 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Laserové řezání versus tlakové řezání u automobilových prototypů
SHRNUTÍ
U automobilových prototypů je laserové řezání lepší volbou pro počáteční fázi vývoje díky své rychlosti, flexibilitě a absenci nákladů na nástroje, což jej činí ideálním pro složité nebo iterační návrhy. Naopak tlakové řezání je strategičtější a cenově výhodnější volbou pro prototypy s definitivními návrhy určené pro vysoké objemy výroby, protože cena za kus výrazně klesá při sériové výrobě, čímž se ospravedlňuje počáteční investice do fyzického nástroje.
Porozumění základním technologiím: Laserové versus tlakové řezání
Aby bylo možné učinit informované rozhodnutí mezi laserovým řezáním a razicím řezáním pro automobilové prototypy, je nezbytné porozumět jejich základním principům. Tyto dvě metody fungují na zcela odlišných principech – jedna využívá tepelnou energii, zatímco druhá spoléhá na mechanickou sílu. Tento zásadní rozdíl určuje jejich příslušné výhody, nevýhody a ideální aplikace v rámci životního cyklu výroby.
Laserové řezání je tepelný proces, při kterém se k tavení, spalování nebo odpařování materiálu s extrémní přesností používá vysoce soustředěný, počítačem řízený svazek světla. Jelikož postupuje podle digitálního návrhu, žádný fyzický nástroj nepřichází do kontaktu s materiálem. Tato „nástrojová“ povaha umožňuje vytvářet nesmírně složité a komplexní tvary bez nutnosti výroby speciálního razidla. Různé typy laserů, jako jsou CO₂ a vláknové lasery, jsou optimalizovány pro různé materiály, od plastů a textilií používaných ve vnitřních prostorech vozidel až po plechy pro karoserie.
Na rozdíl od toho je děrování mechanický stříhací proces, podobný použití průmyslové pekáčové formy. Speciálně vyrobená ocelová razící forma, což je ostrá čepel vytvarovaná do konkrétního tvaru, je vtlačována do materiálu, aby vyrazila požadovanou součást. Tato metoda může být prováděna na rovinném lisu, který je vhodný pro silnější materiály a nižší objemy, nebo na rotačním lisu, kde je forma válcová a umožňuje rychlé nepřetržité děrování materiálů z rolí. Děrování poskytuje čisté a konzistentní řezy a je vysoce efektivní pro výrobu velkého množství identických dílů.
Klíčové faktory rozhodování pro automobilové prototypy: Přímé porovnání
Výběr správné metody řezání pro automobilový prototyp závisí na pečlivé analýze několika klíčových faktorů. Ideální proces závisí na konkrétních požadavcích vašeho projektu na přesnost, rychlost, náklady, materiál a flexibilitu návrhu. Přímé porovnání odhaluje jasné výhody každé metody v různých fázích vývojového cyklu.
Přesnost a kvalita hrany
Laserové řezání nabízí výjimečnou přesnost a je schopné dosáhnout tolerance až 0,1 mm. Jeho bezkontaktní povaha je ideální pro složité vzory a křehké materiály. Jelikož se jedná o tepelný proces, vzniká tzv. tepelně ovlivněná zóna (HAZ), která může způsobit mírné zabarvení nebo tavení po okraji řezu – vedlejší účinek tohoto tepelného procesu. U většiny automobilových prototypů je tento jev zanedbatelný, ale u určitých tepelně citlivých polymerů či pěn je třeba jej brát v potaz. Výstřihování pomocí razicích nástrojů, které je mechanickým procesem, se vyhýbá tepelným deformacím a vytváří stále čistý, ostříhaný okraj, i když nemusí dosáhnout stejné jemnosti detailů jako laser.
Analýza rychlosti, dodací doby a nákladů
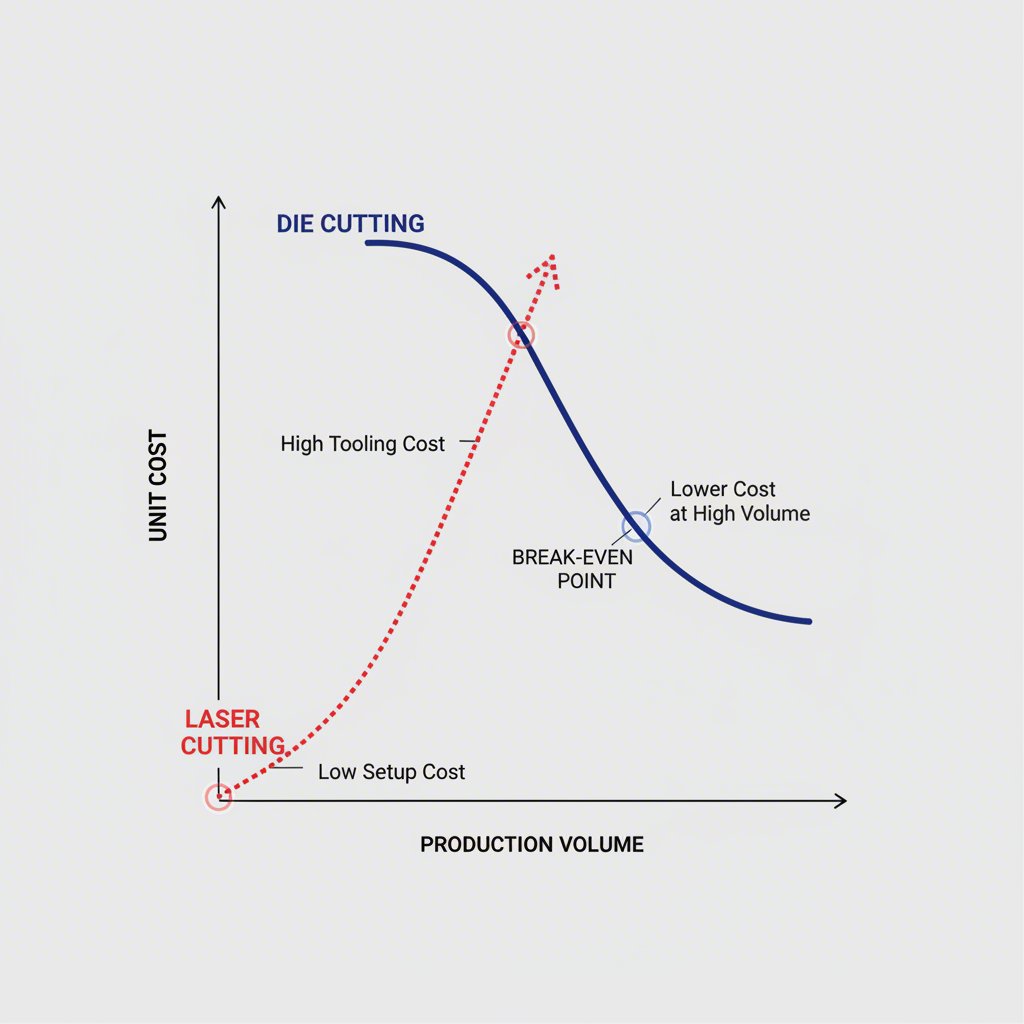
U jednorázových nebo malosériových prototypů je laserové řezání výrazně rychlejší. Jelikož pracuje z digitálního souboru, je nastavení téměř okamžité, což umožňuje rychlé iterace bez prodlev spojených se výrobou nástrojů. Výstřihování vyžaduje výrobu fyzického razníku, která může trvat dny až týdny a je spojena s vysokými počátečními náklady. Tento poměr se však výrazně obrací se zvyšujícím se objemem výroby. Výstřihování je pro sériovou výrobu mnohem vhodnější, přičemž rotační lisovací zařízení jsou schopna vyrobit tisíce dílů za hodinu. Podrobná analýza bodu zvratu ukazuje že výstřihování se stává ekonomičtější po dosažení určitého objemu (např. přibližně od 9 000 kusů v jedné studii), protože počáteční náklady na nástroje se tak rozprostřou.
Kompatibilita materiálů a konstrukční flexibilita
Laserové řezání je neuvěřitelně univerzální a je schopno zpracovávat širokou škálu automobilových materiálů, včetně kovů, plastů jako je ABS a polycarbonát, textilií a kůže pro interiéry. Jeho hlavní výhodou je neomezená flexibilita návrhu; změna návrhu je tak jednoduchá jako nahrání nového digitálního souboru. Díky tomu je ideální volbou pro prototypy, u kterých se předpokládají časté úpravy. Tlakové stříhání je také kompatibilní s mnoha materiály, ale nejlépe se osvědčuje u tenčích, nemetalických podkladů. Jeho hlavním omezením je nepružnost – jakmile je razník vyroben, je návrh pevně daný. Jakákoli změna vyžaduje nový, nákladný razník.
Následující tabulka shrnuje klíčové rozdíly pro aplikace prototypování v automobilovém průmyslu:
| Faktor | Laserové řezání | Řezání formou |
|---|---|---|
| Nejlepší použití | Prototypování, malé série, složité návrhy | Vysokosériová výroba, definitivní návrhy |
| Počáteční náklady | Nízké (není potřeba nástroj) | Vysoké (nutná výroba razníku) |
| Náklady na jednotku | Vyšší, zůstává konstantní | Velmi nízké při sériové výrobě |
| Dodací lhůta | Velmi krátká (hodiny) | Delší (dny až týdny na výrobu nástroje) |
| Flexibilní konstrukce | Extrémně vysoká (digitální soubor) | Velmi nízké (pevná fyzická raznítko) |
| Přesnost | Extrémně vysokou | Vysoké, ale omezené složitostí břitu |
| Kvalita hrany | Čisté, ale s možným tepelně ovlivněným pásmem (HAZ) | Čistý střih, žádná tepelná deformace |
Verdikt: Kdy zvolit laserové řezání pro váš automobilový prototyp
Laserové řezání je jednoznačnou volbou pro většinu scénářů automobilového prototypování, zejména v raných a iterativních fázích vývoje. Jeho hlavní výhody – rychlost, přesnost a flexibilita – jsou ideálně sladěny s cíli prototypování: rychle a cenově efektivně testovat, ověřovat a zdokonalovat návrh, aniž by bylo nutné investovat do nákladného trvalého nástroje. Absence fyzického raznítko je obrovskou výhodou, když jsou návrhy pružné a podléhají změnám.
Tato metoda vyniká v situacích, kdy je normou složitost a časté úpravy. Ať už se jedná o trimování složitých plastových formovaných dílů, řezání interiérových látek na míru pro sedadla nebo vytváření počátečních rozvržení palubní desky, kde je umístění komponentů stále upřesňováno, laserové řezání poskytuje potřebnou pružnost. Můžete vyrobit díl ráno, inženýři jej otestují odpoledne a následující den bez minimální prostoj nebo dodatečné náklady vyříznout upravenou verzi.
Zvažte laserové řezání jako ideální řešení pro váš automobilový prototyp, pokud váš projekt zahrnuje:
- Validaci v rané fázi: Když potřebujete vytvořit funkční modely pro testování tvaru, přesnosti a funkce před definitivním uzavřením návrhu.
- Komplexní geometrie: Pro díly se složitými vzory, těsnými křivkami nebo jemnými detaily, které by bylo obtížné nebo nemožné vytvořit pomocí tradičního nástroje.
- Více návrhových iterací: Pokud očekáváte provedení několika změn prototypu na základě testování a zpětné vazby.
- Průzkum materiálů: Při testování různých materiálů pro jednu součástku, například různých typů těsnění nebo izolačních fólií, bez investice do více nástrojů.
I když laserové řezání nabízí vysoké výhody, je důležité zvážit možné kompromisy. U větších množství může být proces pomalejší na jednotku a určité materiály mohou produkovat škodlivé výpary, což vyžaduje vhodné větrání. Pro účely prototypování jsou tyto faktory však obvykle převáženy obrovskými výhodami výroby bez nástrojů.
Plánování rozsahu: Kdy dává smysl použití stříhacích nástrojů, i u prototypů
Zatímco laserové řezání dominuje v počátečních fázích tvorby prototypů, existují strategické případy, kdy je výhodnější již od začátku zvolit tváření na dělicích formách. Tento přístup je nejlépe vhodný pro prototypy „s cílem výroby“ – součásti, u nichž je návrh již vyvinutý a velmi nepravděpodobné, že se změní. V těchto případech primárním cílem prototypu není pouze ověření samotné součástky, ale i ověření procesu vysokorychlostní výroby, který bude k její výrobě použit.
Základem této strategie je porozumění amortizaci nákladů na nástroje. Významná počáteční investice do ocelové dělicí vložky, která se může zdát nepřiměřená pro jeden jediný prototyp, se stává velmi ekonomickou, pokud se rozloží na sériovou výrobu tisíců či milionů kusů. Vytvořením formy již v rané fázi lze snížit rizika přechodu na hromadnou výrobu. Společnosti jako Shaoyi (Ningbo) Metal Technology Co., Ltd. specializují se na vytváření těchto přesných a odolných tvářecích nástrojů pro automobilový průmysl, čímž pomáhají vyřešit výzvy spojené s nástroji a manipulací s materiálem již dlouho před zahájením výroby na montážní lince. To zajišťuje, že díly vyráběné ve velkém množství budou ve kvalitě i tolerancích identické s finálním schváleným prototypem.
Volba stříhání na nástrojích pro prototyp je strategickým krokem v případech, kdy:
- Návrh je dokončen: Geometrie dílu je stabilní a byla ověřena jinými prostředky, například 3D tiskem nebo simulací.
- Je zaručena vysoká produkční náročnost: Prototyp je určen pro komponentu, jako je standardizovaná těsnění nebo těsnění dveří, která bude použita ve velké sériové výrobě.
- Ověření procesu je rozhodující: Hlavním cílem je prokázat, že proces stříhání na nástrojích bude splňovat požadavky na kvalitu a rychlost pro hromadnou výrobu.
- Je znepokojivé chování materiálu: U určitých materiálů může dělení na střihacím nástroji zajistit čistější okraj nebo zabránit tepelnému namáhání, které by mohl laser způsobit, a proto je nezbytné testovat s konečnou výrobní metodou.
Zásadně lze říci, že volba střihacího nástroje pro prototyp je investicí do celého životního cyklu produktu. Přesouvá zaměření z krátkodobé flexibility na dlouhodobou efektivitu a škálovatelnost a zajišťuje hladký a předvídatelnější přechod od jednotlivé součástky k plně nasazené automobilové výrobě.
Nejčastější dotazy
1. Jaká je hlavní nevýhoda laserového řezání?
Hlavní nevýhody laserového řezání zahrnují omezení tloušťky materiálu, který lze efektivně řezat, obvykle kolem 25 mm. Kromě toho může proces u určitých materiálů, jako je PVC, produkovat toxické výpary, což vyžaduje vhodné systémy větrání. Nakonec laserové řezací stroje spotřebovávají značné množství energie, což může být důležité z hlediska provozních nákladů.
2. Jaké jsou nevýhody stříhání na nástroji?
Hlavními nevýhodami die cutting jsou jeho nepružnost a vysoké počáteční náklady. Protože musí být vytvořena fyzická raznice pro každý jedinečný design, není vhodný pro personalizaci ani projekty vyžadující časté změny designu. Čas potřebný na výrobu raznice prodlužuje počáteční dodací lhůtu projektu. Navíc se čepele raznice mohou v průběhu času otupit, což může snížit kvalitu řezu při delší výrobní sérii a vyžadovat údržbu nebo výměnu.