 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Hemmelighederne bag CNC-maskinpristilbud: 8 omkostningsfaktorer, som værksteder ikke fortæller dig

Forståelse af CNC-maskintilbud og hvorfor de er vigtige
Har du nogensinde overvejet, hvor meget det koster at fremstille en metaldel? Svaret er ikke så enkelt som at tjekke en prisangivelse. Et CNC-maskintilbud repræsenterer langt mere end et simpelt beløb – det er en omfattende roadmap, der afslører fremstillingskompleksiteten , leverandørens kompetence og projektets gennemførlighed – alt sammen i ét dokument.
Tænk på det på denne måde: Når du modtager et tilbud på drejede eller fræsede dele, ser du faktisk på en detaljeret opbrydning af alle ressourcer, færdigheder og timer, der indgår i at omdanne råmaterialet til din færdige komponent. At forstå denne proces hjælper dig ikke kun med at budgettere korrekt – den transformerer dig fra en passiv køber til en informeret forhandler, der kan identificere muligheder for omkostningsbesparelser og undgå dyre overraskelser.
Hvad et CNC-tilbud faktisk indeholder
Et professionelt CNC-fremstillingstilbud går langt ud over blot at angive en pris for en CNC-maskine. Ifølge branchens eksperter er du bedre positioneret til at træffe velovervejede beslutninger, jo flere detaljer der er inkluderet i tilbuddet. Her er de kernekomponenter, du bør forvente at se:
- Deleangivelser: Mål, tolerancer og geometriske krav udledt af dine 2D-tegninger eller tegningsmateriale
- Materielle omkostninger: Råmaterialepriser, som kan påvirke din samlede CNC-maskineomkostning betydeligt
- Bearbejdstid: Estimerede timer baseret på reservedelens kompleksitet, værktøjsskift og fræsningsoperationer
- Afslutningskrav: Sekundære operationer såsom overfladebehandlinger, belægninger eller graveringer
- Leveringstid: Produktionsplan fra ordrebekræftelse til levering
- Prisangivelse efter mængde: Mængdebaseret omkostningsopgørelse, der viser skalafordele
Hvorfor præcisionen i tilbuddet afgør projektets succes
Her er noget, som de fleste værksteder ikke vil fortælle dig direkte: Koldt anbud – dvs. anbud indsendt uden grundig gennemgang eller detaljerede specifikationer – fører ofte til budgetoverskridelser og tidsplanmæssige katastrofer. Når en CNC-fremstillingstilbyder skynder sig igennem anbudsprocessen, tilføjer de typisk en usikkerhedsreserve for at beskytte sig mod ukendte variable.
Et detaljeret og præcist anbud opfylder flere kritiske funktioner. For det første hjælper det dig med at vurdere de samlede projektomkostninger og budgettere deretter. For det andet fastlægger det klare forventninger til kvalitetskontrolforanstaltninger og fremstillingsprocesser. For det tredje minimerer det misforståelser ved at sikre, at alle – fra ingeniører til indkøbsteam – arbejder ud fra samme spillemåde.
Køberens fordel ved at forstå anbud
Hvorfor bør du investere tid i at lære tilbudsgivningsprocessen? Fordi viden omsættes direkte til forhandlingsstyrke. Når du forstår, hvad der driver prissætningen, kan du træffe mere velovervejede beslutninger om designændringer, materialevalg og produktionsvolumener, inden du forpligter dig til en leverandør.
Overvej dette: Leverandører, der modtager veludarbejdede anmodninger om tilbud (RFQ’er), reagerer typisk hurtigere og med mere konkurrencedygtige priser. De bruger mindre tid på at afklare tvetydigheder og kan i stedet fokusere på at levere præcise tal. Resultatet? Du får tilbud, der afspejler de faktiske fremstillingsomkostninger i stedet for overdrevne estimater, der er beregnet til at dække ukendte faktorer.
Gennem denne vejledning vil du opdage de specifikke faktorer, der påvirker hver enkelt post på dit tilbud – og endnu vigtigere, hvordan du kan bruge denne viden til at sikre bedre priser, hurtigere leveringstider og højere kvalitet på dine næste CNC-fremstillede dele.
Nøglefaktorer, der bestemmer dit CNC-fremstillings tilbud
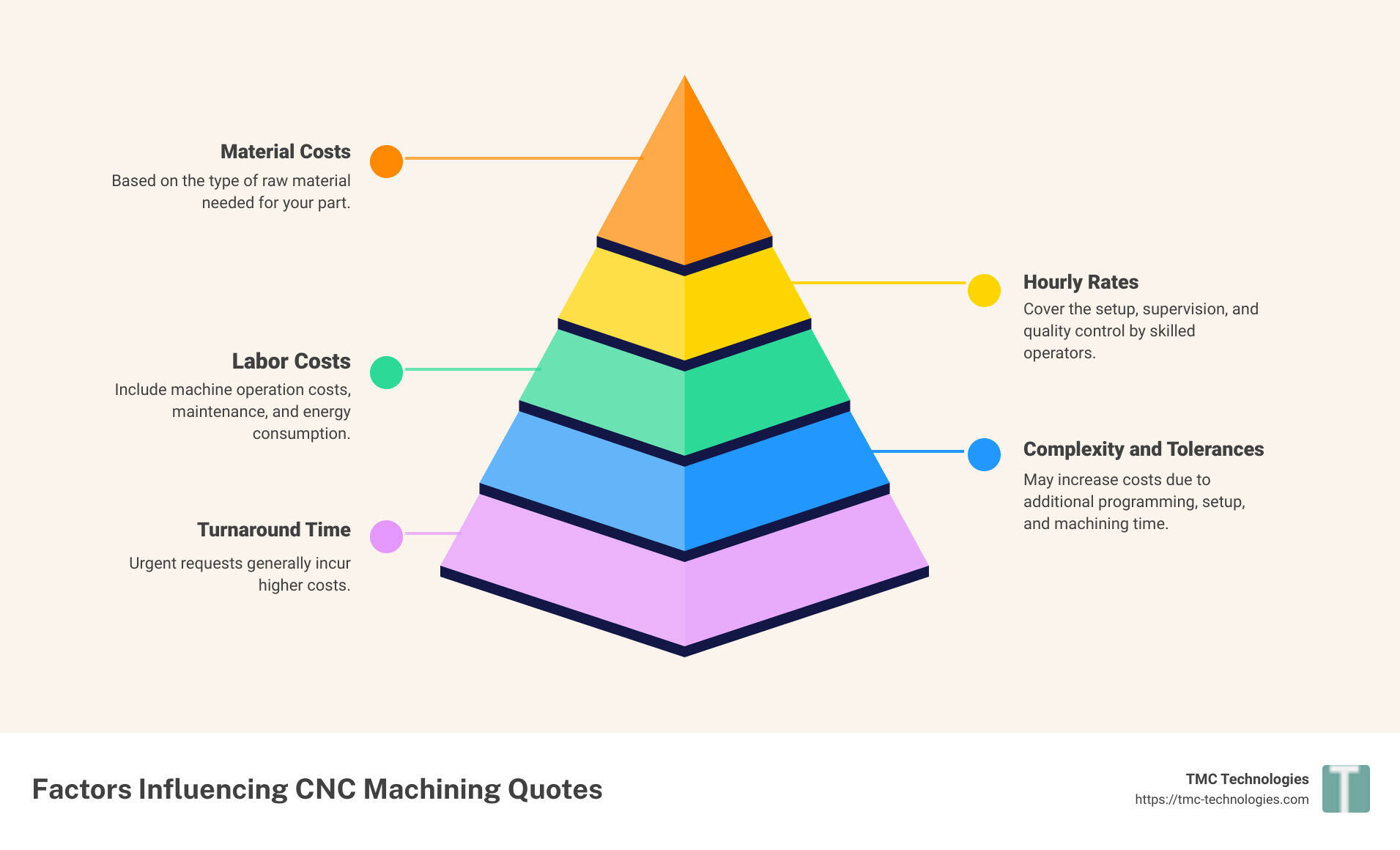
Så hvad påvirker egentlig tallene på din tilbudsberegning? At forstå disse prisfaktorer giver dig mulighed for at træffe strategiske design- og indkøbsbeslutninger . Lad os gennemgå de seks primære elementer, som maskinværksteder bruger til at beregne din endelige pris – og hvorfor hvert enkelt er vigtigere, end du måske forestiller dig.
Materialevalg og omkostningspåvirkning
Dit materialevalg påvirker langt mere end blot råmaterialeomkostningerne. Ifølge brancheanalyser påvirker materialevalget slibeværktøjsslid, bearbejdningshastighed og endda krav til efterbearbejdning – alt sammen medvirker til din endelige tilbudspris.
Overvej forskellen mellem aluminium og titan. Aluminium bearbejdes hurtigt med standardværktøjer og medfører minimalt værktøjsslid. Titan kræver derimod specialiserede skære-værktøjer, langsommere bearbejdningshastigheder og oftere værktøjsudskiftninger. Resultatet? En titan-del kan koste tre til fem gange mere end en identisk aluminiumskomponent.
Her er noget, som mange købere overser: eksotiske materialer som rustfrit stål 316L eller specialplastikker som polyacetal kræver anden håndtering gennem hele fremstillingsprocessen. Disse materialer kan kræve specifikke kølevæsker, dedikerede maskinindstillinger eller yderligere kvalitetskontroller – alle faktorer, der øger din tilbudspris.
Almindelige materialekategorier og deres omkostningsmæssige konsekvenser omfatter:
- Aluminiumlegeringer (6061, 7075): Udmærket bearbejdningsvenlighed, lavere værktøjsforringelse, omkostningseffektiv valgmulighed til de fleste anvendelser
- Rustfrit stål: Hårdere materialer, der kræver lavere hastigheder og mere robust værktøj
- Tekniske plastikker (delrin, nylon til drejning/fresning): Blødere materialer, der bearbejdes hurtigt, men som muligvis kræver omhyggelig temperaturstyring
- Titanium og superlegeringer: Præmieprisning på grund af materialeomkostninger og udfordrende bearbejdningsegenskaber
- Specialplader (lexan-plade, akryl): Kræver specifikke skæreparametre for at undgå revner eller smeltning
Hvordan delkompleksitet driver bearbejdnings tid
Forestil dig to dele med identiske dimensioner—den ene er en simpel rektangulær blok, mens den anden har indvendige hulrum, undercuts og tynde vægge. Selvom de har samme grundflade, kan den komplekse del tage op til ti gange længere tid på en CNC-fresemaskine. Denne tidsforskel overføres direkte til omkostningerne.
Delkompleksitet påvirker prisen gennem flere kanaler. Fremstillingseksperter bemærker, at komplekse geometrier ofte kræver flerakse-maskiner, specialfiksturer og flere værktøjsskift—hvert enkelt tilføjer tid og omkostninger til dit projekt.
Funktioner, der betydeligt øger bearbejdningsiden, omfatter:
- Dybe lommer og hulrum: Kræver længere værktøjsudhæng og langsommere fræsningshastigheder for at undgå værktøjsafbøjning
- Tynde vægge: Kræver omhyggelige bearbejdningsstrategier for at undgå deformation
- Skarpe indvendige hjørner: Kan kræve EDM eller flere forskellige værktøjsbaserede fremgangsmåder
- Undercuts: Kræver ofte 5-akse-fremstilling eller brugerdefinerede fiksturer
- Flere opsætninger: Hver gang delen skal genplaceres, tilføjes opsætningstid til dine omkostninger
Den gode nyhed? At forenkle designene, hvor det er funktionelt muligt, kan dramatisk reducere din prisangivelse. Eliminering af unødvendige funktioner, øget radius på indvendige hjørner og design til fremstilling i én opsætning er alle strategier, der giver reelle besparelser uden at kompromittere ydeevnen.
Tolerancekrav og prisrelation
Her er en hemmelighed, som mange værksteder ikke frivilligt vil afsløre: Overpræcise tolerancekrav er én af de dyreste fejl, køberne begår. Ifølge specialister inden for præcisionsmaskinbearbejdning er standardtolerancer på ± 0,005 tommer opnåelige på de fleste maskiner med minimal prisimpact. Men stram tolerancen til ± 0,001 tommer, og du risikerer at fordoble prisen pr. reservedel.
Hvorfor er forskellen så dramatisk? Strammere tolerancer kræver langsommere skærehastigheder, flere inspektionsfaser, klimakontrollerede miljøer og ofte specialiseret måleudstyr. Hver toleranceangivelse på din tegning repræsenterer en forpligtelse af tid og ressourcer.
Specifikationer for overfladeafslutning følger samme mønster. En standardmaskineret overfladeafslutning kan måske ikke tilføje noget til din basispris, mens en spejlpolering kan øge omkostningerne med 30 % eller mere på grund af yderligere maskinbearbejdning og håndafslutningsoperationer. Delrin-plast og lignende konstruktionsmaterialer opnår ofte fremragende overfladeafslutninger direkte fra maskinen, hvilket gør dem til omkostningseffektive valg, når udseendet er afgørende.
Mængde, levertid og mængderabatter
Økonomien ved CNC-maskinbearbejdning favoriserer store mængder. Opsætningsomkostninger – programmering, fastspænding, værktøjssortiment – forbliver relativt konstante, uanset om du bestiller 10 dele eller 1.000. Fordelingen af disse faste omkostninger over flere enheder reducerer din pris pr. styk markant.
Branchedata bekræfter, at større produktionsmængder drager fordel af rabatter ved køb i større mængder, og at prisen pr. del falder betydeligt, når mængden stiger. Prototypeproduktion kan koste 50–100 USD pr. del, mens samme komponent i seriefremstilling kan falde til 5–15 USD pr. styk.
Leveringstidens akuthed virker i modsat retning. Hastordrer kræver overarbejde, accelereret materialeindkøb og forstyrrelser i produktionsplanen – alt sammen med en præmiepris. At planlægge på forhånd og give leverandørerne fleksible tidsrammer giver dem mulighed for at optimere deres produktionsplaner, hvilket ofte resulterer i bedre priser for dig.
| Fabrik | Eksempel med lav indvirkning | Eksempel med høj indvirkning | Typisk omkostningspåvirkning |
|---|---|---|---|
| Valg af materiale | Aluminium 6061 | Titanium Grade 5 | 2×–5× basispris |
| Kompleksitet af del | Simpel prismatisk form | Dybe huller med undercuts | 3×–10× maskinbearbejdningstid |
| Tolerancrav | ± 0,005 tommer som standard | ± 0,001 tommer eller mere præcist | 1,5x – 3x inspektions- og maskinbearbejdningomkostninger |
| Overfladeafslutning | Som-maskineret (125 Ra) | Spejlpolering (8 Ra eller bedre) | 1,2x – 2x færdiggørelsesomkostninger |
| Ordrekvantitet | produktionsstørrelse på 1.000+ enheder | 1–5 prototypeenheder | 5x – 20x forskel i stykomkostning |
| Leveringstid | standardtid: 4–6 uger | hurtigordre: 3–5 dage | 1,25x – 2x ekspeditionspræmie |
At forstå disse faktorer hjælper dig ikke kun med at fortolke tilbud – det giver dig også mulighed for at designe mere intelligente løsninger, specificere korrekt og forhandle ud fra en position af viden. I næste afsnit lærer du præcis, hvilken information du skal angive, når du anmoder om tilbud, for at sikre den mest præcise prisberegning mulig.
Vigtig information til anmodning om præcise tilbud
Er du klar til at anmode om et tilbud på en CNC-maskine? Her er den ubehagelige sandhed: Kvaliteten af den information, du leverer, afgør direkte, hvor hurtigt og præcist dit tilbud bliver. Hver dag modtager maskinværksteder anmodninger, der lyder noget i retning af "Kan I fremstille dette? Hvad koster det?", blot ledsaget af en fil. Resultatet? En frustrerende e-mail-korrespondance, der transformerer et tilbud, der ellers ville tage 2 timer, til en samtale, der strækker sig over 3 dage.
Ifølge leverandører af præcisionsmaskinbearbejdning 80 % af prisangivelsesforsinkelser skyldes manglende oplysninger—kun 20 % af de nødvendige oplysninger. Den gode nyhed? At forberede en komplet anfordring om prisopgørelse (RFQ) er ikke kompliceret—du skal bare vide, hvilke oplysninger leverandørerne faktisk har brug for, for at give dig præcise priser.
CAD-filformater, der forenkler prisangivelse
Lad os først tackle den mest almindelige fejl: valg af filformat. At sende en forkert filtype kan få hele din prisangivelsesproces til at gå i stå—endda inden den overhovedet er begyndt.
Her er det, du skal vide: STEP-filer (.step eller .stp) er branchestandarden for CNC-prisangivelse. De indeholder præcise 3D-geometrier, tekniske data og nøjagtige mål, som fremstilling af dele kræver til programmering. STL-filer? Det er mesh-tilnærmelser bestående af trekanter—velegnet til 3D-printning, men uanvendelige til CNC-bearbejdning, hvor dimensionel nøjagtighed er afgørende.
Tænk over det på denne måde: At anmode om stramme tolerancer med en STL-fil er det samme som at anmode om submillimeter-nøjagtighed ud fra en håndtegnet skitse. Filformatet kan simpelthen ikke repræsentere dette præcisionsniveau.
Foretrukne filformater rangeret efter nyttighed:
- STEP (.step, .stp): Førstevalg—universel kompatibilitet, præcis geometri, fungerer med alle CAM-systemer
- Parasolid (.x_t, .x_b): Udmærket til komplekse overflader og high-end-anvendelser
- IGES (.igs, .iges): Ældre standard, men stadig acceptabel for de fleste værksteder
- PDF-tegninger: Vigtig supplerende dokumentation til GD&T-angivelser og kritiske mål
- Originale CAD-filer: SolidWorks, Fusion 360 eller lignende—nyttigt, men ikke altid kompatibelt
Professionel tip: inkludér altid en PDF-tegningsfil sammen med din 3D-model. STEP-filer viser ikke gevindangivelser, toleranceangivelser eller krav til overfladekvalitet. Denne supplerende dokumentation eliminerer gætteri og fremskynder din prisforespørgsel.
Tjekliste for tekniske specifikationer til præcise tilbud
Hvad adskiller en prisforespørgsel, der besvares inden for 4 timer, fra én, der tager 3 dage? Komplet information. Her er den prioriterede tjekliste, som leverandører af præcisionsmaskinbearbejdning anbefaler ved indsendelse af RFQ’er:
- CAD-fil (STEP-format): Ren geometri uden unødvendige lag, blokke eller hjælpeelementer
- Materialebeskrivelse: Præcis legering og temperaturbehandling – "6061-T651-aluminium" og ikke blot "aluminium"
- Mængde: Nuværende ordre samt potentialet for fremtidig mængde (dette påvirker beslutninger om værktøjer og fastspændingsanordninger)
- Toleransekrav: Generel tolerance samt specifikke angivelser for kritiske funktioner
- Overfladebehandling: Ra-værdier eller beskrivende krav (som-fremstillet, anodiseret, poleret)
- Gevinddetaljer: Størrelse, standard, klasse og dybde for alle gevindede funktioner
- Sekundære operationer: Anodisering, belægning, varmebehandling eller andre overfladebehandlingsprocesser
- Forventet tidsplan: Specifik frist eller angivelse af fleksibilitet
- Delens funktionskontekst: Hvordan komponenten skal anvendes og hvilke dele den skal samvirke med
For specialiserede materialer som de, der anvendes i CNC-acryl-service eller acryl-CNC-bearbejdning, bliver yderligere specifikationer afgørende. Kunststoffer kræver andre skæreparametre end metaller – oplysninger om det tilsigtede miljø, temperaturpåvirkning og kemisk modstandsdygtighed hjælper leverandører med at vælge passende bearbejdningsstrategier.
Ligeledes kræver CNC-behandling af polycarbonat omhyggelig opmærksomhed for at undgå revner eller spændingsmærker. At kommunikere disse krav fra starten af forhindrer dyre omarbejdsopgaver og sikrer, at dine dele opfylder de funktionelle krav.
Almindelige informationsmangler, der udsætter din tilbudsgivning
Hvorfor fører ufuldstændige specifikationer til forhøjede tilbud? Fordi usikkerhed svarer til risiko, og producenter inkluderer risiko i deres tilbud. Når leverandører ikke kan fastslå de præcise krav, tilføjer de en sikkerhedsmargin for at beskytte sig mod ukendte variable.
Branchens eksperter bekræfter, at erfarne CNC-værkstedsgrupper gennemgår projektpakker for inkonsistenser, stramme tolerancer, potentielle problemer og procesudfordringer, inden de udarbejder tilbud. Manglende information udløser yderligere gennemgangsrunde og resulterer ofte i forsigtig (højere) prisfastsættelse.
De mest almindelige informationsmangler, der udsætter tilbudsgivningen til CNC-prototypering, omfatter:
- Uklare materialeangivelser: "Rustfrit stål" kan betyde 304, 316 eller 17-4 PH – hver med markant forskellige omkostninger og bearbejdningsegenskaber
- Manglende angivelse af gevind: Trådspecifikationer er ikke synlige i STEP-filer og skal dokumenteres eksplicit
- Uklar tolerancehensigt: At angive stramme tolerancer overalt signalerer usikkerhed og øger omkostningerne unødigt
- Uudtalte finishkrav: «Poleret» betyder forskellige ting for forskellige mennesker – Ra-værdier eliminerer tvetydighed
- Skjulte sekundære operationer: At anmode om anodisering eller platering efter modtagelse af et tilbud kræver en fuldstændig genberegning
Overvej forskellen mellem disse to reelle tilbudsanmodninger for samme komponent:
«Kan I fremstille denne aluminiumsbeslag? Hvor meget koster det?»
Modsat:
"Tilbud på motoradapterbeslag: Aluminium 6061-T651, 1 stk. prototype nu med produktionsløb på 50 stk. i anden kvartal, generel tolerance ±0,005 tommer og ±0,002 tommer på monteringshuller, sort type II anodisering, (4×) 10-32-gænger med dybde 0,375 tommer. Prototype skal være klar senest den 15. marts til pasformskontrol. STEP-fil og PDF med GD&T vedlagt."
Den første anmodning giver anledning til flere opfølgende e-mails. Den anden anmodning modtager et tilbud samme dag uden nogen tilbagekobling. Endnu vigtigere er, at det andet tilbud vil være mere præcist, fordi leverandøren ikke inkluderer usikkerhedsmargener for ukendte faktorer.
At bruge 15 minutter på at forberede et komplet RFQ-pakke giver afkast gennem hele projektet – hurtigere tilbud, mere konkurrencedygtige priser og færre overraskelser under produktionen. Nu hvor du kender de oplysninger, der skal angives, skal vi undersøge de forskellige metoder til at indhente tilbud samt hvornår hver enkelt fremgangsmåde er mest hensigtsmæssig.
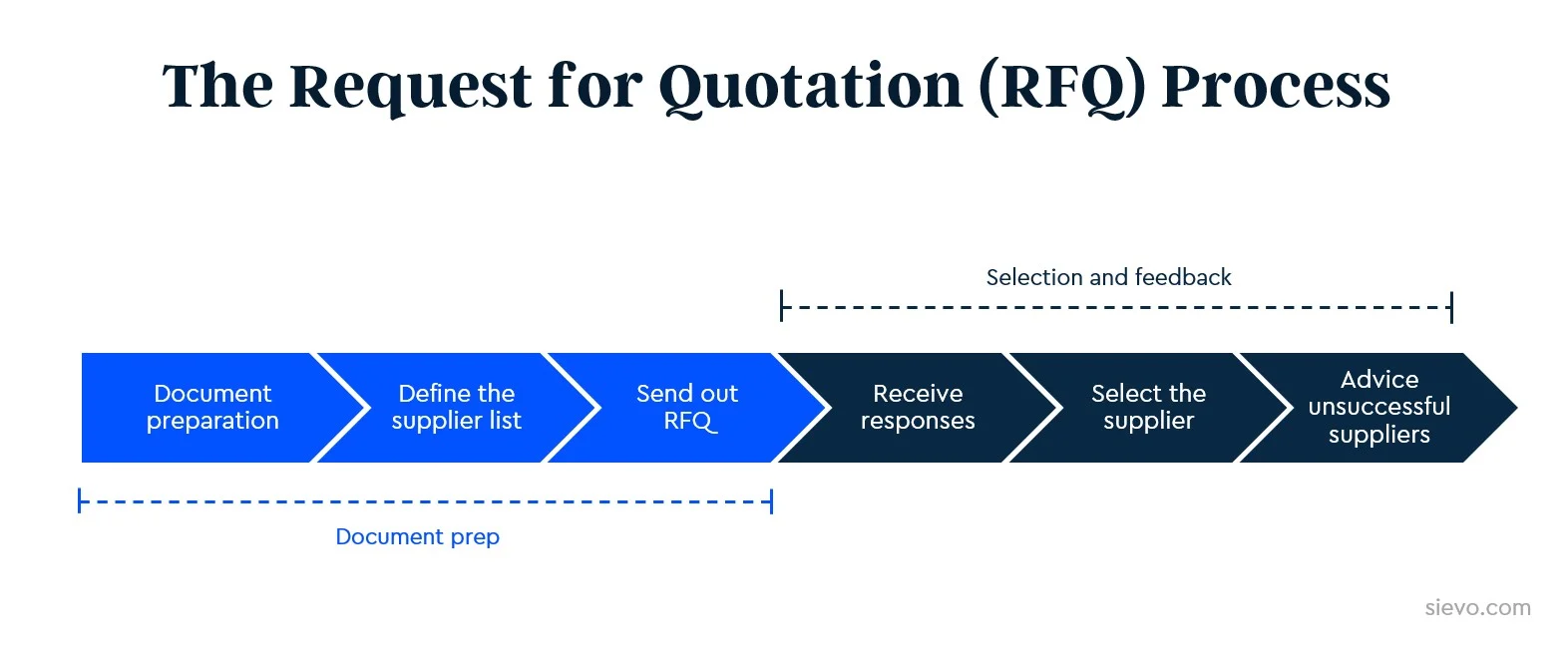
Online-tilbud på stedet versus traditionelle RFQ-processer
Nu hvor du ved, hvilken information du skal inkludere i din anfordring om et tilbud, bliver det næste spørgsmål: Hvor skal du faktisk indsende den? I dagens CNC-bearbejdningsscenarie findes der to tydeligt adskilte muligheder – øjeblikkelige online-tilbudsplatforme, der leverer priser på få sekunder, og traditionelle RFQ-processer, der indebærer direkte kommunikation med CNC-serviceudbydere. Hver tilgang har reelle styrker, og at vælge klogt kan spare dig tid, penge og frustration.
Her er det, de fleste købere ikke indser: Den bedste metode afhænger helt og aldeles af dine specifikke projektegenskaber. Enkle prototyppemaskinbearbejdningsopgaver trives på online-platforme, mens komplekse opgaver med høje krav til nøjagtighed ofte drager fordel af den menneskelige tilgang i traditionelle tilbudsprocesser. Lad os gennemgå præcis, hvordan hver tilgang fungerer, så du kan træffe en velovervejet beslutning.
Forklaring af øjeblikkelige online-tilbudsplatforme
Forestil dig at uploade din CAD-fil og modtage et CNC-tilbud online inden for 60 sekunder. Det er det, som platforme til øjeblikkelig tilbudsafgivelse lover – og for standarddele leverer de bemærkelsesværdigt godt.
Disse systemer bruger avancerede algoritmer, kunstig intelligens og maskinlæring til at analysere den uploadede geometri, estimere bearbejdningstiden og automatisk beregne prisen. Ifølge brancheanalyser kan ledende platforme reducere traditionelle tilbudsafgivelsestider med op til 90 %, hvilket gør det muligt for ingeniører at fokusere på designiteration i stedet for at vente dage på prisfeedback.
Teknologien fungerer bedst for enkle geometrier. Når du indsender en øjeblikkelig anmodning via platforme som Xometry eller Protolabs, vurderer deres systemer:
- Dele-geometri: Volumen, overfladeareal og funktionskompleksitet
- Materialevalg: Prisberegning baseret på standardmaterialebiblioteker
- Toleransekrav: Konsekvenser af standard- versus præcisionsbearbejdning
- Mængde og levertid: Rabatter ved større mængder og tillæg for accelereret levering
Den største fordel? Hastighed og tilgængelighed. Online-maskinbearbejdningspristilbud er tilgængelige døgnet rundt, hvilket giver globale brugere mulighed for at sammenligne omkostninger for forskellige materialer og overfladebehandlinger med det samme. For prototypebearbejdning og små serier af standarddele er denne bekvemmelighed revolutionerende.
I praksis viser test imidlertid begrænsninger. Et ingeniørteam opdagede, at AI-systemer nogle gange fejltolker designmålsætningen – og straffer velovervejede designændringer, der faktisk forenkler fremstillingen. I deres test øgede tilføjelse af afrundinger for at fjerne skarpe kanter (hvilket reducerer maskinbearbejdningskompleksiteten) faktisk den pris, der blev angivet, fordi algoritmen fortolkede afrundingerne som yderligere funktioner.
Fordele ved øjeblikkelige online-platforme
- Tilbud leveret på sekunder til minutter i stedet for dage
- døgnet-rundt-tilgængelighed for globale teams
- Realtime-feedback om design til fremstilling (DFM)
- Let omkostningssammenligning mellem materialer og mængder
- Effektiviseret bestillingsproces, når tilbuddet er accepteret
Ulemper ved øjeblikkelige online-platforme
- Algoritmer kan misfortolke komplekse geometrier, hvilket fører til prisfejl på ±10–15 %
- Begrænset fleksibilitet ved ikke-standardmaterialer eller eksotiske specifikationer
- Mindre mulighed for forhandling eller designrådgivning
- Kvalitetskonsekvensen varierer mellem leverandørenes netværk
- Reduceret gennemsigtighed over, hvilken producent der faktisk fremstiller dine dele
Traditionel RFQ-proces med maskinværksteder
Den traditionelle fremgangsmåde indebærer, at du sender dine specifikationer direkte til CNC-fremstillingsværksteder og modtager manuelt udarbejdede tilbud. Den er langsommere – typisk 12 til 48 timer for de første tilbud – men tilbyder fordele, som algoritmer simpelthen ikke kan genskabe.
Når erfarede ingeniører gennemgår dine tegninger, beregner de ikke kun fremstillingsomfanget. De identificerer potentielle fremstillingssværheder, foreslår omkostningsbesparende alternativer og afklarer tvetydige specifikationer, inden de udarbejder et tilbud. Denne menneskelige indsigt opfanger nuancer, som automatiserede systemer overser.
Produktionsspecialister bemærker, at så snart en traditionel værkstedmodtager din anmodning om tilbud (RFQ), gennemgår produktionsingeniørerne den straks og svarer typisk inden for 12 timer – nogle gange meget hurtigere – med en præcis pris og, hvis nødvendigt, en DFM-rapport. Kun denne rapport kan spare dig tusindvis af kroner ved at identificere designændringer, før produktionen går i gang.
Traditionel tilbudsindstilling er fremragende til:
- Komplekse Geometrier: Komponenter, der kræver 5-akset bearbejdning, specialfikseringer eller specialværktøjer
- Ikke-standardiserede materialer: Eksotiske legeringer, specialplastikker eller materiale leveret af kunden
- Høje krav til præcision: Ekstremt stramme tolerancekrav, hvor menneskelig vurdering er afgørende
- Storscaleprojekter: Produktionsmængder, hvor relationen og prisdiskussionen bliver værdifuld
- Specialiserede industrier: Luftfarts-, medicinsk- eller forsvarsapplikationer, der kræver certificeringer og sporbarehed
Kompromiset er tiden. Traditionelle tilbud kræver en frem og tilbage-kommunikation, især ved komplekse projekter. Men denne kommunikation afslører ofte muligheder for omkostningsbesparelser, som øjeblikkelige systemer helt overser.
Valg af den rigtige metode til dit projekt
Hvilken metode skal du så bruge? Svaret afhænger af dine projekts karakteristika, tidspresset og hvor meget designfleksibilitet du stadig har tilbage.
Overvej onlineplatforme, når du har brug for hurtig levering af standarddele i almindelige materialer og med almindelige tolerancer. De er ideelle til hurtige prototyppetilpasninger, hvor du tester koncepter snarere end producerer endelige komponenter.
Vælg traditionelle RFQ-processer, når dit projekt involverer komplekse geometrier, specialkrav eller når det er vigtigt at opbygge et langsigtet leverandørforhold. Investeringen i kommunikation op front giver ofte afkast gennem mere præcise priser og bedre fremstillingsresultater.
Branchens eksperter foreslår at indkøbsteam kan kombinere flere platforme for at opnå en balance mellem hastighed, gennemsigtighed, funktionalitet og risiko på tværs af forskellige udviklingsfaser. Brug online øjeblikkelige tilbud til prototyper i tidlige faser og omkostningsberegning, og skift derefter til traditionelle anfordringsprocesser (RFQ), når designene udvikles yderligere og kravene til præcision stiger.
| Dimension | Online øjeblikkeligt tilbud | Traditionel RFQ-proces |
|---|---|---|
| Hastighed af tilbud | 5–60 sekunder | 12 timer til 3 dage |
| Nøjagtighed for komplekse dele | prisafvigelse på ±10–15 % mulig | Høj nøjagtighed med teknisk gennemgang |
| Tilpasningsfleksibilitet | Begrænset til platformens parametre | Fuldt tilpasselige specifikationer |
| Kommunikationsdybde | Automatiserede svar, begrænset dialog | Direkte ingeniør-til-ingeniør-diskussion |
| DFM-feedback | Automatisk analyse, kan overse subtile nuancer | Ekspertanbefalinger og alternative løsninger |
| Materielle muligheder | Standardbibliotek (50–150 materialer) | Stort set ubegrænset, herunder eksotiske materialer |
| Prisforhandling | Fastpriser, kun volumenrabatter | Fleksibel, baseret på forretningsforhold og ordrevolumen |
| Bedste anvendelsestilfælde | Prototyper, standarddele, hurtige omkostningsoverslag | Komplekse dele, seriefremstilling, specialkrav |
En sidste overvejelse: datasekretitet. Overførsel af proprietære CAD-filer til online-platforme rejser immaterielle-rettighedsproblemer hos nogle organisationer. Selvom pålidelige platforme bruger sikre servere og tilbyder mulighed for fortrolighedsaftaler (NDA’er), foretrækker virksomheder med følsomme design måske de direkte forretningsforbindelser og fortrolighedsaftaler, som traditionelle maskinfremstillingspartnere kan tilbyde.
Uanset hvilken vej du vælger, giver forståelsen af, hvordan maskinernes kapacitet påvirker priserne, dig et ekstra indblik. I næste afsnit udforsker vi, hvordan forskellen mellem 3-aks og 5-aks bearbejdning dramatisk påvirker din tilbudsgivning – og hvornår den ekstra omkostning for flerakse bearbejdning faktisk er værd at betale.
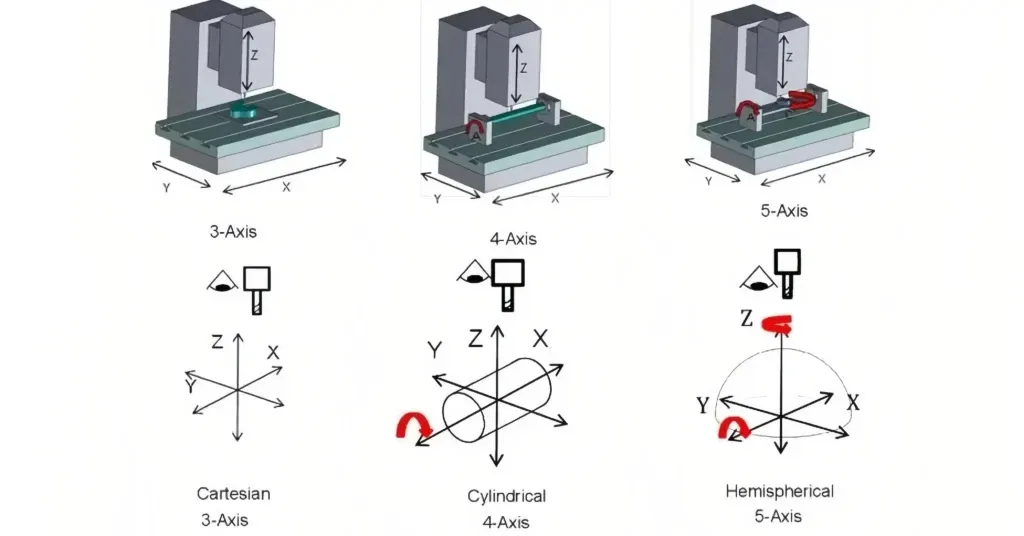
Hvordan 3-aks og 5-aks bearbejdning påvirker dit tilbud
Har du nogensinde bemærket, hvordan to tilsyneladende lignende dele kan give helt forskellige CNC-maskintilbud? Svaret ligger ofte i, hvilken maskine værkstedet planlægger at bruge. Forskellen mellem en 3-aks CNC-maskine og en 5-aks CNC-maskine er ikke blot teknisk fagsprog – den bestemmer direkte din endelige pris, leveringstid og den opnåelige delkompleksitet.
Her er virkeligheden: Udstyr med 5 akser kræver en højere startinvestering og mere sofistikeret programmering, hvilket resulterer i højere timepriser. Men denne præmie er ikke altid en dårlig aftale. For de rigtige dele reducerer flerakse-bearbejdning faktisk den samlede omkostning ved at eliminere flere opsætninger og forbedre kvaliteten. At forstå, hvornår hver metode er mest hensigtsmæssig, giver dig mulighed for at stille spørgsmål til tilbud og optimere dine design.
Når 3-akse-bearbejdning opfylder dine behov
En CNC-maskine med 3 akser bevæger værktøjet langs tre vinkelrette retninger: X, Y og Z. Emnet forbliver stationært på bordet, mens spindlen nærmer sig fra oven. Lyder det simpelt? Det er det – og denne enkelhed oversættes direkte til omkostningsbesparelser.
Ifølge produktionseksperter 3-akse-bearbejdning er fremragende til fremstilling af plane overflader, simple konturer og grundlæggende geometriske former med fremragende præcision. Opsætningstiderne er kortere, programmeringskravene er mindre komplekse, og kravene til operatørernes uddannelse er lavere sammenlignet med flerakse-alternativer.
Dele, der er ideelle til 3-akset bearbejdning, omfatter:
- Planare fræsede profiler: Flade overflader, lommer og enkle trinformede funktioner
- Borede og gevindskårne huller: Funktioner, der er justeret vinkelret på bordets overflade
- Enkle prismatiske former: Rektangulære blokke, plader og grundlæggende kabinetter
- Enkelt-sidede komponenter: Dele, hvor alle kritiske funktioner findes på én flade
Begrænsningen? Adgang. Hvis din del har funktioner på flere plan, kræver hver overflade en separat opsætning. Det betyder, at maskinen skal standses, arbejdsemnet omplaceres, referencepunkterne genetableres og fræsningen genoptages. Hver opsætning introducerer potentielle unøjagtighedsvariationer og forlænger den samlede cykeltid – omkostninger, der hurtigt stiger ved komplekse geometrier.
5-akse-funktioner og premiumprisning
En 5-akse-CNC-maskine tilføjer to rotationsakser til de standardmæssige tre lineære bevægelser. Disse ekstra frihedsgrader – typisk betegnet som A og B (eller A og C) – gør det muligt for skæreværktøjet eller emnet at rotere, hvilket giver usædvanlig adgang til komplekse delgeometrier .
Hvorfor er dette relevant for din prisangivelse? 5. akse-funktionen gør det muligt at udføre simultan bearbejdning fra flere vinkler uden at omplacere emnet. Denne enkelt-setup-metode giver flere fordele, der kan kompensere for den højere timebaserede maskinpris:
- Elimineret opsætningstid: Ingen omplacering betyder hurtigere samlede produktionscyklusser
- Overlegenhed i nøjagtighed: Alle funktioner bearbejdes i forhold til ét fælles referencepunkt, hvilket eliminerer kumulativ toleranceakkumulering
- Forbedrede overfladeafslutninger: Optimal værktøjsorientering opretholdes gennem hele komplekse konturer
- Forlænget værktøjslevetid: Konstant spånlængde og ideelle skærevinkler reducerer værktøjslidelser
For CNC-bearbejdning inden for luftfartsapplikationer bliver disse fordele afgørende. Luftfartskomponenter har ofte komplekse geometrier, stramme tolerancer og eksotiske materialer, der kræver CNC-bearbejdningstjenester med 5 akser. Turbinblad, impeller og konstruktionskomponenter kan simpelthen ikke opfylde de krævede specifikationer ved hjælp af 3-akset bearbejdning.
Denne kapacitet har dog en pris. Maskiner med 5 akser koster betydeligt mere at købe, vedligeholde og drive. Programmeringskompleksiteten kræver avanceret CAM-software og højt uddannede programmører. Disse faktorer kombineres til at skabe timepriser, der typisk er 1,5× til 2,5× højere end for 3-akset udstyr.
Tilpasning af maskinkompleksitet til komponentkrav
Hvordan ved man så, hvilken fremgangsmåde der rent faktisk kræves for din komponent? Geometrien fortæller historien. Visse funktioner kan simpelthen ikke fremstilles effektivt – eller overhovedet – uden mulighed for multiaksial bearbejdning.
Komponentegenskaber, der typisk kræver 5-akset bearbejdning:
- Udskåringer og indre hulrum, der ikke er tilgængelige fra oven
- Komplekse 3D-kurvede overflader som organiske former eller aerodynamiske profiler
- Flersidede dele, der kræver funktioner på fem eller flere flader
- Sammensatte vinkler, der ændrer orientering over delens overflade
- Dybe hulrum med skrå vægge eller gulvfunktioner
- Tyndvæggede komponenter, der kræver konstant værktøjskontakt for stabilitet
Delkarakteristika, der er velegnede til 3-akset bearbejdning:
- Dele med alle funktioner på én eller to parallelle flader
- Enkle lommer, nisser og trappede profiler
- Borehuller og gevind vinkelret på plane flader
- Rektangulære geometrier uden skrå overflader
- Komponenter, hvor flere opsætninger ikke påvirker tolerancekravene
Her er en indvendig viden, der kan spare dig penge: Ved at forenkle deledesigns til produktion ved hjælp af simple 3-akse CNC-maskiner ved at tage drejning, fræsning og boret processer i betragtning under fremstillingen sikres de hurtigste maskinfremstillingslevertider og de mest omkostningseffektive priser. Før du accepterer et tilbud for 5-akse-bearbejdning, skal du overveje, om designændringer kunne gøre 3-akse-produktion mulig uden at kompromittere funktionaliteten.
Konklusionen? Antag ikke automatisk, at 5-akse altid betyder bedre – eller at 3-akse altid betyder billigere. Den mest omkostningseffektive fremgangsmåde er at matche maskinens kapacitet med de faktiske krav til komponenten. At forstå denne sammenhæng hjælper dig med at stille kritiske spørgsmål til tilbud og designe dele, der optimerer fremstillingsomkostningerne fra starten. I næste afsnit undersøger vi almindelige fejl i tilbud, der får din pris til at stige – og hvordan du undgår dem, inden de påvirker din projektbudget.
Almindelige fejl i tilbud og hvordan man undgår dem
Du har forberedt dine CAD-filer, valgt dit materiale og indsendt din anmodning om tilbud. Så ankommer tilbuddet – og det er 40 % højere end forventet. Lyder det bekendt? Den frustrerende sandhed er, at mange prisoverraskelser skyldes undgåelige fejl, der begås, inden anmodningen om tilbud overhovedet når frem til en producent.
At forstå disse fælder forvandler din oplevelse med tilbudsgivning. Ifølge CNC-designspecialister , fører almindelige fejl i design og specifikationer ikke kun til højere tilbud – de kan også medføre projektforsinkelser, kvalitetsproblemer og kostbare omarbejde. Lad os undersøge de mest almindelige fejl i tilbud og hvordan du kan undgå dem, inden de påvirker din budgettering.
For stramme tolerancekrav og deres omkostningsmæssige konsekvenser
Her er den dyreste fejl, køberne begår: at specificere stramme tolerancer overalt "bare for at være på den sikre side." Denne tilgang har en dramatisk modvirkning. Fremstillingseksperter bekræfter, at stramme tolerancer øger omkostningerne ved CNC-bearbejdning og kun bør anvendes, når funktionen kræver dem.
Overvej, hvad der sker, når du angiver ±0,001" på hele tegningen. Maskinværkstedet må nedsætte skærehastighederne, implementere yderligere inspektionsforanstaltninger, muligvis bruge klimakontrollerede miljøer og anvende specialiseret måleudstyr. Hver stram tolerance repræsenterer en forpligtelse af tid og ressourcer, der forøger din endelige prisangivelse.
Den mere intelligente tilgang? Standardmaskinbearbejdningsoperationer opnår typisk en nøjagtighed på ±0,005" (±0,13 mm) – mere end tilstrækkeligt til de fleste ikke-kritiske detaljer. Anvend strammere tolerancer udelukkende til sammenføjende overflader, bevægelige dele og funktionelle grænseflader, hvor dimensionel nøjagtighed faktisk er afgørende.
Brug et enkelt referencepunkt som reference for alle dimensioner med tolerance. Dette eliminerer kumulativ toleranceopsummering og reducerer inspektionskompleksiteten.
Fejl ved valg af materiale, der får tilbudsposterne til at stige
At vælge materialer uden at forstå konsekvenserne for fremstillingen er en anden almindelig årsag til, at tilbud bliver afvist. Hvad er Delrin, og hvorfor er det relevant for dit tilbud? Delrin – også kendt som polyacetal-Delrin eller POM – er ét af de nemmeste plastmaterialer at bearbejde og giver fremragende dimensional stabilitet og overfladekvalitet. At vælge et mere udfordrende materiale, når Delrin ville være tilstrækkeligt, øger unødigt dine omkostninger.
At forstå, hvad acetal er, og hvordan det sammenlignes med alternative materialer, hjælper dig med at træffe omkostningseffektive valg. Når du vurderer acetal versus Delrin til din anvendelse, skal du overveje, at acetal-copolymer typisk koster 15–35 % mindre end homopolymer (Delrin) og bearbejdes mere konsekvent med bedre dimensionsstabilitet. Acetal-plast er fremragende til præcisionskomponenter inden for både medicinsk udstyr og luft- og rumfart.
Fejl ved materialevalg, der driver tilbudsprikken op, omfatter:
- At specificere eksotiske legeringer, når standardmaterialer er tilstrækkelige: Titanium koster 3–5 gange mere at bearbejde end aluminium for lignende geometrier
- At ignorere forskelle i bearbejdningsvenlighed: rustfrit stål 303 kan bearbejdes 70 % hurtigere end 304 – næsten identisk sammensætning, men markant forskellig omkostning
- At overse råmaterialeomkostningerne: PEEK har en præmiepris og bør kun specificeres, når dets ydeevne er afgørende
- At undlade at overveje alternative materialer: Aluminium 6061 tilbyder fremragende bearbejdningsvenlighed til lav råmaterialeomkostning – ideelt til prototyper
Designfunktioner, der komplicerer fremstillingen
Dine designvalg påvirker direkte bearbejdstiden, omkostningerne og indsatsen. Designeksperter understreger, at unødvendigt komplekse funktioner udgør én af de mest almindelige fejl ved CNC-design – funktioner, der kræver avanceret 5-akset bearbejdning eller specialiserede processer, selvom enklere alternativer ville fungere på samme måde.
De hyppigste fejl i tilbudsgivningen inkluderer:
- Skarpe indvendige hjørner: Cylindriske skæreværktøjer kan ikke bearbejde skarpe indvendige kanter. Design indvendige radius mindst 30 % større end skæreværktøjets radius for at reducere spændinger og øge skærehastigheden
- For dybe udskåringer: CNC-værktøjer fungerer bedst, når udskåringens dybde er 2–3 gange værktøjets diameter. Dybere skær kræver specialværktøjer eller flerakse-systemer, hvilket øger omkostningerne
- Tynde vægge uden tilstrækkelig støtte: Vægge under 0,8 mm for metal eller 1,5 mm for plast kræver flere bearbejdningsskridt med lav dybde for at forhindre deformation – hvilket betyder en betydelig forlængelse af bearbejdstiden
- Ikke-standard huller: Standard borehoveder borer huller hurtigt og præcist. Ikke-standardiserede diametre kræver fræsere til gradvis bearbejdning af dimensionerne, hvilket øger cykeltiden
- For stor gevinddybde: Gængesammentræk ud over 1,5 × huldiameter giver kun ringe yderligere styrke. Begræns gængelængden til maksimalt 3 × huldiameter
- Unødvendige æstetiske funktioner: Dekorative mønstre, prægninger og skrift, der ikke har nogen funktionel formål, øger bearbejdstiden betydeligt
- Detaljer, der kræver flere opsætninger: Hver genpositionering tilføjer manuel tid, potentielle unøjagtigheder og omkostninger. Design til bearbejdning i én opsætning, når det er muligt
Sådan undgår du disse kostbare fejl
At forhindre tilbudsfejl kræver en ændring af din tankegang fra »hvad vil jeg have?« til »hvad har fremstillingen brug for?« Denne design-til-fremstilling (DFM)-tilgang tager produktionsvirkelighederne i betragtning allerede i designfasen – ikke først efter, at tilbud afslører problemer
Før du indsender din næste anfordring om tilbud (RFQ), stiller du dig selv følgende spørgsmål ud fra branchens retningslinjer:
- Er hver funktion væsentlig, eller kan nogen af dem fjernes eller forenkles uden at påvirke funktionen?
- Har jeg kun anvendt tolerancer, hvor funktionen kræver dem?
- Kan designet opdeles i flere dele, som er nemmere at bearbejde og samle?
- Kan ændringer eliminere flere maskinopsætninger eller krav om specialværktøj?
- Findes der et billigere eller mere bearbejdningsvenligt materiale, som stadig opfylder designkravene?
Kommunikation spiller også en afgørende rolle. Når specifikationerne er uklare, tilføjer producenter forholdspriser. Dokumentér tydeligt din hensigt med kritiske funktioner, og forklar de funktionelle krav bag stramme tolerancer. Denne kontekst hjælper erfarede drejere og fræsere med at foreslå omkostningseffektive alternativer, som du måske ikke har overvejet.
Hvad får man ud af det? Komponenter, der er designet med fremstillingsegnethed i tankerne, koster typisk 30–50 % mindre end overdimensionerede modstykker – uden at kompromittere ydeevnen. Nu hvor du forstår, hvilke fejl du skal undgå, skal vi undersøge, hvordan du effektivt kan vurdere og sammenligne flere tilbud og identificere den leverandør, der leverer den bedste samlede værdi.
Effektiv vurdering og sammenligning af flere CNC-tilbud
Du har modtaget tre tilbud på CNC-bearbejdning i din indbakke. Et af dem er 20 % billigere end de andre. En nem beslutning, ikke sandt? Ikke så hurtigt. Den laveste pris kan hurtigt blive den dyreste fejl, når komponenterne ankommer for sent, ikke består inspektionen eller kræver kostbar omformning. At vælge en producentpartner udelukkende på baggrund af prisen, svarer til at ansætte en medarbejder udelukkende på baggrund af lønforventninger – du ignorerer de faktorer, der afgør den reelle ydeevne.
Ifølge CNC-fremstillingsspecialister at blot placere tilbud side ved side og vælge det laveste tal er en almindelig fejl. En rigtig æble-til-æble-sammenligning kræver en struktureret fremgangsmåde, der tager alle aspekter af tilbuddet i betragtning. Lad os opbygge en ramme, der hjælper dig med at identificere den leverandør, der leverer reel værdi – ikke kun et tiltalende tal.
Ud over prisen: Sammenligning af samlet værdi
Hvad betyder "samlet værdi" faktisk, når man vurderer muligheder for CNC-fremstilling i nærheden? Tænk ud over det første tilbud og overvej alt, hvad der påvirker dit projekts succes: kvalitetsmæssig konsekvens, leveringspålidelighed, responsivitet i kommunikationen og potentialet for en langsigtet partnerskabsrelation.
Her er en prioriteret vurderingsramme til effektiv sammenligning af flere tilbud:
- Teknisk kompetenceoverensstemmelse: Er leverandørens udstyr, erfaring og ekspertise i overensstemmelse med dine specifikke komponentkrav? En maskinist i nærheden med 3-akse-kapacitet kan ikke levere de samme resultater som en 5-akse-specialist ved komplekse luftfartskomponenter.
- Kvalitetscertificeringer og -systemer: Verificerede certificeringer indikerer et systematisk kvalitetsstyringssystem—mere pålideligt end mundtlige løfter.
- Leveringstidens pålidelighed: Citerede leveringsdatoer er mindre afgørende end den faktiske præstationsgrad for levering til tiden. Bed om referencer.
- Kommunikationsrespons: Hvor hurtigt og grundigt svarede de på din anfordring om tilbud (RFQ)? Dette giver et indblik i deres adfærd under produktionen.
- Samlede ejeomkostninger: Inkluder fragt, inspektionskrav, potentielle omarbejdningsomkostninger samt administrative omkostninger.
- Skalerbarheds potentiale: Kan denne leverandør udvikle sig sammen med dine behov fra prototypering til seriefremstilling?
- Pris konkurrenceevne: Ja, prisen er vigtig – men den står som nummer seks på denne liste af gode årsager.
Brancheanalyser bekræfter, at en usædvanlig lav pris kan være et rødt flag for kompromiser med kvaliteten, skjulte gebyrer eller undermålig kvalitet, hvilket på lang sigt vil koste mere gennem forsinkelser, omarbejdning eller komponentfejl. At oprette et simpelt regneark til at sammenligne leverandører konsekvent ud fra disse kriterier hjælper dig med at træffe objektive beslutninger.
Kvalitetscertificeringer, der betyder noget
Når man vurderer leverandører af metalbearbejdning, giver certificeringer objektiv dokumentation for evnen til kvalitetsstyring. Men ikke alle certificeringer har samme vægt – at forstå, hvad hver standard faktisk kræver, hjælper dig med at vurdere leverandørens pålidelighed.
Ifølge kvalitetsstyringseksperter iATF 16949 integrerer principperne i ISO 9001 med specifikke krav fra bilindustrien og skaber dermed en robust ramme for vurdering og ydeevale af leverandører. Organisationer, der overholder disse krav, oplever betydelige fordele, herunder forbedret produktkvalitet, færre fejl og stærkere leverandørrelationer.
Vigtige certificeringer, der skal vurderes:
- ISO 9001: Generel standard for kvalitetsstyring, der sikrer dokumenterede og gentagelige processer. Dette er minimumskravet – forvent, at de fleste professionelle værksteder besidder denne certificering.
- IATF 16949: Bilspecifik standard, der lægger vægt på produktionens konsekvens, løbende forbedring og statistisk proceskontrol. Afgørende for CNC-drejningstjenester, der leverer til bilapplikationer.
- AS9100: Luftfartsindustriens bearbejdningstandard, der bygger på ISO 9001 med strengere proceskontrol, sporbarehed og risikostyring. Uundværlig for luftfartsrelaterede CNC-bearbejdningsprojekter.
- ISO 13485: Standard for fremstilling af medicinsk udstyr, der fokuserer på dokumentation, overholdelse af reguleringskrav og hygiejneprotokoller.
Ud over certificeringer bør du stille spørgsmål om konkrete kvalitetskontrolforanstaltninger. Bruger værkstedet statistisk proceskontrol (SPC) til at overvåge produktionskonsistensen? Udfører de førsteartikelinspektioner (FAI) og leverer de dimensionelle rapporter? Disse praksisformer indikerer, at kvalitet ikke blot er dokumenteret – den styres aktivt.
Det mest attraktive tilbud er ikke altid det bedste. En højere pris kan afspejle bedre kvalitetskontrol, bedre materialer og mere pålidelig service, hvilket forhindrer kostbare fejl senere i processen.
For automobil- og højpræcisionsanvendelser, hvor konsistens er ufravigelig, leverer certificerede leverandører målbare fordele. Shaoyi Metal Technology illustrerer denne tilgang—deres IATF 16949-certificering og strenge implementering af SPC muliggør ledetider så hurtige som én arbejdsdag, samtidig med at de opretholder de stramme tolerancer, som bilchassiseremontager og specialfremstillede metalstøddæmperkræver.
Vurdering af leverandørens pålidelighed og kommunikation
Certificeringer fortæller dig noget om systemer. Men hvordan vurderer du de menneskelige faktorer, der afgør den daglige ydelse? Når du leder efter en CNC-maskinist i nærheden af mig, er responsivitet og kvaliteten af kommunikation ofte bedre prædiktorer for projektsucces end enhver certificering.
Produktionsspecialister understreger, at hurtig og klar kommunikation i tilbudsfasen ofte er et forspil til, hvordan værkstedet vil operere senere. Stillede de afklarende spørgsmål om din konstruktion? Pegede de proaktivt på potentielle problemer? En leverandør, der svarer hurtigt, men mangler teknisk engagement, kan forårsage forsinkelser, når produktionen går i gang.
Røde flag, der tyder på potentielle pålidelighedsproblemer:
- Uklare eller manglende posteringer: Et tilbud, der ikke bryder omkostningerne ned, kan skjule gebyrer, der dukker op senere
- Ingen nævnelse af inspektion: Pålidelige leverandører diskuterer kvalitetskontrol allerede i starten
- Langsomme eller ufuldstændige svar: Kommunikationsproblemer under tilbudsprocessen forværres typisk under produktionen
- Uvilje mod at diskutere kapaciteter: Transparente leverandører forklarer gerne deres processer og begrænsninger
- Pres for hurtige beslutninger: Professionelle værksteder forstår, at komplekse projekter kræver tid til vurdering
Positive indikatorer, der signalerer leverandørens kvalitet:
- Detaljeret tilbudsopgørelse: Gennemsigtighed omkring materialer, bearbejdnings tid, efterbehandling og inspektionsomkostninger
- DFM-feedback leveret: Forslag til designforbedringer indikerer teknisk engagement
- Tydelige kommunikationskanaler: Dedikerede projektledere og definerede forventninger til svartid
- Referencer tilgængelige: Vilje til at stille kundekontakter til rådighed til verifikation
- Forpligtelse til support efter levering: Klare politikker for håndtering af kvalitetsproblemer, hvis de opstår
Timeprisen for CNC-bearbejdning ligger typisk mellem 35 og 200 USD, afhængigt af maskinens kompleksitet og det materiale, der bearbejdes. En almindelig gennemsnitspris er omkring 60–75 USD pr. time, men denne varierer betydeligt for avanceret flerakse-udstyr. At forstå disse referenceværdier hjælper dig med at vurdere, om tilbud er rimelige – usædvanligt lave priser indikerer ofte, at der skæres overalt.
Husk: At vælge en leverandør er at vælge en relation. Butikken, der leverer dine dele i dag, kan muligvis støtte dine produktionsløb i årevis fremad. At investere tid i en grundig vurdering giver afkast gennem færre kvalitetsproblemer, leveringer til tiden og en partner, der forstår dine krav uden gentagne forklaringer. Nu hvor din vurderingsramme er på plads, er det sidste trin at sætte din viden i praksis – lad os udforske de konkrete trin til at sikre bedre tilbud på dit næste projekt.
Næste trin for at få bedre tilbud på CNC-bearbejdning
Du har lært den indvendige viden, der adskiller velinformerede købere fra dem, der blot accepterer det første tilbud, der ankommer. Nu er det tid til at sætte denne viden i praksis. Forskellen mellem at betale for meget for CNC-dele og at sikre konkurrencedygtige priser handler om forberedelse, kommunikation og relationsopbygning – kompetencer, du kan anvende med det samme på dit næste projekt.
Her er det væsentlige: Købere, der forstår tilbudsprocessen, opnår konsekvent bedre resultater. De betaler mindre, modtager dele hurtigere og oplever færre kvalitetsproblemer. Hvorfor? Fordi de tilnærmer sig leverandører som kompetente partnere i stedet for passive modtagere. Lad os nu omsætte alt, hvad du har lært, til konkrete handlingspunkter.
Din tjekliste til tilbudsforberedelse
Før du indsender din næste anmodning om tilbud (RFQ), gennemgå denne omfattende tjekliste. Hvert punkt påvirker direkte nøjagtigheden af tilbuddet og den tid, der kræves til behandling:
- Forbered STEP-filer med ren geometri: Fjern unødvendige lag, blokke og hjælpeelementer, der forvirrer CAM-systemer
- Inkludér dimensionerede PDF-tegninger: Dokumentér gevindangivelser, GD&T-specifikationer og kritiske tolerancer, som STEP-filer ikke kan formidle
- Angiv præcise materialeklasser: "6061-T651-aluminium" – ikke blot "aluminium"; vagt specificerede materialer udløser reservetilbudspriser
- Anvend tolerancer strategisk: Brug standardtollerancer (±0,005") for ikke-kritiske funktioner; reserver stramme angivelser udelukkende til funktionelle overflader
- Definer krav til overfladekvalitet: Angiv Ra-værdier i stedet for subjektive beskrivelser som "poleret"
- Kommuniker mængdegrupper: Inkludér aktuel ordre samt projicerede fremtidige volumener – dette påvirker værktøjs- og prisfastsættelsesbeslutninger
- Angiv tidsplanens forventninger tydeligt: Adskil mellem faste frister og fleksible leveringsvinduer
- Angiv alle sekundære processer: Anodisering, belægning, varmebehandling og monteringskrav påvirker den samlede omkostning
- Forklar delens funktion: Kontekst hjælper leverandører med at foreslå omkostningseffektive fremstillingsalternativer
At udfylde denne tjekliste tager 15 minutter og kan reducere tilbudsomløbstiden fra dage til timer – og eliminere den tilbagevendende e-mailkommunikation, der forsinker dit projekt.
Opbygning af langsigtet leverandørrelation
De mest succesfulde fremstillingspartnerskaber strækker sig langt ud over enkelte transaktioner. Når du finder en CNC-maskinværksted i min nærhed, der leverer kvalitet, pålidelighed og responsiv kommunikation, betaler det sig at investere i denne relation.
Ifølge eksperter inden for fremstillings-samarbejde er virksomheder, der behersker samarbejdsmæssige tilgange, godt positioneret til succes på et stigende konkurrencepræget marked. Stærke leverandørrelationer giver målbare fordele:
- Prioriteret planlægning: Troværdige kunder modtager ofte hurtigere levering, når kapaciteten er spændt
- Proaktiv problemløsning: Leverandører, der forstår dine anvendelsesområder, identificerer problemer, inden de bliver kostbare
- Konkurrencedygtige priser: Langsigtede volumenforpligtelser åbner adgang til priser, som enkeltordrer ikke kan få adgang til
- Designrådgivning: Erfarne partnere bidrager med ekspertise inden for aluminiumsfremstilling, hvilket forbedrer dine produkter
- Stabilitet i varekæden: Etablerede relationer reducerer risikoen under materialeknaphed eller kapacitetsbegrænsninger
Opbygningen af disse relationer starter med klar kommunikation, realistiske forventninger og gensidig respekt. Betal fakturaer til tiden, giv konstruktiv feedback og anerkend god ydelse. Disse praksisser omdanner transaktionsbaserede leverandører til strategiske partnere, der er investeret i din succes.
Træf handling på dit næste CNC-projekt
Er du klar til at anvende det, du har lært? Her er din handlingsplan for at sikre bedre tilbud på brugerdefinerede drejede og fræsede dele:
- Gennemgå dine nuværende design for fremstillelighed: Eliminer unødvendig kompleksitet, standardiser funktioner og udform til fremstilling i én opsætning, hvor det er muligt
- Tilpas tilbudsmetoderne efter projektkravene: Brug øjeblikkelige platforme til standardprototyper; involver traditionelle anfordringsprocedurer (RFQ) ved komplekse eller højpræcise opgaver
- Vurder leverandører helhedsmæssigt: Vurder certificeringer, kommunikationskvalitet og leveringshistorik – ikke kun pris
- Anmod proaktivt om DFM-feedback: Bed leverandører om at identificere muligheder for omkostningsreduktion, inden designene afsluttes
- Dokumentér erfaringer: Registrer, hvad der virkede, og hvad der ikke gjorde det, for at forbedre din tilbudsproces løbende
For projekter, der kræver produktionskonsekvens og stramme tolerancer – især inden for automotive-anvendelser, der kræver præcise chassismonteringer eller specialfremstillede metalstøddæmper – samarbejd med producenter, der demonstrerer systematisk kvalitetsstyring. Shaoyi Metal Technology udviser denne tilgang ved at kombinere IATF 16949-certificering med muligheder for hurtig prototypproduktion og masseproduktion samt leveringstider så hurtige som én arbejdsdag.
Den viden, du har erhvervet, ændrer, hvordan du tilnærmer dig hver enkelt anbudsforslag for CNC-maskiner. Du forstår nu, hvad der driver prissætningen, hvordan du forbereder komplette anfordringspakker (RFQ), og hvilke vurderingskriterier der faktisk forudsiger leverandørens ydeevne. Anvend disse principper konsekvent, og du vil sikre dig bedre priser, hurtigere levering og højere kvalitet af dele på ethvert projekt.
Ofte stillede spørgsmål om anbudsforslag for CNC-maskiner
1. Hvad er den gennemsnitlige pris for en CNC-maskine?
Priserne på CNC-maskiner varierer betydeligt afhængigt af type og funktionsevne. Indgangsmodeller af CNC-fræsere koster mellem 5.000 og 20.000 USD og er velegnede til små virksomheder og amatører. Maskiner i mellemklassen koster 20.000–75.000 USD og har forbedrede funktioner til større projekter. Industrielle 5-akse-maskiner kan koste over 100.000 USD. Når du derimod søger maskinfremstillingstjenester i stedet for at købe udstyr, ligger timepriserne typisk mellem 35 og 200 USD, afhængigt af maskinens kompleksitet og kravene til materiale.
2. Hvad er timeprisen for en CNC-maskine?
Timepriser for CNC-bearbejdning ligger typisk mellem 50 og 150 USD, med en branchegennemsnitlig pris på ca. 60–75 USD pr. time. Tre-akse-maskiner koster generelt 25–50 USD pr. time, mens avanceret fem-akse-udstyr koster 100–200 USD pr. time på grund af den højere investering og større programmeringskompleksitet. Faktorer, der påvirker priserne, omfatter det bearbejdede materiale, kravene til tolerancer og værkstedets beliggenhed. IATF 16949-certificerede faciliteter som Shaoyi Metal Technology kan tilbyde konkurrencedygtige priser uden at kompromittere strenge kvalitetskrav.
3. Hvor meget skal man tage for CNC-arbejde?
Omkostningerne for CNC-bearbejdning afhænger af flere faktorer ud over timepriserne. Opsætningsgebyrer starter ved 50 USD og kan overstige 1.000 USD for komplekse opgaver. Materialeomkostningerne varierer kraftigt – aluminium er omkostningseffektivt, mens titan kan koste 3-5 gange mere. Tolerancespecifikationer påvirker prisen betydeligt; standardtolerancer på ±0,005" tilføjer kun minimale omkostninger, men krav om ±0,001" kan fordoble omkostningerne pr. del.
4. Hvilken information har jeg brug for for at få et præcist CNC-tilbud?
For præcise tilbud skal du fremlægge STEP-filer med ren geometri, dimensionerede PDF-tegninger med GD&T-specifikationer, præcise materialekvaliteter (f.eks. "6061-T651 Aluminium"), tolerancenødvendigheder for kritiske funktioner, overfladefinish Ra-værdier, mængdegrupper inklusive fremtidige prognoser, tidsplaner og sekundære processer som anodisering eller galvanisering. Komplette RFQ-pakker reducerer tid til tilbud fra dage til timer og eliminerer risikopriser, som producenter tilføjer på grund af usikre specifikationer.
5. Skal jeg bruge online øjeblikkelige tilbud eller traditionelle RFQ-processer?
Vælg ud fra projektets kompleksitet. Online-platforme leverer tilbud på få sekunder – ideelle til standardprototyper med almindelige materialer og tolerancer. De tilbyder 24/7-tilgængelighed og realtids-DFM-feedback. Traditionelle RFQ-processer tager 12–48 timer, men giver en ekspert teknisk gennemgang, fleksibilitet ved brug af eksotiske materialer samt mulighed for forhandling. Ved komplekse geometrier, stramme tolerancer eller storseriefremstilling resulterer traditionelle processer ofte i mere præcise priser og værdifuld designrådgivning fra erfarne maskinførere.