 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Producenter af CNC-maskindele: 9 indvendige hemmeligheder, købere ønsker, de havde kendt tidligere

Forståelse af producenter af CNC-maskindele og deres industrielle rolle
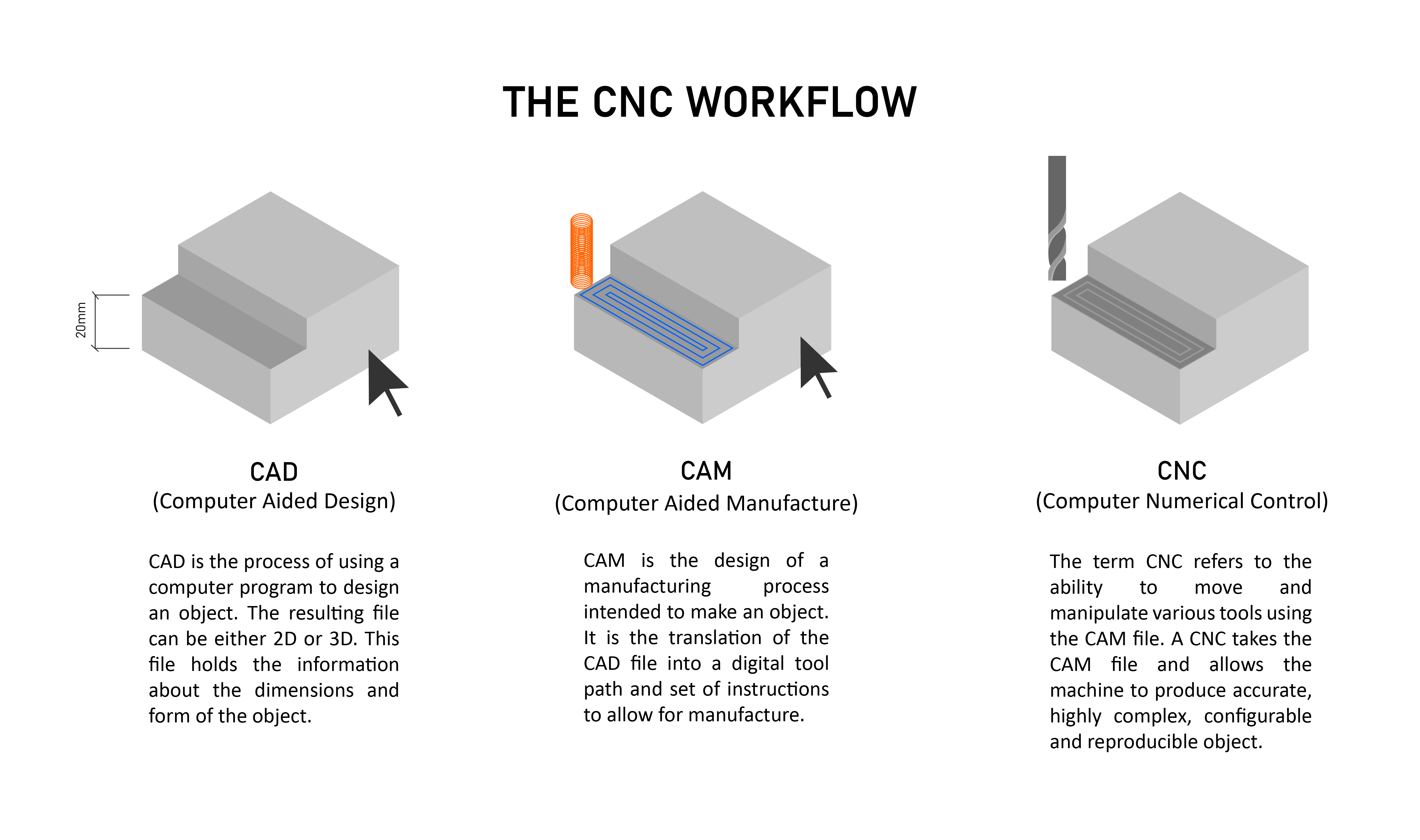
Har du nogensinde tænkt over hvordan råmetal omdannes til de indviklede komponenter, der driver din bilmotors eller medicinske udstyrs funktion? Det er netop her, at producenter af CNC-maskindele træder i karakter. Disse specialiserede produktionsfaciliteter udgør rygsøjlen i moderne fremstilling og omdanner ingeniørmæssige tegninger til fysisk realitet med ekstraordinær nøjagtighed.
I modsætning til almindelige fabrikationsværksteder, der primært fokuserer på skæring og svejsning, specialiserer disse producenter sig i højpræcisionsfremstilling. De bruger computerstyrede maskiner til at opnå præcise mål og stramme tolerancer – ofte målt i mikrometer. Tænk på dem som præcisionseksperterne i den industrielle verden, hvor hver tiendedel millimeter betyder noget.
Hvad producenter af CNC-maskindele faktisk gør
På deres kerne omdanner disse producenter råmaterialer – typisk metaller som aluminium, stål og titan – til færdige maskinkomponenter ved hjælp af computervirkede bearbejdningsprocesser. Men her er det, der adskiller dem fra almindelige maskinværksteder: De leverer præcision, gentagelighed og skalerbarhed, som almindelige værksteder simpelthen ikke kan matche.
Når du samarbejder med specialiserede CNC-bearbejdningstjenester, får du adgang til kompetencer, der omfatter:
- CNC Skæring: Fremstilling af cylindriske dele som aksler, bushinger og ventilstammer ved at rotere emnet mod skæreværktøjer
- CNC Fræsning: Fremstilling af flade overflader, profiler, nitter og komplekse 3D-geometrier ved hjælp af roterende skæreværktøjer
- Mange-akse-bearbejdning: Fremstilling af indviklede dele med komplekse geometrier gennem simultan bevægelse langs flere akser
- Sekundære operationer: Overfladebehandling, varmebehandling og monteringsydelser, der afslutter fremstillingscyklussen
Forskellen er betydelig. Mens en almindelig maskinværksted måske håndterer forskellige metalbearbejdningstasks, investerer producenter af CNC-maskindelen kraftigt i avanceret udstyr, kvalitetsstyringssystemer og specialiseret ekspertise. Ifølge brancheeksperter , integrerer moderne faciliteter flerakse-CNC-maskiner, der muliggør hurtigere produktion, færre fejl og konsekvent kvalitet på tværs af produktionsbatch.
Det præcisionsmæssige fremstillingsøkosystem
Forestil dig et økosystem, hvor hver deltager spiller en afgørende rolle. Producenter af CNC-maskindelen sidder i centrum af dette industrielle netværk og forbinder råmaterialeleverandører med endeproduktmontører. De omdanner ingeniørspecifikationer til præcisionsdrejede komponenter, der opfylder nøjagtige dimensionelle krav.
Efterspørgslen efter disse specialiserede producenter fortsætter med at vokse på tværs af flere sektorer:
Bilindustrien: Motordelen, gearkassedele og chassisdele, der kræver højvolumen-konsekvens og certificering i henhold til IATF 16949.
Luftfart: Flyvekritiske dele, der kræver materiale-sporbarhed, AS9100D-certificering og tolerancer målt i tusindedele tomme.
Medicinsk: Kirurgiske instrumenter og implantater fremstillet i kontrollerede miljøer i henhold til ISO 13485-standarderne.
Hvad gør dette økosystem effektivt? Det er kombinationen af avanceret CNC-teknologi, kompetente operatører og strenge kvalitetskontrolprocesser. Når fremstillings-teknologien udvikler sig, integrerer disse producenter i stigende grad AI-drevne systemer, IoT-konnektivitet og automatisering for at levere endnu større præcision og effektivitet.
Gennem denne guide vil du opdage den indgående viden, der adskiller succesrige købere fra dem, der lærer dyre lektioner på den hårde måde. Fra forståelse af maskinbearbejdningsprocesser og materialevalg til vurdering af leverandører og udarbejdelse af ufejlbarlige anfordringsbeskeder (RFQ’er) – du får den omfattende vejledning, der er nødvendig for at træffe velovervejede beslutninger ved indkøb af CNC-maskindele fra kvalificerede producenter.
CNC-maskinbearbejdningsprocesser, som enhver køber bør kende
Her er et scenarie, som mange købere står over for: Du har designet en komponent, fundet en producent og indsendt dine tegninger. Så kommer spørgsmålet: «Skal du bruge 3-akset, 4-akset eller 5-akset bearbejdning?» Lyder det kompliceret? Det behøver det ikke at være. At forstå disse processer, inden du kontakter leverandører, giver dig et betydeligt forspring i samtaler, prisforhandlinger og tidsplanlægning.
Begrebet «akse» henviser til de retninger, hvori et skæreværktøj bevæger sig i forhold til din emne under bearbejdningen. Flere akser betyder større fleksibilitet – men også øget kompleksitet og omkostninger. Lad os gennemgå hver mulighed, så du kan matche dine krav til CNC-bearbejdede komponenter med den rigtige proces.
Fra 3-akset til 5-akset bearbejdning forklaret
3-akset CNC-bearbejdning repræsenterer den grundlaget for moderne præcisionsfremstilling . Skæreværktøjet bevæger sig langs tre lineære akser: X (venstre-højre), Y (foran-bagud) og Z (opad-nedad). Emnet forbliver stationært på maskinens bord, mens værktøjet nærmer sig fra oven.
Denne konfiguration håndterer flade overflader, enkle konturer og grundlæggende geometriske former særdeles godt. Tænk på beslag, plader og kabinetter med simple funktioner. Fordelene er overbevisende – lavere udstyrsomkostninger, nemmere programmering og let tilgængelig betjening gør 3-akset bearbejdning ideel til prototyper og almindelig fremstilling.
Begrænsningerne bliver dog tydelige ved komplekse geometrier. Bearbejdning af funktioner på flere sider kræver omplacering af emnet, hvilket kan føre til potentielle justeringsfejl og forlænge produktionsprocessen.
4-akset CNC-bearbejdning bygger på den 3-akset grundlag ved at tilføje en roterende akse – typisk A-aksen, som roterer omkring X-aksen. Dette gør det muligt at udføre kontinuerlig bearbejdning rundt om emnets omkreds uden manuel omplacering.
Cylindriske og symmetriske CNC-fræsningsdele drager mest fordel af denne konfiguration. Aksler, gear, kamaksler og ventilkomponenter bliver betydeligt nemmere at fremstille. Rotationsmuligheden reducerer opsætningstiderne og giver bedre nøjagtighed for afrundede profiler i forhold til flere 3-akse-opsætninger.
fjernmaskiner til fremstilling af maskiner til fremstilling af maskiner tilføjer en anden rotationsakse, hvilket gør det muligt at kable og rotere værktøjet eller emnet for adgang til næsten enhver overflade i én enkelt opsætning. Ifølge industriens forskning elimineres hermed de akkumulerede tolerancer, der er forbundet med flere opsætninger – alle profiler fræses i forhold til ét fælles referencepunkt, hvilket sikrer fremragende dimensionsnøjagtighed.
Mulighederne er imponerende: simultan 5-akse-konturfræsning, fladefræsning på flere sider samt fremstilling af undercuts, som er umulige med enklere konfigurationer. Fræsede dele med komplekse organiske former, sammensatte vinkler eller dybe udskæringer bliver nu mulige at fremstille. Kompromiset indebærer en højere maskininvestering, mere avanceret CAM-programmering og større operatorkompetence.
| Akseltype | Bedste anvendelser | Kompleksitetsniveau | Typiske eksempler på dele |
|---|---|---|---|
| 3-akset | Flade overflader, enkle konturer, prismatiske geometrier, funktioner på én side | Lav til Middel | Beslag, plader, kabinetter, kredsløbskorthousinge, grundlæggende bilkomponenter |
| 4-akser | Cylindriske dele, symmetriske komponenter, funktioner, der følger en akse | Medium | Nockeaksler, gear, aksler, ventiler, impeller, rørforbindelser |
| 5-akser | Komplekse geometrier, sammensatte vinkler, udskåringer, organiske former, bearbejdning af flere flader | Høj | Turbinskiver, luftfartsstrukturdele, medicinske implantater, avancerede støbeforme, højtydende bilkomponenter |
Tilpasning af din dels geometri til den rigtige proces
Når du indsender tegninger til producenter af CNC-bearbejdede dele, vurderer de flere faktorer for at anbefale den passende proces. At forstå deres beslutningslogik hjælper dig med at forudse anbefalinger og budgettere derefter.
Adgang til overfladen styrer mange beslutninger. Kan alle kritiske funktioner nås fra én retning? Hvis din CNC-bearbejdningsdel kræver værktøjsadgang fra flere vinkler – f.eks. en komponent med funktioner på fem flader – eliminerer 5-akset bearbejdning de opstillingsskift, der ellers ville tilføje omkostninger og risici.
Geometrisk komplekse har betydelig betydning. Dele af CNC-maskinkomponenter med lige kanter og flade planer egner sig typisk til 3-akset bearbejdning. Tilføj buede overflader, der krummer rundt om en central akse, og 4-akset bearbejdning bliver passende. Introducer sammensatte konturer, skulpterede overflader eller funktioner i ualmindelige vinkler, og 5-akset bearbejdning leverer de bedste resultater.
Tolerancrav påvirker også procesvalget. Hver gang et emne genplaceres, akkumuleres små justeringsvariationer. For CNC-fresede dele, der kræver stramme tolerancekrav på tværs af flere funktioner, opretholder 5-akset bearbejdning i én enkelt opstilling de dimensionelle forhold, som ellers ville forringes ved gentagen håndtering.
Produktionsvolumen påvirker ligningen. Produktionsløb med høj volumen kan retfærdiggøre dedikerede 3-akslede eller 4-akslede opsætninger, der er optimeret til hastighed. Mindre mængder af komplekse dele drager ofte fordel af 5-akslede processers effektivitet, selvom timepriserne er højere.
Her er den indvendige perspektiv: Bed ikke automatisk om den mest avancerede proces, der er tilgængelig. En kompetent producent vil foreslå den mest omkostningseffektive fremgangsmåde til netop din geometri. Hvis de anbefaler 3-akslende bearbejdning, hvor du forventede 5-akslende bearbejdning, er det ofte god nyhed for din budgettering – og ikke en begrænsning af deres kompetencer.
Nu hvor bearbejdningsprocesserne er afklaret, er det næste kritiske valg materialeudvælgelsen – et valg, der direkte påvirker tolerancer, overfladekvalitet og fremstillingsomkostninger.
Vejledning til valg af materiale til specialfremstillede maskindelte dele
Du har identificeret den rigtige bearbejdningsproces til dit projekt. Nu kommer et valg, der påvirker alt fra den færdige dels ydeevne til din bundlinje – valg af materiale. At vælge det forkerte materiale kan betyde dele, der svigter under belastning, korroderer for tidligt eller koster langt mere end nødvendigt at fremstille.
Her er noget, som mange købere ikke indser: Det materiale, du specificerer, bestemmer ikke kun de fysiske egenskaber. Det påvirker direkte bearbejdningstiden, værktøjsforringelse, opnåelige tolerancer og kvaliteten af overfladebehandlingen. Erfarede producenter af CNC-maskindele vurderer materialevalget lige så omhyggeligt som geometrien, når de udarbejder tilbud på dit projekt.
Lad os undersøge, hvordan du matcher materialer til dine anvendelseskrav – og undgår kostbare fejl, der bringer fremstillingsprojekter ud af kurs.
Aluminium versus stål til CNC-bearbejdede dele
Når man indkøber tilpassede drejede dele, opstår valget mellem aluminium og stål konstant. Begge materialer dominerer markedet for metaldrejede dele, men de tjener tydeligt forskellige formål.
Aluminium alloyer aluminium tilbyder fremragende bearbejdningsmuligheder – det skæres nemt, genererer mindre varme og giver fremragende overfladeafslutninger. Ifølge branchens drejeguider gør aluminiums letvægt, korrosionsbestandighed og mulighed for anodisering det til et populært valg på tværs af mange industrier. Almindelige kvaliteter som 6061 og 7075 dækker de fleste anvendelser, hvor 7075-T6 tilbyder en styrke, der nærmer sig nogle ståltyper, samtidig med at det bevarer betydelige fordele i forhold til vægt.
Overvej aluminium, når du har brug for:
- Letvægtige drejede metaldele til luftfarts- eller transportapplikationer
- Udmærket varme- og elektrisk ledningsevne
- Naturlig korrosionsbestandighed uden yderligere behandlinger
- Hurtige drejecykler, der reducerer omkostningerne pr. del
Stål og rustfrit stål leverer fremragende styrke, hårdhed og slidstæthed. Kulstål som 1018 og 4140 sikrer holdbarhed i konstruktionsanvendelser. Rustfrie stålsorter – især 303, 304 og 316 – kombinerer styrke med fremragende korrosionsbestandighed til krævende miljøer.
Stål bliver det rigtige valg, når:
- Høj mekanisk styrke og bæreevne er afgørende
- Slidstæthed er kritisk for bevægelige komponenter
- Driftstemperaturerne overstiger aluminiums grænser
- Omkostningseffektivitet vejer tungere end vægtovervejelser
Kompromiset? Stål kræver langsommere fræsningshastigheder, forårsager større værktøjslidelser og kræver typisk mere maskineringstid. Disse faktorer øger produktionsomkostningerne i forhold til tilsvarende brugerdefinerede metaldele i aluminium.
Materialeegenskaber, der påvirker fremstillingsbeslutninger
Ud over sammenligningen mellem aluminium og stål spiller flere andre materialer en vigtig rolle ved bearbejdning af metaldele. At forstå deres egenskaber hjælper dig med at kommunikere effektivt med producenter og fastlægge velovervejede specifikationer.
Titanlegeringer (især Ti-6Al-4V) tilbyder ekseptionelle styrke-til-vægt-forhold, korrosionsbestandighed og biokompatibilitet. Materialekrav inden for luftfartsindustrien kræver ofte titanium til motordele, landingsudstyr og strukturelle komponenter. Titanium stiller dog store krav til bearbejdning – høj værktøjsforring, lav varmeledningsevne og behovet for specialiserede skæreparametre øger betydeligt produktionsomkostningerne.
Messing bearbejdes smukt og giver rene snit samt fremragende overfladekvalitet med minimal værktøjsforring. Brugskunstige messingdele er almindelige i rørarmaturer, elektriske forbindelsesstumper og dekorativt beslag. Materialets naturlige smøreegenskaber og evne til at bryde spåner gør det særligt økonomisk attraktivt til seriefremstilling i store mængder.
Ingeniørplaster som PEEK, Delrin (acetal) og PTFE anvendes i applikationer, hvor vægtreduktion, kemisk modstandsdygtighed eller elektrisk isolering er afgørende. Disse materialer bearbejdes anderledes end metaller – hvilket kræver skarpe værktøjer, korrekte hastigheder og opmærksomhed på varmeopbygning, der kan påvirke dimensional stabilitet.
| Materiale type | Nøgleegenskaber | Bedste anvendelser | Bemærkninger vedrørende bearbejdning | Relativ pris |
|---|---|---|---|---|
| Aluminium (6061, 7075) | Letvægt, korrosionsbestandig, fremragende bearbejdnings egenskaber, god termisk ledningsevne | Luftfartsstrukturer, bilkomponenter, elektroniske kabinetter, forbrugsprodukter | Høje fræshastigheder, lav værktøjslidelser, fremragende overfladekvalitet opnåelig | Lav til Middel |
| Kulstål (1018, 4140) | Høj styrke, god slidstabilitet, svejsebar, varmebehandlingsbar | Konstruktionsdele, aksler, tandhjul, fastspændingsanordninger, almindelige maskiner | Moderate hastigheder, regelmæssig værktøjslidelse, kølevæske kan være nødvendig | Lav |
| Rustfrit stål (303, 304, 316) | Korrosionsbestandig, høj styrke, hedebestandig, hygiejnisk | Medicinske udstyr, fødevareproduktion, marine applikationer, kemisk udstyr | Lavere hastigheder, højere værktøjslidelse, tendens til arbejdshærdning | Mellem høj |
| Titan (Ti-6Al-4V) | Ekseptionel styrke-til-vægt-forhold, biokompatibel, korrosionsbestandig, høj temperaturstabilitet | Luftfarts- og rumfartsmotorer, medicinske implantater, high-performance-bilindustri, marine | Specialiseret værktøj kræves, lave hastigheder, betydelig værktøjslidelser, varmehåndtering er kritisk | Høj |
| Messing (C360, C260) | Udmærket bearbejdningsvenlighed, korrosionsbestandig, dekorativ fremtoning, antimikrobiel | Rørarmaturer, elektriske forbindelsesstumper, ventiler, dekorativt beslag | Meget hurtig bearbejdning, minimal værktøjslidelse, fremragende spænddannelse | Medium |
| Konstruktionsplastik (PEEK, Delrin) | Letvægts, kemikaliebestandig, elektrisk isolerende, lav friktion | Medicinske komponenter, elektriske isolatorer, lejer, tætninger, fødevareforarbejdning | Skarpe værktøjer er afgørende, følsomhed over for varme, bekymringer vedrørende dimensional stabilitet | Mellem høj |
Hvordan valg af materiale påvirker dine projekteresultater:
Tolerancer: Hårdere materialer som hærdet stål eller titan kan opretholde strammere tolerancer under belastning, men kræver mere omhyggelig bearbejdning for at opnå dem. Blødere materialer kan let deformere sig under fræsning, hvilket kræver kompenserende strategier. Ifølge specialister inden for maskinbearbejdning påvirker metallets hårdhed værktøjsforurening, fræsningshastighed og overfladekvalitet – og blødere metaller kræver yderligere overvejelser for at sikre dimensional nøjagtighed.
Overfladebehandling: Materialekornstrukturen påvirker de opnåelige overfladekvaliteter. Finkornede metaller giver typisk en bedre overfladekvalitet, mens grovkornede materialer kan vise synlige bearbejdningsmærker, selv ved optimale parametre. Aluminium og messing opnår naturligt fremragende overflader; titan og nogle rustfrie stålsorter kræver yderligere efterbearbejdningsoperationer.
Leveringstider: Almindelige materialer som aluminium 6061 eller rustfrit stål 304 er let tilgængelige. Specialmaterialer – som titan til luft- og rumfart, specifikke nikkel-legeringer eller certificerede medicinske materialer – kan kræve længere indkøbstider, hvilket påvirker din projekttidslinje.
Producenter, der leverer til bil- og luft- og rumfartssektoren, arbejder med specifikke materialeklasser for at sikre overholdelse af certificeringskrav. En produktionsfacilitet certificeret i henhold til IATF 16949 og som leverer til bilindustriens leveringskæder har materialer på lager, der opfylder OEM-specifikationerne. Producenter inden for luft- og rumfart opretholder sporbare dokumenter for materialer, der opfylder AMS- og ASTM-standarderne. Når din anvendelse kræver certificerede materialer, skal du sikre dig, at din leverandør har evnen til at skaffe og dokumentere de relevante materialklasser.
Når principperne for materialevalg er forstået, er den næste kritiske overvejelse tolerancekrav og kvalitetscertificeringer – de standarder, der definerer præcisionsfremstilling.

Forklaring af præcisionstolerancer og kvalitetscertificeringer
Du har valgt dit materiale og identificeret den rigtige bearbejdningsteknik. Nu kommer en samtale, der adskiller informerede købere fra dem, der betaler for præcision, de ikke har brug for – eller værre: modtager dele, der ikke fungerer korrekt. At forstå tolerancekrav og kvalitetscertificeringer er ikke blot teknisk viden; det er grundlaget for omkostningseffektiv indkøbsstrategi.
Når du ser en mål angivet som «1,500 ± 0,005 tommer» på en tegning, definerer denne toleranceområde, hvad der er acceptabelt. Men her er det, som mange købere overser: at indsnævre denne tolerance fra ±0,005 til ±0,001 tommer forbedrer ikke kun præcisionen – det kan forøge dine fremstillingsomkostninger med tre til fem gange . At træffe velovervejede beslutninger om tolerancer kræver en forståelse af, hvad disse tal faktisk betyder for din anvendelse.
Tolerancekrav afkodet for købere
Tænk på tolerancer som den "lovlige variation" inden for hvilken dine reservedelsmål kan variere og stadig være acceptabel. En aksel specificeret til 10,00 mm ± 0,05 mm består inspektionen overalt mellem 9,95 mm og 10,05 mm. Det er ret enkelt – men konsekvenserne går dybere.
Standardtolerancer repræsenterer det optimale punkt, hvor præcision møder praktisk anvendelighed. For de fleste CNC-bearbejdningstiltag gælder: ±0,010 tommer (±0,25 mm) giver ekseptionel nøjagtighed for langt de fleste mekaniske komponenter. Dette niveau tager højde for naturlige variationer i maskinens ydeevne, materialeegenskaber og miljøforhold, samtidig med at det sikrer pålidelig pasform og funktion.
Tunge tolerancer går ud over standardkapaciteten – typisk ±0,001 tommer (±0,025 mm) eller strammere. At opnå sådanne tolerancer kræver specialiseret udstyr, langsommere bearbejdningshastigheder, kontrollerede miljøforhold og yderligere inspektion. Ifølge bearbejdningseksperter betragtes tolerancer på ±0,01 mm og lavere som ultra-høj præcision, hvilket medfører betydelige omkostningsstigninger.
For præcisionsmaskindele påvirker den tolerance, du angiver, direkte fremstillingsmetoden, inspektionskravene og endeligt din projektbudget.
| Tolerancemargen | Klassifikation | Typiske anvendelser | Prisens indvirkning |
|---|---|---|---|
| ±0,010" (±0,25 mm) | Standard/Handelsmæssig | Konstruktionsdele, kabinetter, beslag, omkapslinger, almindelig hardware | Basisniveau (1x) |
| ±0,005" (±0,127 mm) | Præcisionsindustriel | Sammenpassende samlinger, lejehus, præcisionsfastspændinger, industrielle automatiseringssystemer | 1,5-2 gange basis |
| ±0,002" (±0,051 mm) | Høj præcision | Medicinsk udstyr, luft- og rumfartsdele, optiske systemer, præcisionsinstrumenter | 2-3 gange basis |
| ±0,001" (±0,025 mm) | Ultra-høj præcision | Flyvekritiske luft- og rumfartsdele, indplantelige medicinske enheder, præcisionsværktøjer | 3-5x basis |
| ±0,0005" (±0,013 mm) | Ekstremt præcision | Rumfartsanvendelser, ultra-præcisionsinstrumenter, mastermåleinstrumenter | 5×+ basislinje |
Når stramme tolerancer faktisk er afgørende
Her er indvendig viden, der kan spare dig betydelige penge: Stramme tolerancer bør kun anvendes på egenskaber, hvor funktionen virkelig kræver dem. En smart tilgang anvender stramme tolerancer kun på kritiske sammenføjningsflader, mens standardtolerancer anvendes på ikke-funktionelle områder.
Stramme tolerancer er nødvendige, når:
- Komponentens funktion afhænger af præcise dimensionelle forhold – f.eks. aksler i præcisionslejer eller kolber i hydraulikcylindre
- Flere samspilende dele skaber akkumulerede toleranceproblemer, der kan påvirke den samlede monteringsydelse
- Regulatoriske krav kræver specifikke præcisionsspecifikationer for sikkerhedskritiske anvendelser
- Tætningsflader skal forhindre utætheder i trykbærende komponenter
Standardtolerancer fungerer fremragende til:
- Konstruktionsdele, hvor præcis pasform er mere afgørende end absolut dimensionel nøjagtighed
- Kapslingsmonteringer, fastgørelsesbeslag og understøttende konstruktioner
- Anvendelser, hvor din konstruktion indeholder passende spiller
- Ikke-kritiske funktioner som dæksler, kabinetter og dekorative elementer
Nøglen er at forstå dine funktionskrav. Hvis dine præcisionsdrejede CNC-komponenter udfører deres tilsigtede funktion pålideligt inden for standardtoleranceområderne, så tilføjer brugerdefinerede krav omkostninger og kompleksitet uden at forbedre ydelsen.
Overvej denne praktiske sammenligning fra toleranceeksperter: At opnå ±0,05 mm svarer til at ramme et æble fra 10 meters afstand ved hjælp af standardprocesser, mens ±0,01 mm svarer til at ramme en kirsebær fra 50 meters afstand. Sidstnævnte kræver mere stabile maskiner, finere værktøjer, strengere miljøkontrol og avanceret måleudstyr – alt sammen medfører eksponentielle omkostningsstigninger.
Kvalitetscertificeringer, der definerer fremstillingsstandarder
Ud over tolerancer fortæller kvalificeringscertifikater, hvilke systematiske kontrolforanstaltninger en producent vedligeholder. Dette er ikke blot dekorationer til væggen – de repræsenterer en streng revision af processer, dokumentation og systemer til løbende forbedring.
ISO 9001:2015 fungerer som den grundlæggende kvalitetsstandard, der anerkendes internationalt. Ifølge certificeringseksperter bygger den på principper for kvalitetsstyring, herunder stærk fokus på kunden, ledelsens engagement, procesorienteret tilgang og løbende forbedring. Overholdelse af ISO 9001 hjælper med at sikre, at kunder modtager konsekvente og højkvalitetsprodukter. Denne certificering er velegnet til almindelig kommerciel produktion på tværs af brancher.
AS9100D bygger på ISO 9001 og tilføjer strenge krav, der specifikt vedrører luft- og rumfartsbranchens kvalitetskrav. Støttet af International Aerospace Quality Group, som repræsenterer større verdensomspændende luft- og rumfartsvirksomheder, omhandler AS9100 risikostyring, konfigurationsstyring, forebyggelse af forfalskede komponenter samt yderligere sikkerhedskrav. Hvis du fremstiller flykritiske præcisionsdrejede dele, skal leverandørerne besidde denne certificering.
ISO 13485 fastlægger kvalitetsstyringskravene for fremstilling af medicinsk udstyr. Det sikrer, at processerne understøtter overholdelse af regulerende krav for udstyr, der direkte påvirker patientsikkerheden. Medicinske komponenter kræver typisk tolerancer på ±0,005" til ±0,002", kombineret med rengøringsrumskapacitet og omfattende sporbarehedsdokumentation.
IATF 16949 gælder specifikt for bilindustriens leveringskæder og lægger vægt på fejlforebyggelse, reduktion af variationer og udryddelse af spild. Bilproducenter kræver denne certificering fra leverandører, der fremstiller CNC-præcisionsdele til køretøjer, for at sikre konsistens i produktionsløb med høj volumen.
Når du vurderer producenter af CNC-maskindele, skal du sammenligne deres certificeringer med dine branchekrav. En producent med kun ISO 9001-certificering kan ikke levere luft- og rumfartskomponenter, der kræver overholdelse af AS9100D—uanset deres maskinevne.
At forstå tolerancer og certificeringer stiller dig bedre til at føre velinformerede samtaler med potentielle leverandører. Det næste trin består i at udvikle en systematisk ramme til vurdering og sammenligning af producenter—så du sikrer dig samarbejde med faciliteter, der er i stand til at opfylde dine specifikke krav.
Sådan vurderer og sammenligner du producenter af CNC-dele
Du har defineret dine tolerancer, valgt materialer og forstår de maskinbearbejdningsprocesser, som dit projekt kræver. Nu kommer måske den mest afgørende beslutning i din indkøbsrejse – at vælge den rigtige producentpartner. Her er det, hvor mange købere stryger, ofte ved at vælge leverandører primært ud fra prisangivelser frem for en omfattende vurdering af deres kompetencer.
Her er realiteten: Den laveste prisangivelse giver sjældent den laveste samlede omkostning. Skjulte omkostninger som følge af kvalitetsproblemer, kommunikationsbrud og mislykkede frister overstiger ofte eventuelle øjeblikkelige besparelser. Ved at udvikle en systematisk vurderingsmetode beskytter du dine projekter og opbygger relationer med producenter af maskinbearbejdede dele, der er i stand til at støtte din langsigtede succes.
Femtrinsrammen til vurdering af producenter
Når man sammenligner producenter af maskinbearbejdede dele, forhindrer en struktureret fremgangsmåde dyre oversights. Denne ramme er blevet forbedret gennem utallige succesfulde – og mislykkede – leverandørrelationer. Følg disse trin systematisk, og du vil identificere partnere, der leverer konsekvent kvalitet i stedet for undskyldninger.
-
Verificer certificeringer og overholdelsesstandarder
Start med uforhandlingsbare krav. Ifølge branchens indkøbseksperter , certificeringer som ISO 9001, IATF 16949 eller AS9100D indikerer strukturerede processer og gentagelig kvalitet. Anmod om aktuelle certifikater – ikke udløbte – og bekræft, at deres anvendelsesområde dækker de specifikke ydelser, du har brug for. En producent, der er certificeret til drejningsoperationer, er måske ikke certificeret til komplekse multiaksle fræsningsoperationer. Tilpas certificeringerne til dine branchekrav, før du går videre. -
Vurder udstyrets kapacitet og teknisk ekspertise
Vurder, om leverandøren bruger avancerede CNC-drejebænke, fræsemaskiner, slibemaskiner og koordinatmålemaskiner (CMM’er). Deres tekniske team bør demonstrere færdigheder i brug af CAD/CAM-værktøjer og flerakse-bearbejdning. Stil konkrete spørgsmål: Hvilke maskinmærker opererer de? Hvad er deres maksimale arbejdsemne-størrelse? Kan de håndtere dine materialekrav? Leverandører af præcisionsbearbejdede dele investerer i udstyr, der svarer til deres kvalitetskrav – forældet maskineri står i modstrid til løfter om stramme tolerancer. -
Gennemgå kvalitetskontrolprocesser
Denne trin adskiller seriøse producenter af maskinfremstillede komponenter fra værksteder, der blot ejer CNC-udstyr. Spørg om deres inspektionsværktøjer – stiftmåleinstrumenter, mikrometre, koordinatmålingsmaskiner (CMM) – og anmod om eksempler på inspektionsrapporter. Forstå deres implementering af statistisk proceskontrol (SPC). Overvåger de kritiske mål gennem hele produktionsprocessen, eller kontrollerer de kun færdige dele? Ifølge specialister inden for fremstillingskvalitet er korrekt kvalitetskontrol-dokumentation afgørende for regulerede industrier som luftfart eller automobilindustrien. -
Vurder kommunikationsrespons
Send tekniske spørgsmål og observer kvaliteten og tidsforløbet for svarene. Erfarne leverandører demonstrerer deres evne til at forstå tekniske tegninger, give feedback om design til fremstilling (DFM) og foreslå alternative fremstillingsmetoder. Responsiv og klar kommunikation sikrer, at du ikke bliver efterladt i mørket, når der opstår problemer. En leverandør, der er langsom til at svare i tilbudsfasen, vil sandsynligvis frustrere dig under produktionen. -
Anmod om prøvedele
Før du forpligter dig til produktionsmængder, bestil prototype- eller prøvemængder. Dette beviser den faktiske kapacitet i stedet for den påståede kapacitet. Vurder dimensional nøjagtighed, overfladekvalitet og dokumentationskvalitet. Ifølge CNC-indkøbsvejledninger er det hurtigste måde at verificere en leverandørs reelle evner, procesdisciplin og kvalitetsorientering, inden man skalerer op til fuld produktion, at starte med et prototypeprojekt.
Forståelse af SPC og CMM-inspektion
To kvalitetskontrolkoncepter kræver en mere uddybende forklaring, fordi de grundlæggende adskiller kompetente CNC-maskinfremstillingsspecialister fra almindelige maskinværksteder.
Statistisk processtyring (spc) overvåger produktionen i realtid og sporer dimensionelle tendenser, inden dele afviger fra specifikationen. I stedet for at opdage problemer efter færdiggørelse af en parti, identificerer SPC, når processer begynder at skifte – hvilket gør det muligt at foretage korrektioner, inden der produceres affald. For leverandører af præcisionsdrejede dele i høj volumen er SPC afgørende for at sikre konsekvens over tusindvis af identiske komponenter.
Koordinatmålemaskine (CMM)-inspektion giver tredimensionel verificering af komplekse geometrier. Disse sofistikerede instrumenter måler punkter på delenes overflader og sammenligner de faktiske dimensioner med CAD-modeller med mikronnøjagtighed. Når din leverandør af drejede dele angiver stramme tolerancer, skal du spørge, hvordan de verificerer overholdelse heraf. CMM-inspektionsrapporter giver dokumenteret bevis for, at dele opfylder specifikationerne – hvilket er afgørende for luftfarts-, medicinske og automobilapplikationer, der kræver fuld sporbarthed.
Røde flag ved vurdering af CNC-leverandører
Ud over hvad man skal kigge efter, kan genkendelse af advarselstegn forhindre samarbejder, som man vil fortryde. Vær særlig opmærksom på følgende bekymrende indikatorer:
- Modvilje mod at dele certificeringer eller inspektionsmuligheder: Lovlige producenter af maskinbearbejdede dele fremhæver stolt deres kvalifikationer og byder velkommen til drøftelser om deres faciliteter.
- Tilbud væsentligt under markedsniveau: Urealistiske priser signalerer ofte kompromiser med hensyn til materialer, kvalitetskontrol eller produktionsprocesser, hvilket senere fører til fejl.
- Uklare svar om udstyr eller processer: Pålidelige leverandører beskriver deres muligheder præcist – maskinmodeller, tolerancemuligheder, inspektionsudstyr.
- Ingen DFM-feedback på komplekse design: Erfarne producenter identificerer potentielle problemer og foreslår forbedringer. Tavshed vedrørende fremstillelighedsrelaterede bekymringer tyder på manglende erfaring eller ligegyldighed.
- Dårlige dokumentationspraksis: Anmod om eksempler på inspektionsrapporter og materialecertificeringer. Leverandører, der ikke kan fremlægge velorganiseret dokumentation, mangler sandsynligvis systematiske kvalitetsprocesser.
- Utilbøjelighed til at stille referencer til rådighed: Etablerede leverandører af præcisionsmaskinbearbejdede dele har tilfredse kunder, der er villige til at dele deres oplevelser.
Kompromiser mellem national og udenlandsk fremstilling
Den geografiske placering af din leverandør af maskinerede dele har betydelig indflydelse på projektets resultater. At forstå disse kompromiser hjælper dig med at træffe strategiske indkøbsbeslutninger, der er i overensstemmelse med dine prioriteringer.
Indenlandsk CNC-bearbejdning tilbyder overbevisende fordele for mange anvendelser. Ifølge forskning inden for fremstillingsindkøb giver indenlandsk produktion tæt geografisk tilknytning mellem designhold og produktionsfaciliteter. Fordele inkluderer kortere gennemførelsestider, bedre kommunikation, nemmere samarbejde under designændringer og større kontrol over produktionskvaliteten. Nærhed muliggør fejlfinding i realtid og hurtigere implementering af tekniske ændringer.
Ledetider foretrækker betydeligt indenlandske partnere. Offshore-fremstilling kræver hensyntagen til international fragt, toldafklaring og potentielle havneforsinkelser. En rapport fra Deloitte viste, at over 40 % af globale producenter identificerede ustabilitet i offshore-indkøb som en af de største operative risici. Indenlandske leverandører opererer inden for sikre logistiknetværk, hvilket reducerer variationen i ledetid og understøtter forretningens fortsatte drift.
Kommunikation udfordringerne forøges med udenlandske leverandører. Tidszonsforskelle, sprogbarrierer og kulturelle forskelle i forretningspraksis kan føre til forsinkelser i løsningen af tekniske problemer. Når der opstår designændringer – og det gør de altid – implementerer indenlandske partnere ændringerne inden for dage i stedet for uger.
Beskyttelse af immaterielle rettigheder varierer kraftigt afhængigt af jurisdiktionen. Offshore-fremstilling kræver overførsel af konstruktionsfiler via internationale netværk, hvilket introducerer sårbarhedsområder. Ifølge eksperter inden for beskyttelse af intellektuel ejendom kan data blive aflyttet, kopieret eller brugt uden tilladelse, især i regioner med svag gennemførelse af lovgivning om intellektuel ejendom. Indenlandsk produktion giver en højere grad af sikkerhed mod uautoriseret kopiering og bevarer dermed konkurrencemæssige fordele.
Omkostningsovervejelser kræver nuanceret analyse. Offshore-løsninger kan vise lavere stykpriser, men den samlede indkøbspris fortæller den komplette historie. Inkluder fragt, toldafgifter, kvalitetskontrol, bufferlager på grund af længere ledetider samt eventuelle omkostninger til genarbejde. Ifølge analytikere inden for produktionsomkostninger kan disse skjulte omkostninger reducere en stor del – hvis ikke hele – den tilsyneladende besparelse fra offshore-indkøb.
Valget mellem national og udenlandsk produktion afhænger endeligt af dit produkts specifikke behov, applikationens følsomhed og det nødvendige overvågningsniveau. Præcisionskrav, levertidsbegrænsninger, beskyttelse af intellektuel ejendom samt overholdelse af standarder spiller alle en afgørende rolle ved valg af den rigtige fremgangsmåde.
Når du har et klart rammeværk til vurdering af producenter, består næste trin i at forberede dokumentationen, der muliggør præcise tilbud og effektiv projektkørsel – den ofte oversete kunst at udarbejde professionelle anfordringspakker til tilbud (RFQ-pakker).
Forbered din anfordring af tilbud som en professionel
Du har identificeret lovende producenter og forstået, hvad der adskiller kompetente leverandører fra amatører. Nu kommer et trin, som mange købere skynder sig igennem – og betaler for senere med forsinkelser, nye tilbudsanmodninger og frustrerende tilbage-og-frem-kommunikation. Din anfordring af tilbud (RFQ)-pakke er i virkeligheden dit første indtryk, og den bestemmer direkte, hvor hurtigt og præcist producenterne kan svare.
Her er den indre hemmelighed: En komplet RFQ-indsendelse kan give DFM-feedback samme dag og pålidelige priser. Mangler der information? Forvent forsinkelser i tidsplanen, opblæst prisangivelse for at dække usikkerheder og risici i procesplanlægningen. Ifølge præcisionsproduktionsspecialister , skaber ufuldstændige RFQ’er kostbare tilbage-og-frem-beskeder, der forsinker projekter, før de overhovedet er begyndt.
Forbered din RFQ for hurtigere og mere præcise tilbud
Tænk på din RFQ-pakke som et komplet instruktionsdokument. Jo mere omfattende din indsendelse er, jo mere præcis bliver svaret. Når fremstilling af brugerdefinerede dele kræver præcise specifikationer, introducerer gætning fejl, der forstærkes gennem hele produktionsprocessen.
Inden du kontakter en producent, skal du samle følgende væsentlige elementer:
- CAD-filer og tekniske tegninger: Lever både 3D-modeller (i STEP- eller IGES-format) og 2D-PDF’er. Ifølge CNC-bearbejdingseksperter , mange købere begår fejlen at inkludere kun STEP-filen. PDF'en indeholder kritiske henvisninger til tolerancer, materialer, varmebehandling, overfladefinish og færdiggørelseskrav, som gør præcise tilbud mulige.
- Materialspecifikationer: Angiv præcise kvaliteter – f.eks. "6061-T6" i stedet for blot "aluminium". Ifølge fremstillingsfagfolk resulterer angivelsen "rustfrit stål" uden en specifik kvalitetsbetegnelse i meget forskellige fræsningsdata og omkostninger, hvilket tvinger leverandører til at tilføje en usikkerhedsmargin til prisen.
- Toleransekrav: Angiv kritiske mål med deres tilladte variationer. Inkludér GD&T-specifikationer, hvor det er relevant. Marker risikofeatures såsom tynde vægge, dybe udskæringer, lange gevindskæringer eller små radiusser, som kræver særlig opmærksomhed.
- Mængdeforhold: Angiv, om det drejer sig om prototyper, små serier eller serieproduktion. Inkludér mængden pr. ordre samt årlige anvendelsesprognoser. Denne information påvirker beslutninger om værktøjer, stykpriser og planlægning.
- Krav til overfladekvalitet: Angiv ruhedsmål (Ra 1,6, Ra 3,2 osv.) og sekundære overfladebehandlinger – type og farve på anodisering, kemisk film, passivering, kuglestråling eller elektropolering. Identificer funktionelle frem for kosmetiske overfladezoner.
- Sekundære operationer: Angiv krævede varmebehandlinger, pladeringer, belægninger, montering eller andre efterbearbejdningprocesser. Inkludér gevindspecifikationer med system, klasse og dybde (f.eks. M6x1,0-6H, 12 mm dyb).
- Leveringstidshorisont: Angiv målsætningsdatoer for afsendelse eller acceptabelt tidsrum. Undgå vagt formulerede udtryk som "så hurtigt som muligt" – angiv i stedet konkrete datoer eller intervaller, der gør realistisk planlægning mulig.
- Budgetparametre: Selvom budgetrammer ikke altid deles opfront, hjælper det producenterne med at foreslå omkostningseffektive alternativer, når dine specifikationer tillader fleksibilitet.
Oplysninger, producenterne har brug for fra dig
Ud over tjeklisten hjælper det dig med at levere oplysningerne mere effektivt, hvis du forstår, hvad producenterne faktisk gør ved din information. Når maskinerede dele, der er nødvendige for dit projekt, ankommer til et tilbudsbureau, vurderer ingeniørerne flere faktorer samtidigt.
Revisionkontrol er afgørende. Ifølge eksperter inden for RFQ-udarbejdelse er et af de mest frustrerende resultater, at produkter ankommer fremstillet ud fra en gammel tegningsrevision — hvilket gør dem helt ubrugelige. Alle ændringer kræver et nyt revisionsnummer, og du skal altid henføre til og verificere den pågældende revision hos producenterne ved hver ordre.
Kontekst fremskynder forståelsen. Del monteringstegninger, forklar komponentens funktion, identificer sammenkoblede dele og kommuniker dine prioriterede afvejninger mellem omkostninger og leveringstid. Ingeniører med årtiers erfaring kan opdage konstruktionsfejl eller fremstillingsrisici, som du måske overser — men kun hvis de forstår din anvendelse.
Inspektionskrav påvirker tidsplanen og omkostningerne. Angiv, om du har brug for førsteartikelinspektion (FAI), 100 % inspektion eller AQL-stikprøveudtagning. Angiv krævede dokumenter: dimensionsrapporter, CMM-data, materialecertifikater, RoHS/REACH-overensstemmelsesdokumentation eller PPAP-pakker. Ifølge kvalitetsspecialister tilføjer FAI og CMM-inspektion typisk 0,5 til 2 dage, afhængigt af antallet og kompleksiteten af komponenterne.
Almindelige fejl, der forsinker projekter med specialfremstillede CNC-dele:
- Indsendelse af kun 2D-tegninger uden STEP-filer – verificering af adgang og værktøjspfadplanlægning bliver betydeligt langsommere
- Udeladelse af måleenheder eller tolerancer – hvilket tvinger standardantagelser, der muligvis ikke svarer til din hensigt
- Angivelse af "anodisering" uden angivelse af type eller farve – hvilket gør det umuligt at fastslå underentreprenørprocesser og krav til dimensional genopretning
- Manglende angivelse af gevindsystem, gevindklasse eller gevinddybde – hvilket skaber risiko for omarbejde
- Ingen angivelse af mængde – hvilket forhindrer fastspændingsplanlægning eller beregning af partirabatter
- Urealistiske toleranceangivelser på ikke-kritiske funktioner – hvilket driver omkostningerne op uden funktionsmæssig fordel
Ifølge eksperter inden for fremstillingskommunikation bør din anfordring om tilbud (RFQ) indeholde tilstrækkeligt detaljeret information til, at enhver producent, der følger specifikationerne, kan fremstille produktet identisk. Hvordan formidler du designmålet tydeligt? Gennem komplet og entydig dokumentation, der ikke efterlader noget til fortolkning.
Når din RFQ-pakke er korrekt sammensat, hjælper det med at forstå, hvad der driver priserne, dig med at fortolke tilbudene intelligently og identificere muligheder for omkostningsoptimering – et emne, vi vil udforske næste gang.
Prisfaktorer og levetidsforventninger
Du har indsendt en omfattende RFQ-pakke til flere producenter. Nu modtager du tilbud – og prisforskellene virker forvirrende. En leverandør angiver $45 pr. reservedel, mens en anden angiver $120 for tilsyneladende identiske specifikationer. Hvad sker der her? At forstå de faktorer, der påvirker omkostningerne ved CNC-bearbejdning, transformerer dig fra en forvirret køber til en velinformerede forhandler.
Her er det, som de fleste købere aldrig lærer: Prissætningen er ikke tilfældig. Hver eneste krone i et CNC-tilbud kan spores tilbage til specifikke omkostningsdrevende faktorer, som du ofte kan påvirke gennem intelligente designbeslutninger og strategiske specifikationer. Lad os afkode, hvad der faktisk bestemmer dine projektomkostninger.
Hvad driver faktisk CNC-bearbejdningsomkostningerne?
Når producenter prissætter dine maskinerede dele, vurderer de flere indbyrdes forbundne faktorer. Ifølge branchens omkostningsanalyse , spiller materialetypen, designkompleksiteten, maskineringstiden og kravene til overfladebehandling alle en betydelig rolle for det endelige tilbud. At forstå hver enkelt faktor hjælper dig med at identificere, hvor der er fleksibilitet – og hvor omkostningerne er uforhandlingslige.
| Prisfaktor | Impact Level | Hvad påvirker det | Køberens kontrol |
|---|---|---|---|
| Materielle omkostninger | Mellem høj | Materialetype, kvalitetsspecifikation, lagerføringens tilgængelighed, spildprocent under maskinering | Høj – valg af materiale påvirker direkte basisomkostningerne |
| Kompleksitet af del | Høj | Antal funktioner, komplekse geometrier, maskinering af flere overflader, krav til specialværktøj | Mellem – forenkling af designet reducerer programmerings- og maskineringstid |
| Tolerancrav | Høj | Præcisionsspecifikationer, inspektionsintensitet, langsommere bearbejdningshastigheder for stramme tolerancer | Høj – anvendelse af stramme tolerancer kun hvor det er funktionelt nødvendigt |
| Overfladeafslutning | Medium | Krævede ruhedsværdier, sekundære efterbearbejdningsoperationer, specialbehandlinger | Medium – adskillelse af kosmetiske og funktionelle overflader |
| Ordrevolume | Meget høj | Amortisering af opsætning, begrundelse for investering i værktøjer, rabatter ved køb af store mængder materiale | Høj – mængdebeslutninger påvirker kraftigt stykprisen |
| Sekundære operationer | Mellem høj | Varmebehandling, platering, belægning, montage, ekstra håndtering samt koordinering af underudnyttelse | Medium – samling af operationer eller justering af specifikationer |
| Leveringstidens akuthed | Medium | Ekspresgebyrer, accelereret materialeindkøb, overarbejde, forstyrrelse af produktionsplanlægning | Høj – forudplanlægning eliminerer tillæg |
Materielle omkostninger opbyg din prisgrundlag. Ifølge specialister inden for maskinbearbejdning er materialer som aluminium og blødt stål generelt billigere, mens rustfrit stål, titan og eksotiske legeringer kan betydeligt øge omkostningerne. Desuden påvirker bearbejdningsvenligheden, hvor hurtigt værktøjerne kan skære igennem materialet – hårdere metaller kræver langsommere fremføringshastigheder og forårsager større værktøjslidelser, hvilket tilføjer indirekte omkostninger.
Kompleksitet af del påvirker maskinbearbejdingstiden, som udgør én af de største omkostningskomponenter. Komplekse geometrier, stramme tolerancer og bearbejdning af flere overflader kræver længere programmeringstid og bearbejdingstid. Ifølge forskning i CNC-prototypens omkostninger kan designkompleksiteten øge maskinbearbejdingstiden med 30–50 %, hvilket direkte påvirker din endelige regning. Dele, der kræver fjernelse af 80 % eller mere af råmaterialet, medfører også højere omkostninger på grund af forlænget bearbejdingstid og øget værktøjslidelse.
Tolerancrav skaber eksponentielle omkostningspåvirkninger. Ifølge analyser fra eksakte fremstillingsbrancher kan stramme tolerancer på ±0,001" fordoble omkostningerne i forhold til standardtolerancer på ±0,005". Hver maskindrejet komponent, der kræver ultra-præcise dimensioner, kræver langsommere hastigheder, specialiseret værktøj og yderligere inspektion – alt sammen medfører øgede omkostninger på din faktura.
Mængdeprisning og prototypeøkonomi
Måske påvirker ordremængden pr. styk pris mere dramatisk end nogen anden enkelt faktor. At forstå denne sammenhæng hjælper dig med at træffe strategiske beslutninger om prototypproduktion versus seriefremstilling.
Overvej dette scenarie fra forskning inden for fremstillingsøkonomi: En enkelt prototype kan koste 500 USD, mens en ordre på 10 enheder sænker prisen pr. styk til ca. 300 USD pr. styk. Ved større serier på 50+ enheder kan omkostningerne falde med op til 60 %, hvilket bringer prisen pr. styk ned til omkring 120 USD – uden at kvalitet og specifikationer ændres.
Hvorfor så store forskelle? Økonomien kan opdeles i faste og variable omkostninger:
- Faste omkostninger forbliver konstant uanset mængde—programmering, CAD/CAM-forberedelse, fastgørelsesmidler og opsætning. Disse engangsomkostninger, der ofte ligger mellem 200–500 USD, fordeler sig over din ordremængde. Én enkelt del bærer hele beløbet; femti dele bærer hver en brøkdel.
- Variable omkostninger skalerer med mængden—materiale, maskinbearbejdnings tid pr. del og inspektion. Disse omkostninger drager fordel af effektivitetsgevinster, når operatører optimerer processerne under længere produktionsløb.
- Materielrabatter træder i kraft ved højere volumener. Ifølge specialister inden for materielindkøb giver køb i større mængder typisk ret til rabatter på 10–25 %, hvilket yderligere sænker stykomkostningen.
Praktisk anvendelse: Hvis du udvikler nye CNC-bearbejdede komponenter og har brug for prototyper til afprøvning, overvej at bestille 3–5 enheder i stedet for én enkelt prøve. Du opnår derved redundans til destruktiv afprøvning samtidig med en betydelig reduktion af investeringen pr. enhed. Den marginale omkostning ved yderligere prototyper er langt lavere end at bestille dem enkeltvis senere.
Omkostningsreduktion ved design til fremstilling
Her er det, at velinformerede købere opnår betydelige fordele. Effektiv fremstilling af maskindelen kræver design, der er optimeret til CNC-processer – og små ændringer kan give betydelige besparelser uden at kompromittere funktionen.
Ifølge DFM-specialister reducerer flere designprincipper direkte fremstillingsomkostningerne:
Undgå dybe huller og lommer. Disse funktioner forårsager problemer med overfladekvalitet og præcision og kan potentielt føre til værktøjsbrud. De kræver ofte flere fræsningspassager for at blive bearbejdet korrekt, hvilket øger bearbejdstiden og dermed også omkostningerne for din del.
Minimer skarpe indvendige hjørner. CNC-fræsere er cirkulære og efterlader radiusser i indvendige hjørner. Skarpe indvendige hjørner kræver specialværktøjer eller sekundære operationer som EDM – hvilket betydeligt øger omkostningerne. Vælg i stedet indvendige afrundinger (filletter), der svarer til standardværktøjets diameter.
Overhold en passende vægtykkelse. Tynde vægge er tilbøjelige til vibrationer under bearbejdning, hvilket nedsætter den opnåelige nøjagtighed og potentielt fører til udskudte dele.
Vælg afskåringer frem for afrundinger på ydre kanter. Ydre afrundinger kræver generelt mere maskintid og specialværktøjer. Afskåringer opfylder lignende funktionelle formål – f.eks. afburdning, sikkerhed og æstetik – til lavere omkostninger.
Angiv kun de nødvendige tolerancer. Ifølge eksperters inden for bearbejdningsoptimering , hvis præcision ikke er absolut afgørende for din komponent, undgår du unødigt at skubbe omkostningerne op ved at holde sig til almindelige tolerancer som ISO 2768, hvor det er muligt.
Leveringstidsfaktorer og realistiske forventninger
Ud over pris påvirker leveringstidsforventninger ofte købere, der ikke er fortrolige med produktionsvirkelighederne. Adskillige faktorer bestemmer, hvor hurtigt dine drejede eller fræsede komponenter bevæger sig fra ordre til afsendelse.
Maskintilgængelighed påvirker planlægningen direkte. Populære maskiner – 5-akse-maskiner, fræsemaskiner med stor arbejdsområde – kan have køretider, der strækker sig over uger. Simplerde dele, der fremstilles på 3-akse-udstyr, planlægges ofte hurtigere.
Vareforing kan udvide tidsplanen betydeligt. Almindelige materialer som aluminiumlegering 6061 eller rustfrit stål 304 er ofte tilgængelige lokalt. Eksotiske legeringer, specifikke varmebehandlingsforhold eller certificerede luft- og rumfartslegeringer kræver muligvis bestillinger direkte fra værket med ledetider på 4–8 uger.
Krav til efterbehandling tilføjer bearbejdningstid i dage. Ifølge eksperter inden for overfladebehandling tilføjer en 'as-machined'-overflade ingen ekstra tid, mens grundlæggende behandlinger som kuglestråling tilføjer 1–2 dage. Premium-overfladebehandlinger såsom anodisering forlænger ledetiderne med 3–5 dage, og specialiserede belægninger kan kræve samarbejde med eksterne leverandører, hvilket tilføjer en uge eller mere.
Hurtige ordrer er mulige, men dyre. Acceleration kræver, at producenterne omorganiserer deres tidsplaner, skaffer materialer hurtigere og muligvis arbejder overarbejde – alt sammen til præmiepriser. Ifølge branchens omkostningseksperters vurdering medfører korte leveringstider omkostningsstigninger som følge af overarbejdsmaskinfremstilling, accelereret indkøb af materialer og prioriteret placering – ofte med en prisstigning på 25–50 % i forhold til standardtidsplanerne.
Den mest omkostningseffektive fremgangsmåde? Planlæg på forhånd. Fremstillingstidsplaner for reservedele bliver forudsigelige, når du kommunikerer præcise tidsplaner, undgår sidste-minuts-ændringer og indbygger buffer tid til uforudsete hændelser. Producenter belønner forudsigelige kunder med bedre priser og prioriteret opmærksomhed, når der reelt opstår nødsituationer.
Når prisfaktorerne er forstået, er den næste overvejelse industrik-specifikke krav – de specialiserede standarder og certificeringer, der definerer fremstillingen inden for bilindustrien, luft- og rumfart samt medicinsk teknik.

Industri-specifikke krav for bilindustrien, luft- og rumfart samt medicinsk teknik
Du har mestret prisfaktorer og forventede leveringstider. Men her er det, der adskiller købere, der lykkes, fra dem, der støder på kostbare overraskelser: forståelsen af, at forskellige brancher kræver fundamentalt forskellige fremstillingsmetoder. En producent af maskinbearbejdede dele, der leverer til bilindustriens supply chain, opererer under helt andre begrænsninger end en producent af luft- og rumfartsdele eller medicinsk udstyr.
Dette er ikke subtile variationer – det er adskilte økosystemer med unikke certificeringer, dokumentationskrav og kvalitetskontrolprotokoller. Virksomheder, der fremstiller specialmetaldele til regulerede brancher, investerer kraftigt i specialiserede kompetencer, som almindelige maskinværksteder simpelthen ikke besidder. Lad os undersøge, hvad hver større sektor kræver af sine fremstillingspartnere.
Fremstillingskrav for bilsektoren
Bilindustrien udgør en af de mest krævende miljøer for fremstilling af CNC-fremstillede dele. Volumenkravene ligger i tusinder eller millioner af identiske komponenter, hvor alle kræver perfekt konsistens. En enkelt defekt del kan udløse tilbagetrækninger, der påvirker hundrede tusinder af køretøjer – med enorme økonomiske og rykkebetingede konsekvenser.
Ifølge specialister inden for branchecertificering er IATF 16949 den globale standard for kvalitetsstyring inden for bilindustrien og kombinerer principperne i ISO 9001 med sektorspecifikke krav til kontinuerlig forbedring, fejlforebyggelse og streng leverandørkontrol. Denne certificering er ikke frivillig for alvorlige bilindustrileverandører – den er adgangsbilletten til samarbejde med store OEM’er.
Nøglekrav til CNC-bearbejdede bilkomponenter omfatter:
- IATF 16949-certificering: Demonstrerer systematisk kvalitetsstyring i overensstemmelse med bilindustriens forventninger, herunder processen for godkendelse af produktionsdele (PPAP)
- Statistisk Proceskontrol (SPC): Echtidsovervågning af kritiske dimensioner gennem hele produktionsløbet for at opdage variationer, inden de bliver fejl
- Konsekvens ved stor produktion: Evne til at fremstille tusinder af identiske præcisionsdrejede produkter med minimal variation mellem første og sidste del
- Fokusering på fejlforebyggelse: Proaktiv kvalitetssikring i stedet for reaktiv inspektion – opdagelse af problemer, inden de opstår
- Fuldstændig sporbarhed: Materialecertifikater, procesregistreringer og inspektionsdokumentation, der knytter hver enkelt komponent til dens produktionshistorik
- Hurtig skalering: Evne til at overgå fra prototypeproduktion til fuld produktionsmængde uden kvalitetsnedgang
For købere, der indkøber bilkomponenter, er samarbejde med certificerede producenter afgørende for, om produktionen forløber problemfrit eller resulterer i kostbare forstyrrelser. Shaoyi Metal Technology , for eksempel, har IATF 16949-certificering og implementerer strenge SPC-processer – hvilket gør dem i stand til at levere komponenter med høj præcision til komplekse chassismonteringer og specialfremstillede metalstøddæmpere, samtidig med at de nemt kan skala op fra hurtig prototyppedannelse til masseproduktion. Deres leveringstider, der kan være så korte som én arbejdsdag ved akutte behov, demonstrerer den responsivitet, som bilindustriens leveringskæder kræver.
Krav til fremstilling inden for luftfartssektoren
Når komponenter flyver på 35.000 fod og bærer hundredvis af passagerer, er fejl ikke en mulighed. Fremstilling inden for luftfartstillid kræver de strengeste kvalitetsstandarder inden for enhver industri. Ifølge eksperter inden for luftfartscertificering bygger AS9100 på grundlaget af ISO 9001 og introducerer yderligere krav, der er specifikke for luftfartssektoren, med fokus på risikostyring, strenge dokumentationskrav og kontrol af produktintegritet gennem komplekse leveringskæder.
Hvad gør luftfartssektoren anderledes end fremstilling af andre præcisionsdrejede komponenter?
- AS9100D-certificering: Den luftfartssektorspecifikke kvalitetsstyringsstandard, der udvider ISO 9001 med yderligere krav til konfigurationsstyring, forhindrelse af efterligninger og sikkerhedskrav
- Nadcap-akkreditering: Ifølge specialister inden for særlige processer fokuserer NADCAP på akkreditering af særlige processer, der er afgørende for luftfarts- og forsvarsproduktion, herunder varmebehandling, kemisk behandling og ikke-destruktiv prøvning
- Fuldstændig materialetraceabilitet: Ifølge Eksperter i implementering af AS9100 , omfatter sporbarehedskrav identifikation gennem hele produktets levetid, kendskab til alle produkter fremstillet fra én materialeparti samt mulighed for at genskabe den sekventielle registrering af et produkt gennem fremstilling, montage, test og inspektion
- Konfigurationsstyring: At vide præcis, hvilke dele, processer, materialer og revisioner der indgår i hvert enkelt produkt til sammenligning med den designmæssige konfiguration
- Acceptance Media Control: Stempel, adgangskoder eller elektroniske signaturer, der angiver, hvem der har udført opgaverne eller godkendt målinger, skal kontrolleres for at sikre korrekt autorisation
- Kvalitetsplanlægning baseret på risiko: Systematisk identifikation og afhjælpning af potentielle fejlmåder, inden produktionen begynder
Konsekvenserne af utilstrækkelig sporbarehed inden for luftfartssektoren er alvorlige. Ifølge specialister inden for sporbarehed skal producenterne, hvis en bestemt komponent viser sig at være defekt og forårsager en ulykke med et fly, identificere, hvilke komponenter på andre fly der kunne være berørt – helt ned til de råmaterialer, der er anvendt til hver enkelt komponent. Uden korrekt sporbarehed kan virksomheder ende med at udskifte alle tværgående produkter blot fordi de ikke med sikkerhed ved, hvilke enheder der er mistænkelige.
Enhver CNC-drejet deleproducent, der leverer til luftfartsindustrien, skal dokumentere disse kompetencer gennem skriftlige procedurer og uafhængige tredjepartsrevisioner. Hvis din anvendelse omfatter flyvekritiske komponenter, skal du verificere, at leveranden er certificeret i henhold til AS9100D, inden du indgår en leverandørrelation.
Krav til fremstilling af medicinsk udstyr
Medicinsk udstyr påvirker direkte patientsikkerheden – hvilket gør kravene i denne sektor unikt strenge. Ifølge eksperter inden for medicinsk certificering er ISO 13485 den afgørende kvalitetsstyringsstandard for dette område og fastlægger strenge krav til design, fremstilling, sporbarehed og risikomindskelse.
Kritiske krav til præcisionsdrejede medicinske produkter omfatter:
- ISO 13485-certificering: Det specialiserede kvalitetssystem for fremstilling af medicinsk udstyr, der sikrer overholdelse af reguleringskrav og patientsikkerhed
- FDA 21 CFR Part 820-overholdelse: Kvalitetssystemreglerne, der styrer produktdesign, fremstilling og sporing af udstyr solgt i USA
- Omfattende risikostyring: Systematisk identifikation og mindskelse af risici, der kan påvirke udstyrets sikkerhed eller effektivitet
- Fuld produkttosporbarehed: Evnen til at spore hver enkelt komponent gennem dens fulde fremstillingshistorik til brug for tilbagetrækning
- Effektiv behandling af klager: Dokumenterede processer til undersøgelse og håndtering af kvalitetsmæssige problemer
- Renrumsmuligheder: Fremstilling i forureningfri miljøer til følsomme komponenter
Kravene til renskabsrum kræver særlig opmærksomhed. Ifølge eksperter inden for renskabsrum-fremstilling kræver komponenter inden for meget regulerede industrier præcisionsmontage i forureningfrie miljøer for at opfylde de korrekte standarder. Montage og pakning af medicinsk udstyr udføres af kvalificerede teknikere, hvilket sikrer, at specialfremstillede dele opfylder strenge kvalitetskrav.
Specialiserede miljøer til kritiske industrier
Ud over certificeringer kræver visse anvendelser fremstillingsmiljøer, som de fleste maskinværksteder simpelthen ikke kan levere. Renskabsfaciliteter udgør den mest betydningsfulde specialiserede kapacitet inden for halvleder- og medicinske anvendelser.
Ifølge eksperter inden for præcisionskomponenter opfylder ISO-klasse 7-renskabsrum FDA’s krav til kvalitetssystemer samt certificeringskravene i ISO 13485:2016. Disse kontrollerede miljøer understøtter forskellige montage- og efterbearbejdningsmetoder, herunder:
- Depyrogeniseret ultralydsrengøring til fjernelse af forurening
- Løsningsmiddel- og limbinding under partikelfrie forhold
- Ultralyds- og laser svejsning med præcisionsstyring
- Laserboring, -skæring og -mærkning til medicinsk sporbarehed
- Testning og validering, herunder brudtest, trykfaldstest og træktest
Medicinske udstyr og apparater kræver præcision fra design til produktion og kvalitetskontrolleret montage. Ifølge eksperter inden for medicinsk fremstilling skal processer prioritere streng kvalitetskontrol, idet fejl ved maskinbearbejdning, montage eller levering kan få kritiske konsekvenser for slutbrugerne.
Luft- og rumfartsdele drager ligeledes fordel af kontrollerede miljøer. Da disse dele ofte anvendes i applikationer, der udsættes for høje hastigheder og mekanisk spænding, er de afhængige af præcisionsfremstilling og montage, hvor den mindste fejl kan få katastrofale konsekvenser. Færdigheder inden for termoelementer, satellitkomponenter og udstyr til iltgenerering kræver alle specialiseret håndtering ud over de standardmæssige forhold i en maskinværksted.
Overvejelser for forsvarssektoren
CNC-bearbejdning inden for forsvarssektoren indebærer yderligere reguleringslag. Ifølge eksperter inden for forsvarsregulering falder fremstilling af forsvarsrelaterede produkter under lovgivningen om International Traffic in Arms Regulations (ITAR), som strengt regulerer håndteringen af følsom teknisk data og komponenter. Overholdelse kræver registrering hos det amerikanske udenrigsministerium samt implementering af protokoller for informationssikkerhed.
Forsvarsleverandører har typisk brug for ISO 9001- eller AS9100-certificeringer kombineret med ITAR-registrering for at dokumentere både kvalitetskompetence og overholdelse af krav til national sikkerhed. Disse kombinerede krav hjælper med at sikre regeringskunderne, at en produktionsfacilitet besidder den tekniske kompetence samt evnen til at beskytte følsomme oplysninger.
Når der indkøbes CNC-fremstillede dele til regulerede industrier, er verificering af certificeringer ikke frivillig – den er afgørende. Anmod om aktuelle certifikater, bekræft, at deres anvendelsesområde dækker dine specifikke krav, og verificer leverandørens erfaring med din branche's særlige krav til dokumentation og sporbarehed.
At forstå disse branchespecifikke krav stiller dig i stand til at stille de rigtige spørgsmål og identificere producenter, der virkelig er i stand til at imødekomme dine behov. Den sidste del af puslespillet består i at opbygge varige leverandørrelationer, der leverer konsekvente resultater over tid – og undgå de almindelige fejl, der underminerer fremstillingspartnerskaber.
Undgå fælder og opbyg stærke forretningsforbindelser med producenter
Du har navigeret materialevalg, forstået prisfaktorer og identificeret branchespecifikke krav. Nu kommer indsigtet, der adskiller købere, der blomstrer, fra dem, der konstant søger nye leverandører: At opbygge varige partnerskaber med producenter af CNC-maskindele kræver mere end blot at finde kompetente produktionsfaciliteter. Det kræver, at man undgår almindelige fejl, der undergraver forretningsforbindelser, inden de har haft tid til at modne – og at implementere samarbejdspraksis, der transformerer transaktionel indkøbsaktivitet til strategiske partnerskaber.
Her er hvad erfarede indkøbsprofiler forstår: Den reelle omkostning ved at skifte leverandør overstiger langt de synlige besparelser fra at jage lavere tilbud. Ifølge specialister inden for producentpartnerskaber gør langvarige relationer det muligt for begge parter at alignere sig om fælles mål, udvikle en dyb gensidig forståelse, reducere kostbare misforståelser og samarbejde proaktivt om at løse komplekse tekniske udfordringer. Lad os undersøge, hvordan man opbygger disse værdifulde relationer – startende med de fejl, du skal undgå.
Almindelige fejl, der forstyrrer produktionsprojekter
Selv erfarede indkøbere falder i fælder, der skader leverandørrelationer og driver projektomkostningerne op. At genkende disse fældetrin, inden de opstår, sparer dig for at lære dyre lektioner på den hårde måde.
- Uklare specifikationer: At indsende ufuldstændige tegninger, manglende toleranceangivelser eller vagt formulerede materialekrav tvinger producenterne til at træffe antagelser. Ifølge CNC-fremstillingsspecialister ved at holde din designsimpel og specifikationerne klare, undgås ekstra køretid og unødvendig bearbejdning, der øger omkostningerne uden at tilføre værdi. Tvetydighed fremkalder fejl – og uenigheder om, hvem der er ansvarlig.
- Urealistiske tidsfrister: At kræve hastlevering uden at forstå produktionens virkelighed påvirker relationerne negativt og driver omkostningerne op. Brugerdefinerede maskindelen kræver programmering, opsætning, bearbejdning og inspektion – processer, der ikke kan forkortes vilkårligt uden konsekvenser for kvaliteten.
- Dårlig kommunikation: At forsvinde efter bestilling og så pludselig genopstå med akutte ændringskrav skaber kaos. Stærke partnerskaber kræver konsekvent engagement, hurtige svar på spørgsmål samt proaktiv underretning om ændrede krav.
- At ignorere DFM-feedback: Når erfarne producenter foreslår designændringer for bedre fremstillelighed, går værdifuld ekspertise tabt, hvis der ikke lyttes til deres input. Ifølge eksperter inden for designoptimering bidrager funktioner som små indvendige hjørner, høje tynde vægge eller fremhævet tekst betydeligt til øget omkostning og maskinbearbejdningstid. Producenter, der giver DFM-rådgivning, forsøger at spare dig penge – lyt til dem.
- Ofte skifte leverandører: At konstant jage den laveste pris forhindrer enhver leverandør i at lære dine præferencer, kvalitetskrav og kommunikationsmønstre at kende. Hver ny relation kræver, at institutionel viden opbygges på ny – viden, som erfarede partnere allerede besidder.
Disse fejl har én fælles tråd: De behandler fremstilling som en kommoditetstransaktion i stedet for en samarbejdsbaseret relation. CNC-maskinkomponenter kræver præcision, ekspertise og opmærksomhed på detaljer – egenskaber, der blomstrer i stabile partnerskaber og forsvinder under konfrontationsskabende indkøbspraksis.
Opbygning af et pålideligt leverandørpartnerskab
At omdanne leverandørrelationer fra transaktionelle til strategiske kræver bevidst indsats fra begge parter. Her er, hvordan succesfulde købere udvikler partnerskaber, der leverer konsekvente resultater år efter år.
Etabler regelmæssige kommunikationsrutiner. Ifølge eksperter inden for partnerskabsudvikling kan udpegnelse af dedikerede kontaktpersoner på begge sider forenkle koordinationen. Planlæg faste tidspunkter til projektopdateringer, designgennemgange og demonstrationer af arbejde i fremstilling. Brug cloud-baserede samarbejdsplatforme til at dele filer og data øjeblikkeligt.
Skab meningsfulde feedbacksløjfer. Vent ikke, indtil problemer opstår – del proaktivt ydelsesobservationer. Når specialfremstillede dele overgår forventningerne, så sig det. Når der opstår udfordringer, skal de håndteres konstruktivt frem for anklagende. Ifølge eksperter inden for leverandørrelationer bygger en kultur, hvor udfordringer rapporteres straks og håndteres konstruktivt, tillid, der styrkes over tid.
Lever præcise volumenprognoser. Producenter planlægger kapacitet, indplanlægger udstyr og lagrer materialer ud fra kundeprognoser. Ved at dele realistiske årlige forbrugsprognoser – selv grove intervaller – hjælper du din CNC-komponentleverandør med at forberede sig på dine behov. Pludselige efterspørgselsstigninger bliver håndterbare, når partnere sammen forudser dem.
Inkluder leverandører tidligt i udviklingsprocessen. Ifølge eksperter inden for samarbejdsmæssig produktion udnytter man leverandørens produktionserfaring bedst, hvis man inddrager den CNC-maskineringsspecialist, man samarbejder med, allerede i design- og prototypefasen. Tidlig inddragelse af leverandøren identificerer potentielle fremstillingssværheder og reducerer dyre omkonstruktioner – hvilket gør din leverandør til en designressource i stedet for blot en produktionsfacilitet.
Omfavner fælles kontinuerlig forbedring. Planlæg periodiske forretningsgennemgange for at vurdere kvalitetsmål, leveringspræstation og omkostningsmål. Ifølge eksperter inden for bæredygtige partnerskaber identificerer disse møder forbedringsmuligheder, tilpasser sig nye markedsvilkår og sikrer en tættere alignment af fremtidige produktionsplaner.
Valg af partnere til langsigtede vækst
For vækstvirksomheder bør leverandørudvælgelseskriterier udvides ud over nuværende behov til også at omfatte fremtidige kompetencer. Den ideelle producentpartner skal kunne skala sammen med din virksomhed – håndtere prototypeområder i dag og produktionsvolumener i morgen uden kvalitetsnedgang eller spændinger i samarbejdet.
Se efter producenter, der demonstrerer:
- Korte leadtider ved akutte behov: Partnere, der kan levere maskinfremstillede produkter allerede efter én arbejdsdag i nødsituationer, giver uvurderlig fleksibilitet, når uventede muligheder eller udfordringer opstår.
- Skalerbar produktionskapacitet: Faciliteter, der skifter problemfrit fra prototypering til masseproduktion, eliminerer forstyrrelserne ved at skulle finde nye leverandører, når din produktionsmængde stiger
- Komplekse brugerdefinerede maskinfremstillingstjenester: Partnere, der tilbyder komplette tjenester – fra komplekse samlinger til specialkomponenter – forenkler din leveranskæde og reducerer koordineringsomkostningerne
- Certificerede kvalitetssystemer: IATF 16949-certificering og implementering af statistisk proceskontrol (SPC) sikrer konsekvens i hele den stigende produktionsmængde
Disse kompetencer er særligt vigtige inden for bilindustrien, hvor pålideligheden i leveranskæden direkte påvirker produktionsskemaerne. Shaoyi Metal Technology udviser denne partnerskabsklare tilgang – deres IATF 16949-certificerede facilitet håndterer alt fra komplekse chassis-samlinger til brugerdefinerede metalstøddæmper, med leveringstider så hurtige som én arbejdsdag ved akutte behov. Denne kombination af omfattende kapacitet og responsiv service danner grundlaget for leverandørforhold, der bliver stærkere, jo mere din virksomhed vokser.
De bedste leverandørrelationer føles som en udvidelse af dit eget team – partnere, der forstår dine prioriteringer, forudser dine behov og investerer i din succes, fordi deres succes afhænger af din.
At opbygge disse relationer kræver tålmodighed, konsekvens og gensidig respekt. De kortsigtede besparelser ved at skifte leverandører konstant er ubetydelige i forhold til den langsigtet værdi, som partnere tilbyder, når de kender dine specifikationer ned til mindste detalje, opdager potentielle problemer, inden de bliver reelle udfordringer, og prioriterer dine ordrer, fordi de sætter pris på samarbejdet med dig. Invester i relationer med kompetente producenter af CNC-maskindele, og du vil opdage, at den egentlige inders hemmelighed ikke er en snedig forhandlingsstrategi – det er den akkumulerede værdi af tillid, der bygges op over tid.
Ofte stillede spørgsmål om producenter af CNC-maskindele
1. Hvad er de 7 største dele af en CNC-maskine?
De syv nøglekomponenter omfatter styreenheden (MCU), som fungerer som maskinens hjerne, inputenheder til indlæsning af programmer, drivsystemet til bevægelsesstyring, maskinværktøjer til fræsningsoperationer, feedbacksystemer til præcisionsovervågning, maskinens bund og bord til understøtning af arbejdsemnerne samt kølesystemer til håndtering af varme under bearbejdningen. At forstå disse komponenter hjælper købere med at kommunikere effektivt med producenter om krav til kapacitet og fejlfinde potentielle problemer under produktionen.
2. Hvor meget koster en specialfremstillet CNC-dele?
Omkostningerne for brugerdefinerede CNC-dele varierer betydeligt afhængigt af kompleksitet, materialer, tolerancer og mængde. Enkle dele i små serier koster typisk mellem 10 og 50 USD pr. stk., mens præcisionsfremstillede komponenter kan overstige 160 USD pr. stk. ved bestillinger i lav mængde. De vigtigste omkostningsdrevende faktorer omfatter materialevalg, delkompleksitet, krav til tolerancer, specifikationer for overfladebehandling samt bestilte mængder. Større mængder reducerer betydeligt omkostningerne pr. stk., da opsætningsomkostningerne fordeler sig over flere dele.
3. Hvilket firma er bedst til CNC-maskiner?
Den bedste producent af CNC-maskindelen afhænger af dine specifikke branchekrav og anvendelsesbehov. For automobilapplikationer, der kræver IATF 16949-certificering og høj volumenkonsekvens, tilbyder producenter som Shaoyi Metal Technology certificerede kvalitetssystemer med SPC-processer og leveringstider så hurtige som én arbejdsdag. Luft- og rumfartsapplikationer kræver leverandører certificeret i henhold til AS9100D, mens fremstilling af medicinsk udstyr kræver ISO 13485-certificering samt rengøringsrumskapacitet.
4. Hvilke certificeringer bør producenter af CNC-maskindelen have?
Væsentlige certificeringer afhænger af din branche. ISO 9001:2015 fungerer som den grundlæggende kvalitetsstandard for almindelig fremstilling. Automobilindustriens leveranskæde kræver IATF 16949-certificering, der lægger vægt på fejlforebyggelse og reduktion af variationer. Luft- og rumfartskomponenter kræver AS9100D-certificering med yderligere krav til konfigurationsstyring og materiale-sporelighed. Fremstilling af medicinsk udstyr kræver ISO 13485-certificering for at sikre overholdelse af reglerne og patientsikkerheden.
5. Hvordan forbereder jeg en effektiv anfordring om tilbud (RFQ) for CNC-bearbejdning?
Et komplet anfordringsbrev (RFQ) omfatter CAD-filer i STEP- eller IGES-format samt 2D-PDF’er med angivelse af tolerancer, præcise specifikationer af materialekvalitet, tolerancer for kritiske dimensioner med GD&T, hvor det er relevant, kvantitetskrav inklusive årlige anvendelsesprognoser, krav til overfladebehandling med adskillelse af funktionelle og kosmetiske områder, specifikationer af sekundære fremstillingsprocesser, realistiske leveringstidsrammer samt budgetparametre, hvor det er relevant. Komplette indsendelser resulterer i hurtigere og mere præcise tilbud og undgår kostbare forsinkelser.