 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Kovové lisování pouzder senzorů: Příručka přesného hlubokého tažení
SHRNUTÍ
Kovové stříhání skříně senzoru je vysokorychlostní výrobní proces, který využívá především techniky hlubokého tažení, pro vytváření bezšvových, trvanlivých ochranných skříní pro citlivé elektronické součástky. Na rozdíl od obrábění nebo tvárnení plastů tato metoda nabízí lepší odstínění elektromagnetických rušení (EMI), robustní odolnost proti nárazům a nárazové zatížení a cenově efektivní škálovatelnost pro vysoké objemy výroby. Inženýři a manažeři nákupu upřednostňují skříně z hlubokého tažení z kovu pro jejich schopnost udržet přesné tolerance (často v rozsahu ±0,001 palce) při zajištění hermetické integrity v náročných automobilových, lékařských a průmyslových prostředích.
Hluboké tažení: průmyslový standard pro skříně senzorů
Pro válcové nebo krabicové tvarové skříně senzorů, hluboké tažení se prosadila jako dominantní výrobní metoda, která překonala tradiční obrábění jak z hlediska efektivity, tak strukturální integrity. Tento proces zahrnuje radiální tažení kovové polotovaru do tvářecí formy mechanickým účinkem razníku. Definice „hlubokého“ tažení se obvykle používá, když hloubka vytažené součásti překračuje její průměr.
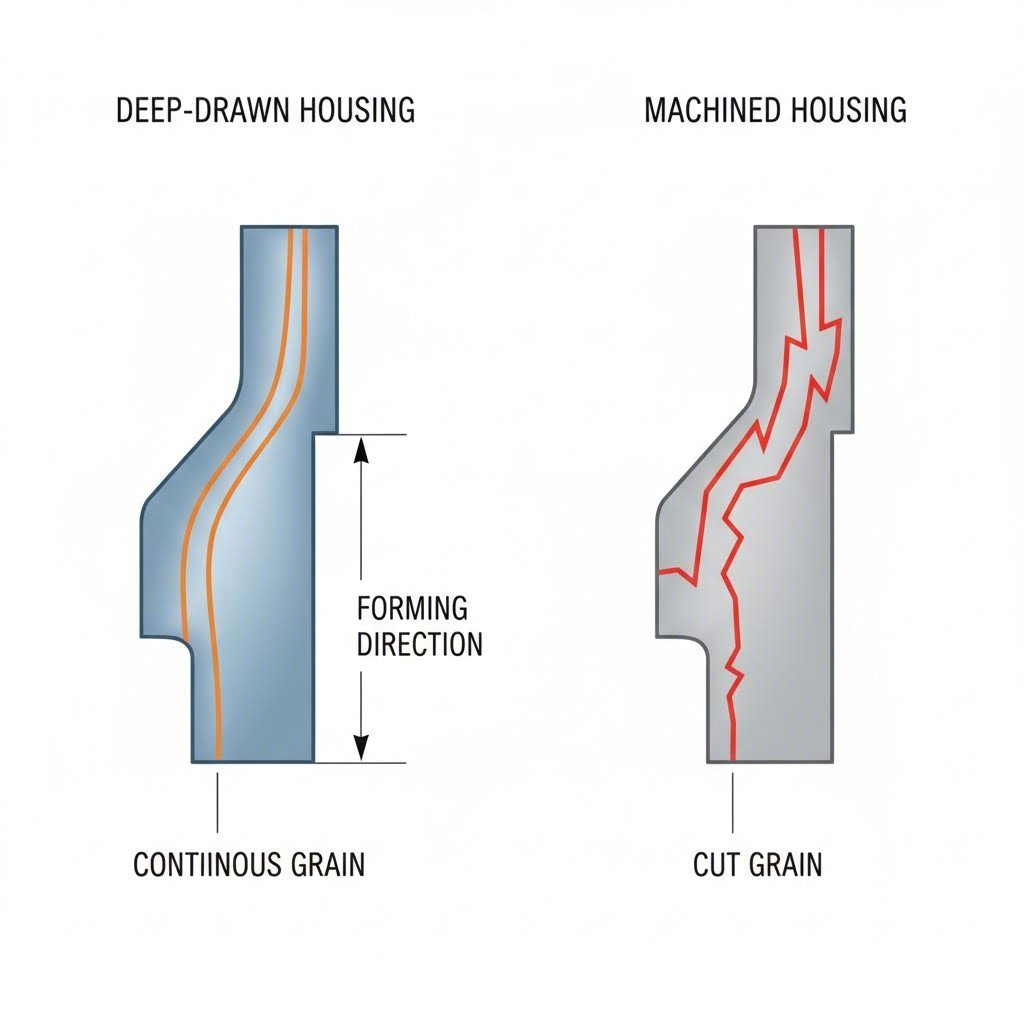
Hlavní inženýrskou výhodou hlubokého tažení je vytvoření bezšvové jednodílné součástky. Na rozdíl od svařovaných trubek nebo sestav složených z více částí nemá hluboce tažený kryt žádné švy, které by mohly představovat potenciální cesty úniku vlhkosti nebo plynu. To je rozhodující pro senzory pracující v tlakovém nebo podmořském prostředí. Standard Die uvádí, že hluboké tažení plechu je ideální pro sériovou výrobu, protože výrazně snižuje odpad materiálu a eliminuje sekundární montážní operace, čímž vede k nižším nákladům na kus ve srovnání s broušením nebo CNC obráběním.
Mechanicky proces materiál zušlechťuje tvářením za studena, často zvyšuje strukturální tuhost konečné součástky. To umožňuje výrobcům používat tenčí plechy bez újmy na odolnosti a optimalizovat poměr hmotnosti k pevnosti – klíčové hledisko pro aplikace senzorů v leteckém průmyslu a automobilovém průmyslu.
Výběr materiálu: Vyvážení ochrany a tvarovatelnosti
Výběr správné slitiny je prvním krokem k zajištění výkonu senzoru. Materiál musí vyvažovat tvarovatelnost (aby vydržel proces hlubokého tažení bez trhání) a vlastnosti ochrany proti prostředí.
Nerezová ocel (304 vs. 316L)
Nerezová ocel je nejběžnějším materiálem pro pouzdra senzorů díky své vysoké tvrdosti a odolnosti proti deformaci. CNstamping zdůrazňuje odolnost nerezové oceli proti korozi jako hlavní výhodu, i když je jejich schopnost odvádět teplo nižší ve srovnání s neželeznými kovy. Třída 304 je průmyslovým standardem pro obecné průmyslové použití a nabízí vynikající tvárnost. Pro námořní nebo lékařské aplikace se preferuje třída 316L díky své vyšší odolnosti vůči chloridům a bodovému korozi, což zajišťuje, že pouzdro se v prostředí s obsahem soli nebude degradovat.
Možnosti z neželezných kovů: hliník a měď
Pro aplikace vyžadující odvod tepla nebo specifické magnetické vlastnosti se používají neželezné kovy:
- Hliník: Nabízí vynikající tepelnou vodivost a je lehký, což ho činí vhodným pro senzory v leteckém průmyslu. Vyžaduje však pečlivé anodování pro dosažení odolnosti proti korozi.
- Měď a mosaz: Často vybírány pro svou elektrickou vodivost a přirozené vlastnosti stínění EMI, i když mohou vyžadovat povrchovou úpravu (nikl nebo zlato) pro zabránění oxidaci.
| Materiál | Odolnost proti korozi | Formovatelnost | Elektromagnetická štítování | Typické použití |
|---|---|---|---|---|
| Nerezová ocel 304 | Vysoký | Vynikající | Mírný | Obecné průmyslové senzory |
| Nerez 316L | Velmi vysoká | Dobrá | Mírný | Lékařské/mořské sondy |
| Hliník | Střední (vyžaduje povrchovou úpravu) | Velmi dobré | Dobrá | Aerospace/Lehká konstrukce |
| Měď/Bronz | Nízká (vyžaduje povrchovou úpravu) | Vynikající | Vynikající | Elektronika/citlivá na EMI |
Proč kov? Argumenty proti plastovým skříním
I když je lisování plastů do forem levné, často nedokáže splnit přísné požadavky kritických senzorových aplikací. Volba mezi kovem a plastem se často svádí ke třem faktorům: odstínění, odolnost proti nárazům a tepelná stabilita.
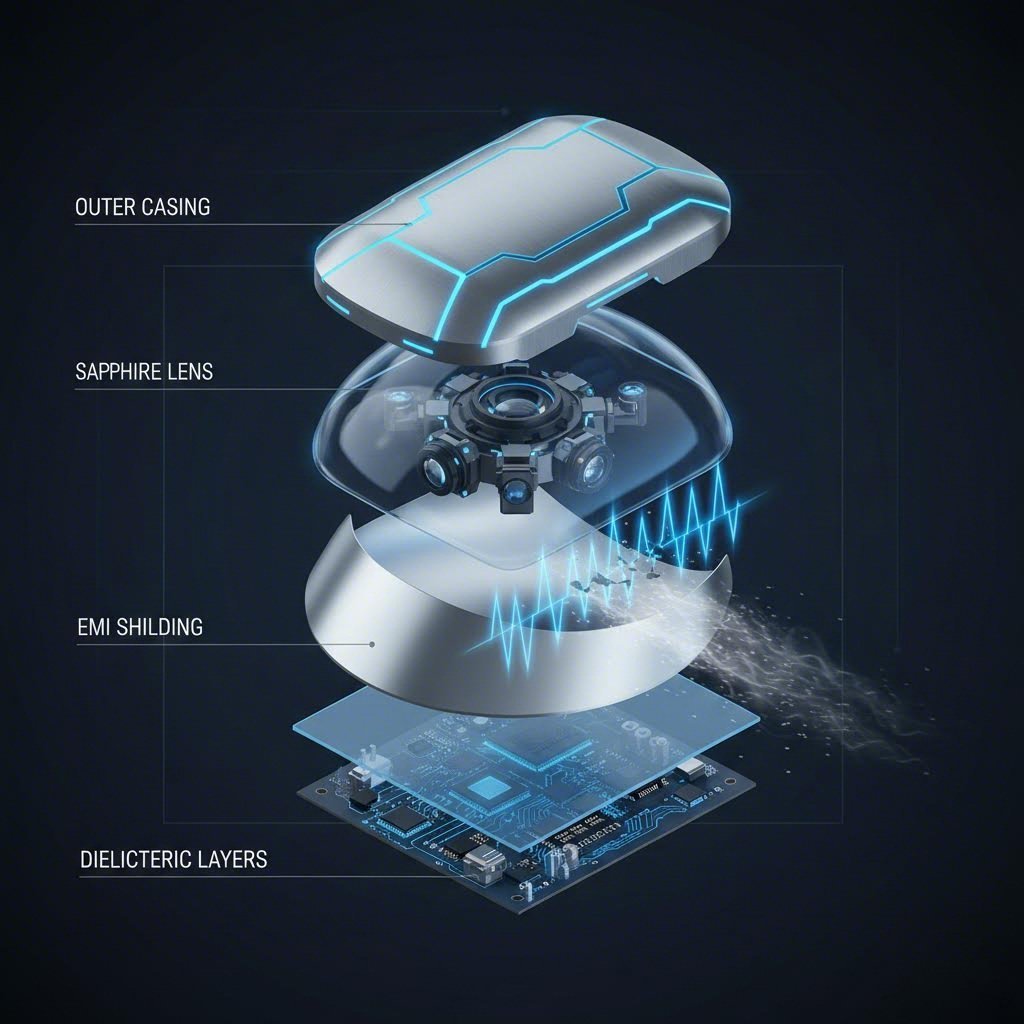
Odstínění elektromagnetické interference (EMI): Elektronické senzory jsou stále častěji nasazovány v rušných prostředích plných bezdrátových signálů a elektrických proudů. Henli zdůrazňuje, že kovové skříně působí přirozeně jako Faradayova klec, která chrání vnitřní komponenty před vnějšími elektromagnetickými interferencemi, jež by mohly zkreslit naměřené hodnoty. Plastové skříně vyžadují drahá vodivá povlaková materiála, aby dosáhly podobných výsledků.
Mechanická odolnost: Kovové skříně nabízejí vynikající odolnost proti nárazům. V automobilových aplikacích pod kapotou nebo u průmyslových strojů jsou senzory vystaveny trvalým vibracím a potenciálnímu nárazu úlomků. Lisovaná kovová skříň si zachovává strukturální integritu a rozměrovou přesnost i za těchto zatížení, zatímco plast se může prasknout, deformovat nebo stát křehkým v průběhu času, zejména při expozici UV záření nebo extrémním teplotním cyklům.
Klíčové směrnice pro konstrukci s ohledem na výrobitelnost
Pro maximalizaci výhod kovového tváření musí inženýři navrhovat s ohledem na výrobní proces (Design for Manufacturability, neboli DFM). Dodržování těchto pravidel zabraňuje běžným vadám, jako je vráska nebo trhání během tažení.
- Poloměry rohů: Vyhněte se ostrým rohům. Poloměr na dně kelímku a příruby by měl být alespoň 4 až 8násobek tloušťky materiálu. Široké poloměry snižují koncentraci napětí a umožňují hladký tok kovu.
- Rovnoměrnost tloušťky stěny: Hluboké tažení přirozeně vede k určitému ztenčení stěn. Návrhy by měly tento jev zohledňovat, obvykle s povolením snížení tloušťky o 10–15 % v místech s maximálním protažením.
- Úkosy: Ačkoli to není pro všechny lisyované díly striktně vyžadováno, zahrnutí mírného vykružovacího úhlu může usnadnit vyjímání dílu z nástroje, prodloužit životnost nástroje a snížit vznik rýh.
- Doplňkové operace: Jak uvádí Precipart , složité skříně senzorů často vyžadují dodatečné dokončování. To může zahrnovat pasivaci za účelem odstranění povrchového železa z nerezové oceli nebo povlakování vzácnými kovy za účelem zlepšení pájitelnosti a kontaktního odporu.
Zajištění kvality a škálovatelnost pro vysoké objemy výroby
Trh senzorů – poháněný autonomním řízením a IoT – vyžaduje výrobu bez vady. Přesnost je nepodmíněná; skříně často vyžadují tolerance až ±0,001 palce, aby zajistily dokonalé spojení s příslušnými konektory a těsněními.
Dosáhnutí této konzistence ve velkém měřítku vyžaduje pokročilé nástroje a přísnou kontrolu kvality. Výrobci využívají senzory v nástrojích a optické inspekční systémy k okamžitému ověřování rozměrů. Pro kritické odvětví, jako je automobilový průmysl, musí dodavatelé často dodržovat standardy IATF 16949, které upravují řízení kvality v automobilovém dodavatelském řetězci.
Pro výrobce, kteří chtějí překlenout mezeru mezi prototypováním a sériovou výrobou, je klíčové spolupracovat s kvalifikovaným dodavatelem. Komplexní lisyovací řešení společnosti Shaoyi Metal Technology vyznačují se touto schopností, využívají přesnost certifikovanou podle IATF 16949 a lisovací kapacity až 600 tun pro výrobu důležitých automobilových komponent, které splňují globální standardy OEM.
Nakonec je spolehlivost senzoru závislá na kvalitě jeho pouzdra. Inženýři díky hlubokému tažení kovových dílů zajistí, že jsou jejich zařízení chráněna robustním, nepřetržitým a stíněným pouzdrem, které odolá i nejnáročnějším provozním podmínkám.
Nejčastější dotazy
1. Jaká je výhoda hlubokého tažení oproti obrábění u pouzder senzorů?
Hluboké tažení je při vysokém objemu výroby výrazně ekonomičtější, protože vzniká minimální odpad materiálu ve srovnání s obráběním, při kterém se materiál odřezává z masivního bloku. Kromě toho hluboké tažení vytváří díl bez švu s kontinuální strukturou zrna, což zajišťuje vyšší pevnost a eliminuje potenciální místa úniku spojované s svařovanými nebo sestavenými pouzdry.
2. Lze u tažených pouzder senzorů provádět povrchové nátěry?
Ano, tažená kovová pouzdra jsou často pokovována za účelem zlepšení výkonu. Mezi běžné povrchové úpravy patří niklování pro odolnost proti korozi, zlatování pro elektrickou vodivost a stříbřování pro pájitelnost. Tyto povrchové úpravy umožňují, aby běžné základní kovy, jako je měď nebo mosaz, efektivně fungovaly v chemicky agresivních nebo elektricky citlivých prostředích.
3. Který kov je nejlepší pro pouzdra senzorů pod vodou?
Nerezová ocel 316L je obvykle preferovaným materiálem pro pouzdra senzorů pod vodou nebo v námořních aplikacích. Obsahuje molybden, který poskytuje výjimečnou odolnost proti bodové a štěrbinové korozi způsobené chloridovými prostředími (slaná voda), čímž zajišťuje dlouhodobou těsnost hermetického těsnění.