 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Tajemství výběru preferovaného výrobce kovových dílů: Několik kritérií, která oddělují úspěšné partnery od zklamání
Pochopte, co je preferované zpracování kovů a proč to má význam
Při hledání dílen pro zpracování kovů se často rozhodujícím faktorem stává cena. Ale existuje jedna důležitá skutečnost: nejlevnější nabídka zřídka přináší nejlepší dlouhodobou hodnotu. Právě zde se do hry vkráčí pojem preferovaného zpracování kovů a mění způsob, jakým progresivní firmy přistupují ke svým partnerstvím ve výrobě.
Preferované zpracování kovů představuje strategický výrobní přístup, při němž firmy vybírají partnery pro zpracování kovů na základě certifikací kvality, ověřených schopností a trvalé spolehlivosti, nikoli prostě tím, že hledají nejnižší nabídku. Výraz „preferované“ signalizuje v průmyslové výrobě něco významného. Indikuje ověřený, důvěryhodný vztah založený na historii výkonnosti a vzájemného závazku k excelenci.
Co činí partnera pro zpracování kovů preferovaným
Co tedy zvyšuje postavení dodavatele kovových dílů vyrobených s vysokou přesností z prostého dodavatele na preferovaného dodavatele? Rozdíl spočívá v několika klíčových faktorech, na které se zakoupení manažeři a inženýři naučili zaměřit svou pozornost na základě získaných zkušeností.
Preferovaná společnost zabývající se kovovými díly prokazuje konzistentní kvalitu prostřednictvím certifikovaných procesů a dokumentovaných systémů řízení kvality. Udržuje průhledné komunikační kanály a rychle reaguje v případě vzniku jakýchkoli problémů. Možná nejdůležitější je, že považuje váš úspěch za svůj úspěch a investuje do pochopení vašich konkrétních požadavků místo toho, aby každou objednávku vnímala jako izolovanou transakci.
Silné vztahy se zásobovateli snižují rizika, jako jsou poruchy dodavatelského řetězce, kolísání cen a kvalitní problémy. Dodavatelé, kteří se angažují v dlouhodobém partnerství, mají větší tendenci upřednostňovat vaše potřeby a spolupracovat při řešení jakýchkoli vzniklých výzev.
Tento proaktivní přístup k řízení rizik zajišťuje větší stabilitu celého vašeho výrobního procesu – což se stává neocenitelným, pokud se blíží termíny dodání výrobků.
Přesun od dodavatele ke strategickému partnerovi
Rozdíl mezi transakčními a strategickými výrobními partnery je zásadní. V rámci transakčního vztahu předložíte výkres, obdržíte cenovou nabídku a doufáte v nejlepší možný výsledek. Každý projekt začíná od nuly s minimálním kontextem ohledně vašich širších cílů nebo požadavků na kvalitu.
Strategické partnerství funguje jinak. Váš preferovaný výrobní partner zná požadavky vašeho odvětví, vaše preferované materiály a normy tolerance, aniž by bylo nutné tyto informace opakovaně vysvětlovat. Ať už spolupracujete s integrovanou kovovou dílnou nebo specializovanou kovovou dílnou z oblasti Bay Area, klíčovým znakem preferovaného statusu je právě tato hluboká znalost vašich potřeb.
Vezměte v úvahu následující rozdíly mezi těmito dvěma přístupy:
- Transakční: Rozhodování řízené cenou, omezená komunikace, reaktivní řešení problémů
- Strategický přístup: Výběr řízený hodnotou, trvalá spolupráce, proaktivní zlepšování kvality
- Transakční: Považován za jednoho z mnoha anonymních zákazníků
- Strategický přístup: Uznáván jako prioritní účet s vyhrazenou podporou
Pro manažery nákupu, kteří zápasí s více dodavateli, vytvoření preferovaných vztahů s důvěryhodnými partnery v oblasti kovového zpracování výrazně zjednodušuje provoz. Ušetříte méně času na kvalifikaci nových dodavatelů, řešení kvalitních problémů a opakované vysvětlování technických specifikací. Místo toho se můžete zaměřit na inovace a růst s jistotou, že vaše potřeby v oblasti zpracování kovů jsou zajištěny partnery, kteří skutečně rozumí vašemu podnikání.
Následující oddíly podrobně rozeberou právě ty kritéria, která oddělují výjimečné partnery v oblasti zpracování kovů od ostatních, a poskytnou vám praktický rámec pro identifikaci a hodnocení vašich vlastních preferovaných dodavatelů.

Základní procesy zpracování kovů, které definují kvalitu
Porozumění tomu, jak fungují procesy výroby z plechu, vám poskytne významnou výhodu při hodnocení potenciálních partnerů pro výrobu. Proč je to důležité? Protože možnosti zařízení a odborné znalosti v oblasti procesů přímo určují, zda vaše dokončené součásti splní požadované specifikace nebo zda skončí jako drahý odpad. Podívejme se podrobně na základní procesy, které oddělují výrobce zaměřené na kvalitu od těch, kteří šetří na kvalitě.
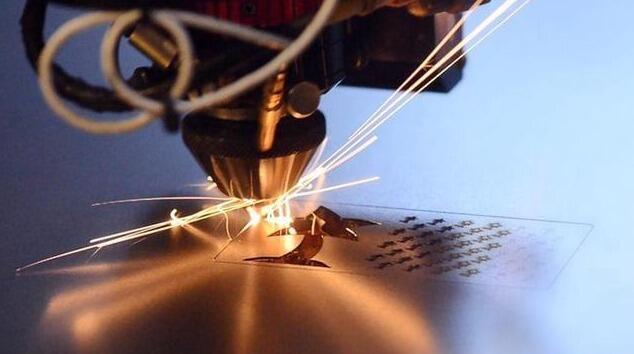
Vysvětlení laserového řezání a CNC puncování
Představte si, že se snažíte do oceli řezat složité vzory s chirurgickou přesností. Právě toho dosahuje moderní laserové řezání. Systémy s vláknovým laserem soustředí intenzivní světelnou energii do paprsku užšího než lidský vlas a materiál odpařují po naprogramovaných dráhách s tolerancemi až ±0,1 mm. Pokud váš projekt vyžaduje složité geometrie nebo jemné prvky, laserové řezání poskytuje neporovnatelnou kvalitu řezu bez mechanického namáhání, které jiné řezací metody způsobují.
CNC věžové prostřihování funguje na jiných principech, ale nabízí zřetelné výhody pro konkrétní aplikace. Podle průmyslového výzkumu společnosti Jeelix dosahují moderní věžové prostřihovací stroje více než 1 000 úderů za minutu a výměna nástrojů trvá méně než jednu sekundu. To je činí mimořádně cenově výhodnými pro díly vyžadující velký počet otvorů, žaluzií nebo tvarovaných prvků.
Zde je, proč je přesné zpracování plechu pomocí CNC prostřihování zvláště cenné:
- Možnost trojrozměrného tvarování :Kromě rovinného řezání věžové prostřihovací stroje přímo do plechu vytvářejí zahlubování, výstupky, reliéfy a ventilové žaluzie
- Konsolidace procesů: Úkoly, které tradičně vyžadovaly samostatné operace vrtání, frézování nebo razicího lisování, se provádějí v jediném nastavení
- Efektivita ve velkém objemu: Při použití automatických systémů pro nakládání mohou tyto stroje provozovat nepřetržitou výrobu bez přítomnosti obsluhy po celý den a noc
- Materialová univerzálnost: Customizované aplikace zpracování plechu profitují z možnosti zpracovávat různé tloušťky a typy materiálů
Pro výrobu plechových dílů se často strategicky kombinují obě technologie. Laserové řezání zvládá složité obrysy a tlusté materiály, zatímco věžové puncování vyniká u dílů s vysokým počtem otvorů a integrovaným tvarováním. Pochopení toho, který proces nejlépe vyhovuje vašim konkrétním potřebám, vám pomůže klást lepší otázky při hodnocení výrobců plechových dílů.
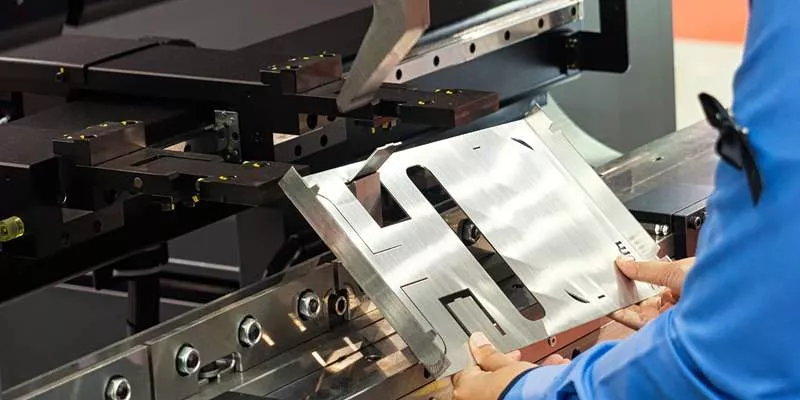
Techniky ohýbání, které formují vaše komponenty
Jakmile je materiál nařezán, ohýbání přeměňuje rovné plechy na funkční trojrozměrné díly. Při ohýbání na lisy se používají párové nástroje – razník a matrice – k vytváření přesných úhlů, a sofistikovanost tohoto procesu často překvapuje začínající odborníky na výrobu plechových dílů.
Moderní CNC lisovací lisy automaticky vypočítají přídatnou délku pro ohýbání a kompenzují pružnou deformaci materiálu (springback) i rozdíly v tloušťce materiálu. Mezi klíčové nástroje pro výrobu plechových dílů v této kategorii patří:
- Ohýbání s vůlí: Nejběžnější metoda, při které se dosahuje požadovaných úhlů řízenou hloubkou razníku s možností drobných úprav
- Ohýbání na dně: Síla vtlačí materiál zcela do matrice pro maximální přesnost u kritických tolerancí
- Razení: Používá extrémní tlak k trvalému nastavení přesných úhlů, ideální pro aplikace vyžadující vysokou přesnost
- Rotační ohýbání: Zabraňuje vzniku stopy na viditelných površích, což je nezbytné u architektonických či estetických komponent
Při hodnocení výrobců se zeptejte na jejich nosnost ohýbacích lisy a přesnost zadního měřidla. Tyto specifikace přímo ovlivňují složitost ohybů a tloušťku materiálů, které mohou spolehlivě zpracovat.
Svařovací metody, které určují strukturální integritu
Svařování spojuje vaše vyrobené komponenty do dokončených sestav a zvolená metoda výrazně ovlivňuje jak vzhled, tak strukturální výkon. Podle Robotics Tomorrow pochopení těchto rozdílů vám pomůže specifikovat správný postup pro vaši konkrétní aplikaci.
TIG svařování (svařování wolframovou elektrodou v ochranné atmosféře plynu): Tento proces využívá netavitelné wolframové elektrody s výjimečnou odolností proti teplu, což umožňuje svařování při nízkých proudech na materiálu tloušťky až 0,005 palce. Průmyslové odvětví jako letecký a kosmický průmysl, zdravotnictví a automobilový průmysl spoléhají na svařování TIG díky jeho vynikajícímu řízení a čistým, přesným sváry. Pokud jsou rozhodující estetický dojem i pevnost sváru, metoda TIG poskytuje požadované výsledky.
Svařování MIG (svařování kovovou obloukovou technikou s ochranným plynem): Při svařování MIG je elektrodový materiál neustále doplňován prostřednictvím svařovací pistole, zatímco ochranné plyny brání kontaminaci. Tato metoda nabízí vyšší rychlost nanesení materiálu než TIG a je proto ideální pro výrobní prostředí, kde je klíčová rychlost. Kompenzací je mírně nižší přesnost při jemných pracích.
Bodové svařování: Jako jeden z nejstarších svařovacích procesů spojuje bodové svařování dvě plechy bez přídavného materiálu působením tlaku a elektrického proudu prostřednictvím tvarovaných měděných elektrod. Tím vzniká lokální teplo v místě svaru. Komponenty pro ventilační systémy a potrubí pro klimatizační zařízení často využívají bodové svařování díky jeho rychlosti a vhodnosti pro spojování plechů s plechem.
Proč znalost procesu zlepšuje výběr partnera
Pokud tyto základní procesy znáte, stávají se rozhovory s potenciálními partnery ve výrobě mnohem produktivnějšími. Můžete klást konkrétní otázky týkající se kapacit zařízení, dosažených tolerancí a certifikací procesů, které odhalí skutečnou úroveň jejich odborné způsobilosti.
Místo toho, abyste přijali vágní záruky kvality, budete schopni rozhodnout, zda skutečně odpovídají možnostem výrobce vašim požadavkům na projekt. Tato znalost vás přemění z pasivního kupujícího na informovaného partnera, který může účinně spolupracovat na optimalizaci návrhu a výrobní efektivitě. Na základě tohoto pochopení výrobních procesů jste nyní připraveni prozkoumat, jak různé průmyslové odvětví tyto možnosti využívají ke splnění svých specifických požadavků.
Vysvětlení odvětvově specifických požadavků na výrobu
Nikdy jste se zamysleli, proč stejný poskytovatel služeb kovové výroby může být v jednom odvětví výjimečný, zatímco v jiném odvětví potýká se obtížemi? Odpověď spočívá v zásadně odlišných požadavcích, které každý sektor klade. Výrobce klimatizačních potrubí působí v naprosto jiném prostředí než výrobce automobilových podvozkových součástí nebo vojensky certifikovaných pouzder.
Porozumění těmto odvětvově specifickým požadavkům mění způsob, jakým hodnotíte potenciální partnery. Pokud znáte certifikáty, tolerance a materiály, které váš odvětví vyžaduje, můžete rychle identifikovat výrobce s opravdovou odborností oproti těm jenž pouze tvrdí, že mají široké schopnosti . Pojďme se podívat, co činí každé hlavní odvětví jedinečným.
Normy a certifikace pro výrobu komponentů pro automobilový průmysl
Automobilový průmysl uplatňuje některé z nejpřísnějších výrobních norem v oblasti výroby. Pokud zakoupíte součásti pro vozidla, je pro váš výběr partnera nezbytné porozumět certifikaci IATF 16949.
Co přesně znamená IATF 16949 pro vaše projekty? Podle OGS Industries tato certifikace vychází z požadavků ISO 9001 a zároveň přidává klíčové, automobilově specifické prvky. Tento standard zajišťuje dodržování principů štíhlé výroby, prevence vad, snižování variability a minimalizace odpadu. Pro průmyslovou kovovou výrobu zaměřenou na automobilové aplikace tento certifikát signalizuje závazek výrobce k trvalé kvalitě, kterou vyžadují výrobci vozidel.
Výhody spolupráce s výrobci certifikovanými podle IATF 16949 zahrnují:
- Trvalé výsledky kvality: Výrobní procesy jsou neustále sledovány a měřeny za účelem maximalizace produktivity
- Snížená variabilita výrobků: Zlepšené systémy řízení kvality zajišťují, že výrobky kovové výroby splňují náročné požadavky na výkon vozidel bez ohledu na konkrétní použití
- Spolehlivý dodavatelský řetězec: Tento mezinárodně uznávaný certifikát stanovuje referenční hodnoty pro výběr dodavatelů a posiluje dodavatelské sítě
- Prevence vad: Ověřené procesy výroby, svařování a dokončování minimalizují vady a zároveň splňují požadavky na bezpečnost výrobků
Tolerance v automobilových aplikacích jsou zvláště náročné. Podle Výzkumu EOXS se tloušťkové tolerance karosériových panelů obvykle pohybují v rozmezí ±0,002" až ±0,003". Tato přesnost zajišťuje správné nasazení na montážních linkách, kde již nepatrné odchylky způsobují významné problémy. Operace metalurgické výroby v Houstonu, které slouží automobilovému průmyslu, musí tuto úroveň přesnosti udržovat konzistentně i při výrobě velkých sérií.
Požadavky na komponenty pro systémy VZT a ventilaci
Zní to tak, že výroba komponentů pro systémy VZT je jednodušší než automobilová výroba? V některých ohledech ano. V aplikacích VZT se obvykle akceptují volnější tolerance, protože potrubí není vystaveno vysokým strukturálním zatížením. To však neznamená, že kvalita hraje menší roli. Znamená to pouze, že se uplatňují jiné priority.
Specializovaná kovová výroba pro systémy VZT se zaměřuje na:
- Výběr materiálu: Zinkovaný nebo hliníkem pokrytý plech (obvykle tloušťky 24 až 18) poskytuje odolnost proti korozi pro vnitřní zařízení pro zpracování vzduchu
- Spojovací techniky: Svařování švů a mechanické upevnění musí vytvářet těsné spoje bez ohrožení celistvosti potrubí
- Pružnost v tolerancích: Standardní tolerance tloušťky ±0,008 palce umožňují přizpůsobit se výrobní variabilitě a zároveň zachovat funkční výkon
- Efektivita objemu: Rychlost výroby často má přednost, protože projekty VZT vyžadují velké množství standardizovaných komponent
Klíčový rozdíl? Výrobci VZT zařízení optimalizují výrobu podle výkonu a cenové efektivity spíše než podle ultra-přesných tolerancí. Při hodnocení partnerů pro výrobu potrubí a ventilace zaměřte pozornost na jejich schopnost dodávat konzistentní kvalitu v rozsahu, nikoli na jejich schopnost dosahovat přesnosti na úrovni leteckého průmyslu.
Přesnostní normy pro elektronické pouzdra
Elektronické pouzdra zaujímají střední pozici mezi volnějšími tolerancemi HVAC a přísnými požadavky automobilového průmyslu. Tyto komponenty musí chránit citlivé zařízení před vlivy prostředí a zároveň poskytovat přesné montážní body pro vnitřní hardware.
Kritické aspekty výroby elektronických pouzder zahrnují:
- Ochrana před EMI/RFI: Pouzdra často vyžadují specifické uzemňovací prvky a těsné švy, aby se zabránilo elektromagnetickému rušení
- Tepelné řízení: Vzory ventilace, povrchy pro montáž teplosměnníků a výběr materiálu ovlivňují odvod tepla
- Rozměrová přesnost: Montážní body pro tištěné spoje (PCB), výřezy pro konektory a rozhraní panelů vyžadují tolerance obvykle v rozmezí ±0,005" až ±0,010"
- Kvalita povrchové úpravy: Lakovaná nebo práškově natřená pouzdra vyžadují vhodnou přípravu povrchu pro dosažení dobré přilnavosti a estetického vzhledu
Mnoho prací v oblasti kovové výroby v tomto sektoru vyžaduje dodatečné schopnosti, jako je šablonování (silk screening), instalace kovových dílů a integrace s těsnicími kroužky nebo jinými těsnicími materiály. Výrobce specializující se na elektronické pouzdra tyto sekundární operace považuje za nezbytnou součást kompletního řešení.
Normy odolnosti proti korozi pro námořní a vojenské aplikace
Pokud jsou zpracované součásti vystaveny mořské vodě, extrémním teplotám nebo bojovým podmínkám, požadavky na výběr materiálů a jejich zpracování dramaticky stoupají. Námořní a vojenské aplikace vyžadují takzvané „vojenské“ materiály, které splňují přísné specifikace Ministerstva obrany Spojených států amerických.
Podle Warner Brothers Foundry Company vojenské kovy splňují normy MIL-SPEC, které potvrzují spolehlivý provoz za extrémních podmínek. Tyto specifikace stanovují podrobné provozní charakteristiky, postupy zkoušení a kvalitní požadavky, kterým musí materiály pro vojenské účely vyhovovat.
Klíčové požadavky na výrobu pro námořní a vojenské aplikace zahrnují:
- Korozivzdorné slitiny: Nerezové oceli jako třída 316L, specializované hliníkové slitiny a titan zajišťují dlouhodobou odolnost v náročných prostředích
- Dodržení vojenských specifikací (MIL-SPEC): Normy jako MIL-DTL-5541 (chemické konverzní povlaky) a MIL-A-8625 (anodizace) upravují povrchové úpravy
- Požadavky na dokumentaci: Plná sledovatelnost materiálů, certifikované zkušební protokoly a dokumentace o dodržení požadavků jsou povinné
- Zkoušky za extrémních podmínek: Komponenty mohou vyžadovat zkoušky v solné mlze, cyklické teplotní zkoušky a další procesy kvalifikace pro provoz v náročném prostředí
Průmyslově specifické požadavky na materiály a tolerance
Následující tabulka poskytuje komplexní srovnání požadavků v hlavních průmyslových odvětvích. Tuto tabulku použijte jako rychlý orientační přehled při posuzování toho, zda schopnosti výrobce odpovídají požadavkům vašeho odvětví:
| Průmysl | Klíčové certifikace | Typické tolerance | Běžné materiály | Kritické aspekty |
|---|---|---|---|---|
| Automobilový průmysl | IATF 16949, ISO 9001 | ±0,002 palce až ±0,003 palce | Ocel HSLA, hliníkové slitiny | Prevence vad, štíhlá výroba, konzistence při vysokém objemu výroby |
| HVAC | Normy SMACNA, certifikace UL | ±0.008" | Zinkovaná ocel, hliníkem potažená ocel | Těsné švy, odolnost proti korozi, efektivita výroby |
| Elektronika | Shoda s normou ISO 9001, certifikace UL/CE | ±0,005" až ±0,010" | Studeně válcovaná ocel, hliník | Stínění proti elektromagnetickým rušením (EMI), tepelné řízení, přesné montážní prvky |
| Konstrukční ocel | Certifikace podle AWS D1.1, AISC | ±0,010" až ±0,015" | Oceli A36, A572, A992 | Nosná kapacita, kvalita svarů, rozměrová přesnost |
| Letecký průmysl | AS9100, Nadcap | ±0,001" až ±0,002" | hliník 7075, titanové slitiny | Optimalizace hmotnosti, odolnost proti únavě, plná stopovatelnost |
| Námořní/vojenský | MIL-SPEC, ISO 9001 | ±0,005" až ±0,010" | nerezová ocel 316L, hliník námořní kvality | Odolnost proti korozi, environmentální kvalifikace, dokumentace |
Při vyhodnocování partnerů pro průmyslové zpracování kovů vám tato srovnávací tabulka pomůže položit cílené otázky. Výrobce, který tvrdí, že má odborné znalosti ve vašem odvětví, by měl prokázat konkrétní znalost příslušných certifikací, typických požadavků na tolerance a zkušeností s manipulací s materiály. Obecná prohlášení o schopnostech bez podrobností specifických pro dané odvětví často naznačují omezené praktické zkušenosti.
Jedinečné požadavky vašeho odvětví by měly určovat kritéria pro výběr partnera. Výrobce, který je ideálně vhodný pro výrobu potrubí pro systémy vytápění, ventilace a klimatizace (HVAC), nemusí disponovat požadovanou přesností nebo certifikacemi nutnými pro automobilové komponenty. Naopak specializovaný výrobce zaměřený na letecký průmysl by mohl být z hlediska nákladů nepřiměřeně nákladný pro méně náročné aplikace. Přizpůsobení odborných schopností výrobce vašim skutečným požadavkům zajistí požadovanou kvalitu bez nutnosti platit za schopnosti, které nepotřebujete.
Jakmile máte jasno v tom, jak požadavky daného odvětví ovlivňují potřeby v oblasti výroby, dalším logickým krokem je zkoumání toho, jak rozhodnutí o výběru materiálu ovlivňují výsledky vašeho projektu v jakékoli aplikaci.
Průvodce výběrem materiálu pro projekty kovové výroby
Určili jste požadavky svého odvětví a víte, které výrobní procesy jsou pro vaši aplikaci vhodné. Nyní nastává rozhodnutí, které ovlivňuje vše – od životnosti komponentů až po celkové náklady na projekt: který materiál máte specifikovat vyberte si mezi uhlíkovou ocelí, nerezovou ocelí a hliníkem – to není jen otázka toho, který materiál vypadá na papíře nejlépe. Vyžaduje to pochopení toho, jak se každý z těchto materiálů chová za reálných podmínek, kterým budou vaše součásti vystaveny.
Uvažujte o tom takto: materiál, který je dokonale vhodný pro pouzdra elektroniky určená do vnitřních prostor, může v mořském prostředí selhat katastrofálně. Nejlevnější možnost na začátku se může stát nejdražší volbou, pokud předčasné koroze nutí k výměně. Kvalitní výroba kovových dílů začíná rozumnými rozhodnutími o materiálu – a tento průvodce vám poskytuje rámec pro jejich sebejisté přijetí.
Rozhodovací rámec: uhlíková ocel vs. nerezová ocel vs. hliník
Při hodnocení materiálů pro váš projekt kovové výroby dominují v průmyslových aplikacích tři hlavní možnosti. Každá z nich nabízí zvláštní výhody i omezení, která přímo ovlivňují úspěch vašeho projektu. Pojďme se podívat, co každý z těchto materiálů činí jedinečným.
Měkká / nízkouhlíková ocel: pracovní kůň
Nízkouhlíková ocel s obsahem uhlíku mezi 0,14 % a 0,20 % zůstává nejvíce používaným materiálem v oblasti zpracování kovů. Podle Axis Fabrication je tato popularita způsobena několika praktickými výhodami.
Proč zvolit uhlíkovou ocel pro váš projekt?
- Vynikající zpracovatelnost: Nízký obsah uhlíku činí materiál velmi snadno řezatelným, ohýbatelným a svařitelným bez nutnosti specializovaného vybavení či technik
- Výhoda: Obvykle nejlevnější možnost mezi běžnými materiály pro zpracování, což umožňuje efektivnější využití rozpočtu projektu
- Vynikající svařitelnost: Je tvárnější než nerezová ocel a předvídatelně reaguje na běžné svařovací procesy
- Vynikající tažnost: Umožňuje složité tvářecí operace bez rizika praskání nebo pružného zpětného pohybu (springback)
- Vynikající přenos tepla: Vhodné pro aplikace vyžadující tepelnou vodivost
Uhlíková ocel však má jednu významnou omezení: vyžaduje ochranné dokončení, aby se zabránilo korozi. Bez zinkování, nátěru nebo práškového nátěru se mírná ocel rezí při styku s vlhkostí. To ji činí nevhodnou pro námořní prostředí, venkovní instalace bez vhodného povrchového úpravy nebo jakékoli prostředí s častým kontaktem s vodou.
Typické aplikace zahrnují karosérie automobilů, pouzdra počítačů, konstrukční součásti a většinu univerzálních výrobků z plechu, u nichž je součást podrobena ochrannému dokončení.
Nerezová ocel: odolnost proti korozi a trvanlivost
Nerezová ocel obsahuje minimálně 10,5 % chromu, díky čemuž vzniká samoregenerující se oxidová vrstva poskytující vnitřní odolnost proti korozi. Tato vlastnost činí nerezovou ocel nezbytnou pro konkrétní aplikace, kde musí všechna řešení z kovového zpracování odolávat náročným podmínkám.
Hlavní výhody nerezové oceli zahrnují:
- Vestavěnou ochranu proti korozi: Žádné další povlaky nejsou pro většinu prostředí vyžadovány
- Estetický dopad: Obsah chromu vytváří atraktivní lesk vhodný pro viditelné aplikace
- Vynikající spojovatelnost: Snadněji se svařuje než hliník, přičemž při použití standardních technik dává předvídatelné výsledky
- Vyšší tvrdost: Mnohem méně pravděpodobné je deformování, zkroucení nebo poškrábání za vlivu tepla či mechanického namáhání
- Odolnost vůči teplu: Udržuje svou strukturální integritu při zvýšených teplotách, což umožňuje procesy dezinfekce za vysokých teplot
- Potravinářská vhodnost: Schváleno pro aplikace ve styku s potravinami, kde je kritické zabránit kontaminaci
Hlavní nevýhoda? Náklady. V závislosti na slitinových prvcích, jako jsou chrom, nikl, mangán a křemík, je nerezová ocel obvykle výrazně dražší než uhlíková ocel nebo hliník. Navíc má nerezová ocel nejnižší poměr pevnosti k hmotnosti mezi běžnými materiály pro výrobu. Ačkoli je mimořádně tvrdá, je zároveň výrazně těžší, což může být rozhodujícím faktorem u aplikací citlivých na hmotnost.
Typické aplikace zahrnují zařízení pro potravinářský průmysl, lékařské přístroje, komponenty pro chemické procesy, domácí spotřebiče a jakékoli prostředí, ve kterém dochází k působení korozivních chemikálií nebo častému čištění.
Hliník: lehký výkon
Když je důležité snížit hmotnost, stává se hliník preferovaným materiálem. Podle odborných zdrojů má hliník přibližně poloviční pevnost oceli při pouhém jedné třetině její hmotnosti, čímž vytváří vynikající poměr pevnosti k hmotnosti.
Výhody, které činí hliník atraktivním pro kvalitní projekty kovové výroby:
- Významné úspory hmotnosti: Výrazně snižuje hmotnost komponentů, aniž by byla obětována nutná pevnost
- Přirozená odolnost proti korozi: Ve mnoha prostředích se na povrchu samovolně vytváří ochranná oxidová vrstva bez nutnosti dalšího dokončování
- Vynikající tepelná vodivost: Ideální pro teplosměny, výměníky tepla a aplikace řízení tepla
- Elektrická vodivost: Vhodný pro aplikace vyžadující průtok elektrického proudu
- Vysoká tvárnost: Obecně je pružnější a elastičtější než ocel, což umožňuje složité tvářecí operace
- Cenové zařazení: V závislosti na třídě je často levnější než nerezová ocel a přitom poskytuje odolnost proti korozi
Hliník však představuje určité výzvy. Ocel je mnohem tvrdší, a proto je hliník při teplotách přesahujících 204 °C (400 °F) nebo při významné mechanické síle náchylnější k deformaci, prohnutí či poškrábání. Vysoká tepelná vodivost, která je výhodou pro aplikace využívající přenos tepla, zároveň ztěžuje svařování hliníku a vyžaduje specializované techniky. Kromě toho hliník reaguje s potravinami, čímž mění jejich barvu i chuť, a proto není vhodný pro přímý kontakt s jídlem.
Typické aplikace zahrnují trupy letadel, automobilové komponenty, kde snížení hmotnosti zlepšuje palivovou účinnost, elektronické pouzdra a jakékoli aplikace, u nichž je klíčový poměr pevnosti vůči hmotnosti.
Vlastnosti materiálů, které ovlivňují váš projekt
Pro provedení informovaného rozhodnutí o materiálu je nutné porovnat konkrétní vlastnosti s požadavky vašeho projektu. Následující tabulka pro zpracování kovů poskytuje komplexní srovnání kritických faktorů:
| Vlastnost | Měkká/uhlíková ocel | Nerezovou ocel | Hliník |
|---|---|---|---|
| Hodnocení pevnosti | Vysoká (základní referenční hodnota) | Vysoká až velmi vysoká | Střední (poloviční pevnost oceli) |
| Odolnost proti korozi | Špatná (vyžaduje povlak) | Vynikající (přirozená vlastnost) | Dobrá (závisí na pH) |
| Váhový faktor | Těžká (základní referenční hodnota) | Těžký | Lehká (třetina hmotnosti oceli) |
| Nákladový faktor | Nejnižší | Nejvyšší | Mírný |
| Svářivost | Vynikající | Dobrá | Náročná (vyžaduje odbornou zkušenost) |
| Stroje | Dobrá | Mírný | Vynikající |
| Formovatelnost | Vynikající | Dobrá | Vynikající |
| Odolnost proti teplu | Dobrá | Vynikající | Špatná (deformuje se nad 200 °C) |
| Nejlepší použití | Nosné konstrukce, karosérie automobilů, obecné zpracování kovů | Potravinářský průmysl, zdravotnictví, chemický průmysl, námořní aplikace | Aerospace, automobilový průmysl s kritickými požadavky na hmotnost, tepelné řízení |
Podle společnosti Industrial Metal Supply vyžaduje výběr nejvhodnějšího materiálu posouzení potřeb vašeho projektu ve srovnání s vlastnostmi jednotlivých slitin. Základní vlastnosti, které je třeba posoudit, zahrnují mez pevnosti v tahu, odolnost proti korozi, svařitelnost, obráběnost a tvářitelnost.
Praktická kritéria pro rozhodování
Když stojíte před rozhodnutím, zvažte tyto faktory specifické pro váš projekt:
- Vystavení životnímu prostředí: Budou součásti vystaveny vlhkosti, mořské mlze, chemikáliím nebo podmínkám venku? Nerezová ocel nebo hliník obvykle dosahují lepších výsledků než neochucená uhlíková ocel
- Požadavky zátěže: U aplikací těžkého zpracování kovů, kde je vyžadována maximální pevnost, se často upřednostňují ocelové třídy, zatímco konstrukce citlivé na hmotnost profitují z výhody hliníku v poměru pevnosti k hmotnosti
- Rozpočtová omezení: Uhlíková ocel nabízí nejnižší nákupní cenu materiálu, avšak je třeba započítat i náklady na dokončovací úpravy. Vyšší počáteční cena nerezové oceli se může ukázat jako ekonomicky výhodnější, pokud ochrana proti korozi eliminuje nutnost povrchové úpravy
- Expozice teplotě: Aplikace zahrnující tepelné cyklování nebo zvýšené teploty upřednostňují stabilitu nerezové oceli před náchylností hliníku ke zkroucení
- Požadavky na vzhled: Viditelné komponenty profitují z přirozené estetiky nerezové oceli nebo z možnosti hliníku podléhat anodizaci a dekorativním povrchovým úpravám
- Soulad s předpisy: Kontakt s potravinami, lékařská zařízení a některé průmyslové aplikace vyžadují konkrétní třídy materiálů bez ohledu na jiné faktory
Všimněte si, že porovnání odolnosti proti korozi mezi nerezovou ocelí a hliníkem závisí na podmínkách prostředí. Hliník poskytuje vyšší odolnost proti korozi při pH kolem 4–6, zatímco nerezová ocel dosahuje lepších výsledků při pH nad 10. Hliník se rychle koroduje za vysoce kyselých podmínek.
Výběr materiálu přímo ovlivňuje také požadavky na partnery pro výrobu. Dílna, která se vyznačuje v TIG svařování nerezové oceli, nemusí mít zkušenosti se specifickými požadavky na svařování hliníku. Naopak provozy těžkého zpracování kovů zaměřené na tlusté desky uhlíkové oceli nemusí nabízet přesnost potřebnou pro hliníkové letecké komponenty.
Po pochopení těchto vlastností materiálů budete lépe připraveni vést produktivnější rozhovory s potenciálními partnery pro výrobu. Místo toho, abyste přijali jakýkoli materiál, který vám výrobce doporučí, můžete stanovit požadavky na základě skutečných potřeb vašeho projektu a posoudit, zda jejich schopnosti odpovídají vašemu výběru materiálu. Tato znalost je zvláště cenná při porovnávání přístupů k individuální výrobě s metodami sériové výroby, což budeme dále zkoumat.
Individuální výroba versus sériová výroba
Vybrali jste si materiál a rozumíte požadavkům svého odvětví. Nyní vzniká zásadní otázka: měli byste pro svůj jedinečný projekt zvolit individuální kovovou výrobu (custom metal fab), nebo vaše objemové požadavky ospravedlňují sériovou výrobu? Toto rozhodnutí ovlivňuje vše – od nákladů na jednotku přes dodací lhůty až po konzistenci kvality. Překvapivě mnoho výrobců uvádí, že nabízí obě možnosti, aniž by vysvětlilo, v čem se tyto přístupy skutečně liší.
Představte si to takto: individuální výroba je jako šitý oblek přesně podle vašich rozměrů. Sériová výroba je spíše jako nákup stejného modelu z velkoobchodu v tisících kusů. Obě mají své místo a správná volba může znamenat rozdíl mezi úspěchem projektu a překročením rozpočtu.
Kdy dává smysl individuální výroba
Výroba kovových dílů na zakázku zahrnuje výrobu jednotlivých položek nebo malých sérií za účelem splnění konkrétních požadavků. Podle EDCO Fabrication tato metoda poskytuje přesně to, co potřebujete, s výjimečnou flexibilitou ve výrobě i návrhu.
Proč byste si pro své projekty kovové výroby zvolili výrobu na zakázku? Zvažte následující scénáře:
- Vývoj prototypů: Při testování nového návrhového konceptu vám výroba na zakázku umožňuje rychlé iterace bez nutnosti drahých investic do výrobních nástrojů.
- Speciální aplikace: Jedinečné zařízení, náhradní díly pro starší systémy nebo jedinečné instalace vyžadují přizpůsobená řešení.
- Nízké požadované množství: Objednávky desítek nebo stovek kusů zpravidla nepodporují náklady na výrobní nástroje.
- Komplexní geometrie: Složité návrhy, které vyžadují během výroby manuální odbornost a rozhodování.
- Rychlé změny návrhu: Projekty, které se stále vyvíjejí, profitují z flexibility rychlé úpravy specifikací.
Flexibilita, která je vlastní individuální výrobě, se ukazuje jako velmi výhodná v případě změn tržních trendů nebo preferencí zákazníků. Protože úpravy za běhu jsou poměrně jednoduché, vaše produkty zůstávají konkurenceschopné bez nutnosti nákladného přepracování výrobních zařízení. Kovový dílenský provoz specializující se na individuální výrobu obvykle disponuje univerzálním vybavením schopným zpracovat širokou škálu různorodých projektů, nikoli optimalizovanými výrobními buňkami.
Kontrola kvality často dosahuje vyšší úrovně v prostředí individuální výroby. Zaměření na jedinečné, individuální položky vedou výrobce k důkladnějšímu sledování detailů v průběhu celého procesu. Tento praktický přístup vede k vyšší kvalitě hotových výrobků, pokud specifikace vyžadují přesnost, kterou automatické systémy mohou přehlédnout.
Vlastní přístupy však přinášejí kompromisy. Náklady na jednotku jsou vyšší, protože čas potřebný na nastavení se rozděluje mezi menší počet dílů. Doba dodání se může prodloužit, protože každý projekt je zpracováván individuálně. A konzistence mezi dávkami závisí výrazně na dovednostech operátora a kvalitě dokumentace.
Rozšiřování výroby od prototypu k hromadné výrobě
Výrobní výroba vytváří velké množství identických položek s výjimečnou efektivitou. Pokud vaše zařízení pro zpracování kovů opakovaně zpracovává stejnou součást, náklady výrazně klesají a zároveň se zlepšuje konzistence.
Klíčové výhody výrobní výroby zahrnují:
- Nákladová efektivita v masové výrobě: Náklady na nastavení a investice do nástrojů se rozdělují na tisíce kusů, čímž se cena za kus výrazně snižuje
- Rychlejší otočení: Optimalizované procesy a specializované nástroje zajišťují rychlou dostupnost zboží, aby bylo možné reagovat na náhlé nárůsty poptávky
- Standardizovaná jednotnost: Zákazníci přesně vědí, co mohou očekávat u každého nákupu, čímž se buduje důvěra a loajalita k značce
- Snížený podíl práce: Automatizace a optimalizované pracovní postupy minimalizují manipulaci a zásah operátora
- Předvídatelná kvalita: Statistická regulace procesů a automatická kontrola zajistí dodržení přísných tolerancí po celou dobu výrobního cyklu
Dynamické provozy pro zpracování kovů excelují při přechodu projektů z fáze prototypu na sériovou výrobu. Tento přechod vyžaduje pečlivé plánování, aby se předešlo nepříjemným překvapením, jež často zmaří mnoho výrobních programů.
Podle společnosti All Metals Fabrication jsou prototypy optimalizovány pro rychlost a tvar, zatímco sériová výroba musí být optimalizována pro opakovatelnost, výkon a náklady na jednotku. Tento základní rozdíl vytváří typické oblasti nesouladu, například specifikace tolerancí, využití materiálu a výběr technologických postupů.
Kompletní cesta zákazníka
Pochopení toho, jak projekty postupují od návrhu až po dodání, vám pomůže efektivněji spolupracovat se svými partnery ve zpracování kovů:
- Koncept a návrh: Na začátku se stanovují počáteční specifikace, výběr materiálu a požadavky na výkon
- Revize DFM (Design for Manufacturability): Zkušení výrobci posuzují návrhy z hlediska proveditelnosti výroby a navrhují úpravy, které snižují náklady nebo zvyšují kvalitu, aniž by došlo ke zhoršení funkčnosti
- Fáze prototypování: Operace společnosti Custom Metal Fab Inc. vyrábějí počáteční vzorky pro testování tvaru, přiléhavosti a funkčnosti
- Doladění návrhu: Zpětná vazba ze zkoušek prototypů vede k úpravám specifikací ještě před investicí do výrobních nástrojů
- Plánování výroby: Navrhují se montážní přípravky, dokumentuje se výrobní postup a stanovují se postupy kontroly kvality
- První kontrolní protokol (First Article Inspection): Počáteční výrobní díly podstupují komplexní ověření shody se specifikacemi
- Sériová výroba: Schválené výrobní postupy běží v cílových objemech za průběžného monitorování kvality
- Nepřetržité zlepšování: Výrobní data slouží k postupným vylepšením, která s časem snižují náklady a zvyšují kvalitu
Fáze podpory DFM si zaslouží zvláštní pozornost. Malé návrhové rozhodnutí, která jsou v jednorázovém prototypu neviditelná, mohou při přechodu na sériovou výrobu násobně zvyšovat náklady, prodlužovat výrobní cyklus a destabilizovat výrobní proces. Přijetí postoje „prototyp s výrobním zaměřením“ znamená vyrábět prototypy za použití materiálů, tlouštěk a předpokladů týkajících se nástrojů, které budou v sériové výrobě skutečně použity. Pokud to není možné, je nutné důkladně dokumentovat rozdíly mezi prototypem a sériovým výrobkem a vyžadovat revizi rozdílů ve spolupráci s výrobním oddělením, čímž se výrazně sníží počet pozdějších revizí.
Klíčové aspekty každého přístupu
Při rozhodování mezi výrobou na zakázku a sériovou výrobou posuďte tyto faktory ve vztahu ke své konkrétní situaci:
| Faktor | Výroba na zakázku | Výrobní výroba |
|---|---|---|
| Náklady na nastavení | Minimální investice do nástrojů | Významné náklady na upínací zařízení a nástroje |
| Náklady na jednotku | Vyšší (nastavovací náklady rozprostřeny na menší počet dílů) | Nižší (amortizovány na objemu výroby) |
| Dodací lhůta | Proměnné, závislé na projektu | Předvídatelné po zavedení do provozu |
| Flexibilní konstrukce | Vysoká (změny lze snadno začlenit) | Nízká (změny vyžadují přepracování výrobního zařízení) |
| Soudržnost | Závislé na operátorovi | Řízeno procesem |
| Ideální objem | obvykle 1–500 kusů | obvykle 1 000+ kusů |
Rozpočtová omezení hrají při tomto rozhodování významnou roli. Výroba na zakázku, která se zaměřuje na jedinečnost a kvalitu, je na jednotku nákladově náročnější. Při výrobě velkých objemů se ukazuje, že sériová výroba je mnohem nákladově efektivnější. Bod zvratu se však výrazně liší podle složitosti dílu, nákladů na materiál a požadovaných tolerancí.
Na výběr také vliv mají poptávka na trhu a složitost výrobku. Vysoká poptávka po jednoduchém a standardizovaném produktu směřuje k sériovým výrobním metodám. Naopak specializované trhy s komplexními a specifickými požadavky profitují z flexibilitu výroby na zakázku. Posouzení očekávání klienta, požadovaných termínů dodání a vašich schopností dodat včas a bez překročení rozpočtu pomůže vyjasnit, která cesta nejlépe vyhovuje vaší situaci.
S tímto pochopením rozdílů mezi přístupy výroby na zakázku a sériovou výrobou jste lépe připraveni efektivněji komunikovat s potenciálními partnery pro výrobu. Další důležitou otázkou je, kde bude výroba probíhat, neboť geografická poloha přináší vlastní soubor výhod i výzev pro vaši výrobní strategii.

Výroba kovových součástí doma versus ve světovém měřítku
Rozhodli jste se, zda pro vaše potřeby lépe vyhovuje výroba na zakázku nebo sériová výroba. Nyní následuje další strategické rozhodnutí, které ovlivňuje celý váš dodavatelský řetězec: kde by měl být umístěn vámi preferovaný partner pro kovovou výrobu? Tato otázka sahá daleko za jednoduché srovnání nákladů. Geografická poloha ovlivňuje vše – od efektivity komunikace až po bezpečnost duševního vlastnictví – a správná volba zcela závisí na konkrétních požadavcích vašeho projektu.
Tady je realita. Jak domácí, tak mezinárodní výroba dokážou dosáhnout vynikajících výsledků, pokud jsou přizpůsobeny vhodným aplikacím. Výzvou je pochopit, které faktory jsou pro vaši konkrétní situaci nejdůležitější, a následně vyhodnotit potenciální partnery odpovídajícím způsobem. Podívejme se, co každý z těchto přístupů nabízí, a kde se objevují kompromisy.
Hodnocení výhod domácí výroby
Když hledáte kovovou dílnu pro zpracování kovů v blízkosti, blízkost přináší výhody, které sahají daleko za pouhou pohodlnost. Podle Výzkumu EOXS , domácí kovové materiály splňují přísné průmyslové normy ASTM, ASME a API a zároveň umožňují rychlejší dodávky bez prodlev spojených s mezinárodní dopravou.
Americké provozy pro zpracování kovů nabízejí několik zřetelných výhod:
- Kratší dodací lhůty: Eliminace přepravy přes oceán zkracuje dodací lhůty o týdny či měsíce a umožňuje rychlejší dokončení projektů
- Přímý dohled nad kvalitou: Můžete navštívit provozy osobně, pozorovat výrobní procesy na místě a okamžitě řešit jakékoli problémy s kvalitou
- Efektivita komunikace: Stejné časové pásma a společný jazyk eliminují překladatelské mezery, které trápí mezinárodní partnerství
- Nižší požadavky na zásoby: Možnost rychlého doplnění zásob snižuje nutnost hromadit komponenty jako pojistku proti potenciálním zpožděním
- Soulad s předpisy: Projekty vyžadující dodržení zákona Buy America Act nebo státních certifikací vyžadují domácí zdroje
Jižní i severní provozy kovových dílen v USA těží z navštěvované infrastruktury a kvalifikovaných pracovních sil. Podle Výzkumu společnosti Trison Wells poskytuje domácí výroba přesnější kontrolu kvality a eliminuje komplikace spojené se zásilkami, které způsobují mezinárodní alternativy.
The průzkum znovuzavedení výroby do USA za rok 2025 ukazuje, že 95 % výrobců originálních zařízení (OEM) bylo plně nebo částečně spokojeno se svými výsledky znovuzavedení výroby do USA. Mezi hlavní důvody, které výrobci uvedli pro návrat výroby domů, patřily umístění výroby v blízkosti inženýrských oddělení (45 %), snížení nákladů na přepravu a cla (45 %) a vyhnutí se geopolitickým rizikům (38 %).
Rychlé výrobní vzorkování výrazně profituje z domácích partnerství. Pokud je váš americký dodavatel kovových dílů na míru v blízkosti, opakované návrhové cykly se výrazně zkracují. Vzorové díly můžete obdržet, otestovat je, poskytnout zpětnou vazbu a již za několik dní dostat upravené verze místo za několik týdnů. Toto zrychlení je neocenitelné, pokud jsou termíny vývoje velmi napjaté.
Zvážení globálního zásobování pro kovové výrobky
Mezinárodní výroba si i přes složitost logistiky uchovává svůj potenciál pro konkrétní aplikace. Samotná Čína kontroluje 28,7 % celosvětové výrobní výstupy a vytváří specializované ekosystémy, které domácí alternativy někdy nedokážou napodobit.
Kdy by mohlo být globální zásobování vhodné pro vaše hledání kovových výrobků v blízkosti?
- Výhody z hlediska nákladů: Mzdové náklady ve Vietnamu a Mexiku činí přibližně jednu osminu amerických sazeb, zatímco v Thajsku klesají na jednu desetinu.
- Speciální materiály: Některé exotické slitiny a vzácné materiály mohou být dostupné pouze od zahraničních dodavatelů
- Vysoká kapacita objednávek: Mezinárodní zařízení často vynikají při masivních výrobních šaržích s automatizovanými systémy, které provozují noční nepřítomné provozy.
- Blízkost komponentů: Pokud suroviny pocházejí z asijských trhů, výroba v blízkosti snižuje určitá rizika dodavatelského řetězce.
Avšak těmto potenciálním výhodám doprovází významné výzvy. Námořní kontejnerová doprava zpracovává 99 % zboží vstupujícího do Spojených států a trvá dvě až osm týdnů v závislosti na místě původu a cíle. Celní odbavení způsobuje další zdržení, zejména v případě chyb v dokumentaci.
Výhody domácího zdrojování kovové výroby
- Spolehlivá kvalita splňující americké normy ASTM, ASME a API
- Kratší a předvídatelnější dodací lhůty
- Snazší sledovatelnost materiálů s certifikovanými zkušebními protokoly výrobce
- Stabilní dodavatelský řetězec s menší expozicí globálním poruchám
- Přímá komunikace bez jazykových bariér
- Podporuje místní ekonomiku a zaměstnanost
Nevýhody zakoupení kovových výrobků z domácího zdroje
- Vyšší náklady na práci a výrobu
- Omezená dostupnost určitých speciálních slitin
- Možné kapacitní omezení v obdobích vysoké poptávky
- U populárních zařízení může vyžadovat delší výrobní čekací doby
Výhody zakoupení kovových výrobků z mezinárodního zdroje
- Nižší náklady na práci a výrobu pro aplikace citlivé na cenu
- Přístup ke speciálním slitinám, které se doma nevyrábí
- Dostupnost velkých množství za konkurenceschopné ceny
- Diverzifikace dodavatelů snižující závislost na jediném zdroji
Nevýhody mezinárodního zakoupení kovových výrobků
- Prodloužené dodací lhůty způsobené přepravou a celními procesy
- Nedostatečná konzistence kvality vyžadující dodatečné testování a ověřování
- Clané poplatky a nejistota obchodních politik ovlivňující náklady
- Rizika týkající se duševního vlastnictví na trzích s nedostatečnou ochranou
- Komunikační potíže způsobené jazykovými bariérami a rozdíly v časových pásmech
- Zranitelnost dodavatelského řetězce vůči politické nestabilitě a přerušením přepravy
Skryté náklady, které mění celkový výpočet
Cenové nabídky na povrchu zřídka vyprávějí úplný příběh. Výzkum ukazuje, že výrobci, kteří používají jednoduché výpočty celkových nákladů na doručení (landed cost), často podhodnotí skutečné náklady spojené s přesunem výroby do zahraničí o 20–30 %. Přístup založený na celkových nákladech vlastnictví (Total Cost of Ownership) odhaluje náklady, které jsou v počátečních nabídkách skryty.
Zvažte tyto často opomíjené faktory:
- Expozice duševního vlastnictví: Zprávy FBI uvádějí miliardové ztráty ročně způsobené krádeží duševního vlastnictví na trzích s nedostatečnou ochranou
- Nestabilita námořní dopravy: Náklady na transoceánskou lodní dopravu vzrostly sedmkrát během 18 měsíců po březnu 2020
- Komunikační režie: Dvoujazyční zaměstnanci stráví přibližně 4 hodiny týdně neoficiálními překladatelskými povinnostmi, čímž podnikům ročně stojí ztráta produktivity přibližně 7 500 USD na zaměstnance
- Ověření kvality: Další požadavky na testování a kontrolu dovozovaných materiálů zvyšují náklady i dobu dodání
- Náklady na skladování zásob: Delší dodavatelské řetězce vyžadují větší investice do bezpečnostních zásob
Data z průzkumu o přesunu výroby zpět do země ukazují, že 40 % výrobců originálních zařízení (OEM) by zaplatilo o 10–20 % více za dodání o pět týdnů rychlejší. Tato prémie za kratší dodací lhůty ukazuje významnou příležitost pro domácí výrobce, aby konkurovali na základě přidané hodnoty, nikoli pouze ceny.
Vaše rozhodnutí o zdrojování nakonec závisí na vyvážení těchto faktorů vzhledem k vašim konkrétním požadavkům. Projekty s přísnými tolerancemi, potřebou rychlé iterace nebo požadavky na soulad s předpisy obvykle upřednostňují domácí americké partnery specializující se na zpracování kovů. Komoditní součásti vysokého objemu s flexibilními termíny dodání mohou ospravedlnit mezinárodní zdrojování, i když to přináší dodatečnou složitost.
Ať už zvolíte jakoukoli geografickou strategii, schopnost posoudit výrobní zařízení a kapacity se stává klíčovou pro identifikaci partnerů, kteří skutečně dokážou splnit své závazky. Porozumění tomu, jaké otázky je třeba klást ohledně technických parametrů zařízení, pomáhá oddělit skutečnou odbornost od marketingových tvrzení.
Posouzení výrobních zařízení a kapacit
Zúžili jste své geografické preference a rozumíte rozdílu mezi zakázkovou a sériovou výrobou. Ale právě zde se mnoho rozhodnutí o nákupu ukazuje jako chybné: přijímání tvrzení o kapacitách na základě důvěry, aniž bychom pochopili, co technické specifikace zařízení ve skutečnosti znamenají pro výsledky vašeho projektu. Když si kovový výrobní podnik v blízkosti uvádí „nejmodernější zařízení“, co byste měli ve skutečnosti hledat?
Kapacity zařízení přímo určují, zda vám váš partner ve zpracování kovů dokáže dodat součásti splňující vaše specifikace konzistentně. Podnik může disponovat nápaditě vypadajícími stroji, ale skutečný obraz dávají údaje o nosnosti, přesnosti a úrovni automatizace. Pojďme dekódovat, co tyto specifikace znamenají, a jak je efektivně vyhodnotit.
Kapacity zařízení, které ovlivňují vaše výsledky
Každý kus strojního vybavení pro zpracování kovů má kvantifikovatelné technické parametry, které předpovídají jeho výkon při vašich projektech. Porozumění těmto číselným údajům přeměňuje neurčité diskuse o možnostech stroje na konkrétní hodnocení.
Přesnost CNC strojů
Podle výzkumu společnosti Kesu Group definuje přesnost CNC obrábění, jak blízko odpovídají opracované součásti požadovaným konstrukčním specifikacím. Při hodnocení pokročilých operací zpracování kovů se zaměřte na tyto klíčové metriky:
- Toleranční rozsah: Povolená odchylka od stanovených rozměrů, obvykle měřená v tisícinách palce nebo v mikronech. Stroje s vysokou přesností dosahují ±0,0005 palce, zatímco standardní zařízení zaručuje pouze ±0,005 palce.
- Opakovatelnost: Schopnost stroje opakovaně dosáhnout stejné polohy v průběhu několika operací. Pro sériovou výrobu je tento parametr důležitější než přesnost jediné součásti.
- Schopnost dosáhnout povrchové úpravy: Měřeno jako Ra (průměrná drsnost), udává hladkost povrchu, kterou lze dosáhnout bez dodatečných operací.
- Polohovací přesnost: Jak přesně stroj umisťuje řezné nástroje vzhledem k naprogramovaným souřadnicím
Požádejte potenciální partnery o podrobné technické specifikace, včetně datových listů strojů a záznamů o kalibraci. Výrobce, který má důvěru ve své nástroje pro zpracování plechů, tuto dokumentaci ochotně poskytne. Navíc prostřednictvím kontrolních vzorků dílů spolu s příslušnými protokoly měření ověříte, zda jejich tvrzení o přesnosti odpovídají skutečnosti.
Tlaková síla lisy a ohybová kapacita
Technické specifikace lisy určují, jakou tloušťku materiálu a délku ohybu je váš výrobce schopen zpracovat. Podle Komplexního průvodce společnosti CNHAWE jsou pro úspěch klíčové tři specifikace: kapacita v tunách, délka ohybu a pracovní výška.
Standardní vzorec pro výpočet tlakové síly při vzduchovém ohýbání poskytuje užitečný kontext:
Síla (v tunech) = 575–666 × (tloušťka materiálu v palcích)² × délka ohybu ve stopách ÷ šířka otvoru matrice v palcích
Materiálové faktory výrazně ovlivňují požadovanou tlakovou sílu. Jako základní referenční materiál slouží mírná ocel s mezí pevnosti v tahu 60 000 PSI, avšak pro jiné materiály se používají odpovídající korekce:
- Z nerezové oceli: Vyžaduje 1,5× až 1,7× základní tlakovou sílu v závislosti na třídě materiálu
- Hliník: Vyžaduje 0,5× až 0,6× základní tlakovou sílu
- Materiál s vysokou pevností: Může vyžadovat dvojnásobnou nebo vyšší základní tlakovou sílu
Zkušení výrobci plánují bezpečnostní rezervu 20–25 % nad vypočtenými požadavky. Tato rezerva kompenzuje odchylky tloušťky materiálu, účinky zušlechťování při tváření a opotřebení nástrojů, aniž by došlo k přetížení zařízení.
Výkon laseru a maximální tloušťka materiálu pro řezání laserem
Výkon laseru je přímo úměrný maximální tloušťce materiálu, kterou lze řezat, a rychlosti řezání. Systémy s vyšším výkonem řežou silnější materiály rychleji, avšak tento vztah není lineární. Následuje přehled typických výkonových možností jednotlivých výkonových úrovní:
- fiberové lasery o výkonu 2–4 kW: Ideální pro tenké a středně tlusté plechy, vynikající kvalita řezu u materiálů do tloušťky 0,25 palce
- systémy o výkonu 6–8 kW: Zpracovávejte tlustší plechové materiály při zachování rozumných řezných rychlostí
- laserové zdroje o výkonu 10+ kW: Efektivně řežte silné plechy, čímž umožníte zpracovatelům konkurovat na aplikacích s tlustými materiály
Mimo čistý výkon vyhodnoťte také rozměry řezného stolu, automatizaci manipulace s materiálem a možnosti použití pomocných plynů – dusíku či kyslíku. Tyto faktory ovlivňují jak rozsah zpracovatelných materiálů, tak efektivitu průtoku zakázek výrobním procesem.
Úrovně automatizace pro konzistentní výrobu
Automatizace mění stroje pro zpracování kovů z nástrojů závislých na operátorovi na konzistentní výrobní systémy. Při hodnocení zpracovatelů posuďte jejich investice do automatizace ve více oblastech:
- Automatické navažování materiálu: Sníží dobu manipulace a minimalizuje poškození nebo poškrábání materiálu během nastavování
- Robotické svařovací buňky: Zajistí konzistentní kvalitu svarů v rámci vysokorozsáhlých výrobních šarží
- Automatizované systémy pro kontrolu: Koordinátní měřicí stroje (CMM) a systémy strojového vidění odhalí vady ještě před expedicí dílů
- Integrované ERP systémy: Propojte plánování, data o kvalitě a sledování výroby za účelem transparentnosti
Komponenty závěsu z přesného kovového zpracování a další aplikace kritické pro bezpečnost zvláště těží z konzistentních výhod automatizace. Pokud lidská variabilita představuje riziko, automatické systémy poskytují opakovatelnost, kterou vyžadují standardy kvality.
Čtení mezi řádky schopností výrobce kovových konstrukcí
Seznamy vybavení vyprávějí jen část příběhu. Odborné znalosti společnosti Weaver v oblasti kovového zpracování a podobné specializované provozy ukazují, že rozhodujícími faktory pro to, zda působivé stroje skutečně produkují působivé výsledky, jsou znalosti obsluhy, postupy údržby a systémy řízení kvality.
Referenční tabulka pro hodnocení vybavení
Tuto komplexní srovnávací tabulku použijte při posuzování potenciálních partnerů pro kovové zpracování:
| Typ zařízení | Rozsah možností | Dopad na projekt | Otázky ke zvážení |
|---|---|---|---|
| CNC frézovací centra | přesnost ±0,0005" až ±0,005"; možnost 3osé iž 5osé obrábění | Určuje dosažitelnou přesnost u složitých geometrií; ovlivňuje, zda jsou nutné sekundární operace | Jaká je vaše dokumentovaná opakovatelnost? Jak často kalibrujete zařízení? Můžu vidět nedávné zprávy z měřicích strojů CMM? |
| Lomů | kapacita od 50 tun do více než 1 000 tun; délka ohýbání od 4 stop do více než 20 stop | Omezuje tloušťku materiálu a rozměry dílu; ovlivňuje přesnost ohýbání u dlouhých dílů | Jakou tonáž máte k dispozici? Používáte kompenzaci pro vyrovnání průhybu (crowning)? Jaká je vaše úhlová přesnost? |
| Vláknovými laserovými stříhačkami | výkon od 2 kW do více než 15 kW; kapacita řezání oceli až do tloušťky 1 palec a více | Určuje maximální tloušťku materiálu; ovlivňuje kvalitu řezu a rychlost řezání | Jaká je vaše maximální tloušťka řezaného materiálu podle typu materiálu? Jaké pomocné plyny používáte? Jaké rozměry má vaše řezná deska? |
| CNC věžové poinsovací stroje | více než 1 000 úderů za minutu; automatické výměnníky nástrojů | Efektivita při zpracování dílů s velkým množstvím otvorů; tvářecí schopnost snižuje počet sekundárních operací | Jakou knihovnu nástrojů udržujete? Dokážete vytvářet prvky jako lamely a závěsné otvory? |
| Svařovací zařízení | Svařování MIG, TIG, bodové svařování, robotické buňky | Kvalita a konzistence svařování; ovlivňuje nosnou schopnost a vzhled | Jaké certifikace mají vaši svařeči? Máte možnost robotického svařování? Jaké metody kontrol používáte? |
| Kontrolní systémy | Koordinátní měřicí stroje (CMM), optické porovnávací přístroje, systémy strojového vidění | Schopnost ověřování určuje míru důvěry ve vyhlášené kvalitní parametry | Jak ověřujete první vzorové díly? Jaké kontroly provádíte během výroby? Můžete poskytnout certifikované zprávy o kontrolách? |
Praktické otázky odhalující skutečné schopnosti
Podle Greengate Metal Components , položení správných otázek již na začátku pomůže posoudit, zda subdodavatel disponuje odborností, spolehlivostí a kapacitou potřebnou k realizaci vašeho projektu. Kromě specifikací zařízení se zaměřte na následující oblasti:
- Praktiky údržby: "Jak často provádíte preventivní údržbu kritického zařízení?" Dobře udržované stroje poskytují konzistentní výsledky; zanedbané zařízení se postupně vymyká požadovaným tolerancím
- Plány kalibrace: "Kdy byl váš souřadnicový měřicí stroj (CMM) naposledy zkalibrován a kým?" Kalibrační osvědčení vydaná nezávislou třetí stranou poskytují důvěryhodnost, které interní kalibrace postrádají
- Kvalifikace obsluhy: "Jaké školení a certifikace mají vaši obsluhoví pracovníci?" I vynikající zařízení vyžaduje k dosažení svého plného potenciálu zkušenou a kvalifikovanou obsluhu
- Záložní kapacita: "Co se stane, pokud se během výroby mé zakázky porouchá váš hlavní laserový stroj?" Výrobci s redundantním zařízením nebo s navázanými vztahy se subdodavateli minimalizují riziko přerušení výroby
- Dokumentace procesu: "Můžete mi ukázat ukázkový pracovní příkaz s kontrolními body kvality?" Doložené procesy ukazují systematický přístup, nikoli ad-hoc výrobu
Poměr operátora k stroji poskytuje další užitečný ukazatel. Poměr 1:2 nebo lepší zajišťuje dostatečný dohled během výroby. Přetížení operátorů, kteří se spěchají mezi příliš mnoha stroji, nevyhnutelně kompromituje kvalitu.
Ověření tvrzení před závazkem
Technické specifikace vybavení na papíře mají malou hodnotu bez ověření. Zvažte následující kroky ověření před výběrem svého preferovaného partnera:
- Návštěvy provozu: Nic nemůže nahradit osobní prohlídku stavu vybavení, jeho uspořádání a pracovního postupu
- Výroba vzorových dílů: Požádejte o výrobu testovacích dílů pomocí vašich skutečných materiálů a specifikací
- Kontrola referencí: Kontaktujte stávající zákazníky s podobnými požadavky na projekty, abyste ověřili uvedené výsledky
- Ověření certifikací: Potvrďte, že certifikáty ISO, IATF nebo odvětvově specifické certifikáty jsou platné a zahrnují příslušné procesy
Spolehlivý výrobce tuto kontrolu vítá. Váhání poskytnout dokumentaci, naplánovat prohlídky provozu nebo vás seznámit s referencemi by mělo vyvolat obavy, zda jsou uváděné schopnosti skutečně v souladu s realitou.
Porozumění technickým specifikacím zařízení vám umožní vést obsahově náplňové rozhovory s potenciálními partnery pro výrobu kovových dílů. Můžete rozlišit mezi provozy, které skutečně disponují požadovanými schopnostmi, a těmi, jež činí tvrzení, která jejich zařízení nepodporují. Tato základna vás připraví na poslední klíčový krok: stanovení kritérií hodnocení, která identifikují skutečně preferované partnery pro výrobu kovových dílů, hodné dlouhodobé spolupráce.
Jak vybrat svého preferovaného partnera pro výrobu kovových dílů
Prozkoumali jste možnosti vybavení, strategie získávání zdrojů a průmyslově specifické požadavky. Nyní nastává rozhodující okamžik: jak převést veškeré tyto poznatky do praktického výběru preferovaného partnera pro kovové zpracování? Rozdíl mezi úspěšným dlouhodobým vztahem ve výrobě kovových dílů a nákladným litostným rozhodnutím často spočívá v systematickém hodnocení, nikoli v intuitivním rozhodování nebo výběru na základě nejnižší nabídky.
Ať už hledáte specializované dodavatele kovového zpracování v Utahu, prozkoumáváte možnosti kovového zpracování v Portlandu nebo posuzujete pobřežní provozy kovového zpracování v blízkosti vašeho závodu, stejná základní kritéria platí pro všechny případy. Projdeme si ověřený rámec, který odděluje skutečně vynikající partnery pro kovové zpracování od těch, kteří pouze tvrdí, že jsou výjimeční.
Certifikační standardy, které signalizují kvalitu
Certifikáty slouží jako ověření třetí stranou, že systémy kvality výrobce splňují uznávané normy. Avšak ne všechny certifikáty mají pro každou aplikaci stejnou váhu. Pochopení toho, co každý certifikát znamená, vám pomůže přizpůsobit kvalifikace partnera vašim skutečným požadavkům.
Podle DEKRA Certifikace iATF 16949 představuje zlatý standard pro kvalitu v dodavatelském řetězci automobilového průmyslu. Tento certifikát vychází z požadavků normy ISO 9001 a doplňuje je prvkem specifickým pro automobilový průmysl, jako je například sledovatelnost pro dodržení předpisů, bezpečnostně kritické díly a procesy a postupy pro správu záruky. Pro každého, kdo zakupuje podvozky, zavěšení nebo konstrukční součásti, spolupráce s výrobci certifikovanými podle IATF 16949 výrazně snižuje riziko kvality.
Mezi klíčové certifikáty, které je třeba ověřit při hodnocení diverzifikovaných provozů kovového zpracování, patří:
- ISO 9001: Základní certifikace systému řízení kvality platná v různých odvětvích
- IATF 16949: Certifikace specifická pro automobilový průmysl, která prokazuje pokročilé systémy kvality, prevenci vad a zásady štíhlé výroby
- AS9100: Kvalitní standard pro letecký a kosmický průmysl s přísnými požadavky na dokumentaci a sledovatelnost
- ISO 14001: Certifikace pro environmentální management, která svědčí o závazku k udržitelným postupům
- AWS D1.1: Certifikace pro konstrukční svařování, která potvrzuje kvalitu svarů pro nosné aplikace
Nepřijímejte tvrzení o certifikaci bez ověření. Žádejte aktuální certifikáty, ověřte datum jejich expirace a zajistěte si, že rozsah certifikace zahrnuje konkrétní procesy relevantní pro váš projekt. Výrobce certifikovaný pro obráběcí operace nemusí mít certifikaci pro svařovací procesy, které vyžadujete.
Kompletní kontrolní seznam pro hodnocení partnera
Výběr preferovaného partnera pro výrobu vyžaduje systematické posouzení z více hledisek. Podle odborných pokynů společnosti TMCO je důležité hodnotit více než pouze cenu, protože skutečnou hodnotu spolupráce s zkušenými dodavateli kovových komponent na zakázku představují řemeslná zručnost, technologie, škálovatelnost a prokázaný závazek kvalitě.
Použijte tento číslovaný kontrolní seznam k komplexnímu hodnocení potenciálních partnerů z řad firem zabývajících se kovovou výrobou:
- Ověřte současné certifikáty a historii auditů: Požádejte o kopie certifikátů ISO 9001, IATF 16949 nebo jiných průmyslově specifických certifikátů. Zkontrolujte datum vydání, datum vypršení platnosti a zda nebyl některý z certifikátů pozastaven nebo odvolán. Zeptejte se na závěry posledních auditů a na opatření k nápravě, která byla provedena.
- Posuďte vlastní kapacity ve srovnání s outsourcingem: Podle State Line Supply může dodavatel, který nabízí sekundární procesy interně, výrazně zkrátit dodací lhůty a snížit logistické problémy. Určete, které procesy probíhají interně a které jsou zadávány externím dodavatelům, neboť předávání úkolů mezi subjekty zvyšuje variabilitu kvality.
- Posuďte postupy kontroly kvality a kontrolní zařízení: Zeptejte se na postupy prvního vzorkového ověření, průběžné kontroly kvality během výroby a protokoly koneční kontroly. Ověřte, zda používají souřadnicové měřicí stroje (CMM) nebo jiné přesné kontrolní zařízení vhodné pro vaše požadavky na tolerance.
- Požádejte o reference od zákazníků z podobných aplikací: Spolehlivý výrobce vás spojí se stávajícími zákazníky, jejichž požadavky na projekty, objemy nebo odvětvová certifikace jsou podobné vašim. Přímý rozhovor s referencemi odhalí skutečnou výkonnost, kterou marketingové materiály zakrývají.
- Otestujte reakční schopnost komunikace ještě před uzavřením smlouvy: Jak rychle reagují na žádosti o cenové nabídky? Dostávají technické otázky podrobné odpovědi? Vzorce reakcí během prodejního procesu předpovídají chování během výroby, když vzniknou problémy.
- Přezkoumejte historii dodržování termínů dodávek: Požádejte o dokumentované procentuální údaje o dodávkách včas. Zeptejte se, jak zpracovávají náhle vzniklé objednávky a co se děje, když nedodrží dohodnuté termíny dodávek. Konzistentní dodržování termínů dodávek signalizuje operační excelenci.
- Potvrďte dostupnost inženýrské podpory a podpory při návrhu pro výrobu (DFM): Výjimeční partneři v oblasti kovových konstrukcí spolupracují již v rané fázi návrhového procesu, provádějí revizi výkresů a poskytují doporučení pro návrh s ohledem na výrobní proveditelnost (DFM), čímž snižují náklady bez kompromisu s výkonem. Tato preventivní podpora předchází nákladným překvapením ve výrobě.
- Posuďte finanční stabilitu a kontinuitu podnikání: Finanční zdraví výrobce ovlivňuje jeho schopnost investovat do vybavení, udržet si kvalifikované pracovníky a přežít ekonomické poklesy. Požádejte o základní finanční reference nebo zkontrolujte úvěrové hodnocení u významných partnerství.
Vytváření spolehlivého výrobního partnerství
Hodnotící proces sahá dál než pouhé zaškrtávání položek v kritériích kvalifikace. Podle odborníků z odvětví závisí účinná spolupráce na otevřené komunikaci a „měkké dovednosti“ dodavatele jsou stejně důležité jako jeho technické dovednosti.
Co odlišuje provozy průmyslového zpracování kovů, Inc., které si zaslouží upřednostněné postavení? Zvažte tyto ukazatele vztahu:
- Proaktivní oznámení problémů: Upozorní vás okamžitě, jakmile vzniknou potíže, nebo se problémy objeví až po propuštění termínů?
- Investice do vašeho úspěchu: Vysoce kvalifikovaní partneři navrhují vylepšení návrhu, identifikují příležitosti ke snížení nákladů a považují vaše projekty za své vlastní.
- Průhledné ceny: Jasné, podrobně rozepsané nabídky umožňují informovaná rozhodnutí; vágní odhady často skrývají překvapivé poplatky
- Komunikace týkající se plánování kapacity: Spolehliví partneři upřímně diskutují o dodacích lhůtách místo toho, aby nadměrně slibovali za účelu získání zakázek
- Přístup zaměřený na neustálé zlepšování: Hledejte výrobce, kteří sledují ukazatele kvality, analyzují vady a zavádějí systematická zlepšení
Rychlé prototypování a podpora pro návrh pro výrobu (DFM) jako odlišující faktory
Dvě schopnosti stále více oddělují preferované výrobní partnery od komoditních dodavatelů: rychlost rychlého prototypování a komplexní podpora pro návrh pro výrobu (DFM).
Rychlé prototypování umožňuje návrhovým týmům rychle ověřit koncepty, otestovat tvar a pasování a iterativně se blížit optimálním řešením ještě před tím, než dojde k investici do výrobního nástrojování. Pokud výrobce nabízí dobu dodání rychlých prototypů 5 dní, vývojové cykly se výrazně zkrátí. Problémy můžete identifikovat v rané fázi, kdy změny stojí málo, místo aby byly objeveny až během výroby, kdy úpravy vyžadují drahé přepracování nástrojů.
Podpora DFM je stejně cenná. Zkušení výrobci před výrobou zkontrolují vaše návrhy, identifikují prvky, které zvyšují obtížnost výroby, navrhují alternativy, které zachovávají funkčnost, ale snižují náklady, a upozorňují na specifikace tolerance, které vyžadují nákladnější zpracování. Tento spolupracující přístup zabrání frustrujícímu cyklu přijetí dílů, které technicky odpovídají výkresům, ale ve skutečnosti selhávají při použití.
Shaoyi (Ningbo) Metal Technology tyto kvality preferovaného partnera prakticky ukazuje. Jejich Provozy certifikovanými podle IATF 16949 nabízejí rychlé prototypování během 5 dnů spolu s komplexní podporou DFM, čímž ilustrují, jak vedoucí výrobci kombinují certifikační excelenci s praktickou inženýrskou spoluprací. Jejich doba reakce na cenové nabídky – pouhých 12 hodin – dále dokazuje tu rychlou odezvu, která odlišuje preferované partnery od pomalejších konkurentů.
Červené vlajky signalizující budoucí problémy
Vědět, čeho se vyvarovat, je stejně důležité jako vědět, co hledat. Tyto varovné signály často předpovídají zklamání ve spolupráci:
- Nevolnost poskytnout reference: Kvalitní výrobci rádi spojují zájemce se spokojenými zákazníky
- Nejasné odpovědi na technické otázky: Kompetentní partneři jasně vysvětlují své možnosti a upřímně uznávají své omezení
- Nátlak k rychlému závazku: Spolehliví výrobci chápou, že důkladné posouzení vede ke silnějším partnerstvím
- Zastaralé zařízení bez plánů na jeho modernizaci: Nepohyblivé kapitálové investice často signalizují finanční omezení nebo spokojenost se stávajícím stavem
- Vysoká zaměstnanecká rotace: Nestabilní pracovní síla vede k nestabilní kvalitě a ztrátě institucionálních znalostí
- Chybějící nebo vypršelé certifikáty: Vypršení certifikací signalizuje poruchy systému řízení kvality
Důvěryhodný výrobní partner neslouží pouze k výrobě dílů – podporuje vaše cíle, zlepšuje váš výrobek a pomáhá zajistit dlouhodobý úspěch vašeho projektu.
Učinění konečného výběru
Po dokončení hodnocení vyžaduje rozhodnutí o konečné volbě zvážení jednotlivých faktorů ve vztahu k vašim konkrétním prioritám. Nejlevnější možnost zřídka přináší nejvyšší celkovou hodnotu, pokud zohledníte problémy s kvalitou, zpoždění dodávek a komunikační potíže.
Zvažte vytvoření váženého hodnotícího listu, který odráží vaše skutečné priority. Pokud je pro vás nejdůležitější rychlá iterace, přiřaďte vysokou váhu rychlosti výroby prototypů. Pokud jsou požadavky určeny především regulační shodou, zaměřte se na ověření certifikací. Pokud dominuje tlak na nízké náklady, vyvážte cenu s historií kvality, abyste se vyhnuli zdánlivě výhodným, ale v praxi nevýhodným řešením.
Mějte na paměti, že výběr preferovaného partnera pro zpracování kovů představuje investici do vaší budoucí výroby. Úsilí, které vynaložíte na počáteční hodnocení, se vyplatí snížením kvalitních problémů, hladší komunikací a vztahem s výrobcem, který posílí, nikoli zatíží vaše provozní procesy.
Použitím těchto systematických kritérií přeměníte výběr partnera pro výrobu z nejistého odhadování na informované rozhodování. Výsledek? Partnerství založená na ověřených schopnostech, nikoli na marketingových slibech, která zaručují konzistentní kvalitu a spolehlivost, jež skutečně odpovídají postavení preferovaného partnera.
Často kladené otázky k preferované kovové výrobě
1. Co je preferovaná kovová výroba?
Preferovaná kovová výroba odkazuje na strategický výrobní přístup, při němž podniky vybírají partnery pro výrobu na základě certifikací kvality, prokázaných schopností a konzistentní spolehlivosti, nikoli prostě na základě nejnižší nabídky. Pojem „preferovaný“ označuje ověřený a důvěryhodný vztah založený na historii výkonu, průhledné komunikaci a vzájemném závazku k excelenci. Na rozdíl od transakčních vztahů s dodavateli se partnerství v rámci preferované kovové výroby vyznačují hlubokým pochopením požadavků vašeho odvětví, preferencí materiálů a tolerančních norem.
2. Jaké jsou tři typy kovové výroby?
Tři základní techniky zpracování kovů jsou řezání, ohýbání a sestavování. Řezání zahrnuje laserové řezání a CNC prostřihování pro přesné odstraňování materiálu. Při ohýbání se používají lisy s ohýbacími nástroji k přeměně plochých plechů na trojrozměrné součásti metodami volného ohýbání, ohýbání do dolní polohy nebo razicího ohýbání. Sestavování spojuje zpracované díly pomocí svařovacích procesů, jako je svařování MIG, TIG nebo bodové svařování. Porozumění těmto základním procesům pomáhá zakázkovým zákazníkům vyhodnotit partnery pro zpracování kovů a přizpůsobit jejich schopnosti konkrétním požadavkům projektu.
3. Jsou kovodělníci vyhledávání?
Ano, kovoví zpracovatelé jsou v současné době velmi vyhledáváni kvůli nedostatku odborných dovedností spojenému s růstem odvětví. Trend znovuzavádění výroby do země zvýšil potřebu domácí výroby, přičemž 95 % výrobců originálních zařízení (OEM) uvedlo, že jsou s výsledky znovuzavádění výroby spokojené. Práce pro kovové zpracovatele se vyskytují v různorodých odvětvích, jako jsou automobilový průmysl, letecký a kosmický průmysl, systémy vytápění, ventilace a klimatizace (HVAC) a elektronika. Zvláště vyhledáváni jsou certifikovaní zpracovatelé s certifikacemi IATF 16949 nebo AS9100 pro přesné aplikace vyžadující stálou kvalitu a dokumentované procesy.
4. Jaké certifikace by měl mít preferovaný partner pro zpracování kovů?
Základní certifikace závisí na vašem odvětví. ISO 9001 poskytuje základní ověření systému řízení kvality v různých odvětvích. IATF 16949 je klíčová pro automobilové dodavatelské řetězce a zajišťuje prevenci vad, štíhlou výrobu a soulad s požadavky na správu záruk. AS9100 se vztahuje na aplikace v leteckém a kosmickém průmyslu a stanovuje přísné požadavky na sledovatelnost. AWS D1.1 ověřuje kvalitu konstrukčního svařování pro nosné součásti. Před uzavřením partnerství ve výrobě vždy ověřte aktuálnost certifikace, rozsah jejího pokrytí a výsledky nedávných auditů.
5. Jak si vybrat mezi domácím a mezinárodním zdrojováním kovové výroby?
Zhodnoťte své priority z hlediska dodací lhůty, kontroly kvality, komunikace a celkových nákladů na vlastnictví. Domácí výroba nabízí kratší dodací lhůty, přímý dohled nad kvalitou, komunikaci ve stejném časovém pásmu a dodržení předpisů v souladu s požadavky programu Buy America. Mezinárodní zakoupení komponent může poskytnout nižší náklady na práci, avšak přináší zpoždění způsobená dopravou, nutnost ověřování kvality, rizika týkající se duševního vlastnictví a skryté náklady, které mohou skutečné náklady zvýšit o 20–30 % nad původní cenové nabídky. Projekty vyžadující přesné tolerance, rychlé vývojové vzorky nebo splnění certifikačních požadavků obvykle upřednostňují domácí partnery.