 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Metalhemmeligheder for CNC-maskiner: Det, som fremstillere ønsker, de havde vidst fra starten
Hvad CNC-metalbearbejdning faktisk betyder
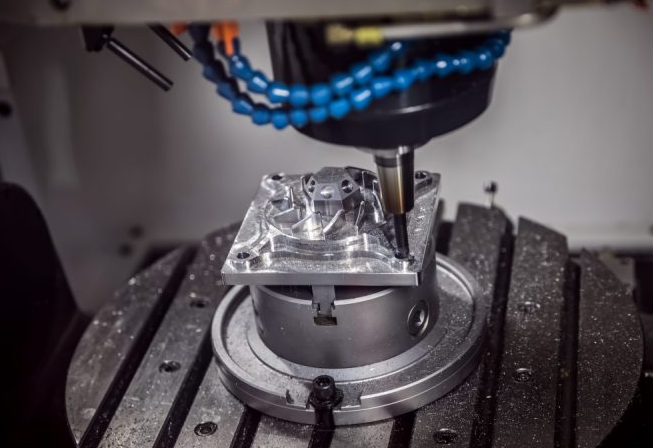
Forestil dig at fortælle en maskine præcis, hvordan den skal skære metal med samme præcision som en mesterhåndværker – men gøre det via kode i stedet for håndfærdighed. Det er i bund og grund, hvad CNC-metalbearbejdning leverer. En CNC-maskine omdanner rå metalråstof til færdige dele ved at følge præcise digitale instruktioner og eliminerer dermed gætteri og menneskelige fejl, som engang definerede metalbearbejdning.
CNC står for Computer Numerical Control , og denne teknologi repræsenterer et af de mest betydningsfulde fremskridt i fremstillingshistorien. I stedet for manuelt at styre skæreværktøjer over et emne programmerer operatører en CNC-enhed til at udføre bevægelser med en gentagelighed, som menneskelige hænder simpelthen ikke kan matche.
Fra manuelle drejebænke til digital præcision
Før CNC-teknologien opstod brugte maskinister år på at udvikle den muskulære hukommelse og intuition, der er nødvendig for at betjene manuelle drejebænke og fræsere. Hver skæring afhang af operatørens færdigheder, og fremstilling af identiske dele krævede brug af skabeloner, fastspændingsanordninger og betydelig ekspertise. Den computervirkede numerisk styrerede drejebænk ændrede alt ved at gemme bevægelsesinstruktioner digitalt, hvilket gør det muligt for maskinerne at gentage komplekse operationer uendeligt.
Denne forskydning forbedrede ikke kun præcisionen – den demokratiserede også præcisionsmetalbehandling. I dag kan en velprogrammeret CNC-maskine fremstille dele, som for få årtier siden ville have krævet mesterlig færdighed.
Den computerstyrede revolution inden for metalbehandling
I sin kerne består ethvert CNC-metal-system af fire væsentlige komponenter, der arbejder sammen:
- Computervirket styresystem: Hjernen, der fortolker programmerede instruktioner og koordinerer alle maskinbevægelser
- Skæreværktøjer: Fræseværktøjer, bor og specialskæreværktøjer, der fysisk fjerner materiale fra emnet
- Fastspændingsanordninger: Værktøjer, klamper og fastgørelsesmidler, der sikrer metalråmaterialet under maskinbearbejdning
- Metalstykke: Det råmateriale, der omdannes til din færdige komponent
Disse komponenter kommunikerer via G-kode – et programmeringssprog, der lyder indviklet, men som bygger på simple principper. Tænk på G-kode som GPS-vejledning for dit skæreværktøj. Kommandoer som "G01 X2,0 Y1,5 F10" fortæller simpelthen maskinen, at den skal bevæge sig i en lige linje til bestemte koordinater med en fastsat hastighed. Moderne CAM-software genererer automatisk denne kode ud fra dine 3D-tegninger, så du sjældent behøver at skrive den manuelt.
Forklaring af CNC-teknologi til metalbearbejdning
Det, der adskiller en CNC-maskine fra anden automatiseret udstyr, er dens evne til at fortolke numeriske data og omsætte dem til præcise fysiske bevægelser. Når nogen i daglig samtale henviser til en CNC-maskine, beskriver de typisk netop denne teknologi – terminologien kan variere, men det underliggende princip forbliver det samme.
Moderne CNC-maskiner kan opnå en positionsnøjagtighed inden for 0,0001 tommer – det svarer til cirka 1/700 af tykkelsen af et menneskeligt hår og gør en præcision mulig, som tidligere kun kunne opnås uden for specialiserede laboratorier.
Denne evne forklarer, hvorfor CNC-metalbearbejdning er blevet uundværlig inden for brancher, der kræver stramme tolerancegrænser. Uanset om du fremstiller luft- og rumfartsdele eller brugerdefinerede bilkomponenter, giver forståelse af disse grundlæggende principper dig de nødvendige redskaber til at træffe velovervejede beslutninger om udstyr, materialer og processer.
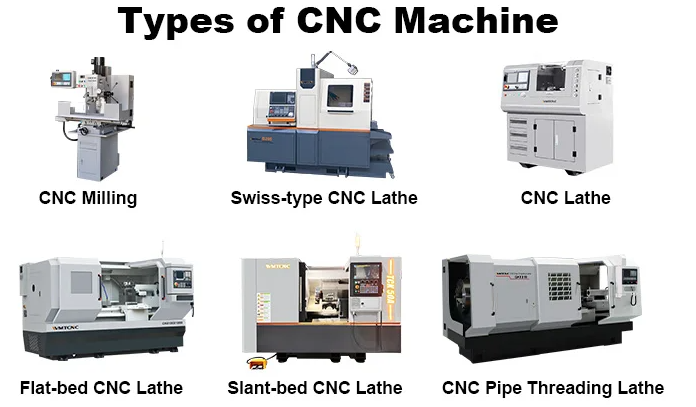
Sammenligning af CNC-maskintyper til metalformning
Ikke alle CNC-udstyr behandler metal på samme måde. At vælge den forkerte maskintype til dit projekt medfører spildt tid, suboptimale resultater og frustration. Så hvordan vælger du det rigtige værktøj til dine metalbearbejdningsbehov? At forstå de grundlæggende forskelle mellem CNC-fresemaskiner, drejebænke, fræsere og skæresystemer giver dig det nødvendige grundlag for at træffe klogere beslutninger fra dag én.
Hver maskinkategori udmærker sig inden for specifikke anvendelser. En CNC-fræser, der fremstiller fejlfrie 3D-konturer, kan være helt forkert til højhastighedspladeskæring. En plasma-skæremaskine, der skærer gennem tykke stålplader, kan derimod ikke opnå de stramme tolerancer, der kræves til præcisionsdele. Lad os gennemgå, hvad hver type faktisk leverer.
Fræsere versus routermaskiner til metalprojekter
Hvornår fabrikanter diskuterer CNC-fræsere , henviser de typisk til maskiner, der er designet til at fjerne materiale ved hjælp af roterende skære værktøjer, der dykker ned i og bevæger sig over metalarbejdsemner. Disse maskiner udmærker sig ved at skabe komplekse tredimensionale geometrier med ekstraordinær nøjagtighed. En kvalitets-CNC-fræsemaskine kan opretholde tolerancer, som pladeskæremetoder simpelthen ikke kan matche.
CNC-fræsere prioriterer derimod størrelsen på arbejdsområdet frem for rå stivhed. De bruges typisk til større flade materialer – tænk på skiltepaneler, kabinettdele eller arkitektonisk metalbearbejdning. Selvom fræsere kan skære aluminium og blødere metaller effektivt, mangler de generelt den strukturelle stivhed, der kræves til aggressive skæringer i stål eller hårdere legeringer.
Her er en praktisk måde at tænke over det på: Hvis dine dele kræver indviklede udskæringer, præcise boringer eller bearbejdning fra flere sider, er CNC-fræsemaskiner din foretrukne løsning. Hvis du skærer flade profiler ud af pladematerialer over større områder, kan en fræsesætning måske være mere velegnet til dig.
Når subtraktiv bearbejdning møder termisk skæring
Ud over traditionelle spånproducerende processer omfatter CNC-skæremaskinteknologien også termiske og abrasive metoder, som betydeligt udvider dine muligheder for bearbejdning af plade- og pladematerialer. Plasma-skæremaskiner, laserskæremaskiner og vandstråleskæremaskiner har hver især unikke fordele inden for metalbearbejdning.
Plasmaskæring bruger en elektrisk ioniseret gasstrøm til at smelte gennem ledende metaller med bemærkelsesværdige hastigheder. Den er omkostningseffektiv til tykkere stålplader, men skaber en varmeindvirket zone, der muligvis kræver sekundær bearbejdning. Laserskæring giver overlegen kvalitet af skærekanten og kan håndtere detaljerede arbejder, selvom der findes begrænsninger for materialetykkelsen afhængigt af laserens effekt.
Vandstrålemaskiner anvender en helt anden fremgangsmåde – de bruger vand under ekstremt højt tryk blandet med slibende granat til at udslidte næsten ethvert materiale. Da der ikke er tale om varme, eliminerer vandstråleskæring fuldstændigt risikoen for termisk deformation. Dette gør den ideel til varmesensitive legeringer eller applikationer, hvor materialens egenskaber skal forblive uændrede.
Tilpasning af maskintyper til metalapplikationer
CNC-drejebænken udgør en kategori for sig og er specielt designet til cylindriske og roterende dele. Mens fræsere og routeres bevæger skæreværktøjet rundt om et stationært emne, roterer drejebænken selve emnet mod faste eller bevægelige værktøjer. Aksler, bushinger, gevinddele og enhver del med rotationsymmetri hører typisk hjemme på en drejebænk.
For komplekse geometrier, der kræver bearbejdning fra flere vinkler, transformerer 5-akset bearbejdning det mulige. Disse avancerede opstillinger giver skæreværktøjet mulighed for at nærme sig emnet fra næsten enhver retning, hvilket gør det muligt at fremstille underskæringer, sammensatte vinkler og organiske former, som ellers ville kræve flere opstillinger på enklere maskiner.
| Maskintype | Almindelige metaller | Nøjagtighedsniveau | Hastighed | Tykkelseskapacitet | Bedste anvendelser |
|---|---|---|---|---|---|
| Cnc fræs | Alle bearbejdbare metaller | ±0,0005" til ±0,005" | Moderat | Begrænset af arbejdsområdet | 3D-konturer, præcisionsdele, støbeforme |
| Cnc-router | Aluminium, messing, bløde metaller | ±0,005" til ±0,015" | Hurtig til 2D-profiler | Op til 1" typisk | Store flade emner, skilte, paneler |
| Cnc drejebænk | Alle bearbejdbare metaller | ±0,0005" til ±0,002" | Høj for cylindriske dele | Begrænset af spændemands-/stangkapaciteten | Aksler, bushinger, gevinddele |
| Plasma Skærmasker | Ledende metaller, stål | ±0,015" til ±0,030" | Meget hurtig | Op til 2"+ stål | Skæring af tykke plader, konstruktionsarbejde |
| Laserskærmaskine | Stål, rustfrit, aluminium | ±0,005" til ±0,010" | Hurtig til tynde materialer | Op til 1" stål, typisk | Detaljerede profiler, arbejde med tynde plader |
| Vandjet | Alle metaller inklusive hærdet stål | ±0,003" til ±0,010" | Langsommer end termisk | Op til 8"+ mulig | Varmefølsomme metaller, tykke materialer |
At forstå disse forskelle hjælper dig med at undgå den almindelige fejl, hvor man tvinger en fræsemaskine til at udføre opgaver, der bedre egner sig til alternative teknologier. Hver platform repræsenterer årtier med ingeniørtilpasning til specifikke materialaftrækningsstrategier – at matche din applikation til den rigtige kategori sikrer succes for dine projekter, endda før du overhovedet monterer et arbejdsemne.
Metalmaterialer og CNC-kompatibilitet forklaret
Du har valgt den rigtige maskintype – men har du overvejet, hvad der sker, når værktøjet møder det metal, du har valgt? Materialekompatibilitet er det punkt, hvor mange fremstillingsspecialister støder på uventede hindringer. Forskellige metaller opfører sig meget forskelligt under bearbejdningsforhold, og at forstå disse opførsler inden du begynder at fræse, sparer både tid og værktøjsomkostninger.
Sandheden er, at ikke alle metal-CNC-maskiner håndterer alle materialer lige godt. Nogle metaller til CNC-bearbejdning kræver specifik maskinstivhed, specialiseret værktøj eller særlige skærestrategier for at opnå acceptabelt resultat. Lad os undersøge, hvad der gør hvert almindeligt metal unikt, og hvordan man kan tilgang dem med succes.
Aluminium og dets bearbejdningsvenlige egenskaber
Når du leder efter det mest tilladelige materiale at skære, står aluminium øverst på listen. En CNC-aluminiumsmaskine kan køre med aggressive hastigheder, fordi aluminiums blødhed tillader hurtig materialefjernelse uden overdreven værktøjslidelser. Ifølge fremstillingseksperter fra Hubs har aluminiumlegeringer et fremragende styrke-til-vægt-forhold kombineret med høj termisk og elektrisk ledningsevne, hvilket gør dem til den mest økonomiske mulighed for både prototyper og seriefremstillede dele.
Vigtige overvejelser ved bearbejdning af aluminium omfatter:
- Spåntransport: Aluminiets blødhed skaber lange, trådformede spæn, som kan vikle sig om værktøjet og tilstoppe flutene – korrekt spænafledning samt luftstråle eller kølevæske er afgørende
- Opsmøring på skærekanter: Materialet kan svejse sig til skærekanterne ved høje temperaturer, hvilket kræver skarpe værktøjer og passende hastigheder
- Overfladefinishs følsomhed: Det bløde materiale viser værktøjsmærker let, hvilket gør fremføringshastigheden og værktøjsgeometrien afgørende for kosmetiske dele
- Legeringsvariationer: 6061 har fremragende almindelig bearbejdningsmulighed, mens 7075 kan varmebehandles til styrker, der svarer til stål
For de fleste CNC-maskiner til metal udgør aluminium det ideelle udgangspunkt for at udvikle færdigheder og validere programmer, inden man går over til mere krævende materialer.
Stålkvaliteter og deres CNC-udfordringer
Stål stiller en anden række krav, der adskiller udstyr til amatørbrug fra maskiner, der er bygget til alvorlig metalbearbejdning. En CNC-maskine til stål kræver betydeligt mere stivhed end en maskine, der primært er designet til aluminium. De øgede skærekræfter, der opstår ved bearbejdning af stål, kan forårsage udbøjning af lette rammer, hvilket resulterer i vibrering, dårlig overfladekvalitet og dimensionel unøjagtighed.
Når du arbejder med blødt stål og legeret stål, skal du huske følgende faktorer:
- Krav til maskinens stivhed: Tungere rammer, større lineære føringssystemer og robuste spindler bliver afgørende for konsekvente resultater
- Varmehåndtering: Ståls lavere termiske ledningsevne betyder, at varme koncentreres i skæreområdet – kølevæske i overflod eller passende skærevæske forhindrede værktøjsnedbrydning
- Beregning af fremføringshastighed og omdrejningstal: At køre for langsomt forårsager arbejdshærdning; at køre for hurtigt genererer overdreven varme og hurtig værktøjsnedsletning
- Vælg værktøj: Carbidværktøjer med passende belægninger håndterer stål langt bedre end værktøjer af hurtigtstålsstål
Mildstål-legeringer som 1018 tilbyder god bearbejdningsvenlighed til almindelige anvendelser, mens legerede stålsorter som 4140 kræver mere omhyggelig valg af parametre, men giver overlegne mekaniske egenskaber i færdige dele.
Eksotiske metaller fra titan til messing
Ud over de almindelige stål- og aluminiumsfamilier præsenterer flere specialmetaller unikke bearbejdningsudfordringer, der belønner korrekt forberedelse.
Bearbejdning af rustfrit stål frustrerer mange fremstillere på grund af dets tendens til at blive hårdere under bearbejdning. Ifølge bearbejdningseksperter hos Lamina Technologies , er rustfrit stål langt mere udfordrende og 'gummiet' sammenlignet med kulstofstål, og det hærder hurtigt under bearbejdning, hvilket forklarer dets dårlige bearbejdningsvenlighedsgrad. Løsningen indebærer:
- Konstant indgreb: Lad aldrig værktøjet stå stille eller gnide – oprethold en positiv skærende handling for at forhindre overfladehærdning
- Lavere hastigheder: Værktøjer, der kører under 4000 omdr./min, minimerer varmeopbygning, som accelererer arbejdshærdning
- Skarpe værktøjer: Sløve kanter genererer friktion i stedet for skærehandling og forværrer hærdningsproblemet
- Korrekt tryk: Undgå overdreven kraft, der forårsager overophedning og beskadiger både materialet og skæreværktøjet
Brass og copper repræsenterer den modsatte ende af bearbejdningsmulighedsspektret. Disse materialer skæres fremragende med minimalt værktøjsforring, hvilket gør dem yndede til produktion i store mængder. Messing C36000 tilbyder især fremragende bearbejdningsmuligheder kombineret med naturlig korrosionsbestandighed og høj trækstyrke. Den primære udfordring ved disse blødere metaller er kontrol af burrdannelse og opnåelse af rene kantafbrydninger.
Titanium kræver respekt og specialiserede fremgangsmåder. Selvom titan tilbyder ekstraordinære styrke-til-vægt-forhold til luftfarts- og medicinske anvendelser, kræver det:
- Specialiseret værktøj: Skarpe geometrier med positive rake-vinkler, der er designet specifikt til titanlegeringer
- Aggressiv køling: Højtrykskølemiddeltilførsel direkte til skæreområdet
- Reducerede hastigheder med fastholdt fremføring: Langsomere spindelhastigheder, men konstant spånlængde for at forhindre gnidning
- Stive opstillinger: Enhver vibration eller brummen ødelægger hurtigt dyre værktøjer
At forstå, hvordan det valgte metal opfører sig under skæringsforhold, påvirker direkte alle beslutninger – fra valg af CNC-maskine til metalbehandling, køb af værktøjer og programmeringsstrategier. Materialeegenskaberne afgør, hvad der er muligt – og hvilken forberedelse der sikrer succes.

Præcision og tolerancekrav afklaret
Du har matchet din maskintype med din anvendelse og valgt kompatible materialer — men kan din udstyr faktisk levere den nøjagtighed, som dine dele kræver? Præcision adskiller funktionelle komponenter fra dyr skrotmetal, men mange fremstillere undervurderer, hvor dramatisk tolerancekravene varierer mellem forskellige CNC-konfigurationer.
At forstå, hvilke præcisionsniveauer der realistisk set kan opnås med din opsætning, forhindrer frustration og spildte ressourcer. En bordbåndsfreser, der er designet til amatørprojekter, kan simpelthen ikke matche det, som industrielle anlæg leverer, og at forvente det modsatte fører til skuffelse. Lad os undersøge, hvad der driver disse forskelle, og hvor de enkelte maskinkategorier faktisk yder.
At forstå tusindedele og titusindedele
Når maskinister taler om tolerancer, refererer de til tusindedele af en tomme – skrevet som 0,001" og ofte kaldet "en thou". Mere krævende anvendelser kræver titusindedele, skrevet som 0,0001" og i værkstedsjargon kaldet "tiendedele". Disse målinger lyder abstrakte, indtil man indser, at en menneskehår er ca. 0,003" tyk, hvilket gør præcisionsmetalbearbejdning til en øvelse i at styre dimensioner, der er mindre end det, dagligdagens erfaring forbereder os på.
Ifølge forskning inden for præcisionsbearbejdning fra CNC-opskriftsbog at opnå disse stramme tolerancer kræver forståelse af to adskilte begreber: nøjagtighed (hvor tæt maskinen placerer sig på den kommanderede position) og gentagelighed (hvor konsekvent den vender tilbage til samme position). En maskine kan måske gentagne gange ramme samme sted, men være konsekvent for langt fra målet – eller den kan i gennemsnit være korrekt, men variere uforudsigeligt mellem forskellige fræsninger.
Forskellige CNC-maskinkategorier leverer markant forskellige toleranceevner:
- Hobby-maskiner til brug på skrivebordet: ±0,005" typisk – egnet til ikke-kritiske dele, fastspændingsanordninger og læringsprojekter
- Prosumer-fræsemaskiner til brug på arbejdsskiven: ±0,002" – tilstrækkelig til funktionelle prototyper og lette produktionsdele
- Industrielt udstyr: ±0,0005" eller bedre – påkrævet til luft- og rumfart, medicinsk udstyr samt præcisionsingeniørarbejde
Disse intervaller forudsætter korrekt opsætning og drift. At overse grundlæggende forhold som fastspændingsstivhed eller termisk regulering kan hurtigt nedbringe selv avanceret udstyr til hobby-niveau.
Hvad præcision virkelig koster i CNC
Flere mekaniske faktorer afgør, hvor en maskine falder på præcisionsspektret. At forstå disse faktorer hjælper dig med at vurdere udstyret realistisk og identificere opgraderingsmuligheder, der giver betydelige forbedringer.
Maskinstivhed danner grundlaget for præcisionsevnen. Ifølge maskinfremstillingseksperter vejer de bedste maskinværktøjer væsentligt mere end budgetalternativer, fordi "der simpelthen ikke findes anden måde at holde dem stive på end ved at bruge meget struktur." Støbejernsrammer dæmper vibrationer bedre end aluminiums- eller stålkonstruktioner, hvilket forklarer, hvorfor alvorlig metalbearbejdende udstyr føles massivt overbygget i forhold til amatørmaskiner.
Kugleskruer versus trækskruer repræsenterer én af de mest betydningsfulde præcisionsforskelle. Forskning fra Rockford Ball Screw viser, at kuglegevindsskruer har en virkningsgrad på 90 % med minimal spil, mens ACME-gevindsskruer gennemsnitligt kun har en virkningsgrad på 44 % og kan have et spil på 0,005" til 0,025". Slidte kuglegevindsskruer opnår en gangnøjagtighed under 0,0003" med næsten nul spil – en markant forbedring i forhold til billigere alternativer.
Yderligere præcisionsfaktorer omfatter:
- Lineære føringssystemer: Kvalitetslineære skinner sikrer konstant bevægelsesnøjagtighed over hele bevægelsesområdet, mens slidte dovetail-lederbaner introducerer progressive fejl.
- Spindlekvalitet: Spindlens runout overføres direkte til hver fræsning – præcisions-spindler med forspændte lejer opretholder tiendedele af en tommer, mens økonomispindler kan vise flere tusindedele af en tommer ujævnhed.
- Termisk stabilitet: Når maskinerne opvarmes under drift, udvider komponenterne sig med forskellige hastigheder, hvilket ændrer deres positioner – industrielle maskiner indeholder enten termisk kompensation eller design med stabil temperatur.
- Stålskiver: Præcisionsjustering under montage ved hjælp af kvalitetskvalitets-skiver sikrer, at geometriske forhold forbliver korrekte under fræsningsbelastning.
Hver af disse faktorer forstærker de andre. En bordmodel-fresemaskine med kvalitetskugletråde, men en gennemsnitlig spindel, vil ikke opnå sin teoretiske potentiale – præcision kræver opmærksomhed på hele systemet.
Tolerancesammensætning og reelt præcisionsniveau
Ud over den enkelte maskines kapacitet hjælper forståelse af, hvordan tolerancer akkumuleres over flere funktioner, dig med at designe dele, der faktisk kan fremstilles. Hver måling har sin egen tolerance, og disse akkumuleres i dit design.
En 3-akset CNC-maskine håndterer de fleste simple opgaver, men kræver flere opsætninger, når dele skal bearbejdes fra forskellige retninger. Ifølge fremstillingsanalyse fra YCM Alliance , introducerer hver opsætning potentielle præcisionsvariationer – omplaceringfejl, der bidrager til den samlede tolerancesammensætning. Komplekse dele, der bearbejdes i fire eller fem opsætninger, kan akkumulere betydelige positionsfejl mellem funktioner, der er bearbejdet i forskellige retninger.
5-akset bearbejdning løser denne begrænsning ved at muliggøre komplet bearbejdning af en del i én enkelt opsætning. Med to ekstra rotationsakser kan skæreværktøjet tilnærme sig arbejdsemnet fra næsten enhver vinkel uden omplacering. Alle funktioner refererer til ét enkelt referencepunkt, hvilket eliminerer fejl, der skyldes opsætningen, helt og aldeles. Denne funktion muliggør:
- Udskåringer og sammensatte vinkler: Geometrier, der fysisk er umulige at nå med 3-akset værktøjsstier
- Forbedrede overfladeafslutninger: Optimal værktøjsorientering i forhold til skærefladen reducerer bølgeeffekter og værktøjsmærker
- Forlænget værktøjslevetid: At opretholde ideelle skærevingler reducerer værktøjsbelastning og slid
- Komplekse organiske former: Turbineskåle, pumperhjul og skulpterede overflader, som ellers ville kræve omfattende håndfinish
For fremstillere af komplekse geometrier kan 5-akset kapacitet ofte retfærdiggøre de højere omkostninger gennem forbedret nøjagtighed, reducerede cykeltider og eliminerede sekundære operationer. Enklere dele med funktioner, der er tilgængelige fra én retning, drager imidlertid sjældent tilstrækkelig fordel til at retfærdiggøre den ekstra investering.
At kende sine krav til præcision, inden man vælger udstyr – og at vurdere ærligt, om budgettet og færdighederne kan opfylde disse krav – forhindrer den almindelige fejl, hvor man forventer bordtop-ydelse fra hobbyudstyr eller overbetaler for industrielle muligheder, som man aldrig vil udnytte fuldt ud.
Industrier, der er afhængige af CNC-metalbearbejdning
Du har undersøgt maskintyper, materialekompatibilitet og præcisionsmuligheder – men hvor bliver al denne viden faktisk anvendt? At forstå, hvilke industrier der stærkt bygger på metal-CNC-bearbejdning, afslører, hvorfor bestemte specifikationer er afgørende, og hjælper dig med at identificere, hvor dine færdigheder eller ydelser kan finde størst efterspørgsel.
Fra motorblokke, der driver køretøjer på motorveje, til kirurgiske instrumenter, der redder liv i operationsstuer, er CNC-bearbejdning af metal blevet uadskillelig fra moderne fremstilling. Hver industri stiller unikke krav, som presser CNC-teknologien i forskellige retninger og skaber specialiserede anvendelser – fra højvolumenproduktion til enkeltstående prototyper.
Bilkomponenter i stor stil
Bilsektoren har længe været en af de mest betydningsfulde nyttiggørere af CNC-metalfræsningsteknologi. Ifølge fremstillingseksperter fra American Business Magazine , udnytter bilproducenter CNC-effektiviteten ved fremstilling af komponenter som motorblokke, gearkasser og cylinderhoveder med bemærkelsesværdig konsistens på tværs af millioner af enheder.
Hvad gør CNC-uundværlig for bilapplikationer?
- MotorKomponenter: Cylinderhoveder, indsugningsmanifolder og motorblokke kræver præcise bores dimensioner og overfladeafslutninger, som direkte påvirker ydelse og levetid
- Transmissionsdele: Gear, aksler og kabinetter kræver stramme tolerancer for glat drift og minimal støj
- Chassis og ophæng: Styrestænger, beslag og styrekompontenter kræver konsekvent styrke og dimensionel nøjagtighed i store produktionsmængder
- Specialtilpassede samlinger: Eftermarkedstilpasninger og specialfordskommponenter drager fordel af CNC’s evne til økonomisk at fremstille små serier
Ud over standardproduktion er en CNC-metaltskæremaskine afgørende for hurtig prototypering i automotive-udvikling. Designere kan teste og justere dele, inden de går over til værktøjer til masseproduktion, hvilket betydeligt reducerer dyre fejl. Denne funktion er især blevet værdifuld inden for elbilsegmentet, hvor innovationscyklusser bevæger sig hurtigere end traditionelle automotive-udviklingstidsrammer.
For fremstillere, der søger pålidelige løsninger til bilproduktion, lever specialiserede CNC-fremstillingsværksteder med branchecertificeringer som IATF 16949 den kvalitetssikring, som disse krævende anvendelser kræver. Værksteder som Shaoyi Metal Technology kombinerer præcisions-CNC-bearbejdning med statistisk proceskontrol for at sikre konsekvens over hele produktionsomgange, og tilbyder levertider så hurtige som én arbejdsdag for komplekse chassismontager og specialfremstillede komponenter.
Krav fra luft- og rumfartsindustrien og CNC-løsninger
Få industrier stiller større krav til præcision end luft- og rumfartsindustrien. Ifølge eksperter fra LG Metal Works kræver luft- og rumfartsdele som turbinblad, motordelen og strukturelle beslag tolerancer så smalle som ±0,0005 tommer – niveauer, hvor der ikke er plads til fejl.
Anvendelser inden for luft- og rumfartsindustrien stiller unikke krav, der adskiller kompetente værksteder fra dem, der ikke er forberedt på sektorens krav:
- Eksotiske materialer: Titanlegeringer, Inconel og andre højtydende metaller er svære at bearbejde og kræver specialiseret værktøj, optimerede værktøjsstier og ekspert operatørtilsyn
- Ekstrem præcision: Komponenter, der er kritiske for flyvning, skal opfylde strenge dimensionelle krav, hvor den mindste afvigelse kan få katastrofale konsekvenser
- Komplekse Geometrier: Turbineskåle og strukturelle elementer har ofte sammensatte kurver og indviklede interne kanaler
- Sporbarhedskrav: Fuld dokumentation af materialer, processer og inspektioner sikrer overholdelse af luftfartssikkerhedsstandarder
Evnen til at bearbejde avancerede materialer som Inconel 625, titan grad 5 og aluminium 7075-T6 adskiller luftfarts-certificerede værksteder fra almindelige fremstillingsfaciliteter. Hvert materiale udviser unik termisk udvidelse, hårdhed og spåndannelse, hvilket kræver præcisionskalibrering og løbende overvågning.
Præcisionskrav til medicinsk udstyr
Når komponenter ender inde i den menneskelige krop eller i hænderne på kirurger, der udfører livreddende procedurer, får præcision en dybtgående betydning. Fremstilling af medicinsk udstyr kombinerer tolerancer på niveau med rumfartsteknologi med krav om biokompatibilitet, hvilket begrænser valget af materialer og kræver ekstraordinære overfladeafslutninger.
Ifølge brancheanalyse fra American Business Magazine er CNC-maskiner fremragende til fremstilling af kritiske medicinske udstyr som kirurgiske værktøjer, prosteser og implantater – anvendelser, hvor den mindste fejl kan få livsforandrende konsekvenser.
Medicinske anvendelser kræver specifikke egenskaber:
- Bikompatible materialer: Kirurgisk rustfrit stål, titan og specialiserede medicinske kunststoffer, der ikke forårsager uønskede reaktioner i biologiske miljøer
- Patient-specifik tilpasning: Brugerdefinerede implantater såsom titan knogleplader, der er drejet til at passe den enkelte patients anatomi
- Krav til overfladekvalitet: Implantater og kirurgiske instrumenter kræver polerede overflader, der modstår bakteriel kolonisering og sikrer korrekt vævintegration
- Sterilitetsovervejelser: Fremstillingsprocesser skal kunne tilpasse sig efterbehandlingsterilisering og rengøringsrumskompatible arbejdsgange
Det medicinske område er i stigende grad afhængigt af CNC-prototyperingsmuligheder til udvikling af nye kirurgiske værktøjer og implantater. Hurtig iteration giver designere mulighed for at forfine ergonomien, teste funktionaliteten og validere pasformen, inden der investeres i produktionsværktøjer – hvilket fremskynder udviklingscyklussen for livreddende innovationer.
Fra hobbyprojekter til industriproduktion
At forstå forskellen mellem hobbyanvendelser og industrielle krav hjælper fremstillere med at placere sig korrekt og sætte realistiske forventninger til deres udstyrsinvesteringer.
Hobby- og småværkstedsanvendelser omfatter typisk:
- Brugerdefinerede dele og reparationer: Enkeltkomponenter til restaurationsprojekter, reparation af maskiner eller personlige fremstillingsbehov
- Prototypeudvikling: Test af koncepter, inden der søges samarbejdspartnere til produktion eller investeres i industriel udstyr
- Produktion i små serier: Begrænsede oplag af specialprodukter, hvor opsætningstiden er mindre afgørende end fleksibiliteten
- Færdighedsudvikling: Lære CNC-programmering og -drift, inden man går over til kommerciel arbejde
Industrielle krav kræver derimod kompetencer, der retfærdiggør betydeligt større investeringer i udstyr. Ifølge prototyping-specialister hos Nabell , tilbyder professionel CNC-prototyping overlegen præcision, materialeflexibilitet og skalerbarhed, hvilket gør den til det foretrukne valg for industrier, der sigter mod at forbedre deres design- og produktionskapacitet.
Overgangen fra amatør til professionelt arbejde afslører ofte mangler i udstyrets kapacitet, procesdokumentation og kvalitetssystemer, som industrielle kunder kræver. Fremstillere, der sigter mod luftfarts-, medicinsk- eller bilindustrien, skal ikke kun investere i kapable maskiner, men også i måleudstyr, kvalitetsstyringssystemer og certificeringer, der dokumenterer proceskontrol.
Denne bredde af anvendelser – fra weekendprojekter til komponenter, der er kritiske for flyvning – forklarer, hvorfor CNC-markedet tilbyder så mange forskellige udstyrsvalg. At forstå, hvor dit arbejde falder inden for denne kontinuum, vejleder både dine umiddelbare købsbeslutninger og dine langsigtet virksomhedsudviklingsstrategier. 
Omkring CNC-metalmaskiners omkostninger og investeringsanalyse
Du har identificeret, hvilke industrier der har brug for præcisionsmetalbearbejdning, og forstår de nødvendige tolerancekrav – men kan du faktisk betale for det udstyr, der kræves for at levere disse resultater? Spørgsmålet om CNC-maskinens pris får flere fremstillere til at stå af end næsten enhver anden faktor. Mange købere fokuserer udelukkende på udstyrets udbudspris og opdager først senere, at de reelle omkostninger ved at eje en CNC-maskine strækker sig langt ud over den oprindelige købspris.
At forstå, hvor meget en CNC-maskine koster, kræver et helhedsperspektiv på de økonomiske forhold. Ifølge fremstillingseksperter fra CNC WMT afhænger prisen på CNC-værktøjsmaskiner af flere faktorer, herunder maskintype, størrelse, funktioner, mærke, automatiseringsniveau og langsigtede driftsomkostninger. Lad os gennemgå, hvad du faktisk bør budgettere til ved forskellige investeringsniveauer.
Startpunkter for indledende investering
CNC-maskinens pris varierer betydeligt afhængigt af de anvendelser, du har i tankerne. En billig CNC-maskine, der er beregnet til hobbymæssig bearbejdning af aluminium, falder helt ind under en anden kategori end industrielle anlæg, der er bygget til kontinuerlig stålproduktion. Her er en oversigt over, hvad de enkelte budgetniveauer realistisk set leverer:
| Maskinkategori | Prisområde | Typiske kapaciteter | Bedst til |
|---|---|---|---|
| Skrivebords-CNC-fræsere | 2.000–8.000 USD | Bearbejdning af aluminium, messing og let stål; typisk nøjagtighed på ±0,005 tommer | Hobbybrugere, prototypering, læring af grundlæggende CNC-færdigheder |
| Bordtop-maskiner | $8.000 - $25.000 | Kan bearbejde stål; forbedret stivhed; nøjagtighed på ±0,002 tommer kan opnås | Små butikker, produktionsprototypering, specialfremstillede dele |
| Let industri | $25.000 - $75.000 | Fuld stålproduktion; automatiseringsmuligheder; præcision på ±0,001 tommer | Værksteder, produktionsmiljøer, krævende materialer |
| Fuld industriudstyr | $75.000 - $500.000+ | Kontinuerlig drift; eksotiske materialer; præcision på ±0,0005 tommer eller bedre | Luft- og rumfart, medicinsk udstyr, fremstilling i høj volumen |
Når du spørger, hvor meget en CNC-maskine koster, skal du huske, at premiummærker som Haas, Mazak og DMG Mori kræver højere priser, men lever årtier med teknisk forfinelse samt teknisk support, dokumentation og uddannelse. Ifølge brancheanalyser investeres der selvom mere opfront i disse premiummærker, ofte bedre langtidsværdi på grund af lavere udfaldstid og længere maskinlevetid.
Skjulte omkostninger ud over maskinens købspris
Købsprisen udgør kun den synlige del af din samlede investering. Ifølge ejeranalyser fra XProCNC , en bredt accepteret tommelfingerregel foreslår at budgettere yderligere 15–25 % af maskinens købspris til driftsomkostninger i det første år. For en maskine til 20.000 USD betyder det, at der skal afsættes 3.000–5.000 USD ud over udstillingsprisen.
Løbende driftsomkostninger, der påvirker din reelle CNC-fremstillingssats, omfatter:
- Værktøjsudskiftning: Endemiller, bor og indsatser er forbrugsartikler – budgetter 100–400 USD månedligt afhængigt af materialer og mængde
- Kølevæske og smørstoffer: Kvalitetsgod kølevæske forlænger værktøjets levetid og forbedrer overfladekvaliteten, men kræver regelmæssig udskiftning og korrekt bortskaffelse
- Strøm: Industrielle spindler forbruger betydelig strøm, især ved tunge fræsningsopgaver i stål
- Vedligeholdelsesmaterialer: Smørstoffer, slidbaneolie, filtre og rengøringsmidler akkumuleres over et års drift
- Softwareabonnementer: CAD/CAM-software koster ofte 100–500 USD månedligt for professionelle pakker
- Udskiftelige komponenter: Sæt 1–3 % af købsprisen til side årligt til sliddele som lejer, tætninger og remme
Efter det første år udgør en årlig budgetteret udgift på 5–10 % af maskinens værdi til vedligeholdelse og udskiftning af værktøj en bæredygtig model, der forhindrer opsættelse af vedligeholdelse, som ellers kan føre til dyre reparationer.
Beregning af sand omkostning pr. del
At forstå prisen på CNC-maskiner pr. del hjælper dig med at give pristilbud korrekt og vurdere investeringer i udstyr realistisk. Din omkostningsberegning skal omfatte:
- Maskinetid: Divider de årlige maskinomkostninger (afskrivninger, vedligeholdelse, overhead) med de produktive timer for at fastslå en timepris
- Værktøjsforbrug: Registrer værktøjslevetiden i dine specifikke materialer og fordel udskiftningens omkostninger på de producerede dele
- Opsætningstid: Inkludér fremstilling af fastspændingsanordninger, verificering af programmer og inspektion af første artikel i dine beregninger
- Materialeaffald: Tag højde for spåner, afskår og forkastede dele ved beregning af materialeomkostninger
- Arbejdsindsats: Inkludér operatørtid til indlæsning, overvågning og aflæsning – selv ved automatiseret udstyr
Omkringkostanden for CNC pr. operation varierer betydeligt afhængigt af processtypen. Ifølge fremstillingsanalyser tilbyder laser- og plasmafræsning hastighedsfordele ved 2D-arbejde, mens fræsning er dyrere pr. time, men kan håndtere komplekse 3D-geometrier, som enklere processer ikke kan opnå. At tilpasse din udstyr til din faktiske arbejdsbyrde forhindrer, at du betaler for evner, som du sjældent bruger.
Ny versus brugt udstyr – beslutninger
Brugt CNC-udstyr kan give betydelige besparelser – nogle gange 40–60 % lavere end nye priser – men kræver en omhyggelig vurdering. Overvej følgende faktorer, når du vurderer brugte maskiner:
- Timezæller og vedligeholdelsesregistre: Maskiner med lav timerstand og dokumenteret vedligeholdelseshistorik udgør den bedste værdi blandt brugte maskiner
- Inspektion før køb: Kør testprogrammer og tjek efter spil, spindeludsving og geometrisk nøjagtighed
- Styringssystemets alder: Ældre styringssystemer mangler muligvis funktioner, har begrænset softwarekompatibilitet eller står over for udfasning af reservedele
- Fabrikantens støtte: Nogle mærker sikrer reservedelsforsyning og support i årtier; andre afslutter supporten hurtigt
- Installationsomkostninger: Rigging, elektriske arbejder og idriftsættelse øger de samlede anskaffelsesomkostninger
En velvedligeholdt brugt maskine fra et respekteret mærke giver ofte bedre værdi end en ny budgetmaskine med tværs af langsigtede holdbarhed. Køb af brugt udstyr uden korrekt inspektion eller fra upålidelige kilder kan dog resultere i udstyr, hvis reparationer koster mere end den besparelse, der blev opnået ved købet.
At træffe velovervejede investeringsbeslutninger kræver en afvejning af de oprindelige omkostninger mod den langsigtede værdi – det indebærer ikke kun at forstå, hvad udstyret koster, men også hvad det koster at drive det produktivt i årevis.
Værktøj og fastspændingsudstyr til metal
Du har vurderet maskinomkostningerne og forstår, hvad forskellige investeringsniveauer leverer – men selv den mest avancerede CNC-udstyr giver skuffende resultater uden korrekt værktøj og fastspænding. Tænk på det på denne måde: Din maskine leverer bevægelse og kraft, men skæreværktøjerne og fastspændingsanordningerne afgør, om denne kapacitet omsættes til kvalitetsdele eller frustrerende affald.
Mange fremstillere undervurderer, hvor meget beslutninger om fastspænding og værktøj påvirker deres resultater. Et dårligt fastspændt arbejdsstykke flytter sig under bearbejdningen og ødelægger tolerancerne. Forkerte fræsere til dit materiale medfører for tidlig slitage eller dårlig overfladekvalitet. At forstå disse grundlæggende principper, inden du begynder at fræse, forhindrer dyre lektioner, der ellers skulle læres på den hårde måde.
Skruemåtter, klemmer og specialfremstillede fastspændingsanordninger
Fastspænding har én kritisk funktion: at holde dit metalstykke fuldstændig stille, mens skærekræfterne forsøger at bevæge det. Enhver bevægelse – selv tusindedele af en tomme – overføres direkte til din færdige del som dimensionsfejl. Den fastspændingsmetode, du vælger, afhænger af delens geometri, den nødvendige adgang for CNC-værktøjet og produktionsmængden.
Almindelige fastspændingsmuligheder inkluderer:
- Maskinæsker: Arbejdshesten ved fræsning – kvalitetsæsker med hærdede klæber giver stive fastspændinger til rektangulære materialer og kan udstyres med bløde klæber, der er drejet til at passe specifikke delprofiler
- Tåklampe og trinblokke: Alsiddende fastspænding til uregelmæssigt formede dele eller når æskens klæber ville forhindre værktøjets adgang til fræsebanen
- Vakuumborde: Ideel til tynde pladematerialer, hvor konventionel fastspænding ville deformere arbejdsemnet – atmosfærisk tryk holder dele flade uden kantpåvirkning
- Brugerdefinerede fiksturer: Formålsmæssigt udviklet fastspænding designet til specifikke dele, ofte med indbyggede koblingsmøtrikker og gevindindsætninger til hurtig indlæsning og præcis positionering
- Kolletblokke og indstillingsskabeloner: Gør det muligt at bearbejde flere sider uden at fjerne emnet fra maskinen
Når der udformes skabeloner, skal man overveje, hvordan en metalplade kan etablere præcise referenceflader eller kompensere for mindre variationer i råmaterialets tykkelse. Erfarne drejere holder altid forskellige pladetykkelser klar til at finjustere opsætningerne uden at skulle lave skabelonerne om.
Fræsindsatser og valg af skæreværktøjer
Dine fræsemaskiners skæreværktøjer bestemmer direkte skærehastigheden, overfladekvaliteten og værktøjets levetid. At forstå forskellene mellem værktøjstyper hjælper dig med at træffe velovervejede købsbeslutninger i stedet for at købe det første, der ser billigt ud.
Fræseredskaber håndterer størstedelen af fræsearbejdet. Disse roterende skæreværktøjer forekommer i utallige variationer:
- Flade fræser: Værktøjer med kvadratiske hjørner til huller, profiler og planfræsningsoperationer
- Kuglefræser: Værktøjer med afrundede spidser til 3D-konturer, afrundinger og skulpterede overflader
- Endemiller med hjørneradius: Kombinerer styrken i flade ender med reducerede spændingskoncentrationer i hjørner
- Grovmiller: Savstaktede skæreflader knuser spåner og tillader aggressiv materialeborttagning
Flademiller udmærker sig ved hurtig borttagning af store mængder materiale ved bearbejdning af flade områder. Disse anvender udskiftelige karbidindsætninger i stedet for massiv konstruktion, hvilket gør dem økonomiske til tunge fladebearbejdningsopgaver.
Bor og gevindskærere kompleterer det væsentlige endemillingsværktøjssæt. Punktbor sikrer præcise startpunkter, spiralbor laver huller, og gevindskærere skærer indvendige gevind. Ved produktionsarbejde kan gevindformende skruer nogle gange helt undgå gevindskæring ved at danne gevind under montering i stedet for at skære dem under maskinbearbejdning.
Fastspændingsstrategier til forskellige geometrier på emner
Et væsentligt startværktøjssæt til metalbearbejdning bør dække almindelige operationer uden at overbelaste budgettet:
- 2- og 4-flettede fræsere i diameterne 1/4", 3/8" og 1/2"
- Sæt af twistborer i jobber-længde, der dækker almindelige hullstørrelser
- Punktbor eller centrum-bor til start af huller
- Carbid afskæringsskære til kantafbrudning
- Fladfræser med passende indsatte skæreetter til dine primære materialer
- Gængesæt med tilsvarende borer til almindelige gængestepper
- Kantfinder eller probe til lokalisation af værkdelspositioner
Værktøjsbelægninger påvirker ydelsen markant i forskellige metaller. Ubeklædt karbid fungerer tilstrækkeligt i aluminium, men slitter hurtigt i stål. Titannitrid (TiN) forøger hårdhed og varmebestandighed til almindelig stålbehandling. Aluminium-titan-nitrid (AlTiN) tåler højere temperaturer og er velegnet til hårdere materialer samt tør bearbejdning. Diamantlignende carbon (DLC)-belægninger er fremragende til aluminium, da de forhindrer opbygning af spændemateriale.
Karbid versus HSS repræsenterer et grundlæggende valg, der påvirker både omkostningerne og kapaciteten. Fræsestål af hurtigtstålsstål (HSS) er billigere og kan genslibes, hvilket gør dem økonomiske ved lejlighedsvis brug eller til bløde materialer. Carbidskærere er dyrere fra starten, men kører hurtigere, har længere levetid og kan håndtere hårdere materialer – og betaler typisk sig selv hurtigt i produktionsmiljøer.
Gode spåneaftransport og kølesystemer forlænger værktøjets levetid og forbedrer delekvaliteten. Spåne, der efterlades i skæreområdet, bliver genfræset, hvilket beskadiger både arbejdsemnet og værktøjet. Flodkøling fjerner spåne samtidig med, at den nedsætter skæretemperaturen. I operationer, hvor flodkøling ikke er praktisk, udgør luftstråle- eller tågesystemer alternativer. Nogle materialer – især aluminium – drager fordel af specifikke skærevæsker, der forhindrer dannelse af opbygget kant.
At investere i kvalitetsfastspænding og passende værktøj giver afkast på hvert enkelt stykke, du fremstiller. At spare herpå underminerer kapaciteten hos endda premium-maskiner, mens velovervejede valg maksimerer den ydelse, din udstyr kan levere.

Valg af den rigtige CNC-maskine til metalbearbejdning
Du har indarbejdet grundbegreberne – maskintyper, materialekompatibilitet, præcisionsmuligheder, omkostninger og værktøjsgrundlaget. Nu kommer det afgørende valg, der binder alt sammen: at vælge den rigtige CNC-maskine til metalbearbejdning til netop din situation. Dette valg påvirker ethvert projekt, du vil tackle de kommende år, så det er afgørende at træffe det rigtige valg i stedet for at skynde sig til en køb, der ikke passer til dine reelle behov.
Uanset om du er en amatør, der drømmer om en CNC-maskine til hjemmebrug, eller en professionel, der vurderer udstyr til produktionsarbejde, følger valgprocessen en lignende logik. Start med dine krav, match dem mod realistiske muligheder, og inddrag det komplette økosystem, der understøtter vellykket maskinbearbejdning. Lad os gennemgå en praktisk ramme, der forhindrer køberesrym.
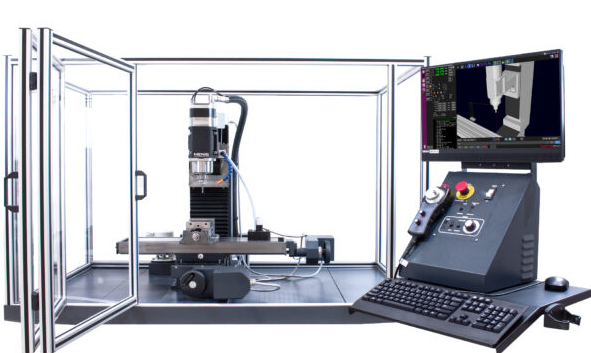
Tilpasning af maskinstørrelse til dit arbejdsområde
Før du bliver forelsket i en maskines evner, skal du sikre dig, at den faktisk kan placeres på det sted, hvor du planlægger at bruge den. En skrivebords-CNC-freser lyder kompakt, indtil du tager hensyn til spånhåndtering, værktøjslagring og operatørens adgang. Fysiske begrænsninger eliminerer muligheder hurtigere end enhver anden faktor.
Brug denne tjekliste til at vurdere de vigtigste udvælgelseskriterier, før du sammenligner specifikke maskiner:
- Krav til arbejdsområde: Hvad er de største dele, du realistisk set skal kunne bearbejde? Tilføj en margin til fastspænding og frihedsrum.
- Materialer: Vil du primært fræse aluminium, eller har du brug for stivhed til stålfræsning fra dag én?
- Nødvendige præcisionskrav: Hvilke tolerancer kræver dine applikationer faktisk – ikke hvad du ønsker, men hvad du virkelig har brug for?
- Budgetbegrænsninger: Inkluder værktøjer, software og driftsomkostninger for det første år i din samlede budgettering – ikke kun maskinens pris
- Tilgængelig plads: Mål dit faktiske arbejdsområde, herunder fri plads til spånhåndtering, materialehåndtering og adgang til vedligeholdelse
- Strømforskrifter: Verificer, at din eltilslutning kan klare maskinen – industrielle udstyr kræver ofte 220 V eller trefaset strøm
- Vægtkapacitet: Bekræft, at dit gulv kan bære maskinens vægt, især ved støbejerns industrielt udstyr
- Støj og ventilation: Overvej dine naboer, værkstedets ventilation til kølemiddeldampe samt krav til spånopsamling
En lille CNC-maskine, der er designet til skrivebordsbrug, kan muligvis håndtere dine næste projekter perfekt og samtidig passe ind i et hjørne af din garage. Men hvis du allerede planlægger at opgradere inden for to år, kan denne mellemtrinssolution risikere at spilde ressourcer, som bedre kan anvendes på mere kapable udstyr fra starten af.
Vurdering af stivhed for dine målmaterialer
Dit primære materiale bestemmer de minimale stivhedskrav. En lille CNC-fræsemaskine, der er bygget til prototyper i aluminium, vil kæmpe – eller helt fejle – når den skal skære stål aggressivt. At tilpasse maskinens konstruktion til dine materialekrav forhindrer frustration og spildt værktøj.
Til amatører og lette opgaver:
- Desktop-fræsemaskiner: Passende til aluminium, messing, plastik og lette fræsninger i blødt stål
- Typisk konstruktion: Aluminiumsrammer, mindre lineære føringssystemer, rem- eller gevindskruedrev
- Realistiske forventninger: Lær CNC-grundbegreberne, lav prototyper af designs og fremstil funktionelle dele i blødere materialer
- Opgraderingsmuligheder: Overvej, om platformen understøtter opgraderinger af spindlen, udskiftning til kugleskruer eller tilføjelse af en beskyttelsesenhed
Til professionelle og produktionsmiljøer:
- Industrielt bygge: Støbejerns- eller svejset stålraketter med betydelig masse
- Præcisionsbevægelsessystemer: Kugleskruer, kvalitetslineære føringssystemer, servomotorer med encoderfeedback
- Spindelkapacitet: Højere effekt med stive værktøjsholdere som CAT40 eller BT30
- Produktionsfunktioner: Automatiske værktøjskifter, målesystemer, kølemiddelstyring
En mini CNC-maskine kan synes begrænset sammenlignet med fuldstørrelsesudstyr, men begrænsninger fremmer kreativitet og dybere læring. Mange succesrige maskinister udviklede deres færdigheder på beskedent udstyr, inden de skala op – grundprincipperne overføres uanset maskinstørrelse.
Softwareøkosystem og overvejelser omkring læringskurven
Arbejdsgangen fra idé til færdig del foregår gennem software i hver fase. At forstå denne proces hjælper dig med at vurdere ikke kun maskinen, men også det komplette økosystem, du køber ind i.
CAD (Computer-Aided Design) opretter din 3D-model eller 2D-tegning. Valgmulighederne strækker sig fra gratis værktøjer som Fusion 360 til amatører til professionelle programmer som SolidWorks eller Inventor. Dit valg af CAD-software påvirker filkompatibilitet og funktionalitet i efterfølgende processer.
CAM (Computer-Aided Manufacturing) omdanner din konstruktion til værktøjsstier – de præcise bevægelser, som din maskine udfører. CAM-software beregner fremføringshastigheder, omdrejningstal og fræsningsstrategier ud fra dit materiale, værktøj og maskinens kapacitet. Kvalitetsfuld CAM-software påvirker betydeligt overfladekvaliteten, cykeltiden og værktøjets levetid.
Efterbehandling konverterer generiske værktøjsstier til G-kode, der er specifik for din maskins styring. Forskellige styresystemer fortolker kommandoer forskelligt, hvilket gør passende postprocessorer afgørende for pålidelig drift.
Maskinkontrol udfører G-koden og koordinerer motorer, spindel og kølevæske for at fremstille din komponent. Styresystemer varierer fra simple GRBL-baserede systemer på skrivebords-CNC-opstillinger til avancerede Fanuc- eller Siemens-styresystemer på industrielle anlæg.
Overvej disse faktorer i forbindelse med softwareøkosystemet:
- Medfølgende software: Nogle maskiner inkluderer CAM-software; andre kræver separate køb
- Læringskurve: Kompleks professionel software tilbyder mere funktionalitet, men kræver større investering i uddannelse
- Fællesskabsstøtte: Populære platforme har omfattende tutorials, fora og delte ressourcer
- Abonnement versus evig licens: Løbende softwareomkostninger påvirker de langsigtede driftsomkostninger
- Simuleringsmuligheder: Virtuel verificering opdager programmeringsfejl, inden de beskadiger maskiner eller dele
Producentstøtte og fællesskabsressourcer
Hvad sker der, når noget går i stykker, eller du støder på et problem, som du ikke selv kan løse? Producentstøtte og fællesskabsressourcer afgør ofte, om en maskine bliver et produktivt værktøj eller en dyr papirvægt.
Vurder producentstøtten ved at stille følgende spørgsmål:
- Hvor responsiv er teknisk support via telefon og e-mail?
- Er reservedele let tilgængelige og rimeligt prissatte?
- Stiller producenten uddannelsesressourcer, videoer eller dokumentation til rådighed?
- Hvor længe har virksomheden været i drift, og hvad er deres ry for at stå frem for deres produkter?
- Stilles firmware-opdateringer og forbedringer til rådighed, eller er maskinen fastlåst på konfigurationen ved køb?
Fællesskabsressourcer er lige så vigtige, især for mindre producenter uden omfattende supportafdelinger. Aktive brugerforeninger, Facebook-grupper og YouTube-kanaler skaber videnbasen, der hjælper med fejlfinding og deling af optimeringstips. Populære platforme som Tormach, Haas og forskellige desktop CNC-mærker drager fordel af engagerede brugerkommuniter, der effektivt udvider producentens support.
For professionelle købere, der søger produktionsklare løsninger med dokumenteret support, tilbyder etablerede producenter en ro i sindet, som budgetalternativer ikke kan matche. Faciliteter som Shaoyi Metal Technology demonstrere, hvordan IATF 16949-certificering og statistisk proceskontrol omsætter kapacitetsspecifikationer til konsekvente resultater i den virkelige verden – den type operative modenhed, der udvikles gennem års produktionserfaring.
Anbefalinger efter brugersegment
Din situation afgør, hvilke kompromiser der giver mening. Her er praktisk vejledning baseret på almindelige køberprofiler:
Hobbymæssige brugere og lærende:
- Start med en skrivebords-CNC- eller mini-CNC-maskine i prisklassen 2.000–5.000 USD
- Fokuser på maskiner, der kan bearbejde aluminium, og som kan håndtere lejlighedsvis messing eller blødt stål
- Prioritér platforme med aktive fællesskaber og omfattende læringsressourcer
- Indregne budget for kvalitetsfastspænding og et grundlæggende værktøjssæt – brug ikke hele budgettet på selve maskinen
- Acceptér, at opgradering senere er normal; din første maskine lærer dig, hvad du faktisk har brug for
Små værksteder og alvorlige entusiaster:
- Overvej bænke- eller letindustrielt udstyr i størrelsesordenen 10.000-30.000 dollars
- Prioriter stål-egnet stivhed og præcision, der understøtter lønnet arbejde
- Investere i en passende CAM-software, der maksimerer maskinens kapacitet
- Vær opmærksom på producentens supportnedetid koster penge, når kunderne venter
- Planlæg vækst med maskiner, der accepterer automatiseringsopgraderinger som sondering og værktøjsskifter
Produktion og faglige miljøer:
- Angiv udstyr baseret på dokumenterede krav, ikke aspirationskapaciteter
- Faktor samlede ejerskabsomkostninger, herunder vedligeholdelseskontrakter og uddannelse
- Kontrol af fabrikantens stabilitet og deletilgængelighed for den forventede maskinlevetid
- Overvej brugt industriudstyr fra anerkendte mærker som et alternativ til nye, billige maskiner
- Sørg for, at din facilitetsinfrastruktur understøtter udstyret – strømforsyning, løfteudstyr, miljøkontrol
Uanset hvor du starter, husk, at den bedste CNC-maskine til metalbehandling er den, du faktisk bruger til at fremstille dele med. Analyseparalyse holder mange potentielle fremstillere på sidelinjen, mens andre udvikler færdigheder gennem praktisk erfaring. Start på det niveau, som dit budget og din plads tillader, lær grundbegreberne, og opgrader, når reelle begrænsninger – ikke forestillede begrænsninger – holder dig tilbage fra at udføre det arbejde, du skal udføre.
Ofte stillede spørgsmål om CNC-metalbearbejdning
1. Hvad bruges en CNC-maskine til metal til?
En CNC-maskine til metal bruger computer-numerisk styring til at automatisere skæring, formning og fremstilling af metaldele med ekstraordinær præcision. Disse maskiner følger programmerede G-kode-instruktioner for at styre skæreværktøjer over emnerne og fjerne materiale for at skabe færdige komponenter. Almindelige typer omfatter CNC-fresere til 3D-konturer, drejebænke til cylindriske dele samt plasma- eller laserudskæringsmaskiner til plademetal. Moderne CNC-maskiner til metal opnår en positionsnøjagtighed på under 0,0001 tommer, hvilket gør dem uundværlige inden for luft- og rumfart, bilproduktion samt fremstilling af medicinsk udstyr, hvor stramme tolerancekrav er afgørende.
2. Hvilke metaller kan du CNC-bearbejde?
CNC-maskiner håndterer en bred vifte af metaller, herunder aluminium, stål, rustfrit stål, messing, kobber og titan. Aluminium tilbyder den mest fordringsløse bearbejdningsmulighed med hurtige skærehastigheder og minimal værktøjslid. Stål kræver mere stive maskiner og omhyggelig varmehåndtering. Rustfrit stål stiller krav om at undgå arbejdshærdning, hvilket kræver konstant skæreindgreb og skarpe værktøjer. Messing og kobber bearbejdes fremragende og giver fremragende overfladekvalitet. Titan kræver specialiserede værktøjer, aggressiv køling og reducerede hastigheder. Valget af materiale påvirker direkte valget af værktøjer, skæreparametre og maskinkrav.
3. Er CNC-fræsning svært at lære?
CNC-fræsning har en indlæringskurve, men er stadig tilgængelig for dedikerede begyndere. Grundlæggende dele kan fremstilles på få timer ved hjælp af moderne CAD/CAM-software, der automatisk genererer værktøjsstier fra 3D-tegninger. At mestre håndværket – forstå materialers egenskaber, optimere fræsningsparametre og fejlfinde problemer – tager dog typisk tre eller flere år med praktisk erfaring. At starte med aluminium på en skrivebords-CNC-fræser giver et mere tolererende miljø til at lære grundbegreberne, inden man går videre til hårdere materialer og strengere målenøjagtighed.
4. Er det billigere at bygge eller købe en CNC-maskine?
At bygge en CNC-maskine koster mindre i råmaterialer, men kræver en betydelig tidsinvestering til design, montage, justering og afstemning. For amatører, der vægter læringsoplevelsen, giver selvbyggede løsninger både uddannelsesmæssige fordele og besparelser på omkostningerne. Køb af en kommersielt fremstillet maskine giver derimod dokumenteret ydeevne, producentstøtte, dokumentation og garanti. Produktionsmiljøer drager typisk størst fordel af at købe kvalitetsudstyr, der minimerer udfaldstid. Overvej din tidsværdi, tekniske færdigheder og de tiltænkte anvendelsesområder, når du træffer denne beslutning.
5. Hvor meget koster en CNC-metalmaskine?
Priserne på CNC-metalmaskiner ligger mellem 2.000 USD for skrivebordsmøller til hobbybrug og over 500.000 USD for industrielle produktionsudstyr. Skrivebords-CNC-møller, der er velegnede til bearbejdning af aluminium og let stål, koster 2.000–8.000 USD. Bænkmaskiner med forbedret evne til at skære stål koster 8.000–25.000 USD. Let industrielt udstyr koster 25.000–75.000 USD, mens fuldt udbygget produktionsudstyr fra mærker som Haas eller Mazak starter ved ca. 75.000 USD. Ud over købsprisen bør man regne med yderligere 15–25 % i driftsomkostninger det første år, herunder værktøj, kølevæske, software og vedligeholdelse.