 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Výroba součástí řídicího sloupku tvářením: Průvodce výrobou a materiály
SHRNUTÍ
Tváření je dominantní výrobní proces pro velkosériovou výrobu bezpečnostně kritických dílů tvářené komponenty řídicího sloupku , včetně upevňovacích konzol, mechanismu nastavení sklonu a sbíhavých pouzder. Ve srovnání s tradičními litinovými metodami nabízí kovové tváření za použití ocelí vysoce pevných nízkolegovaných (HSLA) výrazné snížení hmotnosti a nižší jednotkovou cenu při zachování přísných standardů crash-testů. Tato příručka zkoumá technickou proveditelnost, strategie výběru materiálů a požadavky na dodavatele (např. IATF 16949) nezbytné pro návrh odolných řídicích souprav.
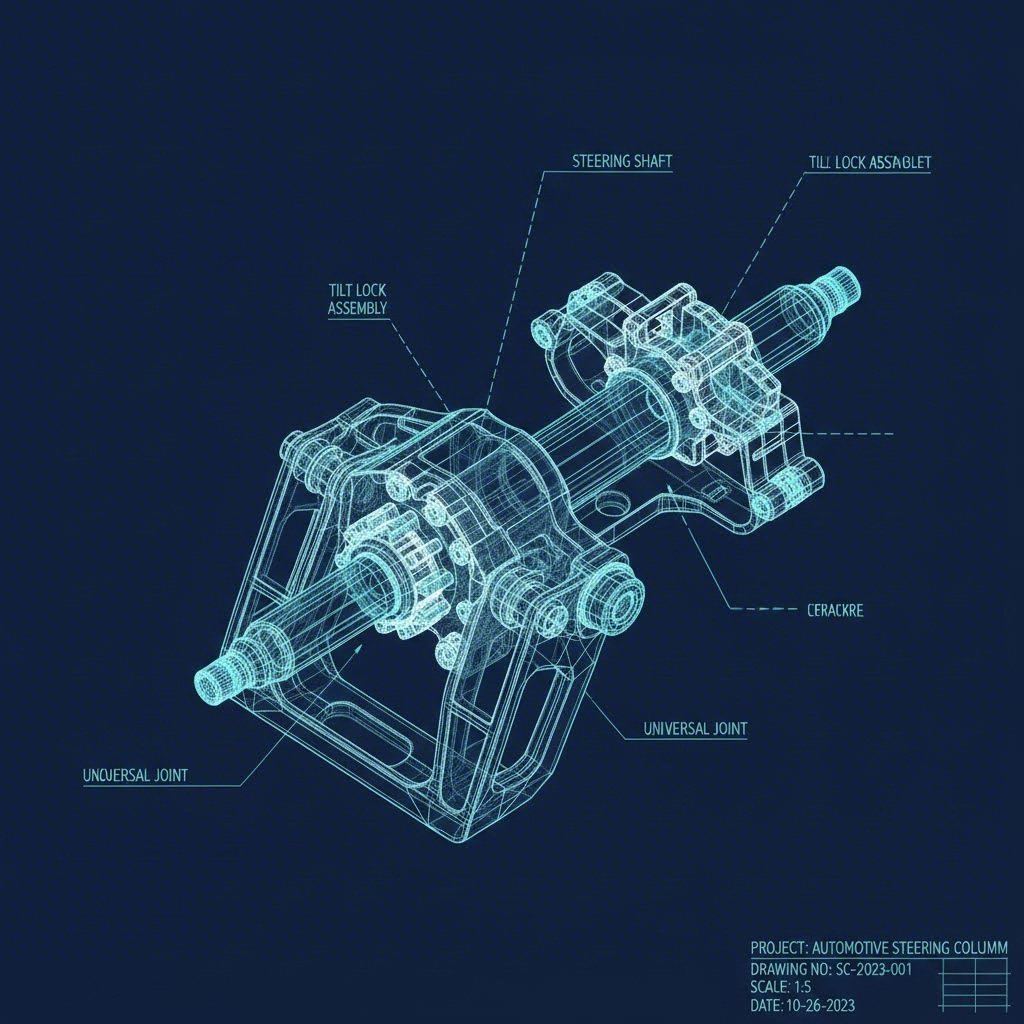
Kritické tvářené komponenty v řídicích sloupcích
Moderní řídicí čepy jsou složité díly vyžadující vysokou přesnost, aby byla zajištěna bezpečnost a pohodlí řidiče. Tváření kovů umožňuje inženýrům vyrábět složité geometrie s vysokou opakovatelností. Následující komponenty jsou hlavními kandidáty pro postupné a transferové tváření.
Upevňovací konzoly a nosné prvky
Řídicí čep musí být tuze připevněn k příčnému nosníku vozidla nebo přepážce, aby se zabránilo vibracím. Upevňovací konzoly z plechu jsou ve mnoha sériových aplikacích upřednostňovány před litými hliníkovými díly díky lepšímu poměru pevnosti ku hmotnosti. Tyto konzoly jsou obvykle vyráběny z oceli HSLA, aby odolaly vysokým statickým zatížením i dynamickým provozním silám bez trvalé deformace.
Mechanismy nastavení sklonu a výšky
Ergonomie řidiče závisí na nastavovacích mechanismech sklonu (rake) a vyklopnosti (reach). Uzamykací desky a zuby používané v těchto systémech jsou často lisovány téměř na konečný tvar. Pro dosažení čistých střihových hran potřebných pro plynulé uzamčení se zde často používá přesné jemné blankování, čímž se eliminují sekundární obráběcí operace.
Sklápěcí pláště a bezpečnostní zóny
V případě čelního nárazu je konstrukce řídicího sloupku navržena tak, aby se skládala a pohlcovat energii za účelem ochrany řidiče. Toto je často dosaženo pomocí lisovaných a válcovaných tlumicích plechů nebo mřížových upevňovacích prvků, které se deformují ovládaným způsobem. Výrobci využívají specializované razníky k vytvoření konkrétních koncentrátorů napětí nebo vlnitých struktur v kovu, čímž zajistí předvídatelné sbroušení součásti při přesném zatížení.
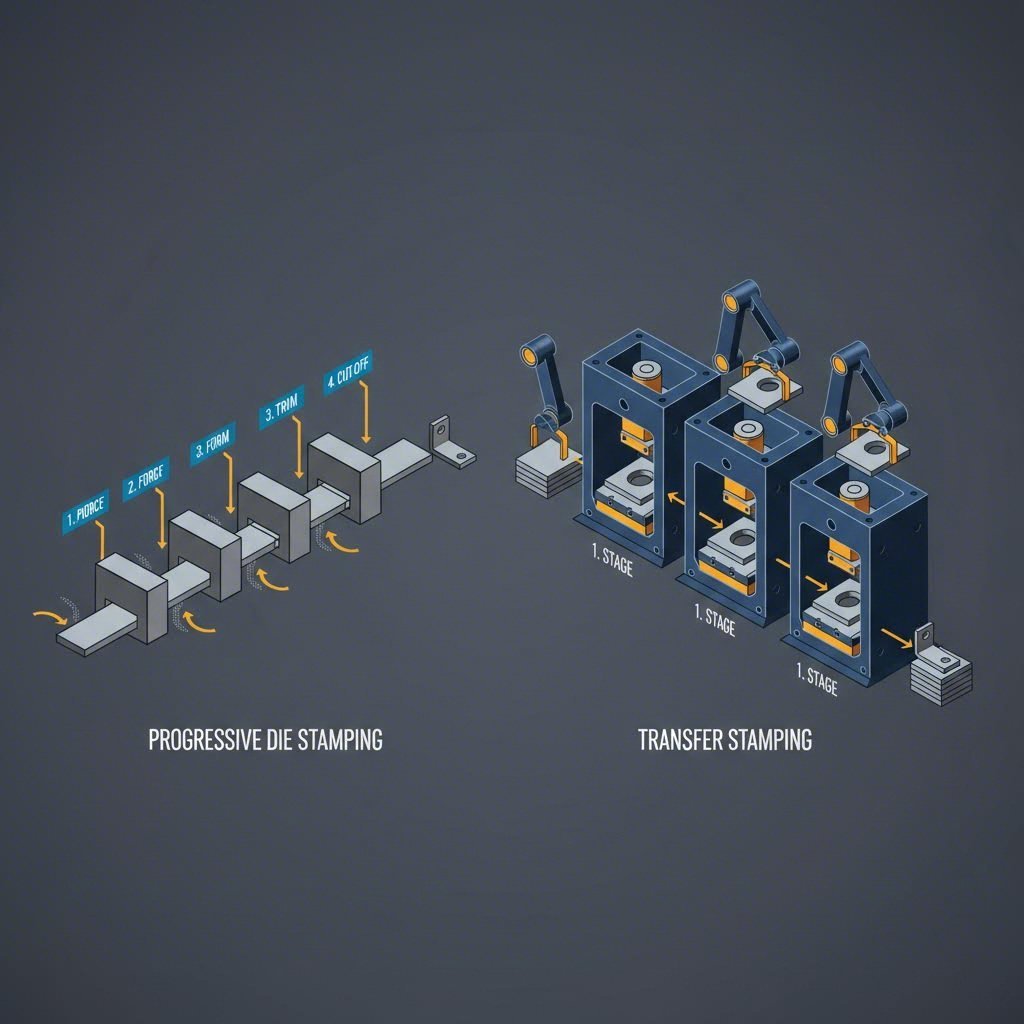
Výrobní procesy: postupné vs. transferové tváření
Výběr správné metody tváření je rozhodující pro vyvážení nákladů na nástroje a jednotkových nákladů. U součástí řídicích tyčí se volba často upíná mezi postupné stříhání pomocí vícestaničních nástrojů a přenosové stříhání.
Progresivní razení
U menších součástí vyráběných ve velkém množství, jako jsou zamykací čelisti, sponky a menší konzoly, je standardem postupné stříhání pomocí vícestaničních nástrojů. Při tomto procesu se kovová páska podává jedním nástrojem s více pracovními stanicemi. Každá stanice provádí konkrétní operaci – stříhání, ohyb nebo vrtání – zatímco pás posunuje vpřed. Tato metoda dosahuje vysokého počtu zdvihů za minutu (SPM), což výrazně snižuje dobu cyklu a cenu kusu u automobilových programů s vysokým objemem výroby.
Přenosové stříhání pro složité geometrie
Větší strukturální skříně nebo součásti vyžadující hluboké tažení často vyžadují přenosové tváření. Na rozdíl od postupných nástrojů, kde zůstávají díly připojené k pásu, přenosové tváření přemisťuje jednotlivé polotovary mezi stanicemi pomocí mechanických čelistí. To umožňuje složitější tvářecí operace a lepší využití materiálu, což je nezbytné při práci s nákladnými ocelmi automobilové třídy.
Od prototypu až po sériovou výrobu
Ověření výrobní proveditelnosti již v rané fázi návrhu je rozhodující. Výrobci automobilů často požadují, aby dodavatelé prokázali schopnosti pokrývající celý životní cyklus výrobku. Výrobci, kteří dokážou propojit rychlé prototypování s hromadnou výrobou, mají strategickou výhodu. Například Shaoyi Metal Technology poskytuje komplexní řešení tváření, která lze škálovat od počátečních prototypů až po vysokoodmotážní výrobu, a využívá lisů až do 600 tun pro výrobu klíčových komponent, jako jsou řídicí ramena a rámy podvozků, v souladu se standardy IATF 16949.
Inženýrské výzvy a výběr materiálu
Stampování bezpečnostně důležitých řídicích částí zahrnuje navigaci složitých metallurgických chování. Inženýři musí zohlednit vlastnosti materiálů, které ovlivňují jak výrobnost, tak výkon konečné části.
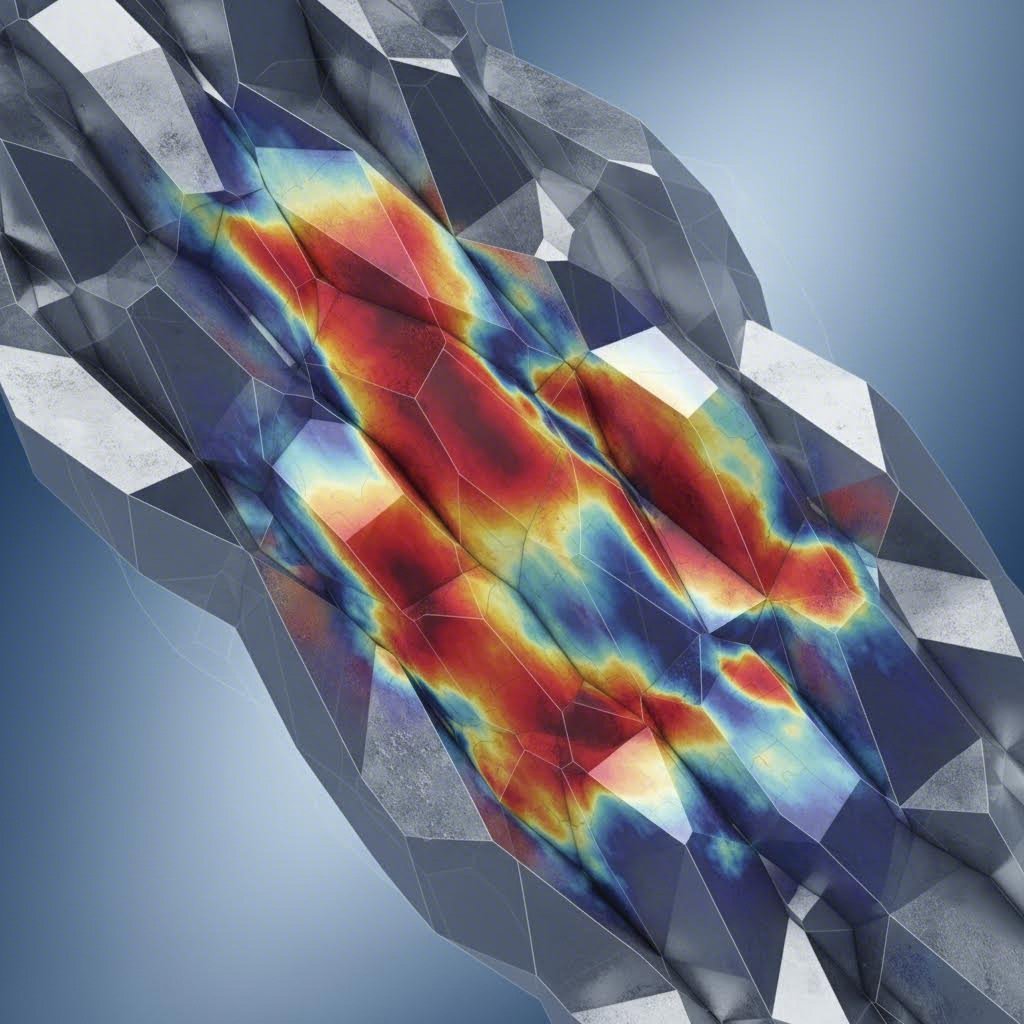
Správce Springbacka v HSLA Steels
Pro snížení hmotnosti vozidel se výrobci stále více spoléhají na vysokou pevnost nízkolité oceli (HSLA). I když jsou tyto materiály pevné, vykazují významný vzestup - tendenci kovu po formování vrátit se ke svému původnímu tvaru. Kompenzační strategie ve fázi návrhu třešní, vedené analýzou konečných prvků (FEA), jsou nezbytné pro zachování tolerancí, zejména pro páření dílů v teleskopických sloupcích.
Úzká tolerance a odolnost vůči havárii
Komponenty řízení pracují s požadavky na nulovou hru, aby byla zajištěna přesnost řízení. Stampované části musí mít pevné tolerance (často v rozmezí +/- 0,05 mm), aby se zabránilo chřestání nebo hraní. Kromě toho musí materiál udržovat pevnost, aby se zabránilo prasknutí během rychlé deformace při nehodě. Výběr správné třídy oceli zahrnuje vyvážení pevnosti výstupů pro trvanlivost a prodloužení potřebné pro absorpci energie.
Kritéria výběru dodavatele pro automotive stemplování
Nabídka stemplovaných řídicích součástí vyžaduje postup kontroly, který přesahuje cenu. Systém řízení kvality dodavatele a jeho technické schopnosti jsou zásadní.
- Certifikace IATF 16949: Toto je pro dodavatele automobilů nezpochybnitelná základní hodnota, která zajišťuje, že systémy řízení kvality jsou v souladu s požadavky OEM.
- Vnitřní nástroje a zařízení: Dodavatelé s interním oddělením nástrojů mohou rychleji reagovat na změny v inženýrství a efektivněji udržovat třešně, což snižuje dobu výpadku.
- Simulace a společný návrh: Nejlepší dodavatelé používají simulační software k předpovědi problémů s tvarováním před řezením oceli. Hledejte partnery, kteří se budou chtít zapojit do společného návrhu, aby optimalizovali geometrii dílů pro proces lisování.
- Sestavení s přidanou hodnotou: Mnoho řídicích součástí vyžaduje sekundární operace. Dodavatelé, kteří nabízejí svařování, přidávání nebo montáž nosníků na trubky, poskytují kompletnější řešení, což snižuje logistickou složitost.
Souhrn výrobní proveditelnosti
Přechod z lití na lisování ve výrobě volantních sloupců je způsoben neúnavným hledáním snížení hmotnosti a nákladové efektivity automobilovým průmyslem. Využitím pokročilých procesů, jako je progresivní lisování a materiálů, jako je ocel HSLA, mohou inženýři navrhnout komponenty, které splňují přísné bezpečnostní normy a zároveň optimalizují výrobní parametry. Úspěch v této oblasti vyžaduje hluboké pochopení chování materiálů a partnerství s schopnými, certifikovanými výrobci.
Nejčastější dotazy
1. Jaké jsou hlavní součásti systému řízení?
Mezi hlavní komponenty moderního řízení patří volant, kolumna volantu (která obsahuje hřídel a bezpečnostní mechanismy), řízení (příslušenství a závorka nebo rekirkulační koule) a tyčnice, které přenášejí sílu na kolové klouby. V elektromotorových systémech (EPS) jsou do sloupce nebo stojanu integrovány také elektromotor a ECU.
2. Věříme, že Která část přenáší hnací sílu na kola?
Spojovací tyče jsou kritické součásti, které přenášejí boční pohyb z řízení na kolové klouby. Jsou zodpovědné za tlačení a tahání kol, aby změnily úhel, a tak zajistí, že vozidlo přesně reaguje na vstup řidiče.