 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Základní analýza tvárnosti plechů pro prevenci vad
SHRNUTÍ
Analýza tvárnosti plechů je kritický inženýrský proces, který slouží k vyhodnocení schopnosti kovu být tvarován na součást bez vzniku vad, jako je zeslabování nebo trhliny. Kombinuje fyzikální zkoušky a pokročilé počítačové simulace, aby předpověděla chování materiálu během procesu tváření. Tento prediktivní pohled je nezbytný pro optimalizaci návrhu nástrojů, snižování výrobních nákladů a zajištění, že finální díl splňuje přísné nároky na kvalitu.
Porozumění tvárnosti plechů: Základní koncepty a jejich význam
Ve výrobě označuje tvarovatelnost schopnost kovového plechu podstoupit plastickou deformaci a být tvarován do požadované součásti, aniž by došlo k poruše. Proces hodnocení této schopnosti je známý jako analýza tvarovatelnosti plechů. Je klíčovým prvkem moderního tváření kovů, protože poskytuje inženýrům data potřebná k propojení digitálního návrhu s úspěšně vyrobenou fyzickou součástí. Hlavním cílem je předvídat a předcházet běžným vadám při tváření ještě před jejich výskytem, čímž se ušetří významné množství času a zdrojů.
Důležitost tohoto rozboru nelze přeceňovat. Bez něj výrobci riskují postup typu pokus-omyl, který vede k vysoké míře výrobních zmetků, nákladným úpravám nástrojů a zpožděním ve výrobě. Mezi klíčové vady, které analýza tvárnosti pomáhá předcházet, patří vytržení, což je místní zeslabení materiálu před jeho porušením, a trhliny, kdy dojde k úplnému lomu materiálu. Po pochopení mezí materiálu mohou inženýři navrhnout efektivnější procesy a vybrat vhodnou slitinu pro daný úkol, čímž vyváží požadavky na pevnost s realizovatelností výroby.
Podrobná analýza přináší mnoho výhod, které přímo ovlivňují ziskovost společnosti a kvalitu produktu. Předpovídáním toku materiálu a koncentrací napětí zajišťuje analýza robustní a opakovatelný výrobní proces. To je obzvláště důležité s rostoucím používáním pokročilých ocelí s vysokou pevností (AHSS) a slitin hliníku, které nabízejí významnou úsporu hmotnosti, ale mají složitější tvářecí chování.
Mezi hlavní výhody patří:
- Snížení nákladů: Minimalizuje potřebu nákladného a časově náročného přepracování raznic a snižuje odpad materiálu z vadných dílů.
- Zlepšená kvalita: Zajišťuje, že součásti jsou vyrobeny konzistentně a splňují všechny geometrické a strukturní specifikace.
- Rychlejší uvedení na trh: Zkracuje fázi zkoušení nástrojů tím, že odstraňuje potenciální problémy již ve virtuální fázi návrhu.
- Optimalizace materiálů: Umožňuje sebevědomý výběr a použití lehkých, vysokovýkonných materiálů bez obětování vyrábětelnosti.
- Rozšířená návrhová svoboda: Umožňuje vytváření složitějších a ambicióznějších tvarů součástí díky jasnému pochopení omezení materiálu.
Klíčové metody a zkoušky pro hodnocení tvárnosti
Hodnocení tvárnosti plechů zahrnuje širokou škálu zkoušek, od tradičních mechanických metod až po sofistikované bezkontaktní optické systémy. Každá metoda poskytuje různé poznatky o chování materiálu za namáhání při tvářecí operaci. Volba zkoušky často závisí na materiálu, složitosti dílu a požadované přesnosti.
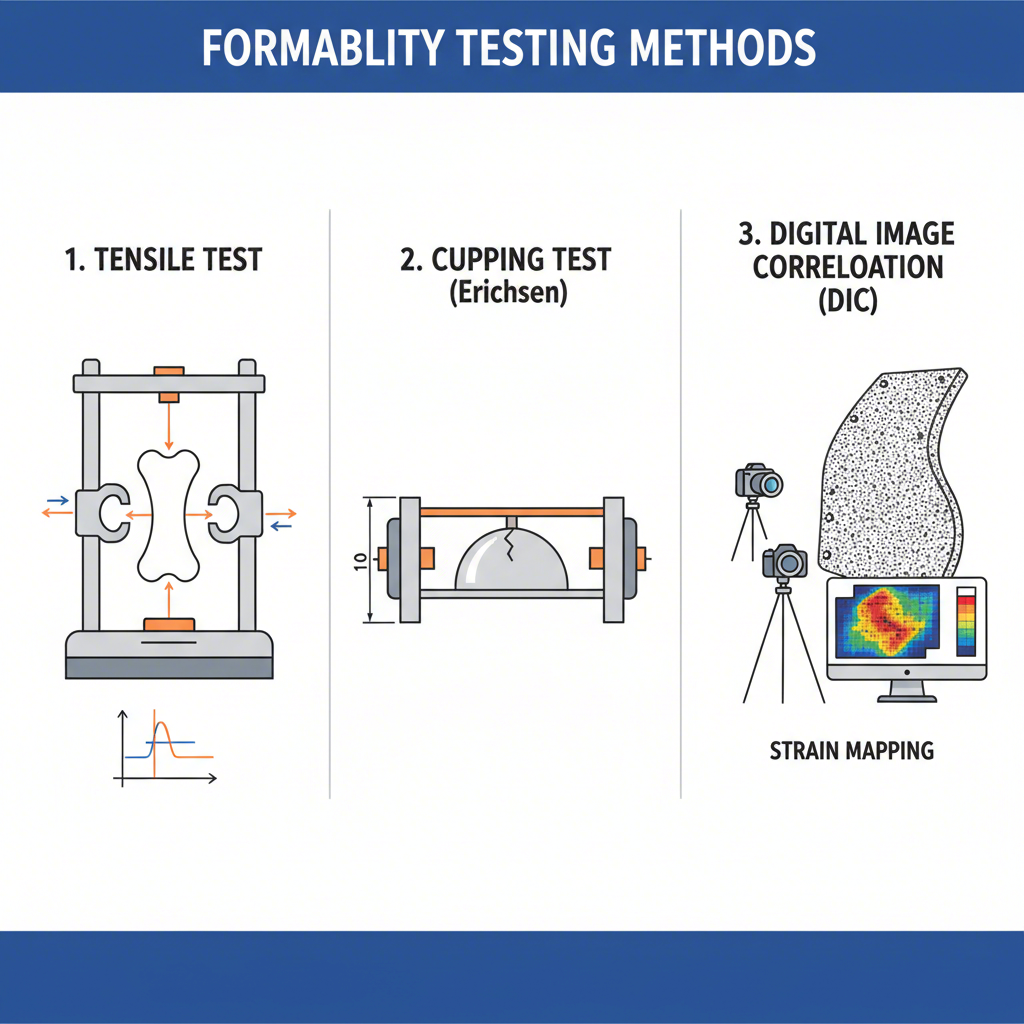
Tradiční metody často začínají jednoosým tahovým zkoušením. Tato základní zkouška táhne vzorek materiálu, dokud se nepřetrhne, a měří vlastnosti jako celkové prodloužení a koeficient zpevnění při deformaci (n-hodnota). Ačkoli je jednoduchá a levná, její hlavní omezení spočívá v tom, že měří napětí pouze v jednom směru, zatímco většina skutečných tvářecích operací zahrnuje složité, dvouosé (biaxiální) napětí. Pro lepší simulaci těchto podmínek používají inženýři zkoušky jako Erichsenova zkouška hloubky táhnutí nebo Nakajimova zkouška. V těchto postupech píst deformuje upnutý plech do tvaru klenby, čímž poskytuje realističtější hodnocení tvárnosti při biaxiálním protažení.
V poslední době pokročilé optické 3D měřicí systémy revolučně změnily analýzu tvárnosti. Metody jako digitální korelace obrazu (DIC) poskytují úplný přehled deformace po celém povrchu. Při této metodě se před tvářením nanese na plechový polotovar mřížka nebo bodový vzor. Během procesu lisování následně kamery s vysokým rozlišením zachycují snímky z více úhlů. Specializovaný software pak analyzuje, jak se vzor deformoval, a vypočítá přesné hodnoty hlavních a vedlejších přetvoření po celém povrchu dílu. Tento bezkontaktní postup poskytuje oproti tradičním zkouškám mnohem více dat, což umožňuje přesně identifikovat oblasti s kritickým přetvořením.
Následující tabulka srovnává tyto běžné metody:
| Zkušební metoda | Co měří | Výhody | Omezení |
|---|---|---|---|
| Tahový test | Protažení, pevnost, n-hodnota | Jednoduché, levné, standardizované | Jednoosý stav napětí není reprezentativní pro většinu tvářecích operací |
| Zkouška cupping / vyboulání | Výška kopule při lomu, meze dvouosého přetvoření | Simuluje podmínky dvouosého tažení | Časově náročné, poskytuje omezené množství datových bodů, může být ovlivněno třením |
| Optická 3D analýza (DIC) | Celoplošná 3D deformace a přetvoření | Vysoce přesné, komplexní údaje, bezkontaktní metoda | Vyžaduje specializované vybavení a software |
Pokročilá analýza: Modelování, simulace a predikce porušení
Kromě fyzického testování jsou nejúčinnějšími nástroji moderní analýzy tvárnosti výpočetní modelování a simulace. Pomocí softwaru pro metodu konečných prvků (FEA) mohou inženýři vytvořit virtuální reprezentaci celého procesu lisování. Ta zahrnuje geometrii nástrojů, vlastnosti plechu a technologické parametry, jako je tření a síla přidržovače materiálu. Simulace následně předpovídá, jak se plech bude při tváření do konečného tvaru dílu rozlévat, protahovat a tenčit.
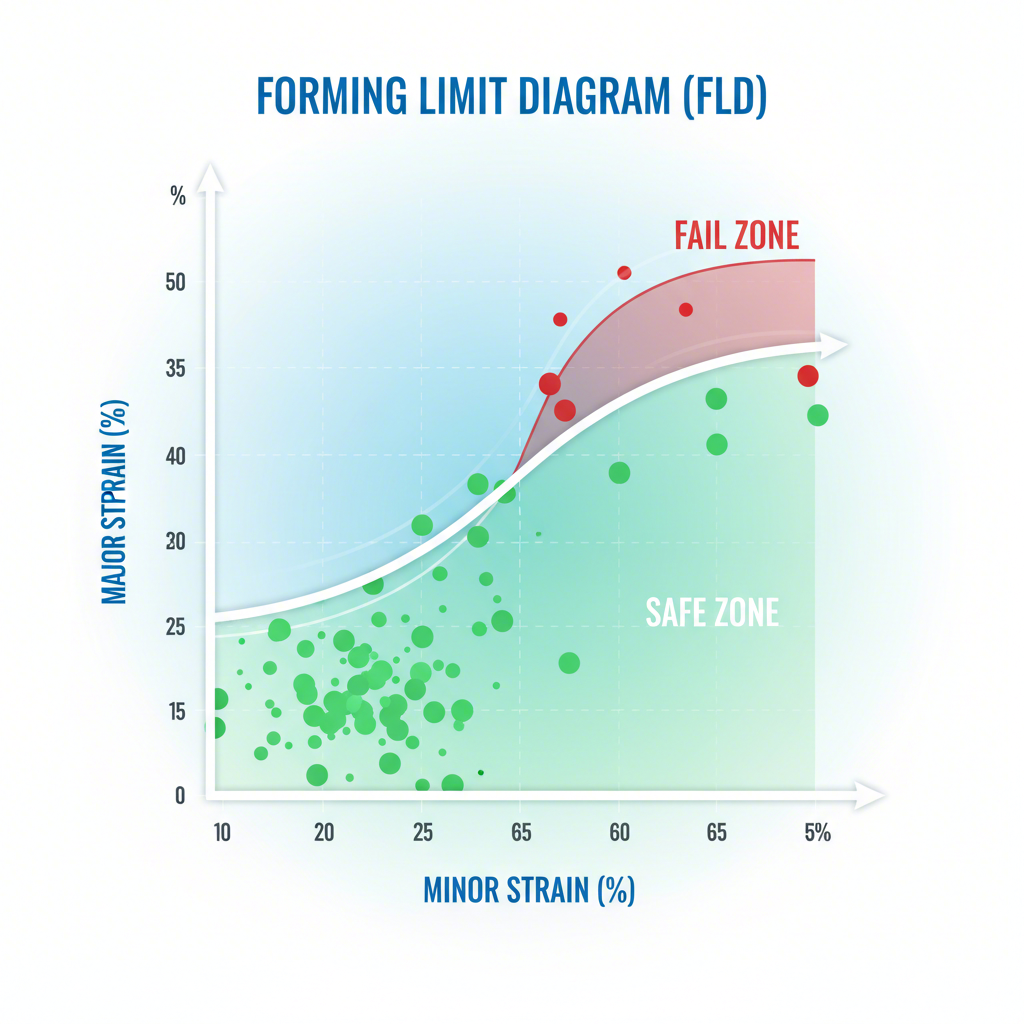
Centrálním prvkem této simulace je limitní diagram tvorby (FLD). FLD je graf, který definuje bezpečné výrobní okno pro konkrétní materiál. Představuje hlavní napětí proti menšímu napětí s hraniční čárou známou jako křivka omezení tvorby (FLC), která odděluje přijatelnou deformaci od počátku krku a selhání. Během simulace software vypočítá napětí pro tisíce bodů na dílci a zobrazí je na FLD. Pokud se body dostanou nad FLC, signalizuje to vysoké riziko selhání v této oblasti, což vede ke změně konstrukce.
Tradiční FLD však má omezení, zejména pro vícestupňové procesy tvarování nebo při práci s pokročilými materiály. Jak vysvětlují odborníci z tohoto odvětví, faktory jako nepřiměřené zatížení (kde se během procesu mění dráha napětí) a stabilizační účinky ohnutí přes malé poloměry mohou změnit skutečnou hranici tvaru materiálu. Pokročilé rámce analýzy tvarovatelnosti nyní zohledňují tyto účinky, aby poskytly přesnější předpovědi selhání pro složité části. Vedení výrobců složitých komponent, jako jsou odborníci na Shaoyi (Ningbo) Metal Technology Co., Ltd. , využít pokročilé simulace CAE k zajištění přesnosti stampovacích matric pro automobilové motory, což výrazně zkrátilo čas realizace a zlepšilo výsledky pro OEM a dodavatele Tier 1.
Výhody začlenění simulace do procesu návrhu jsou značné:
- Virtuální prototypování: Sníží potřebu nákladných a pomalých zkoušek fyzických nástrojů tím, že nejdříve řeší problémy na počítači.
- Optimalizace designu: Umožňuje inženýrům rychle testovat různé geometrie dílů, návrhy nástrojů nebo výběr materiálů, aby našli nejodolnější řešení.
- Předpověď vad: Přesně předpovídá nejen trhliny a zeslabení materiálu, ale také problémy jako vrásnutí, pružné zpětné působení a deformace povrchu.
- Efektivita procesu: Pomáhá optimalizovat parametry, jako je tvar polotovaru a uzavírací síla lisu, za účelem minimalizace spotřeby materiálu a energie.
Interpretace výsledků a uplatňování osvědčených postupů návrhu
Skutečná hodnota analýzy tvárnosti plechů spočívá v její schopnosti generovat využitelné poznatky, které vedou inženýrská rozhodnutí. Výstup ze simulací je obvykle barevně kódovaná mapa dílu, kde různé barvy reprezentují různé úrovně přetvoření nebo zeslabení materiálu. Oblasti označené zeleně jsou obecně bezpečné, žlutá indikuje mezní stav blízký limitu tváření a červená zvýrazňuje kritické zóny s vysokou pravděpodobností poruchy. Tyto vizuální pomůcky umožňují inženýrům okamžitě identifikovat problematické oblasti.
Když simulace upozorní na potenciální problém, analýza poskytne data potřebná k jeho vyřešení. Například pokud je v blízkosti ostrého rohu předpovězena vysoká koncentrace deformace, návrh doporučí zvětšit poloměr této oblasti. Tím se deformace rozloží na větší plochu a vrátí se do bezpečné zóny. Podobně, pokud je předpovězeno vrásení rovinného panelu, může řešením být úprava síly držáku заготовky nebo přidání tažných lišt pro lepší kontrolu toku materiálu.
Tento daty řízený přístup je základním principem koncipování pro výrobní realizovatelnost (DFM). Zohledněním principů tvárnosti již v počáteční fázi návrhu mohou inženýři vytvářet díly, které jsou nejen funkční, ale také efektivní ve výrobě. Tento preventivní přístup umožňuje vyhnout se pozdějším změnám konstrukce, které mohou narušit časový plán projektu a jeho rozpočet.
Níže jsou uvedeny některé klíčové osvědčené postupy návrhu založené na analýze tvárnosti:
- Používejte dostatečné poloměry: Kdykoli je to možné, vyhýbejte se ostrým vnitřním a vnějším rohům. Větší poloměry jsou jedním z nejúčinnějších způsobů, jak zabránit lokálnímu zeslabení materiálu a praskání.
- Umísťujte prvky mimo ohyby: Jako obecné vodítko udržujte otvory alespoň 2,5násobek tloušťky materiálu plus ohybový poloměr od ohybové čáry. To pomáhá zabránit deformaci prvku během procesu ohýbání.
- Zahrnout vyjímací úhly: U hlubokotažených dílů mírné úhly na svislých stěnách snižují tření a sílu potřebnou pro tváření, čímž klesá riziko trhlin.
- Stanovte vhodné tolerance: Použijte geometrické tolerování (GD&T) k určení přijatelných mezí rovinnosti, přímosti a dalších parametrů, s vědomím, že tvářecí proces způsobí určité odchylky.
- Konzultujte údaje o materiálu: Navrhujte a simulujte vždy na základě přesných údajů o vlastnostech materiálu, protože tvárnost se může výrazně lišit i mezi různými třídami stejného kovu.
Nejčastější dotazy
1. Co je tvárnost kovu?
Tvárnost je schopnost plechu být plasticky deformován a tvarován do součásti bez vzniku vad, jako jsou trhliny nebo zeslabení průřezu. Je primárně ovlivněna tažností kovu (schopností prodlužovat se) a jeho zpevňovacími vlastnostmi při deformaci, které ovlivňují, jak rovnoměrně se materiál tenčí během tváření.
2. Jaké jsou běžné testy tvárnosti plechů?
Mezi běžné testy patří tahový test za jednoosého namáhání, který měří základní prodloužení a pevnost; zkoušky cupping (např. Erichsen, Olsen) a zkoušky vyboulení, které simulují dvouosé protažení; a moderní bezkontaktní optické 3D analytické systémy (DIC), které poskytují celoplošnou mapu povrchové deformace.
3. Co je to pravidlo 4T v návrhu plechových součástí?
Běžné návrhové směrnice stanoví, že pro zabránění deformacím musí být prvek, jako je otvor, umístěn ve vzdálenosti alespoň 2,5násobku tloušťky materiálu plus ohybový poloměr od ohybové čáry. U drážek se někdy používá hodnota „4T“, avšak úplná směrnice obvykle udává vzdálenost rovnou čtyřnásobku tloušťky materiálu plus ohybový poloměr.
4. Co je GD&T pro plech?
Geometrické tolerance tvaru a polohy (GD&T) je symbolický jazyk používaný na technických výkresech k určení přípustných odchylek geometrie součásti. U plechu pomocí GD&T specifikujeme klíčové tolerance tvarem, jako je rovinnost, přímost a profil, aby bylo zajištěno správné fungování hotové ohnuté součástky a její správné zabalení do sestavy.