 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

A2 vs D2 stål: Hvilket er det rigtige valg til dine stansedies?

TL;DR
Når man vælger et materiale til stansværktøjer, er valget mellem A2 og D2 værktøjsstål en kritisk afvejning. D2 værktøjsstål tilbyder overlegen slidstyrke, hvilket gør det ideelt til lange produktionsløb og abrasive materialer, hvor værktøjets levetid er afgørende. I modsætning hertil tilbyder A2 værktøjsstål betydeligt bedre sejhed, hvilket hjælper med at forhindre sprækker eller revner i værktøjer med komplekse geometrier eller under højbelastningsforhold. A2 er også nemmere og mere omkostningseffektivt at bearbejde, hvilket gør det til et alsidigt valg for en bred vifte af anvendelser.
Grundlæggende egenskaber: En introduktion til A2 og D2 værktøjsstål
A2 og D2 er begge kulstof- og kromrige, koldearbejdende værktøjsstål, men deres specifikke sammensætninger giver dem forskellige egenskaber. A2 betragtes ofte som et alsidigt, universelt stålsort, der skaber en balance mellem sejhed og slidstyrke. Det fungerer som en bro mellem ollehærdende stål og højkrom-stål som D2. D2 derimod er en specialist, udviklet til maksimal slidstyrke i krævende anvendelser med høj produktion.
Den primære forskel ligger i deres kemiske sammensætning, hvilket bestemmer deres ydeevne. D2's markant højere indhold af krom og kulstof er nøglen til dets ekstraordinære slidstyrke. Under varmebehandling danner disse elementer et stort antal hårde kromkarbidpartikler i stålets matrix, som modstår slitage under stansoperationer. A2 har et mere beskedent legeringstilskud, hvilket resulterer i en sejere og mere ensartet mikrostruktur.
Tabellen nedenfor viser de typiske kemiske sammensætninger, der definerer deres egenskaber:
| Element | A2 værktøjsstål (typisk %) | D2 værktøjsstål (typisk %) |
|---|---|---|
| Kulstof (C) | 0.95 - 1.05 | 1.40 - 1.60 |
| Krom (Cr) | 4.75 - 5.50 | 11.00 - 13.00 |
| Molybden (Mo) | 0.90 - 1.40 | 0.70 - 1.20 |
| Vanadium (V) | 0.15 - 0.50 | ≤ 1,10 |
Efter korrekt varmebehandling kan begge stål opnå en tilsvarende hårdhed, typisk i området 57-62 HRC for A2 og 55-62 HRC for D2. Hårdhed alene fortæller dog ikke hele historien. Det er ydelsesforskellene mht. sejhed og slidstyrke ved disse hårdhedsniveauer, der virkelig adskiller dem i sammenhæng med stansningsskåle.
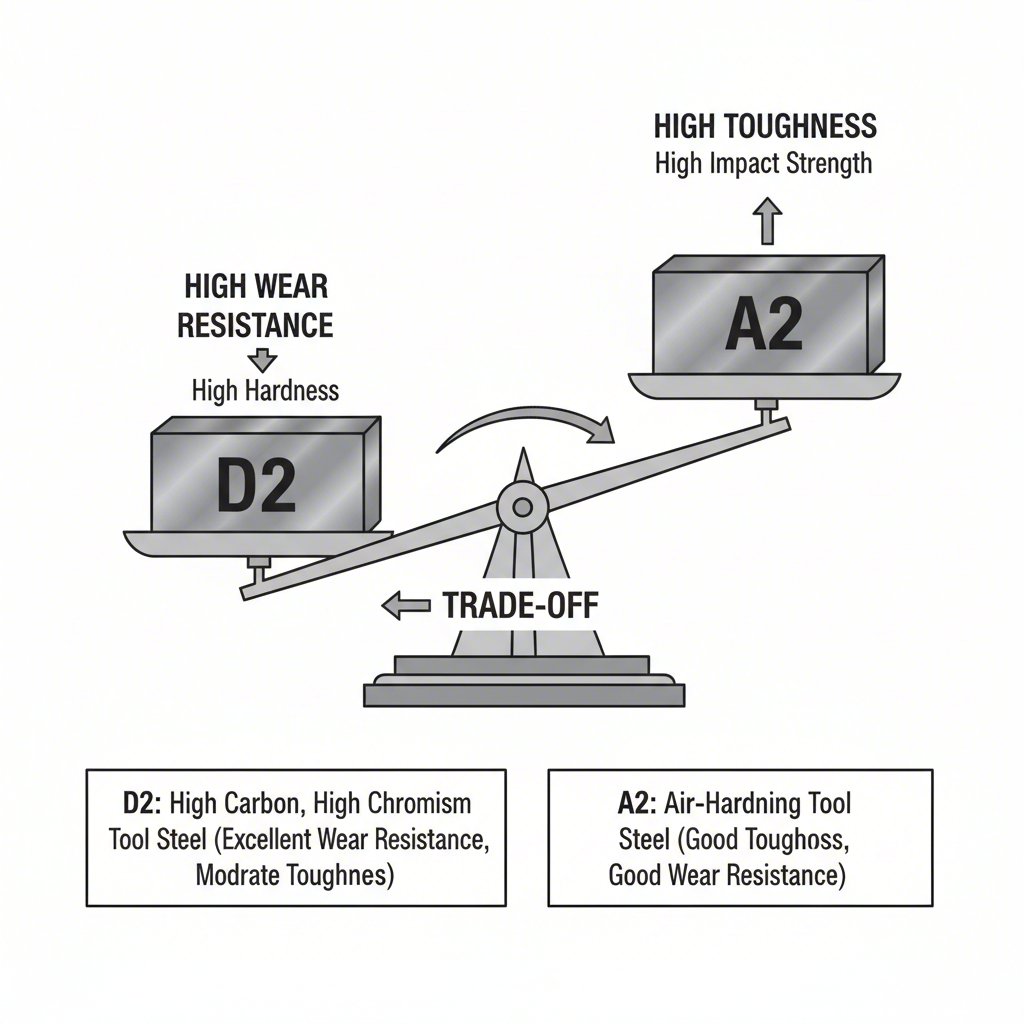
Kernesanligning: Slidstyrke mod Sejhed i Stansningsskåle
Den centrale beslutningsfaktor ved valg mellem A2 og D2 til stansningsskåle er afvejningen mellem slidstyrke og sejhed. Disse to egenskaber er omvendt relaterede; at opnå mere af den ene indebærer næsten altid at ofre noget af den anden. At forstå dette kompromis er afgørende for at optimere skålens ydelse og levetid.
D2 værktøjsstål er den ubestridte leder inden for slidstyrke. Dens høje koncentration af store, hårde kromkarbider giver en ekstraordinær modstandsevne over for de abrasive kræfter, der opstår ved stansning af materialer, især dem, der er hårde eller indeholder abrasive elementer som siliciumstål med højt indhold af silicium. Dette resulterer i længere produktionsløb mellem slibninger, reduceret nedetid og lavere omkostninger pr. del i højvolumeproduktion. Imidlertid kommer denne høje slidstyrke på bekostning af sejhed. De samme karbider, der modvirker slid, kan også fungere som interne spændingspunkter, hvilket gør D2 mere sprødt og mere udsat for revner eller katastrofale brud ved pludselig påvirkning eller høje tværbelastninger.
A2-værktøjsstål til gengæld tilbyder overlegen sejhed. Dets lavere legeringsindhold og mere finfordelte karbidstruktur gør det langt mere modstandsdygtigt mod brud og sprækker. Dette gør A2 til et fremragende valg til værktøjer med indviklede detaljer, skarpe hjørner eller til anvendelser med kraftig omformning eller afbrudningsoperationer, hvor stødbelastning er en væsentlig faktor. Selvom dens slidstyrke er lavere end D2's, anses den stadig for god og er fuldt tilstrækkelig til korte til mellemstore produktionsløb eller ved stempling af blødere materialer.
A2-værktøjsstål
- Fordele: Overlegen sejhed og stødsikkerhed, mindre udsat for sprækker, bedre bearbejdelighed.
- Ulemper: Lavere slidstyrke sammenlignet med D2, kræver oftere efterbearbejdning ved høj produktion.
D2 Værktøjsstål
- Fordele: Ekstraordinær slidstyrke og kantsbevarelse, ideel til lange løb og abrasive materialer.
- Ulemper: Lavere sejhed (mere sprøjt), mere udsat for sprækker ved stød, sværere at bearbejde.
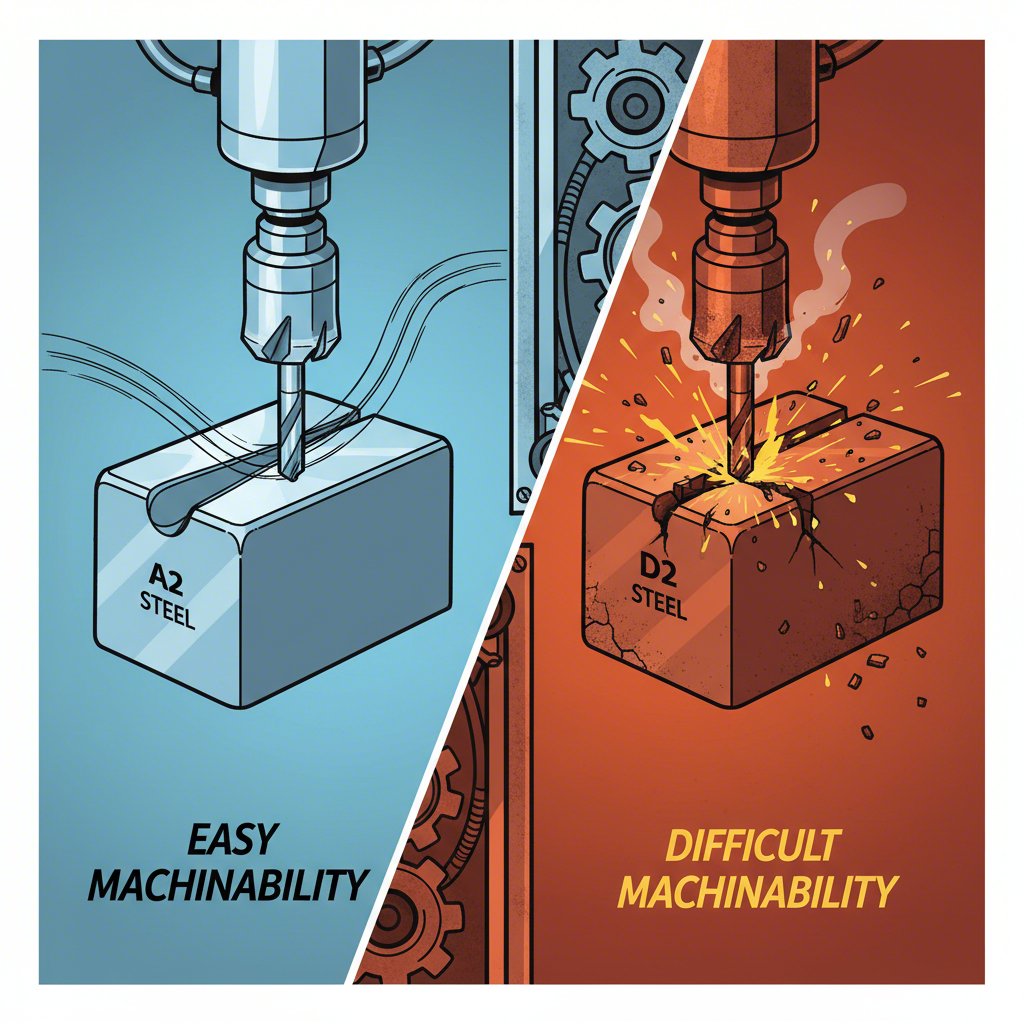
Bearbejdelighed og produktionsovervejelser
Ud over ydeevner er de praktiske aspekter ved produktion af stansværktøjer afgørende. Dette er et andet område, hvor A2 og D2 adskiller sig markant. A2 værktøjsstål er betydeligt nemmere at bearbejde og slibe. Dens mikrostruktur er mere tolererende over for skæreværktøjer, hvilket tillader højere bearbejdningshastigheder, reduceret værktøjsforbrud og til sidst lavere produktionsomkostninger. Dette er en betydelig fordel ved fremstilling af komplekse værktøjer, som kræver omfattende bearbejdning.
D2 er på grund af sin høje mængde abrasivt kromkarbid notorisk svært at bearbejde. Det slider skæreværktøjer hurtigt ned, kræver langsommere bearbejdningshastigheder og kan nødvendiggøre brugen af specialudstyr såsom carbide-værktøjer eller avancerede teknikker som elektrisk erosionsbearbejdning (EDM). Slibeprocessen kan ligeledes være mere udfordrende, hvilket tilføjer tid og omkostninger til værktøjsproduktionen. Disse produktionsmæssige hindringer er en væsentlig ulempe ved D2 og skal tages med i den samlede omkostningsberegning.
Både A2 og D2 er luftherdhærdende stål, hvilket er en betydelig fordel, da det giver dem fremragende dimensionsstabilitet under varmebehandling. Det betyder, at de har mindre tendens til at krumme eller forvrænge sig under herdhærdningsprocessen, hvilket er afgørende for at opretholde de stramme tolerancer, der kræves for stansværktøjer. Selvom begge er stabile, anses A2 generelt for at være lidt mere tolererende, mens D2's højere legeringsindhold kan gøre det mere følsomt over for varmebehandlingsparametre.
| Fabrik | A2-værktøjsstål | D2 Værktøjsstål |
|---|---|---|
| Bearbejdelighed | God | Dårlig / Svær |
| Slidbarhed | God | - De er fattige. |
| Varmebehandlingsstabilitet | Fremragende | Meget godt |
Omkostnings-ydelsesanalyse og endelig anbefaling
Den endelige beslutning mellem A2 og D2 værktøjsstål til stansværktøjer kommer an på en omfattende omkostnings-ydelsesanalyse. Valget handler ikke blot om, hvilket stål der er "bedre", men om, hvilket der er økonomisk mest levedygtigt for et specifikt anvendelsesformål. Dette indebærer, at man ser ud over den oprindelige materialepris for at overveje produktionsomkostninger og den samlede forventede levetid for værktøjet.
A2 er generelt mindre dyr som råmateriale og, som diskuteret, betydeligt billigere at bearbejde til en færdig stans. For korte til mellemstore produktionsserier eller til formning af ikke-abrasive materialer, er A2 ofte den mest omkostningseffektive løsning. Dens fremragende holdbarhed giver en pålidelig sikkerhedsmargin mod tidlig stansesvigt, hvilket gør den til et pålideligt arbejdshest for en bred vifte af opgaver.
D2's højere materiale- og bearbejdningsomkostninger kan kun retfærdiggøres i anvendelser, hvor dens overlegne slidstyrke giver en klar afkastning på investeringen. For eksempel kan en D2-stans til langvarig produktion af abrasiv rustfrit stål vare flere gange længere end en A2-stans. Den forlængede levetid reducerer behovet for dyre nedbrudstider til stansvedligeholdelse eller -udskiftning, hvilket resulterer i lavere samlede ejerskabsomkostninger, trods den højere startinvestering. Valget bliver en økonomisk beregning: vil besparelserne fra reducerede nedbrudstider og færre udskiftninger overgå den oprindelige udgift?
For kritiske projekter, især inden for krævende sektorer som bilproduktion, kan rådgivning hos en specialist være uvurderlig. Firmaer som Shaoyi (Ningbo) Metal Technology Co., Ltd. specialiserer sig i præcisionsstans til bilindustrien og kan yde ekspertvejledning om materialevalg og stansdesign for at sikre optimal ydelse og omkostningseffektivitet for dine specifikke komponenter.
For at træffe et endeligt valg, skal du bruge følgende matrix til at vurdere dine specifikke behov for anvendelsen:
| Fabrik | A2-værktøjsstål | D2 Værktøjsstål |
|---|---|---|
| Slidstyrke | God | Fremragende |
| Holdbarhed (Chipsikkerhed) | Fremragende | - Det er fair. |
| Bearbejdelighed | God | - De er fattige. |
| Oprindelige omkostninger (materiale + bearbejdning) | Nedre | Højere |
| Bedst egnede anvendelser | Almindelig formål, komplekse værktøjer, mellemstore serier, stempelarbejde med høj belastning | Store serier, abrasive materialer, enkle værktøjsformer |
Ofte stillede spørgsmål
1. Er D2 hårdere end A2?
Selvom D2 kan opnå en lidt højere maksimal Rockwell-hårdhed (HRC), ligger begge ståltyper i et meget tilsvarende hårdhedsinterval (typisk 55-62 HRC). Den væsentligste forskel er ikke hårdheden, men slidstyrken. D2's unikke kemiske sammensætning, rig på kulstof og krom, danner et stort antal hårde karbidpartikler. Disse karbider giver D2 langt bedre modstand mod abrasivt slid, hvilket ofte opleves som "hårdere" i praksis, selvom den samlede HRC-værdi er ligeså høj som hos A2.
2. Hvordan egner A2 værktøjsstål sig?
A2-værktøjsstål er et ekstremt alsidigt materiale, der pris værdes for sin fremragende balance mellem holdbarhed og god slidstyrke. Det er ideelt til en bred vifte af koldbearbejdningsapplikationer, herunder skærestemple, formestemple, stansværktøjer og industriknive. Dens høje holdbarhed gør den særlig velegnet til værktøjer, der udsættes for stød, eller til stemple med indviklede design, som kan være tilbøjelige til at sprække, hvis de fremstilles af et mere sprødt materiale.
3. Hvad er ulemperne ved D2-stål?
De primære ulemper ved D2-stål skyldes de samme egenskaber, der giver det fremragende slidstyrke. Dets lavere holdbarhed gør det mere sprødt og modtageligt over for sprækker eller brud ved stødbelastninger. Det er også betydeligt vanskeligere og dyrere at bearbejde og slibe på grund af dets abrasive natur. Endelig vil det, selvom det høje chromindhold giver en vis korrosionsbestandighed, ikke rustfrit stål, og det vil ruste, hvis det ikke vedligeholdes korrekt.