 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Ploché ocelové výrobky odhalené: Od suroviny až po vaši výrobní haly

Co jsou plechové výrobky a proč jsou důležité
Když se podíváte na výrobní halu, montážní linku automobilky nebo dokonce do vlastní kuchyně, obklopeni jste plechovými výrobky. Ale co přesně tyto komponenty odlišuje od ostatních kovových zboží? Porozumění tomuto rozdílu je nezbytné pro nákupce, inženýry a výrobce, kteří potřebují dělat informovaná rozhodnutí o materiálech a výrobních procesech.
Definice plechových výrobků a jejich základní charakteristiky
Plechové výrobky jsou komponenty vyrobené z tenkých, plochých kusů kovu, které byly tvarovány, řezány nebo upraveny pomocí průmyslových procesů. Na rozdíl od odlitých nebo kovaných kovových výrobků tyto produkty vycházejí z plochých kovových plechů, které procházejí různými technologiemi tváření, aby dosáhly své konečné geometrie. Co je jejich určující vlastností? Výjimečná kombinace strukturální pevnosti a tvárnosti.
To, co dělá plechové výrobky tak cennými, je plastickost materiálu. To umožňuje výrobcům deformovat plechy do složitých tvarů, aniž by došlo ke ztrátě strukturální integrity. Ať už vyrábíte karoserie automobilů, potrubí pro vytápění a klimatizaci nebo přesné elektronické skříně, proces vychází ze stejného základního principu: tvarování bez přidávání nebo odebírání materiálu.
- Rozsah tloušťky: Obvykle mezi 0,5 mm a 6 mm, i když aplikace sahají od extrémně tenkých fólií po silnější desky
- Tvaritelnost: Vysoká tvárnost umožňuje ohýbání, tažení a lisování do různorodých tvarů
- Možnosti materiálů: Ocel, hliník, měď, mosaz a speciální slitiny nabízejí vlastnosti přizpůsobené konkrétním aplikacím
- Univerzálnost výroby: Kompatibilní s řezáním, tvářením, spojováním a dokončovacími procesy, což umožňuje nekonečné možnosti navrhování
Jak se plech liší od jiných forem kovu
Představte si, že potřebujete kovovou součástku pro váš další projekt. Můžete si vybrat odlitou kovovou součástku, kovaný kov nebo součástky opracované z masivního materiálu. Proč se výrobci pak stále obrací k plechům?
Odpověď spočívá v efektivitě a přizpůsobivosti. Odlévání do kovu vyžaduje formy a je nejvhodnější pro komplexní trojrozměrné tvary vyráběné ve velkých sériích. Kované součástky vynikají tam, kde je vyžadována extrémní pevnost, ale s sebou nesou vysoké náklady na nástroje. Opracované součástky nabízejí přesnost, ale generují významný odpad materiálu, protože kov je odřezáván.
Výrobky z plechu zaujímají jedinečnou prostřední pozici. Výrobní proces tváření plechu zachovává téměř celý původní materiál a zároveň umožňuje rychlou výrobu jak jednoduchých úhelníků, tak složitých sestav. Tato efektivita se přímo promítá do úspor nákladů, zejména při středních až vysokých výrobních objemech.
Spektrum tlouštěk – od fólie po desku
Ne všechny ploché kovové výrobky jsou plechy. Průmysl rozlišuje tři různé kategorie podle tloušťky, a to podle Birmingham Metal :
- Fólie: Tloušťka méně než 0,2 mm. Vysoce pružný a lehký, používá se v elektronice, obalech a výzkumných aplikacích
- Listy: Tloušťka mezi 0,5 mm a 6 mm. Univerzální pracovní kůň používaný v leteckém průmyslu, automobilovém průmyslu, stavebnictví a lékařství
- Ocelová deska: Tloušťka více než 6 mm. Určeno pro náročné aplikace vyžadující mimořádnou pevnost a odolnost
Tento rozsah tlouštěk je důležitý, protože určuje, které výrobní procesy jsou vhodné a pro jaké aplikace lze finální produkt použít. Tenké kovové plechy je snazší tvarovat, ale jsou náchylnější ke zkreslení, zatímco silnější materiály vyžadují větší tvarovací síly a specializované vybavení.
V tomto článku zjistíte, jak různé materiály, výrobní procesy a kvalitativní standardy spolupracují při výrobě plechů, které pohání moderní průmysl. Ať už vybíráte komponenty pro automobilovou výrobu, zadáváte materiály pro stavební projekty nebo navrhujete speciální řešení, pochopení těchto základů vám pomůže dělat chytřejší rozhodnutí na každém stupni.
Materiály plechů a jejich jedinečné vlastnosti
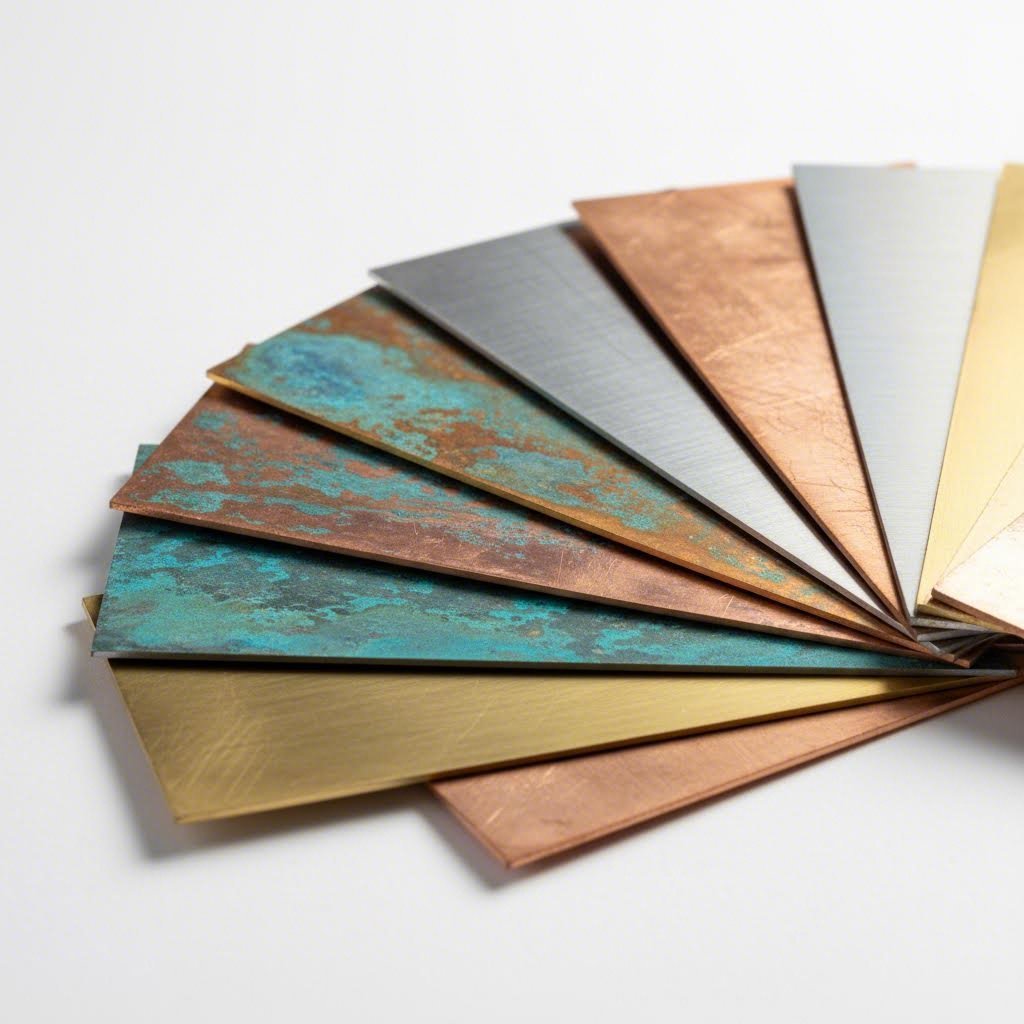
Správná volba materiálu může úspěch vašeho plechového projektu rozhodnout. Každý kov přináší svůj vlastní „charakter“ – některé jsou neporazitelné v odolnosti proti korozi, jiné se snadno ohýbají do složitých tvarů a některé nabízejí ideální rovnováhu mezi pevností a cenou. Podívejme se, co každou možnost odlišuje, abyste mohli přesně přizpůsobit vlastnosti materiálu požadavkům vaší aplikace.
Ocelové a nerezové ocelové varianty pro trvanlivost
Když jsou na špičce vašich priorit trvanlivost a ekonomická efektivita, ocel zůstává preferovanou volbou pro nepočetné výrobní aplikace . Ale který typ nejlépe vyhovuje vašemu projektu?
Uhlíková ocel nabízí vynikající pevnost za konkurenceschopnou cenu. Dobře se opracovává, snadno se svařuje a poskytuje spolehlivý konstrukční výkon. Jaká je kompromisní stránka? Vyžaduje ochranné nátěry nebo povrchové úpravy, aby se předešlo rezavění ve vlhkém prostředí.
Galvanizovaná ocel tento problém s koroze řeší nanesením zinek na uhlíkovou ocel. Tato ochranná vrstva se obětavě chrání podkladový kov, díky čemuž je pozinkovaný plech ideální pro venkovní stavby, vzduchotechniku a zemědělské zařízení.
Pro aplikace vyžadující vyšší odolnost proti korozi nabízejí nerezové oceli vynikající výkon. Dvě nejrozšířenější třídy – nerezové oceli 304 a 316 – slouží odlišným účelům:
- nerez 304: Obsahuje přibližně 18 % chromu a 8 % niklu. Toto složení zajišťuje vynikající odolnost proti korozi ve vnitřních prostorech a mírně agresivních prostředích. Jedná se o základní třídu používanou pro kuchyňské zařízení, architektonické doplňky a běžné stavební prvky.
- nerez 316: Přidáním 2–3 % molybdenu do směsi se výrazně zlepší odolnost vůči chloridům a kyselým prostředím. Podle srovnávacích údajů společnosti Ryerson jsou náklady na materiál 316 o 10–15 % vyšší než u 304, avšak nabízí delší životnost v námořních, farmaceutických a chemických aplikacích.
Je hliník tedy kovem, který konkuruje oceli? Rozhodně – ale v odlišných oblastech, jak si dále ukážeme.
Hliníkový plech pro lehké aplikace
Když je hmotnost stejně důležitá jako pevnost, hliníkový plech jasně vítězí. Hliníkové slitiny váží přibližně jednu třetinu oceli a umožňují výrobu palivově úsporných vozidel, leteckých komponentů a přenosného vybavení, které by s těžšími kovy nebylo praktické.
Slitiny hliníku jsou k dispozici v různých třídách, z nichž každá je navržena pro specifické provozní vlastnosti:
- hliník 1100: Velmi dobře tvárný s vynikající odolností proti korozi. Ideální pro chemická zařízení, dekorativní lišty a aplikace v potravinářském průmyslu.
- hliník 3003: Nejčastěji používaná slitina, která nabízí dobré zpracovatelnosti a střední pevnost. Vhodná pro běžné plechové práce, výměníky tepla a zásobníkové nádrže.
- hliník 5052: Poskytuje vyšší pevnost a výjimečnou odolnost proti korozi mořské vody. Běžně používán u námořních komponentů, palivových nádrží a tlakových nádob.
- 6061 Aluminium: Tepelně upravitelná slitina s vynikající obrobitelností a svařitelností. Preferovaná pro konstrukční aplikace vyžadující jak pevnost, tak odolnost proti korozi.
Hliníkový plech přirozeně vytváří ochrannou oxidační vrstvu při styku se vzduchem, čímž získává vrozenou odolnost proti korozi bez nutnosti dodatečných povlaků. Tato samo-ochranná vlastnost činí hliník obzvláště vhodným pro venkovní architektonické aplikace a dopravní zařízení.
Speciální kovy včetně mědi a mosazi
Kromě oceli a hliníku slouží speciální kovy pro aplikace, kde má přednost elektrická vodivost, tepelný výkon nebo estetika.
Měď zajistí nevyrovnatelnou elektrickou a tepelnou vodivost, což je klíčové pro elektrické sběrnice, výměníky tepla a střešní systémy. V průběhu času měď vyvíjí charakteristický zelený povlak, který si mnozí architekti cení pro jeho vizuální působení. Měď však má vysokou cenu a vyžaduje opatrné zacházení, aby se předešlo zpevnění při zpracování.
Mosaz představuje atraktivní alternativu, pokud potřebujete dobrou odolnost proti korozi, vynikající obrobitelnost a teplý zlatý vzhled. Ale z čeho se mosaz přesně skládá? Je to slitina mědi a zinku s různými poměry, které ovlivňují její vlastnosti. Obráběcí slitiny mosazi obvykle dosahují mezí pevnosti v tahu mezi 360 a 500 MPa — výrazně vyšší než u čisté mědi v rozmezí 210 až 370 MPa.
Při porovnávání mosazi a bronzu si pamatujte, že bronz obsahuje cín namísto zinku, což nabízí vyšší odolnost proti opotřebení, ale za vyšší cenu. Mosaz zůstává praktickou volbou pro dekorativní prvky, námořní armatury a přesné obráběné komponenty.
| Typ materiálu | Hlavní vlastnosti | Společné aplikace | Relativní náklady | Nejlepší případy použití |
|---|---|---|---|---|
| Uhlíková ocel | Vysoká pevnost, vynikající svařitelnost, vyžaduje povlak pro ochranu proti korozi | Konstrukční díly, stroje, skříně | Nízký | Vnitřní aplikace, kde nejvíce záleží na ceně |
| Galvanizovaná ocel | Korozivzdorný zinkový povlak, dobrá trvanlivost | Potrubí VZT, střešní krytiny, venkovní zařízení | Nízká-Střední | Venkovní aplikace a aplikace v prostředí s vlhkostí |
| nerezová ocel 304 | 18 % chromu, 8 % niklu, vynikající tvárnost | Kuchyňské vybavení, architektonické lišty, spojovací prvky | Střední | Univerzální odolnost proti korozi |
| nerezová ocel 316 | Přidaný molibden, vynikající chloridová odolnost | Námořní strojírenské zařízení, chemické zpracování, farmaceutické výrobky | Střední-Vysoká | Neprospěšné chemické prostředí nebo prostředí s slanou vodou |
| Hliník (3003/5052) | Lehká, přirozeně odolná vůči korozi, vysoce tvarovatelná | Letecké a kosmické, dopravní, výměníky tepla | Střední | Použití citlivé na hmotnost |
| Měď | Nejvyšší elektrická/tepelná vodivost, antimikrobiální | Elektrické součásti, střešní kryt, odvodňovače tepla | Vysoký | Elektrické a tepelné řízení |
| Mosaz | Výborná obráběcí schopnost, dekorativní přitažlivost, dobrá odolnost vůči opotřebení | Hardware, námořní výbavy, dekorativní panely | Střední-Vysoká | Dekorativní a přesně opracované díly |
Porozumění standardům tloušťky plechu vám pomůže přesně komunikovat specifikace napříč různými materiály. Převodní tabulka tloušťky plechu převádí normalizovaná čísla na skutečné hodnoty tloušťky – ale pozor: číselné označení plechu má pro různé kovy odlišný význam. Plech o tloušťce 14 gauge odpovídá přibližně 1,9 mm u oceli, zatímco u hliníku je to asi 1,6 mm. Při zadávání materiálů ve svém dodavatelském řetězci vždy potvrďte skutečné rozměry tloušťky.
Nyní, když je výběr materiálu objasněn, jste připraveni prozkoumat, jak se tyto surové kovy proměňují v hotové výrobky prostřednictvím procesů řezání, tváření a spojování.
Výroba výrobků ze plechu
Nyní, když víte, které materiály vyhovují vašemu použití, vyvstává další otázka: jak se ploché kovové plechy mění na funkční součásti? Odpověď spočívá ve třech základních procesních kategoriích – řezání, tváření a spojování –, z nichž každá zahrnuje více technik, které ovlivňují přesnost, kvalitu okrajů a celkový výkon výrobku.
Technologie řezání od laseru po vodní paprsek
Každý výrobek z plechu začíná řezáním surového materiálu na požadovanou velikost a tvar. Vaše volba metody řezání určuje nejen rychlost výroby, ale také kvalitu okrajů, rozměrovou přesnost a kompatibilitu materiálu.
Laserové řezání používá soustředěný paprsek vysoce intenzivního světla k roztavení, spálení a vypaření materiálu podél naprogramované dráhy. Laserový řezací stroj vyniká při vytváření složitých geometrií s vynikající přesností u kovů o tloušťce menší než polovina palce. Podle JR Metal Works lze laserové řezání provozovat 5 až 10krát rychleji než metody s vodním paprskem u tenkých materiálů, což jej činí ideálním pro sériovou výrobu.
- Výhody: Nepřekonatelná přesnost u těsných geometrií, úzká řezná dráha šetří materiál, vhodné pro řezání, gravírování a děrování
- Omezení: Odrazivé kovy mohou způsobit odchýlení paprsku, tepelně ovlivněné zóny mohou změnit vlastnosti materiálu, omezená účinnost u tlustších materiálů
Vodníjetové řezání vynucuje průchod vody smíchané s abrazivy, jako je granát, vysokotlakou tryskou, čímž materiál erozuje. Tento studený řezný proces úplně eliminuje tepelně ovlivněné zóny a zachovává původní vlastnosti materiálu po celém řezném okraji.
- Výhody: Řeže materiály až do tloušťky 38 cm, žádná tepelná deformace, zvládá prakticky jakýkoli materiál včetně tepelně citlivých kompozitů
- Omezení: Pomalejší než laser u tenkých materiálů, vyšší provozní náklady kvůli spotřebě abraziva, širší řezná dráha
Stříhání a CNC frézování nabízí další možnosti v závislosti na vašich požadavcích. Stříhání umožňuje rychlé rovné řezy pro základní tvary, zatímco CNC frézování poskytuje flexibilitu u nekovových nebo kompozitních materiálů.
Jedním z klíčových pojmů při zadávání přesných řezů je šířka řezu (kerf) – tedy šířka materiálu odstraněného během procesu řezání. Laserový řez obvykle vytváří šířku řezu mezi 0,1 a 0,3 mm, zatímco u vodního paprsku se pohybuje mezi 0,5 a 1,5 mm. Porozumění šířce řezu je důležité, protože ovlivňuje, jak těsně mohou být díly rozmístěny, a zda konečné rozměry splňují požadavky na tolerance.
Vysvětlení tvářecích a ohýbacích procesů
Po vyříznutí do požadovaného tvaru podstupují ploché polotovary tvářecí operace, které vytvářejí trojrozměrnou geometrii bez přidávání nebo odebírání materiálu. Tyto procesy využívají přirozenou kujnost plechů k efektivnímu dosažení složitých tvarů.
Ohýbání zůstává nejběžnější tvářecí operací. Ohýbací lisy působí silou podél lineární osy, čímž vytvářejí úhly, žlaby a uzavřené profily. Moderní CNC ohýbací lisy dokáží dosáhnout ohybových tolerancí v rozmezí ±0,5 stupně, což umožňuje přesné sestavování dílů s více ohýbáním.
- Výhody: Relativně nízké náklady na tvářecí nástroje, vhodné pro krátké i dlouhé výrobní série, vysoce opakovatelné výsledky
- Omezení: Omezeno na lineární ohyby, kompenzace pružného návratu vyžaduje zkušené programování, tloušťka materiálu ovlivňuje minimální ohybový poloměr
Stampování používá přesně přizpůsobené raznice k tváření plechů za vysokého tlaku. Stroj s dělicí formou může vytvářet složité tvary včetně reliéfů, žeber a integrovaných prvků jediným zdvihem lisu. U aplikací s vysokým objemem postupné stříhání postupně posouvá materiál více stanicemi, přičemž dokončí několik operací, než je hotová součástka vysunuta.
Tvarování valcem prochází plech postupnými válečkovými stanicemi, které postupně tvarují materiál do podoby nepřetržitých profilů. Tento proces je ideální pro výrobu dlouhých, konzistentních průřezů, jako jsou konstrukční lišty, střešní panely a dveřní rámy.
Podle Xometry se tváření plechů obvykle provádí s materiály o tloušťce mezi 0,6 mm a 6,35 mm, i když konkrétní návrhy a typy kovů mohou tento rozsah v jednom či druhém směru rozšířit.
Metody spojování plechů při montáži
Většina hotových výrobků vyžaduje spojení více tvarovaných dílů do funkčních sestav. Zvolená metoda spojení ovlivňuje strukturální pevnost, vzhled a výrobní náklady.
Svařování vytváří trvalé metalurgické vazby mezi jednotlivými díly. Při porovnávání MIG a TIG svařování vezměte v úvahu, že MIG svařování nabízí vyšší rychlosti posuvu a jednodušší osvojení, zatímco TIG svařování poskytuje lepší kontrolu a čistší svary u viditelných spojů a tenčích materiálů. Svařování hliníku přináší dodatečné výzvy kvůli tepelné vodivosti materiálu a oxidové vrstvě – nejlepších výsledků se obvykle dosahuje TIG svařováním střídavým proudem nebo specializovanými nastaveními MIG svařování.
- Výhody: Vytváří silné, trvalé spoje, lze automatizovat pro vysoké výrobní objemy, minimální dodatečná hmotnost
- Omezení: Zóny ovlivněné teplem mohou vyžadovat dodatečné zpracování, pro kvalitní výsledky jsou potřeba zkušení operátoři, některé materiály vyžadují specializované vybavení
Mechanické spojení použití nýtků, šroubů nebo zalisovacích spojů poskytuje alternativy, pokud svařování není praktické. Nýty vytvářejí trvalé spojení bez použití tepla, což je ideální pro spojování různorodých kovů nebo sestav citlivých na teplo. Zalisovací hmoždinky se montují do roviny s povrchem, čímž zajišťují esteticky čistý vzhled.
Adhezivní spojování rozprostírá napětí na větší plochy a je vhodné pro spojování tenkých materiálů, které by se mohly deformovat při teple svařování. Moderní konstrukční lepidla dosahují vysoké pevnosti a navíc přidávají vlastnosti tlumení vibrací.
Zvolené výrobní procesy přímo ovlivňují výkon, vzhled a náklady vašeho výrobku. Porozumění těmto základům výroby vám umožní posoudit, jak různé odvětví využívají možnosti plechových dílů pro své specifické aplikace.

Průmyslové aplikace od VZT po automobilový průmysl
Kam vlastně tyto výrobní techniky a možnosti materiálů vedou? Od klimatizace, která udržuje příjemné prostředí ve vaší kanceláři, po vozidlo stojící na vaší příjezdové cestě – plechové výrobky plní klíčové funkce téměř ve všech hlavních odvětvích průmyslu. Porozumění požadavkům konkrétního odvětví vám pomůže správně určit vhodné materiály, povrchové úpravy a tolerance pro vaši konkrétní aplikaci.
Plechové výrobky pro VZT a rozvody vzduchu
Vstupte do jakékoli komerční budovy a najdete zde kilometry plechových potrubí, která nenápadně rozvádějí upravený vzduch. Systémy VZT představují jeden z největších trhů pro výrobu plechových dílů, přičemž potrubí jsou doslova tepnami moderní budovové infrastruktury.
Proč je plech pro rozvody vzduchu ideální? Díky kombinaci strukturální tuhosti, vzduchotěsné konstrukce a dlouhodobé odolnosti. Podle Specifikace BESA DW/144 , plechové potrubí udržuje tvar a integritu za různých tlakových a teplotních podmínek a zároveň zajišťuje předvídatelný průtok vzduchu – provozní vlastnosti, které alternativní materiály jako tkanina nebo plast obtížně napodobují, zejména v systémech s vysokým tlakem.
Zinekem pozinkovaná ocel dominuje v aplikacích VZT, protože nabízí rovnováhu mezi odolností proti korozi a cenou. Zinkový povlak chrání před hromaděním vlhkosti uvnitř potrubí a prodlužuje tak životnost po desítky let provozu. Pro specializovaná prostředí jako jsou čisté místnosti, laboratoře a zdravotnická zařízení poskytuje nerezová ocel lepší hygienické vlastnosti a odolnost vůči chemikáliím, které tyto náročné aplikace vyžadují.
- Obdélníkové potrubí: Běžné v komerčních instalacích, kde největší význam mají omezený prostor a flexibilita návrhu
- Kruhové potrubí: Nabízí vyšší aerodynamickou účinnost a nižší spotřebu materiálu na každý kubický stopu přepraveného vzduchu
- Plochá oválná uspořádání: Kombinujte kruhovou účinnost s obdélníkovou přizpůsobivostí prostoru
- Přístupové panely a uzavírací klapky: Umožňují údržbu, prohlídku a regulaci průtoku vzduchu po celém systému
Služby práškového nátěru přidávají estetický vzhled i dodatečnou ochranu proti korozi u expozovaných potrubních rozvodů v architektonických aplikacích. Když zůstanou potrubí viditelná jako prvky designu – například v restauracích s industriálním stylem nebo přestavěných skladech – správný povrchový úprava promění funkční infrastrukturu ve vizuální prvky.
Stavební a architektonické aplikace
Podívejte se na jakoukoli moderní budovu a všude uvidíte plechové výrobky: střešní panely zachycující sluneční světlo, obklady definující fasády a lišty chránící náchylné spoje před pronikáním vody. Stavební aplikace vyžadují materiály, které odolají desítkám let vystavení povětrnostním vlivům, a zároveň si zachovají strukturální pevnost a estetický vzhled.
Plechové vlnité desky zůstávají stavebním standardem, protože jejich vlnitý profil výrazně zvyšuje tuhost, aniž by přidával hmotnost. Tato geometrie umožňuje použití tenčích materiálů na větší vzdálenosti mezi podpěrami, čímž se snižují náklady na materiál i požadavky na nosnou konstrukci. Vlnité plechy najdete na krytinách zemědělských objektů, průmyslových zařízení a stále častěji i na rezidenčních projektech, které usilují o moderní estetiku.
Architektonické aplikace často kladou důraz nejen na výkon, ale i na vzhled. Anodizace hliníku vytváří tvrdou, integrovanou oxidační vrstvu odolnou proti poškrábání a vyblednutí, která navíc dobře přijímá živé barvy. Na rozdíl od nátěru, který pouze pokrývá povrch, se anodizace stává součástí samotného kovu – a tak vytváří úpravy povrchu, které si zachovávají svůj vzhled po desítky let, aniž by se loupaly nebo odlupovaly.
- Střešní krytina s visutými švy: Skryté upevnění eliminují místa úniku a zároveň vytvářejí čisté, moderní linie
- Systémy kovového obkladu stěn: K dispozici v bezpočtu profilů, barev a textur pro flexibilitu v návrhu
- Odvodňovací lišty a rámy: Klíčové součásti pro vodotěsnost, které chrání průniky střechou, přechody stěn a okenní otvory
- Kovové tabule na míru: Kombinují odolnost s přesnou výrobou pro firemně charakteristické architektonické prvky
Ocelová výroba pro stavebnictví obvykle upřednostňuje odolnost proti korozi a strukturální výkon před úsporou hmotnosti. Zinekem pokryté povrchy, továrně nanášené úpravy a správné detaily odvodňovacích lišt zajišťují spolehlivý výkon stavebních prvků po celou dobu jejich plánované životnosti.
Automobilové a dopravní komponenty
Jen málo odvětví více než automobilový průmysl takto náročně využívá možnosti plechových materiálů. Každé vozidlo na silnici obsahuje stovky dílů z plechu – tvářených, lisovaných a svařovaných – od viditelných karosářských dílů až po skryté konstrukční zesílení, které je navrženo tak, aby chránilo pasažéry při srážkách.
Podle společnosti Kloeckner Metals se aplikace plechů v automobilovém průmyslu dělí do tří hlavních kategorií:
- Karoserie na bílo (BIW) a rám: Konstrukční kostra zajišťující tuhost a ochranu při nárazu
- Krycí panely: Dveře, kapoty, blatníky a zadní kryty definující vzhled vozidla
- Konstrukční vyztužení: Pilíře, střešní lišty a nosníky proti průniku navržené pro bezpečnost osádky
Výběr materiálu v automobilových aplikacích odráží trvalou rovnováhu mezi pevností, hmotností a náklady. Pokročilé oceli vysoké pevnosti, jako jsou dvoufázové (DP) a martenzitické třídy, poskytují vynikající výkon při nárazu v oblastech důležitých pro bezpečnost. Ocel DP1270 například chrání prostor pro pasažéry v podlahových plátech, A/B pilířích a střešních lištách, kde odolnost proti deformaci zachraňuje životy.
Mezitím slitiny hliníku čím dál častěji nahrazují ocel u uzavíracích panelů a konstrukčních prvků, kde snížení hmotnosti zlepšuje palivovou účinnost. Slitiny jako 6016 a 6022 poskytují dostatečnou mez kluzu a odolnost proti vzniku vrypů pro vnější panely, zatímco 5182 nabízí vysokou pevnost a odolnost proti galvanické korozi potřebnou pro konstrukční aplikace.
Letecký průmysl vede citlivost na hmotnost ještě dále a kdekoliv je to možné, používá exotické slitiny hliníku a pokročilé kompozity. Skořepiny letadel, nosné konstrukce a vnitřní díly vyžadují materiály, které minimalizují hmotnost a zároveň splňují přísné bezpečnostní certifikace.
Elektronika a průmyslové zařízení
Otevřete libovolné elektronické zařízení nebo průmyslovou řídící desku a uvidíte skříně ze plechu, které chrání citlivé součástky před vlivy prostředí, elektromagnetickým rušením a fyzickým poškozením. Tyto aplikace vyžadují úzké tolerance, čisté povrchy a přesné výřezy pro displeje, konektory a ventilaci.
Chladiče představují další kritickou elektronickou aplikaci, kde výběr materiálu přímo ovlivňuje výkon. Vynikající tepelná vodivost hliníku činí tento materiál preferovanou volbou pro odvod tepla z procesorů, napájecích zdrojů a systémů LED osvětlení. Nízká hmotnost kovu a snadná obrobitelnost umožňují složité tvarové provedení lamel, které maximalizují plochu pro konvektivní chlazení.
| Průmysl | Běžné výrobky | Typické materiály | Klíčové požadavky na výkon |
|---|---|---|---|
| HVAC | Vzduchotechnické potrubí, rozvody, difuzory, uzavírací klapky | Zinkovaná ocel, hliník, nerezová ocel | Těsná konstrukce, odolnost proti tlaku, možnost čištění |
| Stavebnictví | Střešní krytiny, obklady stěn, překlady, žlaby, výroba plechových cedulí na objednávku | Zinkovaná ocel, hliník, měď | Odolnost proti povětrnostním vlivům, statický rozpětí, estetický vzhled |
| Automobilový průmysl | Karosárie, díly rámu, tuhá zesílení | Vysoce pevné oceli nové generace, slitiny hliníku | Nárazový výkon, snížení hmotnosti, tvárnost |
| Elektronika | Skříně, podvozky, chladiče, upevňovací prvky | Hliník, ocel, Nerdzidé oceli | Elektromagnetická stínění, tepelné managementy, přesné tolerance |
| Letecký průmysl | Pancéřové desky, nosné části, interiérové komponenty | Hliníkové slitiny pro letecký průmysl, titan | Minimální hmotnost, odolnost proti únavě, soulad s certifikací |
Každý průmyslový odvětví upřednostňuje různé výkonnostní faktory na základě požadavků aplikace. HVAC systémy zdůrazňují těsnost a možnost čištění. Stavebnictví se zaměřuje na odolnost proti povětrnostním vlivům a dlouhou životnost. Automobilový průmysl vyvažuje bezpečnost při nárazu a snížení hmotnosti. Porozumění těmto specifickým prioritám jednotlivých odvětví pomáhá efektivně komunikovat s výrobci a specifikovat produkty, které splňují požadavky na reálný výkon.
Poté, co jsou aplikační oblasti jednotlivých odvětví objasněny, jste připraveni prozkoumat, jak se vyráběné plechové výrobky posunují od původního konceptu přes prototypování až k plné výrobě.
Životní cyklus vývoje výrobku pro míru plechových dílů
Identifikovali jste ideální materiál a rozumíte, jak fungují výrobní procesy. Nyní přichází skutečná výzva: přeměnit váš koncept na díly připravené pro výrobu. Ať už vyvíjíte jeden prototyp nebo se připravujete na tisíce kusů, cesta od nápadu po tovární podlahu sleduje předvídatelný postup – jeden, který odměňuje pečlivé plánování na každém stupni.
Od konceptuálního návrhu ke konstrukční dokumentaci
Každý úspěšný výrobek z plechu začíná jasným záměrem návrhu. Ale tady je, co odděluje dobré návrhy od skvělých: uvažování o výrobní technologičnosti již od prvního dne. Zásady navrhování s ohledem na výrobní technologičnost (DFM) pomáhají inženýrům vytvářet díly, které nejenže plní svou funkci, ale jsou také efektivně a cenově výhodně vyráběny.
Jak vypadá DFM v praxi? Podle doporučených zásad DFM společnosti Approved Sheet Metal tvarují tři základní aspekty úspěšné návrhy:
- Rovnoměrná tloušťka stěny: Váš výrobce bude vyrábět díly z jednotlivých plechů se stejnorodou tloušťkou (obvykle 0,010" až 0,25"). Složité návrhy vyžadující různou tloušťku potřebují alternativní přístupy, jako je obrábění nebo sestavy z více komponent.
- Správné rozměry výřezů a jazýčků: Výřezy by měly mít minimálně tloušťku materiálu nebo 0,04" (podle toho, co je větší), a délka by neměla přesáhnout 5násobek šířky materiálu. Jazýčky vyžadují minimálně 2násobek tloušťky materiálu nebo minimálně 0,126".
- Doporučené poloměry ohybů a velikosti otvorů: Běžné nástroje vytvářejí konkrétní poloměry ohybů a průměry otvorů. Návrh v rámci těchto parametrů umožňuje vyhnout se nákladným speciálním nástrojům.
Proč investovat čas do DFM (návrhu pro výrobu) již na začátku? Protože chyby v návrhu objevené během prototypování stojí mnohem méně na opravě než ty nalezené až ve výrobě. Prvky, které se zdají být bezvýznamné – úzké tolerance, hluboké ohyby nebo složité výřezy – mohou výrazně zvýšit náklady na kus a zpomalit výrobu, pokud nejsou předem optimalizovány.
Výrobci ocelových konstrukcí a dílny zabývající se kovovými konstrukcemi oceňují návrhy, které berou v úvahu reálné výrobní omezení. Pokud stanovíte běžné ohybové poloměry, rozměry otvorů a tloušťky materiálu, lze vaše díly vyrábět pomocí automatizovaných procesů, jako jsou CNC ohýbací lisy a věžové stříhací stroje – čímž se udrží kvalita a sníží se variabilita.
Rychlé prototypování plechových výrobků
Jakmile bude váš návrh hotov, prototypování přemění digitální modely na fyzické díly, které můžete držet v ruce, testovat a vylepšovat. Tato fáze plní několik klíčových funkcí: ověření správnosti fitu a funkce, testování estetického vzhledu a získání tržních zpětných vazeb ještě před investicí do výrobních nástrojů.
Jak rychle můžete získat prototypy do ruky? Rychlost se u dodavatelů výrazně liší. Některé dílny v mé blízkosti mohou pro jednoduché díly uvádět dodací lhůtu ve týdnech, zatímco specializovaní výrobci kovových konstrukcí v mé blízkosti dodávají přesné prototypy již za několik dní. Podle společnosti Approved Sheet Metal mohou dílny s materiály na skladě a efektivními procesy urychlit výrobu prototypů na pouhých 2–5 dnů u běžných tlouštěk oceli, nerezové oceli, pozinkovaného plechu a hliníku.
Co umožňuje tak rychlý výkon? Kombinuje se několik faktorů:
- Dostupnost materiálu: Dílny, které udržují zásoby oblíbených tlouštěk materiálů, eliminují prodlevy spojené se zajišťováním materiálů
- Pokročilé vybavení: Vlákenné lasery řežoucí rychlostí 866 palců za minutu oproti tradičním CO2 laserům s rychlostí 60 palců za minutu
- Integrované možnosti: Vnitřní svařování, úprava povrchu a montáž zabrání prodlevám při předávání mezi jednotlivými dodavateli
- Rychlá komunikace: Dodání cenové nabídky do 4 hodin urychluje zahájení projektu
Počet prototypů se obvykle pohybuje mezi 1 až 25 kusy. V této fázi můžete zjistit, že jste některé prvky nadměrně propracovali nebo stanovili tolerance příliš úzké, než je nutné. Dobří partneři ve výrobě pomáhají identifikovat tyto příležitosti pro optimalizaci – potenciálně ušetří významné náklady při přechodu na sériovou výrobu.
Služby jako send cut send a podobné online platformy zpřístupnily rychlé prototypování široké veřejnosti, což umožňuje inženýrům nahrát návrhy a téměř okamžitě obdržet cenové nabídky. U složitých sestav nebo projektů vyžadujících doporučení DFM je však často lepší pracovat přímo s zkušenými odborníky na kovové konstrukce.
Rozšiřování výroby od prototypu k hromadné výrobě
Váš prototyp funguje perfektně. Zpětná vazba od zákazníků potvrzuje tržní poptávku. A teď? Přechod od prototypu ke hromadné výrobě vyžaduje přehodnocení téměř každého aspektu vašeho výrobního přístupu.
Postupné kroky ve vývoji produktu probíhají v následujícím sledu:
- Návrh a inženýrství: Vytvořte počáteční koncepty zahrnující principy DFM a specifikace materiálů
- Výroba prototypu: Vyrobtě 1–25 kusů pro ověření formy, přesnosti a funkčnosti a validaci trhu
- Optimalizace designu: Dokončete na základě zpětné vazby z prototypu, odstraňte funkce, které komplikují výrobu
- Sériová výroba: Vyrábějte množství od 25 do několika tisíc kusů za účelem ověření konzistence procesu
- Masová výroba: Zvětšete výrobu na tisíce a více pomocí specializovaného nástrojí a automatizace
Každý přechod přináší nové aspekty. Během sériové výroby (množství od 25 do tisíců kusů) začínají přínosy důsledného dodržování pravidel konstrukce pro výrobu (DFM) během tvorby prototypu. Podle odborných poznatků společnosti Approved Sheet Metal se v tomto stádiu stávají náklady na speciální nástroje významnými – strategicky navržené prototypy využívající standardní nástroje tyto náklady úplně eliminují.
Hromadná výroba představuje zcela odlišný přístup k výrobě. Vysoce kvalitní nástroje a možnosti automatizace se stávají nezbytnými. Dílna zabývající se kovovým zpracováním a specializující se na hromadnou výrobu může vyčlenit celé linky a sady nástrojů pro jednotlivé projekty, čímž efektivně zvládne požadavky na objem výroby.
Rozhodnutí o povrchové úpravě učiněná během tvorby prototypu přímo ovlivňují škálování výroby. Počítejte s tloušťkou povlaku u rozměrů otvorů a vůlí, specifikujte požadavky na maskování u stykových ploch a zvažte použití předem upravených materiálů za účelem snížení doby následného zpracování.
Ne každá dílna zvládá všechny fáze výroby stejně dobře. Některé vynikají v tvorbě prototypů a sériové výrobě, ale nemají automatizaci potřebnou pro hromadnou výrobu. Jiné se zaměřují výhradně na velkosériovou výrobu a nepřijímají malé zakázky na prototypy. Pochopení toho, kam váš projekt spadá v tomto životním cyklu, vám pomůže již od začátku určit správné výrobní partnery.
Poté, co jsou základy vývoje produktu stanoveny, jste připraveni čelit praktickým rozhodnutím, která určují úspěch projektu: výběru vhodných materiálů, tlouštěk a povrchových úprav pro konkrétní požadavky vašeho použití.

Jak vybrat správný plechový výrobek
Prozkoumali jste materiály, výrobní procesy a průmyslové aplikace. Nyní nastává moment pravdy: přesné určení toho, co potřebujete. Výběr správného plechového výrobku zahrnuje vyvážení několika faktorů – vlastností materiálu, požadované tloušťky, povrchových úprav a provozních podmínek – abyste dosáhli specifikace, která spolehlivě funguje, aniž by do projektu vnášela nadměrné náklady.
Než zažádáte o cenové nabídky nebo kontaktujete dodavatele, projděte si tuto kontrolní seznam klíčových otázek:
- Jaké mechanické zatížení bude díl během používání podstupovat?
- Bude součást vystavena venkovním podmínkám, vlhkosti nebo kontaktu s chemikáliemi?
- V jakém rozsahu teplot musí výrobek odolávat?
- Existují omezení hmotnosti, která ovlivňují výběr materiálu?
- Jaký povrchový vzhled vyžaduje dané použití?
- Jak přesné musí být rozměrové tolerance pro správné uložení a funkci?
- Jaké produkční objemy očekáváte během životního cyklu výrobku?
Zodpovězení těchto otázek na začátku zabrání nákladným změnám uprostřed projektu a zajistí, že vaše specifikace budou odpovídat požadavkům reálného provozu.
Přizpůsobení vlastností materiálu potřebám aplikace
Zní to složitě? Nemusí to tak být. Začněte tím, že určíte své hlavní požadavky na výkon, a poté možnosti postupně zužujte.
Kdy odolnost proti korozi stojí-li na prvním místě priorita, pak expozice prostředí určuje výběr materiálu. Vnitřní aplikace s minimální vlhkostí si mohou vystačit s uhlíkovou ocelí a jednoduchým práškovým nátěrem. Venkovní instalace vyžadují pozinkovanou ocel, hliník nebo nerezovou ocel, v závislosti na míře zatížení. Námořní prostředí nebo chemické procesy obvykle vyžadují nerezovou ocel 316 nebo anodizovaný hliník, aby odolaly působení mořské soli a kyselých látek.
-li úbytku váhy ovlivňuje vaše rozhodnutí, hliníkové slitiny mají přibližně jednu třetinu hmotnosti ekvivalentních ocelových dílů. Tato výhoda se prohlubuje v dopravních aplikacích, kde každá libra ovlivňuje spotřebu paliva. Hliník je však dražší na libru než ocel – proveďte výpočty, abyste potvrdili, že úspory hmotnosti odůvodňují vyšší náklady na materiál.
Pro aplikace s vysokou pevností , pokročilé oceli s vysokou pevností poskytují výjimečný výkon u bezpečnostně kritických komponent. Díly automobilového podvozku, strukturální zesílení a nárazově odolné skříně profitovaly z materiálů navržených speciálně pro náročné mechanické zatížení.
Tepelné hlediska také ovlivňují výběr. Vynikající tepelná vodivost hliníku jej činí ideálním pro chladiče a výměníky tepla. Naopak aplikace vyžadující tepelnou izolaci mohou profitovat nižší vodivostí oceli nebo použitím izolačních bariér.
Porozumění výběru tloušťky plechu a požadavkům na tloušťku
Zde mnoho kupujících chybuje: čísla kalibrů se přímo nepřevádějí na palce nebo milimetry a vztah se liší podle materiálu. Podle průvodce kalibry oceli společnosti Ryerson pochází číselný systém kalibrů z britského drátového průmyslu 19. století – a tento systém přetrval navzdory pokusům nahradit ho metrickými jednotkami.
Základní pravidlo? Vyšší číslo kalibru označuje tenčí materiál. Desetinné ekvivalenty se však liší podle typu kovu:
- tloušťka oceli 14 kalibru: Přibližně 0,0747 palce (1,90 mm)
- nerezová ocel 14 kalibru: Přibližně 0,0751 palce (1,91 mm)
- hliník 14 kalibru: Přibližně 0,0641 palce (1,63 mm)
Tato variabilita má velký význam při specifikaci dílů. Tabulka kalibrů plechu pro váš konkrétní materiál zajišťuje přesnou komunikaci s výrobci. Nikdy nepředpokládejte rovnocennost kalibrů u různých kovů.
Co třeba ocel tloušťky 11 gauge? Při přibližné hodnotě 0,1196 palce (3,04 mm) představuje 11 gauge výrazný nárůst tuhosti a hmotnosti ve srovnání s tenčími variantami. Tuto větší tloušťku najdete u konstrukčních aplikací, skříní těžkého vybavení a součástí vyžadujících mimořádnou odolnost.
Při výběru tloušťky (gauge) vyvažujte tyto protichůdné faktory:
- Struktura: Tlustší materiály lépe odolávají průhybu pod zatížením, ale zvyšují hmotnost a náklady
- Tvaritelnost: Tenčí materiály se snadněji ohýbají s menším poloměrem; silnější materiál vyžaduje větší rezervu pro ohyb
- Omezení výroby: Výrobní zařízení vašeho dodavatele má maximální možnosti co do tloušťky materiálu při řezání a tváření
- Cenové důsledky: Náklady na materiál rostou přímo úměrně k tloušťce; zdvojnásobení tloušťky zhruba odpovídá zdvojnásobení nákladů
Konzultace tabulky tlouštěk materiálu (gauge) již v rané fázi návrhu zabrání zadání rozměrů, které by komplikovaly výrobu nebo přesáhly možnosti zařízení.
Požadavky na povrchovou úpravu a povlaky
Vaše aplikační prostředí určuje, které povrchové úpravy poskytují dostatečnou ochranu a které představují zbytečné náklady. Součásti uvnitř klimatizovaných prostor mohou vyžadovat pouze základní lakování. Venkovní instalace vyžadují odolnější ochranu.
Prahovaná úpravy povrchu se staly výchozí volbou pro mnoho aplikací. Elektrostaticky nanášený prášek roztaje a vytvrdne v odolný, rovnoměrný povlak, který odolává odlupování, škrábáním a vyblednutí. Na rozdíl od tekuté barvy práškové nátěry během aplikace neuvolňují těkavé organické sloučeniny – což je ekologická výhoda a také usnadňuje dodržování předpisů.
Podle srovnání nátěrů od SAF poskytují práškové nátěry vyrobené ze stejné pryskyřice a pigmentu jako tekuté nátěry prakticky identické provozní vlastnosti. Hlavní rozdíl spočívá v technice aplikace a požadavcích na velikost dávky – práškové nátěry obvykle vyžadují větší minimální objednávky než speciálně namíchané tekuté barvy.
U hliníkových aplikací eloxovaný anodické povrchy nabízejí jedinečné výhody. Na rozdíl od nátěrů, které jsou pouze na povrchu, anodizace vytváří integrovanou oxidovou vrstvu, která se nemůže odlupovat ani křupat. Tento elektrochemický proces vytváří úpravy, jejichž trvanlivost je úměrná jejich tloušťce – anodizace třídy I (0,7 mil) vydrží venku přibližně dvojnásobek doby ve srovnání s třídou II (0,4 mil).
Co činí anodizaci obzvláště atraktivní? Její obnovitelnost. Když anodizované povrchy po letech expozice působí poškozeně, často stačí povrch vyčistit a obnoví se jeho původní vzhled – něco, co není možné u organických nátěrů, které je nutno zcela odstranit a znovu nanést.
Anodizace má však svá omezení. Její slabou stránkou je odolnost proti chemikáliím; kyselé znečišťující látky ve městském prostředí postupně degradují i silné anodické povlaky. U aplikací vystavených náročnému chemickému působení poskytují nátěry PVDF (polyvinylidenu fluorid) lepší chemickou odolnost a konzistentnější barevnost ve širokém spektru odstínů.
Přizpůsobte výběr povrchové úpravy skutečným požadavkům prostředí:
- Vnitřní prostory, nízké opotřebení: Standardní nátěr nebo lehký práškový nátěr poskytuje dostatečnou ochranu za minimální náklady
- Venkovní prostory, střední expozice: Kvalitní práškový nátěr nebo anodizace třídy II zajišťují roky spolehlivého provozu
- Oblasti s vysokým opotřebením: Vyšší tvrdost anodizace překonává organické povlaky na rámech dveří, náraznících a plochách s častým dotykem
- Pobřežní nebo průmyslová prostředí: Anodizace třídy I, PVDF povlaky nebo nerez o námořnické kvalitě odolávají agresivním podmínkám
- Expozice chemikáliím: PVDF povlaky nebo vhodné třídy nerezové oceli odolávají degradaci způsobené kyselinami a chloridy
Mějte na paměti, že rozhodnutí o povrchové úpravě učiněná během tvorby prototypu se přenášejí i do výroby. Zohledněte tloušťku povlaku u volných otvorů, specifikujte maskování pro spojované plochy a ověřte, že zvolená úprava splňuje příslušné průmyslové normy pro váš tržní segment.
Poté, co jste upřesnili materiál, tloušťku plechu a povrchovou úpravu, můžete vyhodnotit dodavatele na základě jejich certifikací kvality a výrobních možností.
Normy a certifikace kvality, na které je třeba dbát
Vybrali jste správný materiál, zadali správnou tloušťku plechu a zvolili vhodnou povrchovou úpravu. Jak ale zjistíte, zda vybraný výrobce skutečně dodá součásti odpovídající vašim specifikacím? Odpověď spočívá v pochopení norem kvality, certifikací a kontrolních procesů, které oddělují spolehlivé dodavatele od těch, kteří šetří na úkor kvality.
Kvalita výroby z plechů není subjektivní – je doložena, auditem ověřená a certifikovaná. Při hodnocení potenciálních dodavatelů se podívejte za marketingové sliby a zaměřte se na certifikace visící na jejich stěnách a systémy, které řídí jejich provoz.
Odborné certifikace signalizující kvalitu
Ne všechny certifikace mají stejnou váhu. Některé představují základní úroveň způsobilosti, zatímco jiné indikují kvalitativní managementové systémy světové třídy. Porozumění tomu, co každá certifikace ve skutečnosti znamená, vám pomůže přiřadit schopnosti dodavatele ke specifickým požadavkům vaší aplikace.
- ISO 9001: Základní standard řízení kvality platný napříč odvětvími. Certifikace prokazuje dokumentované procesy, konzistentní postupy a závazek ke kontinuálnímu zlepšování. Tento standard považujte za minimální očekávání vůči profesionálním výrobcům.
- ISO 14001: Zaměřuje se na systémy environmentálního managementu. Relevantní v případě, že vaše organizace vyžaduje, aby dodavatelé prokázali ekologickou odpovědnost a udržitelné výrobní postupy.
- AS9100: Kvalitativní standard leteckého průmyslu, který navazuje na ISO 9001 s dodatečnými požadavky pro stopovatelnost, řízení konfigurace a zmírňování rizik. Nezbytný pro jakékoli komponenty určené pro letadla nebo letecké aplikace.
- IATF 16949: Zlatý standard automobilového průmyslu pro řízení kvality, představující nejpřísnější certifikaci pro dodavatele plechů obsluhujících dopravní sektor.
Proč je IATF 16949 tak důležitý? Podle certifikační příručky Xometry byl tento standard vyvinut Mezinárodní pracovní skupinou pro automobilový průmysl (International Automotive Task Force) speciálně pro výrobce a dodavatele automobilů. Na rozdíl od obecných standardů kvality IATF 16949 zdvojnásobuje úsilí o dosažení konzistence, bezpečnosti a kvality napříč automobilovými výrobky – od ocelových desek používaných při stavbě podvozků až po přesně liso vané nerezové plechové komponenty v brzdových soustavách.
Samotný proces certifikace ukazuje závazek dodavatele. Organizace usilující o certifikaci IATF 16949 procházejí jak interními audity, tak náročnými externími hodnoceními. Kritéria auditu zahrnují sedm podrobných oddílů, které pokrývají vše od vedení a plánování až po vyhodnocování výkonu a neustálé zlepšování. Certifikace je binární – buď společnost splní všechny požadavky, nebo certifikát nedostane.
Co to prakticky znamená? Když nakupujete u dodavatele certifikovaného podle IATF 16949, jednáte s organizací, která prokázala svou schopnost omezit vady, snižovat odpad a udržovat konzistentní kvalitu v celých výrobních sériích. U automobilových rámů, podvozků a nosných konstrukcí není tato certifikace volitelná – je to vstupní lístek pro vážné zvážení dodavatele.
Porozumění tolerancím a normám přesnosti
Certifikace vám poskytují informace o systémech a procesech. Tolerance určují skutečný výkon dílů. Každý plechový výrobek má rozměrové požadavky – a porozumění třídám přesnosti vám pomůže specifikovat přesně to, co opravdu potřebujete, aniž byste do projektu zbytečně vnášeli vyšší náklady.
Tolerance při tvorbě plechových dílů spadají do několika kategorií:
- Tolerance rozměrů: Jak přesně hotové rozměry odpovídají stanoveným hodnotám. Přísnější tolerance vyžadují přesnější zařízení, pomalejší zpracování a dodatečnou kontrolu – což všechno zvyšuje náklady.
- Tolerance rovinnosti: Přípustná odchylka od dokonale rovné roviny. Důležité pro dotýkající se plochy a montážní aplikace.
- Úhlové tolerance: Přípustná odchylka úhlů ohybů. Standardní operace na ohýbacím lisu obvykle dosahují ±0,5 stupně; přísnější požadavky vyžadují specializované zařízení.
- Tolerance polohy děr: Přesnost polohy pro díry vytvořené stříháním nebo laserem. Moderní CNC zařízení běžně dosahuje přesnosti polohy ±0,005 palce.
Klíčový poznatek? Uvádějte pouze tolerance, které vaše aplikace skutečně vyžaduje. Požadavek na ±0,001" tam, kde by naprosto bez problémů postačilo ±0,010", zbytečně zvyšuje nároky na kontrolu a vede k odmítání dílů, které by ve vaší sestavě fungovaly naprosto stejně. Pečlivě přezkoumejte požadavky na pasování a funkci, než stanovíte úroveň přesnosti.
U pozinkovaného plechu a jiných povlakových materiálů mějte na paměti, že tloušťka povlaku ovlivňuje finální rozměry. Silný práškový nátěr nebo zinek může hotovým plochám přidat několik setin palce – u těsných pasování je třeba tyto přírůstky zohlednit při specifikaci tolerancí.
Kontrola kvality při výrobě z plechu
Certifikace a specifikace tolerancí nemají cenu bez pevných procesů kontroly kvality, které je podporují. Podle All Precision Metals začíná kontrola kvality při zpracování plechu dlouho předtím, než dojde k jakémukoli řezání či tváření – začíná kontrolou dodaného materiálu.
Komplexní program kontroly kvality zahrnuje více kontrolních bodů:
- Ověření materiálu: Ověření, že dodaný kov odpovídá specifikacím týkajícím se složení slitiny, tepelného zpracování a tloušťky. Renomovaní dodavatelé poskytují certifikáty z výrobní haly, které dokumentují vlastnosti materiálu včetně mez pevnosti, meze kluzu a chemického složení.
- Kontrola během procesu: Kontrola kritických rozměrů během výroby, nikoli až po jejím dokončení. Tento přístup umožňuje zachytit odchylky dříve, než se rozšíří do následných operací.
- Vizuální inspekce: Školení inspektoři provádějí kontrolu stavu povrchu, kvality hran a celkové kvality zpracování. Některé vady se projeví pouze při vhodném osvětlení a podrobném zkoumání.
- Test výkonu: U kritických aplikací fyzikální testování ověřuje, že hotové součástky splňují mechanické požadavky. Testování může zahrnovat měření pevnosti v tahu, zkoušky tvrdosti a hodnocení vlivu teploty na vlastnosti materiálu.
- Konečná kontrola rozměrů: Porovnávání hotových dílů se specifikacemi pomocí kalibrované měřicí techniky. Souřadnicové měřicí stroje (CMM) poskytují přesnou trojrozměrnou kontrolu pro složité geometrie.
Při hodnocení dodavatelů septejte se na jejich možnosti a frekvenci kontrol. Provádějí výběrové kontroly nebo ověřují každý díl? Jakou měřicí techniku používají a jak často je kalibrována? Jak nakládají s materiálem, který neodpovídá požadavkům?
U komponent z anodizovaného hliníku se kontrola kvality rozšiřuje i na ověření povlaku. Měření tloušťky, zkoušky přilnavosti a hodnocení odolnosti barvy zajistí, že povrchové úpravy splňují specifikace a budou ve svém nasazení fungovat očekávaným způsobem.
Nejlepší výrobci považují kontrolu kvality nikoli za nákladové středisko, ale za investici do vztahů se zákazníky a provozní efektivity. Záchyt vad v rané fázi vyjde mnohem lépe než dodání dílů, které neodpovídají požadavkům a vyžadují dodatečnou úpravu, náhradu, nebo – v nejhorším případě – selžou při použití.
Poté, co pochopíte standardy kvality, jste připraveni vyhodnotit, kde a jak nakupovat plechové výrobky, které odpovídají vašim konkrétním požadavkům.

Efektivní zajišťování plechových výrobků
Vybrali jste vhodný materiál, stanovili tolerance a ověřili požadavky na kvalitu. Nyní následuje praktická otázka: kde byste měli skutečně nakupovat plechové výrobky? Odpověď závisí na jedinečné kombinaci objemu, složitosti, časovém rámci a potřebách technické podpory vašeho projektu. Ať už hledáte plechárny poblíž mě nebo hodnotíte globální výrobní partnery, porozumění možnostem zásobování zabrání nákladným neshodám mezi schopnostmi dodavatele a požadavky projektu.
Místní dodavatelé versus specializovaní výrobci
Když do vyhledávače zadáte dotaz „plechárny poblíž mě“, objevíte vše – od malých dílen po regionální distributory. Místní dodavatelé nabízejí zřejmé výhody, ale nejsou vždy optimálním řešením pro každý projekt.
Podle analýzy partnerech provádějících výrobu pro Zetwerk excelují místní dílny zabývající se kovovým zpracováním v komunikaci, dostupnosti a projektech s krátkou dodací lhůtou. Máte možnost navštívit provozy osobně, přímo kontrolovat kvalitu a řešit problémy prostřednictvím osobních rozhovorů. Když dojde ke změnám v návrhu na poslední chvíli, blízkost znamená rychlejší revize a kratší dodací lhůty.
Místní možnosti však mohou mít omezení. Menší dílny nemusí mít specializované vybavení pro složité geometrie nebo pokročilé materiály. Jejich kapacita nemusí být vhodná pro vysoké objemy výroby. A i když se vyhnete komplikacím spojeným s mezinárodní dopravou, můžete platit vyšší sazby ve srovnání s výrobci na větším měřítku.
Specializovaní výrobci zaujímají opačný konec spektra. Tato zařízení investují do pokročilého vybavení, udržují přísné certifikace a budují odborné znalosti v konkrétních odvětvích nebo procesech. Pro automobilové aplikace je specializovaným partnerem jako Shaoyi (Ningbo) Metal Technology zajišťuje kvalitu certifikovanou podle IATF 16949 s rychlým prototypováním do 5 dnů, komplexní podporou DFM a návratností cenových nabídek do 12 hodin – schopnosti, které běžné dílny prostě nemohou konkurovat.
Jak se rozhodnete mezi místními a specializovanými dodavateli? Zvažte tyto faktory:
- Složitost projektu: Jednoduché konzoly a skříně dobře zvládnou místní výrobci; přesné automobilové lisování vyžaduje specializovanou odbornost
- Požadavky na objem: Práce na prototypy a malé série vyhovují místním dílnám; sériová výroba profita z automatizace a specializovaného nástrojí
- Průmyslové certifikace: Automobilový, letecký a lékařský průmysl vyžadují specifické certifikace, které ne každá dílna drží
- Potřeba technické podpory: Složité projekty těží z inženýrského partnerství; jednoduché objednávky potřebují pouze spolehlivé provedení
Hodnocení dodacích lhůt a výrobní kapacity
Dodací lhůta může celý váš projekt uspět nebo selhat. Podle Průvodce pro srovnání dodavatelů Fry Steel , delší než očekávané dodací lhůty způsobují velké úzká hrdla, což přispívá k delším výpadkům a prodlevám ve výrobě.
Při porovnávání možností kovového zpracování poblíž mě zkoumejte, co ve skutečnosti ovlivňuje jejich cenové návrhy:
- Dostupnost materiálu: Má dodavatel na skladě běžné tloušťky plechů a slitiny, nebo musí objednávat plechy a plechové materiály na prodej od distributorů? Skladem dostupné zásoby mohou ušetřit dny až týdny do dodání.
- Kapacita vybavení: Zaneprázdněné provozy zařazují objednávky podle dostupnosti strojů. Zeptejte se na aktuální zálohu a typické doby čekání před zahájením výroby.
- Dodatečné služby: Dodavatelé nabízející dokončovací práce, svařování a montáž interně eliminují předávání mezi jednotlivými dodavateli – každá taková výměna přidává riziko prodlev.
- Geografická poloha: Vzdálení dodavatelé prodlužují dobu dopravy. Specializovaný výrobce s rychlejší výrobou však může stále porazit místní dílnu se delšími frontami zpracování.
Rozsah výrobních kapacit je stejně důležitý. Jak zdůrazňuje Howard Precision Metals, pokud nakonec budete spolupracovat s dodavatelem, který není schopen zpracovat vaše objednávky nebo je splnit v požadovaných termínech, může to negativně ovlivnit jak výrobu, tak i zisky.
Před kontaktováním dodavatelů vypracujte realistický časový plán projektu. Sdílejte své prognózy objemů, milníky dodávek a veškerou flexibilitu v harmonogramu. Tato transparentnost pomáhá potenciálním partnerům posoudit, zda skutečně dokážou splnit vaše požadavky – a umožňuje vám identifikovat neshody dříve, než se stanou problémy.
Získávání cenových nabídek a porovnávání dodavatelů
Žádost o cenové nabídky se zdá být jednoduchá, ale tento proces odhalí významné rozdíly mezi dodavateli. Jak rychle reagují? Jak důkladně prověří vaše specifikace? Pokládají upřesňující otázky, nebo prostě nabídnou cenu za to, co jste předložili?
Podle kritérií hodnocení společnosti Howard Precision Metals může být obtížné získat přesné cenové nabídky, pokud nejprve nerozumíte vlastnímu rozpočtu a požadavkům. Před tím, než se obrátíte na potenciální dodavatele plechových dílů, upřesněte:
- Kompletní specifikace dílů včetně materiálu, tloušťky plechu, tolerancí a požadavků na povrchovou úpravu
- Očekávané množství pro počáteční objednávky a průběžnou výrobu
- Požadované certifikace a dokumentaci kvality
- Dodací lhůtu a jakékoli klíčové milníky
- Omezení rozpočtu a flexibilitu pro optimalizaci nákladů
Kvalitní kovové výrobky si zaslouží kvalitní hodnocení. Až dorazí cenové nabídky, zaměřte se nejen na jednotkovou cenu, ale i na celkové náklady vlastnictví. Zvažte dopravné, požadavky na balení, dokumentaci kontrol a platební podmínky. Mírně vyšší cena za kus od spolehlivého dodavatele často vyjde levněji než řešení prodlev, vadných výrobků nebo expedice náhradních objednávek od levnějšího, ale méně schopného zdroje.
Věnujte pozornost reakční době během procesu stanovování cen – signalizuje, jak bude probíhat komunikace po celou dobu vašeho obchodního vztahu. Dodavatelé, kteří trvají dny na vrácení hovorů nebo týdny na poskytnutí cenových nabídek, se po zadání objednávek zřídka zlepší.
| Typ zdroje | Nejlepší pro | Typická dodací lhůta | Úroveň technické podpory | Příhodnost pro objem |
|---|---|---|---|---|
| Specializovaný výrobce automobilů (např. Shaoyi) | Přesné tváření automobilových dílů, součásti podvozku a pérování vyžadující certifikaci IATF 16949 | rychlé výroby prototypů za 5 dní; cenové nabídky za 12 hodin | Komplexní podpora DFM, inženýrská spolupráce | Od prototypu až po automatizovanou sériovou výrobu |
| Místní dílna | Jednoduché díly, projekty s krátkou dodací dobou, opakované iterace prototypů | typicky 1–3 týdny | Základní pokyny pro výrobu | Prototyp až po malé sériové výroby |
| Regionální výrobce | Díly střední složitosti, střední objemy, regionální dodávka | obvykle 2–4 týdny | Střední; závisí na odbornosti dílny | Výroba malých až středních sérií |
| Překupník kovů | Hrubé plechy k prodeji, standardní tvary a rozměry | Dny až 2 týdny podle skladových zásob | Pouze pomoc při výběru materiálu | Jakýkoli objem; bez služeb zpracování |
| Online platforma pro zpracování | Standardní díly, transparentní ceny, digitální pracovní postup | 1–3 týdny v závislosti na složitosti | Automatizovaná zpětná vazba DFM; omezená inženýrská podpora | Prototyp až střední objemy |
Správná strategie zásobování často kombinuje více dodavatelských vztahů. Pro rychlé prototypování a návrhové iterace můžete použít místní dílnu a poté přejít ke specializovanému výrobci pro výrobní série. Nebo můžete nakupovat plechy u distributora a zároveň spolupracovat s certifikovaným ohýbačem kovů pro hodnotou zvýšené zpracování.
Při jakémkoli přístupu si pamatujte, že dodavatelské vztahy přesahují jednotlivé transakce. Podle společnosti Howard Precision Metals je jedním z hlavních klíčů k trvalému vztahu pozorná zákaznická podpora poskytovaná vaším dodavatelem. Věnujte pozornost tomu, jak komunikují, zda máte stabilní kontaktní osoby a jak rychle reagují na dotazy.
Když najdete dodavatele, kteří rozumí vašemu odvětví, mají příslušná osvědčení a komunikují rychle a otevřeně, našli jste si partnery, které stojí za to si ponechat – i když jejich ceny nejsou vždy absolutně nejnižší. Náklady spojené se změnou dodavatele, rekvalifikací dílů a zvládáním učební křivky často převyšují skromné cenové rozdíly mezi schopnými dodavateli.
Vybaveni těmito znalostmi o nákupu jste připraveni přeměnit specifikace plechových výrobků na hotové produkty, které splňují vaše požadavky na kvalitu, termíny a rozpočet. Cesta od suroviny po výrobní halu zahrnuje mnoho rozhodnutí – ale s vhodnými partnery se každý krok stává lépe zvládnutelným a předvídatelnějším.
Nejčastější dotazy týkající se plechových výrobků
1. Jaké výrobky se vyrábí z plechu?
Výrobky z plechu zasahují téměř do každého průmyslového odvětví. Běžné příklady zahrnují potrubí pro vytápění, ventilaci a klimatizaci, karosárie a rámové součásti automobilů, střešní krytiny a obklady pro stavebnictví, skříně elektroniky a chladiče, povrchové panely letadel, kuchyňské vybavení a speciální úhelníky. Tvárnost materiálu umožňuje výrobcům vyrábět všechno od jednoduchých rovných panelů po složité trojrozměrné sestavy pro automobily, domácí spotřebiče, nábytek a průmyslová zařízení.
2. Jaké jsou 5 operací na plechu?
Pět hlavních operací na plechu zahrnuje stříhání (přímé řezy protilehlými noži), dělení (vysekávání rovinných tvarů z plechového materiálu), prostřihování (vytváření otvorů nebo oken), ohýbání (tváření úhlů pomocí lisy) a tažení (natahování materiálu do trojrozměrných tvarů). Další operace zahrnují tváření raznicemi, profilování válcováním, reliéfní ražbu a různé techniky spojování, jako je svařování a nýtování, které dokončují výrobní proces.
3. Jak vybrat vhodný materiál plechu pro můj projekt?
Výběr materiálu závisí na hlavních požadavcích vašeho použití. Pro odolnost proti korozi zvolte pozinkovanou ocel pro venkovní použití, nerezovou ocel 304 pro běžné aplikace nebo nerezovou ocel 316 pro námořní prostředí. Pokud záleží na hmotnosti, hliníkové slitiny nabízejí jednu třetinu hmotnosti oceli. Pro vysokopevnostní aplikace se osvědčují pokročilé vysoce pevnostní oceli. Při konečném výběru také zvažte tepelnou vodivost, finanční omezení a požadované povrchové úpravy.
4. Jaké certifikace bych měl hledat u dodavatele plechů?
ISO 9001 představuje základní standard řízení kvality pro odborné výrobce. Pro automobilové aplikace je nezbytná certifikace IATF 16949 – ta signalizuje přísné systémy kvality speciálně navržené pro dopravní komponenty. Projektům v leteckém průmyslu je vyžadována certifikace AS9100. Dále ověřte, zda dodavatelé mají kalibrované kontrolní vybavení, dokumentované procesy kontroly kvality a schopnost poskytnout certifikáty materiálu pro jeho stopovatelnost.
5. Jaký je rozdíl mezi tloušťkami plechu podle měřítka (gauge)?
Čísla kalibrů označují tloušťku materiálu, přičemž vyšší čísla znamenají tenčí materiál. Kalibry se však liší podle typu kovu – např. 14kalibrová ocel má přibližně 1,90 mm, zatímco 14kalibrový hliník má pouze 1,63 mm. Běžné kalibry se pohybují od 30 (velmi tenký) do 7 (silný, pro konstrukční účely). Při specifikaci materiálů vždy uveďte skutečnou tloušťku v milimetrech nebo palcích, protože normy kalibrů se liší mezi ocelí, nerezovou ocelí a hliníkem.