 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Možnosti povrchové úpravy pro automobilové hliníkové profily: Nejvhodnější řešení
Úvod do výběru povrchových úprav pro automobilové profily
Při výběru nebo konstrukci hliníkových profilů pro automobilový průmysl je důležité si uvědomit, že volba povrchové úpravy není pouze estetické rozhodnutí. Jedná se o klíčový faktor, který ovlivňuje výkon komponenty, její životnost a schopnost integrace do moderních montážních linek. Zná se to složitě? Může to být, zvláště když musíte vyvážit odolnost proti opotřebení, vzhled a efektivitu výroby pro rok 2025 a dále.
- Odolnost proti korozi v náročných prostředích a prodloužená životnost
- Ochrana proti opotřebení a abrazi pro pohyblivé nebo exponované části
- Třídy vzhledu pro splnění požadavků na viditelné lemování a značku vozidla
- Kompatibilita s metody spojování – svařování, lepení nebo mechanické spojení
- Dodržování environmentálních norem v souladu s neustále se měnícími předpisy
- Náklady na jednotlivé vozidlo a výrobní výkon pro vysoké objemy výroby
Proč je kvalita povrchové úpravy důležitá u automobilových hliníkových profilů
Představte si střešní lištu, skříň baterie nebo interiérovou dekorativní součást – každá čelí vlastní sadě environmentálních a mechanických výzev. Správná povrchová úprava hliníku může zásadně ovlivnit rozdíl mezi dílem, který má estetický vzhled a dlouhodobě odolává korozi, a dílem, který předčasně selže kvůli vzniku jamky, odlupování nebo změně barvy. Pro automobilové inženýry to znamená, že povrchové úpravy nejsou pouze otázkou vzhledu – jde o zajištění spolehlivého výkonu a snížení rizika záručních nároků.
Co se počítá jako povrchová úprava a kde každá z nich exceluje
Ve světě hliníkových profilů znamená povrchová úprava jakýkoli proces, který mění povrch k dosažení určitých funkčních nebo estetických cílů. Mezi tyto úpravy patří:
- Předúpravy: Čištění, odstraňování oxidů a nanesení přeměnových nátěrů pro přípravu povrchu pro další úpravy
- Anodizace: Elektrochemicky zesílené oxidové vrstvy pro odolnost proti korozi a opotřebení, dostupné v dekorativním nebo tvrdém (typ III) provedení
- Systémy práškového a elektroforetického nátěru: Organické povlaky aplikované pro dosažení barvy, odolnosti proti chemikáliím a rovnoměrného pokrytí
- Povrchová úprava po válcování plus pracovní postupy nátěru: Využití povrchu po extruzi jako základny pro základní nátěr a lakování, vyvážení nákladů a flexibility
Každá z těchto povrchových úprav hliníku má své specifické výhody a nevýhody. Například eloxování nabízí vynikající ochranu proti korozi a širokou škálu barev, zatímco práškový nátěr poskytuje odolnou a živou barvu s velkou volbou barev a struktur. Mechanické a chemické úpravy, jako je čistění kuličkami nebo lesklé leptání, mohou dále vylepšit vzhled nebo připravit povrch pro následné povlaky. Volba závisí na konkrétních požadavcích vašeho použití – ať už jde o odolnost proti UV záření pro vnější výplně, nebo o nákladově efektivní povrchovou úpravu pro skryté konstrukční díly.
Jak použít tento seřazený seznam pro specifikaci a zajištění
Tato příručka vám pomůže srovnávat a vybírat si z možností povrchové úpravy hliníkových profilů pro automobilový průmysl se sebedůvěrou. V následujících sekcích si všimnete, že každé povrchové úpravě je hodnocena pomocí:
- Přehledné nadpisy H3 pro rychlé prohlížení
- Výhody a nevýhody ve formě seznamu
- Reálné příklady použití a tipy na specifikace
Kde je to vhodné, také odkážeme na klíčové normy (např. ASTM, SAE, ISO a MIL-A-8625), abyste mohli sladit své požadavky s osvědčenými postupy v průmyslu.
Správné propojení vhodné slitiny, tvrdosti a geometrie dílu s odpovídající povrchovou úpravou hliníku je zásadní. Nesprávná kombinace může vést k problémům, jako je nitková koroze, zeslabení hran nebo špatná adheze – což může mít za následek nákladné poruchy v pozdější fázi.
Chystáte se do toho? Následující sekce podrobně rozeberou každý typ povrchové úpravy a pomohou vám přiřadit vaše požadavky na výkon, vzhled a náklady ke správnému řešení pro váš další automobilový projekt.
Metodika a kritéria hodnocení pro řazení povrchových úprav
Když máte k dispozici desítky způsobů, jak dokončit hliníkové profily pro automobilový průmysl, jak poznáte, který proces zajistí nejlepší výsledky? Odpověď spočívá v jasném a sledovatelném hodnoticím rámci. Tato část rozkládá kritéria, kroky a kontrolní body, které pomáhají inženýrům, nákupčím a manažerům kvality při rozhodování o povrchové úpravě hliníku – a zajistí tak výkon i soulad s náročnými automobilovými programy.
Hodnoticí kritéria odpovídající automobilovým normám
Představte si, že specifikujete povrchovou úpravu, a až po sestavení zjistíte, že nesplňuje požadavky výrobce na odolnost proti korozi nebo přilnavost. Aby k tomu nedocházelo, každá úprava se hodnotí podle průmyslových norem a reálných výrobních podmínek. Mezi klíčová kritéria patří:
- Odolnost proti korozi: Odolnost vůči solnému mlhovému testu a cyklickým korozním zkouškám (normy ASTM, ISO, SAE)
- Přilnavost a trvanlivost: Potvrzeno zkouškami mřížkového řezu, lepicí páskou a nárazovými testy
- Vzhled: Konzistence lesku, barvy a textury, měřená kolorimetrií a vizuálními normami
- Kompatibilita s lakováním v troubě: Schopnost odolat provozním cyklům vytvrzování bez ztráty integrity
- Dodržování environmentálních norem: Použití bezechromátových konverzních nátěrů a nátěrů bez těkavých organických látek, pokud je to možné
- Výrobní propustnost: Doba cyklu, míra předělávky a připravenost pro automatizaci
- Náklady a kontinuita dodávek: Dopad na náklady na vozidlo a schopnost podporovat vysoké výrobní objemy automobilů
Tato kritéria zajišťují, že každá metoda povrchové úpravy hliníku je nejen technicky správná, ale také vhodná pro automobilové výrobní linky
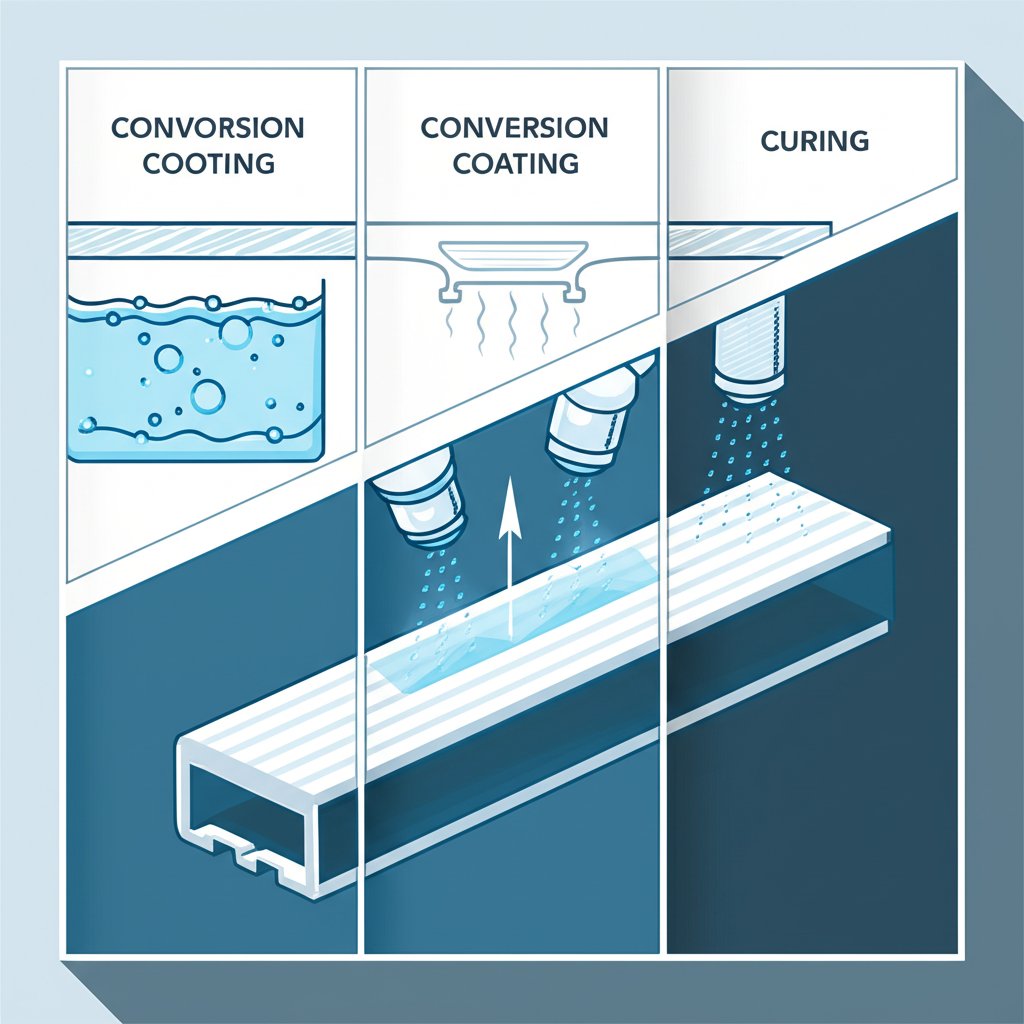
Průběh procesu: Předúprava až po vrchní nátěr
Cesta k vysoce kvalitnímu povrchu hliníkové součástky sleduje přesně daný proces. Níže je uveden typický postup s kontrolními body pro potenciální režimy poruch:
-
Čištění a odstraňování oxidů
- Režimy poruch: Zbytkové oleje nebo oxidy způsobují ztrátu adheze; nekonzistentní čištění vede k nepravidelnému povrchu
-
Přeměnový povrch (výhradně bez chromanů)
- Režimy poruch: Nedostatečná aplikace vede k nízké odolnosti proti korozi; nesprávné oplachování způsobuje puchýřkování
-
Zvolený povrch (anodizace, práškový nátěr, elektroforetický nátěr, kapalný nátěr)
- Režimy poruch: Faradayův stín na komplexních profilech; nerovnoměrná tloušťka nátěru; neshoda barev na viditelných plochách
-
Vytvrzení/utěsnění
- Režimy poruch: Nedostatečné utěsnění při anodizaci; přepálení nebo nedotvrzení u organických nátěrů; ztráta lesku nebo adheze
-
Inspekce
- Režimy poruch: Nedostatečné zeslabení okraje, nepoznané povrchové vady nebo špatná krycí schopnost v prohlubních
Každý krok je ověřen pomocí zkušebních metod uvedených ve standardech ASTM a ISO pro přilnavost, tloušťku povlaku a cyklickou korozi. Pro anodování je běžným referenčním standardem MIL-A-8625, zatímco kompatibilita nátěru a montáže se ověřuje podle protokolů OEM ( zdroj ).
Kontrolní a přejímací body
Zajištění kvality nekončí na výrobní lince. Vizuální kontrola, měření drsnosti povrchu a nerozrušující zkoušky (NDT) pomáhají potvrdit, že dokončená hliníková součástka odpovídá specifikaci. Typické kontrolní body zahrnují:
- Vizuální kontrola trhlin, jamky nebo změny barvy
- Měření tloušťky povlaku (profilometr nebo ultrazvukové metody)
- Zkoušky přilnavosti (mřížkový řez, odtrhovací zkouška páskem)
- Kontrola drsnosti povrchu u klíčových stykových ploch
- Hodnocení barvy a lesku, zejména u součástek s estetickými požadavky
Tyto kroky jsou zásadní pro zajištění, aby povlaky na hliníkových profilových dílech poskytovaly jak výkon, tak estetiku.
Šablonové znění specifikací usnadňující zajištění dodávek
Úprava musí splňovat [příslušnou normu] a musí projít zkouškami přilnavosti a cyklické koroze dle protokolu OEM. Přeměnová úprava musí být bez chromanů, pokud není stanoveno jinak. Označte kritické rozměry a závitové prvky. Zahrňte plán mapování tloušťky povlaku.
Jasný, založený na normách jazyk ve vašich dokumentech pro zajištění dodávek pomáhá dodavatelům dodat správnou povrchovou úpravu hliníku pokaždé.
Zvažte možnosti výrobního a montážního návrhu (DFM/DFA)
Než definitivně uzavřete výkresy, zvažte tyto praktické tipy, jak předejít neočekávaným potížím později:
- Identifikujte oblasti vyžadující izolaci nebo zátkování (závity, vrtání, elektrické kontakty)
- Navrhněte zaoblení hran, aby se předešlo tenkým nebo ostrým hranám, které se nemusí rovnoměrně opatřit povlakem
- Zajistěte správné odvodnění a větrání dutých profilů, aby se zabránilo udržování tekutin nebo neúplnému pokrytí
- Zohledněte rozměrové změny způsobené vytvořením vrstvy nátěru – klíčové pro sestavy s přesnými tolerancemi
Dodržíte-li tato doporučení, můžete specifikovat a dokončit hliníkové profily, které splňují jak technické, tak výrobní cíle. Dále si ukážeme, jak se tato kritéria uplatňují v reálných řešeních pro dokončování, počínaje přehledem integrovaných povrchových úprav.
Povrchové úpravy Shaoyi pro automobilní profily
Když sháněte zdroje části pro extrudování hliníku u automobilových programů se stává zřejmou potřeba spolehlivého a integrovaného partnera pro dokončování. Představte si, že všechny hlavní procesy dokončování – anodizace (dekorativní i tvrdá), práškové nátěry, elektroforetické nátěry a pokročilé systémy barev – jsou dostupné na jednom místě, podpořené silným zajištěním kvality a plnou stopovatelností. Přesně to je to, co pro hliníkové profily v automobilovém průmyslu poskytuje společnost Shaoyi, přední podnik v oblasti dokončování hliníku.
Co společnost Shaoyi poskytuje pro automobilní profily
Shaoyi vyniká tím, že nabízí komplexní sadu možností povrchové úpravy pro hliníkové profily používané v automobilovém průmyslu. Mezi jejich možnosti patří:
- Anodizace: Dekorativní povrchy pro viditelné lišty nebo tvrdý anodický povrch pro oblasti s vysokým opotřebením
- Praškové barvení: Široká škála barev a struktur, ideální pro vnější nebo podkapotové komponenty
- E-nátěr (Elektroforetické lakování): Ultra rovnoměrné základní nátěry, zejména u složitých nebo uzavřených profilů
- Systémy lakování: Lakovací a nátěrové procesy, včetně lakování na syrové povrchy nebo lakování pro nákladově náročné aplikace
- Předúprava a maskování: Přesné čištění, přeměnové nátěry (včetně bezchromátových) a vlastní maskování/zátkování závitů, vyvrtávek a kritických prvků
Všechny procesy jsou podloženy dokumentací a přiřazením norem ASTM, SAE, ISO a MIL-A-8625, čímž je zajištěna bezproblémová shoda s požadavky zákazníků a globálními požadavky OEM výrobců zdroj ).
Kde vyniká a kdy ho vybrat
Proč důvěřovat jediné společnosti zabývající se dokončováním hliníku pro všechny vaše potřeby vytlačování? Zde je přístup Shaoyi, který vyniká:
- Integrovaný procesní tok: Každý krok, od předúpravy po závěrečnou kontrolu, je řízen z jediného místa, čímž se zkracují dodací lhůty a minimalizují chyby při předávání
- Kvalitativní řízení na úrovni automobilového průmyslu: Podpora APQP/PPAP, pokročilé řízení procesů a certifikace IATF 16949
- Mapování tloušťky povlaku: Podrobná dokumentace pro složité geometrie a kritické povrchy
- Doporučení slitin a jejich zušlechťování: Odborné poradenství, které zajistí kompatibilitu s procesy vypalování nátěru nebo sestavování ve výrobním řetězci
- Nepřetržitá dodávka: Ověřená úspěšnost při podpoře výrobních plánů OEM vysokého objemu
Pokud řídíte program, kde záleží na vzhledu, odolnosti proti korozi a propustnosti, Shaoyi nabízí komplexní řešení, která zjednoduší váš pracovní postup a sníží rizika.
Výhody a nevýhody
Výhody
- Jedno okénko pro všechny hlavní hliníkové povlaky a povrchové úpravy
- Integrovaná kontrola kvality a soulad s normami (ASTM, SAE, ISO, MIL-A-8625)
- Odbornost v oblasti dekorativních i funkčních povrchových úprav pro povlakované hliníkové díly
- Minimalizace předávání mezi dodavateli, čímž se snižuje riziko komunikačních potíží
- Podpora pro složité požadavky na maskování/zátkování a víceprocesní výrobu
Nevýhody
- U některých povrchových úprav může být vyžadováno minimální množství objednávky (MOQ)
- Výrobní plány mohou být sladěny s automobilovými dávkovacími obdobími, což ovlivňuje pružnost pro velmi malé série
Případy použití a kompatibilní slitiny
- Vnější výplně vyžadující třídy vzhledu: Pro dosažení konzistentní barvy a lesku na viditelných plochách použijte dekorativní anodizaci nebo práškové nátěry
- Konstrukční prvky vyžadující kompatibilitu s nátěrem vypalovaným v peci: Vyberte vhodnou slitinu/tvrdost a nátěrový systém, které odolají procesům montáže v následných krocích
- Komponenty bateriového pouzdra vyžadující elektroforetický nátěr pod vrchní nátěr: Zajistěte odolnost proti korozi i ve složitých, uzavřených konfiguracích
Řízení kvality a podpora norem
Řešení pro povrchovou úpravu od Shaoyi jsou založena na přísném řízení kvality. Každá série hliníku s povrchovou úpravou nebo dokončené profily se kontroluje z hlediska:
- Tloušťky a rovnoměrnosti nátěru (pomocí nedestruktivních metod)
- Odolnost proti adhezi a korozi (dle příslušných norem ASTM/ISO/MIL)
- Vzhled a lesk dekorativních povrchových úprav
- Správné maskování a ochrana kritických prvků
Technická podpora zahrnuje podrobné plány mapování, dokumentaci s návazností a pokyny pro určení vhodné povrchové úpravy pro vámi zvolenou slitinu a geometrii dílu.
Vaše profily získají výhody jednoho zdroje pro povrchové úpravy a návaznost kontroly jakosti napříč více technologiemi povlaků – což vám pomůže vyhnout se úskalím koordinace více dodavatelů a zajistí, že každá součástka splňuje automobilové standardy.
Výběrem renomované společnosti pro povrchové úpravy hliníku, jako je Shaoyi, získáváte partnera, který dokáže dodat jak potažený hliník, tak kompletní sestavy s povrchovou úpravou, vše v rámci jednotného systému řízení jakosti. V další části si ukážeme, jak jednotlivé typy povrchových úprav – počínaje anodizací typu II – nacházejí uplatnění v automobilovém průmyslu.
Anodizace typu II
Přehled anodizace typu II a možnosti vzhledu
Když si představujete hladký a konzistentní vzhled luxusních automobilových výplní, pravděpodobně vidíte výsledek anodování typu II. Ale co činí tento proces tak účinným z hlediska výkonu i estetiky? Anodování typu II, často označované jako anodování v kyselině sírové, vytváří kontrolovanou oxidovou vrstvu na hliníku, která zlepšuje odolnost proti korozi i vizuální vzhled.
Tento povrch je zvláště ceněn pro svou schopnost nabízet širokou škálu vzhledů. Můžete si všimnout následujících možností:
- Saténově anodovaný hliník: Jemný, málo lesklý povrch, který odolává otiskům prstů a dobře se sladí s jinými materiály
- Matový povrch hliníku: Dosahovaný prostřednictvím kuličkového nebo chemického leptání před anodováním, nabízí jemný, neodrazivý vzhled
- Stěrkový povrch hliníku: Vytvářený mechanickým stěrkováním před anodováním pro lineární, texturovaný efekt
- Barevné barvení: Oxidová vrstva snadno přijímá barvy, což umožňuje širokou paletu odstínů – od přirozeného stříbra až po hlubokou černou, bronz nebo vlastní odstíny
Hlavní výhodou anodizace typu II je její schopnost vytvořit trvalý matný povrch hliníku, který nebude odlupovat, loupání ani vyblednout v průběhu času. Tento povrch je nedílnou součástí povrchu materiálu, nikoli samostatnou vrstvou, takže si zachovává svou kvalitu i při běžném používání.
Automotive Performance Fit
Proč je anodizace typu II tak populární volbou pro automobilové hliníkové profily? Je to otázka vyvážení odolnosti, vzhledu a spolehlivosti procesu. Oxidová vrstva vytvořená během anodizace působí jako silná bariéra proti korozi, což ji činí ideální pro vnější a vnitřní lišty, střešní dráhy a dekorativní prvky vystavené různým prostředím.
Kromě toho má hliníkový saténový povrch vysokou kompatibilitu s následnou montáží a sekundárními procesy. Anodovaný povrch může být ponechán v původním stavu pro luxusní kovový vzhled nebo potažen barvami, inkousty nebo laserovým označením, pokud je potřeba branding nebo identifikace dílu. Zapečetění anodované vrstvy je běžným postupem, který fixuje barvu a zvyšuje odolnost proti skvrnám nebo působení prostředí. To činí anodizaci typu II ideální volbou pro díly, které mají vypadat skvěle a vydržet – bez rizika vylupování, vybělání nebo ztmavnutí.
Výhody a nevýhody
Výhody
- Vynikající odolnost proti korozi pro většinu automobilových prostředí
- Stejnoměrný, opakovatelný vzhled – obzvlášť důležitý pro viditelné dekorativní prvky
- Široká škála povrchových úprav: saténovaná, matná a kartáčovaná, barevná nebo bez barev
- Integrovaný povrch odolný proti odlupování – žádné riziko vylupování jako u nátěrů
- Ekologická metoda; bez VOC a s minimální údržbou
- Možnost opravy drobných škrábanců pomocí opravných sad
Nevýhody
- Nižší odolnost proti opotřebení než u tvrdé anodizace (typ III) pro díly s vysokým třením
- Vyžaduje přesnou kontrolu procesu, aby byla udržována konzistence barev a lesku ve všech várkách
- Tepelné účinky během montáže (např. svařování) mohou způsobit změnu barvy povrchu
- Není vhodné pro těžké abrazivní zatížení nebo nosné povrchy
Případy použití a kontrolní body QA
- Exteriérové lišty: Rukověti dveří, okenní rámy a výplně mřížky, kde je požadován potisk typu saténový hliník
- Interiérové dekorativní díly: Výplně palubní desky, ovládací rámečky a potahy sedadel, které využívají hmatový pocit a vizuální jednotnost hliníkového saténového povrchu
- Kryty střešních lišt: Tam, kde je důležité barevné ladění a UV stabilita pro zachování vzhledu po dlouhou dobu
Zajištění kvality pro anodizaci typu II obvykle zahrnuje:
- Kontrolu kvality utěsnění pro zajištění maximální odolnosti proti korozi
- Výběrové kontroly třídy vzhledu pro jednotnost barvy a lesku
- Testování přilnavosti, pokud jsou naneseny sekundární barvy nebo inkousty
- Odkaz na standardy MIL-A-8625 typ II a konkrétní normy výrobců pro validaci
Tip: Vždy specifikujte požadovanou úpravu povrchu – jako kartáčování, leštění nebo čeření proudem abraziva – před anodizací. Tím zajistíte konzistentní matný povrch anodovaného hliníku nebo hliníkového matného povrchu ve všech dílech vašeho projektu.
Díky kombinaci odolnosti, pružnosti a jemné estetiky pokračuje anodizace typu II ve stanovování standardů pro viditelné a dekorativní hliníkové profily v automobilech. V další části si ukážeme, jak tvrdá anodizace typu III zvyšuje nároky na odolnost proti opotřebení a abrazi v náročnějších aplikacích.
Tvrdá anodizace typ III
Základy tvrdé anodizace pro trvanlivost
Když potřebujete povrch, který odolá nejnáročnějšímu opotřebení a teplu, pak vás vytvrditelné anodování – známé také jako anodování typu III – stanoví standard. Na rozdíl od dekorativního anodování vytváří vytvrditelné anodování mnohem silnější a hustší vrstvu oxidu hlinitého, která vzniká prováděním anodovacího procesu při nižších teplotách a vyšších proudových hustotách. Výsledkem je odolný ochranný povlak z hliníku, který je ideální pro kluzné spoje, konstrukce s vysokým opotřebením a komponenty vystavené tření nebo abrazi odkaz ).
Tvrdé anodické povlaky mají obvykle tloušťku mezi 0,0005 a 0,0030 palce, přičemž zhruba polovina tloušťky proniká do substrátu a druhá polovina se vytváří na povrchu. Hustší oxid poskytuje vynikající odolnost proti opotřebení a střednímu teplu, díky čemuž je ideální volbou pro pohyblivé části a mechanismy. Je však třeba poznamenat, že vrstvy tvrdého anodování mají tmavší vzhled – často sytá šedá, bronzová nebo černá – v závislosti na slitině a tloušťce, a nejsou tak dekorativní jako povrchy typu II. Pokud je požadována barva, nejvíce spolehlivou volbou je černá, a to vzhledem k povaze oxidického filmu.
Přesnost a konstrukční omezení automobilů
Jaký význam má tvrdé eloxování v povrchovém inženýrství hliníku pro automobilový průmysl? Všimnete si ho všude tam, kde jsou klíčové odolnost a nízké tření – například u sedacích drah, vodítek střešního okna, závěsů nebo vedení. Jemná sloupková mikrostruktura tvrdě eloxované vrstvy může být leštěna na hladší matnou hliníkovou plochu, čímž se sníží tření a prodlouží se životnost v aplikacích se smýkáním ( odkaz ).
Tento typ povlaku z oxidu hlinitého však vyžaduje některé konstrukční zohlednění. Zvýšená tloušťka vrstvy může ovlivnit přesné tolerance a musí být zahrnuta ve vašich modelech CAD a výkresech. U kritických uložení je nezbytné specifikovat maskování pro vrtání, závity nebo plochy uzemnění. Kromě toho, i když tvrzení poskytuje vynikající odolnost proti opotřebení, může se při vysokém zatížení nebo velkém tlaku objevit skrz tloušťku mikrotrhliny, což může snížit únavovou pevnost v dynamických aplikacích. Proto je důležitým rysem osvědčených postupů v inženýrství povrchu hliníku pečlivý výběr slitiny, geometrie a dokončovacího procesu.
Výhody a nevýhody
Výhody
- Vynikající odolnost proti opotřebení a abrazi pro součásti s vysokým třením
- Dobrá odolnost při středním teple a smýkání
- Elektrické izolační vlastnosti – vhodné pro izolaci komponent
- Lze leštit za účelem snížení tření (matný povrch hliníku)
- Splňuje normy MIL-A-8625 typ III a automobilové QA standardy
Nevýhody
- Tmavší, méně dekorativní vzhled – omezené barevné možnosti
- Nános filmu může ovlivnit přesné tolerance; vyžaduje se kompenzace v návrhu
- Možnost vzniku mikrotrhlin v povlaku při vysokých únavových zatíženích
- Není vhodné pro části přenášející velká zatížení, kde je rozhodující únavová pevnost
- Vyžaduje přesnou kontrolu procesu a maskování u složitých geometrií
Případy použití a kontrolní body QA
- Součásti sedacího dílu: Kde kluzné opotřebení a opakovaný pohyb vyžadují odolný povrch s nízkým třením
- Mechanismy otevírací střechy: Vystavené jak environmentálním nečistotám, tak mechanickému opotřebení
- Pantové konstrukce a vodící lišty: Podporují pohyb a řazení při středním zatížení
- Kostra baterie a kovové komponenty: Požadavek na elektrickou izolaci a odolnost proti opotřebení
Zajištění kvality u tvrdé anodizace zahrnuje:
- Měření tloušťky neporušovacími metodami (vířivými proudy, ultrazvukem)
- Ověření odolnosti proti opotřebení pomocí testů abrasivity a tření
- Kontrola hran, otvorů a zamaskovaných oblastí z hlediska pokrytí a rozměrové přesnosti
- Odkaz na MIL-A-8625 typ III a specifické protokoly OEM pro validaci
TIP: Při specifikaci tvrdé anodizace vždy vyvažujte tloušťku povlaku a kritické rozměry. Uveďte požadavky na maskování vrtání, závitů nebo elektrických kontaktů – to je klíčový krok při odolné povrchové úpravě hliníkových profilů.
Pochopením výhod a omezení tvrdé anodizace jako ochranného povlaku na hliník můžete činit informovaná rozhodnutí pro aplikace s vysokým opotřebením. V další části si ukážeme, jak práškové nátěry rozšiřují trvanlivost a barevnou flexibilitu u vnějších a podkapotových hliníkových profilů.
Prášková barva
Volba pryskyřic práškových nátěrů a předúprava
Když potřebujete povrch, který odolá nárokům silničního provozu a zároveň nabízí živé barvy, je práškové lakování ideální volbou pro hliníkové profily v automobilovém průmyslu. Ale co z něj dělá tak účinnou technologii? Začněte samotným práškovým pryskyřicemi – typicky polyesterovými, epoxidovými nebo hybridními směsmi. Mezi nimi jsou polyesterové prášky nejčastěji volenou variantou pro vnější a UV vystavené aplikace díky svým vynikajícím vlastnostem odolnosti proti povětrnostním vlivům a udržení barvy. Epoxidové prášky poskytují vynikající odolnost vůči chemikáliím, ale obvykle jsou vyhrazeny pro vnitřní nebo podkapotové díly kvůli nižší UV stabilitě. Hybridní prášky kombinují vlastnosti obou skupin pro cílené výkonné využití.
Cesta k odolnému hliníkovému povrchu začíná důkladnou předúpravou. Představte si přípravu dílu na lakování: jakýkoliv zůstalý olej, nečistota nebo oxid může povrchovou úpravu narušit. Proces začíná důkladným čištěním – metodami jako alkalické oplachy, rozpouštědlové lázně nebo dokonce ultrazvukové čištění pro složité geometrie zdroj ). Poté se nanesou převážně bezchromátové konverzní povlaky (z důvodu dodržení environmentálních norem), aby se zlepšila přilnavost a odolnost proti korozi. Vznikne tak rovnoměrný, inertní povrch, který usnadňuje přilnutí práškového nátěru a zajišťuje jeho správnou funkci. Kroky oplachování jsou kritické – jakýkoli zbytkový nečistoty mohou vést k puchýřům nebo předčasnému poškození.
Výkon a kompatibilita s automobilovou montáží
Práškový nátěr je ceněn pro svou odolnost, odolnost proti odštěpení a schopnost vytvořit silnou ochrannou vrstvu, která chrání hliník před korozí i nárazy. U automobilů to znamená, že vnější výplně, konstrukce střechy a rámy bateriových pack mohou udržet svůj vzhled a funkčnost i po letech působení slunce, soli a chemických látek.
Všimnete si však některých specifických výzev při nanášení povlaku na hliníkové profily s komplexními průřezy. Efekt Faradayovy klece může způsobit tenké nebo nerovnoměrné pokrytí v hlubokých prohlubních nebo těsných rozích. Proto je správné upevnění, uzemnění a technika postřiku zásadní – aby prášek dosáhl na všechny povrchy. U dílů, které budou vystaveny následným procesům vypalování laku, je klíčové uvést odolnost vůči přepálení ve vašich požadavcích, protože nadměrné teplo může změnit lesk, barvu nebo dokonce způsobit ztrátu přilnavosti.
Výhody a nevýhody
Výhody
- Široká škála barev a povrchových úprav (matný, lesklý, strukturovaný)
- Odolný, odolný proti odštěpení a poškrábání
- Silný, rovnoměrný povlak chrání před koroze a nárazy
- Žádné těkavé organické látky – ekologická aplikace
- Přebytečný prášek lze recyklovat, čímž se snižuje odpad
- Rychlé vytvrzování podporuje vysokou výrobní kapacitu
Nevýhody
- Výzvy s pokrytím složitých nebo zapuštěných geometrií (Faradayův efekt)
- Tloušťka povlaku může ovlivnit těsné tolerance – možná bude nutná úprava návrhu
- Přetváření je možné, ale vyžaduje odstranění nátěru a nanášení nového
- Omezené možnosti retuše v porovnání s kapalnou barvou
- Vyžaduje důkladnou přípravu povrchu pro dosažení maximální přilnavosti a trvanlivosti
Použití a kontrolní body QC
- Exteriérové lišty: Farebné práškové povlaky zabezpečujú trvalú farbu a ochranu proti korózii pre kovania dverí, okenné rámy a výplne mřížky.
- Střešní nosníky a příčky: Vysoká UV a povětrnostní odolnost vyžaduje odolný povlak na hliník s stabilním leskem a odstínem.
- Rámy bateriového packu: Odolnost proti chemikáliím je kritická pro díly v prostoru motoru nebo v uzavřených prostorech baterie vystavené kapalinám a teplotním výkyvům.
- Servisní kryty a konzoly: Tam, kde jsou odolnost proti nárazu a opotřebení stejně důležité jako vzhled.
Kontrola kvality pro povlaky hliníkových dílů zahrnuje:
- Kontroly adheze (mřížkový řez nebo lepicí páskový test)
- Ověření vytvrzení (otírání rozpouštědlem, tvrdost tužky)
- Kontroly lesku a rovnoměrnosti barev
- Měření tloušťky povlaku (magnetická nebo vířivoproudá metoda)
Tip: Uveďte toleranci převtvrzení pro práškově lakové díly, které budou vystaveny dalším cyklům vypalování laku během finální montáže. Tento krok pomáhá udržet integritu barvy, lesku a adheze po celém výrobním procesu.
Práškové lakování se ukazuje jako univerzální, odolná a udržitelná metoda povrchové úpravy hliníkových profilů pro automobilový průmysl. Pokud potřebujete povrch, který vyvažuje estetiku, ochranu a efektivitu výroby, dobře specifikovaný hliníkový povlak často bývá tou nejlepší volbou. V další části se podíváme na e-lakové systémy – ideální pro dosažení extrémně rovnoměrného pokrytí složitých profilů a jako korozně odolný základní nátěr pod vrchní povlaky.
E-nátěr
Přehled e-lakového systému a jeho varianty
Při hledání ochranného nátěru pro hliníkové profily s komplikovanými tvary nebo hlubokými zářezy se e-nátěr (elektroforetické lakování) řadí mezi špičkové možnosti. Jak ale funguje? Představte si, že ponoříte svůj hliníkový díl do lázně, kde se elektricky nabité částice barvy přitahují na všechny exponované povrchy – dokonce i do vnitřních rohů a úzkých dutin. Tento proces, známý také jako elektroforéza, využívá kationtové epoxidové nebo akrylové pryskyřice k vytvoření tenké, rovnoměrné vrstvy, která je trvanlivá a konzistentní.
Kationtové epoxidové e-nátěry jsou ceněny pro svou vynikající odolnost proti korozi a běžně se používají jako základní nátěry v automobilovém průmyslu. Akrylové e-nátěry naopak poskytují lepší odolnost proti UV záření a někdy se volí pro viditelné díly. Bez ohledu na typ pryskyřice je pro e-nátěr typická schopnost vytvořit rovnoměrnou vrstvu – obvykle 15 až 25 mikronů – po celém dílu a překonat tak mnoho tradičních nátěrů na komplexních tvarech.
Automobilový výkon a kompatibilita topných nátěrů
Proč automobiloví inženýři určují e-nátěr jako základ pro povrchové úpravy hliníku? Odpověď spočívá v jeho nepřekonatelné kombinaci ochrany proti korozi a vysoké propustnosti. E-nátěr vytváří nepřetržitou bariéru, která chrání hliník před vlhkostí, solí a jinými korozními činidly, čímž je ideální základnou pro další nátěry nebo samostatným povrchem pro skryté nebo poloskryté části. Často uvidíte e-nátěr používaný jako základní nátěr pod práškové nebo kapalné topnáty, který zajišťuje silnou přilnavost a dlouhou trvanlivost pro vnější a spodní díly.
Další výhodou je, že díky rovnoměrnosti e-nátěru je méně slabých míst nebo tenkých okrajů, kde by mohla začít koroze. To ho činí obzvláště cenným pro hliníkové profily automobilového průmyslu, které mají duté profily, konzoly s komplexními výřezy nebo sestavy s překrývajícími se spoji. Kromě toho je proces vysoce škálovatelný – ideální pro úpravu vysokého objemu produktů ve moderních automobilkách.
Výhody a nevýhody
Výhody
- Vynikající odolnost proti korozi – vytváří silnou ochrannou základnu
- Ultra rovnoměrná tvorba filmu i na komplexních nebo zapuštěných profilech
- Podporuje výrobu s vysokou propustností a automatizací
- Ve srovnání s nátěry nanášenými sprejem snižuje odpad materiálu
- Kompatibilní s práškovými nebo kapalnými vrchními nátěry pro dodatečnou ochranu nebo barevnost
Nevýhody
- Vyžaduje přesnou a důkladnou předúpravu pro optimální přilnutí
- Vysoká pořizovací investice do zařízení a nastavení procesu
- Omezené možnosti barev a vzhledu jako samostatný povrchový úprava
- Není vhodný pro nevodivé podklady (hliník musí být čistý a vodivý)
Použití a kontrolní body QC
- Sestavy karoserie a sousedních hliníkových dílů: E-nátěr vytváří korozivzdornou základní vrstvu pro díly integrované se ocelovými konstrukcemi.
- Vnitřní části skříně baterie: Rovnoměrné potažení uvnitř složitých skříní zajišťuje trvanlivost a bezpečnost.
- Spojovací konzoly a montážní materiál: E-nátěr působí jako ochranná základní vrstva pod vrchními barevnými nátěry, zejména v oblastech s vysokým vystavením.
Kontrola kvality povrchových úprav hliníku e-nátěrem obvykle zahrnuje:
- Řízení lázně pro sledování chemie a vodivosti nátěru
- Zkoušku přilnavosti (mřížkový řez nebo odtrhávací test páskem)
- Kontrolu vytvrzení pro zajištění správného ztvrdnutí vrstvy
- Měření tloušťky k potvrzení rovnoměrného pokrytí
Vždy specifikujte kompatibilitu e-nátěrové chemie a jakýchkoli následných těsnicích látek nebo lepidel. Nevhodné materiály mohou vést ke kontaminaci nebo selhání adheze a tím podkopat účinnost povrchových úprav hliníku.
E-nátěr má díky své schopnosti vyrábět vysoce kvalitní a extrémně rovnoměrné povlaky pro hliníkové profily klíčový význam pro dokončování moderních automobilových produktů. Dále si ukážeme, jak kombinace výchozího povrchu s nášledným základním nátěrem a barvou může nabídnout pružnou a ekonomickou alternativu pro určité aplikace.
Výchozí povrch s nášledným základním nátěrem a barvou
Definice výchozího povrchu a kdy je vhodný
Nikdy jste se zamýšleli, co je to povrchová úprava hliníkového profilu přímo z výroby? Jednoduše řečeno, povrch přímo z výroby označuje neupravený povrch hliníku po extruzi – přímo z lisu, bez dalšího leštění, chemické úpravy nebo nátěru. Tento surový stav je charakterizován matným vzhledem, viditelnými čarami z die (formy) a občasnými značkami nebo jemnými škrábanci vzniklými během výroby. Hliník s povrchem přímo z výroby je cenově dostupný a často slouží jako výchozí bod pro další povrchové úpravy nebo nátěry.
V automobilovém průmyslu může být hliník s povrchem přímo z výroby praktickou volbou, pokud bude díl nakonec natřen nebo je použit na neviditelných, chráněných místech. Je zvláště vhodný pro interiérové lišty, skryté konstrukční prvky nebo náhradní díly, kde je důležitější cenová efektivita a flexibilita v barvě než dekorativní kovový lesk.
Základní nátěr a postup nanášení barev pro profily
Uvažujete o natírání hliníku s tovární úpravou povrchu? Tajemstvím dlouhodobého výsledku je správná příprava povrchu. Protože povrch po extruzi může obsahovat oleje, oxidy nebo drobné nedokonalosti, příprava hliníku s tovární úpravou před natíráním je klíčová pro dosažení dobré přilnavosti a odolnosti proti korozi. Zde je typický postup:
- Čištění povrchu: Odstraňte oleje, prach a nečistoty pomocí rozpouštědel nebo alkalických čisticích prostředků.
- Mechanické vyhlazení: Jemné kartáčování nebo broušení pro vyrovnání drsných míst a potlačení viditelných stehů z výroby – tento krok pomáhá minimalizovat přenášení vady tovární úpravy skrze nátěr.
- Chemická předúprava: Naneste leptající roztok nebo chemický vazebný prostředek, který podpoří přilnavost základního nátěru a poskytne další ochranu proti korozi.
- Nanášení základního nátěru na hliník: Použijte kvalitní základní nátěr určený pro hliník, který vytvoří odolnou základnu pro vrchní nátěr.
- Vrchní nátěr: Naneste požadovanou barvu a vzhled, které lze upravit tak, aby odpovídaly požadavkům na interiérové nebo exteriérové použití.
Každý z těchto kroků je navržen tak, aby maximalizoval trvanlivost a vzhled základního nátěru a systémů laků na hliník, čímž se zajistí odolnost povrchu i za provozních podmínek automobilového průmyslu.
Výhody a nevýhody
Výhody
- Nejnižší počáteční náklady na povrchovou úpravu – hliník s válcovou úpravou je levný a snadno dostupný
- Maximální flexibilita barev a lesku díky výběru laku
- Snadná oprava nebo dotekování lakovaných povrchů přímo na místě
- Funguje dobře pro díly, u kterých není vzhled kritický nebo je skrytý z dohledu
- Žádná omezení geometrie dílu – lak lze aplikovat i na složité profily
Nevýhody
- Vyžaduje důkladnou předúpravu – špatná příprava může vést k odlupování, opadávání nebo korozi
- Vyšší riziko přenášení vad skrze lak, pokud je povrch s válcovanou úpravou drsný nebo nerovný
- Méně odolný ve srovnání s anodicky oxidovanými nebo práškově natřenými povrchy v případě použití na exteriér, v prostředích s vysokým opotřebením nebo v korozním prostředí
- Lakované povrchy mohou vyžadovat pravidelnou údržbu nebo dotekování
Použití a kontrolní body QC
- Lakované lišty interiérového obložení: Hliník s broušeným povrchem opatřený základním nátěrem a následně nalakovaný tak, aby odpovídal barevnému provedení interiéru, pokud jsou na ceně odolnost a možnost oprav povrchu.
- Skryté konstrukční prvky: Komponenty, které po sestavení nejsou viditelné, ale vyžadují ochranu proti korozi a nákladově efektivní úpravu povrchu.
- Náhradní díly vyžadující opravitelnost na místě: Lakované díly z hliníku s broušeným povrchem je možné v případě poškození během údržby jednoduše broušením opravit a přelakovat.
Kontrola kvality tohoto systému je klíčová pro zajištění funkčnosti i vzhledu. Běžné kontrolní body zahrnují:
- Testování přilnavosti (mřížkový řez nebo odtrhávací test) po nanesení základního nátěru a laku
- Měření tloušťky nátěru za účelem ověření krycí schopnosti a odolnosti
- Kontrolu barvy a lesku proti referenčním vzorkům
- Cyklické korozní testování pro díly vystavené náročným prostředím
TIP: Před nanesením základního nátěru na hliník s výrobním povrchem vždy specifikujte kroky pro vyhlazení povrchu, jako je lehké kartáčování nebo broušení. Tento postup minimalizuje riziko toho, že vada výrobního povrchu bude viditelná skrze finální nátěr, čímž dosáhnete hladšího a profesionálnějšího vzhledu.
I když výrobní povrch s nátěrem nemusí nabízet stejnou trvanlivost ani estetiku jako anodovaný nebo práškově lakový povrch, zůstává ekonomickým a přizpůsobitelným řešením pro mnoho aplikací automobilových hliníkových profilů. V další části všechny typy povrchů porovnáme vedle sebe, abychom vám pomohli vybrat nejvhodnější řešení pro požadavky vašeho projektu.
Porovnání vedle sebe a rozhodovací matice pro povrchy automobilových hliníkových profilů
Při výběru mezi různými možnostmi povrchové úpravy hliníkových profilů pro automobilový průmysl může být velké množství proměnných překvapivě náročné. Která úprava poskytuje správnou rovnováhu mezi ochranou, vzhledem, výkonem a náklady pro vaši konkrétní aplikaci? Abychom vám usnadnili rozhodování, připravili jsme přehledné srovnání nejlepších povrchových úprav vedle sebe. Tato tabulka a rychlý průvodce výběrem vám pomohou přiřadit požadavky vašeho projektu k nejvhodnější povrchové úpravě hliníku – bez pochybností ohledně specifikace.
Přehledné srovnání podle automobilových kritérií
| Možnost povrchové úpravy | Použitelnost v automobilovém průmyslu | Odolnost proti korozi | Odolnost proti opotřebení | Rozsah vzhledu | Kompatibilita s nátěrem a vypalováním | Relativní náklady | Dodací lhůta | Recyklovatelnost | Odkazované normy |
|---|---|---|---|---|---|---|---|---|---|
| Shaoyi řešení povrchových úprav | Komplexní řešení pro vnější, konstrukční a speciální díly | Vysoký | Vysoký | Široký (dekorativní, funkční, vlastní barvy/textury) | Vysoký | Střední | Střední | Vysoký | ASTM, SAE, ISO, MIL-A-8625 |
| Typ II anodizace | Viditelné lišty, vnitřní/vnější dekorativní | Střední-Vysoká | Střední | Matný, saténový, barvy po barvení | Střední | Střední | Střední | Vysoký | MIL-A-8625 typ II, OEM |
| Tvrdá anodizace (typ III) | Vysoké opotřebení, kluzné, konstrukční | Vysoký | Velmi vysoká | Tmavé, omezené barvy | Střední | Střední-Vysoká | Střední | Vysoký | MIL-A-8625 typ III, OEM |
| Prášková barva | Vnější lišty, prostory pod kapotem, rámy baterií | Vysoký | Vysoký | Rozsáhlá nabídka (matná, lesklá, strukturovaná, vlastní návrh) | Vysoký | Střední | Nízká-Střední | Vysoký | ASTM, ISO, OEM |
| E-nátěr | Složité profily, základní nátěr pro sestavy | Velmi vysoká | Střední | Omezená (převážně černá/šedá, pololesklá) | Vysoký | Střední | Střední-Vysoká | Vysoký | ASTM, ISO, OEM |
| Výchozí povrch s nášledným základním nátěrem a barvou | Skryté, servisní nebo lakové interiérové díly | Střední | Nízká-Střední | Neomezená (v závislosti na systému lakování) | Střední | Nízký | Nízký | Vysoký | ASTM, ISO, OEM |
Tento pohled vedle sebe usnadňuje porovnání povrchových úprav pro kovové díly, ukazuje, kde každá z nich vyniká, a kompromisy, které byste měli zvážit pro vaši automobilovou řadu.
Náklady a časové ohledy
- Integrovaná řešení (např. Shaoyi) mohou zjednodušit vaši dodavatelskou řetězec a snížit celkovou délku výroby, zejména pokud jsou vyžadovány více povrchových úprav nebo složité kontroly kvality.
- Typ II anodizace a prášková barva nabízejí umírněnou rovnováhu mezi náklady, výkonem a vzhledem pro většinu dílů na okraje a viditelné části.
- Tvrdý anodický potah a e-nátěr obvykle vyžadují vyšší kontrolu procesu a náklady na kontrolu kvality, ale zajišťují výjimečný výkon pro komponenty kritické pro opotřebení nebo korozi.
- Obráběný povrch s nákladem/nátěrem je nejekonomičtější cestou, často s nejkratší dodací lhůtou – vyžaduje však pečlivou přípravu a je vhodný pro neviditelné části nebo části, které se dají snadno servisovat.
Pro projekty vyžadující více povrchových úprav nebo těsná výrobní okna je výhodné spolupracovat s jediným zdrojem, jako je Dodavatel kovových dílů Shaoyi – přední integrovaný dodavatel přesných kovových dílů pro automobilový průmysl v Číně – což znamená, že vaše díly z hliníkového profilu mohou být dokončeny a ověřeny v rámci jediného procesu PPAP a plánu dodávek, čímž se sníží riziko a zjednoduší komunikace.
Matice rozhodování a rychlé výběry
- Exteriérový vzhled třídy A: Vyberte práškové nátěry nebo anodický potah typu II pro širokou škálu barevných možností a vizuální jednotnost.
- Základ koroze spodku vozidla: E-nátěr nebo integrovaná řešení Shaoyi pro odolnou, rovnoměrnou ochranu – zejména na komplexních profilech.
- Mechanismy nebo kluzné aplikace s vysokým opotřebením: Tvrdý elox (Typ III) nebo úpravy zaměřené na odolnost proti opotřebení od společnosti Shaoyi.
- Nákladově citlivé, neviditelné díly: Povrchová úprava s nášlapnou a nátěrem pro pružnost a snadnou opravu na místě.
- Vícekrokové procesy nebo vlastní požadavky: Integrované povrchové úpravy Shaoyi pro kov, s jediným zdrojem QA a dokumentace.
Klíčový poznatek: Vždy specifikujte požadavky na předúpravu a maskování ve výkresových poznámkách. Tento krok je kritický pro předcházení poruchám, dodatečným úpravám nebo reklamacím záruky – bez ohledu na to, kterou povrchovou úpravu hliníku zvolíte.
Při finalizaci vaší specifikace si pamatujte, že nejlepší volba nezávisí pouze na samotném povrchovém úpravě, ale také na tom, jak dobře odpovídá vašim cílům v oblasti výroby, nákladů a kvality. Dále vám představíme konkrétní tipy pro psaní specifikací a předání dodavateli – čímž zajistíte, aby vybraná povrchová úprava hliníku přinášela dlouhodobou hodnotu přímo v praxi.
Závěrečné doporučení a tipy pro psaní specifikací povrchových úprav hliníkových profilů pro automobilový průmysl
Kterou povrchovou úpravu vybrat pro váš projekt
Když se dostanete k závěrečnému rozhodnutí, může být snadné cítit se přehlédnout v množství dostupných povrchových úprav hliníku. Jak tedy najdete nejlepší řešení pro váš projekt? Představte si, že navrhujete nový skříňový systém pro baterii elektromobilu nebo aktualizujete vnější výzdobu u nové generace SUV – vaše volba povrchové úpravy hliníku bude mít přímý dopad na všechno, od odolnosti až po nákladech a dokonce i vnímání značky. Níže naleznete stručný přehled, který vám pomůže přiřadit vaše požadavky ke správné povrchové úpravě:
- Anodizace: Vyberte pro dekorativní odolnost proti korozi a premium dlouhotrvající kovový vzhled.
- Tvrdý anodický oxid: Zvolte pro oblasti s vysokým opotřebením nebo pro posuvné komponenty – například sedací lišty nebo vodítka střešního okna.
- Praškové barvení: Nejvhodnější pro odolnost barev, chemickou odolnost a širokou škálu vzhledových možností na exteriérových lemech nebo dílech pod kapotem.
- Elektroforetický nátěr: Vyberte jako protikorozní základní nátěr, obzvláště pro složité profily nebo díly, které potřebují odolný základ pod dalšími povrchovými úpravami.
- Původní povrch plus základní nátěr/barva: Zvolte tuto variantu pro díly citlivé na náklady, které jsou natřené, nebo pro skryté konstrukční části, kde je důležitá pružnost a snadná opravitelnost.
Každá z těchto možností povrchové úpravy hliníku plní jinou funkci, proto před finálním výběrem specifikace zvažte požadavky vašeho použití na odolnost proti prostředí, opotřebení, vzhled a rozpočet.
Specifikační jazyk a poznámky výkresů
Jasná, založená na normách specifikace jsou vaší nejlepší obranou proti nejasnostem nebo předělávání. Zde je šablona, kterou můžete upravit pro většinu projektů s hliníkovými profily:
Úprava povrchu: [proces]. Předúprava: [přeměnová, bez chromanů – preferováno]. Normy: [ASTM/ISO/MIL dle potřeby]. Testy: přídržnost, tloušťka, třída vzhledu, cyklická koroze dle protokolu OEM. Maskování: [prvky]. Odolnost vůči pečení barev: [ano/ne].
Při rozhodování, jak připravit hliník před nátěrem nebo jakýmkoli jiným povlakem, vždy přímo na výkresech specifikujte kroky pro vyhlazení povrchu, čištění a maskování. Tím zajistíte, že všichni – od návrhu po výrobu – budou rozumět požadavkům na každou úpravu hliníkového povrchu.
Kontrolní seznam pro předání dodavateli
Představte si, že je váš projekt připraven k předání. Zde je kontrolní seznam, který zajistí hladké zapojení dodavatele a udrží váš plán zajištění kvality v kolejích:
- Pro každý profil specifikujte slitinu a zušlechtilost
- Zahrňte detailní geometrii a mapy maskování (závity, vyvrtávky, elektrické kontakty)
- Identifikujte body pro optimální nanášení povlaku
- Zvýrazněte kritické rozměry a přípustné tolerance (zohledněte tloušťku nátěru)
- Definujte kritéria přijetí a referenční normy pro zajištění kvality
- Sdílejte vzorek a plán inspekcí (první výroba, série nebo průběžné kontroly)
- Včas upřesněte svou politiku oprav a servisních oprav v terénu
Dodržíte-li tyto kroky, minimalizujete nepříjemné překvapení a zajistíte, že vybraná povrchová úprava hliníku bude poskytovat konzistentní a kvalitní výsledky.
Chcete sjednotit úpravu povrchu a zajištění kvality pod jednou střechou? Dodavatel kovových dílů Shaoyi —přední integrovaný dodavatel přesných kovových dílů pro automobilový průmysl v Číně—vám může pomoci zefektivnit každý krok, od návrhu až po sériovou výrobu, pro všechny vaše hliníkové profily. Jejich odbornost v oblasti povrchových úprav pro hliníkové profily v automobilovém průmyslu zajistí, že vždy získáte správný povrchový účinek.
Nejčastější dotazy
1. Jaké jsou nejčastější povrchové úpravy pro hliníkové profily v automobilovém průmyslu?
Nejčastěji používané povrchové úpravy pro automobilové hliníkové profily zahrnují eloxování (typ II pro vzhled a odolnost proti korozi, typ III pro odolnost proti opotřebení), práškové nátěry pro trvanlivou barvu a chemickou ochranu, elektroforetické nátěry (e-lak) pro rovnoměrnou ochranu proti korozi na komplexních tvarech a také nátěry na bázi surového povrchu s nášlapem a barvou pro ekonomickou pružnost. Každá úprava nabízí konkrétní výhody z hlediska trvanlivosti, vzhledu a kompatibility s automobilovými výrobními standardy.
2. Jak si vybrat správnou povrchovou úpravu pro můj projekt s hliníkovými profily v automobilovém průmyslu?
Výběr nejlepšího povrchového úpravy závisí na požadavcích vašeho projektu na odolnost proti korozi, vzhled, odolnost proti opotřebení a rozpočet. Dekorativní anodizace je ideální pro viditelné lišty, tvrdá anodizace je vhodná pro části s vysokým opotřebením, práškové nátěry nabízejí živé a odolné barvy, elektroforetický nátěr (e-coat) je nejvhodnější pro složité profily vyžadující rovnoměrnou ochranu a natěrovaný výrobek (mill finish) s nátěrem je nákladově efektivní řešení pro skryté nebo servisované části. Zvažte expozici části, potřeby montáže a kvalitativní standardy, abyste učinili správnou volbu.
3. Jaký je rozdíl mezi anodizací a práškovým nátěrem na hliníkových profilech?
Anodizace vytváří integrovanou oxidovou vrstvu na povrchu hliníku, čímž zvyšuje odolnost proti korozi a nabízí širokou škálu kovových povrchových úprav. Typ II anodizace je ceněn pro svůj dekorativní vzhled, zatímco Typ III (tvrdá anodizace) poskytuje vyšší odolnost proti opotřebení. Nitrolakové nátěry jsou na druhé straně organické povlaky aplikované ve formě prášku a vytvrzené za vzniku ochranné, barevné a trvanlivé vrstvy. Nitrolakové nátěry umožňují širší volbu barev a struktur, ale vyžadují důkladnou předúpravu pro optimální přilnutí.
4. Proč je důležitá předúprava před aplikací jakékoli povrchové úpravy na hliníkové profily?
Předúprava je důležitá, protože odstraňuje nečistoty, zlepšuje přilnavost a zvyšuje odolnost proti korozi. Správné čištění a nanášení přeměnového nátěru (často bez obsahu chromanů) zajistí, že vybraný povrchový úprava – ať už se jedná o anodování, práškové nátěry, e-nátěr nebo barvu – bude trvale a bez poškození plnit svou funkci. Přeskočení nebo nedostatečná předúprava může vést k předčasnému poškození, jako je odlupování, puchýřkování nebo koroze.
5. Jaké jsou výhody využití integrovaného dodavatele, jako je Shaoyi, pro povrchové úpravy hliníkových profilů?
Spolupráce s integrovaným dodavatelem, jako je Shaoyi, zjednodušuje proces povrchových úprav tím, že nabízí všechny hlavní typy povrchových úprav, kontrolu kvality a řízení dodavatelského řetězce pod jednou střechou. Tento přístup zkracuje dodací lhůty, minimalizuje riziko chyb způsobených více dodavateli, zajišťuje soulad s automobilovými standardy a poskytuje odborné doporučení při výběru vhodné kombinace slitiny, geometrie a povrchové úpravy pro vaši aplikaci.