konsekvent ydelse i stedet for blot overbevisende markedsføring.
Ofte stillede spørgsmål om online-CNC-fremstillingsydelser
1. Hvordan fungerer online CNC-bearbejdningstjenester?
Online CNC-bearbejdningstjenester fungerer via digitale platforme, hvor du uploader CAD-filer i formater som STEP eller IGES, modtager øjeblikkelige tilbud baseret på automatisk geometrianalyse, vælger materialer og overfladebehandlinger og derefter følger fremstillingen frem til levering. Platformen koordinerer fremstillingen med certificerede CNC-operatører, der bearbejder dine dele efter specifikationerne. De fleste tjenester leverer præcisionskomponenter inden for 3–15 hverdage, og der er mulighed for ekspreslevering ved behov for hurtigere levering.
2. Hvilke filformater accepterer online CNC-tjenester?
De fleste platforme accepterer STEP (.stp, .step) som branchestandarden for faste modeller samt IGES (.igs, .iges) til fladegeometri. Nogle tjenester accepterer også STL-filer til enklere geometrier samt native CAD-formater fra SolidWorks eller Inventor. STEP-filer foretrækkes, fordi de bevarer den komplette geometri og funktionsdata på tværs af forskellige CAD-systemer, hvilket sikrer præcis prisberegning og fremstilling.
3. Hvor meget koster online CNC-bearbejdning?
Omkostningerne ved CNC-bearbejdning afhænger af materialevalg, delkompleksitet, tolerancer, efterbearbejdningskrav og mængde. Aluminiumsdele med standardtolerancer koster mindre end titan komponenter, der kræver høj præcision. Automatiserede tilbuds-systemer beregner priserne ud fra materialevolumen, bearbejdnings tid og opsætningskompleksitet. Mængderabatter reducerer omkostningerne pr. del betydeligt, og valg af almindelige materialer som aluminium 6061 eller delrin holder priserne konkurrencedygtige.
4. Hvilke tolerancer kan online CNC-bearbejdning opnå?
Standard CNC-bearbejdning opnår som standard ±0,005 tommer (±0,127 mm), hvilket er velegnet til de fleste mekaniske anvendelser. Præcisionsarbejde kan nå ±0,002 tommer (±0,05 mm) for sammenpassende overflader, mens stramme tolerancer på ±0,001 tommer (±0,025 mm) anvendes til lejesteder og tætningsoverflader. Ultra-stramme tolerancer på ±0,0001 tommer er tilgængelige til luftfarts- og optiske komponenter, men øger betydeligt både omkostningerne og leveringstiden.
5. Hvordan vælger jeg mellem CNC-bearbejdning og 3D-printning?
Vælg CNC-bearbejdning, når du har brug for fremragende mekaniske egenskaber, stramme tolerancer under ±0,005 tommer, specifikke metallegeringer eller teknikplastikker eller mængder på over 10–20 dele. Vælg 3D-printning til komplekse indre geometrier, hurtige designiterationer, letvægtsgitterstrukturer eller enkeltprototyper, hvor CNC-opstillingens omkostninger er afgørende. CNC leverer konsekvent materialestyrke, som lag-for-lag-printning ikke kan matche for funktionelle dele.