 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

CNC-fremstillingsselskaber afsløret: 9 kriterier, de håber, du aldrig tjekker

Forståelse af CNC-fremstillingsvirksomheder og hvad de faktisk tilbyder
Når du søger efter CNC-fremstillingsvirksomheder, vil du hurtigt opdage en forvirrende blanding af resultater. Nogle virksomheder bygger de faktiske maskiner, mens andre bruger disse maskiner til at fremstille dele til dig. At forstå denne forskel er det første skridt mod klogere indkøbsbeslutninger — og det er noget, som mange købere overse indtil de allerede har spildt værdifuld tid på at kontakte den forkerte type leverandør.
Hvad er CNC egentlig? CNC står for Computer Numerical Control (computernumerisk styring), en teknologi, der automatiserer maskinværktøjer via programmerede kommandoer. Men her opstår forvirringen: Begrebet "CNC-fremstillingsvirksomheder" anvendes på to helt forskellige forretningskategorier.
Maskinbyggere versus fremstillingsydelser
CNC-maskineproducenter er virksomheder, der designer, udvikler og bygger de faktiske CNC-udstyr. Tænk på branchestørrelser som Haas Automation, Mazak og DMG MORI. Det er disse virksomheder, der fremstiller den avancerede maskineri, der står på fabriksgulve verden over. Når du kontakter en CNC-maskineproducent, har du til hensigt at købe eller leje udstyr til din egen produktionsfacilitet.
Derimod ejer og driver CNC-bearbejdningstjenesteudbydere disse maskiner for at fremstille dele på dit vegne. De er kontraktproducenter, der tager dine design og omdanner dem til færdige komponenter. Hvis du stiller spørgsmålet "hvad koster CNC-bearbejdning for mit projekt?", søger du sandsynligvis denne anden kategori.
Betydningen af forkortelsen CNC er den samme i begge sammenhænge – computervaret præcisionsfremstilling. Dog kan CNC-definitionen af, hvad hver enkelt virksomhed faktisk leverer, ikke være mere forskellig. Den ene sælger dig værktøjerne; den anden bruger disse værktøjer til at levere færdige produkter.
Hvorfor forskellen er afgørende for dit projekt
Forestil dig, at du har brug for 500 præcisionsaluminiumsklammer til en kommende produktlancering. At kontakte en producent af CNC-maskiner ville være det samme som at ringe til en bilfabrik, når du har brug for en taxa. Du ville spilde tid, forvirre salgsteamet og unødigt udskyde dit projekt.
Omvendt vil det ikke hjælpe dig med at opbygge interne kompetencer, hvis du etablerer en ny fremstillingsfacilitet og har brug for udstyr, men i stedet kontakter fremstillingstjenesteudbydere.
| Kategori | Definition | Eksempler | Hvad de leverer | Hvornår du bør kontakte dem |
|---|---|---|---|---|
| Cnc maskinfabrikanter | Virksomheder, der designer og bygger CNC-udstyr | Haas, Mazak, DMG MORI, Okuma, Fanuc | CNC-maskiner, drejebænke, fræsemaskiner, bearbejdningscentre, software, træning | Når du køber udstyr til din facilitet eller udvider din produktionskapacitet |
| CNC-fremstillingstjenesteudbydere | Virksomheder, der bruger CNC-maskiner til fremstilling af dele | Kontraktmaskinværksteder, præcisionsfremstillingsvirksomheder | Færdige dele, prototyper, seriefremstilling, monteringsydelser | Når du har brug for tilpassede dele fremstillet uden at eje udstyr |
Denne grundlæggende tydlighed skaber rammen for en effektiv vurdering af potentielle partnere. I hele denne guide fokuserer vi primært på leverandører af CNC-bearbejdning—de virksomheder, som de fleste købere faktisk har brug for, når de søger CNC-maskinproducenter til at opfylde deres krav til dele. Med denne forståelse er du allerede et skridt foran konkurrenter, der spilder uger på at kontakte forkert type leverandør.
Kerneprocesser inden for CNC-bearbejdning og hvornår hver enkelt anvendes
Nu hvor du forstår, hvem du faktisk kontakter, bliver det næste spørgsmål: hvad kan de så egentlig gøre for dig? CNC-bearbejdningsselskaber tilbyder en række processer, og at vide, hvilken der passer til dit projekt, kan spare dig for dyre fejlvalg. Tænk på det som at vælge det rigtige værktøj fra en værktøjskasse – du ville ikke bruge en hammer, når du har brug for en skruetrækker, vel?
Lad os gennemgå de kerneprocesser, du vil støde på, og endnu vigtigere: hvornår hver enkelt er velegnet til dine specifikke dele.
Fræsning og drejning – grundlæggende principper
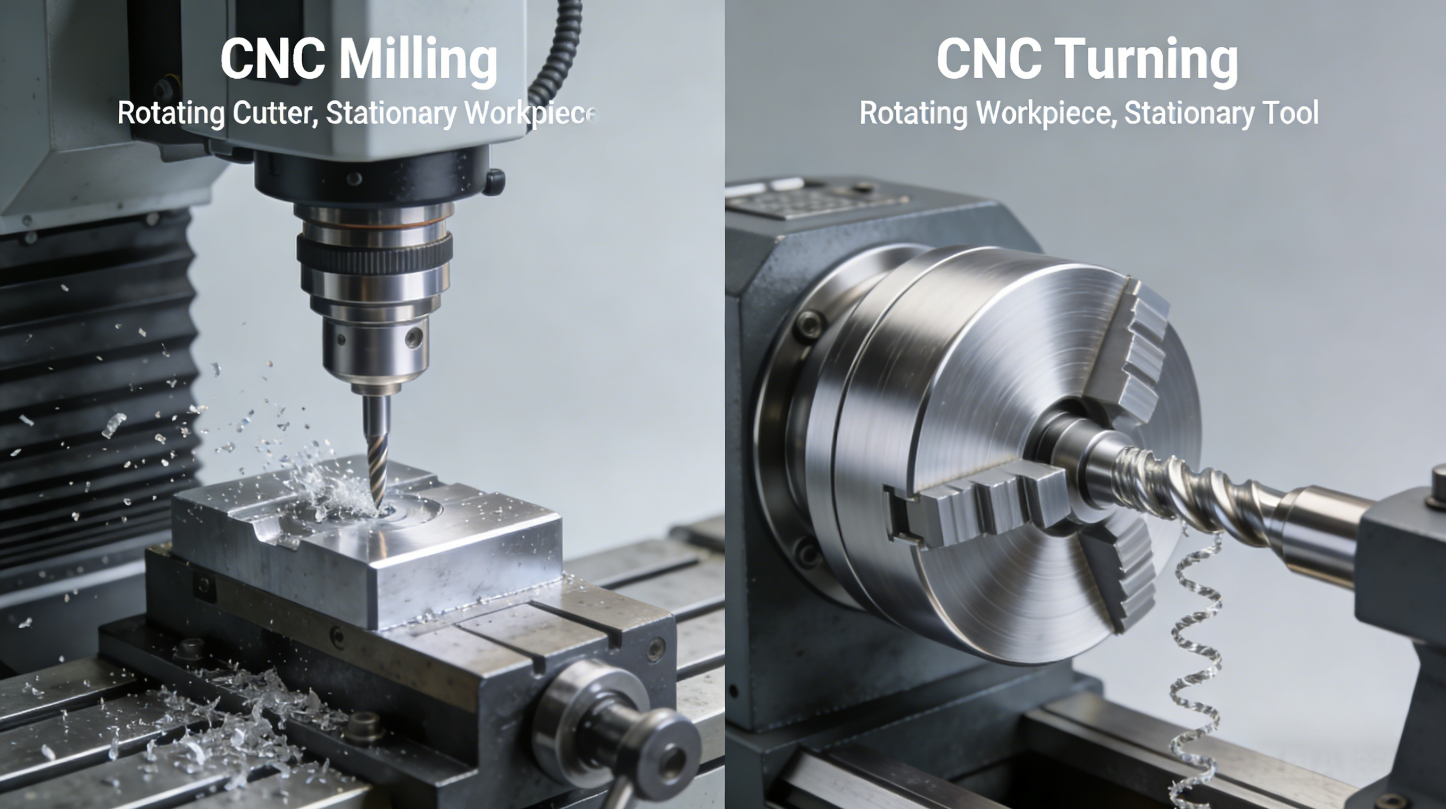
Disse to processer udgør rygsøjlen i de fleste CNC-bearbejdningsservice . At forstå forskellen er overraskende simpelt, så snart du forestiller dig det.
Med en CNC FRÆSEMASKINE her drejer skæreværktøjet sig, mens dit arbejdsemne forbliver fast. Forestil dig en roterende bor, der skærer ind i en blok af aluminium – det er den grundlæggende idé. En vertikal bearbejdningscenter placerer spindlen lodret over arbejdsemnet, hvilket gør det ideelt til flade overflader, udskåringer og nitter. En horisontal fræsemaskine orienterer derimod spindlen parallelt med bordet og er fremragende til dybe hulrum og kraftig spåntagning.
A Cnc drejebænk vender denne opstilling helt om. Her roterer dit arbejdsemne, mens skæreværktøjet forbliver stillestående. Ifølge Mekalites produktionsvejledning kan CNC-drejning opnå præcise diametre med tolerancer så små som ±0,001 mm – afgørende for højtydende anvendelser.
- CNC Fræsning: Bedst egnet til dele med flade overflader, komplekse udskåringer, nitter eller ikke-symmetriske funktioner. Ideel til kabinetter, beslag og plader.
- CNC Skæring: Perfekt til cylindriske eller runde dele som aksler, stifter, bushinger og trådede komponenter. Hurtigere og mere økonomisk ved rotationsymmetri.
Her er den praktiske konklusion: Undersøg først din komponents form. Er den primært rund eller cylindrisk? Start med drejning. Indeholder den flade overflader, uregelmæssig geometri eller huller, der ikke ligger på aksen? Så er fræsning svaret. Mange producenter tilbyder begge metoder, og komplekse komponenter kræver ofte en kombination af CNC-drejning og fræsning for at opnå den endelige geometri.
Når multiaksel-bearbejdning giver mening
Du har sandsynligvis set betegnelserne "3-akse", "4-akse" og "5-akse CNC-maskine" på producenters hjemmesider. Men hvad betyder dette faktisk for dit projekt?
Standard 3-akse fræsning bevæger værktøjet langs tre retninger: venstre-højre (X), fremad-bagud (Y) og opad-nedad (Z). Dette håndterer de fleste simple komponenter udmærket. Ved tilføjelse af en fjerde akse introduceres rotation omkring én vandret akse, hvilket gør det muligt at kable arbejdsemnet under bearbejdningen.
En 5-akset CNC-maskine går endnu længere ved at tilføje to rotationsakser. Skæreværktøjet kan nærme sig din komponent fra næsten enhver vinkel i én enkelt opsætning. Denne funktion giver flere fordele:
- Kompleks geometri: Underskæringer, sammensatte kurver og indviklede 3D-overflader bliver mulige uden omplacering.
- Færre opsætninger: At bearbejde flere sider i én operation reducerer håndteringsomfanget og forbedrer nøjagtigheden.
- Bedre overfladekvalitet: Værktøjet kan opretholde optimale skærevingler, hvilket resulterer i glattere overflader.
5-akset bearbejdning er dog ikke altid nødvendig – eller økonomisk fornuftig. Hvis din komponent kan færdigbearbejdes ved hjælp af 3-aksebevægelser, er det en spild af penge at betale præmiepriser for avanceret udstyr. Når du vurderer CNC-bearbejdningsproducenter, skal du spørge, om multiakselle evner virkelig gavner din specifikke konstruktion, eller om enklere processer kan opnå samme resultat til lavere omkostning.
Specialprocesser til komplekse komponenter
Nogle gange kan konventionel fræsning og drejning ikke opfylde de krav, som din konstruktion stiller. Her er det, hvor specialprocesser udfylder kritiske huller.
Tråd EDM (Elektrisk udledningsmaskinbearbejdning) bruger en tynd, elektrisk ladet tråd – typisk af messing eller kobber – til at skære gennem ledende materialer med ekstraordinær præcision. Ifølge JLC CNC's tekniske vejledning opnår tråd-EDM tolerancer så små som ±0,001 mm og producerer frit for bur ved skæring i hærdet stål, titan og andre udfordrende materialer. En EDM-trådmaskine fremragende til komplekse indvendige hjørner, fine detaljer og dele, hvor mekaniske skærekræfter ville forårsage deformation.
- Wire EDM: Ideel til komponenter til sprøjtestøbningsskabeloner, døder, stempel og luftfartsdele, der kræver ekstrem præcision i hærdede materialer.
- CNC Skåretning: Leverer ekstremt fine overfladeafslutninger og præcis dimensionel kontrol til lejeoverflader, måleblokke og slidkritiske komponenter.
- Swiss-type-bearbejdning: Specialiseret drejning af små, komplekse dele, som ofte anvendes i medicinsk udstyr og elektronik – kombinerer drejnings- og fræsningsfunktioner til komplekse miniaturdele.
Den afgørende indsigt? Ikke alle fræsemaskiner eller drejecentre kan håndtere alle opgaver. Materialehårdhed, tolerancemål, krav til overfladekvalitet og geometrisk kompleksitet påvirker alle, hvilken proces der giver de optimale resultater. Når du anmoder om tilbud fra CNC-maskinbearbejdningsselskaber, skal du tydeligt kommunikere disse krav, så de kan anbefale den mest passende fremgangsmåde – i stedet for at tvinge din komponent ind i en proces, der ikke helt passer.
Vigtige kriterier til vurdering af CNC-maskinbearbejdningsselskaber
Du har identificeret den rigtige type leverandør og forstået, hvilke maskinbearbejdningsprocesser der passer til dit projekt. Nu kommer det afgørende spørgsmål: hvordan vurderer du faktisk én CNC-maskinbearbejdningsselskab mod en anden? Overraskende nok stoler de fleste købere på deres intuition, de laveste tilbud eller spektakulære hjemmesider – tilgangsformer, der ofte fører til kvalitetsproblemer, overskredne frister og spændte forhold.
Hvad hvis du i stedet havde en struktureret ramme? En prioriteret tjekliste, der gennemskærer markedsføringspåstande og afslører reelle kompetencer? Det er præcis det, vi bygger her – transparente udvælgelseskriterier, som mange producenter håber, du aldrig tænker på at kontrollere.
Teknisk kompetencevurdering
Før vi diskuterer certificeringer eller kapacitet, skal vi starte med grundlæggende forhold: Kan denne maskincenter overhovedet fremstille dine dele? En vurdering af den tekniske kapacitet undersøger tre indbyrdes forbundne faktorer, der afgør fremstillingens succes.
Toleransekrav: Hver enkelt komponent har dimensionelle specifikationer, men ikke alle værksteder kan overholde dem. Værksteder med almindelig brug opnår typisk en nøjagtighed på ±0,005" (0,127 mm), uden at der kræves særlige foranstaltninger. Præcisionsværksteder når frem mod en nøjagtighed på ±0,001" (0,025 mm) eller bedre. Anmod om dokumenteret bevis – ikke blot udtalelser – for de tolerancer, de konsekvent har opnået i seriefremstilling, og ikke kun ved prototypeprøver.
Erfaring med materialer: Et værksted, der er fremragende til bearbejdning af aluminium, kan have problemer med titan eller Inconel. Forskellige materialer kræver specifikke CNC-bearbejdningsværktøjer, skæreparametre og ekspertise i håndtering. Når dit projekt omfatter eksotiske legeringer eller tekniske plastmaterialer, anmod om eksempler på lignende materialer, som de har bearbejdet succesfuldt. Fotos af værksteder alene fortæller ikke denne historie – produktionsregistre og færdige komponentprøver gør det.
Udstyrsinventar: Hvilke maskiner ejer de faktisk? Et moderne bearbejdningssystem med stiv konstruktion, højhastighedsspindler og avancerede styresystemer giver andre resultater end forældet udstyr. Tøv ikke med at anmode om en liste over udstyr, herunder maskinmærker, modeller og alder. Denne information afslører investeringsmønstre og teknologisk engagement.
- Verificer toleranceevner med dokumenteret bevis fra faktiske produktionsløb, ikke kun angivne specifikationer.
- Bekræft materialeekspertise som svarer til dine projektkrav – anmod om konkrete eksempler med lignende legeringer eller plasttyper.
- Anmod om udstyrslistor der viser maskintyper, mærker og ca. alder for at vurdere teknologiske kapaciteter.
- Vurder sekundære processer tilgængelige internt i forhold til udliciterede – varmebehandling, galvanisering, anodisering og montage.
- Tjek inspektionsudstyr herunder koordinatmålemaskiner (CMM), optiske sammenligningsanordninger og overfladekvalitetstestere, der er egnet til dine tolerancekrav.
En dygtig CNC-maskinist, der opererer forældet udstyr, står over for begrænsninger. Omvendt giver avanceret maskinudstyr, der betjenes af uerfarne medarbejdere, skuffende resultater. Kombinationen af kapabelt udstyr, erfarede CNC-maskinister og passende værktøj udgør grundlaget for kvalitetsdele.
Kvalitetscertificeringer afsløret
Du har set forkortelserne på producenternes hjemmesider: ISO 9001, AS9100, IATF 16949, ITAR. Men hvad betyder disse certificeringer faktisk for dine dele? At forstå indholdet bag hver betegnelse hjælper dig med at matche certificeringskravene til dine branchens behov.
ISO 9001: Denne grundlæggende standard for kvalitetsstyring demonstrerer, at et firma har dokumenterede processer, registrerer kvalitetsmål og stræber efter kontinuerlig forbedring. Ifølge Voyager Engineering , ISO 9001-certificering viser et firma's forpligtelse til kvalitetsstandarder, som er afgørende for konsekvente og pålidelige fremstillingsresultater. Tænk på det som bevis for, at systematiske kvalitetspraksisser findes – ikke som bevis for, at der anvendes luftfartsniveauets strenghejd.
AS9100: Denne luftfartssektorspecifikke standard bygger på ISO 9001 med yderligere krav til sporbarehed, konfigurationsstyring og risikovurdering. Accumet Engineering forklarer, at AS9100 sikrer, at luftfartssupplianter træffer de nødvendige foranstaltninger for at opfylde specifikke luftfartskrav, samtidig med at produktkvaliteten forbedres. For luftfarts- og forsvarsprojekter er AS9100-certificering ofte obligatorisk – ikke frivillig.
IATF 16949: Bilindustriens kvalitetsstyringsstandard lægger vægt på fejlforebyggelse, reduktion af variation og kontinuerlig forbedring gennem hele leverancekæden. Hvis du indkøber komponenter til bilapplikationer, signalerer denne certificering evnen til at levere i høj volumenproduktion med statistisk proceskontrol.
ITAR Compliance: I modsætning til de andre er ITAR (International Traffic in Arms Regulations) ikke en kvalificeringscertificering – det er en lovkrav for håndtering af forsvarsrelaterede varer og tekniske data. Som Accumet bemærker , betyder ITAR-overholdelse, at virksomheden kan spore beskyttede data til enhver tid og forstå, hvilke data der er beskyttet, hvor de befinder sig og hvem der har adgang til dem. Ved forsvarsprojekter, der omfatter varer på den amerikanske våbenliste (United States Munitions List), skaber samarbejde med leverandører, der ikke er registreret under ITAR, alvorlig juridisk eksponering.
| Certifikat | Fokusområde | Nøglekrav | Når du har brug for det |
|---|---|---|---|
| ISO 9001 | Generelt kvalitetsledelse | Dokumenterede processer, kvalitetssporing, løbende forbedring | Grundlag for enhver professionel producent |
| AS9100 | Kvalitetsystemer inden for luftfart | Sporbarhed, konfigurationsstyring, risikovurdering, ISO 9001-krav samt luft- og rumfartssektorspecifikke tillæg | Luft- og rumfarts- samt forsvarskomponenter |
| IATF 16949 | Automobil kvalitetssystemer | Fejlforebyggelse, statistisk proceskontrol (SPC), APQP, PPAP-dokumentation | Komponenter til automobilindustriens leveringskæde |
| ITAR-registrering | Eksportkontrol af forsvarsudstyr | Dataovervågning, adgangskontrol og kryptering af tekniske data | Forsvarsartikler opført på USML |
Her er den praktiske indsigt: Certificeringer indikerer procesmaturitet, ikke garanterede resultater. En certificeret producent, der ignorerer egne procedurer, fremstiller de samme defekte dele som en ikke-certificeret værksted. Anmod om revisionsresultater, kundekarakterblade eller kvalitetsydelsesdata, der demonstrerer, at certificeringer faktisk afspejler den reelle ydelse.
Kapacitets- og lokalitetsfaktorer
Teknisk kapabilitet og kvalitetssystemer har ringe betydning, hvis din valgte producent ikke kan levere til tiden. Produktionskapacitet og geografiske overvejelser påvirker direkte leveringstider, kommunikationseffektivitet og samlede landede omkostninger.
Kapacitetsvurdering: Stil præcise spørgsmål om den nuværende arbejdsbyrde og den tilgængelige kapacitet. Hvor mange skift kører de? Hvor stor en procentdel af kapaciteten er i øjeblikket forpligtet? Har de plads til hastordrer, eller er de konstant overbelastede? Producenter, der opererer tæt på maksimal kapacitet, kan godt acceptere din ordre, men har muligvis svært ved at prioritere den, når der opstår konflikter.
Vurdering af skalérbarhed: Prototypen i dag kan blive produktionsløbet næste år. Kan denne partner vokse med dig? Vurder, om deres maskinistværktøjer, inspektionsmuligheder og gulvareal kan håndtere stigende mængder uden at kvaliteten forringes. Nogle værksteder udmærker sig ved præcisionsarbejde i små serier, men mangler infrastrukturen til at håndtere produktionsmængder.
Geografiske overvejelser: Placeringen påvirker mere end fragtkomponenter. Tidszoneoverensstemmelse påvirker kommunikationsresponsiviteten. Geografisk nærhed gør det muligt at foretage besøg på stedet for kritiske projekter. Indkøb inden for landet versus udenlandske leverandører indebærer kompromiser mellem omkostninger, levertid og beskyttelse af intellektuel ejendom. For varer, der er underlagt ITAR-reglerne, er fremstilling inden for USA med amerikanske personer, der håndterer tekniske data, lovkrævet.
- Nuværende kapacitetsudnyttelse: Værksteder, der kører med en udnyttelse på over 90 %, kan have svært ved at overholde leveringstidsaftaler.
- Skiftmønstre: Flere skift tyder på større fleksibilitet til at imødegå akutte tidsfrister.
- Vækstforløb: Investerer virksomheden i yderligere udstyr og personale?
- Kommunikationsrespons: Hvor hurtigt svarer de på telefonopkald og e-mails i løbet af deres forretningsåbningstid?
- Forsendelseslogistik: Beregn den samlede transporttid og -omkostning for din typiske ordreprofil.
Den ideelle vurdering afvejer alle disse faktorer i forhold til dine specifikke prioriteringer. En producent med perfekte certificeringer, men utilstrækkelig kapacitet, leverer for sent. En værksted med høj kapacitet uden de relevante kvalitetssystemer producerer affald. Geografisk bekvemmelighed betyder intet, hvis de tekniske kompetencer er utilstrækkelige. Brug denne ramme til at vægte kriterierne ud fra, hvad der er mest afgørende for dit specifikke projekt – og verificer derefter påstandene via referencer, besøg på stedet eller prøveordrer, inden du går i gang med produktionsmængder.

Branchespecifikke krav til valg af CNC-bearbejdning
Du har oprettet din vurderingsramme. Du forstår certificeringer og kapacitetsfaktorer. Men her er det, som mange købere overser: De kriterier, der er mest afgørende, ændrer sig dramatisk afhængigt af din branche. En producent, der er perfekt egnet til bilproduktion, kan fejle spektakulært ved fremstilling af luft- og rumfartsdele – ikke på grund af manglende kompetence, men fordi hver sektor kræver fundamentalt forskellige kompetencer.
At forstå disse sektor-specifikke krav transformerer din leverandørvalg fra en generisk vurdering til målrettet præcision. Lad os undersøge, hvad hver større sektor faktisk kræver af CNC-fremstillingsvirksomheder.
Krav fra luftfarts- og forsvarssektoren
Når komponenter flyver i 30.000 fod eller beskytter soldater i kamp, findes der ikke noget som "godt nok". Fremstilling inden for luftfarts- og forsvarssektoren foregår under en overvågning, der gør andre industrier til at virke afslappede i sammenligning.
AS9100-certificering er her ikke frivillig – den er din adgangsbillet. Ifølge American Micro Industries bygger AS9100 på ISO 9001 med yderligere krav, der er specifikke for luftfartssektoren, og lægger vægt på risikostyring, streng dokumentation samt kontrol af produktintegritet gennem komplekse leveringskæder. Alle CNC-maskinoperatører, der håndterer luftfartsrelateret arbejde, skal følge dokumenterede procedurer, der sporer hver enkelt komponent fra råmateriale til endelig inspektion.
Tolerankravene presser udstyret til dets grænser. Avanti Engineering bemærker at præcisionsapplikationer muligvis kræver tolerancer så stramme som ±0,0002 tommer (0,005 mm) – mål, hvor temperatursvingninger i værkstedet kan påvirke målingerne. Producenter, der leverer til denne sektor, investerer kraftigt i klimakontrollerede inspektionsrum og koordinatmålemaskiner.
Materialekspertise adskiller kompetente leverandører fra amatører. Titanlegeringer, Inconel og andre eksotiske superlegeringer er meget modstandsdygtige over for bearbejdning. Disse materialer kræver specialiseret værktøj, nedsatte skærehastigheder og operatører, der forstår, hvordan varme påvirker dimensional stabilitet. En sinker-EDM- eller wire-EDM-maskine viser sig ofte at være afgørende for fremstilling af komplekse detaljer i hærdede luftfartslegeringer, hvor konventionelle skæreværktøjer ville mislykkes.
Automobilproduktionsstandarder
Bilproduktion stiller en anden udfordring: fremstilling af tusinder eller millioner identiske dele med statistisk konsistens. Mens luft- og rumfart kan tolerere lavere produktionsvolumener med omfattende dokumentation, kræver bilindustrien utrættelig gentagelighed i stor målestok.
IATF 16949-certificering styrer denne verden. Som American Micro forklarer, kombinerer denne globale standard for kvalitetsstyring inden for bilindustrien principperne i ISO 9001 med sektorspecifikke krav til kontinuerlig forbedring, fejlforebyggelse og streng leverandørkontrol. Diagrammer for statistisk proceskontrol (SPC) overvåger hver kritisk dimension gennem hele produktionsløbet og identificerer afvigelse, inden dele går uden for specifikationen.
Produktionsplanlægning inden for bilindustrien strækker sig måneder fremad. Producenter skal kunne dokumentere kapacitet til vedvarende højvolumenproduktion uden kvalitetsnedgang. En CNC-operatør i denne miljø følger standardiserede arbejdsinstruktioner, der er udviklet gennem Advanced Product Quality Planning (APQP)-processer. Dokumentation fra Production Part Approval Process (PPAP) beviser, at produktionsmetoderne konsekvent kan genskabe godkendte prøver.
Kostrykket er intensivt. Bilproducenter (OEM’er) forventer årlige prisnedsættelser samtidig med, at kvalitetsmålene opretholdes – eller forbedres. Succesfulde CNC-fremstillingsselskaber investerer i automatisering, fastholdelsesoptimering og cykeltidsreduktion for at imødegå disse krav uden at ofre præcision.
Overvejelser ved fremstilling af medicinsk udstyr
Når maskinbearbejdede komponenter indføres i menneskekroppen eller understøtter livreddende diagnostik, bliver overholdelse af reglerne afgørende. FDA-overvågning skaber dokumentationskrav, der kan overraske producenter, der netop er trådt ind i denne sektor.
ISO 13485-certificeringen giver rammeværket for kvalitetsstyring af medicinsk udstyr. Ifølge branchens certificeringsvejledninger beskriver denne standard strenge krav til design, fremstilling, sporbarthed og risikomindskelse. Produktionsfaciliteterne skal implementere detaljerede dokumentationspraksis, grundige kvalitetskontroller samt effektiv håndtering af klager og tilbagetrækninger.
Advanced EMC Technologies bekræfter at CNC-bearbejdning skaber komponenter med stramme tolerancegrænser og materialer, der er i overensstemmelse med FDA-kravene, og som kan tåle sterilisation, biokompatibilitet og krav til ydeevne. Vigtige anvendelsesområder omfatter kirurgiske værktøjer, implantable komponenter, dele til diagnostisk udstyr samt tætningsløsninger.
Materialevalg kræver verificering af biokompatibilitet. Titan, kirurgiske rustfrie stålsorter, PEEK og andre medicinske materialer kræver dokumenteret sporbarehed fra værkstedscertifikat til færdigdel. Elektrisk udladningsbearbejdning spiller ofte en afgørende rolle her – en EDM-udladningsmaskine kan fremstille indviklede detaljer i hærdede kirurgiske instrumenter uden at introducere mekanisk spænding, der kunne kompromittere ydelsen.
Mikrobearbejdningskapaciteter afgør ofte leverandørens egnethed. Medicinske udstyr bliver ved med at blive mindre og kræver præcisionsdetaljer målt i tusindedele tommer på komponenter, der er mindre end et negleblad. Producenter har brug for specialiseret udstyr, forstørrelsessystemer og inspektionsværktøjer, der er tilpasset disse mikroskopiske dimensioner.
Elektronik og præcisionsapplikationer
Elektroniksektoren kræver en unik kombination: ekstrem præcision i stadig mindre skalaer. Komponenter til halvledere, telekommunikation og præcisionsinstrumenter presser fremstillings-teknologien til dens grænser.
Mikrofræsningskapaciteter adskiller kvalificerede leverandører. Færdigheder målt i mikrometer kræver specialiseret udstyr – højhastighedsaksel, præcisionsværktøjer og vibratisolerede fundament. En tråd-EDM-maskine viser sig ofte at være uvurderlig ved fremstilling af indviklede indre geometrier i små komponenter, hvor mekaniske værktøjer ikke kan nå frem.
Materialeekspertise omfatter alt fra aluminiumlegeringer til køleplader til eksotiske kobberlegeringer til elektriske kontakter. Kravene til overfladekvalitet overskrider ofte det, som standardfræsning kan levere, og kræver derfor efterpolering eller specialiserede fræsningsparametre. Renhedskravene kan nærme sig halvlederfabrikationsniveauer, hvor komponenterne rengøres og pakkes i kontrollerede miljøer.
| Branche | Typiske certificeringer | Almindelige materialer | Tolerancemargener | Forventede produktionsmængder |
|---|---|---|---|---|
| Luftfart & Forsvar | AS9100, NADCAP, ITAR | Titan, Inconel, aluminiumlegeringer, hærdede stålsorter | ±0,0002" til ±0,001" | Lav til medium; omfattende dokumentation |
| Automobil | IATF 16949, ISO 9001 | Stål, aluminium, støbejern, tekniske plastikker | ±0,001" til ±0,005" | Høj kapacitet; produktion under statistisk proceskontrol (SPC) |
| Medicinsk udstyr | ISO 13485, FDA 21 CFR Part 820 | Titan, kirurgisk rustfrit stål, PEEK, biokompatible polymerer | ±0,0005" til ±0,002" | Lav til medium; fuld sporbarehed kræves |
| Elektronik | ISO 9001, branchespecifikke standarder | Kobberlegeringer, aluminium, specialplastikker | ±0,0002" til ±0,001" | Varias meget; renhed er kritisk |
Den praktiske lære? Stop med at vurdere CNC-fremstillingsproducenter ud fra generiske kriterier. Din branche afgør, hvilke certificeringer der er relevante, hvilke toleranceevner der er afgørende, og om ekspertise inden for mikrofræsning eller konsekvent højkapacitetsproduktion bestemmer succesen. Match dine krav med producentens specialisering – en perfekt pasform inden for én sektor kan sjældent overføres til en anden. Udstyret med disse branchespecifikke benchmarks kan du nu vurdere, om potentielle partnere virkelig forstår din verden, eller om de blot påstår at have brede kompetencer, som de ikke konsekvent kan levere.
Materialeevner og producentspecialisering
Du har matchet certificeringer til din branche og verificeret tekniske kompetencer. Men her er et udvalgskriterium, der får endda erfarene købere til at snuble: materialeekspertise. Ikke alle CNC-bearbejdningsselskaber håndterer alle materialer lige godt. Den værksted, der fremstiller fejlfrie aluminiumsdele, kan have problemer med titan. Den producent, der er fremragende inden for tekniske plastikker, mangler måske erfaring med eksotiske superlegeringer.
Hvorfor er dette så vigtigt? Ifølge E.J. Baslers produktionserfaring , at vælge det rigtige materiale til præcisionsbearbejdede dele er lige så vigtigt som at vælge den rigtige bearbejdningsservice. Uden den rigtige materialeekspertise kan projekter støde på øgede omkostninger, produktionsforsinkelser og kvalitetsproblemer. Forskellige materialer kræver forskellige værktøjer, skæreparametre og håndteringsteknikker – en ekspertise, der udvikles gennem årsvis fokuseret erfaring.
Metalbearbejdningsevner
Metaller dominerer CNC-fremstillingens anvendelser, men hver legeringsfamilie stiller unikke udfordringer. At forstå disse forskelle hjælper dig med at matche dit projekt med producenter, der har rigtig ekspertise, frem for dem, der hævder brede kompetencer, som de ikke konsekvent kan levere.
Aluminium rangerer blandt de nemmeste metaller at bearbejde. Dets lave skæremodstand gør det muligt at udføre højhastighedsfræsning på moderne fræsemaskiner og hurtig materialeaftrækning på drejebænke. Som Unisontek forklarer, kan aluminiums blødhed og duktilitet dog få materialet til at sidde fast på skæreredskaberne, hvilket fører til dannelse af en opbygget kant og forringelse af overfladekvaliteten. Erfarne producenter bruger skarpe redskaber med polerede fluter, kontrollerede fremføringshastigheder samt strategisk anvendelse af kølevæske for at opnå glatte overflader og hurtige bearbejdningcyklusser.
Rustfrit stål tilbyder korrosionsbestandighed og styrke, men skaber betydelige udfordringer ved maskinbearbejdning. Øget skæremodstand genererer hurtigt varme, hvilket fører til værktøjslidelser og arbejdsforhærdning, hvis parametrene ikke kontrolleres omhyggeligt. En vellykket maskinbearbejdning kræver stive værktøjer, stabil fastspænding på en fræsemaskine, carbidværktøjer med varmebestandige belægninger samt kølemiddel under højt tryk for effektiv varmekontrol. Undgå lette afsluttende bearbejdningspassager – de forårsager arbejdsforhærdning, der nedbryder overfladekvaliteten.
Titanium tilbyder fremragende styrke-til-vægt-forhold, men kræver specialiseret ekspertise. Dens lav termisk ledningsevne bevirker, at varmen koncentreres ved skærekanten, hvilket fører til hurtig værktøjslidelse. Ifølge maskinbearbejdningseksperter kræver titan reducerede skærehastigheder, stabile fremføringshastigheder og aggressiv kølemiddeltilførsel rettet mod spidskontaktzonen. Producenter uden erfaring med titanium fremstiller ofte dele med dimensionel ustabilitet og dårlig overfladekvalitet.
- Aluminiumslegeringer: Høj bearbejdningsvenlighed, fremragende til luftfartsstrukturer, bilkomponenter og elektroniske kabinetter. Udfordringer inkluderer materialeklæbning til værktøjer og termisk udvidelse under fræsning.
- For at sikre, at der ikke er tale om en overførsel af affald, skal der anvendes en anden metode end den, der er omhandlet i punkt 1 i dette bilag. Anvendes bredt til konstruktionsdele, aksler og værktøjer. Hårdere kvaliteter kræver karbidværktøjer og lavere hastigheder ved drejebankoperationer.
- Rustfrit stål: Vigtig for korrosionsbestandige anvendelser inden for fødevareindustrien, medicinsk udstyr og marine miljøer. Tendens til arbejdshærdning kræver erfaringssatte operatører.
- Titanlegeringer: Kritisk for luftfarts- og medicinske implantater. Lav varmeledningsevne kræver specialiseret varmehåndtering og reducerede fræsehastigheder.
- Eksotiske superlegeringer: Inconel, Hastelloy og lignende materialer til ekstreme miljøer. Kræver ofte afslutning på slibemaskine samt specialiseret værktøj.
Overvejelser ved plastikker og kompositmaterialer
Teknisk plast tilbyder fordele, som metaller ikke kan matche – lavere vægt, korrosionsbestandighed og ofte lavere maskinbearbejdningsomkostninger. Plastmaterialer stiller dog også deres egne udfordringer, som kræver specifik producentekspertise.
Ifølge Komacuts vejledning til materialevalg har plast generelt bedre bearbejdnelighed end metal på grund af deres lavere hårdhed og densitet. De kræver mindre skærekræft og kan bearbejdes ved højere hastigheder, hvilket reducerer værktøjsforringelse og produktions tid. Nogle plasttyper kan dog smelte eller deformeres ved høje temperaturer under fræsning eller slibebearbejdning.
Almindelige tekniske plasttyper anvendes hver især til specifikke anvendelser:
- ABS: Udmærket slagstyrke og dimensionsstabilitet. Almindelig i forbrugsprodukter og bilinteriører.
- Polycarbonat: Optisk gennemsigtighed kombineret med slagstyrke. Anvendes til linser, beskyttelsesplader og transparente komponenter.
- Nylon: God slidstyrke og selvsmørende egenskaber. Ideel til gear, lejer og glidende komponenter.
- PEEK: Højtydende polymer til krævende applikationer. Tåler sterilisering til medicinsk udstyr og ekstreme temperaturer til luft- og rumfart.
- Delrin (Acetal): Udmærket dimensionsstabilitet og lav friktion. Præcisionskomponenter, der kræver stramme tolerancer.
- PTFE (Teflon): Kemisk modstandsdygtighed og ikke-klistrende egenskaber. Tætninger, pakninger og komponenter til kemisk forarbejdning.
Forstærkede plastmaterialer indeholdende glasfiber eller kulstofiber kræver særlig opmærksomhed. Disse slibende materialer medfører øget værktøjslidelser og kan kræve skæreværktøjer af carbid eller diamantbelagte værktøjer. En slibemaskine med passende slibemidler giver ofte bedre resultater end konventionel fræsning ved fiberforstærkede kompositmaterialer.
Tilpasning af materialer til producentens ekspertise
Her er den indsigt, som de fleste købere overser: Materialeekspertise varierer kraftigt mellem producenter. En virksomhed, der dagligt fremstiller aluminiumskomponenter, udvikler en intuitiv forståelse for optimale hastigheder, fremføringshastigheder og værktøjsvalg, som en anden virksomhed simpelthen ikke kan matche uden lignende erfaring.
Som E.J. Basler understreger, går ingeniører og indkøbschefer ofte ud fra, at alle maskinfremstillingssuppliører har ekspertise i at arbejde med forskellige materialer, men dette er langt fra tilfældet. Anvendelse af forkert materiale eller valg af en leverandør uden relevant erfaring fører til øget slid, for tidlig svigt eller unødigt kompleks maskinfremstilling.
Når du vurderer CNC-maskinfremstillingsproducenter med hensyn til materialekapacitet, skal du stille følgende målrettede spørgsmål:
- Hvor stor en procentdel af jeres nuværende produktion omfatter min specifikke materialefamilie?
- Kan I fremlægge prøvedele eller referencer fra lignende projekter med dette materiale?
- Hvilke værktøjer og skærestrategier anvender I til dette materiale?
- Lager I dette materiale, eller vil I indkøbe det pr. ordre?
- Hvilke overfladeafslutninger kan I konsekvent opnå på dette materiale?
Svarene afslører, om materialeekspertise er dybt forankret eller kun repræsenterer en lejlighedsvis tilgængelig kompetence. En producent, der bearbejder titan ugentligt, kender dets særegenheder ned til mindste detalje. En producent, der forsøger at bearbejde titan for første gang med dine kritiske dele, lærer på din bekostning.
Materialevalg påvirker også produktionsøkonomien. Nogle producenter specialiserer sig i højvolumen-aluminiumsbehandling med optimerede fræsemaskiner og strømlinede arbejdsgange. Andre fokuserer på lavvolumen-eksotiske legeringer, hvor ekspertise kræver præmiepriser. At matche dine materialekrav med producentens specialisering sikrer bedre kvalitet til en passende pris – en grundsten, der direkte påvirker leveringstider og prisovervejelser fremadrettet.
Gennemførelsestider og forventede produktionsperioder
Du har vurderet kompetencer, verificeret certificeringer og bekræftet materialeekspertise. Men her er det spørgsmål, der forstyrrer flere projekter end enhver teknisk specifikation: hvornår modtager du faktisk dine dele? Leveringstider forbliver det mest oversete vurderingskriterium – og det, der forårsager størst frustration, når forventninger kolliderer med virkeligheden.
At forstå, hvad der påvirker produktionstidsplanerne, transformerer dig fra en køber, der accepterer vagt formulerede leveringsforpligtelser, til en køber, der stiller velinformerede spørgsmål og sætter realistiske forventninger. Uanset om du leder efter en fremstillingsvirksomhed til prototypeudvikling eller en CNC-fremstillingsvirksomhed, der er i stand til vedvarende produktion, undgår tydelige tidsrammer kostbare overraskelser.
Faktorer, der påvirker leveringstider
Leveringstider er ikke vilkårlige tal, som producenter pludselig fremkalder ud af det blå. Ifølge Cheetah Precision bestemmes, hvor hurtigt dine dele bevæger sig fra ordre til afsendelse, af flere indbyrdes forbundne faktorer. At forstå hver enkelt faktor hjælper dig med at forudsige realistiske tidsrammer – og identificere, hvilke faktorer du kan påvirke.
Materialernes tilgængelighed: Denne faktor giver ofte de længste forsinkelser. Som fremstillingseksperter bemærker, kan visse speciallegeringer og materialer have længere indkøbstider, især hvis de kræver specialbestillinger eller import. Standard aluminium eller blødt stål leveres typisk inden for få dage. Luftfartsgradet titan eller medicinsk kvalitet PEEK kan derimod kræve uger med leveringstid, før bearbejdning overhovedet begynder. Klogt købende bekræfter materialetilgængeligheden, inden ordren endeligt bekræftes.
Design kompleksitet: Dele med flere bearbejdningsprocesser, stramme tolerancekrav eller indviklede geometrier kræver mere tid til programmering, kvalitetskontrol og bearbejdning. Et simpelt beslag bearbejdes på få timer. En kompleks luft- og rumfartskomponent med sammensatte kurver, flere opsætninger og dusinvis af kritiske mål kræver dage med omhyggeligt arbejde. Specielle belægninger eller specialværktøjer forlænger yderligere leveringstiden, da hver enkelt proces bidrager til den samlede produktionsplanlægning.
Mængde og afskrivning af opsætningsomkostninger: Her er det, som mange købere overser – den første del tager altid længst. Programmering, fastspændingsopsætning, inspektion af den første prøve og procesverificering kræver betydelig tid uanset antallet. Når produktionen først løber smertefrit, går efterfølgende dele hurtigere frem. Dette forklarer, hvorfor leveringstiden pr. del falder markant, når antallet stiger.
Producentens kapacitet: En betydelig efterspørgsel efter præcisionsbearbejdningstjenester kan føre til tidsplanlægningsflaskehalse, især hvis specialiseret udstyr kræves. Maskinværksteder i min nærhed, der kører med 95 % kapacitet, kan angive længere leveringstider end konkurrenter med ledig kapacitet. At spørge om den nuværende arbejdsbyrde afslører, om din ordre modtager øjeblikkelig opmærksomhed eller står i kø.
Sekundære operationer: Varmebehandling, galvanisering, anodisering og andre efterbehandlingsprocesser afhænger ofte af eksterne leverandører. Selvom disse behandlinger er afgørende for at opfylde specifikke kvalitetskrav, introducerer de yderligere leveringstid, som producenter ikke direkte kan kontrollere. Samarbejde med partnere, der vedligeholder pålidelige leverandørforhold, hjælper med at minimere disse forsinkelser.
Prototype vs. produktions-tidsplaner
Realistiske forventninger adskiller sig markant afhængigt af, om du udvikler prototyper eller producerer i seriemæssige mængder. At forstå denne skala hjælper dig med at planlægge projektets tidsplan korrekt.
Hurtig prototyping (dage): Når hastighed er mere afgørende end omkostningsoptimering, tilbyder mange CNC-bearbejdningsselskaber accelererede prototyptjenester. Enkle dele i almindelige materialer kan afsendes inden for 1–3 hverdage. Ifølge Avid Product Development , gør kommercielle 3D-print- og CNC-prototyptjenester det overkommeligt at hurtigt afprøve flere versioner og justere designene efter behov. Forvent dog premiumpriser for akutte tidsfrister – her betaler du for prioriteret planlægning og dedikeret opmærksomhed.
Standardprototypering (1–2 uger): De fleste prototypproduktionsordrer med en rimelig kompleksitet falder inden for denne tidsramme. Denne tidsplan giver plads til korrekt programmering, eventuel indkøb af materialer, omhyggelig bearbejdning og grundig inspektion uden nødplanlægning. For produktudviklingscyklusser repræsenterer dette det optimale punkt mellem hastighed og omkostning.
Produktionsløb (2–6 uger): Skalering fra prototype til produktion introducerer yderligere krav til tidsplanlægning. Produktionseksperter understreger, at overgangen fra produktprototype til masseproduktion kræver tålmodighed, omhyggelig planlægning og disciplineret gennemførelse. Produktionsplanlægning udvides månedvis fremad for automotive-anvendelser, der kræver overholdelse af IATF 16949 og dokumentation af statistisk proceskontrol. Godkendelse af første artikel, fremstilling af fastgørelsesudstyr og procesvalidering finder alle sted før den vedvarende produktion påbegyndes.
Højvolumen, løbende produktion: Etablerede produktionsrelationer med rammeordrer og planlagte frigivelser opnår ofte de korteste effektive leadtider. Når din CNC-leverandør i nærheden kender dine krav månedvis i forvejen, kan de optimere planlægningen, holde materialer på lager og vedligeholde dedikeret værktøj – og dermed levere dele hurtigere, end hvad en ny kunde kunne forvente.
Spørgsmål, du bør stille om levering
Uklare løfter som "2–3 uger" efterlader for meget plads til skuffelse. Før du forpligter dig til en CNC-fremstillingsservice, skal du stille konkrete spørgsmål, der afslører deres reelle leveringsmuligheder. Disse spørgsmål adskiller producenter, der overvåger deres ydeevne, fra dem, der gætter.
- Hvad er jeres nuværende kapacitetsudnyttelse? Produktionssteder, der kører tæt på maksimal kapacitet, kan modtage ordrer, som de ikke kan prioritere. At forstå arbejdsbyrden afslører den reelle planlægningsrealitet.
- Hvordan håndterer I materialeindkøb for min specifikke legering? Hvis materialet kræver særlig bestilling, lægges denne tidsramme til jeres samlede gennemløbstid før fremstillingen begynder.
- Hvad er jeres procentdel af leveringer pr. tiden i de seneste 12 måneder? Producenter, der registrerer denne metrik, demonstrerer et engagement for at overholde tidsplaner. De, der ikke kan svare, har sandsynligvis problemer med konsekvensen.
- Udfører I sekundære operationer in-house, eller udliciterer I dem? Udliciteret efterbehandling tilføjer koordination med underleverandører og fragttid til jeres samlede tidsramme.
- Hvilke muligheder for acceleration findes, hvis min tidsplan fremskyndes? At forstå mulighederne for acceleration, inden de er nødvendige, forhindrer panik senere. Nogle producenter tilbyder premium-accelerationstjenester; andre kan ikke imødekomme ændringer.
- Hvordan vil I kommunikere produktionsstatus og potentielle forsinkelser? Proaktiv kommunikation om ændringer i tidsplanen – inden frister overskrides – adskiller professionelle partnere fra reaktive leverandører.
- Hvilke dokumenter følger med leveringen? Inspektionsrapporter for første artikel, overensstemmelsescertifikater og dokumentation for materiale-sporelighed kræver alle forberedelsestid. Komplekse dokumentationskrav udvider leveringstidsrammerne.
Hvis du undersøger muligheder som en bilværksted i nærheden af mig for bilerelaterede komponenter eller vurderer muligheder, hvor CNC-fremstillingstillidser i nærheden af mig indikerer lokal fremstillingsdybde, gælder disse spørgsmål universelt. Gennemsigtighed omkring tidsplaner afslører operativ modenhed – producenter, der registrerer og kommunikerer leveringsydeevne, investerer i systemer, der understøtter konsekvent udførelse.
At sætte realistiske forventninger beskytter begge parter. En producent, der angiver overambitiøse tidsplaner for at sikre ordrer, men konsekvent leverer for sent, skader din produktionsplanlægning og underminerer tilliden. Omvendt hjælper forståelse af legitime faktorer, der påvirker tidsplanen, dig med at planlægge projektschemer, der tager hensyn til den reelle fremstillingsrealitet. Denne grundlag for realistiske forventninger påvirker direkte, hvordan du vurderer priser – fordi omkostningsfaktorer og igangsættelsestider er tættere forbundet, end de fleste købere indser.
Omkostningsfaktorer og prisovervejelser for CNC-projekter
Du har vurderet kapaciteter, bekræftet certificeringer og fastlagt realistiske forventninger til tidsplanen. Nu kommer samtalen, som de fleste CNC-maskinefabrikanter håber, du aldrig får: en transparent diskussion om, hvad der faktisk driver omkostningerne. Overraskende nok forbliver prissætningen det mest uigennemskuelige aspekt af leverandørvalg – og det aspekt, hvor uinformerede købere taber mest penge.
Her er den ubehagelige sandhed: Det laveste tilbud er ofte ikke den bedste værdi. Ifølge HMaking's omfattende omkostningsvejledning har mange ingeniør- og indkøbsteam svært ved at forstå, hvorfor ensartede dele modtager markant forskellige CNC-tilbud, især når der indkøbes globalt. Priserne varierer, fordi maskinetid, tolerancer, materialeadfærd, maskinens kapacitet og opsætningsomkostninger påvirker hinanden på måder, der ikke altid er synlige for køberne.
At forstå disse dynamikker transformerer dig fra en køber, der blot accepterer tilbud, til én, der genkender rimelige priser – og opdager advarselssignaler, inden de bliver dyre problemer.
Forståelse af omkostningsdrevere ved CNC-bearbejdning
Hvert tilbud på CNC-bearbejdning afspejler en kombination af målbare faktorer, som producenter beregner forskelligt. At kende de faktorer, der påvirker prissætningen, hjælper dig med at vurdere tilbud på baggrund af indholdet i stedet for blot at sammenligne de endelige tal.
Ifølge Unionfabs prisopdeling kombinerer den typiske omkostningsmodel disse komponenter: materialeomkostninger, bearbejdnings tid ganget med maskinens timepris, opsætnings- og programmeringsomkostninger, værktøjs- og værktøjsforringelsesomkostninger, overfladebehandlingsomkostninger, inspektionskrav samt emballage- og logistikomkostninger. Hver enkelt komponent bidrager forskelligt, afhængigt af dit specifikke projekt.
- Bearbejdnings tid (50–70 % af samlede omkostninger): Dette dominerer de fleste tilbud, fordi spindeltiden direkte afgør, hvor længe din komponent optager dyrt udstyr. Dybe lommer, små radiusser, små værktøjsstørrelser og stor materialeborttagelse udvider alle cykeltiderne betydeligt. En vertikal fræsemaskine, der fremstiller en simpel beslag, koster langt mindre pr. time end et 5-akset horisontalt bearbejdningscenter, der fremstiller komplekse luftfartsgeometrier.
- Materialeomkostninger (typisk 15–30 %): Råmaterialeomkostningerne varierer kraftigt efter legering. Ifølge Unionfabs data er aluminium lavpriset ($), mens titan og magnesium kræver premiumpriser ($$$$$). Ud over den rå omkostning er affaldsmaterialet også afgørende – CNC-bearbejdning fjerner overskydende materiale for at danne de ønskede komponenter, og dyrere legeringer forøger affaldsomkostningerne betydeligt.
- Opsætning og programmering (fast omkostning pr. ordre): Uanset om du bestiller 5 dele eller 500, skal fastgørelsesudstyr forberedes, værktøjer indlæses, CNC-programmering udføres og den første fremstillede del valideres. Denne faste omkostning forklarer, hvorfor prisen pr. enkelt del ved prototyper er højere end ved seriefremstilling.
- Tolerancer og kvalitetskrav: Strammere specifikationer nedsætter bearbejdningstiden, øger inspektionstiden og forøger risikoen for udslidte dele. Ifølge eksperter inden for fremstillingsomkostninger kan en del med standardtolerancer ofte fremstilles 2–4 gange hurtigere end en del, der kræver præcisionstolerancer. Når denne forskel multipliceres over hele partier, bliver den betydelig.
- Sekundære operationer: Varmebehandling, overfladebehandling og specialiseret bearbejdning tilføjer målbare omkostninger. Anodisering koster typisk 3–12 USD pr. del, elektropladering 10–30 USD og specialiserede varmebehandlinger af titan kan nå 100–200 USD pr. komponent.
Maskintimeraterne varierer også efter kapacitet. Ifølge branchedata koster 3-akse-maskiner typisk omkring 40 USD/timme, 4-akse-maskiner 45–50 USD/timme og 5-akse-udstyr 75–120 USD/timme. Når du vurderer, om en cnc-fresemaskine til salg vil være fordelagtig for din virksomhed i stedet for at udlede arbejdet, hjælper disse prisforskelle med at beregne break-even-punkter.
Hvordan mængden påvirker prisen pr. enhed
Lyd det modintuitivt? Den første del, du bestiller, er altid den dyreste – selv når efterfølgende dele koster en brøkdel så meget. At forstå denne dynamik hjælper dig med at optimere ordremængderne for maksimal værdi.
Opsætningsomkostningerne forbliver faste uanset mængden. Som JLC CNC forklarer, kan små serier eller enkeltprototyper være dyre på grund af høje opsætningsomkostninger og utilstrækkelig maskinudnyttelse. Store serier giver producenterne mulighed for at maksimere maskinens driftstid, optimere værktøjsindstillingen og reducere stykomkostningen.
Overvej dette eksempel fra branchens prisdata:
| Ordrekvantitet | Fordeling af opsætningsomkostninger | Påvirkning pr. enhed | Typisk stykprisinterval |
|---|---|---|---|
| 1–5 enheder (prototype) | $120 ÷ 2 = $60/pris pr. del | Opsætning udgør den største omkostning | Højst—ofte 3–5 gange produktionsprisen |
| 10–50 enheder (lille parti) | $120 ÷ 25 = $4,80/pris pr. del | Opsætning er stadig betydelig | Moderat tillæg i forhold til produktionspris |
| 100–500 enheder (mellemstort parti) | $120 ÷ 250 = $0,48/pris pr. del | Cyklusoptimering begynder | Nærmer sig effektiv prisfastsættelse |
| 500+ enheder (produktion) | $120 ÷ 500 = $0,24/prisenhed | Opsætning næsten usynlig | Mest omkostningseffektiv pr. enhed |
Dette forklarer, hvorfor lidt større partier ofte giver uforholdsmæssigt store besparelser. Hvis din konstruktion er stabil, kan en stigning i ordremængden fra 25 til 100 enheder mindske omkostningen pr. enhed med 30–40 % uden en tilsvarende stigning i den samlede investering.
For købere, der overvejer udstyrsindkøb – måske ved vurdering af en CNC-maskine til salg eller en EDM-maskine til interne kapaciteter – hjælper denne volumenøkonomi med at beregne, om udlicitering eller intern produktion giver den bedste langsigtede værdi. En CNC-slibemaskine eller specialiseret udstyr giver kun økonomisk mening, når volumenet retfærdiggør kapitalinvesteringen og de løbende driftsomkostninger.
Skjulte omkostninger at holde øje med
Det tilbud, du modtager, fortæller sjældent hele historien. Erfarne købere ved at se ud over de angivne priser for at identificere omkostninger, der opstår senere – ofte på uforenelige tidspunkter. Disse skjulte faktorer adskiller rimelige tilbud fra problematiske.
Materialecertificering og sporbarehed: Standardtilbud forudsætter muligvis generisk materiale uden dokumentation. Hvis din anvendelse kræver værkscertifikater, materiale-sporbarhed eller specifikke legeringscertifikater, skal du forvente yderligere omkostninger. Luftfarts- og medicinske projekter støder rutinemæssigt på disse krav.
Inspektion og dokumentation: Grundlæggende inspektion er inkluderet som standard, men detaljerede dimensionelle rapporter, første-artikel-inspektionspakker eller CMM-data medfører ekstra omkostninger. Ifølge fremstillingseksperter kan kvalitetsprocesser udgøre 10–30 % af de samlede fremstillingsomkostninger for præcise dele. Anmod om klarhed over, hvilken inspektion der er inkluderet, og hvad der udgør tilvalg.
Afslutningsantagelser: Inkluderer tilbuddet afskræbningsarbejde? Hvilken overfladeruhed forudsættes? Tilbud, der angiver "som maskineret", kan levere dele, der kræver betydelig rengøring før brug. Afklar præcist, i hvilken stand dele vil ankomme.
Emballage og forsendelse: Internationale ordrer lider især under vagt angivelse af emballageomkostninger. Ifølge Unionfabs omkostningsopgørelse ligger prisen for trækasser til større dele mellem 50 og 500 USD, mens specialbyggede flyvetasker til følsomme komponenter kan nå op på 800–2.000 USD. Toldafgifter udgør typisk 5–20 % af vareværdien, afhængigt af destinationens landes regler.
- Advarsel: Enkelt pauschalpris uden detaljeret opgørelse – du kan ikke vurdere, hvad du betaler for.
- Advarsel: Uforholdsmæssigt lave tilbud i forhold til konkurrenterne – der kan være skåret ned på materialekvalitet, inspektion eller finish.
- Advarsel: Manglende oplysninger om maskintype eller bearbejdningstid – gør en meningsfuld sammenligning umulig.
- Advarsel: Ekstragebyrer tilføjet efter ordrebekræftelse uden forudgående information.
- Advarsel: Materiale angivet uden angivelse af kvalitetsklasse eller specifikation – åbner mulighed for substitution.
- Advarsel: Ingen nævnelse af tolerancemuligheder i forhold til dine krav.
En pålidelig leverandør viser præcis, hvordan omkostningerne er dannet, som HMaking understreger. Du bør forvente tilbud, der detaljerer materialetype og -vægt, bearbejdnings tid for hver større operation, maskintype, opsætningsgebyrer, efterbehandlingsforanstaltninger og krav til levertid. Denne gennemsigtighed bygger tillid og hjælper dig med at sammenligne tilbud på lige vilkår.
Den bedste værdi kommer ikke fra det laveste tilbud, men fra den producent, hvis prissætning afspejler en ægte kapacitet, der matcher dine krav – med gennemsigtige omkostningsdrevende faktorer, som du kan verificere og optimere.
Når du sammenligner tilbud, undgå fristelsen til blot at vælge det billigste alternativ. Normaliser i stedet sammenligningerne ved at sikre, at hvert tilbud dækker identiske specifikationer, tolerancer, materialer og efterbehandlingskrav. Et tilbud, der er 20 % højere end konkurrenternes, kan f.eks. inkludere inspektion, dokumentation og efterbehandling, som andre beregner separat – eller helt udelader, indtil problemer opstår.
Denne grundlag for prisgennemsigtighed forbereder dig til den sidste afgørende trin: at opbygge samarbejdsforhold med producenter, der leverer konsekvent værdi over tid. At forstå prisdynamikken hjælper dig med at genkende partnere, der investerer i fælles succes, i modsætning til dem, der maksimerer kortsigtede marginer på din bekostning.

Opbygning af succesfulde CNC-producentforhold
Du har vurderet kapaciteter, verificeret certificeringer, forstået prisdynamikken og fastsat realistiske forventninger til tidsplanen. Nu kommer det trin, der adskiller engangstransaktioner fra værdifulde partnerskaber: at opbygge forhold, der leverer konsekvente resultater over årevis – ikke kun ved den første ordre. Overraskende nok kan den måde, du tilnærmer dig de indledende samtaler og navigerer de første interaktioner på, ofte forudsige langtidssucces mere pålideligt end enhver teknisk specifikation.
Tænk på valget af en CNC-fremstillingsproducent som ansættelse af et kritisk teammedlem. Kvalifikationer er vigtige, men kulturel tilpasning, kommunikationsstil og gensidig investering afgør, om forholdet blomstrer eller bliver en konstant kilde til spændinger.
Start samtalen rigtigt
Din første interaktion sætter tonen for alt, hvad der følger. Ifølge Supplyframes forskning om leverandørforhold , sikrer en veldefineret ramme for jeres forretningsforhold, at alt løber smertefrit. Før I går i gang med samarbejdet, skal I tage plads og identificere begge parteres forventninger.
Hvordan ser det ud i praksis? Start med at udarbejde en omfattende anfordringsbesked (RFQ), der tydeligt formidler dine krav. Som eksperter inden for RFQ-vejledning understreger, eliminerer præcise og klare tegninger eller 3D-modeller tvetydigheder, der fører til forkerte tilbud og skuffede forventninger.
Inkludér disse elementer i din første kommunikation:
- Komplette tekniske specifikationer: Mål, tolerancer, krav til overfladefinish og materialekvaliteter – lad intet være til antagelse.
- Mængdeforventninger: Både øjeblikkelige behov og projicerede årlige mængder hjælper producenterne med at forstå din virksomheds potentiale.
- Krav til kvalitetsdokumentation: Angiv inspektionsrapporter, certificeringer eller sporbaredokumentation på forhånd i stedet for at overraske leverandørerne senere.
- Tidsramme-parametre: Del realistiske leveringsforventninger, og kommuniker ærligt eventuel fleksibilitet eller begrænsninger.
- Langsigtede Vision: Angiv, om dette repræsenterer en engangsprototyp eller begyndelsen på vedvarende produktionskrav.
Professionelle producenter reagerer på professionelle henvendelser. En veludarbejdet anfordring om tilbud (RFQ) signalerer, at du er en seriøs køber, der fortjener prioritering – ikke nogen, der blot prøver at få et budgetoverslag med unøjagtig eller ufuldstændig information. Ifølge eksperter inden for leverandørrelationer bør din indkøbsafdeling angive servicelevels og nøglekarakteristika i alle aftaler, mens leverandøren bør dele deres foretrukne fakturerings- og betalingsmetoder.
Gør din første ordre betydningsfuld. Som relationseksperters understregning viser, er førsteindtryk altid vigtige i enhver forretningsrelation. Når du bliver enige om samarbejde med en leverandør, skal den første ordre derfor komme hurtigt og betales straks. Dette etablerer dig som en pålidelig kunde, der fortjener prioritering, når kapaciteten bliver knap.
Advarselslamper ved vurdering af producenter
Selv de mest imponerende kompetencer betyder intet, hvis advarselsfaktorer tyder på fremtidige problemer. Erfarne købere lærer at genkende mønstre, der forudsiger problemer – ofte før den første komponent bliver leveret. Vær opmærksom på følgende indikatorer i din vurderingsproces:
- Uvilje mod at dele referencer eller give adgang til produktionsfaciliteter: Respekterede producenter fremhæver stolt deres drift. De, der undgår inspektion, har ofte noget at skjule.
- Uklare svar på tekniske spørgsmål: Når du stiller spørgsmål om tolerancemuligheder, materialeekspertise eller udstyrspecifikationer, tyder undvigende svar på en begrænset, reelt eksisterende kompetence.
- Urealistiske løfter: Tilbud, der er markant lavere end konkurrenternes, eller tidsplaner, der er umuligt hurtigere end branchens normer, tyder ofte på, at der bliver taget forkortelser – på din bekostning.
- Dårlig kommunikationsrespons: Hvis det tager uger at få tilbudsrespons under salgsprocessen, kan du forestille dig, hvor svært problemopløsning bliver under produktionen.
- Ingen dokumenteret kvalitetssystem: En CNC-fremstillingsvirksomhed uden ISO 9001- eller tilsvarende certificering mangler de systematiske processer, der sikrer konsekvente resultater.
- Utilitet til at levere prøvedele: Producenter, der er sikre på deres arbejde, leverer gerne eksempler. De, der ikke kan det, mangler muligvis relevant erfaring med dine krav.
- Presstaktikker eller afvisende adfærd: Partnere, der investerer i langsigtede forretningsrelationer, tager tid til at forstå dine behov i stedet for at skynde sig mod underskrevne kontrakter.
- Uklare prisdannelser: Som diskuteret under omkostningsovervejelser forhindrer tilbud uden detaljerede opgørelser en meningsfuld vurdering og åbner mulighed for skjulte gebyrer senere.
Ifølge forskning inden for leverandørstyring skal du, hvis du bemærker en kvalitetsnedgang eller flere forsinkede leverancer, ikke antage, at problemet løser sig selv. Identificer de underliggende årsager – enten en mangel på detaljer i dine specifikationer eller en overbelastning af leverandøren på grund af efterspørgsel – og undersøg dine muligheder. Tidlige advarselspunkter under evaluering forstærkes typisk – snarere end formindskes – når produktionen går i gang.
For specialiserede anvendelser som præcisionsdrejede komponenter tilbyder svejsskruemaskin-værksteder evner, som almindelige maskinværksteder ikke kan matche. Dog gælder de samme vurderingsprincipper: Verificer påstået ekspertise gennem referencer, prøver og vurdering af produktionsfaciliteten i stedet for at acceptere markedsføringspåstande uden videre.
Bygger langsigtede partnerskaber
De mest succesrige køber-producent-forhold udvikler sig ud over rent transaktionelle udvekslinger til ægte partnerskaber, hvor begge parter investerer i gensidig succes. Denne omvandling sker ikke automatisk – den kræver bevidst indsats fra begge sider.
Ifølge eksperter inden for partnerskabsudvikling bør du tænke på det som et partnerskab i stedet for en forretningsmæssig transaktion, og du vil hurtigt begynde at se muligheder, der udnytter positive resultater for begge parter. Hvilke unikke muligheder bringer leverandøren med til bordet for din virksomhed? På samme måde bør du spørge, hvad din virksomhed bringer med til bordet for dem.
Effektiv partnerskabsbygning omfatter:
- Etablering af åbne kommunikationskanaler: Del relevant information proaktivt. Ændringer i leveringstider fra leverandøren eller ændringer i efterspørgslen skal deles straks for at sikre, at der ikke opstår overskydende lagerbeholdning eller tab af forretning på grund af lav lagerbeholdning.
- Opbygning af personlige relationer: At gøre forretning sammen er fint, men de mest succesfulde forretningsrelationer tager hensyn til menneskene bag virksomheden. At lære navne, anerkende milepæle og behandle leverandørkontakter som værdifulde kollegaer bygger tillid, der overlever uundgåelige udfordringer.
- Regelmæssig gennemgang af vilkår: Din virksomhed udvikler sig med tiden. Sæt dig mindst én gang om året sammen med din leverandør for at gennemgå og genoverveje vilkårene i jeres aftale. Nye muligheder, ændrede mængder eller ændrede krav kræver diskussion frem for antagelse.
- Accept af gensidig ansvarlighed: Hvis du ikke kan holde din side af en aftale, skal du behandle det på samme måde som du ville behandle et problem med leverandøren. Ensidig skyld ødelægger partnerskaber, men fælles ansvar styrker dem.
- Udformning af strategier for risikobegrænsning: Man må aldrig ignorere eventuelle brud i forsyningskæden. Hvis man taler om nødplaner før der opstår problemer, forhindres man i at blive bange når de uundgåeligt opstår.
For automotive applikationer, der kræver IATF 16949-certificering og SPC-kontrolleret produktion, fremskynder det partnerskab, at man finder partnere, der virkelig forstår sin sektor. Fabrikanter som Shaoyi Metal Technology demonstrere, hvordan certificerede anlæg kan understøtte både hurtig prototypning og masseproduktion med leveringstider på så hurtigt som en arbejdsdagden slags reaktionsdygtighed, der omdanner leverandørforhold til konkurrencemæssige fordele.
Det automatiske maskinværksted eller motormaskinværksted, du vælger, bliver en udvidelse af din fremstillingsevne. Deres kvalitet bliver din kvalitet. Deres leveringsydelse påvirker dine forpligtelser over for kunderne. At investere tid i at bygge relationer giver afkast, når akutte ordrer kræver prioritering eller uventede udfordringer kræver fælles problemløsning.
Overvej, hvad der sker, når problemer opstår – for det vil de gøre. Ifølge relationseksperters vurdering er denne villighed og evne til at dele information mellem indkøb og din leverandør den afgørende faktor for at begrænse skaden på begge sider af forsyningskæden, når problemer uundgåeligt opstår. Partnere, der kommunikerer åbent, navigerer udfordringerne sammen. De, der opretholder afstandsfyldte transaktioner, opdager ofte problemerne først, når det er for sent at forhindre skade.
Uanset om du udfylder CNC-opgaver internt eller administrerer eksterne produktionssamarbejder, gælder de samme principper: klare forventninger, ærlig kommunikation, gensidig investering og fælles ansvar skaber partnerskaber, der leverer konstant værdi. Disse relationer – ikke kun tekniske kompetencer – afgør i sidste ende, om din søgning efter en CNC-maskinfremstiller lykkes eller bliver en vedvarende kilde til frustration.
Træffer handling i forbindelse med din søgning efter en CNC-fremstiller
Du har indarbejdet ni kritiske vurderingskriterier, som de fleste CNC-maskinfremstillere håber, købere aldrig overvejer. Du forstår forskellen mellem maskinbyggere og serviceudbydere, kan identificere, hvilke processer der passer til dine projekter, og ved, hvordan du vurderer kapaciteter, certificeringer, materialer, tidsrammer, omkostninger og potentialet for et samarbejde. Nu er det tidspunktet for sandheden: at omdanne denne viden til handling.
Forskellen mellem købere, der kæmper med leverandørens kvalitet, og dem, der opbygger pålidelige produktionspartnerskaber, handler om gennemførelse. At vide, hvad man skal evaluere, betyder intet uden en systematisk tilgang til faktisk at gøre det. Lad os samle alt sammen i en praktisk handlingsplan, som du kan implementere med det samme.
Din tjekliste til udvælgelse af CNC-producent
Brug denne samlede tjekliste til at organisere din evaluering, inden du kontakter nogen potentielle partner. Hver post repræsenterer et kritisk kontrolpunkt, der behandles igennem denne guide – udelad ingen på egen risiko.
| Vurderingskategori | Nøglespørgsmål, der skal besvares | Verifikationsmetode |
|---|---|---|
| Leverandørens type | Er de en serviceudbyder eller en udstyrsproducent? | Gennemgå services på deres hjemmeside, anmod om en kapacitetsopgørelse |
| Proceskapaciteter | Tilbyder de de specifikke maskinbearbejdningsprocesser, som dine dele kræver? | Udstyrsliste, eksempler på færdigbearbejdede dele, besøg på produktionsstedet |
| Tekniske specifikationer | Kan de konsekvent opnå de nødvendige tolerancer for dine dele? | Produktionsdata, første-artikel-rapporter, referencer |
| CERTIFICERINGER | Har de certificeringer, der kræves inden for din branche? | Kopier af certifikater, revisionsresultater, kundekarakterblade |
| Materiel ekspertise | Hvor stor en procentdel af deres arbejde omfatter netop dine materialer? | Produktionshistorik, prøvedele, værktøjsstrategier |
| Kapacitet og tidsplan | Kan de opfylde dine leveringskrav givet deres nuværende arbejdsbyrde? | Påtidig leveringsmålinger, kapacitetsudnyttelsesdata |
| Gennemsigtige priser | Gør deres tilbud en tydelig opdeling af omkostningskomponenter? | Detaljerede tilbud, sammenlignelige specifikationer på tværs af leverandører |
| Kommunikationskvalitet | Hvor responsiv og klar er deres første kontakt? | Responsstider, spørgsmåls tydelighed, proaktiv informationsdeling |
Når man sammenligner CNC-maskinmærker eller vurderer forskellige CNC-bearbejdningcentre, gælder denne ramme universelt. De bedste CNC-maskiner betyder intet, hvis serviceudbyderen, der driver dem, mangler den nødvendige ekspertise, certificeringer eller kapacitet, som dit projekt kræver. På samme måde kan den bedste CNC-løsning for én køber være helt forkert for en anden – funktionalitetsmatch er altid mere afgørende end generiske rangeringer.
Tag det næste skridt
Er du klar til at gå fra evaluering til handling? Følg denne prioriterede rækkefølge for effektivt at identificere og engagere din ideelle CNC-produktionspartner.
- Definér præcist dine krav: Dokumentér dele-specifikationer, tolerancer, materialer, mængder, tidsplankrav og krav til kvalitetsdokumentation, inden du kontakter nogen. Ufuldstændig information fører til ufuldstændige tilbud.
- Opret en kortliste med 3–5 kandidater: Brug brancheverktøjer, henvisninger og online research til at identificere producenter, hvis angivne kompetencer matcher dine krav. Søg efter beviser for relevant brancheerfaring.
- Indsend identiske anmodninger om tilbud (RFQ) til hver kandidat: Lever komplette tekniske pakker med identiske specifikationer. Dette gør en meningsfuld sammenligning mulig i stedet for at sammenligne æbler med appelsiner.
- Vurder svar ved hjælp af din tjekliste: Tildel hver producent en score ud fra de ovenstående kriterier. Bemærk, hvilke spørgsmål de besvarer grundigt, og hvilke de undgår eller ignorerer.
- Anmod om referencer og verificer påstande: Kontakt eksisterende kunder inden for lignende brancher. Spørg specifikt om kvalitetskonstans, leveringspræstation og problemløsning.
- Udfør en vurdering af produktionsfaciliteten: For betydelige produktionsrelationer besøg faciliteten personligt eller anmod om en virtuel rundtur. Billeder af maskinværksteder fortæller en del af historien; at observere driftsprocesserne afslører resten.
- Start med en prøveordre: Inden du forpligter dig til produktionsvolumener, bestil en mindre ordre for at verificere, at de angivne kapaciteter faktisk omsættes til reelle resultater.
- Byg forholdet med overvejelse: Når du har identificeret en kompetent partner, invester i kommunikation, del prognoser og behandle dem som en udvidelse af dit eget team frem for en transaktionel leverandør.
Producenten med det laveste tilbud leverer sjældent den bedste værdi. Prioritér passende kapacitet – altså at deres reelle styrker matcher dine specifikke krav – frem for pris alene. En partner, der konsekvent leverer kvalitetsdele til tiden til en rimelig pris, yder bedre resultater end en billig leverandør, der skaber kvalitetsfejl, mangler frister og skaber en konstant krisehåndteringssituation.
Blandt de mange CNC-mærker, der konkurrerer om din forretning, overgår CNC-maskinemærker, der specialiserer sig i din branche og materialer, konsekvent generalister, der hævder bred kapacitet. De bedste CNC-maskiner til luft- og rumfartsapplikationer adskiller sig fra dem, der er optimeret til bilproduktion eller fremstilling af medicinsk udstyr. Din vurderingsramme hjælper dig med at identificere, hvilken producentes styrker virkelig svarer til dine behov.
For læsere, der søger CNC-bearbejdning inden for bilindustrien med certificerede kvalitetssystemer, demonstrerer producenter som Shaoyi Metal Technology hvad rigtig kapacitet ser ud til i praksis. Deres IATF 16949-certificering, implementering af statistisk proceskontrol og leveringstider på så lidt som én arbejdsdag imødekommer præcis de krav, som købere inden for bilindustrien prioriterer. Uanset om du har brug for præcise chassismonteringer eller skræddersyede metalbushinger, tilbyder certificerede produktionsfaciliteter som deres kvalitetssystemer og produktionsflexibilitet, der omdanner leverandørforhold til konkurrencemæssige fordele.
Din søgning efter producenter af CNC-bearbejdning behøver ikke at være en frustrerende øvelse i at sammenligne markedsføringspåstande. Udstyret med disse ni vurderingskriterier har du nu rammen til at skære igennem støjen og identificere partnere, der kan levere reel værdi. Producenterne, der håber, du aldrig tjekker disse kriterier, er præcis de, du bør undgå. De, der byder inspektion velkommen – som giver transparente svar, dokumenterede kompetencer og verificerbare referencer – er de partnere, det er værd at opbygge relationer med.
Tag det første skridt i dag: Definer dine krav, opstil din forkortede liste og start samtalerne, der fører til produktionspartnerskaber, du kan stole på i årevis fremover.
Ofte stillede spørgsmål om CNC-fremstillingsfabrikker
1. Hvad er forskellen mellem producenter af CNC-maskiner og leverandører af CNC-bearbejdningsydelser?
CNC-maskineproducenter som Haas, Mazak og DMG MORI designer og bygger de faktiske CNC-udstyr til fabrikker. Leverandører af CNC-bearbejdningstjenester ejer og driver disse maskiner for at fremstille specialfremstillede dele på din vegne. Når du indkøber dele, har du brug for tjenesteydere; når du køber udstyr til din facilitet, skal du kontakte maskinproducenter. Denne forskel undgår spildt tid ved at kontakte den forkerte type leverandør.
2. Hvilke er de bedste CNC-bearbejdningsselskaber i USA?
De bedste CNC-bearbejdningsselskaber afhænger af dine specifikke krav. Topleverandører omfatter Uptive Manufacturing for almindelige præcisionsopgaver, Makino for højtydende anvendelser samt specialiserede værksteder som Shaoyi Metal Technology for bilkomponenter med IATF 16949-certificering. Vurder udbyderne på baggrund af certificeringer, der matcher din branche, materialeekspertise, tolerancemuligheder og produktionskapacitet frem for generiske rangeringer.
3. Hvordan vælger jeg den rigtige CNC-bearbejdningsselskab til mit projekt?
Vælg en CNC-fremstillingsproducent ved at vurdere ni centrale kriterier: kontroller, at de er en serviceudbyder (ikke fremstiller udstyr), bekræft, at deres proceskapaciteter svarer til dine dele, tjek tolerancerne med dokumenteret bevismateriale, valider industrielle certificeringer (ISO 9001, AS9100, IATF 16949), vurder deres ekspertise inden for materialer, gennemgå deres kapacitet og leveringstider, analyser prisoverblikket, vurder kommunikationskvaliteten og anmod om referencer fra lignende projekter.
4. Hvilke certificeringer skal en CNC-fremstillingsproducent have?
Krævede certificeringer afhænger af din branche. ISO 9001 udgør grundlaget for kvalitetsstyring. Luft- og rumfartsprojekter kræver AS9100-certificering med forbedret sporbarehed og risikostyring. Automobilkomponenter kræver IATF 16949 for statistisk proceskontrol og fejlforebyggelse. Medicinsk udstyr kræver ISO 13485 for overholdelse af FDA-krav. Forsvarsrelaterede varer kræver ITAR-registrering for håndtering af kontrolunderlagt teknisk data.
5. Hvilke faktorer påvirker omkostningerne og leveringstiden for CNC-bearbejdning?
Bearbejdnings tid udgør 50–70 % af omkostningerne og påvirkes af reservedelens kompleksitet, tolerancer og maskintype. Materialeomkostningerne varierer kraftigt – aluminium er økonomisk, mens titan kræver præmiepriser. Opsætningsomkostningerne er faste uanset antallet, hvilket gør større partier mere omkostningseffektive pr. reservedel. Leveringstiden afhænger af materialetilgængelighed, kompleksitet, producentens kapacitet samt sekundære processer som varmebehandling eller platering.