 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Hemmelighederne bag CNC-bearbejdningstilbud: Et par omkostningsfaktorer, som leverandører skjuler
Forståelse af CNC-fremstillingstilbud fra køberens perspektiv
Har du nogensinde undret dig over, hvor meget det koster at fremstille en metaldel? Svaret starter med et CNC-fremstillingstilbud – en detaljeret omkostningsvurdering, der gør rede for præcis, hvad du skal betale, og hvorfor. Uanset om du er en indkøbsprofessionel, der sammenligner leverandører , en ingeniør, der forbedrer en konstruktion, eller en projektleder, der opstiller en budgetramme, giver forståelse af disse tilbud dig et væsentligt forspring.
Tænk på et tilbud som mere end blot en prisangivelse. Det er et vindue til, hvordan en producent fortolker dit projekt, hvilke ressourcer de vil afsætte, og hvor potentielle omkostningsbesparelser måske gemmer sig. Når du kan læse dette dokument flydende, transformerer du dig fra en passiv køber til en informeret partner, der træffer klogere beslutninger.
Hvad et CNC-fremstillingstilbud faktisk indeholder
Et professionelt tilbud er ikke blot et enkelt tal – det er en omfattende gennemgang af alle omkostningselementer, der indgår i at omdanne råmaterialet til din færdige komponent. At forstå hvert enkelt element hjælper dig med at identificere muligheder for optimering og opdage, når noget ikke stemmer overens.
Her er de kernekomponenter, du typisk vil finde i et komplet tilbud:
- Materielle omkostninger: Prisen på råmaterialet baseret på type, kvalitet og blankstørrelse, som kræves til din komponent. Dette omfatter eventuelt affaldsmateriale, der skal frasaves.
- Opstartsomkostninger: Engangsomkostninger, der dækker maskinforberedelse, værktøjsmontering, fremstilling af fastspændingsanordninger og CNC-programmering. Disse omkostninger er faste uanset antallet.
- Bearbejdstid: Den primære omkostningsdriver, beregnet ved at gange maskintimer med timepriserne. Komplekse geometrier og strammere tolerancer øger denne betydeligt.
- Afviklingsoperationer: Efterbehandlingsomkostninger, herunder afsætning, overfladebehandlinger, anodisering, maling eller polering for at opfylde dine specifikationer.
- Kvalitetskontrol: Omkostninger for dimensionel verifikation, tolerancekontroller og eventuelle krævede certificeringer eller dokumentation.
- Fragt og håndtering: Logistikomkostninger for emballage og levering af dine færdige dele.
Når du anmoder om et CNC-tilbud online, vil du bemærke, at pålidelige leverandører giver gennemsigtighed inden for alle disse kategorier. Uklar eller samlet prissætning signalerer ofte potentielle problemer senere i processen.
Hvorfor tilbudslitteracitet redder projekter
At forstå detaljerne i et tilbud handler ikke kun om at finde den laveste pris – det handler om at beskytte dit projekt mod kostbare overraskelser. Ifølge branchens eksperter giver det at anmode om tilbud fra flere leverandører dig mulighed for at sammenligne prisstrukturer og identificere den mest fordelagtige mulighed ud fra dine specifikke krav.
Her er, hvad tilbudslitteracitet faktisk giver:
Præcis budgettering: Når du forstår opdelingen af CNC-bearbejdningsomkostningerne, kan du med sikkerhed prognosticere udgifterne. Ingen mere usikkerhed i budgettet eller uventede skjulte gebyrer.
Muligheder for designoptimering: En detaljeret tilbudsoversigt viser, hvilke funktioner driver omkostningerne. Måske øger den stramme tolerance på en ikke-kritisk dimension din pris med 20 %. Det ved du ikke, medmindre du kan læse tallene.
Leverandørkvalificering: Hvordan en leverandør udformer deres tilbud fortæller dig noget om deres professionsniveau. Detaljerede tilbud med klare poster tyder på velorganiserede forretningsprocesser og kvalitetsstyringssystemer.
Forhandlingsstyrke: Når du forstår, hvad der ligger bag hvert omkostningselement, kan du føre meningsfulde samtaler om alternativer i stedet for blot at anmode om rabatter.
Mange købere starter nu med online-maskinfremstillingstilbud for at fastslå en basispris, inden de kontakter leverandører direkte. Denne fremgangsmåde giver dig markedsorientering og hjælper dig med at genkende, når et tilbud ligger uden for normale intervaller – enten mistænkeligt lavt eller urimeligt højt.
Konklusionen? En online-tilbud eller en traditionel RFQ-svar indeholder de oplysninger, du har brug for, for at træffe velovervejede produktionsbeslutninger. De følgende afsnit viser dig præcis, hvordan du kan fortolke hver omkostningsfaktor og bruge denne viden til din fordel.

Nøgleomkostningsfaktorer, der påvirker ethvert tilbud
Nu hvor du forstår, hvad der indgår i et tilbud, skal vi dykke ned i de specifikke faktorer, der faktisk fastsætter disse tal. Alle priser for CNC-bearbejdning stammer fra tre grundlæggende drivkræfter: hvilket materiale du skærer, hvor længe maskinen kører og hvor præcist det færdige emne skal være. Når du behersker disse variable, ved du præcis, hvor dit penge går – og hvor du muligvis kan spare.
Materialeomkostninger og bearbejdningsrelaterede faktorer
Materialevalg udgør grundlaget for hver prisangivelse. Det handler ikke kun om råmaterialeomkostningerne pr. pund – det handler om, hvordan materialet opfører sig under skæreværktøjet. Denne egenskab, der kaldes bearbejdningsvenlighed, påvirker kraftigt, hvor hurtigt dele kan fremstilles, og hvor hurtigt værktøjerne slidtes ned.
Overvej bearbejdning af aluminium i forhold til rustfrit stål cnc bearbejdning . Aluminium skæres som smør. Maskinerne kan køre med højere hastigheder og med mindre værktøjslidelser, hvilket resulterer i kortere cykeltider og lavere omkostninger. Rustfrit stål? Det er en anden historie. Det er hårdere, genererer mere varme og kræver langsommere fremføringshastigheder. Din prisangivelse afspejler disse realiteter.
Her er, hvordan forskellige materialer rangerer i forhold til omkostningspåvirkning:
| Materiale | Råmaterialeomkostning (pr. lb) | Bearbejdningsvurdering | Relativ prisangivelsespåvirkning | Bedste anvendelser |
|---|---|---|---|---|
| Aluminium (6061) | $3–$6 | Høj | Laveste | Almindelige formål, luft- og rumfartsbeslag, kabinetter |
| Messing | $5–$10 | Høj | Lav-Mellem | Fittings, dekorative dele, elektriske komponenter |
| Materiale 303 Rustfrit Stål | $8–$14 | Mellem-Høj | Medium | Aksler, beslag, komponenter til fødevarebrug |
| 316 rustfrit stål | $10–$18 | Medium | Mellem-Høj | Marin brug, medicinsk brug, kemisk modstandsdygtighed kræves |
| Delrin-materiale (Acetal) | $4–$8 | Høj | Lav | Gear, lejer, komponenter med lav friktion |
| Nylon | $3–$7 | Mellem-Høj | Lav | Bøsninger, isolatorer, slidstærke dele |
| Titanium | $15–$35 | Lav | Højeste | Luft- og rumfart, medicinske implantater, højtydende anvendelser |
Hvornår begrundes omkostningerne for et premiummateriale? Stil dig selv disse spørgsmål:
- Kræver anvendelsen det? Medicinske implantater kræver biokompatibelt titan. En prototypebeslag gør sandsynligvis ikke det.
- Betaler du for egenskaber, som du ikke vil bruge? Hvis korrosionsbestandighed ikke er afgørende, fungerer rustfrit stål 303 lige så godt som 316 – til en lavere pris.
- Kan et plastikalternativ virke? Nylon til maskinbearbejdning og delrin-materiale leverer fremragende ydeevne til gear, bøsninger og lavtfriktionsanvendelser til en brøkdel af metalomkostningerne.
Maskinbearbejdning af bronze giver f.eks. fremragende slidbestandighed og korrosionsbeskyttelse. Men hvis din komponent ikke har brug for disse egenskaber, kan aluminiums- eller messingalternativer muligvis reducere dine materialomkostninger betydeligt, samtidig med at de stadig opfylder specifikationerne.
Hvordan delkompleksitet forøger maskintid
Her er den virkelighed, der fanger mange købere uforberedt: Maskintid er den primære omkostningsdrevne faktor i de fleste tilbud. Og delkompleksitet forøger direkte denne tid.
Tænk over det fra maskinens perspektiv. En simpel rektangulær blok med et par huller? CNC-maskinen kan hurtigt udføre grovarbejdet, boret hullerne og gå videre. En buet luftfartskomponent med indvendige lommer, tynde vægge og sammensatte vinkler? Denne del kræver måske dusinvis af værktøjsskift, flere opsætninger og omhyggelig styring af fremføringshastigheden for at undgå vibrationer.
Ifølge brancheanalyser koster en simpel kubisk komponent cirka 100 USD og tager ca. 2 timer at fremstille, mens en detaljeret, flerfacetteret montage kan stige til 500 USD og kræve 10 timers produktions tid.
Hvilke specifikke funktioner øger maskintiden?
- Dybe lommer og hulrum: Disse kræver specialiserede langtrækkende værktøjer og langsommere skærehastigheder for at undgå afbøjning. Hver gennemgang fjerner mindre materiale, hvilket forlænger cykeltiden.
- Tynde vægge: Dele med vægge tykkere end 0,5 mm kræver omhyggelig programmering og reducerede fremføringshastigheder for at undgå deformation eller vibrering.
- Skarpe indvendige hjørner: Kvadratiske indvendige hjørner kræver mindre værktøjer og ekstra bearbejdningsskridt. Afrundede hjørner kan bearbejdes hurtigere og giver stærkere dele.
- Komplekse 3D-konturer: Krumme overflader kræver flere værktøjsstier og finere trinovergange, hvilket øger programlængden betydeligt.
- Gevalvede funktioner: Hvert gængede hul tilføjer opsætnings- og bearbejdningsoperationer. Overvej, om alle disse gevind er absolut nødvendige.
Tolerancespørgsmålet forøger denne kompleksitet yderligere. Standardmaskinerede dele opretholder typisk ±0,005" uden særlig indsats. Men når din tegning specificerer ±0,001"? Så kører maskinen langsommere, operatøren kontrollerer målene hyppigere, og andelen af forkastede dele stiger. Ifølge produktionsomkostningsdata kræver strammere tolerancer langsommere bearbejdningshastigheder, hyppigere værktøjsudskiftninger og forbedrede kvalitetskontroller – alt sammen medfører øget tid og omkostninger.
Hver funktion på din komponent repræsenterer en beslutning. Spørgsmålet er ikke kun "kan denne funktion fremstilles ved maskinbearbejdning?", men "tilføjer denne funktion tilstrækkelig værdi til at retfærdiggøre dens prisimpact?" Når du forstår, hvordan geometri forøger maskintiden, får du mulighed for at optimere dine design, inden du anmoder om tilbud, hvilket resulterer i maskinbearbejdede komponenter, der opfylder dine krav til den laveste praktiske pris.
Maskinbearbejdningsoperationer og deres indvirkning på prisen
Du har valgt dit materiale og optimeret din geometri – men her er det, hvor tilbudspriserne stille og rolig kan forøges. De maskinbearbejdningsoperationer, der kræves for at fremstille din komponent, afgør ofte, om du ser et budgetvenligt tilbud eller et tilbud, der får dig til at overveje hele projektet igen. At forstå forskellen mellem CNC-drejning, CNC-fræsningsoperationer og flerakse-maskinbearbejdning giver dig den viden, du skal bruge til at træffe klogere indkøbsbeslutninger.
Tænk på det på denne måde: En simpel cylindrisk aksel har muligvis kun brug for en cNC-drejeoperation et komplekst luftfarts- og rumfartsbracket med funktioner på alle sider? Det kan kræve CNC-bearbejdning på 5 akser, specialfiksturer og flere opsætninger. Samme materiale, men betydeligt forskellige priser.
Når 5-akset bearbejdning begrundes af den øgede pris
Ikke alle CNC-maskiner er lige gode, og antallet af akser påvirker direkte, hvordan din prisangivelse ser ud. Sådan fungerer fremskridtet:
3-akset bearbejdning: Branchens arbejdshest. Skæreværktøjet bevæger sig langs X-, Y- og Z-aksen, mens emnet forbliver fast. Ideel til flade dele, enkle lommer og funktioner, der er tilgængelige fra én retning. Dette er din mest omkostningseffektive løsning, når delens geometri tillader det.
4-akse-bearbejdning: Tilføjer en roterende akse, hvilket gør det muligt at rotere emnet under bearbejdningen. Ideel til cylindriske dele med funktioner rundt om omkredsen – tænk f.eks. motorhuse eller runde kabinetter med sideåbninger.
5-akse-bearbejdning: Værktøjet eller emnet kan bevæge sig i fem retninger samtidigt. Ifølge branchenspecialister , fuld simultan 5-akset bearbejdning giver værktøjet mulighed for at opretholde optimal orientering i forhold til overfladen gennem hele operationen – afgørende for komplekse krumme overflader.
Så hvornår giver den 5-akse præmie så mening? Overvej disse scenarier:
- Krumme luftfartskomponenter: Dele med sammensatte kurver og undergravninger, som simpelthen ikke kan nås med 3-akse metoder.
- Impellerblad og turbinekomponenter: Komplekse vredne geometrier, der kræver kontinuerlig værktøjsomorientering.
- Medicinske implantater: Organiske former, der matcher menneskelig anatomi, kræver flerakse evner.
- Formhulrum med dybe detaljer: 5-akse bearbejdning gør det muligt at bruge kortere værktøjer med bedre stivhed, hvilket forbedrer overfladekvaliteten og reducerer vibration.
Her er omkostningsrealiteten: En standard 3-akset VMC kan koste mellem 80.000 og 150.000 USD, mens 5-aksmaskiner kræver betydeligt højere priser på grund af deres avancerede mekanik. Denne kapitalinvestering videreføres i timepriserne. 5-aksmaskiner reducerer dog ofte de samlede omkostninger ved komplekse dele ved at eliminere flere opsætninger og forbedre overfladekvaliteten i én enkelt operation.
Opsætningskompleksitet og dens skjulte omkostninger
Hver gang en maskinist genplacerer din del, stiger omkostningerne. Opsætningstid er ikke-produktiv maskintid – spindlen skærer ikke, men uret løber. Endnu værre er det, at hver ny orientering introducerer risiko for akkumulerede tolerancer, hvor små positioneringsfejl forstærkes over flere operationer.
Overvej en del med funktioner på fire sider. Med 3-aksmaskinbearbejdning svarer det potentielt til fire separate opsætninger: Bearbejd én side, stop maskinen, genplacer og genfastgør delen, verificer justeringen og fortsæt derefter. Ifølge analyse af produktionsomkostninger , opsætning og programmering kan variere meget – simple dele kan tage 15 minutter, mens komplekse dele, der kræver brugerdefinerede værktøjsstier, kan kræve over 45 timer kun til programmering og opsætning.
Forskellen mellem drejning og fræsning påvirker også din prisangivelsesstruktur. CNC-drejning er fremragende til cylindriske dele – akser, stifter, bushings – hvor materialet roterer mod et stationært værktøj. Den er typisk hurtigere og mere økonomisk for rotationssymmetriske geometrier. Swiss-drejning går endnu længere for små, præcise drejede dele med ekstraordinær nøjagtighed.
Fræsningsoperationer håndterer alt andet: udskåringer, nitter, komplekse 3D-overflader og ikke-cylindriske geometrier. Når din del kræver både dreje- og fræsefunktioner, har du brug for enten flere maskiner eller et dreje-fræsecenter – og begge scenarier påvirker prisen.
Her er scenarier, hvor enklere fremstillingsmetoder opnår de samme resultater til lavere omkostning:
- Konsolider funktioner til én side, når det er muligt: Hvis en beslag har monteringshuller, så prøv at placere dem, så de alle er tilgængelige fra én enkelt opsætning i stedet for at være fordelt over flere flader.
- Brug 3+2-positionering i stedet for fuld 5-akset bearbejdning: Mange dele kræver ikke simultan 5-akset bevægelse. Ved at positionere drejeakslerne og derefter udføre bearbejdningen med 3-akset strategier (kaldet 3+2 eller positionsbaseret 5-akset) bliver omkostningerne lavere, mens man stadig kan tilgå flere vinkler.
- Design med standard værktøjsrækkevidde i tankerne: Dybe lommer, der kræver værktøjer med forlænget rækkevidde, nedsætter bearbejdningshastigheden og øger omkostningerne. Mindre dybe geometrier bearbejdes hurtigere.
- Undgå funktioner, der kræver drejning af emnet: Gennemgående huller, der skal CNC-fræses fra begge sider, fordobler din opsætningsbyrde. Overvej i stedet blinde huller eller genudformning af funktionen.
- Angiv drejeoperationer til cylindriske sektioner: En del med et cylindrisk legeme og fræsede funktioner kan være mere økonomisk at starte på en drejebænk og derefter færdiggøre på en fræsemaskine frem for at bearbejde den helt fra massivt materiale.
Bundlinjen? Før du færdiggør den pågældende konstruktion, skal du spørge dig selv: Hvor mange gange skal denne komponent omplacerees? Hver opsætning tilføjer omkostninger, introducerer potentielle fejl og forlænger leveringstiden. En smart konstruktion minimerer antallet af opsætninger uden at ofre funktionaliteten – og din prisangivelse vil afspejle denne effektivitet.

Tolerance- og overfladeafslutningskrav i prisangivelser
Her er en hemmelighed, der kan spare dig tusindvis: Tolerancespecifikationer er måske den enkelte største skjulte omkostningsdrevne faktor i din CNC-fremstillingens prisangivelse. Mange ingeniører vælger som standard stramme tolerancer "bare for at være sikker", uden at indse, at hver ekstra decimalplads kan fordoble, firedoble eller endda forøge omkostningerne med op til 24 gange. At forstå denne omkostningskurve ændrer, hvordan du tilnærmer dig komponentens specifikationer – og har en dramatisk indvirkning på, hvad du betaler.
Forholdet mellem tolerance og omkostninger er ikke lineært. Det er eksponentielt. At gå fra standard ±0,005" til præcision ±0,001" tilføjer ikke blot 20 % til din prisangivelse – det kan tredoble eller firdoble prisen. Hvorfor? Fordi strammere tolerancer kræver langsommere fræsningshastigheder, mere præcist udstyr, yderligere inspektionsfaser og højere udskiftningssatser. Hver mikrometer ekstra præcision forstærker disse krav.
Den reelle omkostning ved at specificere for stramme tolerancer
Forestil dig, at du laver en prisangivelse for en ordre af specialfremstillede maskindelte dele til aluminiumsbeslag. Med standardtolerancer koster hvert beslag $50. Men din tegning specificerer ±0,001" på alle mål – herunder ikke-kritiske ydre overflader. Pludselig stiger prisen for det $50-beslag til $150–200. Ifølge brancheanalyser kan stramme tolerancer øge omkostningerne ved CNC-bearbejdning med 2–4 gange ved en præcision på ±0,001", og op til 24 gange ved ekstremt stramme specifikationer på ±0,0001" sammenlignet med standardtolerancer.
Dette sker bag kulisserne, når du specificerer stramme tolerancer:
- Langsomere bearbejdningshastigheder: Præcisions-CNC-bearbejdningstjenester kræver reducerede fremføringshastigheder og lettere snit. Det, der tager én time ved standardtolerancer, kan tage tre timer ved stramme specifikationer.
- Specialiseret udstyr: Ultrastramme krav kræver ofte temperaturregulerede miljøer og højpræcisionsmaskiner med forbedret stivhed.
- Intensiv inspektion: Standarddele kontrolleres stikprøvevis. Dele med stramme tolerancer kræver 100 % CMM-inspektion, hvilket alene tilføjer omkostninger på 50–150 USD pr. del til måling.
- Højere affaldsprocenter: Dele, der ville bestå en standardinspektion, afvises under stramme specifikationer. Denne spildomkostning indgår i din prisangivelse.
- Forlængede leveringstider: Forvent en leveringstid, der er 2–3 gange længere, når du specificerer præcisionsbearbejdningstjenester med stramme tolerancer.
Tabellen nedenfor illustrerer, hvordan toleranceniveauer oversættes til omkostningsmultiplikatorer:
| Tolerancemargen | Typisk Anvendelse | Omkostningsmultiplikator | Inspektionmetode | Påvirkning på leveringstid |
|---|---|---|---|---|
| ±0,005" (±0,13 mm) | Almindelige formål, ikke-kritiske funktioner | 1x (basislinje) | Skydelære, mikrometerskrue | Standard (5–7 dage) |
| ±0,002" (±0,05 mm) | Montageflader, samlingssammenføjninger | 1,5–2× | Digitale indikatorer, præcisionsmåleinstrumenter | +40 % (7–10 dage) |
| ±0,001" (±0,025 mm) | Lagermonteringer, tætningsflader | 3–4× | Inspektion med koordinatmålemaskine (CMM) kræves | +100 % (10–14 dage) |
| ±0,0005" (±0,0125 mm) | Præcisionsinstrumenter, kritisk for luftfartsindustrien | 6–10× | Højpræcisions-CMM, kontrolleret miljø | +150 % (14–18 dage) |
| ±0,0001" (±0,0025 mm) | Ultra-præcise komponenter, optiske komponenter | 10–24× | Specialiseret metrologi, klimakontrolleret | +200–300 % (14–21 dage) |
Så hvordan identificerer du de mål, der virkelig kræver stramme tolerancer? Stil dig selv ét simpelt spørgsmål: «Hvad sker der, hvis dette mål afviger med ±0,1 mm?» Hvis svaret indebærer monteringsfejl, funktionsmæssige problemer eller sikkerhedsmæssige risici, skal der specificeres stramme tolerancer. Hvis svaret er «intet kritisk», vil standardtolerancer fungere fremragende – og være langt billigere.
Kritiske dimensioner inkluderer typisk:
- Sammenføjede overflader, hvor dele skal passe nøjagtigt sammen
- Lagersteder og akselpassninger, der kræver specifikke spiller
- Tætningsflader til O-ringe og pakninger
- Gevindforbindelser under belastning
- Placeringsfunktioner til efterfølgende montage
Ikke-kritiske funktioner – eksterne kanter, dekorative overflader og frihedsboringer – fungerer perfekt med standardtollerancer. En europæisk billeverandør opdagede dette i praksis: Ved at afslappe ikke-kritiske tolerancer fra ±0,01 mm til ±0,03 mm, mens de fastholdt stramme specifikationer kun for kritiske funktioner, reducerede de maskinfremstillingens omkostninger med ca. 22 %.
Overfladebehandlingsoptioner og deres prisniveauer
Specifikationer for overfladekvalitet følger et lignende omkostningsmønster. Jo glattere overflade din komponent skal have, jo mere vil du betale – men ikke alle anvendelser kræver en spejllignende polering. At forstå mulighederne hjælper dig med at specificere præcis det, der er nødvendigt, uden at overspendere.
Overfladeruhed måles i Ra (gennemsnitlig ruhed), hvor lavere tal indikerer glattere overflader. Sådan påvirker forskellige finish-niveauer din prisangivelse:
Ubehandlet maskineret (Ra 3,2–6,3 µm): Dette er det, der kommer direkte ud af CNC-fræsningsprocessen. Synlige værktøjsmærker forbliver, men overfladen er funktionsdygtig til de fleste mekaniske anvendelser. Dette er din basisprisoption – ingen yderligere behandling kræves.
Standardmaskineret (Ra 1,6–3,2 µm): En renere finish opnået ved hjælp af optimerede fræsningsparametre. Ifølge forskning inden for overfladefinish er dette interval ofte tilstrækkeligt til funktionsmæssig test og medfører kun en minimal prisstigning i forhold til ubehandlet maskinerede overflader.
Fin finish (Ra 0,8–1,6 µm): Kræver langsommere fremføringshastigheder, finere skridtstørrelser og muligvis sekundære operationer. Forvent en prisstigning på 15–25 % pr. komponent. Passer til synlige komponenter og præcisionspasninger.
Poleret (Ra < 0,8 µm): Kræver yderligere manuel efterbehandling eller specialiserede poleringsoperationer. Kan tilføje 20–40 % til maskinbearbejdingstiden. Vigtig for tætningsflader, optiske anvendelser og high-end æstetik.
Valg af materiale påvirker de opnåelige overfladekvaliteter. CNC-polycarbonat og CNC-acryl servicearbejde drager fordel af specifikke skærestrategier for at undgå varmemærker og opnå optisk gennemsigtighed. Metaller som aluminium og messing poleres nemmere end rustfrit stål, hvilket påvirker både overfladekvalitet og omkostninger.
Den praktiske vejledning? Tilpas overfladekvaliteten til funktionen. En prototype på en tandhjulsmechanisme kan kræve Ra 0,8 µm på lejeflader for korrekt funktion – undersøgelser viser, at et tandhjul med Ra 0,8 µm oplever 15 % mindre drejningsmomenttab sammenlignet med Ra 3,2 µm. Men den eksterne kabinet? Standard Ra 3,2 µm er helt tilstrækkelig, medmindre den er kundeorienteret.
Før du afslutter din næste anfordring om et tilbud, gennemgå alle tolerancer og overfladekrav på din tegning. Udfordr hvert enkelt krav. Du kan måske opdage, at 80 % af dine komponentmål kan anvende standardtolerancer, mens kun 20 % virkelig kræver stram kontrol – og denne erkendelse alene kan reducere dit tilbud med 30–50 %.
Økonomi ved parti-størrelse og volumenbaserede prisdannelse
Her er et spørgsmål, der overrasker mange første gang-købere: Hvorfor koster en enkelt prototype 315 USD, mens prisen for 100 stk. af den samme komponent falder til blot 18 USD pr. stk.? Svaret ligger i et af de mest effektive – men ofte misforståede – principper inden for økonomien bag CNC-fremstillingstilbud: amortisering af installationsomkostninger. At forstå dette koncept ændrer, hvordan du planlægger ordrer og budgetterer projekter.
Formlen, der ligger bag ethvert volumenbaseret tilbud, er forbløffende simpel:
Stykpris = (Engangsinstallationsomkostning ÷ Ordremængde) + Variable omkostninger pr. komponent
Denne faste opsætningsomkostning – som dækker programmering, fremstilling af fastgørelsesudstyr, værktøjspåberedelse og inspektion af første artikel – fordeler sig over hver enkelt del, du bestiller. Bestil én enkelt del, og du bærer hele opsætningsomkostningen. Bestil 1.000 dele, og hver enkelt del bærer kun en lille brøkdel af den byrde.
Sådan virker volumenrabatter faktisk
Lad os gøre det konkret. Forestil dig en ordre på CNC-fremstillede dele med opsætningsomkostninger på 300 USD og variable omkostninger på 15 USD pr. del. Ifølge branchens prisanalyse ser økonomien således ud:
- 1 reservedel: 300 USD opsætning + 15 USD variable omkostninger = 315 USD pr. enhed
- 10 reservedele: 30 USD opsætningsandel + 15 USD variable omkostninger = 45 USD pr. enhed
- 100 reservedele: 3 USD opsætningsandel + 15 USD variable omkostninger = 18 USD pr. enhed
- 1.000 dele: 0,30 USD opsætningsandel + 15 USD variable omkostninger = 15,30 USD pr. enhed
Læg mærke til noget afgørende? Prisfaldet er mest dramatisk i de tidlige faser. Ved at gå fra 1 til 10 dele reduceres din CNC-pris pr. enhed med 86 %. Men ved at stige fra 100 til 1.000 dele sparer du kun yderligere 15 %. Når du når produktionsvolumener, nærmer du dig den reelle "bund" – de variable omkostninger, der repræsenterer råmaterialer, maskintid og direkte arbejdskraft.
Derfor anmoder erfarene indkøbere om prisangivelser med trappetrin. Ved at anmode om prisangivelser for 1, 10, 50, 100 og 500 enheder afsløres præcis, hvor de optimale mængdeintervaller ligger for din specifikke komponent. Nogle CNC-fremstillede komponenter viser markante prisbrud ved 25 enheder; andre opnår ikke betydelige besparelser før ved 200+ enheder.
En advarsel: Produktionseksperter advare mod leverandører, der på prototypetilbud angiver "$0 NRE", da de ofte skjuler opsætningsomkostninger i forhøjede stykpriser. Dette gør deres tilbud attraktivt for 10 stykker, men skaber problemer, når du skalerer op. En transparent partner adskiller tydeligt disse omkostninger.
Strategier for prisangivelse ved prototype versus produktion
Overgangen fra CNC-prototypering til produktion handler ikke kun om at bestille flere dele – det handler om at vælge den rigtige fremstillingsmetode i hver fase. Forskellige metoder bliver omkostningseffektive ved forskellige produktionsmængder, og kloge købere planlægger deres mængdestrategi i overensstemmelse hermed.
Her er de typiske volumenniveauer og deres prisegenskaber:
- Prototypeområder (1–10 enheder): Opsætningsomkostninger dominerer din tilbudsanmodning. Stykomkostningerne er højest, men det er bevidst – du betaler for hastighed, fleksibilitet og muligheden for at validere designene, inden du investerer i produktionsværktøjer. Prototypemaskineringstjenester på dette trin fokuserer på hurtig levering frem for stykomkostningsbesparelser.
- Lavvolumenproduktion (10–100 enheder): Det optimale område, hvor CNC-maskinering virkelig glimter. Opsætningsomkostningerne spredes tilstrækkeligt til at blive rimelige, men mængden er stadig så lav, at dyre specialværktøjer kan undgås. Mange ordrer af brugerdefinerede CNC-dele forbliver permanent i denne kategori.
- Mellemvolumenproduktion (100–1.000 enheder): Enhedsomkostningerne stabiliseres nær den variable omkostningsgrund. På dette trin kan leverandører tilbyde yderligere rabatter gennem optimeret fastspænding, batchplanlægning og reduceret inspektionsfrekvens efter godkendelse af første artikel.
- Højvolumenproduktion (1.000+ enheder): CNC forbliver velegnet, men alternative processer (sprøjtestøbning, trykstøbning) kan blive mere økonomiske afhængigt af reservedelens geometri. Vejledning om procesvalg indikerer, at CNC-bearbejdning typisk er mest effektiv op til 500–2.000 enheder, før sprøjtestøbning eller støbning som alternativer kræver alvorlig overvejelse.
Hvordan planlægger du mængderne for at optimere omkostningerne uden at overforpligte dig til for meget lager? Start med at forstå din reelle efterspørgselsprognose. At bestille 500 dele for at nå en prisrabat giver ingen mening, hvis du kun vil sælge 50 styk i år – lageromkostningerne spiser hurtigt disse besparelser op. Forskning i økonomisk partistørrelse viser, at lageromkostninger kan udgøre 20–60 % af lagerets værdi årligt.
En smartere tilgang: forhandle rammeordrer med planlagte leverancer. Forpligt dig til 500 dele over 12 måneder, men modtag leveringer i månedlige partier på 40–50 dele. Du sikrer dig volumenpriser, samtidig med at du undgår lageromkostninger og belastning på likviditeten. De fleste leverandører hilser denne ordning velkommen, da den giver forudsigelig arbejdsplanlægning.
Konklusionen? Hver tilbudsgivning fortæller en historie om mængde. Lær at læse den, og du træffer mere velovervejede beslutninger om, hvornår du skal lave prototyper, hvornår du skal skala op og præcis hvor mange dele du skal bestille i hver fase af dit projekt.

Vurdering og sammenligning af flere tilbud
Du har indsamlet tilbud fra tre forskellige leverandører. Et tilbud lyder på 12.000 USD, et andet på 15.500 USD og det tredje på 18.200 USD. En nem beslutning, ikke sandt? Vælg blot den billigste mulighed og fortsæt.
Ikke så hurtigt. Den påståede pris på 12.000 USD kan faktisk koste dig 25.000 USD, når du tager kvalitetsafvisninger, forfaldne frister og den panikslagne jagt efter en erstatningsleverandør midt i projektet i betragtning. Den dyreste CNC-tjeneste på papiret leverer nogle gange den bedste værdi – mens den billigste kan blive en budgetødelæggende mareridt.
At vide, hvordan man vurderer tilbud ud over det endelige tal, adskiller succesrige indkøbsprofiler fra dem, der konstant må løse leverandørproblemer i sidste øjeblik. Lad os opbygge en ramme, der fanger den reelle værdi – ikke kun den angivne pris.
Ud over pris-sammenligningsmål
Når du søger efter maskinværksteder i nærheden eller CNC-maskinværksteder i nærheden, vil du finde dusinvis af muligheder. Hver enkelt vil gladeligt sende dig et tilbud. Men en professionel vurdering ser på det komplette billede – fordi de billigste maskinværkstjenester ofte skjuler omkostninger, som først bliver synlige, efter at du har forpligtet dig.
Her er det, erfarna købere vurderer sammen med prisen:
Leveringstidens pålidelighed: En angivet levertid betyder intet, hvis leverandøren konsekvent lever for sent. Spørg om mål for levering til tiden. Ifølge undersøgelser inden for fremstillingsindustrien bør respons tid på tekniske spørgsmål være inden for 24 timer med detaljerede forklaringer, der henviser til tegninger eller specifikationer. Leverandører, der kommunikerer dårligt i tilbudsfasen, forbedrer sig sjældent efter, at du har afgivet en ordre.
Teknisk kapacitet: Har leverandøren faktisk udstyret til at fremstille dine dele? Et tilbud fra en lokal maskinværksted kan se attraktivt ud, men hvis de planlægger at udlede din 5-akse-fremstilling til en underleverandør, har du mistet kontrollen over kvalitet og tidsplan. Spørg specifikt om deres udstyrsliste og om dine dele vil blive fremstillet internt.
Kvalitetssystemer: Hvilke inspektionsudstyr bruger de? Leverer de rapporter for første-artikel-inspektion? For præcisionsarbejde skal du bekræfte, at de har mulighed for koordinatmåling (CMM) og kalibreringsprotokoller. Branchens retningslinjer foreslår, at du under revisioner bekræfter fabrikkens kalibreringsprotokoller for inspektionsudstyr, som skal opdateres mindst én gang årligt for at sikre nøjagtighed.
Kommunikationsrespons: Hvor lang tid tog det at modtage tilbuddet? Bleve dine tekniske spørgsmål besvaret tydeligt? Ifølge leverandørvurderingskriterier fremmer effektiv kommunikation tillid og sikrer projektets afstemning – en pålidelig fabrik prioriterer responsivitet og teknisk support gennem hele processen.
Finansiel stabilitet: Hvis en leverandør lukker ned i midten af et projekt, skaber det katastrofale forsinkelser. Ved store ordrer bør du overveje at anmode om økonomiske referencer eller kontrollere kreditvurderinger.
Certificeringskrav efter branche
Branchecertificeringer er ikke bare imponerende logoer – de repræsenterer reviderede kvalitetssystemer, dokumenterede processer og ansvarlighed. Når du leder efter maskinistværksteder i nærheden af mig til kritiske anvendelser, adskiller certificeringer amatør-værksteder fra professionelle CNC-produktionsværksteder.
Her er det, hvor specifikke certificeringer betyder noget:
ISO 9001:2015: Ifølge branchecertificeringsstandarder iSO 9001 betragtes som den mest universelle form for producertificering og gælder på tværs af brancher i alle størrelsesklasser. Den bekræfter, at en organisations produkter eller tjenester opfylder kundens forventninger og lovmæssige krav. Dette er din basis – enhver alvorlig leverandør bør besidde denne certificering.
IATF 16949: Vigtig for automobilindustrien. Denne globale standard for kvalitetsstyring er specielt tilpasset bilindustrien og bygger på ISO 9001 samt omfatter yderligere krav til produktudvikling, fremstillingsprocesser og kundespecifikke standarder. Hvis du fremstiller bilkomponenter, skaber leverandører uden IATF 16949 overholdelsesrisici.
AS9100D: Afgørende for luftfartsapplikationer. Denne certificering bekræfter, at dele opfylder kravene til sikkerhed, kvalitet og høje standarder inden for luftfartsindustrien. Ifølge certificeringseksperter skyldes en del af grundene til, at der findes en specifik certificering for luftfart, den ekstreme grad af specifikation og teknisk kompleksitet, der kræves for sikkerhed og overholdelse.
ISO 13485: Krævet for fremstilling af medicinsk udstyr. Dette sikrer, at al medicinsk udstyr er designet og fremstillet med sikkerhed i tankerne, hvor patients sikkerhed og velbefindende er afgørende.
ISO 14001: Miljøledelscertificering – bliver stadig vigtigere for virksomheder med bæredygtighedskrav i deres leveranskæde.
Betaling af en premium for certificeringer, som du ikke har brug for, er unødvendig. Generelle industrielle dele kræver ikke AS9100D-luftfarts-certificering. Acceptér dog aldrig en ikke-certificeret leverandør til regulerede industrier – ansvarsrisikoen og overholdelsesrisikoen langt overstiger eventuelle besparelser.
Vær opmærksom på følgende røde flag, der kan tyde på, at et tilbud vil føre til problemer:
- Usædvanlig lav prisfastsættelse: Hvis ét tilbud er 40 % lavere end konkurrenternes, er der noget galt. De har muligvis misforstået specifikationerne, planlægger at skære i kvaliteten eller er desperat efter arbejde – intet af dette er et godt tegn.
- Uklare poster: Professionelle tilbud detaljerer omkostningerne tydeligt. Samlede «alt-i-én»-priser skjuler potentielle overraskelser ved ændringsordrer.
- Manglende tolerancenævnelse: Hvis din tegning specificerer tolerancer på ±0,001 tommer og tilbuddet ikke nævner præcisionskapacitet, har de muligvis ikke læst dine krav grundigt nok.
- Ingen kvalitetsdokumentation tilbudt: Pålidelige leverandører nævner inspektionsrapporter, materialecertifikater og kvalitetssystemer uden at blive spurgt.
- Langsom eller uklar kommunikation: Vanskeligheder med at få svar i tilbudsfasen forudsiger problemer under produktionen.
- Viljen til at fremlægge referencer: Etablerede leverandører hilser referencetjek velkomne. Modstand tyder på, at der er noget at skjule.
- Urealistiske leveringstider: Løfter, der er betydeligt hurtigere end konkurrenternes, kan tyde på kapacitetsproblemer eller en hensigt om at skynde din ordre.
- Ingen nævnelse af certifikater: For regulerede brancher fremhæver certificerede leverandører deres kvalifikationer fremtrædende.
For at strukturere din vurdering effektivt skal du oprette et sammenligningsregneark, der vægter disse faktorer passende. Tildel point (1–5) for hvert kriterium, gang med vigtighedsvægten og beregn samlede værdipoint – ikke kun prisrangordninger. Et tilbud, der er 20 % højere, men som byder på dokumenteret levering til tiden, korrekte certifikater og responsiv kommunikation, repræsenterer ofte en bedre samlet værdi end den laveste byder med usikkerhed i kritiske kategorier.
Husk: Målet er ikke at finde den billigste tilbud — det er at finde den bedste værdipartner, der leverer kvalitetsdele til tiden, hver eneste gang. Den forskel redder projekter, budgetter og karrierer.
Almindelige fejl i tilbud og hvordan man undgår dem
Du har hidtil gjort alt rigtigt — optimeret din konstruktion, valgt det rigtige materiale og anmodet om tilbud fra kvalificerede leverandører. Men så kommer dit tilbud tilbage med forhøjede priser, vagt formulerede poster eller en anmodning om afklaring, der udsætter dit projekt med to uger. Hvad gik galt?
Svaret ligger normalt i, hvordan du forberedte og indsendte din RFQ-pakke. Ifølge branchens eksperter er ufuldstændig dokumentation den hyppigste årsag til, at tilbud bliver stående. Manglende tolerancer, uspecificerede materialer eller vagt formulerede bemærkninger forstyrrer både tilbudsprocessen og fremstillingen, hvilket tvinger leverandører til at foretage antagelser, der ofte ikke svarer til dine faktiske krav — og disse antagelser gunstiggør sjældent din budgettering.
Den gode nyhed? Disse fejl er helt undgåelige. Lad os undersøge dokumentationsmanglerne, der får tilbudsprikkerne til at stige, samt de reelle leveringstider, der overrasker køberne.
Dokumentationsmangler, der får tilbudsprikkerne til at stige
Forestil dig, at du er en CNC-leverandør, der gennemgår et indkommet anfordringsbrev (RFQ). Kunden har sendt en CNC-fil med god geometri, men her er det, der mangler: ingen angivelser af tolerancer, ingen materialeangivelse ud over "aluminium" og ingen angivelse af den krævede overfladebehandling. Hvad gør du?
Du har to muligheder: enten standse alt for at stille afklarende spørgsmål (hvilket udsætter tilbuddet med dage), eller foretage forsigtige antagelser, der beskytter din virksomhed mod underprisning. De fleste leverandører vælger mulighed to – og forsigtige antagelser betyder højere priser for dig.
Ifølge specialister inden for præcisionsbearbejdning begår mange købere fejlen at inkludere kun STEP-filen i deres anfordringer om tilbud. Selvom STEP-filer faktisk er nyttige, er PDF-filer ligeledes afgørende, da de indeholder vigtige angivelser af tolerancer, materialer, varmebehandling, overfladebehandling og mere. Uden denne information er det næsten umuligt at udarbejde et præcist tilbud.
Her er en omfattende liste over den væsentlige information, som hver enkelt anfordring om et tilbud bør indeholde:
- 3D CAD-filer i universelle formater: STEP-filer (.step/.stp) eller IGES-filer er bredt accepterede og bevarer geometrien præcist. Undgå proprietære formater, der kræver specifik software for at åbnes.
- 2D-tekniske tegninger med GD&T: PDF-tegningsfiler, der viser alle kritiske mål, tolerancer, referencepunkter og inspektionskrav. Her kommunikeres din tolerancestrategi tydeligt.
- Komplette materialekrav: Ikke blot "rustfrit stål", men "316L rustfrit stål i glødet tilstand." Angiv kvalitet, temperaturbehandling, hårdhedskrav samt eventuelle krævede certifikater (valsedokumenter, RoHS-overensstemmelse).
- Krav til overfladekvalitet: Angiv Ra-værdier for kritiske overflader. Bemærk, hvilke overflader er kosmetiske og hvilke er funktionelle.
- Mængde- og volumenprognose: Inkludér både den umiddelbare ordremængde og den forventede årlige forbrugsmængde. Dette hjælper leverandører med at tilbyde passende volumenpriser.
- Ønsket leveringsdato: Vær specifik. "ASAP" er ikke en leveringsdato – det er en invitation til ekstraomkostninger for hastig levering.
- Sekundære operationer: Krav til varmebehandling, pladering, anodisering, gravering eller montering skal tydeligt dokumenteres.
- Inspektions- og dokumentationskrav: Rapporter for førsteartikelinspektion, CMM-data, materialecertifikater eller branchespecifikke dokumentationskrav.
- Gevindspecifikationer: Angiv gevindtype, pasningsklasse og dybde. For blinde huller kræves specifikationer af bundtypen.
- Emballagekrav: For præcisions-CNC-maskindele kan beskyttende emballage være afgørende for at forhindre skade under fragt.
Når CNC-filer og tegninger ikke stemmer overens, står leverandører over for et dilemma. Hvilket dokument har prioritet? Vejledning til fremstilling understreger, at leverandører udfører mere præcise gennemgange, når filerne er rene, ensartede og korrekt strukturerede – enhver uoverensstemmelse mellem 3D-modellen og tegningsanmærkningerne skaber forvirring og forsinkelser.
Omkringstillingen af ufuldstændig dokumentation går ud over forsinkede tilbud. Uklare specifikationer åbner mulighed for omfangsstridigheder under produktionen. Du forventede polerede overflader; leverandøren leverede i maskineret tilstand. Din tegning var tvetydig, og nu står du over for omkostninger til genarbejde eller projektforsinkelser, mens striden afklares.
Forventede leveringstider versus virkeligheden
Her er en samtale, der finder sted langt for ofte: "Jeg har brug for disse maskinerede dele på fem dage. Kan I levere dem?"
Leverandøren siger ja – fordi de har brug for ordren. Men her er det, de ikke fortalte dig: Den femdages leveringstid forudsætter, at materialer er på lager (det er de ikke), at der ikke opstår programmeringsproblemer (det vil de), og at intet andet i deres kø ikke får prioritet (det kan godt ske). Dine "femdages"-dele ankommer efter tre uger, og hele dit projektts tidsplan kollapser.
Urealistiske forventninger til leveringstider skaber kaskadeeffekter:
Rush-gebyrer driver omkostningerne betydeligt op: Accelererede ordrer kræver overarbejde, prioritær indkøb af materialer og forstyrrelse af anden planlagt produktion. Forvent 25–50 % tillæg for virkelig hastede ordrer – og det forudsætter, at leverandøren overhovedet kan imødekomme din tidsplan.
Kvaliteten lider under pres: Accelereret maskinbearbejdning betyder mindre tid til omhyggelig opsætning, reduceret inspektionsfrekvens og øget udslagsrate. Delene ankommer måske hurtigere, men opfylder de så dine specifikationer?
Materialtilgængelighed skaber skjulte forsinkelser: Standard aluminiumlegeringer kan typisk leveres inden for få dage, men specialkvaliteter eller eksotiske legeringer kan kræve uger med leveringstid fra værkstederne. Din leverandør kan ikke fremstille tilpassede metaldele, før materialet er ankommet.
Ifølge CNC-fremstillingsspecialister de fleste pålidelige leverandører sender tilbud tilbage inden for 48–72 timer, hvis filerne er klare og komplette. For akutte opgaver eller højt-volumen-anmodninger kan tidsrammerne variere – men hurtigere svar er almindelige, når du samarbejder med en betroet leverandør, der forstår dine krav.
Hvad ser en realistisk leveringstid ud for CNC-bearbejdede komponenter? Her er en generel ramme:
- Enkle prototypedele (standardmaterialer): 5–10 hverdage fra ordrebekræftelse
- Komplekse prototypedele (flere opsætninger): 10-15 arbejdsdage
- Produktionsordrer (standardmaterialer): 2–4 uger afhængigt af mængden
- Dele, der kræver stramme tolerancekrav: Tilføj 3–5 dage for ekstra inspektion og eventuelle rework-cykler
- Sekundære processer (anodisering, varmebehandling): Tilføj 3–7 dage afhængigt af processen
- Specialmaterialer: Tilføj materialeindkøbstid, som kan variere fra dage til uger
Den smarteste fremgangsmåde? Indbyg buffer tid i din projekttidsplan og kommuniker realistiske forventninger fra starten. Ifølge branchens retningslinjer hjælper specifikke leveringsforventninger leverandører med at planlægge kapacitet og tidsplanlægning, hvilket fører til mere præcise tilbud og pålidelig leveringsydelse.
Når du indsender din næste anmodning om tilbud (RFQ), husk: Kvaliteten af de oplysninger, du leverer, afgør direkte nøjagtigheden af det tilbud, du modtager. Komplet dokumentation eliminerer antagelser. Realistiske tidsrammer forhindrer overilede fejl. Tilsammen skaber de grundlaget for vellykkede CNC-fremstillingspartnerskaber – præcise priser, pålidelig levering og dele, der opfylder dine specifikationer første gang.
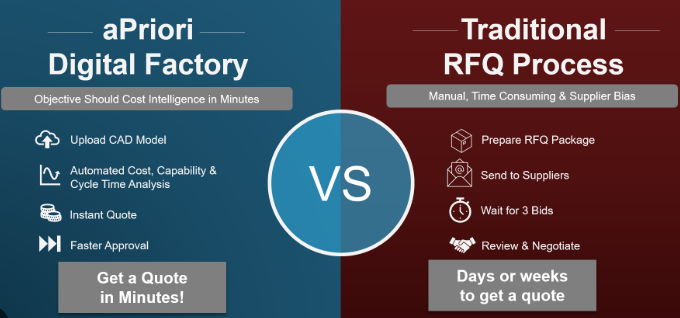
Valg mellem online-tilbud og traditionelle RFQ-processer
Du har forberedt din dokumentation, optimeret din design og er klar til at anmode om priser. Men her er en beslutning, som mange købere overser: Skal du bruge en platform til øjeblikkelig prisangivelse, eller skal du følge den traditionelle RFQ-proces? Svaret afhænger helt og aldeles af din reservedels kompleksitet, volumenkrav og kvalitetsbehov – og at vælge forkert kan koste dig både tid og penge.
Online CNC-fremstillingstjenester har transformeret, hvordan købere får adgang til fremstilling. Ifølge brancheforskning giver online CNC-prisangivelsessystemer realtidspriser og fremstillelighedsfeedback på 5–60 sekunder i modsætning til 1–5 dage for den traditionelle manuelle prisangivelse. Denne hastighed er revolutionerende for prototyper og simple reservedele. Men hastighed er ikke alt – især ikke, når præcision, certificeringer og produktionspålidelighed er afgørende.
At forstå, hvornår hver tilgang leverer maksimal værdi, hjælper dig med at træffe mere velovervejede indkøbsbeslutninger. Lad os gennemgå de scenarier, hvor hver metode virker bedst.
Når øjeblikkelige priser fungerer bedst
Plattformer til øjeblikkelig prisangivelse udmærker sig i specifikke scenarier, hvor standardisering og hastighed er mere afgørende end behovet for tilpasning. Hvis du leder efter CNC-bearbejdning i min nærhed og har brug for dele hurtigt, kan disse platforme være bemærkelsesværdigt effektive.
Her er situationer, hvor en øjeblikkelig prisangivelse giver mening:
- Standardgeometrier med almindelige funktioner: Dele med simple udskåringer, huller og ydre konturer, som algoritmerne kan analysere præcist. Ifølge platformens analyse håndterer systemer til øjeblikkelig prisangivelse standarddeles størrelser, materialer og tolerancer særdeles godt.
- Almindelige materialevalg: Aluminium 6061, rustfrit stål 304, ABS og andre bredt forekommende materialer angives præcist, da prisdata er omfattende og materialetilgængeligheden er forudsigelig.
- Prototype-mængder (1–25 enheder): Når du har brug for et par dele hurtigt for at validere en konstruktion, leverer platforme til øjeblikkelig prisangivelse tilbud på få sekunder og dele på få dage. Dette er deres stærke side.
- Standardtolerancekrav: Dele, der specificerer ±0,005" eller løsere tolerancer, passer behageligt ind i automatiserede tilbudsalgoritmer. Strammere specifikationer kræver menneskelig gennemgang.
- Designiterationscyklusser: Når du ofte ændrer geometrien og har brug for hurtig prisfeedback, tager det minutter – ikke dage – at uploade reviderede filer.
Teknologien bag disse platforme er imponerende. Ledende systemer som Xometry og Protolabs bruger AI-drevet tilbudsgivning med netværk af over 10.000 leverandører og understøtter tolerancer så stramme som ±0,025 mm samt over 60 materialer. Protolabs leverer dele allerede efter 1 dag for akutte prototyper.
Præcisionsmaskineringseksperter advarer dog om, at øjeblikkelige tilbud ofte forenkler komplekse geometrier for meget og ikke tager højde for indviklede funktioner, tolerancer eller specifikke maskineringskrav. Algoritmerne foretager generiske antagelser om materialeegenskaber og maskineringsprocesser, som muligvis ikke svarer til dine specifikke projektkrav.
Brug øjeblikkelige tilbud som din første benchmark. De fortæller dig, hvad markedet tager for standardarbejde – en uvurderlig kontekst, når du senere vurderer tilpassede tilbud.
Situationer, der kræver tilpassede RFQ-processer
Når dine krav ligger uden for standardparametrene, leverer traditionelle RFQ-processer en værdi, som algoritmer ikke kan matche. Direkte samarbejde med leverandører bliver afgørende for komplekse projekter, og den ekstra tid, der investeres, giver afkast i form af større nøjagtighed og pålidelighed.
Overvej tilpassede RFQ-processer, når dit projekt omfatter:
Komplekse geometrier, der kræver teknisk gennemgang: Dele med sammensatte kurver, dybe hulrum, tynde vægge eller funktioner til flere akser drager fordel af menneskelig analyse. Ifølge produktionsteknisk forskning kan erfarede ingeniører vurdere komplekse geometrier og ikke-standardkrav, som automatiserede systemer måske misfortolker, hvilket minimerer prisfejl, der ellers kan overstige ±10–15 % for indviklede dele.
Specialmaterialer: Eksotiske legeringer, polymerer af medicinsk kvalitet eller materialer, der kræver specifikke certificeringer, kræver ekspertise inden for indkøb. CNC-drejningstjenester til luftfarts-CNC-fremstilling anvender ofte titanlegeringer eller nikkel-superlegeringer, der kræver specialiseret viden.
Stramme tolerantekrav: Når dine specifikationer kræver en nøjagtighed på ±0,001 tommer eller bedre, har du brug for en leverandør, der forstår den påkrævede udstyrs- og inspektionskapacitet samt proceskontrol. Medicinsk fremstilling kræver ofte denne nøjagtighedsniveau.
Produktionsvolumenforpligtelser: For løbende produktionsløb åbner direkte forhandling mulighed for volumenpriser, rammeordrer og dedikeret kapacitet – muligheder, som øjeblikkelige platforme ikke kan tilbyde.
Branchecertificeringskrav: Her er det, hvor brugerdefinerede RFQ-processer bliver uundværlige. Ifølge kvalitetskontrolspecialister har mange brancher strenge retningslinjer for komponenters sikkerhed og ydeevne. Uden korrekte kvalitetskontrolforanstaltninger kan dele måske ikke opfylde regulerende krav, hvilket fører til afviste ordrer og potentielle juridiske risici.
For automobil- og højpræcisionsanvendelser, der kræver certificeringer som IATF 16949, leverer specialiserede leverandører med mulighed for statistisk proceskontrol (SPC) tilbud, der tager hensyn til de kvalitetssystemer, der er nødvendige for produktionsklare komponenter. Disse certificeringer sikrer dokumenterede processer, sporbarehed og konsekvent kvalitet – egenskaber, som platforme til øjeblikkelige tilbud simpelthen ikke kan garantere.
Producenter som Shaoyi Metal Technology demonstrere, hvordan specialiserede leverandører kombinerer hastighed med præcision – og tilbyder hurtig prisangivelse med levertider så hurtige som én arbejdsdag for præcisions-CNC-bearbejdning. Deres IATF 16949-certificering og SPC-kapaciteter gør dem særligt velegnede til automobilapplikationer, der kræver understelmonteringer og brugerdefinerede metaldele, hvor kvalitetsdokumentation er påkrævet.
Den hybride tilgang fungerer ofte bedst for sofistikerede købere: Brug øjeblikkelige tilbud til at fastslå basispriser og validere grove budgetter, og søg derefter brugerdefinerede tilbud fra kvalificerede leverandører til produktionsordrer. Denne strategi giver dig markedsorientering, samtidig med at den sikrer, at din produktionspartner faktisk kan levere den kvalitet, de certificeringer og den pålidelighed, som dit projekt kræver.
Husk: Et øjeblikkeligt tilbud er et udgangspunkt, ikke en forpligtelse. For alt ud over simple prototyper i standardmaterialer sikrer direkte samarbejde med leverandører nøjagtighed, ansvarlighed og partnerskab, som algoritmer ikke kan efterligne. Den ekstra dag eller to, der bruges på en ordentlig RFQ-proces, undgår uger med problemer, når produktionen går i gang.
Træffer handling på dine CNC-fremstillingstilbud
Du har lært, hvordan materialer, tolerancer, parti-størrelser og maskinbearbejdningstiltag påvirker priserne. Du ved, hvad der adskiller en pålidelig leverandør fra en risikofyldt. Nu er det afgørende øjeblik kommet: at omsætte denne viden til handling. Den fuldstændige tilbudsproces – fra forberedelse til accept – afgør, om dit projekt lykkes eller fejler.
Tænk på denne sidste fase som det sted, hvor alt falder på plads. Dit CNC-deleprojekt afhænger ikke kun af, at du forstår omkostningerne, men også af, at du gennemfører en systematisk proces, der beskytter dine interesser samtidig med, at du opbygger produktive leverandørpartnerskaber. Uanset om du indkøber hos en drejer i nærheden eller samarbejder med udenlandske producenter, gælder disse principper universelt.
Tilbudsgodkendelsescheckliste
Før du godkender et tilbud, skal du gennemgå denne verificeringsproces. Hvis du springer disse trin over, er det, hvor omfangsudvidelse, misforståelser og budgetoverskridelser begynder.
Bekræft, at de tekniske specifikationer svarer til dine krav:
- Svarer det angivne materiale præcis til de krav, der er specificeret på din tegning? "Aluminium" er ikke det samme som "6061-T6-aluminium".
- Er tolerancemulighederne eksplicit bekræftet? Hvis din tegning specificerer ±0,001 tommer og tilbuddet ikke nævner præcisionsmuligheder, skal du afklare dette, før du accepterer.
- Er den angivne overfladebehandling i overensstemmelse med dine specifikationer? Bekræft, at Ra-værdierne er dokumenteret.
- Indgår alle sekundære processer (varmebehandling, galvanisering, anodisering) i den citerte pris?
Bekræft, at handelsvilkårene er tydeligt defineret:
- Hvad er den præcise leveringstid fra ordrebekræftelse? Ifølge internationale kvoteringsbedste praksis , kræver vagt angivne tidsrammer som "2 uger" afklaring – hvornår starter tællingen?
- Er betalingsvilkårene specificeret? Branchens retningslinjer understreger, at der bør tilbydes flere betalingsmuligheder for at fremme hurtigere beslutninger.
- Hvad er vilkårene for prisjusteringer? Transparente leverandører knytter justeringer til dokumenterede indeks, f.eks. LME for metaller.
- Er Incoterm fuldstændig med angivelse af sted? "CIF" alene er ufuldstændig – korrekt specifikation lyder "CIF Los Angeles Havn."
Verificer kvalitets- og dokumentationsforpligtelser:
- Hvilke inspektionsrapporter følger leveringen? Første-artikel-inspektion, dimensionsrapporter og materialecertifikater skal specificeres.
- Er sporbarehed dokumenteret? Ifølge sourcingeksperter bliver det umuligt at identificere fejlkildens kilde, hvis flere leverandører leverer den samme komponent uden sporbarehed.
- Hvad er proceduren for håndtering af afviste varer? Afklar ansvarsfordelingen for adskillelse, omformning eller udskiftning, inden problemer opstår.
For metalbearbejdningsprojekter, der kræver brugerdefinerede maskinkapaciteter, skal du sikre dig, at leverandøren bekræfter, at dine dele fremstilles internt og ikke underudliciteres til ukendte faciliteter. Dette beskytter både kvalitetskontrollen og intellektuel ejendom.
Opbygning af langsigtet leverandørrelation
Tilbudsprocessen handler ikke kun om at vinde den laveste pris – den er grundlaget for partnerskaber, der skaber værdi over årsvis samarbejde. Ifølge forskning inden for leverandørrelationsstyring (SRM) sikrer en effektiv SRM en pålidelig supply chain, reducerer risikoen for forstyrrelser og sikrer levering af varer og tjenester til tiden.
Sådan forhandler du for værdi i stedet for blot prisnedsættelse:
Fokuser på den samlede ejerskabsomkostning: En leverandør, der tilbyder feedback om design til fremstilling (DFM), kan måske anføre priser, der er 10 % højere, men spare dig 30 % gennem designoptimeringer. Det er værdiskabelse, ikke omkostningsreduktion.
Foreslå volumenforpligtelser for bedre vilkår: I stedet for at kræve lavere stykpriser kan du tilbyde forudsigelig efterspørgsel og planlagte ordreudgivelser. Ifølge bedste praksis inden for leverandørrelationsstyring (SRM) gør langvarige partnerskaber med fokus på gensidig vækst det muligt at samarbejde om forbedringer inden for produktudvikling, proceseffektivitet og omkostningsbesparelser.
Invester i leverandørudvikling: Når du finder en CNC-partner i nærheden med gode grundlæggende kvalifikationer, men med potentiale for forbedring, bør du overveje fælles kompetenceudvikling. Investeringer i uddannelse og teknisk support skaber leverandører, der er unikt tilpasset dine behov.
Vedligehold klare kommunikationskanaler: Brancheforskning viser, at regelmæssig kommunikation sikrer alignment om mål, forventninger og ydeevne – herunder brug af samarbejdsorienterede værktøjer, hvor både leverandører og dit team kan få adgang til relevant information og håndtere problemer i realtid.
For CNC-fremstillingsprojekter er forholdet lige så vigtigt som tilbuddet. En leverandør, der forstår dine anvendelsesområder, forudser dine behov og proaktivt foreslår forbedringer, bliver en konkurrencemæssig fordel – ikke blot en leverandør.
Det bedste CNC-maskinbearbejdnings tilbud er ikke det laveste prisniveau – det er det tilbud, der præcist afspejler, hvad du faktisk vil betale for dele, der opfylder dine specifikationer, leveres, når du har brug for dem, og kommer fra en leverandør, der kommunikerer tydeligt og står frem for sit arbejde.
Denne køberfokuserede tilgang transformerer, hvordan du samarbejder med enhver CNC-maskinbearbejdningsleverandør. Du modtager ikke længere passivt priser og håber på det bedste. I stedet er du en informeret partner, der forstår omkostningsdrevende faktorer, specificerer kravene præcist, vurderer leverandører systematisk og forhandler for ægte værdi.
De ni omkostningsfaktorer, der behandles i denne guide – materialer, kompleksitet, maskinbearbejdningsoperationer, tolerancer, overfladefinish, partiøkonomi, leverandørkvalifikationer, dokumentationskvalitet og valg af tilbudsmetode – giver dig det nødvendige sprog til at føre meningsfulde samtaler med producenter. Brug denne viden til at stille bedre spørgsmål, udfordre uklare tilbud og træffe beslutninger, der balancerer omkostninger, kvalitet og levering i forhold til dine specifikke projektkrav.
Din næste anmodning om et tilbud starter nu. Forbered komplet dokumentation, fastsæt realistiske tidsrammer, vurder leverandører ud over pris og opbyg relationer, der skaber værdi i årevis fremover. Sådan gør kloge købere CNC-maskinbearbejdnings tilbud til vellykkede projekter.
Ofte stillede spørgsmål om CNC-maskinbearbejdnings tilbud
1. Hvordan udarbejdes tilbud på CNC-maskinbearbejdningsopgaver?
Tilbud på CNC-bearbejdning beregnes ved at kombinere faste opsætningsomkostninger (programmering, fastgørelsesmidler, værktøjsforberedelse) med variable omkostninger pr. emne (materiale, maskintid, arbejdskraft). Leverandører analyserer dine CAD-filer og tegninger for at estimere bearbejdningsomkostningerne ud fra kompleksiteten og tilføjer derefter materialeomkostninger, efterbearbejdningsoperationer, inspektion og fragt. Mængden har betydelig indflydelse på prisen – opsætningsomkostningerne fordeler sig over alle bestilte emner, så prisen pr. enhed falder markant, når mængden stiger. For præcise tilbud skal du fremlægge komplet dokumentation, herunder STEP-filer, 2D-tegninger med tolerancer samt materialeangivelser.
2. Hvilke faktorer påvirker CNC-bearbejdningens omkostninger mest?
De primære omkostningsdrevende faktorer i tilbud på CNC-bearbejdning inkluderer materialevalg og bearbejdningsvenlighed (aluminium bearbejdes hurtigere end titan), delkompleksitet og geometri (dybe lommer, tynde vægge, sammensatte kurver øger tiden), tolerancekrav (hver trinvis strammere tolerance kan forøge omkostningerne med 2–4 gange), antallet af nødvendige opsætninger, de krævede bearbejdningsoperationer (3-aksis versus 5-aksis) samt parti-størrelsen. Strammere tolerancer ud over ±0,001 tomme kan øge omkostningerne med 300–400 % på grund af langsommere hastigheder, specialiseret udstyr og omfattende inspektionskrav.
3. Hvordan får jeg et øjeblikkeligt tilbud på CNC-bearbejdning online?
Online platforme til øjeblikkelig prisangivelse som Xometry, Protolabs og Hubs giver dig mulighed for at uploade CAD-filer og modtage automatisk prissætning på få sekunder til minutter. Disse platforme fungerer bedst til standardgeometrier, almindelige materialer (aluminium, rustfrit stål, standardplast), prototypeområder (1–25 enheder) og standardtolerancer (±0,005 tommer eller mere løse). Upload blot din STEP-fil, vælg materiale og overfladebehandling, angiv antal og modtag straks en prisangivelse. Brug disse prisangivelser som referenceværdier, men gennemfør en brugerdefineret anfordring om tilbud (RFQ) for komplekse dele, stramme tolerancer eller produktionsmængder, der kræver certificeringer.
4. Hvad skal jeg inkludere i en anfordring om tilbud på CNC-bearbejdning?
Et komplet RFQ-pakke skal indeholde 3D CAD-filer (STEP- eller IGES-format), 2D-tegningsmateriale med GD&T, der viser alle tolerancer og kritiske mål, komplette materiale-specifikationer (kvalitet, temperatur, hårdhed), krav til overfladefinish (Ra-værdier), mængde og volumenprognose, specifikke leveringsdatoer, krav til sekundære processer (varmebehandling, galvanisering, anodisering), inspektions- og certificeringskrav, gevindspecifikationer samt emballagekrav. Manglende oplysninger tvinger leverandører til at foretage forsigtige antagelser, hvilket fører til højere priser, eller forårsager forsinkelser, mens de anmoder om afklaring.
5. Hvornår bør jeg vælge en certificeret CNC-maskinbearbejdningssupplier?
Branchecertificeringer bliver afgørende for regulerede anvendelser. ISO 9001:2015 udgør grundlaget for enhver alvorlig leverandør. IATF 16949-certificering er obligatorisk for bilkomponenter og sikrer kvalitetsstyring specifikt inden for bilindustrien. AS9100D kræves for luftfartsapplikationer, hvor sikkerheds- og præcisionsspecifikationer er afgørende. ISO 13485 er påkrævet for fremstilling af medicinsk udstyr. Certificerede leverandører som Shaoyi Metal Technology med IATF 16949-certificering og mulighed for statistisk proceskontrol leverer dokumenterede kvalitetssystemer, sporbarehed og konsekvent kvalitet, som almindelige maskinværksteder ikke kan garantere.