 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

CNC-maskintjenester afkodet: Fra CAD-filer til færdige dele

Forståelse af CNC-maskintjenester og hvordan de fungerer
Har du nogensinde undret dig over, hvordan komplekse metaldele går fra en digital tegning på en persons computerskærm til en præcis, fysisk komponent, som du kan holde i hånden? Denne transformation sker via CNC-maskintjenester – og at forstå denne proces kan spare dig betydelig tid, penge og hovedpine ved dit næste fremstillingsprojekt.
Hvad CNC-maskintjenester faktisk gør
Lad os bryde det ned simpelt. CNC står for Computer Numerical Control. Når du samarbejder med en leverandør, der tilbyder CNC-fremstillingstjenester , får du adgang til fremstillingskapacitet, hvor forudprogrammeret computersoftware styrer bevægelsen af skæreværktøjer med ekstraordinær præcision.
CNC-maskinservice er professionelle fremstillingsløsninger, der bruger computerstyrede kontroller til at styre maskinværktøjer – herunder fræsemaskiner, drejebænke og flerakse-systemer – for at omdanne råmaterialeblokke til brugerdefinerede dele med høj præcision og gentagelighed.
Tænk på det på denne måde: I stedet for at en drejer manuelt guider hver skæring, læser en computer din digitale designfil og oversætter den til præcise bevægelser. Maskinen følger kodificerede instruktioner, der fastlægger alt fra spindelhastigheden til den nøjagtige bane for skærekoppen. Denne automatisering betyder, at dine dele fremstilles konsekvent, præcist og nøjagtigt som specificeret – uanset om du har brug for én prototype eller tusindvis af produktionskomponenter.
Fra digital design til fysisk del
Rejsen fra din CAD-fil til en færdig komponent følger en strømlinet arbejdsgang, som præcisions-CNC-bearbejdningstjenester har forbedret gennem årtier:
- Oprettelse af CAD-model: Din 2D- eller 3D-tegning fastlægger dimensionerne, geometrierne og specifikationerne for den færdige del
- CAM-konvertering: Specialiseret software oversætter din design til G-kode – det programmeringssprog, som CNC-maskiner forstår
- Maskinopsætning: Operatører fastgør dit råmateriale og monterer de relevante skæretilbehør
- Automatiseret maskinbearbejdning: Maskinen udfører programmet og fjerner materiale med præcision for at fremstille din komponent
Denne digitale-til-fysiske proces er, hvad der gør moderne CNC-maskintjenester så værdifulde. Ifølge Thomas , anvendes CNC-bearbejdning bredt inden for brancher som automobilindustrien, luft- og rumfartsindustrien samt telekommunikationssektoren – overalt, hvor stramme måletolerance og konsekvent kvalitet er afgørende.
Fordele ved subtraktiv fremstilling
Her er et begreb, der er værd at forstå: CNC-bearbejdning er en subtraktiv fremstillingsproces. I modsætning til 3D-printning, hvor komponenter bygges lag for lag, starter CNC-maskinservice med en massiv blok materiale – metal, plast eller komposit – og fjerner systematisk alt det, der ikke indgår i den færdige komponent.
Hvorfor er dette relevant for dine projekter? Subtraktiv fremstilling giver klare fordele:
- Materialeintegritet: Du arbejder med massivt udgangsmateriale, ikke lagdelte aflejringer, hvilket betyder fremragende mekaniske egenskaber
- Overflade kvalitet: Maskinbearbejdede overflader kan opnå fremragende finish direkte fra maskinen
- Materiale variation: CNC-processer håndterer metaller såsom aluminium, rustfrit stål, messing og titan samt tekniske plastikker og kompositmaterialer
- Præcisionsstyring: Standardtolerancer på ±0,005 tommer (0,127 mm) er opnåelige, og strengere tolerancer er mulige, når det er nødvendigt
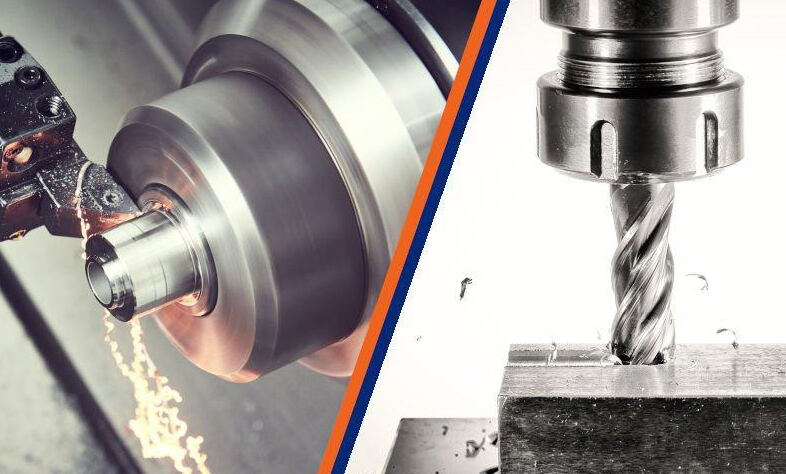
Omfanget af tilgængelige operationer er bredere, end mange indser. Fresning anvender roterende flerpunkts-skæreværktøjer til at forme komplekse geometrier. Drejning anvender drejebænke til cylindriske dele. Flere-akse-maskiner – herunder 4-aks og 5-aks-systemer – kan tilgå flere sider af en del i én enkelt opsætning, hvilket reducerer håndtering og forbedrer nøjagtigheden. At forstå, hvilken operation der passer bedst til dine specifikke behov, er præcis det, de følgende afsnit vil hjælpe dig med at afgøre.
Typer af CNC-maskinbearbejdningsoperationer og deres anvendelsesområder
Nu hvor du forstår grundprincipperne, er det næste logiske spørgsmål: hvilken CNC-operation er den rigtige til din specifikke komponent? Svaret afhænger af din geometri, materiale, krav til tolerancer og produktionsmængde. Lad os udforske de større kategorier, så du kan matche dine projektkrav med den passende fremstillingsmetode.
Forklaring af fræsningsoperationer
Fræsning er måske den mest alsidige CNC-operation, der findes. Et roterende flerpunktsfræsværktøj bevæger sig over din emne, hvorved materiale fjernes for at skabe flade overflader, nitter, lommer, konturer og komplekse 3D-forme. Når du kontakter en leverandør, der tilbyder cnc fræsningstjenester , får du adgang til maskiner, der kan håndtere alt fra simple rektangulære beslag til indviklede luft- og rumfartshus.
Der er to primære konfigurationer, man skal forstå:
- Lodret fræsning: Spindlen løber vinkelret på arbejdsskiven. Denne opstilling er fremragende til fladefræsning, bording og fremstilling af funktioner på plane overflader. Vertikale CNC-fræseservices bruges ofte til prototyper, former og dele med funktioner primært på én side.
- Vandret fræsning: Spindlen løber parallelt med arbejdsskiven. Denne konfiguration giver bedre spånevask og foretrækkes til tykkere snit, længere dele og højvolumenproduktion. Vandrette CNC-fræseservices glimter, når du skal fræse flere sider af en del effektivt.
Den egentlige kraft i fræsning kommer frem, når man tager antallet af akser i betragtning – og her er det, mange købere bliver forvirrede.
Hvornår skal man vælge 5-akset frem for 3-akset fræsning?
Forestil dig, at du fræser en del. Ved 3-akset fræsning bevæger skærerværktøjet sig langs tre lineære retninger: X (venstre-højre), Y (foran-bagud) og Z (op-ned). Dette håndterer de fleste simple geometrier godt, men hvad sker der, når du har brug for underskæringer, skråe funktioner eller komplekse konturer?
Det er her, at yderligere akser kommer ind i billedet. Her er den praktiske opdeling:
| Aksekonfiguration | Evner | Typiske anvendelser | Kompleksitetsniveau |
|---|---|---|---|
| 3-akset | Lineær bevægelse i X-, Y- og Z-retning. Emnet skal omplacerees for at få adgang til flere sider. | Flade emner, simple beslag, plader, 2,5D-funktioner som f.eks. lommer og slåer | Lav – mest omkostningseffektiv for enkle geometrier |
| 4-akser | Tilføjer rotation omkring X-aksen (A-akse). Kontinuerlig bearbejdning af cylindriske eller skrå overflader. | Emner, der kræver bearbejdning omkring en central akse, gravering på buede overflader, nogle luft- og rumfartsdele | Mellem – reducerer opsætninger sammenlignet med 3-akset bearbejdning |
| 5-akser | Tilføjer to rotationsakser (typisk A- og B-aksen). Værktøjet kan nærme sig arbejdsemnet fra næsten enhver vinkel i én enkelt opsætning. | Komplekse luft- og rumfartsdele, turbinblad, medicinske implantater, pumperotorer, støbeforme med dybe udstik | Høj – maksimal geometrisk frihed, højeste maskinkost |
Så hvornår bør du investere i 5-akset CNC-fremstillingstjenester?
- Vælg 3-akset når din komponent kan fremstilles fuldstændigt fra én eller to retninger med simpel omplacering. Det er den mest økonomiske løsning.
- Vælg 4-akset når du har brug for kontinuerlig fremstilling rundt om en rotationsakse – tænk på kamaksler, skruedrev eller komponenter med funktioner i flere vinkelpositioner.
- Vælg 5-akset når din geometri indeholder sammensatte vinkler, dybe huller, undercuts eller når reduktion af opsætninger er afgørende for at opretholde stramme tolerancer på flere funktioner.
Prisforskellen er reel, men også fordelene. 5-akset fremstilling reducerer ofte den samlede omkostning ved komplekse komponenter ved at eliminere flere opsætninger, forbedre overfladekvaliteten og opretholde bedre positionsnøjagtighed mellem funktioner.
Drejning og drejebænketjenester til cylindriske komponenter
Selvom fræsning er fremragende til prismeformede dele, er drejning den foretrukne proces til alle cylindriske dele. Når du har brug for aksler, stifter, bushinger eller enhver anden del med rotationssymmetri, leverer CNC-drejebænkeservice fremragende resultater.
Sådan fungerer drejning: Dit råmateriale – typisk rundt stangmateriale – roterer med høj hastighed, mens et stationært skæreværktøj fjerner materiale. Ifølge Turntech Precision omfatter de mest almindelige drejeoperationer drejning, ansigtsdrejning (facing), rillning, afskæring, gevindskæring, boring, indboring, kornet drejning (knurling) og gevindskæring (tapping).
Hver operation har specifikke formål:
- Fræsering: Formindsker ydrediameteren på din arbejdsemne. Grovdrejning fjerner materiale hurtigt; slutdrejning sikrer de endelige mål med glatte overflader.
- Endefladebehandling: Bearbejder enden af din del vinkelret på akseret, hvilket skaber flade endeflader og kontrollerer den samlede længde.
- Indfødning: Skærer helikale riller til skruer, bolte og gevindforbindelser.
- Rillning og afskæring: Opretter smalle kanaler eller afskærer den færdige del fra stangmaterialet.
- Afboring: Forstørrer eksisterende huller eller skaber indvendige funktioner med høj præcision.
Moderne CNC-drejebænke kombinerer ofte drejning med levende værktøjer – drevne fræse- og boret værktøjer, der kan skabe funktioner uden for akseretningen uden at flytte emnet til en separat maskine. Denne funktionalitet udsletter grænsen mellem drejning og fræsning og giver betydelige effektivitetsgevinster for dele, der kræver begge operationer.
Swiss-drejning til små præcisionskomponenter
Hvad hvis dine dele er små, slanke eller kræver ekstremt stramme tolerance? Standard-CNC-drejebænke har problemer med emner med lille diameter, fordi det ikke-understøttede materiale kan bukke under bearbejdning, hvilket fører til unøjagtigheder.
Det er netop derfor, der findes CNC-swiss-drejetjenester. Oprindeligt udviklet til den schweiziske ureindustri, bruger disse specialiserede maskiner en førebues, der understøtter emnet ekstremt tæt på skæreområdet. Som Fictiv forklarer, forhindrer denne fremgangsmåde afbøjning og muliggør tolerancer inden for 0,0001 tommer på særligt følsomme komponenter.
Schweiziske CNC-maskiner tilbyder flere tydelige fordele:
- Ekstraordinær præcision: Føringsbøsningen holder materialet stabilt præcis der, hvor der skæres, og eliminerer fejl relateret til bøjning.
- Flere samtidige operationer: Schweiziske maskiner kan udføre drejning, fræsning, boring og gevindskæring i én enkelt opsætning på tværs af flere zoner.
- Ideelle til slanke dele: Værkstykke-diametre ligger typisk mellem 0,030 tommer og 2 tommer, hvilket er perfekt til stifter, aksler og små beslag.
- Effektivitet i storproduktion: Stangfødt drift og simultan bearbejdning gør schweiziske maskiner ideelle til seriefremstilling.
Brancher, der i høj grad benytter schweizisk bearbejdning, omfatter fremstilling af medicinsk udstyr (kirurgiske skruer, knoglestifter, tandskimplantater), elektronik (forbindelsesstifter, kontakter) samt luft- og rumfart (miniature beslag, aktuatordele). Hvis dine dele er små, præcise og produceres i store mængder, er schweizisk bearbejdning sandsynligvis den bedste løsning.
At forstå disse processtyper sætter dig i en stærkere position, når du anmoder om tilbud og vurderer leverandører. Men den rigtige proces er kun en del af ligningen – dit valg af materiale spiller en lige så afgørende rolle for omkostningerne, levertiden og den opnåelige kvalitet.
Vejledning til materialevalg for CNC-fremstillede komponenter
Du har identificeret den rigtige maskinbearbejdningsproces til din reservedels geometri. Nu kommer et valg, der påvirker alt fra din stykpris til de opnåelige tolerancer: hvilket materiale skal du specificere? Dette valg handler ikke kun om at vælge en metal, der lyder bekendt – det handler om at matche mekaniske egenskaber, bearbejdningsvenlighed og anvendelseskrav med dine specifikke projektkrav.
Metalvalg til CNC-projekter
Når du vurderer aluminimum-CNC-bearbejdningstjenester, overvejer du sandsynligvis det mest alsidige materiale i CNC-verdenen. Men aluminium er kun én mulighed blandt et spektrum af metaller, hvor hvert enkelt har sine karakteristiske kompromiser. Lad os se næste på de mest almindelige valg:
- Aluminium (6061, 7075): Udmærket bearbejdnings egenskaber, letvægt, naturlig korrosionsbestandighed og omkostningseffektiv. Aluminiumslegering 6061 kombinerer styrke og bearbejdlighed og er derfor ideel til bilkomponenter, kabinetter til forbrugerelektronik og luftfartsstøtter. Lejeringsgraden 7075 tilbyder højere styrke til mere krævende konstruktionsapplikationer. CNC-bearbejdning af aluminium er populær, fordi dette materiale bearbejdes hurtigt – hvilket reducerer cykeltiderne med op til 20 % i forhold til stål.
- Rustfrit stål (304, 316, 17-4 PH): Når du har brug for holdbarhed i krævende miljøer, leverer CNC-bearbejdning af rustfrit stål pålidelige resultater. Lejeringsgrad 304 egner sig godt til almindelige applikationer. Lejeringsgrad 316 udmærker sig i marine og medicinske miljøer takket være sin fremragende korrosionsbestandighed. 17-4 PH tilbyder udfældningshærdning til applikationer med høje krav til styrke. Forvent længere bearbejdnings tider og større værktøjs slitage i forhold til aluminium.
- Messing (C360): Bliver ofte kaldt "frit drejende messing"; dette materiale giver fremragende overfladeafslutninger med minimal indsats. Messing CNC-bearbejdningstjenester specificeres ofte til dekorativt hardware, elektriske komponenter, rørarmaturer og præcisionsinstrumenter, hvor udseende og nøjagtighed er afgørende.
- Kobber: Overlegen termisk og elektrisk ledningsevne gør kobber uundværligt til køleplader, elektriske samleledere og RF-afskærmning. Kobber CNC-bearbejdningstjenester kræver opmærksomhed på spånhåndtering og passende valg af kølevæske, men materialet bearbejdes rimeligt godt.
- Titan (klasse 2, klasse 5/Ti-6Al-4V): Forholdet mellem exceptionel styrke og vægt samt biokompatibilitet gør titan uundværlig til luftfartsstrukturer og medicinske implantater. Titan-CNC-bearbejdningstjenester er dog dyrere. Materialet genererer betydelig varme under fræsning, forårsager hurtig værktøjslidelser og kræver specialiserede værktøjer samt lavere hastigheder. Det er en værdifuld investering, når intet andet materiale opfylder dine krav til ydeevne.
- Legeret stål (4140, 4340): Når maksimal styrke og slagstyrke er afgørende, giver CNC-bearbejdningstjenester af legeret stål muligheder, der overgår rustfrit stål. Disse materialer behandles ofte med varmebehandling efter bearbejdning til krævende anvendelser som gear, aksler og konstruktionsdele.
Forståelse af bearbejdningsvurderinger
Her er noget, der direkte påvirker din prisangivelse og leveringstid: bearbejdningsvenlighed. Ifølge Komacut henviser bearbejdningsvenlighed til, hvor nemt et materiale kan skæres, formes og efterbehandles. Metaller med høj bearbejdningsvenlighed kræver mindre skærekræft, genererer mindre varme og giver bedre overfladeafslutninger – hvilket gør dem mere omkostningseffektive til CNC-bearbejdning.
Hvad bestemmer bearbejdningsvenligheden? Flere faktorer spiller ind:
- Hårdhed: Hårdere materialer forårsager hurtigere værktøjslidelser og kræver lavere skærehastigheder. Inconel 718 kræver f.eks. specialiseret værktøj og præcise skærebetingelser.
- Varmeledning: Materialer som aluminium afleder varme hurtigt, hvilket tillader højere bearbejdningshastigheder. Materialer med lav varmeledningsevne, såsom titan, holder varmen fast i skæreområdet og kræver derfor omhyggelig termisk styring.
- Spånudformning: Nogle materialer danner lange, trådformede spåner, der kan snøre sig rundt om værktøjet. Andre knækker i håndterlige spåner, der let fjernes fra skæreområdet.
Som bemærket af Ethereal Machines kan brugen af aluminium 6061 i højvolumenproduktion reducere bearbejdningstiden betydeligt i forhold til hårdere materialer – hvilket fremskynder leveringen uden at kompromittere kvaliteten. Omvendt kræver bearbejdning af titan eller højtemperaturlegeringer specialiserede værktøjer og øger ofte omkostningerne betydeligt.
Plastmaterialer og deres CNC-overvejelser
Metaller dominerer diskussionerne om CNC-bearbejdning, men cNC-bearbejdning af plast udfylder kritiske nicher. Konstruktionsplastik tilbyder unikke fordele: lavere vægt, elektrisk isolation, kemisk modstandsevne og ofte lavere materialeomkostninger.
- ABS: God støddampningsevne og bearbejdningsvenlighed til lav pris. Almindelig i prototyper og kabinetter.
- Delrin (Acetal/POM): Udmærket dimensionsstabilitet, lav friktion og høj stivhed. Ideel til gear, bushinger og præcisionsmekaniske komponenter.
- Nylon (PA6, PA66): Stærk, slidstærk og selvsmørende. Anvendes til konstruktionskomponenter og sliddele.
- PEEK: Højtydende teknisk plast med fremragende kemisk modstandsdygtighed og temperaturstabilitet. Almindelig i medicinske og luftfartsapplikationer – men dyr.
- UHMW-polyethylen: Ekstremt lav friktionskoefficient. Fremragende til skinner, vejledere og applikationer med kontakt til fødevarer.
Plastmaterialer stiller unikke krav til maskinbearbejdning. De er blødere end metal, hvilket betyder, at skarpe værktøjer og passende fremføringshastigheder er afgørende for at undgå smeltning eller deformation. Nogle plastmaterialer absorberer fugt, hvilket påvirker deres dimensionsstabilitet. Og i modsætning til metal kan plast ikke opnå samme stramme tolerancer – planlæg derfor lidt løsere specifikationer.
Hvordan materialevalget påvirker omkostninger, levertid og tolerancer
Dit materialevalg skaber bølgeeffekter gennem hele dit projekt:
| Materiale | Relativ materialeomkostning | Påvirkning på bearbejdnings tid | Opnåelige tolerancer |
|---|---|---|---|
| Aluminium 6061 | Lav | Hurtig – fremragende bearbejdnings egenskaber | ±0,001" let opnåelig |
| Messing C360 | Moderat | Hurtig – fri-bearbejdelig | ±0,001" med fremragende overflade |
| Rustfrit stål 304 | Moderat | Moderat – bekymring for arbejdshærdning | ±0,001" kan opnås med omhu |
| Titanium Grade 5 | Høj | Langsom – betydelig værktøjslidelser | ±0,001" kræver faglig ekspertise |
| Delrin | Lav-Moderat | Hurtigt | ±0,002" er typisk for plastmaterialer |
Den afgørende indsigt? Ifølge HPPI kan det nogle gange være mere økonomisk fornuftigt at vælge et materiale med bedre bearbejdnings egenskaber frem for et billigere alternativ, da det reducerer de samlede omkostninger ved at sikre delkvaliteten og reducere cykeltiderne. Ved vurdering af mulighederne skal der tages højde for de samlede levetidsomkostninger – ikke kun råmaterialeprisen.
Materialevalg begrænser også dine muligheder for efterbehandling. Ikke alle overfladebehandlinger er kompatible med alle basismaterialer. For eksempel fungerer anodisering fremragende på aluminium, men kan ikke anvendes på stål. Nikkelpladering kombineres godt med rustfrit stål, men giver adhæsionsproblemer på aluminium. Overvej dine krav til den endelige overfladebehandling tidligt i procesen for materialevalg for at undgå dyre overraskelser.
Når du har valgt dit materiale, er det næste kritiske trin at forberede dine CAD-filer korrekt – for selv det bedste materialevalg kan ikke kompensere for konstruktionsfejl, der driver omkostningerne op eller gør din komponent umulig at fremstille.
Sådan forbereder du dine CAD-filer og undgår kostbare konstruktionsfejl
Du har valgt dit materiale og identificeret den rigtige maskinbearbejdningsproces. Nu kommer et trin, der adskiller problemfrie produktionsløb fra dyre katastrofer: korrekt forberedelse af dine CAD-filer. Overraskende nok forudsætter de fleste CNC-maskinbearbejdningstilbud, at du allerede kender til dette – og lader dig lære det gennem kostbar prøve-og-fejl-metode. Lad os rette op på det.
Forberedelse af dine CAD-filer til succes med CNC
Din CAD-fil er ikke blot en visuel fremstilling – den er den endelige tegning, der styrer hver eneste skæring, maskinen udfører. Ifølge LeadCNC , vil enhver tvetydighed, fejl eller manglende information i din CAD-fil blive videreført til efterfølgende processer, hvilket resulterer i fejlagtige værktøjsspor, maskinkollisioner eller komponenter, der ikke består kvalitetskontrollen.
Før du indsender filer til en leverandør af prototyppet CNC-fremstillingstjenester, gennemgå denne forberedelsescheckliste:
- Eksporter i det rigtige format: Brug STEP-filer (.step eller .stp), hvis muligt. STEP indeholder præcis geometri og topologisk information og sikrer, at din model overføres som en ægte massiv model i stedet for approksimerede flader. Undgå STL-filer til præcisionsarbejde – de approksimerer flader ved hjælp af trekanter, hvilket ikke er ideelt til stramme tolerancer.
- Bekræft dine måleenheder: Dette lyder grundlæggende, men forkerte enhedsindstillinger fører til komplet produktionssvigt. En model, der er designet i tommer, men fortolkes som millimeter, resulterer i en komponent, der er formindsket med en faktor på 25,4. Bekræft altid, at din eksport bruger de ønskede enheder (millimeter eller tommer) med en skalafaktor på 1:1.
- Definer dit koordinatsystem: Fastlæg en tydelig delorigo, der er justeret efter, hvordan din komponent fastgøres på maskinen. Akserne X, Y og Z skal referere til den primære bearbejdningsflade og den tilsigtede klemmeposition.
- Udfør geometrikontroller: Brug din CAD-software's analyseværktøjer til at identificere ikke-manifold kanter, mikroskopiske flader eller åbne rande. Disse skjulte fejl kan helt stoppe beregningen af værktøjsstier.
- Fjern unødvendige detaljer: Slet ikke-essentiel geometri som leverandørlogos, indre gevind, der skal skæres efter maskinbearbejdning, eller små æstetiske afrundinger i ikke-kritiske områder. At forenkle modellen fremskynder CAM-behandling.
Når du arbejder med brugerdefinerede CNC-maskinbearbejdningstjenester, starter klar kommunikation med rene filer. Organiser geometrien ved hjælp af lag eller farver – placer referenceflader på ét lag, kritiske funktioner på et andet og områder, der kræver særlig overfladebehandling, på et tredje.
Almindelige designfejl, der øger omkostningerne
Selv erfarede ingeniører træffer designbeslutninger, der øger maskinbearbejdningsomkostningerne eller skaber dele, der simpelthen ikke kan fremstilles. Her er fældene, du skal undgå:
Skarpe indvendige hjørner: CNC-skæreværktøjer er cylindriske. De kan fysisk ikke lave perfekt skarpe 90-graders indre hjørner. Ifølge Geomiq du bør tilføje en indre radius, der er mindst 30 % større end din skæreværktøjs radius. For eksempel: Hvis du bruger et 10 mm fræsværktøj, skal indre kanter udformes med en minimumsradius på 13 mm. Dette reducerer belastningen på værktøjet og gør det muligt at anvende højere skærehastigheder.
Utilstrækkelig vægtykkelse: Tynde vægge er sårbare over for vibrationer, bøjning og forvrængning under bearbejdning. Geomiq anbefaler en minimumsvægtykkelse på 0,8 mm for metal og 0,15 mm for plastik. Lige så vigtig er forholdet mellem bredde og højde – for ikke-understøttede, fristående vægge bør forholdet mindst være 3:1 for at sikre stabilitet under skæring.
For dybe lommer og udybninger: Skæreværktøjer har begrænset rækkevidde. Dybe, smalle detaljer kræver brug af forlængede værktøjer, som er mindre stive og mere udsat for afbøjning. Som nævnt af Fem fløjter , bør lommedybden maksimalt være seks gange værktøjets diameter. Dybder, der overstiger ti gange værktøjets diameter, bliver udfordrende uanset det tilgængelige værktøj.
Ikke-standard huller: Standardhuller kan effektivt bores med almindeligt tilgængelige boreværktøjer. Ikke-standardstørrelser kræver trinvis materialeafdrag med fræsere – hvilket betydeligt øger bearbejdnings tid og omkostninger.
For stor gevinddybde: Gevinstyrken ligger primært i de første få gevindgange. Begræns gevinddybden til maksimalt tre gange huldiameteren. For blinde huller skal der efterlades en ikke-gevindet længde på halvdelen af huldiameteren i bunden.
Unødvendigt stramme måletolerancer: At anvende stramme måletolerancer på alle mål er én af de mest almindelige og kostbare fejl. Standard-CNC-tolerancer på ±0,13 mm er præcise nok til de fleste funktioner. Anvend strammere specifikationer kun på sammenfaldende overflader og funktionelle grænseflader, hvor præcision virkelig er afgørende.
Design for Manufacturability Principles
Design for Manufacturability (DFM) betyder, at man tænker over, hvordan din komponent faktisk vil blive fremstillet, mens du stadig er i gang med at designe den. Uanset om du arbejder med en CNC-bearbejdning prototype-serviceudbyder i Georgia eller enhver anden leverandør af CNC-bearbejdningsdele globalt set, gælder disse principper universelt.
Design til standardværktøj: Ifølge Five Flute er det afgørende at forstå, hvilke geometrier der kan fræses med almindeligt tilgængelige værktøjer. De fleste værksteder har ansat fladefræsere, standard endefræsere (med diametre fra 1/8" til 1"), kugleformede endefræsere, bor i standardstørrelser samt afskæringsskærere med vinkler på 60°, 82° og 90°. Ved at udforme geometrier, der passer til disse værktøjer, undgår du forsinkelser som følge af behovet for specialværktøjer.
Overvej fastspænding fra starten: Din komponent skal fastspændes sikkert under bearbejdningen. Udform flade, parallelle overflader, der kan hvile på paralleller og fastgøres solidt i en skruetænger. Komponenter uden tydelige fastspændingsflader kræver brugerdefinerede fastspændingsanordninger – hvilket medfører ekstra tid og omkostninger.
Minimere opsætninger: Hver gang en komponent genplaceres i maskinen, opstår der mulighed for fejlausretning og øget arbejdskraftsomkostning. Design komponenter, så kritiske funktioner kan bearbejdes fra så få orienteringer som muligt. Funktioner, der kræver stramme relative tolerancer, skal kunne tilgås i samme opsætning.
Undgå udskæringer, hvor det er muligt: Funktioner, som ikke kan nås af et skæreværktøj fra den primære opsætningsretning, kræver enten specialiseret værktøj (f.eks. T-formede fræsere) eller ekstra maskinakser. Hvis din komponent kræver udskæringer, skal du bekræfte, at din valgte CNC-prototyppemaskineudbyder har de relevante muligheder, inden du færdiggør designet.
Tag hensyn til materialepåvirkning: Ubearbejdet materiale indeholder ofte interne spændinger. Når store mængder materiale fjernes asymmetrisk, kan den resterende komponent deformeres (vride sig), efter at den er løsnet fra fastspændingen. For komponenter med betydelig materialefjernelse bør du drøfte strategier til spændingsløsning med din maskinepartner.
Den indsats, du investerer i korrekt filforberedelse og DFM-optimering, giver afkast gennem hele dit projekt. Renere design bliver citeret hurtigere, bearbejdes mere effektivt og leveres i overensstemmelse med specifikationerne allerede ved første forsøg. Men selv en perfekt designet komponent kræver passende toleranceangivelser – og forståelsen af, hvad disse tal faktisk betyder, er det, vi vil fokusere på hernæst.
Forklaring af tolerancer og overfladeafslutninger
Du har forberedt en fejlfri CAD-fil og valgt det ideelle materiale. Nu kommer en specifikation, der direkte påvirker både din komponents funktionalitet og dit projekts budget: tolerancer og overfladeafslutninger. Disse tal fremgår af alle maskinfremstillede tegninger, men de fleste købere forstår ikke fuldt ud, hvad de betyder – eller hvornår strengere specifikationer faktisk er afgørende i forhold til at de blot driver omkostningerne op.
Forståelse af toleranceklasser og deres anvendelsesområder
Hvad er en tolerance præcis? Ifølge American Micro Industries definerer bearbejdningstolerance den samlede tilladte dimensionelle variation fra en angivet værdi. Da ingen maskine leverer identiske resultater hver eneste gang, fastsætter tolerancer en kontrolleret fejlmargin – især kritisk for dele, der skal passe sammen.
Internationale standarder giver et fælles sprog for toleranceangivelser. ISO 2768 definerer præcisionsniveauer gennem toleranceklasser:
- f – Fin: Strængeste generelle tolerancer til præcisionsanvendelser
- m – Medium: Standardkommercielle tolerancer, der er velegnede til de fleste komponenter
- c – Grov: Lette tolerancer for ikke-kritiske mål
- v – Meget grov: Løseste tolerancer til ru eller dekorative dele
Når du benytter CNC-præcisionsbearbejdningstjenester, opnås typisk standardkapaciteter på ±0,005" (0,127 mm) som udgangspunkt. Præcisionsoperationer kan nå ±0,001" eller strammere, når anvendelserne virkelig kræver ekstraordinær nøjagtighed. Men her er den afgørende indsigt: Strammere er ikke automatisk bedre.
| Tolerancemargen | Typiske anvendelser | Relativ omkostningspåvirkning |
|---|---|---|
| ±0,030" (0,76 mm) | Ikke-kritiske funktioner, udligningshuller, omtrentlige mål | Basisniveau – mest økonomisk |
| ±0,005" (0,127 mm) | Standard kommercielle dele, almindelige pasformkrav | Standard CNC-uddannelsesmuligheder – ingen ekstrabidrag |
| ±0,001" (0,025 mm) | Præcise pasformer, sammenstødende overflader, kritiske grænseflader | Ca. 2× basisprisen |
| ±0,0001" (0,0025 mm) | Ultra-præcise anvendelser, luftfartslejer, optiske komponenter | Op til 24× basisprisen |
Ifølge Modus Advanced , forholdet mellem tolerance og fremstillingskompleksitet er ikke lineært – det er eksponentielt. Den angivne tolerance på ±0,001" kan have fordoblet din reservedelsomkostning og tredoblet leveringstiden sammenlignet med at acceptere en tolerance på ±0,005".
Valg af overfladebehandling ud over det grundlæggende
Overfladeruhed måler de mikroskopiske afvigelser på din reservedels overflade efter bearbejdning. Den mest almindelige metrik er Ra (middelruhed), målt i mikrometer (µm). Lavere Ra-værdier betyder glattere overflader. Ifølge Geomiq , ligger Ra-værdierne for fremstillede dele typisk mellem 0,1 µm (ekstremt glat) og 6,3 µm (synligt struktureret).
Her er, hvad de standardiserede overfladefinish-niveauer faktisk betyder for dine dele:
- 3,2 µm Ra: Standard finish lige efter bearbejdning med synlige værktøjsmærker. Passer til de fleste kommercielle dele og indebærer ingen ekstra omkostning.
- 1,6 µm Ra: Svage snitmærker er synlige. Anbefales til tætte pasform og dele under let spænding. Udgør ca. 2,5 % ekstra i produktionsomkostningen.
- 0,8 µm Ra: Højtkvalitet overfladebehandling, der kræver efterbearbejdning. Ideel til komponenter, der er udsat for mekanisk spænding og vibration. Øger omkostningerne med ca. 5 %.
- 0,4 µm Ra: Meget glat overflade uden synlige mærker. Kræver omhyggelig maskinbearbejdning samt polering. Øger omkostningerne med op til 15 %.
Overfladefinish påvirker langt mere end blot æstetikken. Ruere overflader øger friktionen mellem sammenpassende dele. Glattere overflader forbedrer udmattelsesbestandigheden ved cyklisk belastning. For tætningsflader sikrer den rigtige Ra-værdi korrekt komprimering af pakning. Når du angiver overfladekrav til præcisions-CNC-bearbejdningstjenester, skal kravene matche den faktiske funktion – ikke vilkårlige præferencer.
Når stramme måletolerance er en værdifuld investering
Så hvornår bør du faktisk betale en premium for CNC-bearbejdningstjenester med stramme måletolerance? Fokuser på funktionsmæssig nødvendighed:
Situationer, hvor stramme måletolerance er påkrævet:
- Præcisionslagerpasninger, hvor aksel-til-borespillet afgør ydeevnen
- Tætningsflader, hvor pakningens komprimering skal kontrolleres præcist
- Montagegrænseflader, hvor flere dele skal aligneres præcist
- Højhastighedsroterende komponenter, hvor balance er kritisk
Situations, hvor standardtolerancer er tilstrækkelige:
- Spændehuller og ikke-sammenfaldende overflader
- Mål, der ikke har funktionel indvirkning på montage
- Funktioner, der vil blive yderligere bearbejdet (svejset, limet eller malet)
- Æstetiske elementer, hvor visuel fremtoning er mere afgørende end præcision
En leverandør af CNC-præcisionsmaskinbearbejdning kan hjælpe dig med at identificere, hvilke mål der rent faktisk kræver stram kontrol. Som Modus Advanced pointerer, er den dyreste tolerance ofte den, der ikke giver nogen funktionel fordel. Klogt design anvender stramme specifikationer kun der, hvor det er afgørende, og accepterer standardtolerancer alle andre steder.
Overvej også materialeadfærd. En 12-tommers aluminiumsdel udvider sig ca. 0,003 tommer for hver temperaturændring på 18 °F. At specificere tolerancer, der er strammere end den forventede termiske variation, skaber fremstillingsmæssige udfordringer uden funktionel fordel. Inkluder reelle driftsbetingelser, når du fastsætter specifikationer.
At forstå tolerancer og overfladekvaliteter stiller dig bedre til at træffe velovervejede beslutninger, der balancerer præcision med omkostninger. Men din branche kan stille yderligere krav ud over grundlæggende dimensionel nøjagtighed – certificeringer og overholdelsesstandarder, som din maskinbearbejdningsserviceleverandør skal opfylde.

Branchespecifikke krav og kvalitetscertificeringer
Du har perfektioneret designet, valgt det rigtige materiale og specificeret passende tolerancer. Men her er noget, som mange købere undervurderer, indtil det er for sent: Har din maskinbearbejdningsserviceleverandør de certificeringer, som din branche faktisk kræver? I regulerede sektorer bliver en perfekt maskinbearbejdet komponent til ubrugeligt affald, hvis den ikke er fremstillet i henhold til det rigtige kvalitetsstyringssystem.
Maskinbearbejdningskrav for bilindustrien
Når du indkøber CNC-maskinbearbejdningstjenester til bilindustrien, er én certificering afgørende over alle andre: IATF 16949. Dette er ikke blot et andet kvalitetsmærke – det er den globalt anerkendte standard, som bilproducenter (OEM’er) kræver fra hele deres leverandørkæde.
Hvad gør IATF 16949 forskellig fra grundlæggende kvalitetsstandarder? Ifølge American Micro Industries kombinerer denne certificering ISO 9001-principperne med sektorspecifikke krav til løbende forbedring, fejlforebyggelse og streng leverandørstyring. Bilindustrien kræver konsekvente, fejlfrie dele – og IATF 16949 leverer rammeværket til præcis at opfylde dette.
En afgørende komponent af bilcertificering er statistisk proceskontrol (SPC). I stedet for at inspicere dele efter produktionen overvåger SPC fremstillingsprocessen i realtid. Variabler som dimensionsnøjagtighed, overfladekvalitet og værktøjsforringelse overvåges kontinuerligt, og kontrolgrænser udløser indgreb, inden fejl opstår. Denne proaktive tilgang opdager problemer, mens der stadig er tid til at rette dem.
For bilprojekter er det afgørende at samarbejde med en facilitet certificeret i henhold til IATF 16949 som Shaoyi Metal Technology sikrer, at dine komponenter opfylder de krævende krav til sporbarehed og proceskontrol, som store producenter stiller. Deres SPC-implementering leverer komponenter med høj præcision og levertider så hurtige som én arbejdsdag – og skalerer nahtløst fra hurtig prototypproduktion til masseproduktion.
Vigtige certificeringer inden for luftfarts- og medicinsk industri
Luftfarts- og medicinske anvendelser deler en fælles karakteristik: Fejl er ikke tilladt. Certificeringerne, der regulerer disse industrier, afspejler denne virkelighed.
AS9100D for luftfart: Hvis dine dele bruges i fly, er AS9100-certificering uundværlig. Ifølge Performance Review Institute bygger AS9100 på ISO 9001-kravene og supplerer dem med yderligere krav til kvalitetssystemet, som luftfartsindustrien har fastsat for at opfylde DOD-, NASA- og FAA-kravene til kvalitet.
Hvad betyder dette praktisk set for CNC-fremstillingstjenester inden for luftfart? Standarden lægger vægt på:
- Risikostyring: Systematisk identifikation og afhjælpning af potentielle fejlmåder gennem hele produktionsprocessen
- Konfigurationsstyring: Strenge revideringskontroller, der sikrer, at hver enkelt komponent svarer til dens godkendte design
- Produktsikkerhed: Indlejrede kontroller, der forhindrer anvendelse af efterligninger og sikrer materiale-sporelighed fra råmateriale til færdigkomponent
- Førsteartikelinspektion (FAI): Dokumenteret verifikation af, at produktionsprocesserne konsekvent kan opfylde specifikationerne
Når du indkøber en CNC-bearbejdningstjeneste til luft- og rumfart, skal du bekræfte, at leveranden er certificeret i henhold til AS9100D, før du går videre. Ifølge Frigate kræver over 80 % af globale luft- og rumfartsvirksomheder AS9100-certificering fra CNC-leveranderne.
ISO 13485 for medicinsk udstyr: CNC-bearbejdningstjenester inden for medicinsk udstyr arbejder under tilsyn af FDA i USA og skal overholde ISO 13485 – den afgørende kvalitetsstyringsstandard for fremstilling af medicinsk udstyr. Denne certificering fastlægger strenge krav til design, fremstilling, sporelighed og risikomindskelse.
Vigtige krav omfatter:
- Detaljerede dokumentationspraksis for hver enkelt produktionsfase
- Fuld batchsporelighed, der muliggør håndtering af tilbagetrækning, hvis der opstår problemer
- Validerede processer, der sikrer konsekvente resultater over hele produktionsomløbene
- Effektive procedurer for håndtering af klager og tilbagetrækninger
Faciliteterne skal også overholde FDA's 21 CFR Part 820 (kvalitetssystemregulativet), som styrer produktudvikling, fremstilling og sporing for adgang til det amerikanske marked.
Hvorfor kvalificeringscertificeringer er afgørende for dit projekt
Ud over overholdelse af lovgivningen fungerer certificeringer som pålidelige indikatorer for operativ fremragende ydeevne. Når du vurderer CNC-fremstillingstjenester, bør du overveje, hvad hver enkelt certificering faktisk dokumenterer:
- ISO 9001:2015: Den internationalt anerkendte basisstandard for kvalitetsledelsessystemer. Dokumenterer eksisterende procedurer, ydelsesovervågning og forpligtelse til løbende forbedring. Passer til almindelige kommercielle og industrielle anvendelser, hvor sektorspecifikke certificeringer ikke kræves.
- IATF 16949: En bilbranchenspecifik kvalitetsledelsesstandard, der kombinerer ISO 9001 med godkendelsesprocesser for produktionsdele, metoder til fejlforebyggelse samt krav til leverandørkædestyring.
- AS9100D: Aerospace-specifik standard, der tilføjer krav om risikostyring, konfigurationskontrol og forbedret sporbarehed til ISO 9001-grundlaget.
- ISO 13485: Kvalitetsstyring af medicinsk udstyr med fokus på designkontrol, procesvalidering og overholdelse af reguleringskrav for patientsikkerheden.
- NADCAP: National Aerospace and Defense Contractors Accreditation Program – akkrediterer specialprocesser som varmebehandling, kemisk behandling og ikke-destruktiv prøvning efter de højeste standarder.
Ifølge American Micro Industries påvirker certificeringer CNC-fremstillingen ved at sikre, at teamene opretholder høje standarder, og supplerer praktisk erfaring for konsekvent fremragende resultater. Korrekt certificerede processer betyder, at metoderne og udstyret selv er underlagt dokumenterede standarder, hvilket fremmer konsistens fra én parti til den næste.
Hvilke certificeringer kræver dit projekt så faktisk? Stil dig selv disse spørgsmål:
- Bliver disse dele anvendt i luft- og rumfart, forsvar eller rumapplikationer? → Kræver AS9100D
- Er disse komponenter til medicinsk udstyr, der sælges i USA eller EU? → Kræver ISO 13485
- Vil disse dele indgå i en automobil-OEM's leveranskæde? → Kræver IATF 16949
- Er dette en almindelig kommerciel anvendelse uden specifik regulering? → ISO 9001 giver tilstrækkelig kvalitetssikring
Antag ikke, at en værksteds generelle maskinfremstillingsevne svarer til certificeret produktion. Verificer certificeringer direkte – pålidelige leverandører fremhæver deres akkrediteringer tydeligt og kan fremlægge kopier af certifikater efter anmodning. Prisforskellen mellem certificeret og ikke-certificeret produktion er langt mindre end omkostningerne ved afviste dele eller mislykkede revisioner.
At forstå certificeringskrav beskytter dit projekt mod overholdelsesfejl. Certificeringer udgør dog kun én faktor i de samlede projektomkostninger – og de fleste maskinfremstillingspristilbud efterlader køberne i tvivl om, hvad der faktisk driver prisdannelsen.
Faktorer, der påvirker omkostningerne ved CNC-bearbejdning, og prisgennemsigtighed
Har du nogensinde modtaget et CNC-tilbud, der efterlod dig med spørgsmål om, hvordan værkstedet nåede frem til det beløb? Du er ikke alene. De fleste maskinfremstillingstilbudsgivere behandler prissætning som en sort boks – upload din fil, modtag et tilbud og håb på det bedste. Men at forstå, hvad der faktisk driver CNC-maskinfremstillingsomkostningerne, giver dig kontrol. Lad os gennemgå prissætningsligningen, så du kan træffe mere velovervejede designbeslutninger og undgå budgetmæssige overraskelser.
Hvad driver omkostningerne ved CNC-bearbejdning
Ifølge RapidDirect er den grundlæggende omkostningsformel enkel:
Samlet omkostning = Materialeomkostning + (Maskintid × Maskinrate) + Opsætningsomkostning + Afslutningsomkostning
Hver komponent bidrager forskelligt afhængigt af dit specifikke projekt. Her er en gennemgang af de enkelte elementer:
| Prisfaktor | Hvad det omfatter | Relativ indvirkning |
|---|---|---|
| Materielle omkostninger | Råmaterialekrav, materialekvalitet, spild fra for store billetter | 10–30 % af samlede omkostninger |
| Bearbejdstid | Skæretid, værktøjspfadkompleksitet, fremføringshastigheder, værktøjsudskiftninger | 40–60 % af samlede omkostninger |
| Opsætningsomkostninger | CAM-programmering, fastspænding, værktøjsopsætning, verificering af første styk | Fast pr. parti – påvirker kraftigt lave volumener |
| Finishomkostninger | Afvigling, overfladebehandlinger, belægninger, inspektionskrav | 5–25 % afhængigt af kravene |
Maskinpriserne varierer betydeligt efter udstyrstypen. Ifølge Komacut kan en grundlæggende 3-akset fræsemaskine koste 40–75 USD i timen, mens 5-akset maskiner koster 75–150 USD i timen eller mere. Den maskine, du har brug for, afhænger helt af din reservedels geometri – at bruge en 5-akset maskine til en simpel beslagkompontent spilder penge, men at forsøge at fremstille kompleks luftfartsgeometri på 3-akset udstyr skaber umulige fremstillingsforhold.
Hvordan designvalg påvirker din budgettering
Her er noget, som de fleste købere ikke er klar over: Op til 80 % af dine fremstillingsomkostninger fastlægges allerede i designfasen. Din geometrivalg bestemmer direkte fræsetiden – og fræsetiden udgør typisk den største omkostningskomponent.
Designfunktioner, der driver omkostningerne op, omfatter:
- Dybe, smalle lommer: Kræver værktøjer med forlænget længde, som skærer langsomt og let buer
- Tynde vægge: Kræver reducerede fremføringshastigheder for at forhindre vibrationer og deformation
- Smalle indvendige hjørner: Kræver mindre værktøjer med længere fræsningstid
- Underskæringer og komplekse konturer: Kræver ofte 5-akset bearbejdning eller specialværktøj
- For stramme tolerancer: Tilføjer inspektionstid, langsommere fræsningshastigheder og potentielt udskudt materiale
Materialevalg skaber også bølgeeffekter. Ifølge U-Need kræver titan og højtkvalitetsstål langsommere bearbejdningshastigheder og medfører hurtig værktøjslid – hvilket gør dem betydeligt dyrere end aluminium eller messing. Hvis ydekravene tillader det, er valg af et mere bearbejdningsvenligt materiale en af de hurtigste måder at reducere prototypeomkostningerne på.
Når man vurderer CNC-bearbejdningstjenester til mellemstore dele eller store dele, har størrelsen betydning for materialeomkostningerne. Større dele kræver mere råmateriale og genererer mere spild. Dele, der er designet ud fra standardstørrelser for råmateriale (almindelige stænger, plader eller billetter), minimerer spild og reducerer materialeomkostningerne.
Prisdynamik ved prototypering versus serieproduktion
Hvorfor koster prototyper så meget pr. stk.? Svaret ligger i opsætningsomkostningerne. Programmering, fastspænding, værktøjsopsætning og verificering af første artikel udgør faste omkostninger, der ikke skalerer med antallet af dele. Fordel disse omkostninger på én enkelt del, og hver enhed bærer hele byrden. Fordel dem på hundredvis af dele, og den pr. stk.-betingede effekt bliver ubetydelig.
Overvej dette eksempel fra RapidDirects omkostningsanalyse:
| Antal | Opsætningsomkostning pr. stk. | Enhedsprisudvikling |
|---|---|---|
| 1 STK | $300 (fuld opsætning absorberet) | Højeste – prototypeprisning |
| 10 stykker | $30 pr. stk. | Betydelig reduktion |
| 100 stykker | $3 pr. stk. | Nærmer sig produktionsøkonomien |
| 500+ stykker | <$1 pr. stk. | CNC-bearbejdningstjenester med høj kapacitet og effektivitet |
Det er præcis derfor, at CNC-bearbejdningstjenester til små serier og CNC-bearbejdningstjenester til lavvolumenproduktion har en højere stykpris. Investeringen i opsætning forbliver den samme, uanset om du fremstiller én eller femti dele.
Søger du en billig CNC-bearbejdningstjeneste uden at ofre kvalitet? Fokuser på følgende strategier:
- Forenkle Geometri for at reducere bearbejdnings tid og undgå specialværktøjer
- Lav tolerancerne mere slappe på ikke-kritiske mål
- Vælg letbearbejdelige materialer som aluminium 6061 eller messing C360
- Konsolider ordre når det er muligt for at amortisere opsætningsomkostningerne
- Begræns kravene til overfladebehandling til det, der funktioneelt er nødvendigt
Afsluttende processer tilføjer en yderligere omkostningslag. Anodisering, pulverlakning, polering og specialiserede belægninger kræver hver især separate forarbejdningstrin med deres egne arbejds- og materialeomkostninger. Ifølge U-Need kan efterbearbejdning øge din samlede omkostning med mellem 5 % og 25 %, afhængigt af kompleksiteten og overfladearealet.
Den afgørende indsigt? Prisen er ikke tilfældig – den afspejler direkte dine designbeslutninger, materialevalg, mængdefordringer og specifikationer for afsluttende behandling. Når du forstår disse påvirkningsfaktorer, får du mulighed for at optimere omkostningerne uden at kompromittere de funktioner, der faktisk er afgørende for din anvendelse. Når omkostningsfaktorerne er klare, er det næste overvejelse, hvor du skal købe din maskinbearbejdning – og de kompromiser, der er forbundet med lokale, online og internationale serviceudbydere.
Valg mellem lokale, online og internationale serviceudbydere
Du forstår omkostningerne, certificeringerne og de tekniske krav. Nu kommer et praktisk spørgsmål, der former din hele indkøbsoplevelse: Hvor skal dine dele egentlig fremstilles? Svaret er ikke så enkelt som at vælge det billigste tilbud. Dit valg mellem lokale værksteder, online-platforme og internationale leverandører skaber kompromiser, der påvirker leveringstider, kommunikationskvalitet og projektresultater.
Lokale versus online CNC-tjenester
Når du søger efter CNC-maskintjenester i nærheden af mig, prioriterer du nærhed – og dette valg medfører reelle fordele. Ifølge 3ERP kan valget af en lokal CNC-fremstillingsydelse give kortere leveringstider og lavere fragtomkostninger. Men der er mere at overveje end blot geografi.
Lokale CNC-maskinydelser i nærheden af mig tilbyder tydelige fordele:
- Direkte kommunikation: Ansigt-til-ansigt-møder, besøg på værkstedet og øjeblikkelig feedback på designspørgsmål
- Hurtigere iteration: Hurtig omgangstid på revisioner og mulighed for at hente akutte dele samme dag
- Opbygning af relationer: Langevarende partnerskaber, hvor værkstedet forstår dine specifikationer og kvalitetskrav
- Forenklet logistik: Ingen toldpapirer, kortere fragtstræk og nemmere retur ved eventuelle problemer
Online CNC-fremstillingsplatforme anvender en grundlæggende anden tilgang. Ifølge XTJ Precision , bruger online-platforme automatisk prisopgørelse, live-sporing og et stort netværk af leverandører verden over – hvilket typisk resulterer i hurtigere levering og mere konsekvent kvalitet for standardprojekter.
Hvornår er hver model relevant?
- Vælg lokal når du har brug for tæt samarbejde, har komplekse designs, der kræver ingeniørmæssig indsats, eller sætter pris på at opbygge et langvarigt fremstillingspartnerskab
- Vælg online-platforme når du har brug for øjeblikkelig prisangivelse, standardiserede dele, hurtige prøver eller arbejder fjernt med distribuerede teams
Online CNC-fremstillingstjenester fremhæver effektivitet. Upload din fil, modtag automatisk prisangivelse og spor din ordre via et dashboard – alt uden telefonopkald eller e-mail-kæder. Men som XTJ påpeger, taler du måske ikke meget med de personer, der fremstiller dine dele, hvilket kan gøre det sværere at løse komplekse problemer eller forklare særlige krav.
Samarbejde med internationale maskinfremstillingspartnere
International sourcing – især CNC-fremstillingstjenester fra Kina – tilføjer en anden dimension til din beslutning. Omkostningsfordelene kan være betydelige, men også overvejelserne er omfattende.
Fordele ved internationale maskinfremstillingspartnere:
- Lavere arbejdsomkostninger: Reducerede timepriser resulterer i lavere priser pr. del, især ved arbejdskrævende projekter
- Enorm kapacitet: Store produktionsfaciliteter kan skaleres problemfrit fra prototyper til højvolumenproduktion
- Udvidet adgang til materialer: Nogle internationale leverandører opretholder bredere materialelager
Udfordringer, der kræver ledelsesindsats:
- Kommunikationsbarrierer: Tidszonsforskelle, sproglige nuancer og kulturelle tilgange til problemløsning
- Forlængede leveringstider: Søtransport tilføjer uger; luftfragt omkoster forringelse af prisfordele
- Kvalitetsverifikation: Afstanden gør facilitetsrevisioner og mellemværende inspektioner mere besværlige
- Intellektuelle ejendomsforhold: Datasekretitet og beskyttelse af design kræver omhyggelig kontraktstyring
Ifølge Norck bør en pålidelig international leverandør have et formaliseret kvalitetsstyringssystem, såsom ISO 9001-certificering, hvilket indikerer en systematisk tilgang til kvalitet i hele driften. For højregulerede brancher skal specifikke certificeringer verificeres, inden ordrer afgives.
Tilpasning af serviceform til projektkrav
Dine projektegenskaber bør styre din indkøbsbeslutning. Overvej disse faktorer ved vurdering af mulighederne:
- Dringende: Har du brug for dele på få dage? Lokale eller nationale online-platforme vinder. Kan du vente 4–6 uger? International prissætning bliver attraktiv.
- Kompleksitet: Enkle, veldefinerede dele er velegnede til online-tilbud. Komplekse geometrier drager fordel af direkte teknisk rådgivning.
- Volumen: Prototyper og små serier favoriserer lokal fleksibilitet. Højvolumenproduktion retfærdiggør den internationale logistiske overhead.
- Kritikalitet: Luft- og rumfarts- eller medicinske komponenter, der kræver fuld sporbarthed, kræver certificerede nationale leverandører. Kommercielle dele har større fleksibilitet.
- Budgetbegrænsninger: Stramme budgetter driver mod international eller online-effektivitet. Premium-budgetter kan prioritere relation og responsivitet.
Som 3ERP understreger, er den billigste mulighed ikke altid den bedste – kvalitet må aldrig kompromitteres for pris. En del, der ankommer for sent, fejler inspektionen eller kræver omarbejdning, koster langt mere end at betale en premium for pålidelig levering.
Mange vellykkede indkøbsstrategier kombinerer forskellige tilgange: lokale partnere til akutte prototyper og kompleks udviklingsarbejde, online-platforme til standardiserede produktionsdele og internationale leverandører til omkostningssensitive, højvolumen-produktionsløb. Nøglen er at matche hvert projekts unikke krav med den service-model, der leverer den bedste samlede værdi – ikke blot det laveste tilbud.

Valg af den rigtige CNC-fremstillingsservicepartner til dit projekt
Du har absorberet en stor mængde information – fra fremstillingsprocesser og materialevalg til tolerancekrav og omkostningsfaktorer. Nu er det tid til sandheden: Hvordan vurderer og vælger du faktisk en CNC-fremstillingsserviceudbyder, der passer til dine specifikke projektbehov? Den rigtige partner leverer ikke kun dele. De bliver en udvidelse af dit ingeniørteam og hjælper dig med at navigere udfordringerne og skala op fra de første koncepter til fuld produktion.
Nøglekriterier for partnerskabsvalg
At vælge de bedste CNC-fremstillingsselskaber og -tjenester kræver en systematisk vurdering i stedet for blot at acceptere det laveste tilbud. Ifølge Avanti Engineering bør producenter definere projektkravene, vurdere leverandørens kompetencer, gennemgå certificeringer, overveje levertider, analysere omkostninger i forhold til værdi samt gennemgå kommunikation og ingeniørmæssig support.
Her er en prioriteret tjekliste, der kan guide din vurdering:
- Bekræft, at kompetencerne er tilpasset: Bruger værkstedet den udstyrstyper, som dine dele kræver? Bekræft, at de råder over passende maskiner (3-akslede, 5-akslede, drejebænke, svejssvitsjmaskiner) og kan håndtere dine materialekrav. En CNC-maskintjeneste, der er fremragende til aluminiumsprototyper, kan mangle erfaring med titanluftfartskomponenter.
- Bekræft relevante certificeringer: Tilpas certificeringer til dine branchekrav. Automobilprojekter kræver IATF 16949. Luft- og rumfartsprojekter kræver AS9100D. Medicinske anvendelser kræver ISO 13485. Generelt kommercielt arbejde kræver typisk mindst ISO 9001:2015. Anmod om kopier af certifikater – antag ikke noget.
- Vurder kvalitetssystemer: Ud over certificeringer skal du forstå deres inspektionsmuligheder. Har de CMM-udstyr til dimensionel verificering? Hvordan håndterer de første-artikel-inspektion? Hvad er deres dokumenterede proces for ikke-overensstemmende dele?
- Vurder leveringstidspræstation: Kan de overholde din tidsplan? Ifølge Protolabs Network kan leveringstider fra etablerede leverandører variere fra 5 hverdage til flere uger, afhængigt af kompleksiteten. Afklar standard- versus accelererede tidsfrister.
- Forstå prisstruktur: Transparent prissætning er bedre end mystiske tilbud. De bedste outsourcing-CNC-fremstillingsydelser forklarer, hvad der driver deres omkostninger, og giver optimeringsforslag til at reducere dine udgifter.
- Gennemgå kommunikationsresponsivitet: Hvor hurtigt svarer de på forespørgsler? Tilbyder de dedikerede projektkontaktpersoner? Ifølge Longsheng MFG hjælper effektiv kommunikation med at løse problemer, der opstår under samarbejdet, i tide.
- Tjek referencer og track record: Anmod om cases eller kundereferencer inden for din branche. En dokumenteret historik med lignende projekter reducerer risikoen betydeligt.
Opscalering fra prototype til produktion
Et af de mest oversete udvalgskriterier? Skalerbarhed. Din første ordre kan måske kun omfatte et par prototyper, men succesfulde produkter kræver til sidst tusindvis af produktionsdele. At finde en partner, der kan vokse sammen med dig, eliminerer smertefulde leverandørskift midt i projektet.
Søg efter indikatorer for skalerbarhed:
- Udstyrsdybde: Flere maskiner med lignende kapacitet gør det muligt at producere i store mængder uden kapacitetsbegrænsninger
- Procesdokumentation: Vel-dokumenterede opsætninger overføres problemfrit fra prototype til seriefremstilling
- Statistisk proceskontrol: Implementering af statistisk proceskontrol (SPC) sikrer konsekvens, når voluminerne stiger
- Sekundære operationer: Indre færdiggørelse, montage eller emballagekapacitet forenkler supply chain-styring i stor målestok
Overvej følgende scenarie: Du udvikler en prototype hos én leverandør, men opdager derefter, at de ikke har kapacitet til din produktionsordre på 10.000 enheder. Nu skal du genskabe kvalifikationen af en ny leverandør, genverificere tolerancer og muligvis redesigne for at imødegå andre maskinkapaciteter. Denne forstyrrelse koster tid, penge og momentum.
Partnere med IATF 16949-certificering udmærker sig særligt ved denne overgang. Den automobilrelaterede kvalitetsstandard kræver dokumenterede processer for godkendelse af produktionsdele (PPAP), som formaliserer overgangen fra udvikling til seriemontage. Produktionsfaciliteter som Shaoyi Metal Technology udviser denne kompetence – deres IATF 16949-certificerede drifter og strenge anvendelse af statistisk proceskontrol (SPC) leverer komponenter med høje præcisionskrav og leveringstider så hurtige som én arbejdsdag, og skalerer nahtløst fra hurtig prototypproduktion til masseproduktion af komplekse chassismonteringer og specialfremstillede metalstøddæmper.
Overvej desuden, om din partner tilbyder reparationstjenester for CNC-maskiner eller vedligeholdelsestjenester for CNC-maskiner. Værksteder, der vedligeholder deres egne maskiner internt, demonstrerer ofte større teknisk ekspertise og mere pålidelig driftstid end dem, der udliciterer al vedligeholdelse. Denne operative kapacitet gør sig gældende i mere konsekvent leveringsydelse.
Tag dit næste skridt
Udstyret med viden fra denne guide er du nu i stand til at træffe velovervejede beslutninger om dine CNC-fremstillingsprojekter. Sådan kommer du effektivt videre:
Til dit aktuelle projekt:
- Indsamle dine CAD-filer, materialekrav, tolerancer og antalsbehov
- Identificer, hvilke certificeringer din anvendelse kræver
- Anmod om tilbud fra 2–3 leverandører, der opfylder dine krav til kapacitet og certificering
- Sammenlign ikke kun prisen, men også levertid, kommunikationskvalitet og ingeniørmæssig support
Til langsigtede resultater:
- Opbyg relationer til partnere, der forstår din branche og dine kvalitetskrav
- Brug tid på gennemgange af design til fremstilling (Design for Manufacturability), inden designene fastlægges
- Etabler klare kommunikationskanaler og forventninger til igangværende projekter
- Foretag periodisk revision af din leverandørbase for at sikre vedvarende overensstemmelse mellem kapacitet og krav
Husk, at det billigste tilbud sjældent giver den bedste værdi. Komponenter, der ankommer for sent, mislykkes ved inspektion eller kræver omfremstilling, koster langt mere end de tilsyneladende besparelser. Den rigtige CNC-maskinservicepartner kombinerer konkurrencedygtige priser med pålidelig kvalitet, responsiv kommunikation og kapacitet til at støtte din vækst.
Uanset om du udvikler din første prototype eller skalerer op til serieproduktion vil principperne i denne vejledning – fra forståelse af maskinbearbejdningsprocesser og vurdering af certificeringer til optimering af design til fremstilling – hjælpe dig med at navigere CNC-maskinbearbejdningens landskab med tillid. Din fremstillingssucces starter med det rigtige valg af partner.
Ofte stillede spørgsmål om CNC-maskinservices
1. Hvor meget koster CNC-bearbejdning?
Omkostningerne til CNC-bearbejdning ligger typisk mellem 50 og 150 USD i timen, mens opsætningsgebyrer starter ved 50 USD og kan overstige 1.000 USD for komplekse projekter. Den samlede pris afhænger af materialevalg (aluminium er billigere end titan), geometrisk kompleksitet, krav til målenøjagtighed og den bestilte mængde. Prisen for prototyper er højere pr. styk, fordi opsætningsomkostningerne fordeler sig over færre dele, mens produktionsmængder på 500+ styk reducerer omkostningerne pr. styk betydeligt, da opsætningsomkostningerne bliver ubetydelige.
2. Hvad er CNC-bearbejdningsydelser?
CNC-bearbejdningstjenester er professionelle fremstillingsløsninger, hvor forudprogrammeret computersoftware styrer maskinværktøjer – herunder fræsemaskiner, drejebænke og flerakse-systemer – for at omdanne råmaterialeblokke til brugerdefinerede dele. Denne subtraktive fremstillingsproces fjerner materiale fra massivt udgangsmateriale for at skabe præcisionsdele med stramme tolerancer, typisk med en standardpræcision på ±0,005 tommer. Tjenesterne omfatter fræsning, drejning, svejtsk bevægelse (Swiss machining) samt forskellige efterbearbejdningsoperationer til metal og plast.
3. Hvad er timeprisen for en CNC-maskine?
Timepriserne for CNC-maskiner varierer afhængigt af udstyrstypen og kompleksiteten. Grundlæggende 3-akse fræsemaskiner koster typisk 40–75 USD i timen, mens 5-akse-maskiner koster 75–150 USD i timen eller mere på grund af deres avancerede funktioner. Disse priser afspejler maskinens driftsomkostninger, værktøjsslid og operatørens faglige kompetence. At vælge den passende maskintype til din dels geometri – i stedet for automatisk at vælge den mest avancerede mulighed – hjælper med at optimere omkostningerne uden at kompromittere kvaliteten.
4. Hvilke certificeringer bør jeg lede efter i en CNC-fremstillingsservice?
Krævede certificeringer afhænger af din branche. Automobilapplikationer kræver IATF 16949-certificering med implementering af statistisk proceskontrol. Luft- og rumfartskomponenter kræver AS9100D-certificering for risikostyring og sporbarehed. Fremstilling af medicinsk udstyr kræver overholdelse af ISO 13485. Generelle kommercielle applikationer kræver typisk ISO 9001:2015 som minimumskrav. Faciliteter med IATF 16949-certificering, såsom Shaoyi Metal Technology, tilbyder hurtig prototypproduktion samt skalerbarhed til masseproduktion med leveringstider så hurtige som én arbejdsdag.
5. Hvordan vælger jeg mellem lokal, online og international CNC-service?
Tilpas din indkøbsbeslutning til projektkravene. Lokale tjenester er fremragende, når du har brug for praktisk samarbejde, kompleks teknisk indsats eller samme-dags afhentning af akutte dele. Online-platforme tilbyder øjeblikkelig prisangivelse og standardiserede processer for enkle, veldefinerede komponenter. Internationale leverandører giver omkostningsfordele ved storseriefremstilling, men tilføjer 4–6 ugers fragttid og kræver omhyggelig kvalitetsverificering. Mange vellykkede strategier kombinerer forskellige tilgange – lokale leverandører til prototyper, online-platforme til standarddele og internationale leverandører til seriefremstilling.