 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Výběr společnosti pro přesné ohýbání plechů: 8 klíčových faktorů, které většina zakazníků přehlíží

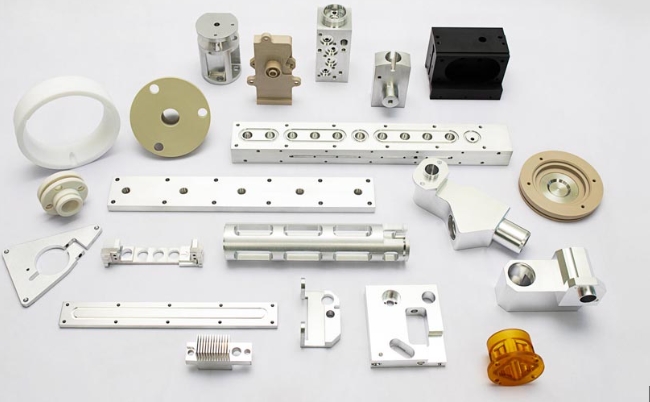
Co definuje společnost specializující se na přesnou výrobu plechových dílů
Když začnete hledat partnera pro výrobu, brzy si všimnete, že mnoho dílen tvrdí, že nabízí „přesnou“ výrobu. Ale co ve skutečnosti odlišuje skutečnou společnost specializující se na přesnou výrobu plechových dílů od běžného výrobce? Rozdíl spočívá nejen v marketingovém jazyce – jde o měřitelné specifikace, které přímo ovlivňují, zda budou vaše součásti fungovat tak, jak byly navrženy.
Přesná výroba plechových dílů představuje výrobu na inženýrské úrovni s nejvyššími požadavky na přesnost a kvalitu, obvykle s dodržením tolerancí v rozmezí ±0,005 palce až ±0,010 palce (±0,13 mm až ±0,25 mm) u složitých geometrií.
To je důležité, protože součásti, které nesplňují přesné specifikace, mohou vést ke selhání montáže, stahu produktů z trhu a nákladnému přepracování. Pochopení toho, co definuje přesnou výrobu, vám pomůže klást správné otázky ještě před tím, než se zavážete k partnerovi pro výrobu.
Co odděluje přesnou výrobu od standardní
Představte si objednání vlastního pouzdra pro lékařské zařízení. U standardní výroby byste mohli obdržet díly s tolerancemi ±1/16" až ±1/8" (±1,6 mm do ±3,2 mm) . I když se tato odchylka může zdát malá, při vzájemném dokonalém zapadání více součástí se tyto odchylky rychle akumulují.
Společnosti specializující se na přesnou výrobu z plechu působí na zcela jiné úrovni. Využívají pokročilé systémy s vláknovým laserem, souřadnicové měřicí stroje (CMM) a automatické ohýbací systémy s technologií korekce úhlu. Důležitější je však jejich porozumění chování materiálů – například tomu, jak se různé slitiny po ohýbání pružně vracejí do původní polohy, jak ovlivňuje směr zrna tváření a jak tepelná roztažnost ovlivňuje konečné rozměry.
Klíčové rozdíly mezi standardní a precizní výrobou zahrnují:
- Náročnost vybavení: Standardní dílny používají základní posuvná měřidla a vizuální kontrolu; firmy specializující se na precizní zpracování plechů využívají systémy CMM, optické komparátory a laserové měřicí technologie
- Odbornost na materiály: Precizní výrobci znají rozdílné chování nerezové oceli 316L ve srovnání s 304 během tvářecích operací
- Investice do nástrojů: Nástroje a přesné upínací zařízení specifické pro danou aplikaci, jejichž cena může být 3 až 5krát vyšší než u standardních nástrojů, avšak zaručují opakovatelnou přesnost
- Systémy jakosti: Statistickou regulaci výrobního procesu, kontrolu prvního vzorku a úplnou sledovatelnost materiálů
Porozumění specifikacím tolerance v kovové výrobě
Tolerance fungují jako „smlouva o přesnosti“, která probíhá celým životním cyklem vašeho výrobku. Každá specifikace tolerance ovlivňuje budoucí výkon, výrobní náklady a efektivitu montáže. Představte si tolerance jako ochranné zábradlí kolem jmenovitých rozměrů – zůstanete-li uvnitř těchto mezí, budou vaše součásti správně fungovat.
Podle průmyslových standardů jsou třídy tolerance rozděleny do 18 úrovní. Společnosti specializující se na přesné výrobní technologie pro plech obvykle pracují v rozmezí tříd IT5 až IT7 pro inženýrské aplikace, zatímco standardní dílny pracují v rozmezí tříd IT12 až IT14.
Co to znamená na praxi:
- Řezání laserem: Moderní systémy s vláknovým laserem udržují tolerance v rozmezí ±0,1 mm až ±0,3 mm, což se mění v závislosti na tloušťce materiálu.
- Ohýbací operace: Přesné ohýbací lisy dosahují úhlových tolerancí přibližně ±0,5°.
- Přesné tváření: Schopny dosahovat rozměrových tolerancí ±0,05 mm nebo přesnějších.
Odvětví jako letecký a kosmický průmysl, výroba lékařských zařízení a obranný průmysl vyžadují tyto přísné specifikace, protože selhání součásti má vážné následky. V leteckých aplikacích odchylka 0,020 palce může způsobit, že bude součást zcela nepoužitelná. U pouzder lékařských zařízení má rozměrová přesnost přímý dopad na soulad s požadavky FDA a bezpečnost pacientů.
Výzva? Použití nepotřebně přísných tolerancí výrazně prodlužuje dodací lhůty a zvyšuje náklady. Cílem je najít rovnováhu – tolerance dostatečně přesné, aby zajistily funkčnost, ale zároveň praktické, aby bylo možné díly efektivně vyrábět. Pochopení této rovnováhy je váš první krok k výběru správního partnera pro přesnou výrobu z plechu.
Základní procesy výroby a technické možnosti zařízení
Nyní, když víte, co odlišuje přesnou výrobu od standardního zpracování plechu, podívejme se na skutečné procesy, které umožňují dosahovat těchto přísných tolerancí. Společnost specializující se na přesnou výrobu z plechu nemá jen drahé zařízení – rozumí tomu, jak každý proces přispívá k dosažení rozměrové přesnosti a kvality povrchu. Při hodnocení potenciálních partnerů vám znalost toho, co tyto procesy umožňují, pomůže položit chytřejší otázky a rozpoznat skutečnou odbornou způsobilost.
Základní procesy používané společností společnostmi zabývajícími se přesnou výrobou z plechu patří do několika kategorií, přičemž každá z nich plní konkrétní účel při přeměně plošných polotovarů na dokončené součásti:
- Řezání laserem: Využívá zaměřenou světelnou energii k provedení přesných řezů s minimální deformací materiálu a kvalitou okraje vhodnou pro viditelné povrchy
- CNC stříhání: Umísťuje materiál pod razník pro rychlé vytváření otvorů a tvarovací operace v aplikacích s vysokým objemem výroby
- Ohýbání a tváření: Přeměňuje ploché заготовky na trojrozměrné tvary pomocí lisy na ohýbání a specializovaného nástrojového vybavení
- Svařování: Spojuje více součástí pomocí tepla a tlaku, přičemž různé metody jsou vhodné pro různé materiály a aplikace
- Řezání vodním paprskem: Využívá vodu pod vysokým tlakem (často s abrazivními přísadami) pro tepelně citlivé materiály nebo silné polotovary, u nichž je nepřijatelná tepelná deformace
Laserové řezání a jeho role v přesné výrobě
Když potřebujete díly s čistými hranami, přesnými rozměrovými tolerancemi a minimálními tepelně ovlivněnými zónami, stává se laserové řezání vaší hlavní výrobní metodou. Moderní společnosti specializující se na přesné zpracování plechů obvykle využívají dvě hlavní technologie laserového řezání: CO₂ lasery a vláknové lasery.
Vláknové laserové řezání se stalo průmyslovým standardem pro většinu přesných aplikací. Podle odborných zdrojů vláknové lasery využívají laserové diody, jejichž světlo je vedeno optickými vlákny, čímž umožňují vytvářet řezy s vysokým výkonem a vynikající účinností. Tato technologie se výborně hodí k řezání odrazivých materiálů, jako jsou slitiny hliníku a mědi, které působily obtíže starším CO₂ systémům.
Technické specifikace zařízení zde mají významný vliv. Zamyslete se nad tím, jak různé možnosti laserů ovlivňují volbu řešení pro váš projekt:
| Typ laseru | Výkonový rozsah | Nejlepší použití | Schopnost řezat materiály různé tloušťky |
|---|---|---|---|
| 8 kW vláknový laser | Vysoký výkon | Obecné strojírenské aplikace, řezání silných desek | Uhlíková ocel až do tloušťky 30 mm; nerezová ocel až do tloušťky 30 mm |
| 4 kW CO₂ laser | Střední výkon | Značení, dekorativní práce, tenké materiály | Nízkouhlíková ocel do tloušťky 16 mm; nerezová ocel do tloušťky 12 mm |
| Drátové EDM | Elektrický výboj | Mimořádně přesné tolerance, kalené materiály | Omezeno velikostí lázně, nikoli tvrdostí materiálu |
Kromě samotného laseru hledejte automatické systémy manipulace s materiálem. Významní dodavatelé přesných plechových dílů integrují odvinovací linky, které přímo zásobují surový materiál do řezacích systémů, čímž se snižuje poškození při manipulaci a zvyšuje se výkon. Plazmové řezačky slouží jako doplňkové zařízení pro tlustší materiály, kde se laserové řezání stává méně ekonomickým.
Jedna často opomíjená schopnost? Řezání drátovým elektrickým výbojem (wire EDM), při němž se nabité tenké kovové drátky používají k tavení materiálu pomocí elektrických jisker bez jakéhokoli fyzického kontaktu s obrobkem. Drátek se materiálu nikdy nedotýká – místo toho řízené jiskry přemostí mezeru, zatímco dielektrická kapalina chladí řeznou zónu a odvádí nadbytečný materiál. Tento proces umožňuje dosáhnout tolerancí, které jsou nedosažitelné u konvenčních řezacích metod.
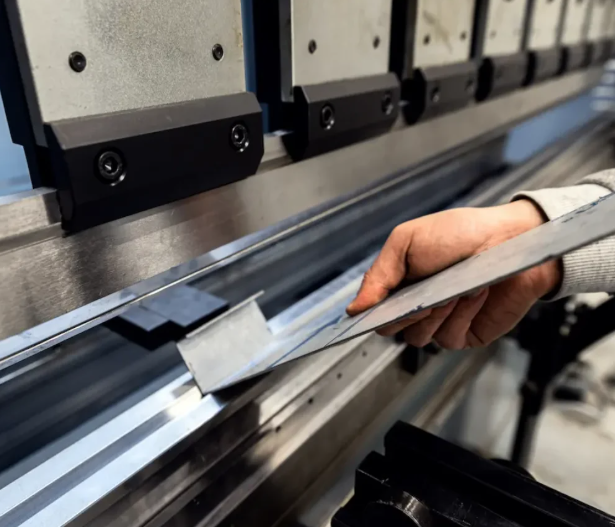
Vysvětlení technik ohýbání, tváření a svařování
Rozřezání plochých polotovarů představuje pouze polovinu výzvy spojené s jejich výrobou. Přeměna těchto polotovarů na trojrozměrné součásti vyžaduje stejně sofistikované možnosti ohýbání a tváření.
Technologie ohýbacích lisy se výrazně vyvíjely. Moderní CNC ohýbací lisy, jako je například řada Bystronic Xpert , nabízejí ohýbací sílu až 150 tun, pracovní rychlost až 20 mm/s a maximální rychlost posuvu až 220 mm/s. Důležitější je však skutečnost, že jsou vybaveny měřením úhlu v reálném čase a jeho automatickou korekcí – stroj skutečně měří úhel ohnutí během procesu tváření a automaticky se upravuje tak, aby kompenzoval pružnou deformaci materiálu.
Proč je to pro vaše součásti důležité? Různé materiály se po ohnutí pružně vracejí v různé míře. Například u oceli 304 je pro dosažení konečního úhlu 90 stupňů nutné ohnout materiál přesněji na 88 stupňů. Bez automatické korekce úhlu musí operátoři spoléhat na zkušenosti a pokusy a omyly – což zvyšuje dobu výroby a zavádí rozdíly mezi jednotlivými součástmi.
Svařovací možnosti doplňují výrobní proces. Komplexní společnost specializující se na přesnou výrobu plechových dílů nabízí několik svařovacích metod, které jsou přizpůsobeny konkrétním aplikacím:
- TIG svařování (Tungsten Inert Gas): Vytváří nejčistší svary pro viditelné povrchy a tenké materiály; preferovaná pro nerezovou ocel a hliník
- MIG svařování (Metal Inert Gas): Rychlejší než TIG, ideální pro delší svarové švy a tlustší materiály
- Odporové bodové svařování: Vytváří izolované spojovací body bez viditelných stopy na povrchu; běžné u krytů a konzol
- Laserová svařování: Zajišťuje minimální tepelný vstup a deformaci pro přesné montáže vyžadující přesnou rozměrovou kontrolu
Kromě základní výroby hledejte i sekundární služby, které dokončí vaše díly. Profesionální společnosti specializující se na přesnou výrobu plechových dílů nabízejí instalaci kovových dílů, broušení a šeření pro přípravu povrchu, práškové nátěry nebo kapalné lakování pro odolnost proti korozi a montážní služby, které dodávají hotové výrobky místo jednotlivých komponent.
Zařízení, kterými zpracovatel pracuje, vypovídá o jeho maximálních možnostech – ale způsob, jak tyto procesy kombinuje do efektivních pracovních postupů, rozhoduje o tom, zda bude schopen konzistentně dodávat přesné výsledky.
Materiály a jejich vliv na přesnost výsledků
Vybrali jste zpracovatele s impresivním zařízením a ověřenými procesy. Ale zde je to, co mnoho zakázky nebere v úvahu: materiál, který zvolíte, ovlivňuje rozměrovou přesnost stejně jako stroje, které práci provádějí. Společnost specializující se na přesné tváření plechů rozumí tomu, že každá slitina se chová při řezání, ohýbání a svařování odlišně – a toto chování přímo určuje, zda vaše díly splní požadované specifikace.
Uvažujte o tom takto: hliník se po ohnutí vrací méně předvídatelně než mírně uhlíková ocel. Nerezová ocel se při tváření zpevňuje , což mění jeho vlastnosti během procesu. Měděné slitiny vedou teplo tak efektivně, že pro jejich svařování jsou vyžadovány zcela odlišné parametry. To nejsou drobné detaily – jsou to skryté proměnné, které oddělují úspěšné projekty od nákladného přepracování.
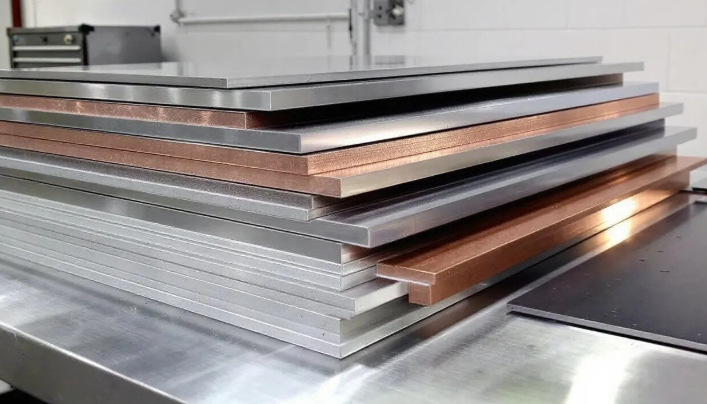
Nerezová ocel, hliník a speciální slitiny
Společnosti specializující se na precizní výrobu plechových dílů obvykle pracují s klíčovou skupinou materiálů, z nichž každý je vybrán na základě konkrétních provozních vlastností. Porozumění těmto možnostem vám pomůže přizpůsobit vlastnosti materiálu požadavkům vaší aplikace.
Nerezovou ocel zůstává základním materiálem pro aplikace vyžadující pevnost a odolnost proti korozi. Podle analýzy materiálů od specialistů na precizní výrobu slouží jednotlivé varianty nerezové oceli různým účelům:
- Austenitické třídy (304, 316): Vynikající odolnost proti korozi, nemagnetická po žíhání, vysoká tažnost a tvárnost – ideální pro lékařské přístroje a zařízení pro potravinářský průmysl
- Feritické třídy (430, 446): Magnetický, tepelně odolný, vhodný pro vysokoteplotní aplikace, jako jsou průmyslové pece a výfukové systémy
- Martenzitické třídy (410, 420): Zakalitelné tepelným zpracováním, vynikající pevnost a odolnost proti opotřebení – často se specifikují pro letecké komponenty a přesné nástrojové vybavení
Hliníkové slitiny nabízejí nejlepší poměr pevnosti k hmotnosti pro aplikace, kde je důležité snížení hmotnosti. Slitina 6061 dominuje v přesné obrábění, protože se čistě obrábí, udržuje tolerance ±0,01–0,02 mm při stabilních nastaveních a umožňuje anodizaci pro vysoce kvalitní povrchové úpravy. Pro pouzdra v elektronice, audiozařízeních a přenosných zařízeních hliník poskytuje jak výkon, tak estetiku.
Specialní slitiny vstupují do hry, když standardní materiály nedokáží splnit extrémní požadavky. Titan poskytuje výjimečný poměr pevnosti vůči hmotnosti a odolnost proti korozi pro lékařské implantáty a leteckohorní aplikace – jeho nízká tepelná vodivost a sklon k tvrdnutí při deformaci však vyžadují specializovanou odbornost v oblasti výroby. Měď a mosaz nabízejí vynikající elektrickou a tepelnou vodivost pro elektronické aplikace, avšak jejich hmotnost a cena omezují jejich použití na součásti, jejichž funkce je kritická.
Jak vlastnosti materiálů ovlivňují přesnost výroby
Zde se výběr materiálu stává praktickou záležitostí. Každá vlastnost uvedená v technickém listu se přímo promítá do výrobních výzev nebo výhod. Společnost specializující se na přesnou výrobu plechových dílů tyto faktory vyhodnotí ještě před tím, než vám připraví cenovou nabídku pro váš projekt:
| Materiál | Typické dosažitelné tolerance | Minimální poloměr ohybu | Svářivost | Nejlepší použití |
|---|---|---|---|---|
| Nehrdzavející 304/316 | ±0,01–0,02 mm | ≥ 1,5–2× tloušťka | Snadno svařitelné metodami TIG/MIG | Lékařské přístroje, potravinářské zařízení, námořní prostředí |
| Hliník 6061 | ±0,01–0,02 mm | ≥ 1× tloušťka | Svařitelné, ale v tepelně ovlivněné oblasti ztrácejí 30–50 % pevnosti | Lehké pouzdra, chladiče, letecké konstrukce |
| Měkká ocel | ±0,05 mm (náchylné ke zkroucení) | ≥ 1× tloušťka | Vynikající – nejvíce tolerantní vůči svařování | Konstrukční úhelníky, rámy, komponenty citlivé na náklady |
| Měď/Bronz | ±0,02–0,05 mm | ≥ 0,5–1× tloušťka | Těžko svařitelné; upřednostňuje se pájení | Elektrické kontakty, výměníky tepla, dekorativní prvky |
| Titán | ±0,02–0,05 mm | ≥1,5× tloušťka | Vyžaduje specializovanou inertní atmosféru | Lékařské implantáty, letecký průmysl, aplikace vysoce výkonného provedení |
Všimněte si, jak ocel na studené tváření – často nejlevnější možnost – v sloupci tolerance uvádí „náchylná ke zkroucení“. Toto není omezení vybavení, ale chování materiálu. Tenkostěnná ocel na studené tváření se během obrábění nebo svařování často deformuje, a proto je realističtější tolerance ±0,05 mm než přesnější hodnoty dosažitelné u hliníku nebo nerezové oceli.
Požadavky na poloměr ohybu odhalují další zásadní aspekt. Podle odborníků na výrobu dochází u návrhů, kde konstruktéři zadávají ostré 90° ohyby v nerezové oceli bez dostatečného poloměru, často během tváření k praskání okrajů. Bezpečný výchozí postup? Nastavit poloměr ohybu rovný nebo větší než tloušťka materiálu u tažitelných kovů a u méně poddajných slitin, jako je nerezová ocel, zvýšit ho na 1,5–2× tloušťky materiálu.
Environmentální podmínky také ovlivňují výběr materiálů způsobem, který kupující často přehlížejí. Pro venkovní, námořní nebo sterilní aplikace, kde je korozní účinek trvalý, se stávají povinnými nerezové oceli 304 nebo 316. Hliník obecně odolává korozi, avšak v prostředí mořské vody vyžaduje anodizaci nebo ochranné povlaky. Uhlíková ocel je vhodná pro vnitřní použití za předpokladu správného povrchového ochranného nátěru, avšak bez ochrany rychle koroduje při styku s vlhkostí.
Jaký je závěr? Výběr materiálu není nezávislý na vašich požadavcích na přesnost – je jejich nedílnou součástí. Stejná tolerance ±0,010 palce je výrazně nákladnější na dosažení u titanu s tvrdnutím za studena než u dobře zpracovatelného hliníku 6061. Zkušená společnost specializující se na přesné výrobní technologie plechových dílů vám pomůže tyto kompromisy prozkoumat a přizpůsobit vlastnosti materiálů jak funkčním požadavkům, tak rozpočtovým omezením.
Když jsou materiály pochopeny, vaší další výzvou se stává posouzení toho, zda potenciální partneři pro výrobu skutečně dokážou dodat přesnost, kterou slibují. Toto posouzení jde dál než pouhé seznamy zařízení a zahrnuje certifikáty, systémy řízení kvality a výrobní přístupy, které oddělují spolehlivé partnery od rizikových volby.

Jak vyhodnotit a vybrat partnera pro přesné zpracování plechu
Prošli jste výrobními postupy, prozkoumali technické specifikace zařízení a porovnali možnosti materiálů. Ale právě zde se většina zakázky zasekne: převod této technické znalosti na spolehlivý rámec pro hodnocení. Jak skutečně ověříte, že specializovaná firma pro přesné zpracování plechu dokáže dodávat konzistentní výsledky po měsíce či roky výroby?
Odpověď spočívá v pochopení toho, co kvalitní certifikace ve skutečnosti prokazují, jak posoudit výrobní přístupy nad rámec pouhého seznamu zařízení a které provozní ukazatele oddělují partnery světové třídy v oblasti přesnosti od průměrných dodavatelů. Pojďme společně sestavit praktickou kontrolní listu, kterou můžete použít při hodnocení jakéhokoli potenciálního partnera pro výrobu.
Osvědčení kvality a jejich význam
Certifikace nejsou jen cedule na stěně v hale – představují ověřené systémy řízení kvality, které ovlivňují každou součástku, kterou váš dodavatel vyrábí. Avšak ne všechny certifikace mají pro každou aplikaci stejnou váhu. Porozumění jejich hierarchii vám pomůže stanovit odpovídající očekávání.
ISO 9001 slouží jako základ. Podle expertů na certifikaci v oblasti výroby tato mezinárodně uznávaná norma stanovuje požadavky na konzistentní zajištění kvality ve všech odvětvích. Společnost specializující se na přesné plechové výrobky, která je certifikována podle normy ISO 9001, prokázala formální systém řízení kvality zaměřený na „uspokojení zákazníků, optimalizaci procesů za účelem efektivity a přesnosti a motivaci a zapojení zaměstnanců na všech úrovních.“ Certifikace vyžaduje průchod podrobným auditem každé tři roky – jedná se tedy o trvalý závazek, nikoli jednorázový úspěch.
AS9100 rozšiřuje požadavky normy ISO 9001 speciálně pro aplikace v leteckém, kosmickém a obranném průmyslu. Pokud vaše komponenty mohou ovlivnit lidskou bezpečnost – například konstrukce letadel, lékařská zařízení nebo obranné systémy – stává se tento certifikát nezbytný, nikoli dobrovolný. Norma AS9100 přidává přísné protokoly pro:
- Řízení rizik s přiřazenou odpovědností jednotlivých oddělení
- Prevenci padělaných dílů a jejich ověřování
- Protokoly skladování zařízení s definovanými plány údržby
- Ověření informací prostřednictvím nezávislého testování a inspekce
IATF 16949 představuje standard řízení kvality v automobilovém průmyslu, který zdůrazňuje prevenci vad a snižování odpadu v celém dodavatelském řetězci. U podvozkových komponent, součástí zavěšení nebo konstrukčních sestav tato certifikace signalizuje, že výrobce rozumí požadavkům specifickým pro automobilový průmysl.
Co byste měli hledat ve své konkrétní situaci? Použijte tento rámec:
| Vaše aplikace | Minimální certifikace | Preferovaná certifikace | Proč je to důležité |
|---|---|---|---|
| Obecné komerční výrobky | ISO 9001 | ISO 9001 | Zajišťuje dokumentované procesy řízení kvality a neustálé zlepšování |
| Součásti pro letecký či obranný průmysl | AS9100 | AS9100 + NADCAP | Povinná pro většinu leteckých OEM; prokazuje schopnost zpracovávat bezpečnostně kritické komponenty |
| Automobilové díly | ISO 9001 | IATF 16949 | Je v souladu s požadavky OEM na dodavatelský řetězec a zaměřuje se na prevenci vad |
| Lékařské přístroje | ISO 9001 | ISO 13485 | Splňuje požadavky na regulativní soulad a sledovatelnost |
Hodnocení investic do vybavení a technologií
Certifikáty ověřují systémy a procesy. Ale co skutečná výrobní kapacita? Zde je třeba podívat se za seznam vybavení a pochopit, jak společnost specializující se na přesné plechové výrobky organizuje výrobu.
Buňkové výrobní uspořádání patří mezi nejjasnější ukazatele provozní sofistikovanosti. Místo toho, aby bylo vybavení organizováno podle typu procesu – všechny laserové stroje v jedné oblasti, všechny lisy v jiné – buňkové uspořádání seskupuje stroje tak, aby sloužily konkrétním rodinám výrobků. Podle specialistů na štíhlou výrobu tento přístup výrazně snižuje množství polohotových výrobků ve výrobě a dodací lhůty a zároveň zlepšuje konzistenci kvality.
Proč je to důležité pro přesnost? Pokud se díly mezi jednotlivými operacemi pohybují na kratší vzdálenosti, snižuje se poškození způsobené manipulací. Pokud stejný tým zpracovává celou rodinu výrobků, vyvíjí hlubokou odbornou způsobilost v oblasti tolerancí a chování materiálů dané rodiny. Výsledkem je méně vad, rychlejší průchod výrobků výrobním procesem a předvídatelnější kvalita.
Disciplína taktového času představuje další ukazatel kvality. Výrobní provozy, které vypočítají a udržují výrobní rytmus – rychlost, při níž musí být výrobky dokončeny, aby byla splněna poptávka – prokazují zralost řízení procesů. Jak poznamenal jeden z průmyslových veteránů: „Nepoužívané díly nepřinášejí žádný zisk.“ Velké dávky polotovarů uložené na regálech signalizují nepředvídatelný tok, který často souvisí s nekonzistentní kvalitou.
Při hodnocení zařízení kladejte otázky, které odhalí provozní filozofii:
- Jak oddělujete zakázky s vysokým objemem od nízkopočetných prototypových prací?
- Jaká je vaše typická úroveň zásob polotovarů vyjádřená v dnech výroby?
- Jak rychle dokážete reagovat na inženýrské změny v průběhu výroby?
- Kolik procent dílů vyžaduje přepracování nebo je zahozeno?
Odpovědi odhalují více o vaší schopnosti dosahovat přesnosti, než jakýkoli technický list zařízení.
Kontrolní seznam pro hodnocení partnera
Než se rozhodnete pro partnera specializujícího se na přesné plechové výrobky, projděte tento komplexní kontrolní seznam. Ne každá položka se vztahuje na každý projekt, avšak pokrytí těchto oblastí zabrání nákladným překvapením:
- Ověření certifikací: Požádejte o kopie aktuálních certifikátů a ověřte datum jejich expirace; certifikace vyžadují audit každé tři roky
- Dokumentace systému řízení kvality: Požádejte o ukázkové zprávy o kontrolách, postupy prvního článkového ověření (FAI) a příklady nápravných opatření
- Možnosti zařízení: Potvrďte, že konkrétní stroje jsou schopny zpracovávat vaše typy materiálů, tloušťky a požadavky na tolerance
- Sledovatelnost materiálu: Ověřte, že uchovávají úplné záznamy propojující hotové díly s certifikacemi surovin
- Zkušební zařízení: Hledejte systémy CMM, optické komparátory a kalibrované měřicí nástroje vhodné pro vaše požadavky na přesnost
- Statistická kontrola procesu: Zeptejte se, zda sledují schopnost procesu (hodnoty Cpk) u kritických rozměrů
- Průhlednost dodacích lhůt: Požádejte o realistické časové harmonogramy a pochopte, co je určuje – kapacitní omezení, dostupnost materiálů nebo složitost procesu
- Rychlost komunikace: Všimněte si, jak rychle reagují na žádosti o cenové nabídky a technické dotazy během hodnocení
- Dostupnost vzorků nebo prototypů: Zvažte požádání o vzorové díly ještě před tím, než se zavážete k výrobě ve velkém množství
- Reference zákazníků: Požádejte o reference zákazníků z vašeho odvětví nebo s podobnými požadavky na přesnost
Nejlepší společnosti specializující se na přesné zpracování plechu tento stupeň kontroly vítají. Investovaly do systémů a kapacit právě proto, aby prokázaly ověřenou kvalitu – a rozumí tomu, že důkladné hodnocení tvoří základ pro úspěšné dlouhodobé partnerství.
Jakmile jsou kritéria pro hodnocení stanovena, jste připraveni zvážit další faktor, který odděluje úspěšné projekty od frustrujících: to, jak vaše rozhodnutí v oblasti návrhu umožňují – nebo omezuji – přesné výsledky, kterých potřebujete.
Návrh pro výrobu (DFM) u projektů z plechu
Zde je realita, která mnoho zakázníků překvapí: vaše rozhodnutí v oblasti návrhu ovlivňují výsledky výroby stejně jako samotné strojní vybavení. Dokonale schopná společnost specializující se na přesnou výrobu součástí z plechu se může potýkat s obtížemi při zpracování dílů, které ignorují základní výrobní omezení – zatímco jednoduché návrhy procházejí výrobou hladce, s konzistentní kvalitou a nižšími náklady.
Návrh pro výrobu (DFM) představuje most mezi tím, co si představujete na obrazovce, a tím, co je fyzicky realizovatelné v kovu. Podle odborníků na DFM pro plechové díly tento koncept znamená návrh vašich dílů tak, aby byly snadné – a tedy i ekonomické – vyrábět. Ignorujete-li tyto zásady, čelíte tomu, co výrobci označují jako „výrobní tření“: vyšší ceny, delší doby čekání a zvýšené riziko chyb.
Ať jste zkušený inženýr nebo podnikatel vyvíjející prototyp, pochopení těchto základních principů návrhu pro výrobu (DFM) vám pomůže efektivně komunikovat se svým výrobním partnerem a rozpoznat potenciální problémy ještě předtím, než se stanou drahými záležitostmi.
Konstrukční prvky umožňující přesnou výrobu
Představte si plech jako karton s velmi přesnými pravidly ohýbání. Každý ohyb, otvor a vyříznutí interaguje s vlastnostmi materiálu předvídatelným způsobem – pokud víte, na co se máte dívat. Tyto klíčové zásady DFM vedou k návrhům, které spolehlivě vyrábějí firmy specializující se na přesný plech:
- Velikost poloměru ohybu: Vnitřní poloměr ohybu by měl být alespoň rovný tloušťce materiálu. Jak vysvětlují odborníci na návrh pro výrobu (DFM), příliš ostrý ohyb kovu způsobí praskliny nebo „mřížkování“ na vnějším okraji. Pokud jsou všechny ohyby navrženy se stejným poloměrem, výrobci mohou použít jeden nástroj pro každý ohyb – tím se zkracuje čas nastavení a snižují se vaše náklady.
- Vzdálenost otvoru od ohybu: Držte otvory ve vzdálenosti minimálně 2,5násobku tloušťky materiálu plus jeden poloměr ohybu od čar ohybu. Otvory umístěné příliš blízko ohybům se během tváření protáhnou do oválného tvaru, čímž se stane nemožným správné zašroubování nebo zasunutí kolíků.
- Ochranné prvky pro ohyby: Pokud ohyby končí u rovných hran, přidejte malé obdélníkové nebo kruhové vyříznutí v místech, kde se čáry ohybu setkávají s hranami. Tím se zabrání soustředění napětí a praskání v rozhraních ohybů.
- Minimální délka příruby: Výška lemu by měla být alespoň čtyřnásobkem tloušťky materiálu. Hydraulické ohýbačky potřebují dostatečnou povrchovou plochu k uchopení materiálu během tváření – krátké lemery vyžadují speciální, drahé nástroje, které mohou zdvojnásobit výrobní náklady.
- Respektování směru vlákna: Tenký plech má „zrnitost“ z procesu válcování v ocelárně. Ohýbání rovnoběžně se směrem zrnitosti je mnohem pravděpodobnější příčinou vzniku trhlin. Navrhujte díly tak, aby se ohýbání provádělo kolmo ke směru zrnitosti, pokud je to možné.
- Šířka štěrbin a vyříznutí: Udržujte úzká vyříznutí alespoň 1,5násobně širší než je tloušťka materiálu. Laserové řezání generuje intenzivní teplo – tenké štěrbiny a výstupky se deformují nebo zkroucují kvůli tepelnému napětí, čímž se narušuje rovinnost a přesnost pasování.
Porozumění koeficientu K je nezbytné pro díly s více ohyby. Podle technických referencí koeficient K vyjadřuje poměr mezi polohou neutrální osy a tloušťkou materiálu a jeho hodnota se pohybuje v rozmezí 0,25 až 0,50 v závislosti na materiálu a typu ohýbací operace. Správné zadání této hodnoty ve vašem CAD softwaru zajistí přesné rozvinuté plochy a zabrání akumulaci tolerancí u složitých sestav.
Běžné návrhové chyby, které narušují kvalitu
I zkušení návrháři dělají chyby, které způsobují výrobní problémy. Dávejte pozor na tyto běžné chyby, s nimiž se společnosti specializující se na přesné plechové výrobky pravidelně setkávají:
- Příliš přísné tolerance u nepodstatných prvků: Uvedení tolerance ±0,005" u rozměrů, které nemají výrazný vliv na funkci, výrazně prodlužuje dobu kontroly a zvyšuje náklady. Buďte u tolerancí pružní tam, kde to není nutné – standardní tolerance pro plechové výrobky udržují projekt v rámci rozpočtu a zároveň zachovávají požadovanou kvalitu tam, kde je skutečně důležitá.
- Nestandardní velikosti otvorů: Určení otvorů o rozměrech jako 5,123 mm může vyžadovat použití speciálních vrtáků. Použití standardních rozměrů (5 mm, 6 mm, 1/4") umožňuje výrobcům provést vaši objednávku pomocí stávajících nástrojů, čímž se dosáhne téměř okamžitého dodacího termínu prostřednictvím vysoce výkonného zařízení.
- Ignorování pružného návratu: Kov je mírně pružný. Ohnutí na 90 stupňů se přirozeně snaží vrátit zpět na 88 nebo 89 stupňů (tzv. pružný odskok). Přesní výrobci tento jev kompenzují, avšak příliš přísné úhlové tolerance bez ohledu na pružný odskok vedou k selhání při kontrole.
- Nedostatečný odstup mezi otvory: Díry by měly být umístěny přibližně ve vzdálenosti 1,5 násobku tloušťky materiálu od okrajů a ve vzdálenosti dvou násobků tloušťky od sebe navzájem. Menší vzdálenost mezi dírami způsobuje deformaci materiálu při probíjení.
- Zohlednění chybějícího povlaku: Práškový nátěr a anodizace přidávají rozměrovou tloušťku. Konstrukce musí tento rozdíl zohlednit, zejména u stykových ploch a závitových prvků. Navíc potřebují součásti během nátěru body pro zavěšení – uveďte, kde je přijatelné nechat části nepokryté.
Samovystředující prvky představují často opomíjenou příležitost. Pokud je to možné, navrhujte součásti, které se při montáži samy srovnají, čímž se minimalizuje potřeba montážních přípravků a kleští. Použití závitových vložek PEM nebo nýtků namísto svařování může v případě splnění funkčních požadavků ušetřit významné množství času i nákladů – svařování vyžaduje kvalifikovanou pracovní sílu a způsobuje tepelnou deformaci, zatímco mechanické spojování umožňuje udržet přesnější rozměrovou toleranci.
Obchodní dopad dobrého návrhu pro výrobu (DFM) sahá dál než jen výrobní efektivita. Součásti navržené s těmito zásadami na paměti obvykle projdou první inspekci výrobku bez nutnosti přepracování, udržují konzistentní kvalitu po celou dobu výrobních sérií a jsou levnější, protože výrobci mohou používat standardní nástroje a procesy. Když předložíte návrh, který svědčí o vašem porozumění zásadám DFM, společnosti specializující se na přesné tváření plechů rozpoznají zákazníka, který chápe reálné podmínky výroby – což často vede k lepším cenovým nabídkám, rychlejším cenovým nabídkám a prioritnímu plánování.
Jakmile jsou zásady návrhu stanoveny, dalším krokem ve vaší cestě k přesnému tváření je pochopení toho, jak procesy prototypování a uvádění nových výrobků ověřují návrhy ještě před tím, než se přikročí k plné výrobě.
Služby prototypování a uvádění nových výrobků
Navrhli jste svou součást s ohledem na výrobní proveditelnost. Jak však můžete vědět, že bude skutečně fungovat, ještě než investujete tisíce dolarů do výroby výrobních nástrojů? Právě zde se stávají neocenitelnými služby přesného prototypování z plechu – přeměňují digitální návrhy na fyzické součásti, které si můžete držet v ruce, testovat a dále zdokonalovat.
Zavádění nového výrobku (NPI) představuje strukturovaný proces, který přesouvá váš koncept od původní myšlenky až po ověřenou připravenost k výrobě. Podle odborníků na výrobu zahrnuje NPI celý rozsah od vytvoření konceptu přes vývoj až po výrobu konečného výrobku – minimalizuje tak co nejvíce rizik a zároveň využívá příležitostí pro úspěch.
Pro nákupní manažery, kteří hodnotí společnost specializující se na NPI přesného plechového zpracování, je pochopení tohoto procesu klíčové k tomu, abyste rozeznali partnery, kteří skutečně urychlí váš časový plán, a ty, kteří pouze přijímají objednávky bez přidané hodnoty.
Od konceptu po schválení prvního vzorku
Představte si, že vyvíjíte nový kryt pro průmyslové zařízení. Máte CAD soubory, specifikace materiálů a požadavky na tolerance – avšak stále zůstávají nejasné otázky. Budou ohyby vytvářet požadované úhly? Budou montážní otvory správně zarovnány s přiléhajícími komponenty? Odhalí montážní proces nečekané problémy s interferencí?
Pracovní postup výroby prototypu systematicky tyto otázky zodpovídá. Na základě průmyslových postupů se typický proces skládá z následujících fází:
- Identifikace a definice cílů: Váš partner ve výrobě spolupracuje s vámi, aby pochopil základní požadavky – funkční specifikace, estetická očekávání, protokoly testování a časová omezení. Tato fáze stanovuje základ pro všechno, co následuje.
- Revize návrhu a optimalizace pro výrobu (DFM): Inženýři analyzují vaše CAD data z hlediska výrobní proveditelnosti a doporučují úpravy, které zlepší přesnost výsledků bez ohrožení funkce. Tato spolupracující fáze často odhaluje problémy, které by později způsobily zdržení výroby.
- Výroba prototypu: Výrobci vytvářejí počáteční vzorky za použití stejného vybavení, které je určeno pro výrobu. Tento přístup zajišťuje, že prototypy přesně odpovídají tomu, co bude dodáno při plnohodnotné výrobě.
- Testování a ověření: Prototypy jsou podrobeny funkčním zkouškám, kontrolám pasování s komponenty, se kterými budou spojeny, a hodnocení výkonu za provozních podmínek. Metoda konečných prvků (FEA) může simulovat rozložení napětí, zatímco fyzické zkoušky potvrzují chování v reálných podmínkách.
- Iterace designu: Na základě výsledků zkoušek jsou návrhy upraveny a podle potřeby vytvořeny nové prototypy. Jak poznamenal jeden odborník z odvětví: „Ne každý koncept je úspěšný – chcete rychle zjistit, co funguje a co vyžaduje úpravu.“
- Schválení návrhu a stanovení výrobní ceny: Jakmile prototypy splní požadované specifikace, návrh je uzamčen a vypracují se podrobné nabídky na výrobu. Výrobci, kteří vytvořili vaše prototypy, mohou poskytnout přesné nabídky, protože již otestovali výrobní proces.
- První inspekce výrobku (FAI): Počáteční výrobní díly podstupují komplexní rozměrovou kontrolu proti specifikacím, čímž vzniká dokumentovaný důkaz, že výrobní procesy dodávají shodné díly.
Tento strukturovaný přístup výrazně snižuje riziko drahých překvapení během plné výroby. Při hodnocení služeb pro rychlé prototypování plechových dílů hledejte partnery, kteří nabízejí komplexní podporu při návrhu pro výrobu (DFM) v průběhu fáze revize návrhu – tato spolupráce často rozhoduje o tom, zda projekt uspěje nebo selže.
Rychlé prototypování versus sériová výroba
Rychlost má v každé fázi vývoje výrobku jiný význam. Během fáze prototypování umožňuje krátká doba dodání rychlou iteraci – filozofii „selhávej rychleji“, která vám pomáhá rychle zjistit, zda návrhy fungují tak, jak byly zamýšleny. Jak vysvětlují odborníci na prototypování, pokud se ukáže, že konkrétní návrh není životaschopný, je mnohem efektivnější zjistit to co nejdříve, než investovat dlouhou dobu a úsilí.
Co odlišuje rychlé výrobní vzorkování od standardních výrobních časových plánů? Významné společnosti specializující se na přesné zpracování plechů vedou vyhrazená oddělení pro výrobu vzorků, která jsou oddělena od výrobních plánů. Toto oddělení zajišťuje, že práce na vzorcích nekonkuruje objednávkám velkého objemu o čas strojů – což je rozhodující rozdíl, pokud se snažíte ověřit návrhy ještě před tím, než se uzavřou tržní okna.
Zvažte, jak v praxi skutečně vypadá schopnost rychlého výrobního vzorkování. Partneři nejvyšší úrovně, jako například Shaoyi (Ningbo) Metal Technology nabízejí rychlé výrobní vzorkování do 5 dnů ve spojení s komplexní podporou při návrhu pro výrobu (DFM) a s možností získat cenovou nabídku během 12 hodin – taková reaktivita výrazně urychluje vývojové cykly. Jejich certifikace podle normy IATF 16949 potvrzuje kvalitní systémy požadované pro automobilové podvozky, zavěšení a konstrukční součásti, kde jsou přesné tolerance nepodmíněnou podmínkou.
Přechod od výroby vzorků k sériové výrobě přináší jiné priority:
| Faktor | Rychlé prototypování | Výrobní série |
|---|---|---|
| Hlavní cíl | Ověření návrhu a rychlost iterací | Stálá kvalita při vysokém objemu |
| Typický časový harmonogram | 3–10 dní pro počáteční vzorky | 2–6 týdnů v závislosti na složitosti a objemu |
| Přístup k nástrojům | Měkké nástrojové vybavení nebo přímá výroba | Výrobní nástrojové vybavení pro opakovatelnost |
| Nákladová struktura | Vyšší náklady na díl, nižší celková investice | Nižší náklady na díl, vyšší investice do nástrojového vybavení |
| Rozsah objemu | typicky 1–50 kusů | Stovky až tisíce kusů |
Pilotažní výroba slouží jako most mezi těmito fázemi. Před rozšířením na plný výrobní objem vyrábějí výrobci malé dávky – obvykle 50–200 kusů – za účelem ověření opakovatelnosti a stability výrobních procesů. Tento krok odhaluje případné problémy s výrobní realizovatelností, které se neprojevily během fáze prototypování, a potvrzuje, že systémy zajištění kvality jsou schopny udržet požadované specifikace i při delších výrobních cyklech.
Při výběru společnosti specializující se na přesné podávání plechových polotovarů s použitím servopohonů nebo partnera pro rychlé prototypování plechových dílů posuďte jejich celkové schopnosti. Nejlepší partneři vedou projekty od počátečního nápadu až po ověřenou výrobu a na každém stupni aplikují konzistentní systémy zajištění kvality. Vědí, že prototypování není jen o rychlém výrobku dílů – jde o to získat poznatky dostatečně rychle, abyste mohli dříve než dojde k investicím do výroby učinit lepší rozhodnutí ohledně návrhu.
Jakmile jsou procesy prototypování pochopeny, jste připraveni řešit téma, kterého se většina výrobců vyhýbá otevřené diskuzi: co ve skutečnosti ovlivňuje ceny při přesné výrobě plechových dílů a jak lze náklady optimalizovat, aniž by došlo ke ztrátě kvality?
Porozumění faktorům ovlivňujícím ceny a nákladovým činitelům
Zde je rozhovor, kterého většina výrobců vyhýbá: co ve skutečnosti určuje náklady na váš projekt? I když získání cenových nabídek na zakázkovou výrobu plechových dílů často připomíná přijetí tajemných čísel z černé skříňky, realita je jednodušší, než byste mohli očekávat. Porozumění faktorům ovlivňujícím náklady na přesnou výrobu plechových dílů vám umožní učinit informovaná rozhodnutí – a potenciálně snížit náklady, aniž byste obětovali kvalitu.
Podle specializovaných odborníků na přesnou výrobu ovlivňuje cenu několik navzájem propojených faktorů. Klíčové je pochopení toho, které faktory můžete ovlivnit, u kterých je nutné přijmout kompromisy a které jsou prostě pevnou realitou výrobní fyziky.
Náklady na materiál a faktory složitosti
Začneme s nejhmotnějšími faktory ovlivňujícími náklady na přesnou práci s kovovými plechy: z čeho jsou vaše díly vyrobeny a jak je složité je vyrobit.
Výběr materiálu představuje jednu z největších proměnných ve vaší cenové nabídce. Jak vysvětlují odborníci z průmyslu, kovy jako hliník, nerezová ocel a uhlíková ocel se liší jak cenou za libru, tak zpracovatelností:
- Hliník je lehký a odolný proti korozi, ale při tváření a svařování vyžaduje větší opatrnost
- Nerezovou ocel nabízí vynikající pevnost a trvanlivost, ale jeho cena za libru je výrazně vyšší a často vyžaduje specializované dokončování
- Uhlíková ocel zůstává cenově dostupný a univerzální, ale obvykle vyžaduje ochranné povlaky, aby se zabránilo korozi
Tloušťka materiálu tyto náklady přímo zvyšuje. Tlustší polotovary trvají déle řezat, při ohýbání vyžadují větší sílu a pro svařování potřebují delší dobu – všechny tyto faktory se promítají do vyššího počtu výrobních hodin a vyšších cen.
Komplexní design vytváří druhý hlavní násobitel nákladů. Součásti s více ohyby, složitými vyříznutími nebo přísnými tolerancemi vyžadují více času na programování, další operační úkony při nastavení a časté inspekční cykly. Rozdíl mezi jednoduchým kovovým úhelníkem se dvěma ohyby a skříní s dvanácti ohyby, závěrnými vložkami a svařovanými sestavami může být dramatický – i při použití stejných materiálů.
Zde je praktický rámec pro pochopení toho, jak různé faktory ovlivňující ceny výroby plechových dílů působí na vaši ziskovost:
| Nákladový faktor | Úroveň nárazu | Co tyto náklady určuje | Jak optimalizovat |
|---|---|---|---|
| Typ materiálu | Vysoký | Tržní ceny surovin, specifikace slitin | Uveďte standardní slitiny; zvažte alternativy se srovnatelným výkonem |
| Tloušťka materiálu | Střední-Vysoká | Rychlost řezání, síla tvarování, doba svařování | Použijte minimální tloušťku, která splňuje konstrukční požadavky |
| Geometrická složitost | Vysoký | Programování, změny nastavení, specializované nástroje | Zjednodušte návrhy; standardizujte poloměry ohybů a rozměry otvorů |
| Požadavky na tolerance | Vysoký | Pomalejší rychlost obrábění, časté kontroly, riziko přepracování | Používejte přísné tolerance pouze u kritických rozměrů |
| Povrchová úprava | Střední | Další kroky procesu, povlakové materiály, doba vytvrzování | Uveďte povrchové úpravy pouze tam, kde jsou funkčně vyžadovány |
| Montážní operace | Střední-Vysoká | Pracovní hodiny, náklady na montážní díly, kontrolní body | Navrhujte tak, aby byla montáž zjednodušená; používejte samosvůzné prvky |
| Nastavení a programování | Střední | Počáteční nastavení stroje, příprava nástrojů | Navrhujte rodiny dílů, které mají stejné požadavky na nástroje |
Všimněte si, že požadavky na tolerance mají „vysokou“ úroveň dopadu. Podle odborníků v oblasti výroby čím přesnější jsou tolerance, tím vyšší jsou náklady – splnění přísných rozměrových požadavků vyžaduje častější kontroly, pomalejší řezné rychlosti a pokročilé měřicí přístroje, jako jsou souřadnicové měřicí stroje (CMM) a laserové kontrolní systémy.
Zohlednění objemu a kompromisy mezi dodací lhůtou
Množství všechno změní u cen přesného obrábění. Jeden prototyp nebo malá sériová výroba bude stát na jednotku výrazně více než velkosériová zakázka, protože čas potřebný pro nastavení a programování se rozděluje mezi menší počet dílů.
Zamyslete se nad tím z praktického hlediska: ať už objednáváte 10 součástí nebo 1 000, výrobce stále musí naprogramovat laser, nastavit ohýbací lisy a nakonfigurovat protokoly kontrol kvality. Tyto fixní náklady se rozdělují různým způsobem v závislosti na velikosti vaší objednávky:
- Množství prototypů (1–10 kusů): Náklady na nastavení převládají; očekávejte nejvyšší cenu za jednotku, ale nejnižší celkovou investici
- Malosériová výroba (50–500 kusů): Náklady na nastavení se rovnoměrněji rozptylují; cena za jednotku výrazně klesá
- Výroba velkých sérií (1 000+ kusů): Efektivnost dosahuje maxima; automatické manipulace a optimalizované rozmístění dílů snižují odpad i pracovní náklady
Doba dodání představuje další dimenzi nákladů, kterou mnoho zakázníků podceňuje. Podle odhadových specialistů pro zpracování kovů jsou expresní objednávky nebo projekty vyžadující urychlenou dodávku často spojeny s prací přesčas nebo úpravami výrobního plánu – obě možnosti vedou k navýšení cen.
Vztah mezi dobou dodání a náklady vytváří důležité kompromisy:
| Scénář doby dodání | Dopad nákladů | Typický časový harmonogram | Nejlepší pro |
|---|---|---|---|
| Standardní výroba | Základní cenová hladina | 2–4 týdny | Plánovaná výroba s předvídatelnou poptávkou |
| Rychlé doručení | Platí prémie za premium služby | 1-2 týdny | Kritické termíny s flexibilitou rozpočtu |
| Spěšné/nehodové objednávky | Významná prémie | Dny místo týdnů | Skutečné nouzové situace, kdy je cena vedlejší záležitostí |
| Flexibilní/plánované | Možná sleva | 4–6+ týdnů | Neurgentní objednávky, u nichž je možné dohodnout termín dodání |
Jak poznamenávají odborníci na dodací lhůty, čím jednodušší je váš návrh a čím standardnější jsou vaše materiály, tím rychleji budou vaše díly doručeny – a rychleji často znamená levněji, protože se vyhnete prémii za spěšné zpracování.
Jeden často opomíjený faktor nákladů? Přeprava a logistika. Podle odborných zdrojů může výroba skončit včas, ale přeprava stále může ovlivnit váš harmonogram. Rychlá logistika prostřednictvím prioritních dopravců zkracuje dobu dodání, avšak obvykle za vyšší náklady. U mezinárodních objednávek zvažte požadavek na rozdělené dodávky, pokud je rychlost důležitější než minimalizace nákladů na přepravu.
Nejúčinnější přístup z hlediska nákladů spojuje chytré rozhodnutí v návrhu s realistickým plánováním časového harmonogramu. Spolupracujte se svým partnerem pro přesné plechové výrobky co nejdříve – již v fázi návrhu, nikoli až po dokončení výkresů. Zkušení výrobci mohou identifikovat možnosti optimalizace nákladů, které byste jinak mohli přehlédnout: od doporučení standardních průměrů otvorů, které snižují počet změn nástrojů, až po návrhy alternativních materiálů, které poskytují ekvivalentní výkon za nižší cenu.
Když jsou vám známy faktory ovlivňující cenu, jste připraveni inteligentně vyhodnotit nabídky a vést informované rozhovory s potenciálními partnery pro výrobu o tom, odkud náklady pocházejí – a kde byste mohli najít úspory, aniž byste obětovali přesnost, kterou vaše aplikace vyžaduje.
Učinění správného rozhodnutí v oblasti přesného plechového zpracování
Prošli jste významnou část cesty – od pochopení toho, co přesné tolerance ve skutečnosti znamenají, přes hodnocení certifikací, principů návrhu pro výrobu (DFM), procesů výroby vzorků a faktorů ovlivňujících náklady. Nyní je čas tyto poznatky shrnout do praktických doporučení, která vám pomohou s sebejistotou postupovat dál.
Ať už jste technický specifikátor, který porovnává výrobní kapacity, nebo rozhodující manažer, který posuzuje potenciální partnery v dodavatelském řetězci, kritéria pro výběr přesného plechového zpracování, která jsme probrali, mají jedno společné téma: ověřená schopnost je důležitější než marketingová tvrzení.
Klíčové závěry pro váš další projekt s přesným plechovým zpracováním
Než požádáte o cenové nabídky nebo naplánujete prohlídky zařízení, mějte tyto klíčové body hodnocení stále na paměti:
Nejlepší společnost specializující se na přesné zpracování plechů prokazuje tři nepodmíněné kvality: certifikace odpovídající danému odvětví, ověřené aktuální dokumentací; vybavení splňující vaše konkrétní požadavky na přesnost; a spolupracující inženýrskou podporu, která vylepšuje vaše návrhy ještě před zahájením výroby.
Zde je stručný rámec pro hodnocení partnera pro přesné zpracování:
- Ověřte certifikace aktivně: Požádejte o aktuální certifikáty s uvedením data jejich expirace. Certifikát ISO 9001 platí pro obecné aplikace; certifikát AS9100 je povinný pro letecký průmysl; certifikát IATF 16949 signalizuje připravenost dodavatele pro automobilový dodavatelský řetězec.
- Přizpůsobte možnosti požadavkům: Nepřeplácejte za možnosti, které nepotřebujete – ale nekompromisujte s přesností, kterou vaše aplikace vyžaduje.
- Hodnoťte spolupráci při návrhu pro výrobu (DFM): Partneři, kteří vylepšují vaše návrhy během fáze výroby prototypů, zabrání později drahým problémům ve výrobě.
- Hodnoťte reaktivitu brzy: Jak rychle potenciální partneři reagují na žádosti o cenové nabídky, předpovídá, jak budou komunikovat během výrobních výzev.
- Porozumějte faktorům ovlivňujícím náklady: Výběr materiálu, geometrická složitost, požadavky na tolerance a dodací lhůta všechny ovlivňují cenu – optimalizujte tam, kde je možná flexibilita.
Pohyb vpřed se sebevědomím
Vaše další kroky závisí na tom, v jakém stadiu nákupního procesu se nacházíte. Pokud stále definujete požadavky, zaměřte se na specifikace tolerancí a výběr materiálu – tato rozhodnutí mají dopad na každé následné rozhodnutí. Pokud již aktivně porovnáváte dodavatele, upřednostněte ověření certifikací a požádejte o vzorové díly, které prokazují jejich přesnostní schopnosti.
U automobilových aplikací je výběr správného partnera pro přesnou výrobu ještě důležitější. Jak uvádějí specialisté na přesné razení, certifikace jako IATF 16949 signalizují, že výrobce rozumí automobilovým specifickým požadavkům, včetně prevence vad, sledovatelnosti a protokolů pro nepřetržité zlepšování.
Zamyslete se, jak v praxi vypadá ideální partner pro přesné zpracování. Shaoyi (Ningbo) Metal Technology splňuje kritéria, o nichž jsme během tohoto průvodce hovořili: certifikaci IATF 16949 pro automobilové podvozky, zavěšení a konstrukční díly; rychlé prototypování během 5 dnů, které urychluje váš vývojový časový plán; komplexní podporu při návrhu pro výrobu (DFM), která odhalí návrhové problémy ještě před zahájením výroby; a vyhotovení cenové nabídky do 12 hodin, čímž zůstávají vaše projekty v pohybu. Tato kombinace ověřených systémů kvality, reaktivního servisu a technické spolupráce přesně odpovídá tomu, co byste měli hledat u partnera pro přesné zpracování plechu.
Trh s přesným zpracováním plechu odměňuje informované zakazníky. Díky rámcovému hodnotícímu nástroji, znalostem DFM a pochopení nákladů, které jste zde získali, jste nyní schopni vybrat partnery, kteří dodávají stálou kvalitu – nejen u první objednávky, ale i po celá léta spolupráce ve výrobě.
Často kladené otázky týkající se firem specializujících se na přesné zpracování plechu
1. Co je to přesná výroba z plechu?
Přesné zpracování plechů je proces výroby dílů a komponent z plechu s extrémně vysokou přesností, obvykle s dodržením tolerancí v rozmezí ±0,005" až ±0,010" (±0,13 mm až ±0,25 mm). Tento proces vyžaduje specializované zařízení, jako jsou systémy s vláknovým laserem, CNC lisy pro ohýbání s technologií korekce úhlu a souřadnicové měřicí stroje (CMM) pro kontrolu. Odvětví, která vyžadují přesné specifikace – například letecký a kosmický průmysl, výroba lékařských přístrojů a automobilový průmysl – spoléhají na přesné zpracování plechů, protože poruchy komponent způsobené rozměrovou nepřesností mohou vést k problémům při montáži, stahování výrobků z trhu a bezpečnostním rizikům.
2. Kdo je nejlepší zpracovatel plechů na světě?
Nejlepší výrobce závisí na vašich konkrétních požadavcích na použití, průmyslových certifikacích, které jsou vyžadovány, a přesnostních tolerancích. Pro automobilové aplikace hledejte partnery certifikované podle normy IATF 16949, jako je například Shaoyi (Ningbo) Metal Technology, která nabízí rychlé prototypování během 5 dnů, komplexní podporu při návrhu pro výrobu (DFM) a stanovení cenové nabídky do 12 hodin pro podvozkové, zavěšení a konstrukční součásti. Pro letecké aplikace je nezbytný certifikát AS9100. Potenciální partnery posuzujte na základě jejich vybavení, systémů řízení kvality, odborných znalostí v oblasti materiálů a reakční schopnosti, nikoli na základě obecných žebříčků.
3. Kolik stojí instalace plechových dílů?
Náklady na přesné zpracování plechů se výrazně liší podle několika faktorů: typu a tloušťky materiálu, geometrické složitosti, požadavků na přesnost (tolerance), potřeby povrchové úpravy a objemu objednávky. Zatímco jednoduché projekty mohou stát několik set dolarů, složité přesné součásti s přísnými tolerancemi mohou stát tisíce dolarů. Náklady na nastavení a programování zůstávají relativně fixní bez ohledu na množství, což znamená, že náklady na jednotku jsou u prototypů mnohem vyšší než u sériové výroby. Pro optimalizaci nákladů specifikujte přísné tolerance pouze u kritických rozměrů, používejte standardní velikosti otvorů a poloměry ohybů a plánujte realistické dodací lhůty, abyste se vyhnuli příplatkům za expedici.
4. Jaké certifikace by měla mít firma specializující se na přesné zpracování plechů?
Požadované certifikáty závisí na vašem odvětví. Certifikát ISO 9001 slouží jako základ pro obecné komerční aplikace a potvrzuje existenci dokumentovaného systému řízení kvality. Norma AS9100 rozšiřuje požadavky ISO pro letecký, kosmický a obranný průmysl, kde je povinná výroba kritická z hlediska bezpečnosti. Norma IATF 16949 signalizuje připravenost dodavatele v automobilovém dodavatelském řetězci s důrazem na prevenci vad a neustálé zlepšování. Norma ISO 13485 se týká souladu s předpisy pro zdravotnické prostředky. Vždy požádejte o aktuální certifikáty včetně dat jejich expirace, protože pro udržení platnosti certifikací jsou vyžadovány auditní kontroly každé tři roky.
5. Jak si vybrat správného partnera pro přesné plechové výrobky?
Začněte ověřením, zda certifikáty odpovídající danému odvětví splňují požadavky vaší aplikace. Posuďte výkonnost zařízení ve vztahu k vašim konkrétním požadavkům na přesnost a typům materiálů. Posuďte jejich podporu pro návrh pro výrobu (DFM) v návrhové fázi – partneři, kteří zlepšují návrhy ještě před zahájením výroby, zabrání pozdějším nákladným problémům. Zkontrolujte jejich reakční schopnost během procesu přípravy cenové nabídky jako ukazatel kvality budoucí komunikace. Požádejte o vzorové díly nebo reference od zákazníků s podobnými požadavky na přesnost. Zvažte jejich schopnosti v oblasti výroby prototypů, pokud potřebujete rychlou iteraci, a ujistěte se, že jejich systémy řízení jakosti zahrnují sledovatelnost materiálů a statistickou regulaci procesů pro kritické rozměry.