 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Livscyklusstyring for biler: Vigtige strategier

TL;DR
Styring af automobilstøberiers livscyklus er en omfattende proces, der dækker et støberis hele levetid – fra design og produktion gennem brug, vedligeholdelse, opbevaring og bortskaffelse. Denne systematiske tilgang har til formål at maksimere værktøjets produktive levetid, forbedre delenes kvalitet, øge produktionsydelsen og markant reducere de samlede ejerskabsomkostninger. En effektiv styring bygger på proaktive vedligeholdelsesprocedurer og anvendelse af specialiserede teknologier såsom lagerstyringssystemer (WMS) og værktøjssporingssystemer.
Definition af styring af automobilstøberiers livscyklus
Styring af automobilstemplets livscyklus er en strategisk og systematisk tilgang til at oversee alle faser i et stemples eksistens. Det rækker langt ud over simpel opbevaring og reparation og omfatter en helhedsproces, der inkluderer indledende design, indkøb, aktiv produktionsbrug, planlagt vedligeholdelse, teknologisk sporingsmulighed og endelig bortskaffelse. Kerneformålet er at omdanne stemplet fra et simpelt udstyrsstykke til en højt styringsdygtig aktiver, der sikrer maksimal værdi gennem hele dets driftslevetid.
Denne styringsdisciplin er afgørende i den risikorige bilindustri, hvor præcision, pålidelighed og effektivitet er altafgørende. Dårligt styrede stamper er en direkte årsag til betydelige økonomiske tab. Som beskrevet i en vejledning fra Phoenix Group , utilstrækkelig støbevedligeholdelse kan føre til kvalitetsfejl under produktionen, hvilket igen øger sorteringsomkostningerne, forhøjer scrapraterne og øger risikoen for at sende defekte dele til kunder – hvilket potentielt kan resultere i dyre tilbagekaldelser og skade på mærkets omdømme.
En velstruktureret livscyklusplan, ligesom en generel udstyrslivscyklusplan, bygger på fire nøglefaser: planlægning, indkøb, vedligeholdelse og bortskaffelse. I forbindelse med automobilstøbninger betyder dette at planlægge optimal værktøjsdesign, indkøbe hos ekspertproducenter, implementere et strengt vedligeholdelsesprogram og have en klar strategi for slutningen af levetiden. Fordele er konkrete og har direkte indvirkning på bundlinjen, herunder forbedret udstyrs pålidelighed, et markant fald i uventede sammenbrud og en forlænget driftslevetid for disse kostbare aktiver.
Sammenlign en styret livscyklus med en ustyret. Uden et formelt system bliver stempelreparation ofte reaktiv, hvor problemer først løses, når de har forårsaget produktionsstop. Dette resulterer i tabt pressekapacitet, dyre nødreparationer og indførelse af delevarianter, som kan forstyrre nedstrøms montageprocesser. En proaktiv livscyklusstrategi, understøttet af ekspertpartnere, sikrer, at hvert stempel yder optimalt, kørsel efter kørsel. For eksempel specialiserer virksomheder som Shaoyi (Ningbo) Metal Technology Co., Ltd. sig i fremstilling af højpræcise brugerdefinerede stansningsstemple, hvilket skaber et kvalitetsgrundlag, der er afgørende for en lang og produktiv værktøjslevetid.
Nøgle systemer og teknologier i moderne stempelstyring
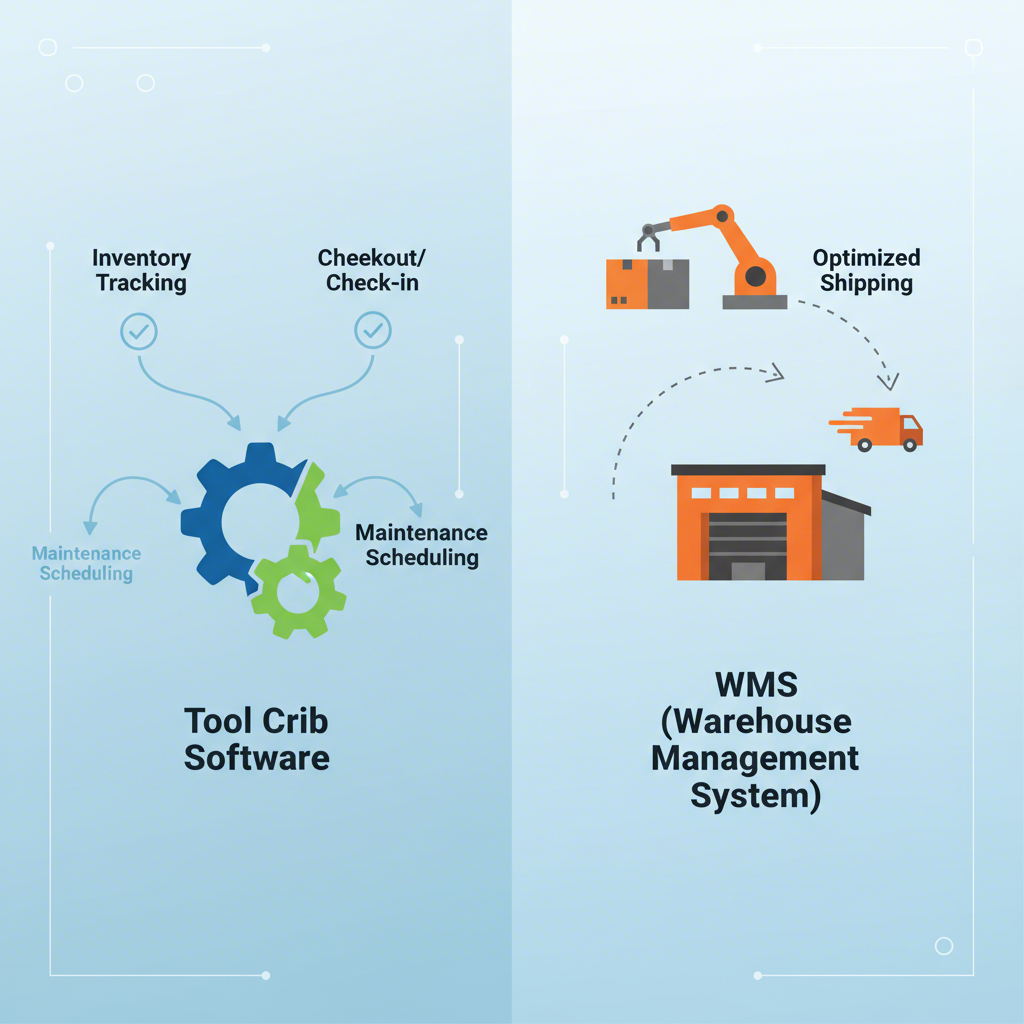
Modern styring af automobildies levetid er stærkt afhængig af avanceret software og hardware for at opnå den nødvendige kontrol og effektivitet. Manuel registrering og papirbaserede systemer er ikke længere tilstrækkelige i forhold til kompleksiteten i dagens produktionsmiljøer. I stedet vender fabrikker sig mod specialiserede teknologier såsom værktøjshyldemanagementsoftware og lagerstyringssystemer (WMS) for at automatisere registrering, lagring og vedligeholdelsesplanlægning, hvilket minimerer menneskelige fejl og giver uvurderlige datainsigter.
Værktøjshyldemanagementsoftware fungerer som det centrale nervesystem til registrering af placering, status og brugshistorik for hvert enkelt die. Som beskrevet af Advanced Technology Services (ATS) , disse systemer giver realtidsopsporing af lagerbeholdning, ofte ved brug af RFID eller stregkodescanning til at automatisere ind- og udtjekning. Dette sikrer, at teknikere hurtigt kan finde det rigtige værktøj og bekræfte, at det er i brugsklart stand. Softwaren genererer automatiske advarsler ved planlagt vedligeholdelse og giver historiske brugsrapporter, som hjælper med at forudsige værktøjsbehov og optimere lagerbeholdningen.
Warehouse Management Systems (WMS) er specielt designet til at automatisere den fysiske opbevaring og hentning af tunge, sperrige værktøjsforme. Et WMS fra en udbyder som Konecranes styrer et værktøjsdies-lager ved at kontrollere automatiserede grejferkraner. Det anvender optimeringsalgoritmer til at bestemme de mest effektive opbevaringsplaceringer og sekvenser for udskiftning af dies, hvilket kraftigt reducerer omstillingstider. Disse systemer kan integreres med automatiske følgende køretøjer (AGV'er) og transportbånd for at skabe en ubrudt, fuldt automatiseret strøm af dies fra lagerområdet til pressen, hvilket forbedrer både sikkerhed og produktivitet.
Disse teknologier, selvom de er forskellige, arbejder sammen for at danne et sammenhængende styringssystem. Værktøjskasse-softwaren administrerer data og identitet for hvert enkelt die, mens WMS administrerer dets fysiske placering og bevægelse. Denne integration giver et komplet overblik over aktivets livscyklus og muliggør datadrevne beslutninger, der reducerer omkostninger og forbedrer produktionen.
| TEKNOLOGI | Primær funktion | Nøglefunktioner |
|---|---|---|
| Værktøjskasse-styringssystem | Sporing af data og status for enkelte dies og værktøjer |
|
| Lagerstyringssystem (WMS) | Automatiseret fysisk lagring, udtagning og transport af støbeforme. |
|
Et indgående kig på proaktiv vedligeholdelse og reparation af støbeforme
Proaktiv vedligeholdelse er den mest kritiske fase i livscyklusstyringen af bilstøbeforme og har direkte indflydelse på værktøjets levetid, delenes kvalitet og produktiviteten i presselinjen. Det er en systematisk proces for inspektion, reparation og optimering, der er designet til at løse potentielle problemer, inden de eskalerer til produktionsstoppende fejl. At skifte fra en reaktiv reparation til en proaktiv vedligeholdelseskultur er afgørende for enhver moderne stansoperation, der ønsker at kontrollere omkostninger og forbedre pålideligheden.
En kerneudfordring i et travlt diesageri er at prioritere arbejde effektivt. Phoenix Group anbefaler en datadreven "beslutningstræ"-metode til systematisk at afgøre, hvilke dies der skal arbejdes på, og hvornår. Denne model prioriterer arbejdsordrer ud fra faktorer som produktionsbehov, kundetilfredshed og afkast på investeringen. Højeste prioritet gives til de dies, der forårsager en "No Build"-situation – hvor produktionen er standset på grund af diedefekt eller alvorlige kvalitetsafvisninger. Efterfølgende prioriteringsniveauer omhandler dies, der kræver kvalitetsforbedringer, efterfulgt af opgaver vedrørende kontinuerlig forbedring, såsom forbedring af formevne eller implementering af ingeniørændringer.
For at styre denne proces er et solidt arbejdsordresystem uundværligt. Dette system dokumenterer, sporer og planlægger alle vedligeholdelsesaktiviteter og fungerer som et vigtigt kommunikationsværktøj. Det registrerer anmodninger fra forskellige kilder – kvalitetsklager, forebyggende vedligeholdelseskontroller eller ingeniørmæssige ændringer – og beskriver grundproblemet samt de korrigerende foranstaltninger, der er truffet. En velvedligeholdt historik over arbejdsordrer bliver en værdifuld database, der gør det muligt for teamene at identificere gentagne problemer, følge op på effekten af tidligere reparationer og forbedre planer for forebyggende vedligeholdelse for lignende værktøjer.
Implementering af en optimeret vedligeholdelsesproces kræver, at produktionsprincipper anvendes direkte i stempelfabrikken. Selvom arbejdet i en stempelfabrik er mere varieret end på en produktionslinje, kan principperne for enkeltdelsflow tilpasses for at forbedre stemples bevægelse gennem reparationområdet og dermed reducere gennemløbstiden. Målet er at udføre det rigtige arbejde, på det rigtige stempel, til det rigtige tidspunkt.
- Implementer et databaseret beslutningstræ: Prioriter al vedligeholdelse og reparationer ud fra deres direkte indvirkning på produktion, kvalitet og kundetilfredshed, ikke ud fra bekvemmelighed.
- Anvend et robust ordresystem: Dokumentér hver reparationsoptegnelse, følg dens fremskridt og registrér løsningen. Brug disse data til at identificere tendenser og forhindre fremtidige fejl.
- Anvend principper for lean produktion: Tilpas koncepter som én-dels flow for at optimere stempelreparationsprocessen, minimere ventetider og sikre, at værditilførende arbejde starter så hurtigt som muligt.
Strategier for maksimering af værktøjslevetid og total ejerskabsomkostning
Det ultimative forretningsmål for livscyklusstyring af automobilsvejsninger er at maksimere den produktive levetid for hvert værktøj og reducere dets samlede ejerskabsomkostninger (TCO). Dette kræver en strategisk, langsigtet tilgang, der ser på svejsningen ikke som et engangsprodukt, men som et værdifuldt, langsigtede aktiv. Hvert eneste valg – fra den oprindelige design til den endelige genpolering – bør have til formål at udvinde det maksimale antal kvalitetsdele fra svejsningen, før den udfases.
En succesfuld strategi indebærer ofte det, som eksperter hos Tru-Edge ring "full circle tooling life management". Dette omfattende program dækker en værktøj fra dets første anvendelse, gennem flere kvalificerede genpoleringer, og endelig til bortskaffelse og genanvendelse. Et centralt element i denne tilgang er præcisionsgenpolering, en teknik, der genskaber et slidt værktøjs skæreekanter til deres originale specifikationer. At maksimere antallet af mulige genpoleringer gennem ekspertteknikker forlænger værktøjets levetid betydeligt og giver betydelige omkostningsbesparelser i forhold til at købe nye værktøjer.
Processen starter med den indledende værktøjsdesign. En stans, der er konstrueret med fremtidig vedligeholdelse i tankerne, kan bygges, så den kan genpoleres flere gange i løbet af sin levetid. Ved at samarbejde med en specialist i værktøjshåndtering kan producenter implementere effektive programmer til at styre hele denne cyklus. Disse partnere kan håndtere de komplekse logistikopgaver ved sortering af slidte værktøjer, udbud af genpolering, udføre arbejdet efter høje standarder og returnere dem klar til produktion, ofte ved brug af et Kanban-system for at sikre en stabil levering af genoprettede værktøjer.
Ved at fokusere på TCO skifter producenter fokus fra den oprindelige købspris til den samlede værdi, som aktiverne leverer gennem hele deres levetid. Denne tilgang tager højde for vedligeholdelsesomkostninger, nedetid, affaldsniveauer og værdien af en forlænget levetid gennem genoprettelse. Resultatet er en mere omkostningseffektiv og bæredygtig produktionsvirksomhed.
- Samarbejd med en specialist i værktøjshåndtering: Udnyt ekstern ekspertise til at håndtere kompleksiteten i værktøjssortering, genpolering og logistik.
- Design til vedligeholdelse: Samarbejd med støbningssmeder for at sikre, at nye værktøjer er designet på en måde, der tillader det maksimale antal genpoleringer.
- Følg ydelsesmål: Overvåg løbende værktøjets ydelse, vedligeholdelseshistorik og genpoleringscykluser for at sikre, at kvalitetsstandarder overholdes, og den samlede livscyklusomkostning (TCO) reduceres.
- Implementer et Kanban-system: Etabler et værktøjsroterings- og lagerprogram for at minimere lagerbeholdningen, mens der samtidig sikres, at genoprettede værktøjer altid er tilgængelige, når de er nødvendige.
Ofte stillede spørgsmål
1. Hvad er formålet med en støbning (die) i bilindustrien?
I bilindustrien er en støbning (die) et specialiseret værktøj, der bruges i stanspresser til at skære og forme plademetal til bestemte former. Denne proces, kendt som automobilstøbning, er afgørende for produktionen af et bredt udvalg af komponenter med høj præcision og konsistens, herunder karosserideler som f.eks. forstødere, motorhjelme og døre.
2. Hvad er udstyrets livscyklusstyringsplan?
En plan for styring af udstyrets livscyklus er et strategisk rammeark for administration af et stykke udstyr gennem hele dets levetid. Den omfatter typisk fire hovedfaser: planlægning (design og valg), indkøb (anskaffelse), vedligeholdelse (drift og reparation) og bortskaffelse (nedlæggelse og udskiftning). Formålet er at maksimere udstyrets værdi og effektivitet, samtidig med at de samlede ejerskabsomkostninger minimeres.
3. Hvad er værktøjs- og formningsprocessen?
Værktøjs- og formningsprocessen indebærer den højt specialiserede proces, hvor der fremstilles forme, skabeloner, jigge og fastgøringsværktøjer, som anvendes i masseproduktion. Processen omfatter præcist skæring, formning og bearbejdning af hårde metaller for at skabe de værktøjer, der derefter bruges til at stemple, smede eller forme materialer som metal eller plast til færdige komponenter.