 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Klíčová role EDM při výrobě přesných forem
SHRNUTÍ
Elektroerozivní obrábění (EDM) hraje nepostradatelnou roli při moderní výrobě nástrojů. Jde o vysoce přesný výrobní proces, který využívá řízené elektrické jiskry k erozi a tvarování kalených kovů do složitých a intrikátních forem. Tato technologie je klíčová pro vytváření odolných, vysoce přesných nástrojů, lití pod tlakem a stříhacích nástrojů, které často nelze vyrobit běžnými obráběcími metodami.
Principy EDM: Základní principy
Obrábění elektrickým výbojem, často označované jako jiskrové obrábění, je netradiční, neceloúderný výrobní proces založený na tepelné energii. Na rozdíl od konvenčních metod, které k řezání materiálu používají mechanickou sílu, EDM odebírá materiál pomocí série rychlých, opakujících se elektrických výbojů – nebo jisker – mezi elektrodou (nástrojem) a obrobkem. Obě součásti jsou ponořeny do dielektrické kapaliny, která působí jako elektrický izolant, dokud není dosaženo určitého napětí.
Základní mechanismus se spouští, když je přivedeno vysoké napětí, které způsobí průraz dielektrické kapaliny a vytvoření plazmového kanálu mezi elektrodou a obrobkem. Tím vzniká intenzivní jiskra s teplotami dosahujícími mezi 14 500 a 21 500 °F, která okamžitě taje a odpařuje nepatrné množství materiálu obrobku. Jakmile cyklus výboje skončí, dielektrická kapalina odplaví odpařené částice (třísky) z oblasti obrábění. Tento cyklus se opakuje tisícekrát za sekundu, čímž postupně dochází k erozi obrobku tak, aby odpovídal tvaru elektrody nebo následoval programovanou dráhu.
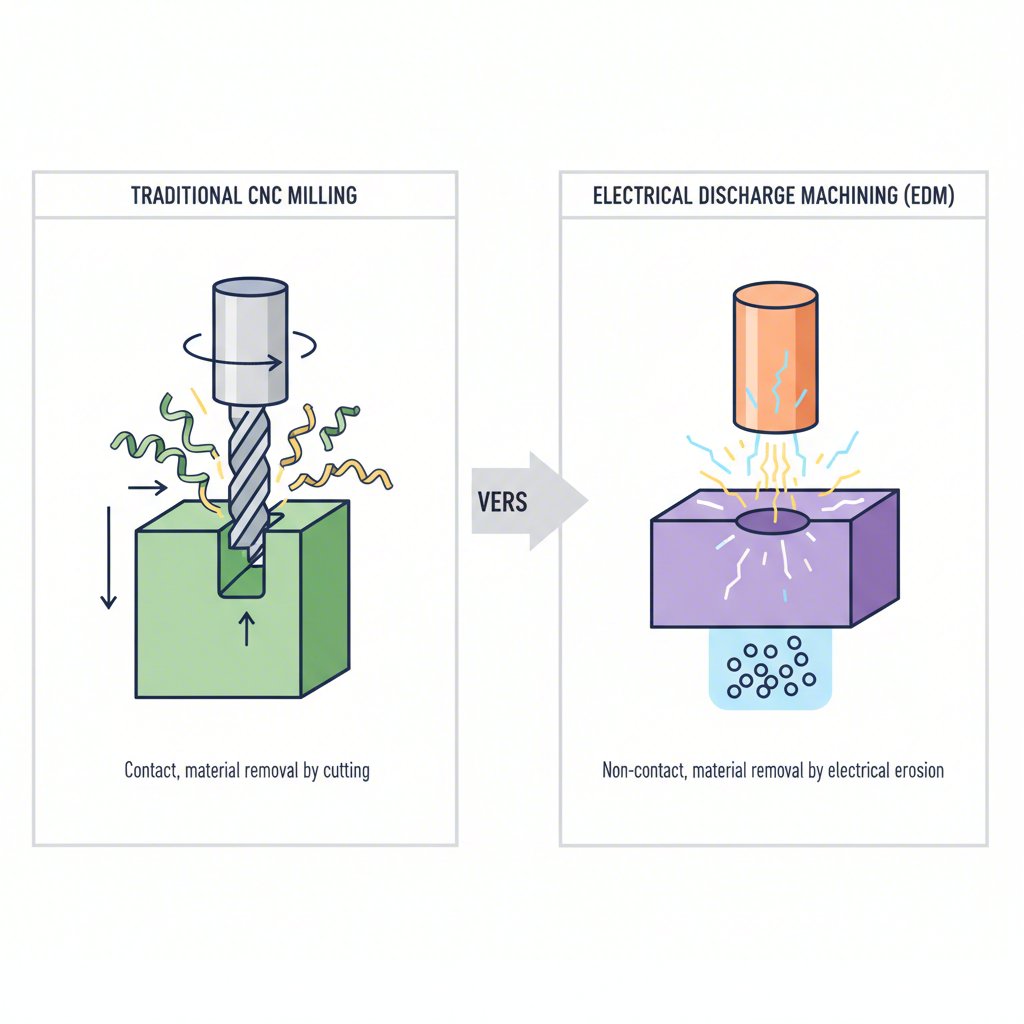
Tento proces je zásadně odlišný od tradičního frézování nebo soustružení na CNC strojích. Protože mezi nástrojem a obrobkem nedochází ke kontaktu, může EDM obrábět extrémně tvrdé a pevné materiály, jako je kalená nástrojová ocel, titan a karbid wolframu, s vynikající přesností a bez mechanického namáhání. Tato schopnost činí EDM klíčovou technologií pro aplikace vyžadující jemné detaily a úzké tolerance, které nelze dosáhnout jinými metodami.
Klíčová role EDM ve výrobě vysoce přesných forem a nástrojů
Ve světě výroby nástrojů a forem není přesnost jen cílem; je to základní požadavek. Technologie EDM je základem této přesnosti a umožňuje vytváření forem a nástrojů s takovou složitostí a přesností, která by dříve byla nepředstavitelná. Její hlavní úlohou je vytváření složitých prvků, jako jsou ostré vnitřní rohy, hluboké a úzké žebra a komplikované dutiny, které jsou často nemožné vyrobit běžnými řeznými nástroji kvůli omezení geometrie a přístupu nástroje.
Jedním z nejvýznamnějších uplatnění technologie EDM je výroba forem pro vstřikování plastů a nástrojů pro lití a tváření kovů. Například ve automobilovém průmyslu závisí výroba vysoce kvalitních komponent na dokonale vyrobených nástrojích. Přední dodavatelé vyrábění speciálních stříhacích nástrojů pro automobilový průmysl a výroby kovových komponent , jako je Shaoyi (Ningbo) Metal Technology Co., Ltd., využívají pokročilé procesy k dosažení přesnosti požadované výrobci OEM a dodavateli první úrovně. EDM je v tomto kontextu klíčové pro vytváření odolných, komplexních střihacích nástrojů, které tvarují plech do automobilových dílů s bezchybnou konzistencí.
Navíc je EDM jedinečně vhodné pro obrábění materiálů, které jsou již ztvrdlé. Tradiční procesy často vyžadují nejprve obrábění měkčího materiálu, který je poté tepelně upravován – krok, který může způsobit zkreslení a rozměrové nepřesnosti. EDM stroje pracují s předem ztvrdlými ocelovými slitinami, čímž eliminují riziko deformace a zajišťují, že finální forma nebo nástroj odpovídá nejpřísnějším tolerancím. To se přímo promítá do vyšší kvality konečných výrobků, ať už se jedná o spotřební zboží z plastu, lékařské implantáty nebo letecké součásti, a zajišťuje delší životnost samotných nástrojů.
Klíčové techniky EDM pro výrobu forem: Drátové EDM vs. Sinking EDM
Výrobci forem primárně využívají dva různé typy elektroerozivního obrábění, z nichž každý je vhodný pro jiné aplikace: ponorné elektroerozivní obrábění (Die-Sinking EDM) a drátové elektroerozivní obrábění (Wire EDM). Porozumění rozdílům mezi nimi je klíčem k pochopení univerzálnosti této technologie ve výrobním prostředí.
Ponorné elektroerozivní obrábění (Die-Sinking EDM) , známé také jako ram EDM nebo cavity EDM, využívá speciálně opracovanou elektrodu, která je obvykle vyrobena z grafitu nebo mědi a má tvar negativu požadovaného prvku. Tato elektroda je pomalu spouštěna neboli „ponořována“ do obrobku, přičemž elektrické jiskry materiál erozí odstraňují a vytvářejí dutinu, která odpovídá tvaru elektrody. Tato metoda je ideální pro vytváření komplexních 3D dutin, slepých otvorů a detailních úprav potřebných pro formy a kovové matrice.
Drátové EDM , nebo také WEDM, funguje spíše jako vysoce technická pásová pila. Používá velmi tenký, nepřetržitě přiváděný kovový drát (obvykle mosazný) jako elektrodu. Drát je vedeno přesnou, programovanou CNC cestou, která řeže celou tloušťku obrobku a vytváří složité 2D profily a tvary. Je mimořádně účinný pro výrobu děr, nástrojů a razníků z tlustých desek kalené oceli a pro výrobu dílů se složitými obrysy a těsně přiléhajícími komponenty.
Pro objasnění, kdy si výrobce razníků vybere jednu nebo druhou metodu, vezměte v úvahu následující srovnání:
| Funkce | Die-Sinking (Ram) EDM | Drátové EDM |
|---|---|---|
| Typ elektrody | Pevná, speciálně tvarovaná elektroda (grafit nebo měď) | Tenký, jednovláknový kovový drát (obvykle mosazný) |
| Primární aplikace | Vytváření 3D dutin, forem, slepých otvorů a složitých základních tvarů | Řezání 2D profilů, razníků, stříhacích nástrojů a složitých obrysů skrz obrobek |
| Vytvořená geometrie | Složité trojrozměrné negativní tvary | Složité dvourozměrné obrysy, kuželové tvary a průřezy |
| Interakce s obrobkem | Elektroda se zanořuje do obrobku a vytváří dutinu | Drát prochází celou tloušťkou obrobku pro řezání profilu |
Hlavní výhody a přínosy použití EDM v odvětví nástrojů a forem
Široké uplatnění EDM při výrobě nástrojů a forem vyplývá z jedinečné sady výhod, které přímo řeší nejdůležitější výzvy tohoto odvětví. Tyto výhody jdou dále než pouhé odstraňování materiálu a nabízejí vyšší kvalitu, větší svobodu navrhování a efektivitu ve srovnání s tradičními obráběcími metodami.
Mezi nejvýznamnější výhody patří:
- Obrábění velmi tvrdých materiálů: EDM není ovlivněno tvrdostí materiálu, protože jeho mechanismus je tepelný, nikoli mechanický. Může snadno obrábět kalené nástrojové oceli, karbid wolframu i exotické slitiny, které by běžné nástroje rychle opotřebovaly nebo které by bylo nemožné obrobit konvenčními prostředky.
- Vytváření složitých a jemných geometrií: Jelikož proces je bezkontaktní, nevznikají žádné řezné síly, které by mohly deformovat jemné prvky. To umožňuje vytvářet ostré vnitřní rohy, hluboké a úzké drážky a tenké stěny, které nelze vyrobit frézováním.
- Neporovnatelná přesnost a jemný povrchový úprav: EDM může dosáhnout extrémně úzkých tolerancí, často v rozmezí +/– 0,0002 palce. Proces lze doladit tak, aby vytvořil hladký povrch, který minimalizuje nebo dokonce eliminuje potřebu manuálního leštění, čímž ušetří výrazný čas a pracnost.
- Žádné mechanické namáhání obrobku: Neexistence přímého kontaktu mezi nástrojem a dílem znamená, že není zavedeno žádné mechanické napětí. To je klíčové pro zachování rozměrové stability jemných nebo tenkostěnných komponent a pro zabránění deformacím nebo prasklinám.
Tyto výhody dohromady činí EDM nepostradatelnou technologií pro každého moderního výrobce nástrojů a forem. Umožňuje výrobu vysoce kvalitních, dlouhodobě odolných nástrojů, které zase produkují kvalitnější konečné díly, čímž posilují jejich klíčovou roli v konkurenčních a náročných odvětvích, jako je letecký průmysl, medicína a automobilová výroba.
Nejčastější dotazy
1. Jaký je princip EDM s ponornou elektrodou?
EDM s ponornou elektrodou, známé také jako ram EDM, pracuje vytvořením tvarované elektrody (často z grafitu nebo mědi), která představuje negativní tvar dutiny, jež se má obrábět. Tato elektroda je ponořena do dielektrické kapaliny a přibližována k obrobku. Mezi elektrodou a obrobkem dochází k elektrickým výbojům (jiskrám), které materiál erozí odstraňují a vytvářejí otisk přesně odpovídající tvaru elektrody.
2. K čemu se stroj EDM používá při výrobě forem?
Při výrobě forem se metoda EDM používá k vytváření komplexních dutin a prvků v předtvrzené nástrojové oceli, které tvoří konečné plastové nebo kovové díly. Je nezbytná pro výrobu prvků, jako jsou hluboké žebra, ostré vnitřní rohy a složité textury, jejichž dosažení běžným frézováním na CNC je obtížné nebo nemožné. Tato přesnost zajišťuje, že finální lisované díly splňují přesné specifikace.
3. Jaká je role EDM?
Hlavní úlohou EDM je tvarování a obrábění elektricky vodivých materiálů pomocí tepelné energie kontrolovaných elektrických jisker. Je obzvláště ceněna pro schopnost obrábět velmi tvrdé materiály s vysokou přesností, vytvářet komplexní geometrie bez mechanického zatížení a dosahovat jemných povrchových úprav. Její hlavní funkcí je odstraňování materiálu v aplikacích, ve kterých konvenční metody nestačí.
4. Co je EDM ve CNC obrábění?
EDM je specializovaný typ CNC (Computer Numerical Control) obrábění. Zatímco tradiční CNC obrábění zahrnuje řezný nástroj, který fyzicky přichází do kontaktu s materiálem a odebírá jej, CNC EDM používá počítačem řízenou dráhu k navádění elektrody. CNC systém řídí pohyb elektrody (u drátového nebo ponorného EDM) tak, aby vznikaly jiskry přesně tam, kde má být materiál odstraněn, což umožňuje automatické vytváření vysoce složitých a přesných dílů.