 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Laserově řezané kovové návrhy: Od prvního náčrtu po dokonalou dodávku
Porozumění základům návrhu laserově řezaného kovu
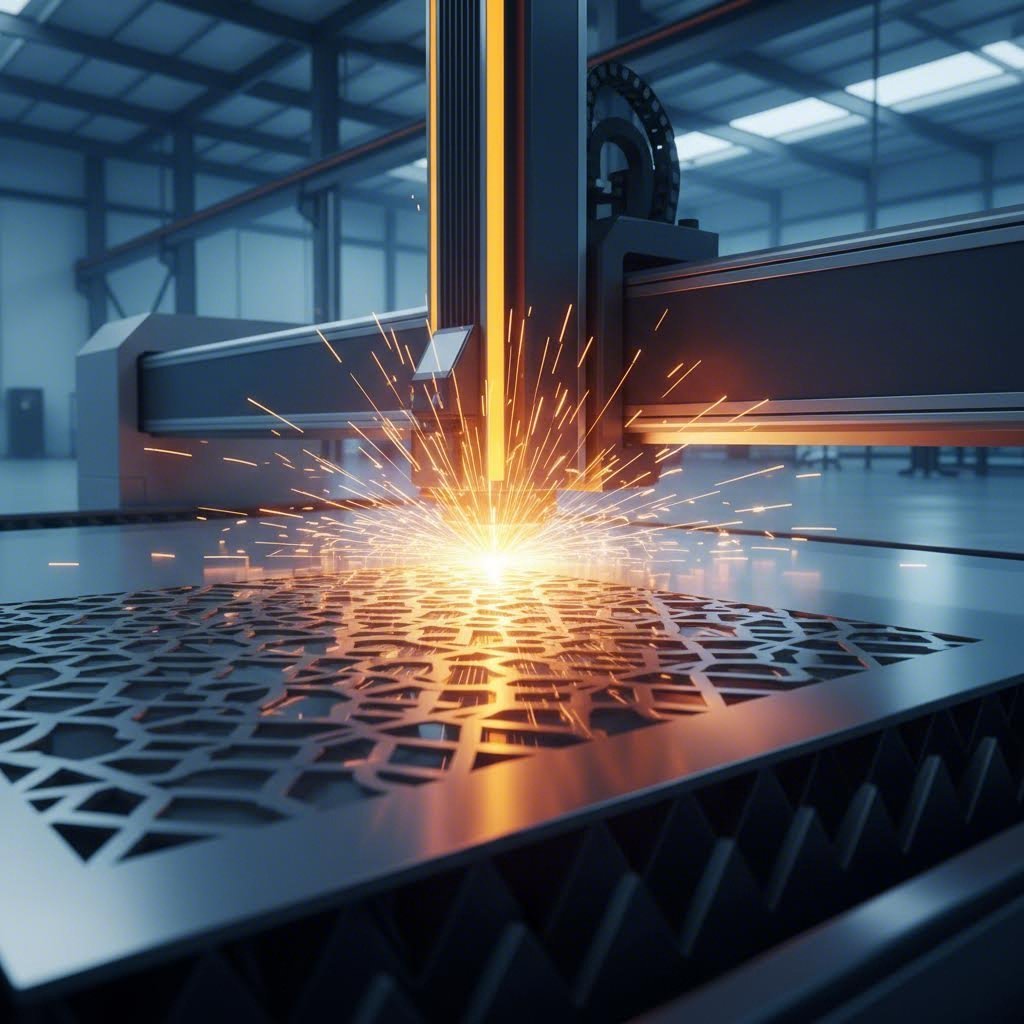
Někdy jste se zamysleli nad tím, jak je možné, že kovové tabule s komplikovanými detaily, úchvatné architektonické fasády , a dekorativní stěnové panely dosahují tak dokonalých dílů? Odpověď spočívá v laserovém řezání kovů – technologii, která změnila způsob, jakým tvarujeme, vytváříme a vyjadřujeme nápady prostřednictvím kovu. Od odvážných firemních nápisů po jemné umělecké mřížky – tato přesná výrobní metoda proměňuje surové kovové plechy v díla funkčního umění.
Ať už jste architekt zadávající objektové obklady, podnikatel hledající nápadité značení, nebo domovlastník snící o individuálních dekorativních kusech, porozumění základům laserového řezání vám umožní činit informovaná rozhodnutí. Podívejme se na technologii, která mikroskopickou přesnost nejen umožňuje, ale činí ji standardem.
Co činí laserové řezání přesným standardem pro návrhy z kovu
Představte si, že soustředíte sluneční světlo skrze lupa, abyste spálili list – nyní tuto intenzitu vynásobte tisíci. To je základní princip laseru, který řeže kov. Laser na řezání kovů generuje velmi intenzivní paprsek světelné energie, který prostřednictvím speciální optiky soustředí do bodu o velikosti pouhých 0,001 palce (0,025 mm). Když tento intenzivní paprsek zasáhne kov, neřeže jednoduše – materiál odpařuje s chirurgickou přesností.
Zaostřený paprsek ohřeje povrch kovu na teplotu vzplanutí téměř okamžitě. Poté odstraní taveninu z dráhy řezu pomocí plynu pod vysokým tlakem, obvykle kyslíku nebo dusíku. Tento proces, známý jako řezání typu „tavení a odfuk“, umožňuje šířku řezu (šířku odstraněného materiálu) až 0,004 palce (0,10 mm) – tenčí než lidský vlas.
Moderní vláknové lasery dosahují polohové přesnosti 10 mikrometrů a opakovatelnosti 5 mikrometrů, s tolerancemi až ±0,001 palce na nerezové oceli – přesnost, kterou tradiční mechanické řezání prostě nemůže dosáhnout.
Tato výjimečná přesnost znamená, že vaše návrhy kovových dílů vyrobených laserovým řezáním přesně odpovídají digitálním souborům a převádějí se do hotových výrobků s pozoruhodnou věrností. Složité geometrické vzory, plynulé organické tvary i jemné texty se objevují přesně tak, jak byly navrženy.
Od průmyslového nástroje ke kreativnímu prostředku
Cesta laserového řezání od průmyslové nutnosti ke kreativnímu prostředku je fascinující. Když hledáte „laserové řezání kovů v mé blízkosti“, využíváte technologii, jejíž počátky sahají až do leteckoprůmyslové výroby v raných 70. letech 20. století. Tehdy lasery řezaly titan pro součásti letadel. Dnes tato stejná přesnost slouží umělcům, designérům i podnikům, které hledají individuální kovové výrobky.
Dva hlavní typy laserů dominují oblasti zpracování kovů, každý vhodný pro jiné aplikace:
- Vytváření a výroba: Tyto univerzální systémy pracující na vlnové délce přibližně 10,6 µm excelují při řezání dřeva, plastů a textilií, ale zvládnou i tenké kovové plechy. Desetiletí jsou pracovním koněm průmyslu a stále jsou oblíbené pro aplikace s různými materiály.
- Fibrovodné lasery: Vláknové lasery s vlnovou délkou okolo 1 064 nanometrů vytvářejí svazky až 100krát menší než CO2 systémy. To je činí ideálními pro řezání odrazivých kovů jako hliník, měď, mosaz a nerezová ocel. Podle Kern Lasers dodává vláknová technologie vysoký výkon v kompaktním provedení s minimálními nároky na údržbu.
U většiny aplikací pro laserové řezání kovů – návěstí, panelů, dekorativních mřížek – se vláknové lasery staly preferovanou volbou. Jejich účinnost při zpracování kovů, kombinovaná s provozem bez údržby a nižšími provozními náklady, je činí obzvláště vhodnými pro přesné práce s kovy. Kvalitní laserový řezný stroj pro kovy dokáže zpracovat nerezovou ocel, uhlíkovou ocel, hliník, měď a mosaz s konzistentními výsledky po tisíce dílů.
Porozumění těmto základům vám poskytne slovní zásobu a znalosti potřebné k sebejisté diskuzi o vašem projektu s výrobci a k ocenění toho, jak se vaše představa mění ve skutečnost dokonalého laserem řezaného kovu.

Průvodce výběrem kovových materiálů pro laserové řezání
Nyní, když víte, jak laserová řezací technologie funguje, je tu klíčová otázka: který kov si vybrat pro váš projekt? Materiál, který zvolíte, ovlivňuje vše – od toho, jak čistě laser vyřeže váš design, až po to, jak dobře bude váš dokončený výrobek odolávat venkovním podmínkám. Většina průvodců však jednoduše uvádí dostupné kovy, aniž by vysvětlovala pROČ proč by jeden mohl lépe vyhovovat vašim potřebám než jiný.
Pojďme to změnit. Ať už vyrábíte hliníkové kovové nápisy pro podnik na pobřeží, ocelové nápisy pro průmyslové aplikace, nebo dekorativní měděné panely pro interiérový design , přizpůsobení vlastností kovu vašim konkrétním požadavkům zajistí, že vaše laserem řezané kovové designy budou krásně sloužit po mnoho let.
Porovnání výkonu hliníku, oceli, mosazi a mědi
Každý kov přináší specifické výhody i omezení pro laserové řezání. Pochopení těchto rozdílů vám pomůže dělat důvěryhodná rozhodnutí o materiálu, místo abyste hádali nebo slepě přijímali to, co navrhne výrobce.
| Typ kovu | Kompatibilita s laserovým řezáním | Odolnost proti korozi | Hmotnost (relativní) | Rozsah nákladů | Ideální aplikace |
|---|---|---|---|---|---|
| Hliník | Vynikající u vláknových laserů; vysoce odrazivý povrch vyžaduje správné nastavení | Vynikající; přirozeně vytváří ochrannou oxidační vrstvu | Velmi lehký (⅓ hmotnosti oceli) | Nízká až střední | Venkovní reklamní tabule, architektonické panely, lehké dekorativní prvky |
| Měkká ocel | Vynikající; řeže čistě jak CO2, tak vláknovými lasery | Špatný; pro venkovní použití vyžaduje ochranný povrch | Těžký | Nízký | Průmyslové značení, konstrukční součásti, ocelové kovové tabule s práškovým nátěrem |
| Nerezovou ocel | Vynikající; poskytuje čisté řezy s minimálním otřepem | Vynikající; chromový obsah brání rezivění | Těžký | Střední až Vysoká | Námořní prostředí, značení pro potravinářské služby, architektonické fasády, lékařské aplikace |
| Mosaz | Dobrý pro vláknové lasery; vyžaduje pečlivou kontrolu parametrů | Dobrý; v průběhu času se vyvíjí atraktivní patina | Těžký | Střední až Vysoká | Dekorativní desky, vnitřní značení, architektonické kování, umělecké instalace |
| Měď | Náročný; vysoká odrazivost a tepelná vodivost vyžadují speciální nastavení | Vynikající; vyvíjí se charakteristická zelená patina | Těžký | Vysoký | Střešní prvky, dekorativní umění, elektrické aplikace, luxusní architektonické detaily |
Zní to složitě? Zde je praktický závěr: laserem řezaný hliník nabízí nejlepší kombinaci cenové dostupnosti, odolnosti proti korozi a úspory hmotnosti pro většinu venkovních aplikací. Návěstí z nerezové oceli nabízejí nevyrovnatelnou odolnost v extrémních podmínkách, ale za vyšší cenu a hmotnosti. Mosaz a měď excelují tam, kde záleží více na estetice než na rozpočtu – jejich teplé tóny a přirozená patina vytvářejí výrazný charakter, který nelze u jiných materiálů napodobit.
Přizpůsobení vlastností kovu požadavkům projektu
Mimo srovnávací tabulku vám porozumění tomu, jak se laserové řezání hliníku liší od řezání oceli, pomůže ocenit, proč výrobci mohou doporučit určité materiály pro váš projekt.
Při práci s laserem řezanými kovy každý kov reaguje na proces řezání jinak:
- Hliník: Rychlé a čisté řezání pomocí vláknových laserů. Díky nízké hmotnosti (hustota přibližně 2,7 g/cm³) je ideální pro velké panely, které je třeba namontovat. Jeho měkkost však znamená, že tenké plechy se mohou při manipulaci ohnout – což je třeba zvážit u složitých návrhů.
- Nekalená a uhlíková ocel: Základní materiál pro výrobu kovových konstrukcí. Podle New Mexico Metals LLC je díky širokému použití uhlíkové oceli ve stavebnictví a strojírenství pro výrobu přesně řezaných dílů nezbytné laserové řezání, zejména pokud jde o rychlou dostupnost. Očekávejte čisté řezy, ale u venkovních aplikací počítejte s ochranným povrchem.
- Z nerezové oceli: Známý tím, že vytváří mimořádně čisté řezy s minimálním tvorbou ohrubů. Jeho odolnost proti korozi a pevnost činí nerezové ocelové tabulky prémiovou volbou pro trvanlivé venkovní instalace, zejména v pobřežních nebo průmyslových prostředích, kde sůl či chemikálie představují výzvu pro méně odolné materiály.
- Mosaz a měď: Oba kovy jsou měkčí a snadněji zpracovatelné než ocel, avšak jejich vysoká odrazivost a tepelná vodivost vyžadují zkušené operátory. Tyto materiály však tuto dodatečnou námahu oplácejí nádherným vizuálním teplem – ideální pro dekorativní a umělecké aplikace, kde vizuální dopad ospravedlňuje vyšší náklady na materiál.
Porozumění možnostem tloušťky a specifikacím kalibru
Při objednávání laserem řezaných kovových desek se setkáte se specifikacemi tloušťky ve dvou formátech: čísly kalibru a desetinnými hodnotami v palcích. To může být matoucí, protože – proti intuitivnímu vnímání – nižší čísla kalibru znamenají houšší kovy.
Podle Cut2SizeMetals je kalibr tradiční měřicí systém, kde stejné číslo kalibru může reprezentovat mírně odlišnou skutečnou tloušťku v závislosti na typu kovu. Toto je důležité vědět:
- Listy z nerezové oceli: K dispozici od 26. kalibru (0,018") do 7. kalibru (0,1874") ve standardních třídách jako 304, 316 a 430
- Hliníkové plechy: Obvykle uváděné v desetinné formě, v rozmezí od 0,016" do 0,19" u běžných slitin jako 3003 a 6061
- Měděné plechy: Rozsah od 26. kalibru (0,0216") do 11. kalibru (0,125"), často udávané v uncích na čtvereční stopu u stavebních aplikací
- Mosazné plechy: K dispozici od 0,020" do 0,125" v desetinné tloušťce, slitina 260 je standardní pro běžné použití
Jak ovlivňuje tloušťka návrh vašich laserově řezaných kovových dílů? Tenčí materiály (vyšší čísla kalibrů) umožňují složitější detaily a těsnější křivky, ale nemusí poskytnout dostatečnou tuhost u velkých nepodpíraných panelů. Silnější materiály nabízejí větší strukturální pevnost, ale zvyšují hmotnost a náklady a zároveň omezují jemnost vámi navržených detailů.
Pro většinu návěstí a dekorativních aplikací nabízí kalibr 16 až 14 (přibližně 0,060" až 0,075") vynikající rovnováhu mezi možností detailního zpracování, strukturální tuhostí a cenovou efektivitou. Větší architektonické panely často vyžadují materiál kalibru 11 až 7, aby se předešlo deformaci a zajistila trvalá rovinnost.
Poté, co jsou vaše možnosti materiálu jasně definovány, je další aspekt stejně důležitý: pochopení konstrukčních omezení a technických limitů, které určují, co lze ve skutečnosti vyřezat – bez ohledu na to, který kov zvolíte.
Konstrukční omezení a technická omezení
Vybrali jste si svůj kov a představili si svůj design – ale právě zde selhávají mnohé projekty. Váš krásný koncept může na obrazovce vypadat bezchybně, ale při řezání se může ukázat jako neproveditelný. Proč? laserové řezání plechu zahrnuje fyzikální skutečnosti, o kterých softwary pro návrh bohužel nevarují.
Pochopení těchto omezení ještě před definitivním potvrzením návrhu ušetří nákladné opravy a zklamání. Představte si to takto: znalost pravidel vám umožní rozšířit kreativní hranice, aniž byste překročili do nemožného. Podívejme se na technická omezení, která oddělují úspěšné projekty laserového řezání plechu od frustrujících neúspěchů.
Minimální velikosti prvků a šířka řezu
Pamatujete si ten soustředěný laserový paprsek, který vypařuje kov? Tento proces odstraňuje úzký proužek materiálu – tzv. řeznou šířku (kerf) – podél každé řezné dráhy. Podle SendCutSend se laserová řezná šířka u vláknového laseru pohybuje mezi 0,006" až 0,040" (0,152 mm až 1 mm), v závislosti na tloušťce materiálu, zatímco u CO2 laseru obvykle činí mezi 0,010" a 0,020" (0,254 mm až 0,508 mm).
Co to znamená pro váš návrh? Každý prvek menší než šířka řezu během řezání jednoduše zmizí. Ta složitá dekorativní detailní práce, na které jste strávili hodiny? Pokud jsou čáry tenčí než 0,040", úplně zmizí, zejména u silnějších materiálů.
Zde je praktický dopad:
- Malé geometrie se ztrácejí: Prvky nebo výřezy menší než šířka řezu (0,008" až 0,040", v závislosti na procesu a materiálu) přežít řezání nebudou
- Šířka spojovacích můstků je rozhodující: Tenké kovové příčky spojující části vašeho návrhu musí mít dostatečnou šířku, aby po řezání zajistily strukturální stabilitu
- Průměry otvorů mají minimální limity: Obecné pravidlo — minimální průměr otvoru by měl být roven nebo větší než tloušťka materiálu, aby byly dosaženy čisté a konzistentní výsledky
Dobrá zpráva? Profesionální výrobci obvykle automaticky kompenzují šířku řezu (kerf), čímž posunují laserovou dráhu tak, aby konečné rozměry odpovídaly vašim návrhovým specifikacím. Nicméně stále je třeba vyhnout se prvky příliš malým na to, aby přežily proces řezání.
Pravidla pro návrh specifická pro materiál, která musíte dodržovat
Různé kovy se při laserovém řezání chovají odlišně. Zóny ovlivněné teplem (HAZ) — oblasti, ve kterých se vlastnosti kovu mění v důsledku tepla při řezání — se výrazně liší mezi jednotlivými materiály. Hliník rychle odvádí teplo, zatímco nerezová ocel jej udržuje déle, což ovlivňuje, jak blízko se dají umisťovat řezy.
| Materiál | Tloušťka | Min. průměr otvoru | Min. šířka mostu | Min. velikost prvků |
|---|---|---|---|---|
| Hliník | 0,040" (1 mm) | 0.040" | 0.030" | 0.020" |
| Hliník | 0,125" (3 mm) | 0.125" | 0.060" | 0.040" |
| Měkká ocel | 0,060" (1,5 mm) | 0.060" | 0.045" | 0.030" |
| Měkká ocel | 0,125" (3 mm) | 0.125" | 0.080" | 0.050" |
| Nerezovou ocel | 0,048" (1,2 mm) | 0.048" | 0.040" | 0.025" |
| Nerezovou ocel | 0,125" (3 mm) | 0.125" | 0.075" | 0.045" |
| Brasna/Med | 0,040" (1 mm) | 0.050" | 0.040" | 0.030" |
Podle MakerVerse , dodržení vzdálenosti řezacích geometrií alespoň dvakrát větší než tloušťka plechu pomáhá vyhnout se deformacím. Umístění otvorů příliš blízko ke hranám zvyšuje riziko trhlin nebo deformací — zejména pokud bude díl později tvářen.
Běžné chyby v návrhu a jak se jim vyhnout
Při práci s laserovým řezacím strojem pro plech se tyto chyby opakují znovu a znovu – dokonce i u zkušených návrhářů:
- Překrývající se linky: Duplikované dráhy způsobují, že laser řeže stejnou oblast dvakrát, čímž vznikají spálené okraje a plýtvá se čas. Vždy zkontrolujte soubor a před odesláním odstraňte překrývající se geometrii.
- Otevřené tvary: Neuzavřené dráhy mate software pro řezání. Každý tvar, který má být vyříznut, musí tvořit zcela uzavřenou smyčku.
- Písmo příliš malé: Písmena nižší než 0,25 palce (cca 6,35 mm) často ztrácejí detaily, zejména u písem s patkami. Bezpatková písma, jako jsou Arial nebo Helvetica, se řežou spolehlivěji i v menších velikostech.
- Nepřihlížení k šířce řezu (kerf) u přesných tolerancí: Pokud váš návrh vyžaduje přesné zapadající díly, zohledněte šířku řezu (kerf) při dimenzování.
- Příliš vysoká hustota detailů: Nahromadění příliš mnoha malých prvků v jedné oblasti způsobuje hromadění tepla, což může vést k deformaci kovu nebo zhoršení kvality řezu.
Příprava souboru pro bezchybné zakázkové řezání plechů
Váš návrhový soubor spojuje představivost a realitu. Podle Kirin Laser , formát DXF představuje univerzální standard – je vektorový, rychle se načítá a efektivně zpracovává na řezacích strojích. Soubory AI (Adobe Illustrator) jsou vhodné pro flexibilitu návrhu, ale pro výrobu by měly být převedeny do formátu DXF.
Než odešlete svůj soubor na laserové řezání kovových plechů:
- Převeďte veškerý text na obrysy/cesty: Tím se zabrání problémům se substitucí písem, které by mohly deformovat vaše typografické prvky
- Nastavte jednotky konzistentně: Ujistěte se, že jednotky ve vašem souboru (palce nebo milimetry) odpovídají specifikacím materiálu
- Odstraňte nepotřebné čáry: Odstraňte pomocné čáry, vodící linky a jakoukoli geometrii, která není určena k řezání
- Ověřte měřítko: Potvrďte, že rozměry vašeho návrhu odpovídají skutečné zamýšlené velikosti – chyby v měřítku jsou překvapivě běžné
- Zjednodušte složité cesty: Snižte počet nepotřebných bodů ukotvení na křivkách, abyste zlepšili rychlost zpracování, aniž by to ovlivnilo vizuální kvalitu
Jedna studie společnosti Kirin Laser zjistila, že oprava souboru s 50 nadbytečnými čarami snížila dobu řezání o 30 %. Správná příprava souborů nezabraňuje pouze chybám – urychluje také výrobu a často snižuje náklady.
Porozumění těmto technickým omezením se může zdát omezující, ale ve skutečnosti vaši kreativitu osvobozuje. Když přesně víte, co je proveditelné, můžete s jistotou navrhovat uvnitř těchto hranic – nebo je strategicky překračovat pro dramatický efekt. Nyní, když je váš návrh optimalizován pro úspěšnou výrobu, je čas prozkoumat širokou škálu aplikací, kde laserem řezané kovové návrhy opravdu září.
Oblíbené aplikace pro návrhy z laserem řezaného kovu
Nyní, když znáte technické základy – materiály, omezení a návrhové principy – kde přesně laserem řezané kovové návrhy nejvýrazněji působí? Od vysokých architektonických fasád po intimní zahradní prvky transformuje tato přesná technologie funkční požadavky na vizuální prohlášení. Klíč spočívá ve shodě návrhových přístupů a výběru materiálů s konkrétními požadavky každé aplikace.
Zda specifikujete kovové nápisy pro viditelnost firmy, vybíráte laserem řezané kovové panely pro budovu nebo dekorativní mřížky pro soukromí v rezidenci, porozumění aplikacím specifickým hlediskům zajistí, že váš projekt bude poskytovat trvalou hodnotu – nikoli pouze okamžitý vzhled.
Architektonické panely a stavební fasády
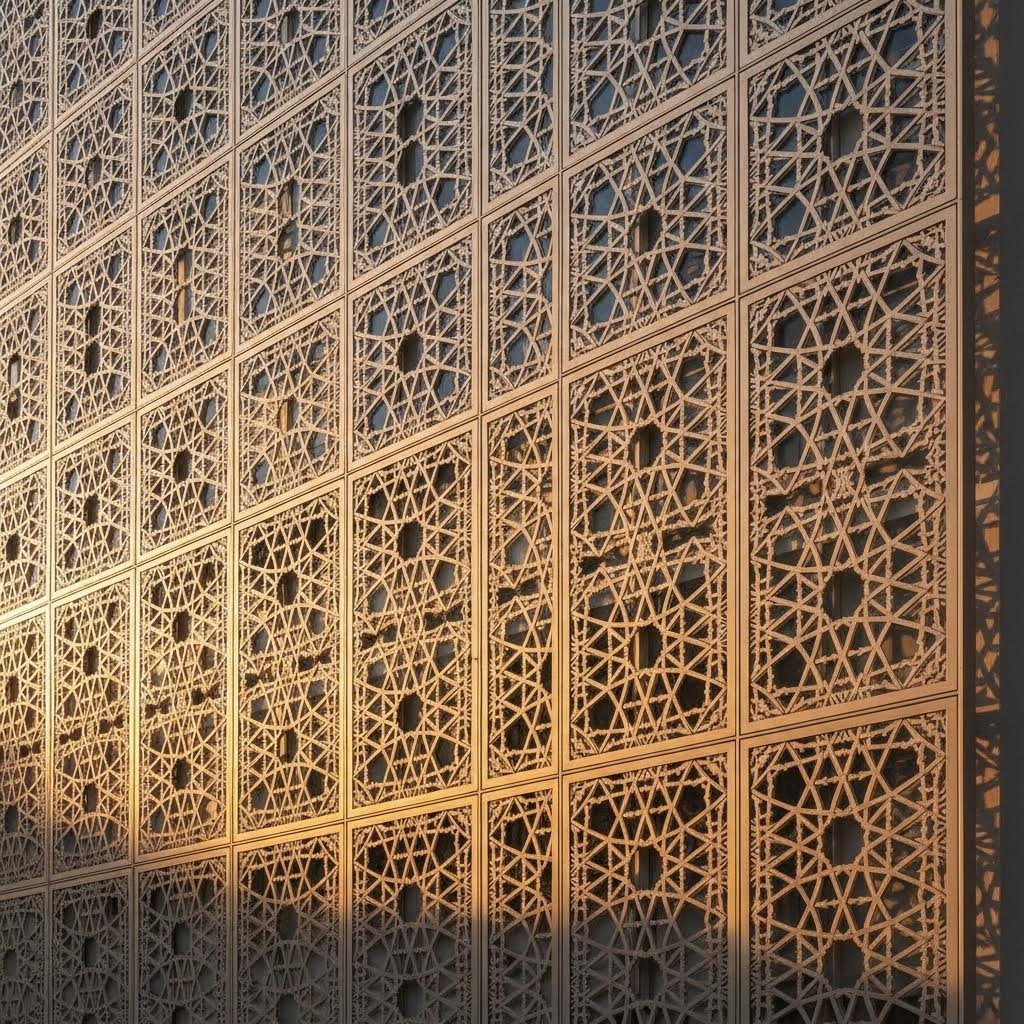
Představte si, že procházíte kolem budovy, kde světlo slunce proniká složitými geometrickými vzory a vytváří neustále se měnící stíny na vchodu. To je právě kouzlo architektonických laserově řezaných panelů – mění statické konstrukce na dynamické vizuální zážitky.
Podle KF Laser , vyrábíme na míru laserem řezané kovové panely, které jsou široce využívány v architektonickém designu – od fasád a vnějších stěn až po dekorativní mřížky a příčky mezi místnostmi. Přesný řez umožňuje vytvářet návrhy, které hrají se světlem a stíny, čímž dodávají hloubku a charakter, jenž nelze dosáhnout tradičními stavebními metodami.
Zde je, co činí architektonické aplikace jedinečnými:
- Exteriérové obklady: Velké kovové nápisy a panely pokrývající vnější strany budov vyžadují materiály, které odolají desítkám let vystavení povětrnostním podmínkám. Hliník nabízí lehkou odolnost s přirozenou odolností proti korozi, zatímco nerezová ocel zajišťuje nevyrovnatelnou životnost v extrémních prostředích. Při návrhu je třeba vzít v úvahu hmotnost panelů (ovlivňuje statické požadavky), tepelnou roztažnost (vyžaduje vhodné montážní mezery) a hustotu vzoru (ovlivňuje výpočty zatížení větrem).
- Bariéry pro soukromí: Venkovní clonící panely slouží k regulaci viditelnosti při zachování průtoku vzduchu a propustnosti světla. Prostorovost vzoru se obvykle pohybuje mezi 30 % a 60 % – nižší hodnoty zajišťují větší soukromí, ale snižují množství denního světla. Pro terasy, zahrady a nádvoří jsou hliníkové clony odolné proti korozi a zároveň dostatečně lehké pro použití v rodinných domech.
- Systémy slunečního clonění: Děrované nebo strukturované panely umístěné jako brise-soleil snižují tepelné zisky od slunečního záření, a přitom zachovávají výhled. Orientace vzoru a velikost otvorů přímo ovlivňují účinnost stínění – horizontální štěrbiny působí jinak než kruhové díry při řízení různých úhlů slunečního světla.
The Metrix Group upozorňuje, že měřítko a proporce jsou pro architektonické panely rozhodující – velké clony mohou převládnout nad malými prostory, zatímco příliš malé panely se ztratí na rozlehlých fasádách. Při výběru vzorů zvažte, jak se navržené prvky prolínají s geometrií budovy a okolními prvky krajiny.
Řešení pro venkovní informační systémy od firem po rezidenční objekty
Co odděluje zapomenutelné nápisy od těch, které lidem zastaví krok? Kromě tvůrčího návrhu rozhodují o tom, zda váš nápis upoutá pozornost po léta, nebo zmizí v zapomnění během několika měsíců, výběr materiálu a dokončovací úpravy.
Kovové tabulky na míru navržené pro konkrétní prostředí výrazně převyšují běžné alternativy. Tady je, jak přizpůsobit použití tabulek různým prostředím:
- Reklamní tabule pro obchodní čelní fasády: Venkovní instalace kovových tabulek na míru jsou vystaveny UV záření, výkyvům teplot a srážkám. Podle SmartSign mohou správně udržované hliníkové kovové tabulky vydržet deset let nebo déle, což z nich dělá nejtrvalejší materiál mezi běžnými typy reklamních tabulí. Pro maximální dopad zvažte prostorové písmo, kde jednotlivá laserem vyřezaná písmena jsou umístěna lehce odstupnuta ze zdi a vytvářejí tak efekt stínu.
- Kovové tabulky pro identifikaci firem: Trvalé označení objektů profitovalo z materiálů větší tloušťky (11–14), které odolávají vandalismu a náhodnému poškození. Nerezová ocel nabízí profesionální vzhled, který vyjadřuje trvalost a autoritu – zvláště účinné pro kanceláře povolaností, lékařská zařízení a finanční instituce.
- Kovové zahradní tabulky a označení adres: Bytové aplikace často upřednostňují estetiku před maximální odolností. Hliníkové prvky s práškovým nátěrem skvěle odolávají běžným podmínkám ve zahradě a zároveň nabízejí širokou škálu barevných možností. Dekorativní kovové návrhy cedulí s čísly domů, jmény rodin nebo uměleckými motivy zvyšují vizuální atraktivitu a zároveň plní praktickou funkci orientace.
- Orientační a směrové značení: Kampusová prostředí, parky a rozsáhlé objekty vyžadují konzistentní rodiny značení, u nichž více prvků sdílí stejný designový styl. Laserové řezání umožňuje přesné reprodukování desítek nebo stovek značek a zachovává tak konzistenci značky, která posiluje profesionální identitu.
Dekorativní stěnové umění a interiérové aplikace
Uvnitř budov slouží laserem řezané kovové návrhy účelům od čistě dekorativních po jemně funkční. Kontrolované prostředí vnitřních prostor umožňuje volbu materiálů zaměřených na estetiku namísto odolnosti proti povětrnostním vlivům.
- Kovové dekorativní cedule a stěnové umění: Interiérové prvky mohou využívat měděné, mosazné a patinované povrchy, které by na venkovním prostředí zanikly. Tenčí materiály (tloušťka 18–22) se skvěle hodí pro umělecká díla upevněná na stěně, protože tuhost konstrukce je méně důležitá než vizuální jemnost. Zadní osvětlení proměňuje ploché panely v dramatické světelné prvky – při návrhu kusů určených k osvětlení zvažte umístění LED pásků.
- Dělicí přepážky a stínítka: Jak vysvětluje společnost Metrix Group, dekorativní stínítka umožňují průnik světla a zároveň vytvářejí oddělené zóny v rozsáhlejších prostorách, čímž se stávají ideální volbou pro otevřené bytové dispozice. Na rozdíl od plných stěn perforované panely zachovávají vizuální spojení i průtok vzduchu mezi jednotlivými zónami.
- Stropní panely a svítidla: Zavěšené panely vyrobené laserovým řezem tvoří nádherné stropní prvky, které interagují jak s přirozeným, tak s umělým osvětlením. Návrh vzoru přímo ovlivňuje efekt stínů – geometrické vzory vytvářejí ostré stíny, zatímco organické vzory produkují měkčí a rozmazanější efekty.
- Vložky do skříní a detaily nábytku: Dekorativní kovové panelové tabule škálovatelné pro použití v nábytku dodávají interiérovým vestavbám, dveřím skříní a originálním kusům nábytku individuální charakter. Tenčí materiály (20–24 gauge) se bezproblémově začleňují do dřevozpracujících projektů.
Funkční mřížky, ventily a praktické prvky
Ne každá aplikace laserového řezání klade důraz na dekoraci – mnohé slouží zásadním funkčním účelům, a zároveň přidávají estetickou hodnotu:
- Mřížky a kryty ventilací HVAC: Individuální kryty proměňují běžné otvory ve funkční designové prvky. Procento otevřené plochy musí zajistit dostatečný průtok vzduchu – obvykle 50 % nebo více u výdechových otvorů, u sacích otvorů může být nižší. Výběr vzoru vyvažuje vizuální atraktivitu s praktickými požadavky na proudění vzduchu.
- Kryty radiátorů: Laserem řezané panely skrývají topné články a zajišťují přitom rozvody tepla. Perforované návrhy umožňují tepelnou konvekci a dodávají místnosti styl odpovídající danému období nebo moderní vzhled.
- Bezpečnostní mříže a brány: Hustota vzoru a tloušťka materiálu určují úroveň bezpečnosti. Těžší tloušťky (7–11) se menšími otvory poskytují fyzickou bariérovou funkci, zatímco lehčí materiály s většími otvory kladejí důraz na vizuální odradu a soukromí.
- Kryty a mřížky na odvodnění: Pro venkovní aplikace jsou vyžadovány materiály odolné proti korozi, jako je nerezová ocel nebo pozinkovaná ocel. Návrh vzoru musí bránit hromadění nečistot při zachování odvodňovací kapacity – radiální vzory často dosahují lepšího výkonu než mřížové vzory.
Propojení návrhových rozhodnutí s reálnými důsledky
Každá kategorie aplikací vyžaduje odlišné priority. Následuje rychlý přehled, který spojuje typy projektů s klíčovými faktory rozhodování:
| Typ uplatnění | Hlavní volba materiálu | Typická tloušťka | Klíčový aspekt trvanlivosti | Úroveň údržby |
|---|---|---|---|---|
| Venkovní architektonické panely | Hliník nebo nerezová ocel | tloušťka 11–14 | Koroze, vyblednutí UV zářením | Nízká (pravidelné čištění) |
| Vlastní kovové nápisy venkově | Práškově lakový hliník | 14-16 gauge | Počasí, expozice UV záření | Nízká až střední |
| Interiérové dekorativní panely | Ocel, mosaz nebo měď | 18–22 gauge | Otisky prstů, prach | Střední (odstraňování prachu) |
| Bariéry soukromí (venkovní) | Hliník | 14-16 gauge | Zatížení větrem, koroze | Nízký |
| Funkční mřížky | Ocel nebo nerezová ocel | 16–20 gauge | Vystavení teplu, úlomky | Mírný |
Všimněte si, jak se u venkovních aplikací stále uplatňuje hliník a nerezová ocel pro odolnost proti korozi, zatímco u interiérových prvků lze využít celou škálu materiálů včetně mosazi a mědi. Těžší tloušťky plechu slouží konstrukčním a bezpečnostním účelům, zatímco tenčí materiály umožňují jemnější dekorativní detaily.
Pochopení těchto specifických požadavků aplikací vám pomůže zadat projekty, které budou pěkně fungovat i za pět let od instalace stejně jako v prvním dni. Samozřejmě že volba materiálu a designu představuje pouze část celku – přesné rozpočtování vyžaduje pochopení cenových faktorů, které ovlivňují konečnou cenu projektu.
Faktory ovlivňující náklady a rozpočtové úvahy
Vybrali jste materiál, upravili design v rámci technických omezení a identifikovali ideální aplikaci. Nyní přichází otázka, kterou si klade každý, ale na kterou málo zdrojů jasně odpovídá: kolik to bude ve skutečnosti stát? Na rozdíl od komoditních výrobků s pevnou cenou, náklady na laserově řezané kovové díly zahrnují více proměnných, které dohromady určují vaši konečnou investici.
Pochopení těchto nákladových faktorů vám umožní dělat informované kompromisy – například zjednodušení jednoho prvku designu, abyste mohli využít kvalitnější materiál, nebo úpravu množství, abyste získali objemovou slevu. Podívejme se podrobně, co ovlivňuje ceny laserového řezání, a jak realisticky naplánovat rozpočet vašeho individuálního projektu plechové tabule či panelu.
Co ovlivňuje ceny laserového řezání
Podle Komacut hlavními faktory ovlivňujícími náklady na laserové řezání jsou typ materiálu, tloušťka, složitost designu, doba řezání, pracovní náklady a dokončovací procesy. Každý prvek ovlivňuje efektivitu a zdroje potřebné pro proces řezání. Následujícím způsobem se tyto faktory promítají do rozpočtu vašeho projektu:
| Nákladový faktor | Úroveň nárazu | Jak ovlivňuje ceny | Tipy pro optimalizaci rozpočtu |
|---|---|---|---|
| Typ materiálu | Vysoký | Náklady na suroviny se výrazně liší – hliník je levnější než nerezová ocel, která je zase levnější než měď nebo mosaz | Přizpůsobte materiál skutečným požadavkům; nepředimenzujte specifikace |
| Tloušťka materiálu | Vysoký | Silnější materiály vyžadují pomalejší řezací rychlosti a více energie, což prodlužuje strojní čas | Použijte minimální tloušťku, která splňuje konstrukční požadavky |
| Komplexní design | Vysoký | Více výřezů znamená více bodů proniknutí a delší řezací dráhy; složité detaily vyžadují vyšší přesnost | Zjednodušte geometrii tam, kde nebude detail viditelný |
| Celková délka řezu | Střední-Vysoká | Delší řezné dráhy přímo zvyšují dobu provozu stroje a spotřebu energie | Optimalizujte dráhy řezu; kombinujte více dílů na jednom plechu |
| Množství objednávky | Střední | Náklady na nastavení se rozdělují mezi větší počet kusů; objednávky velkých množství často splňují podmínky pro slevy na materiál | Zvažte objednání dodatečných kusů pro budoucí potřeby |
| Požadavky na dokončovací úpravy | Střední | Práškové nátěry, anodizace a jiné povrchové úpravy přinášejí dodatečné náklady na práci, materiál a výrobní dobu | Posuďte, zda je povrchová úprava nutná nebo zcela pouze estetická |
Proč je tloušťka materiálu tak důležitá? Podle Průvodce nákladů na výrobu společnosti Shixinproto vyžadují tlustší materiály více energie a pomalejší řezné rychlosti, aby bylo dosaženo čistých řezů. To zvyšuje dobu řezání i spotřebu energie a vede ke zvýšení celkových nákladů. Značka z tenkého hliníku o tloušťce 1/8" se řeže výrazně rychleji než stejný design z nerezové oceli o tloušťce 1/4".
Rozpočtové plánování pro zakázkové kovové projekty
Při plánování rozpočtu na kovové značky nebo dekorativní panely na míru vám uspořádání nákladových faktorů podle jejich dopadu pomůže určit, kam se máte zaměřit při optimalizaci nákladů:
- Výběr materiálu a jeho tloušťka — Nejvýznamnější nákladový faktor. Výběr hliníku namísto nerezové oceli může snížit materiálové náklady o 40–60 % pro ekvivalentní rozměry. Snížení tloušťky materiálu o jednu číselnou třídu (gauge) často přináší úsporu 15–25 % za minimálního kompromisu s pevnostními vlastnostmi.
- Složitost návrhu a délka řezu — Každý bod průniku, ve kterém laser zahájí řez, zvyšuje dobu zpracování i spotřebu energie. Návrh s 50 malými výřezy je nákladově náročnější než návrh s 10 většími otvory pokrývajícími stejnou plochu otevřeného prostoru. Delší dráhy řezu také zvyšují opotřebení strojního vybavení.
- Množství objednávky — Fixní náklady na nastavení (programování, naskladnění materiálu, kalibrace stroje) se rozdělují mezi všechny kusy. Objednání 10 kovových značek na míru místo 5 zřídka zdvojnásobí vaše náklady – cena za kus výrazně klesá s rostoucím množstvím.
- Sekundární procesy — Dokončování, odstraňování otřepů, broušení hran a řezání závitů zvyšuje nároky na pracnost a čas použití specializovaného vybavení. Podle společnosti Komacut tyto procesy zvyšují složitost a délku výrobního cyklu.
- Efektivita rozmístění dílů na plechu — Účinnost, s jakou díly zapadají na plech, ovlivňuje množství odpadu materiálu. Podle společnosti Komacut efektivní rozmístění maximalizuje využití materiálu tím, že uspořádá díly co nejblíže k sobě, čímž minimalizuje odpad a snižuje potřebu surovin.
Vlastní návrhy vs. standardní vzory: Správná investice
Zde je otázka, které čelí mnoho kupujících: opravdu plně individuální design kovového štítu ospravedlňuje jeho vyšší cenu oproti úpravě standardních vzorů? Odpověď závisí na vaší konkrétní situaci.
Kdy vlastní návrhy investici ospravedlní:
- Identita značky vyžaduje jedinečné vizuální prvky, které standardní vzory nemohou poskytnout
- Architektonická integrace vyžaduje návrhy, které doplňují konkrétní stavební prvky
- Funkční požadavky (konkrétní volné plochy, body upevnění nebo rozměry) neodpovídají dostupným standardům
- Objem je dostatečně vysoký na to, aby se náklady na individuální návrh odepsaly přes velké množství kusů
- Instalace je velmi nápadná, díky čemuž jedinečný design představuje konkurenční výhodu
Když dávají smysl standardní vzory:
- Rozpočtová omezení omezují možnosti a standardní návrhy splňují funkční potřeby
- Časový tlak činí vývoj vlastního návrhu nepraktickým
- Použití je užitkové, nikoli tvarující značku
- Testování konceptů před tím, než se zaváže k plnému vývoji vlastního návrhu
Mnoho výrobců nabízí polo-vlastní možnosti – standardní vzory s přizpůsobitelnými prvky, jako jsou rozměry, upevňovací prvky nebo integrovaný text. Tento kompromis často přináší 70 % dopadu vlastního návrhu za 30 % nákladů na vývoj.
Nejúčinnější rozpočtové plánování bere v potaz celkové náklady projektu, nikoli pouze snižování ceny. Levnější materiál vyžadující nákladné dokončení může nakonec stát více než dražší materiál s přirozenou odolností proti korozi. Podobně investice do vhodné optimalizace návrhu na začátku často přináší výhody ve formě snížené doby řezání a odpadu materiálu.
Po stanovení rámce vašeho rozpočtu si zaslouží jedna hlavní proměnná nákladů hlubší prozkoumání: možnosti povrchové úpravy. Správná povrchová úprava chrání vaši investici desítky let – zatímco špatná volba může vést k předčasnému selhání bez ohledu na to, kolik jste utratili za řezání.

Možnosti dokončení a povrchové úpravy
Váš laserem řezaný kovový design vychází z řezacího stroje s přesnými hranami a dokonalou geometrií – ale není ještě připraven na montáž. Bez vhodné úpravy povrchu čelí tato krásná kovová konstrukce neviditelnému nepříteli: korozi. Správná úprava promění zranitelný syrový kov v odolné umělecké dílo, které odolává povětrnostním vlivům. Špatná volba? Vaše investice se během několika měsíců začne rozpadat.
Úprava povrchu není pouze kosmetická záležitost. Podle srovnávacích testů povlaků od SendCutSend se různé druhy úprav výrazně liší ve svém chování za reálných podmínek – některé vynikají odolností proti opotřebení, jiné poskytují lepší ochranu proti korozi. Porozumění těmto kompromisům vám pomůže vybrat ideální úpravu pro váš venkovní kovový nápis, architektonický panel nebo dekorativní prvek.
Smaltování práškovým nátěrem vs anodická oxidace vs ponorná zinková ochrana
Ve strojírenském průmyslu laserového řezání kovů dominují tři metody úpravy povrchu, z nichž každá má své výhody i omezení. Následuje jejich srovnání podle faktorů, které jsou nejdůležitější pro dlouhodobý výkon:
| Typ povrchu | Kompatibilní kovy | Hodnocení odolnosti | Relativní náklady | Možnosti barev | Doporučená prostředí |
|---|---|---|---|---|---|
| Prášková barva | Ocel, hliník, nerezová ocel | Vynikající (odolnost proti opotřebení, nárazům) | Nízká až střední | Téměř neomezené barvy RAL, kovové odstíny, textury | Vnitřní, venkovní, lehký průmysl |
| Typ 2 anodizace | Pouze hliník | Dobrá (tenký, ale tvrdý povrch) | Mírný | Omezené – bezbarvé, černé, bronzové, zlaté, červené, modré | Vnitřní, venkovní, architektonické |
| Typ 3 anodizace (tvrdá) | Pouze hliník | Vynikající (velmi tvrdá, odolná proti opotřebení) | Vysoký | Omezené – obvykle tmavě šedá až černá | Průmyslové, vysoké zatížení, námořní |
| Zinkové pokrývky | Pouze ocel | Dobré (obětavní ochrana proti korozi) | Nízká až střední | Stříbrný/šedý kovový vzhled | Průmyslové, středně náročné venkovní použití |
| Horké zinkování | Pouze ocel | Vynikající (silná zinková vrstva) | Mírný | Pouze kovově šedá | Venkovní, námořní, průmyslové, zemědělské |
Co tyto hodnocení znamenají v praxi? Testování odolnosti proti opotřebení společnosti SendCutSend ukázalo, že ocel s práškovým nátěrem výrazně překonala všechny ostatní povrchové úpravy – vydržela téměř desetkrát déle než druhá v pořadí, než se nátěr opotřeboval. Jakmile je ale nátěr poškrábaný, již neposkytuje žádnou podkladovou ochranu, zatímco povlaky na bázi zinku i nadále chrání i při poškození.
Porozumění výhodám jednotlivých povrchových úprav
Podívejme se, kdy je která povrchová úprava pro váš projekt nejvhodnější:
Praškové barvení: Použitý elektrostatickým nanášením a vytvrzovaným za tepla vytváří práškový nátěr silnou, odolnou vrstvu, která se mechanicky i chemicky navazuje na kovové povrchy. Podle Palm City Iron Works tento proces vytváří spojení mnohem silnější a tvrdší než barva, což vysvětluje, proč kovové konstrukce s práškovým nátěrem vydrží výrazně déle než natřené díly. Tato úprava zabraňuje oxidaci – hlavní příčině rezivění – a zároveň nabízí nekonkurované možnosti barevného provedení.
- Nejvhodnější pro: Kovové venkovní tabulky, dekorativní panely a architektonické prvky vyžadující konkrétní barevné odstíny značky
- Předpokládaná životnost: 15–20+ let při správné přípravě a použití kvalitního práškového nátěru
- Údržba: Pravidelné čištění mírným mýdlem; roční kontrola poškození nebo škrábanců
Anodizace typu 2: Tento elektrochemický proces přeměňuje povrch hliníku na tvrdou vrstvu oxidu hlinitého. Na rozdíl od povlaků, které se nacházejí pouze na povrchu, se anodizace stává součástí kovu. Testy společnosti SendCutSend potvrdily, že anodizace typu 2 poskytuje nejtenčí povlak s minimálním vlivem na rozměry a zároveň nabízí uspokojivou odolnost.
- Nejvhodnější pro: Personalizované venkovní kovové tabulky, architektonické lišty a aplikace vyžadující přesné tolerance
- Předpokládaná životnost: 10–20 let v závislosti na prostředí a barvě
- Údržba: Jednoduché čištění; extrémně nízká údržba
Anodizace typu 3 (tvrdá vrstva): Tlustší a tvrdší verze standardního anodování, typ 3 nabízí výjimečnou odolnost proti opotřebení. Testy ukázaly, že je druhý v pořadí co se týče odolnosti proti oděru, přičemž přidává minimální tloušťku. Úprava vykazovala velmi dobré výsledky ve všech testech trvanlivosti, což ji činí bezpečnou volbou pro náročné aplikace.
- Nejvhodnější pro: venkovní kovové tabule s vysokou frekvencí používání, průmyslové komponenty, námořní prostředí
- Předpokládaná životnost: 20+ let za běžných podmínek
- Údržba: Minimální; občasná úklid
Zinkování a ponorné zinkování: Oba procesy nanášejí zinek na povrch oceli, ale různými metodami a s velmi odlišnými výsledky. Zinkování vytváří tenkou, rovnoměrnou vrstvu, která je ideální pro vnitřní nebo chráněné aplikace. Ponorné zinkování ponoří ocel do roztaveného zinku, čímž vznikne mnohem silnější povlak. Jak McLean Company upozorňuje, zinkové povlaky působí jako obětní ochrana – zinek koroduje namísto oceli pod ním a pokračuje v ochraně i tehdy, když je poškrábaný.
- Nejvhodnější pro: Konstrukční díly, kovové venkovní nápisy v náročných prostředích, zemědělskou techniku
- Předpokládaná životnost: 25–50+ let u ponorného zinkování; 5–15 let u zinkové pokovení
- Údržba: Pravidelně kontrolujte výskyt bílého rzi (oxidu zinečnatého); obecně nízká údržba
Přiřazení povrchových úprav k podmínkám prostředí
Kde bude váš laserem řezaný kovový design umístěn? Provozní podmínky by měly ovlivňovat výběr povrchové úpravy více než estetické preference. Zde je návod, jak přiřadit povrchové úpravy konkrétním podmínkám expozice:
- Vnitřní prostředí: Téměř každá povrchová úprava je vhodná. Vyberte si na základě estetiky a rozpočtu. Zvažte průhledné nátěry pro zachování přirozeného vzhledu kovu nebo práškové nátěry pro barevné řešení. Mosaz a měď mohou zůstat bez úpravy povrchu, aby si přirozeně vytvořily patinu.
- Běžná venkovní expozice: Lakové potahy z hliníku nebo anodizované hliníkové úchyty odolávají typickým povětrnostním vlivům výborně. U oceli poskytuje prášková směs nanášená na řádně připravené povrchy vynikající ochranu. U venkovních instalací kovových cedulí je třeba uvádět práškové formulace stabilní vůči UV záření, aby nedocházelo k vyblednutí barev.
- Pobřežní a mořské prostředí: Slaný postřik dramaticky urychluje korozi. Nejlépe se osvědčí anodizovaný hliník typu 3 nebo nerezová ocel marinové třídy. U oceli poskytuje maximální ochranu ponorná galvanizace s vrchním nátěrem z práškového lakovaní. Běžné zinkování selhává ve slaném prostředí poměrně rychle.
- Průmyslová prostředí: Expozice chemikáliím, abraze a vysokým teplotám vyžaduje specializovaná řešení. Anodizace typu 3 odolává chemickému útoku, zatímco práškový nátěr zvládne fyzické poškození. Poraďte se s dodavateli povrchových úprav o konkrétní expozici chemikáliím – některá prostředí vyžadují speciální povlaky.
Kritéria výběru povrchové úpravy podle aplikace
Při určování povrchových úprav pro váš projekt laserového řezání kovů vyhodnoťte tato kritéria podle jejich důležitosti pro vaše konkrétní použití:
- Vystavení životnímu prostředí: Uvnitř, venku, námořní nebo průmyslové prostředí? Tento jediný faktor okamžitě vyloučí mnoho možností.
- Kompatibilita se substrátem: Anodizace funguje pouze u hliníku; zinkování pouze u oceli. Volba materiálu může určovat možnosti povrchových úprav.
- Požadavky na barvu: Potřebujete barevné odstíny specifické pro značku? Smaltování práškem nabízí neomezené možnosti. Stačí vám kovové nebo omezené tóny? Anodizace nebo zinkování mohou postačit.
- Rozměrová tolerance: Typ 2 anodizace přidává minimální tloušťku (přibližně 0,0007" na každé straně). Smaltování práškem přidává více – obvykle 0,002" až 0,004". Zinkování ponorem přidává nejvíce, což může ovlivnit přesné pasování dílů.
- Rozpočtová omezení: Smaltování práškem obvykle nabízí nejlepší poměr ceny a výkonu pro většinu aplikací. Typ 3 anodizace má vyšší cenu, ale poskytuje výjimečný výkon.
- Očekávaná životnost: Jak dlouho musí nátěr vydržet? Uveďte to odpovídajícím způsobem – nadměrné inženýrství plýtvá rozpočtem, zatímco nedostatečné inženýrství vede k předčasným poruchám.
Testování společností SendCutSend prokázalo, že žádný jediný nátěr nevyniká ve všech ohledech. Smaltová směs je nejlepší v odolnosti proti opotřebení a nárazům. Zinková pokovení poskytuje obětavou ochranu proti korozi, která pokračuje i po poškození. Anodizace typu 3 nabízí nejlepší univerzální výkon u hliníku – bezpečná volba, která dobře obstojí ve všech testech.
Nátěr, který vyberete, přímo ovlivňuje, jak dlouho budou vaše kovové venkovní tabule, architektonické panely a dekorativní prvky udržovat zamýšlený vzhled. Investice do vhodného povrchového úpravu během výroby stojí mnohem méně než předčasné nahrazení nebo rozsáhlá obnova později. Když jsou zohledněny otázky povrchových úprav, porozumění celému průběhu projektu – od počáteční koncepce až po konečnou dodávku – vám pomůže proces výroby jistotou projít.
Kompletní průběh projektu od koncepce po dodání
Prozkoumali jste materiály, pochopili konstrukční omezení a určili ideální úpravu povrchu. Ale co se ve skutečnosti děje mezi odesláním návrhu a přijetím hotových laserem řezaných kovových značek? Pro mnoho nových zákazníků je tento výrobní proces jako černá skříňka – soubory vstoupí, díly vyjdou, a zázrak uprostřed zůstává tajemstvím.
Toto tajemství končí právě teď. Pochopení každé fáze výrobního procesu vám pomůže stanovit realistická očekávání, včas odhalit potenciální problémy a posoudit, zda váš výrobce dodržuje kvalitu, kterou váš projekt zaslouží. Ať už objednáváte vlastní laserem řezané kovové značky pro nový podnik nebo osobní laserem řezané kovové značky pro zvláštní dárek, znalost průběhu vás ujistí ve vaší investici.
Od počáteční koncepce po výrobně připravené soubory
Každý projekt laserově řezaných kovových nápisů začíná nápadem – ale přeměna tohoto záměru na vyrábětelný design zahrnuje několik klíčových kroků. Takto celý proces probíhá, od prvního náčrtu až po konečnou dodávku:
- Vývoj konceptu: Vaše cesta začíná definováním toho, co potřebujete. Vyrábíte laserově řezané kovové nápisy pro exteriérové brandingové účely? Dekorativní interiérové panely? Funkční architektonické mřížky? Upřesnění účelu, rozměrů, požadavků na montáž a estetických cílů ovlivňuje každé další rozhodnutí. Mnozí výrobci v této fázi nabízejí konzultace k návrhu – využijte je. Zkušení výrobci viděli tisíce projektů a mohou navrhnout přístupy, které byste jinak neuvažovali.
- Vytvoření návrhu a příprava souborů: Jakmile se váš koncept ujasní, musí někdo vytvořit soubory připravené na výrobu. Může to být váš designér, tým výrobce nebo specializovaná služba. Podle Steelway Laser Cutting , moderní průmyslové laserové řezačky používají počítačové řídicí systémy (CNC), které přesně sledují digitální vzory. Váš návrh musí být převeden do vektorových souborů – obvykle ve formátu DXF – s čistou geometrií, správným měřítkem a bez překrývajících se čar. Tato fáze často zahrnuje více revizí, protože konfliktní bod nastává mezi záměrem návrhu a výrobní realitou.
- Revize návrhu a analýza DFM: Než začne řezání, kvalitní výrobci prověří vaše soubory z hlediska vyrábětelnosti. Tato analýza vhodnosti pro výrobu (DFM) odhaluje potenciální problémy: příliš malé prvky na čisté řezání, příliš úzké spojovací mosty pro zachování strukturální integrity nebo geometrii, která se může během zpracování deformovat. Podle MakerVerse , šířka řezu (kerf width) se obvykle pohybuje mezi 0,1 mm a 1,0 mm v závislosti na materiálu a řezacích parametrech – váš výrobce by měl ověřit, že váš návrh tyto skutečnosti zohledňuje.
- Výběr a pořízení materiálu: Po dokončení návrhu získá váš výrobce stanovený materiál. Doba dodání se výrazně liší – běžné tloušťky hliníku a oceli jsou obvykle dodány během několika dnů, zatímco speciální slitiny nebo neobvyklé tloušťky mohou vyžadovat týdny. Kvalitní výrobci ověřují specifikace dodaného materiálu, kontrolují tloušťku, složení slitiny a stav povrchu před zahájením zpracování.
- Výroba laserového řezání: Samotný řezání probíhá pozoruhodně rychle ve srovnání s dobou přípravy. Jak uvádí Steelway, jakmile jsou pokyny nahrány do laserového řezacího stroje, soustředěný paprsek přesně sleduje všechny specifikace bez lidského zásahu – řezací hlava se pohybuje automaticky podle potřeby. Tato bezdotyková přesnost zajišťuje, že díly pro vaše individuální kovové tabule vyřezané laserem vycházejí přesně podle programu, ať už objednáte pět kusů nebo pět set.
- Dodatečné zpracování a úprava povrchu: Syrové řezané díly obvykle vyžadují dodatečnou práci. Odstraňování otřepů odstraňuje ostré hrany. Ohýbání nebo tváření přeměňuje ploché díly na trojrozměrné tvary. Příprava povrchu – čištění, leptání nebo proudové čištění – připravuje díly na dokončovací úpravy. Následuje požadovaná úprava povrchu: nátěr práškovou směsí, anodická oxidace, pokovování nebo jiné povrchové úpravy, které chrání a vylepšují vzhled vaší práce.
- Kontrola kvality: Před odesláním zkontrolují renomovaní výrobci hotové díly podle specifikací. Kontrola zahrnuje ověření rozměrů, posouzení kvality povrchové úpravy a vizuální kontrolu hledání vad. Podle společnosti West River Welding obvykle opatření kontroly kvality zahrnují komplexní postupy inspekce a zkoušek prováděné během různých etap výroby.
- Balení a dodání: Správné balení zabraňuje poškození při přepravě, které by mohlo zhatit týdny pečlivé práce. Hotové laserem řezané kovové tabule a panely vyžadují ochranu proti škrábancům, vrypům a vlhkosti během přepravy. Váš výrobce by měl při kalkulaci nabídky vysvětlit svůj přístup k balení a možnosti dopravy.
Kontrolní body kvality během výroby
Jak poznáte, že váš výrobce dodává kvalitní práci? Hledejte tyto ukazatele v každé fázi výroby:
Indikátory kvality před výrobou:
- Kladou otázky upřesňující vaše použití, nikoli jen rozměry
- Poskytují zpětnou vazbu DFM, která identifikuje potenciální problémy ještě před řezáním
- Potvrzují specifikace materiálu písemně, včetně slitiny a tepelného zpracování
- Nabízejí vzorky nebo reference podobných dřívějších projektů
Indikátory kvality během výroby:
- Řezané hrany jsou čisté a rovnoměrné – žádný nadměrný strus, otřepy ani změna barvy
- Rozměrová přesnost odpovídá specifikacím v rámci uvedených tolerancí
- Složitá geometrie se přesně reprodukuje bez deformací
- Materiál nevykazuje zkroucení, zejména na velkých panelech nebo tenkých třísni
Indikátory kvality povrchové úpravy:
- Nátěr je rovnoměrný, bez míst s nižší vrstvou, odkapávání nebo nepokrytých ploch
- Barva odpovídá schváleným vzorkům nebo stanoveným standardům RAL/Pantone
- Povrchová struktura zůstává konzistentní napříč všemi díly vaší objednávky
- Otvrzení a hrany dílů mají kompletní povlak bez hromadění materiálu
Zásadní otázky, které byste měli položit potenciálním výrobcům
Než se zavážete k jakémukoli výrobci pro váš projekt laserem řezaných kovových nápisů, tyto otázky odhalí jejich možnosti, postupy a angažovanost ve vztahu ke kvalitě:
- Jaké jsou vaše schopnosti a vybavení? Podle West River Welding , pochopení typů materiálů, se kterými umíte pracovat – jako je ocel, hliník nebo speciální slitiny – pomáhá zajistit, že budete schopni splnit jedinečné požadavky vašeho projektu. Zeptejte se na typy laserů (vláknové vs. CO2), rozměry pracovního pole a maximální tloušťky materiálu.
- Můžete poskytnout reference nebo studie případů? Zkušenosti minulých klientů svědčí o spolehlivosti a kvalitě práce. Požádejte o příklady projektů podobných vašemu – pokud úspěšně dodali srovnatelné práce, pravděpodobně uspějí i ve vašem projektu.
- Jak zajistíte kontrolu kvality? Kvalitní výrobci popisují konkrétní postupy kontrol a zkoušek prováděných během jednotlivých fází výroby. Vágní odpovědi naznačují nekonzistentní procesy.
- Jaké jsou vaše běžné dodací lhůty? Pochopení doby dodání poskytuje prvotní odhad efektivity a řízení zátěže. Zeptejte se konkrétně na rozsah vašeho projektu a stávající zálohu zakázek.
- Jaké tolerance zaručujete? Odborní výrobci uvádějí specifické rozměrové tolerance—obvykle ±0,005" až ±0,010" pro laserové řezání. Vyhněte se výrobcům, kteří nemohou nebo nechtějí dodržet měřitelné standardy.
- Jak nakládáte se soubory, které je třeba upravit? Jejich odpověď odhalí, zda jednoduše odmítnou problematické soubory, nebo budou spolupracovat na dosažení vašeho záměru v rámci výrobních omezení.
- Jaké možnosti úpravy povrchu nabízíte interně a co outsourcujete? Interní úprava povrchu obvykle znamená kratší dodací lhůtu a lepší kontrolu kvality. Outsourcing způsobuje prodloužení dodací doby a potenciální komunikační mezery.
- Jak balíte a expedujete hotové díly? Tato často opomíjená otázka odhaluje pozornost k detailu. Kvalitní výrobci popisují konkrétní metody balení vhodné pro váš materiál a povrchovou úpravu.
Výrobní proces se může zdát složitý, ale každá jeho fáze má svůj účel – přeměňuje váš nápad v trvanlivou a krásnou realitu. Výrobci, kteří svůj postup transparentně vysvětlují, prokazují důvěru ve svou práci i úctu k vaší investici. Ti, kdo považují výrobu za záhadu, možná skrývají nekonzistentní kvalitu nebo zastaralé technické možnosti.
Díky znalosti výrobního postupu a správným otázkám jste připraveni efektivně posoudit potenciální partnery. Porozumění tomuto procesu je však jen jednou součástí úspěchu projektu – uplatnění osvědčených návrhových postupů specifických pro daný typ aplikace zajistí, že vaše návrhy kovových dílů vyrobených laserovým řezáním dosáhnou maximálního dopadu.

Osvědčené návrhové postupy podle typu aplikace
Prošli jste výběrem materiálu, pochopili technická omezení a zmapovali celý proces výroby. Nyní přichází čas na kreativní část – návrh laserem řezaných kovových dílů, které ve skutečnosti fungují. Ale tady je to, co většina příruček opomíjí: osvědčené postupy při návrhu nejsou univerzální. To, co vytvoří úchvatný dekorativní kovový nápis, selže jako obchodní značení. Vzor, který krásně slouží jako clona pro soukromí, může ohrozit strukturální stabilitu u velkých architektonických panelů.
Pojďme tento nedostatek napravit. Ať už vyrábíte laserem řezané ocelové nápisy pro obchod, umělecké kovové nápisy pro galerii nebo funkční mřížky pro zařízení VZT, tyto aplikačně specifické principy vám pomohou navrhovat s cílem – nikoli odhadováním.
Zásady návrhu značení pro maximální dopad
Vaše kovové značení má jediný hlavní účel: komunikaci. Každé rozhodnutí týkající se designu by mělo podporovat čitelnost, rozpoznatelnost značky a vizuální dopad ze stanovené vzdálenosti pohledu. Zní to jednoduše? Byli byste překvapeni, jak často jsou tyto základní principy obětovány kvůli estetickým prvkům, které podkopávají hlavní funkci značení.
Osvědčené postupy pro firemní a komerční laserem vyřezávané nápisy:
- Velikost písma podle vzdálenosti pohledu: Obecné pravidlo – každý palec výšky písma poskytuje přibližně 10 stop (asi 3 metry) čitelné vzdálenosti. Nápis určený pro viditelnost ze vzdálenosti 50 stop potřebuje minimálně 5 palců výšky písma. Dekorativní písma mohou vyžadovat ještě větší velikost, aby si zachovala jasnost.
- Upřednostňujte kontrast před složitostí: Podle Stealth Industry , jasnost je nezbytná při tvorbě vlastních kovových nápisů. Nadměrně složitá nebo ozdobná písma mohou být zblízka působivá, ale z dálky znemožňují čitelnost. Vyberte vhodnou velikost textu, jednoznačné styly písem a kontrastní barevné kombinace.
- Zvažte prostorové upevnění: Písmena vyřezaná laserem a namontovaná na vzdálených držácích vytvářejí stínovou hloubku, která výrazně zvyšuje viditelnost. Tato jednoduchá technika proměňuje ploché nápisy v přitažlivé prostorové displeje, aniž by výrazně zvyšovala náklady na materiál.
- Navrhněte integraci osvětlení: Pokud bude váš nápis osvětlen, plánujte to od samého začátku. Podsvícení LED, okrajové osvětlení a efekt halo vyžadují různé konstrukční úvahy – velikost výřezů, upevňovací prvky a průhlednost materiálu ovlivňují konečný efekt.
- Přizpůsobte hmotnost materiálu způsobu uchycení: Těžký nápis z nerezové oceli vyžaduje pevné upevňovací prvky. Návrh velkého nápisu bez ohledu na skutečné podmínky instalace vede k nákladným inženýrským řešením nebo, co je horší, k bezpečnostním rizikům.
Běžné chyby u projektů dekorativních kovových nápisů:
- Použití šerifových písem malé velikosti – jemné detaily během řezání mizí
- Zapomínání, že negativní prostor (výřezy) určuje design stejně jako plné plochy
- Ignorování toho, jak prášková smaltování přidává tloušťku a může zaplnit jemné detaily
- Navrhování bez zohlednění toho, jak se stíny projeví na montážní ploše
Značky s laserovým gravírováním nabízejí alternativu, když váš návrh vyžaduje jemné detaily, které nelze dosáhnout řezáním. Povrchové gravírování zachovává složité vzory a zároveň udržuje strukturální integritu – ideální pro detailní loga, QR kódy nebo dekorativní okraje kolem vyříznuté typografie.
Architektonické panely s funkcí
Velkoformátové architektonické aplikace vyžadují více než estetickou přitažlivost – potřebují inženýrský cit pro konstrukci. Nádherný vzor, který funguje v měřítku stolní desky, se při zvětšení na fasády budov může prohnout, zkroucení nebo úplně selhat.
Doporučené postupy pro architektonické panely a clony pro soukromí:
- Udržujte konzistentní šířku můstků: Plný kov mezi výřezy (můstky) zajišťuje strukturální stabilitu. Různá šířka můstků napříč panelem vytváří nerovnoměrné rozložení napětí a potenciální deformace. Udržujte můstky konzistentní a nepoužívejte užší, než jsou doporučené minimální rozměry pro váš materiál a tloušťku.
- Zohledněte tepelnou roztažnost: Velké kovové panely se s měnící se teplotou roztahují a smršťují. Montážní systémy musí tuto změnu kompenzovat – tuhá fixace způsobuje vlnění. Navrhněte uchycení tak, aby umožňovalo kontrolovaný pohyb.
- Vypočítejte procento otevřené plochy: Otevřenost vzoru ovlivňuje větrovní zatížení, propustnost světla a soukromí. Doložte procento otevřené plochy vašeho návrhu a ověřte, že splňuje požadavky projektu před zahájením výroby.
- Zvažte orientaci vzoru: Horizontální vzory se chovají jinak než vertikální pod vlivem gravitace a větrného zatížení. Orientace panelu během instalace by měla odpovídat zamýšlenému návrhu.
- Uveďte vhodnou tloušťku plechu: Podle MakerVerse pomáhá dodržení vzdálenosti řezné geometrie alespoň dvakrát větší než je tloušťka plechu vyhnout se deformacím. Větší panely obvykle vyžadují větší tloušťky materiálu, aby byla zachována rovinnost – nepodceňujte konstrukční požadavky.
Doporučené postupy pro dekorativní stěnové umění a interiérové prvky:
- Navrhujte s ohledem na úhel pohledu: Stěnové prvky jsou obvykle vnímány čelně, zatímco instalace ve stropě jsou viděny shora dolů. Hustota vzoru a měřítko detailů by měly odpovídat hlavnímu úhlu pohledu.
- Plánujte efekty zpodsvícení: Interiérové panely často zahrnují osvětlení. Zvažte, jak bude světlo procházet otvory – menší a hustší perforace vytvářejí rozptýlené světlo, zatímco větší otvory promítají výrazné stínové vzory.
- Vyvažte plnou a prázdnou plochu: Nejpůsobivější kovové umělecké nápisy dosahují vizuální harmonie mezi plným kovem a vyříznutými plochami. Žádná z nich by neměla druhou převyšovat, pokud tento nesoulad neslouží konkrétnímu designovému účelu.
- Zvažte povrchovou úpravu materiálu: Interiérové aplikace mohou předvádět materiály jako měď a mosaz, které s časem získávají charakter. Navrhujte s ohledem na tento vývoj – počáteční vzhled se liší od krásy po stárnutí.
Osvědčené postupy pro funkční mřížky a kryty ventilace:
- Zajistěte dostatečnou plochu pro průtok vzduchu: Dekorativní vzory musí zachovávat dostatečnou otevřenou plochu – obvykle 50 % nebo více u přívodních otvorů. Nádherné vzory, které omezují proudění vzduchu, negativně ovlivňují výkon klimatizace a větrání.
- Vyhněte se geometriím, které snadno zachycují nečistoty: Horizontální drážky se zanášejí prachem rychleji než vertikální otvory. Radiální nebo diagonální vzory často dobře kombinují estetiku s praktickými aspekty údržby.
- Navrhněte tak, aby bylo možné demontovat: Mřížky vyžadují pravidelné čištění nebo přístup k systémům za nimi. Zahrňte upevňovací prvky umožňující snadné odstranění bez nástrojů a bez poškození.
Jak se vyhnout běžným chybám a omylům
Po prohlédnutí tisíců projektů laserem řezaného kovu se určité chyby opakují. Pochopení těchto úskalí vám pomůže vyhnout se nákladným opravám:
Mylná představa: Více detailů znamená lepší návrh.
Skutečnost: Nadměrný počet detailů prodlužuje čas řezání, zvyšuje náklady a často se rychleji opotřebuje během dokončovacích úkonů. Strategické zjednodušení často zlepšuje jak estetiku, tak trvanlivost. Mějte na paměti, že návrhy laserem řezaných kovových prvků jsou určeny k pozorování z dálky – mikrodetaily viditelné v softwaru pro počítačové navrhování (CAD) v reálné instalaci zmizí.
Mylná představa: Jakýkoli vektorový soubor je připraven k výrobě.
Skutečnost: Návrhové soubory vyžadují pro laserové řezání specifickou přípravu. Překrývající se čáry způsobují dvojité řezy. Otevřené trajektorie mate software pro řezání. Text je nutné převést na obrysy. Podle společnosti MakerVerse není správná příprava souborů volitelná – má přímý dopad na kvalitu řezu i na efektivitu výroby.
Mylná představa: Výběr materiálu je čistě estetickou záležitostí.
Realita: Různé kovy reagují odlišně na identické návrhy. Motiv, který se krásně řeže z hliníku, se může zkreslit u mědi kvůli rozdílům v tepelné vodivosti. Výběr materiálu a vývoj návrhu by měly probíhat současně, nikoli postupně.
Omyl: Úprava povrchu skrývá konstrukční nedostatky.
Realita: Barevné nátěry a jiné úpravy povrchu ve skutečnosti zdůrazňují nedokonalosti. Ostřejší hrany se stávají výraznějšími. Pokroucené panely zůstávají pokroucené. Kvalitní úprava povrchu zdokonaluje kvalitní řezání – nemůže nahradit špatnou výrobu.
Spolupráce s designery vs. samostatné přístupy
Kdy si máte najmout profesionálního дизайнéra a kdy můžete návrh s jistotou zvládnout sami? Nejjasnější orientaci poskytuje složitost projektu:
Projekty vhodné pro samostatné zpracování:
- Jednoduché geometrické vzory s konzistentními prvky
- Textové nápisy pomocí běžných písem
- Upravené existující návrhy na nové rozměry
- Jednotlivé kusy s jasnými referenčními příklady
- Osobní projekty, kde záleží víc na učení než na dokonalosti
Doporučený profesionální návrh:
- Práce s identitou značky vyžadující výrazný vizuální jazyk
- Rozsáhlé architektonické instalace s konstrukčními požadavky
- Složité vzory vyžadující inženýrskou analýzu
- Výroba ve velkém měřítku, kde optimalizace výrazně ovlivňuje náklady
- Projekty s konkrétními požadavky na výkon (průtok vzduchu, propustnost světla, nosnost)
Investice do profesionálního návrhu se často vrátí díky optimalizovanému využití materiálu, snížení počtu revizí a lepším konečným výsledkům. Při hodnocení návrhářů hledejte zkušenosti přímo s laserově řezaným kovem – dovednosti v grafickém designu automaticky neznamenají porozumění výrobním omezením.
U přesných projektů výroby kovových dílů vyžadujících komplexní podporu při konstrukci pro výrobu jsou výrobci jako Shaoyi poskytnout doprovodné pokyny DFM, které pomáhají optimalizovat návrhy z hlediska efektivity výroby. Tento druh odborného vstupu je neocenitelný, když váš návrh musí vyvažovat estetické cíle s výrobními realitami – zkušení výrobci rozumí omezením materiálů, která mohou čistě vizuální designéři přehlédnout.
Kontrolní seznam pro návrh před odesláním souborů
Před odesláním návrhu do výroby ověřte tyto klíčové prvky:
- Veškerý text převeden na obrysy/cesty
- Žádné překrývající se ani duplicitní čáry
- Všechny tvary jsou plně uzavřené
- Minimální velikosti prvků splňují požadavky materiálu
- Šířka mostů je dostatečná pro strukturální stabilitu
- Jednotky souboru odpovídají zamýšleným rozměrům
- Návrh je měřítkem přizpůsoben skutečné výrobní velikosti
- Montážní prvky zahrnuty tam, kde jsou potřeba
- Procento otevřené plochy dokumentováno (pro funkční aplikace)
- Materiál a povrchová úprava jsou uvedeny v doprovodné dokumentaci
Tento systematický přístup odhalí problémy, které způsobují zpoždění výroby a překročení nákladů. Dodatečná hodina strávená důkladnou kontrolou souborů často ušetří dny revizních cyklů.
Poté, co zvládnete osvědčené postupy návrhu pro vaši konkrétní aplikaci, zbývá jedno klíčové rozhodnutí: výběr vhodného výrobního partnera, který přemění váš optimalizovaný návrh ve skvělou realitu. Kritéria pro tuto evaluaci – a otázky, které odhalí skutečnou kvalifikaci – si zasluhují plné pozornosti.
Výběr správného výrobního partnera
Ovládli jste materiály, pochopili omezení, optimalizovali svůj návrh a vymezili výrobní proces. Nyní přichází rozhodnutí, které určí, zda se všechna tato příprava promění ve skvělé výsledky nebo frustrující zklamání: výběr vašeho výrobního partnera. Tato volba je důležitější, než si většina zákazníků uvědomuje – stejný soubor s návrhem může vést k velmi odlišným výsledkům v závislosti na tom, kdo váš výrobek vyřeže, odeslal a doručí.
Představte si to takto: zkušený výrobce promění dobré návrhy v mimořádné kovové tabule a panely. Průměrný výrobce naopak zeslabí i geniální koncepty. Ať už vyrábíte osobní kovové tabulky pro zvláštní příležitost nebo venkovní kovové tabulky na míru pro trvalou viditelnost značky, výběr partnera přímo ovlivňuje kvalitu, dodržení termínů a celkový úspěch projektu.
Hodnocení poskytovatelů služeb laserového řezání
Ne každý výrobce si zaslouží vaši zakázku. Tyto kritéria hodnocení vám pomohou rozlišit skutečné partnery od pouhých příjemců objednávek, kteří by mohli váš projekt ohrozit:
- Osvědčení průmyslových norem a systémy kvality: Osvědčení prokazují závazek dodržováním konzistentní kvality. Podle Xometry osvědčení ISO 9001 potvrzuje dodržování standardizovaných systémů řízení kvality, které zajišťují stopovatelnost, dokumentaci a excelenci procesů. U přesných kovových komponent vyžadujících automobilové standardy kvality výrobci jako Shaoyi nabízejí certifikaci IATF 16949 – přísný rámec kvality pro automobilový průmysl, který omezuje výskyt vad a snižuje odpad. Hledejte výrobce, kteří dokážou doložit své postupy zajištění kvality, nikoli je pouze tvrdit.
- Doby dodání a reakční doba: Jak rychle dokážou nabídnout cenu za váš projekt? Jak rychle dodají hotové díly? Podle TMCO poskytuje pochopení dodacích lhůt první ukazatel efektivity a řízení pracovní zátěže. Kvalitní výrobci nabízejí možnost rychlého prototypování do 5 dnů a udržují průběžnou transparentní komunikaci během celé výroby. Shaoyi například poskytuje cenovou nabídku do 12 hodin – což demonstruje reakční schopnost, kterou byste měli očekávat od vážných partnerů.
- Možnosti materiálů a skladové zásoby: Má výrobce na skladě materiály, které potřebujete, nebo bude nákup znamenat prodloužení vašeho časového plánu o týdny? Komplexní nabídka materiálů indikuje hloubku výrobních možností. Před závazkem ověřte, zda zvládají konkrétní typ kovu, rozsah tlouštěk a požadované množství.
- Možnosti dokončování povrchů: Vnitropodnikové dokončování zjednodušuje výrobu a udržuje kontrolu kvality. Podle TMCO každý krok řízený pod jednou střechou minimalizuje prodlevy, zlepšuje konzistenci a zajišťuje odpovědnost v celém procesu. Zeptejte se konkrétně, zda práškové nátěry, anodická oxidace nebo povlakování probíhají na místě nebo jsou outsourcovány.
- Služby podpory při návrhu: Nejlepší partneři ve výrobě nabízejí více než pouhé řezání – poskytují analýzu vhodnosti pro výrobu (DFM), která optimalizuje váš návrh pro výrobní proces. TMCO uvádí, že efektivní dodavatelé klíčových řešení nesledují pouze výkresy – spolupracují od samého začátku, nabízejí CAD/CAM modelování, možnosti prototypování a inženýrské poradenství, aby zlepšili výkon a snížili odpad.
- Výbava a technologie: Moderní vláknové lasery, pokročilé CNC systémy a robotická automatizace signalizují investice do kvality a efektivity. Podle TMCO závisí přesná výroba značně na správném vybavení – pokročilá technologie umožňuje rychlejší výrobní cykly, přesnější tolerance a lepší opakovatelnost.
- Škálovatelnost: Dokážou zvládnout jediný prototyp a později rozšířit na produkční množství? TMCO zdůrazňuje, že nejlepší partneři udržují robustní sítě dodavatelských řetězců a flexibilní výrobní kapacity, aby byli schopni reagovat na měnící se požadavky – ať už potřebujete jednu nebo tisíce kusů.
- Komunikace a transparentnost projektu: Jasná komunikace často určuje úspěch projektu. Hledejte vyhrazené manažery projektu, pravidelné aktualizace pokroku a proaktivní řešení problémů. Výrobci, kteří s vaším projektem nakládají jako s černou skříňkou, mohou skrývat nekonzistentní procesy.
Zahájení vašeho projektu vlastního kovového designu
V průběhu tohoto průvodce jste vytvořili komplexní rozhodovací rámec. Tady je, jak všechno souvisí:
Shrnutí vašeho rozhodovacího rámce:
- Výběr materiálu vyvažuje odolnost proti korozi, hmotnost, náklady a estetické cíle ve vztahu k vašim konkrétním aplikačním požadavkům
- Návrhová omezení určují, co je fyzicky proveditelné – minimální velikosti prvků, šířky můstků a ohledy na šířku řezu, které přeměňují kreativní koncepty na vyrábětelnou realitu
- Osvědčené postupy specifické pro danou aplikaci zajistí, že váš návrh bude plnit svou zamýšlenou funkci, ať už jde o komunikaci značky, clonění soukromí nebo architektonický dopad
- Výběr povrchové úpravy chrání vaši investici po desetiletí, přizpůsobeno působení životního prostředí a očekáváním údržby
- Hodnocení partnera identifikuje výrobce s certifikacemi, schopnostmi a angažovaností potřebnými k naplnění vaší vize bez chyb
Vaše další kroky podle stádia projektu:
Pokud stále prozkoumáváte možnosti:
- Shromážděte inspirační obrázky zobrazující styly, materiály a aplikace, které vás oslovují
- Definujte požadavky na svůj projekt: rozměry, prostředí, rozpočtový rámec a časový plán
- Prostudujte si tabulky srovnání materiálů a povrchových úprav, abyste zúžili své možnosti
- Zvažte, zda potřebujete odbornou pomoc při návrhu, nebo zda soubory připravíte sami
Pokud máte návrhový koncept připravený:
- Ověřte, že váš návrh splňuje technická omezení uvedená v tomto průvodci
- Připravte výrobně připravené soubory ve formátu DXF s čistou geometrií
- Dokumentujte své specifikace: materiál, tloušťka, povrchová úprava a množství
- Identifikujte tři až pět potenciálních výrobců odpovídajících požadavkům vašeho projektu
Pokud jste připraveni požádat o cenové nabídky:
- Zašlete identické specifikace více výrobcům pro přesné porovnání
- Položte otázky hodnocení uvedené dříve – odpovědi odhalí skutečné schopnosti
- Vyžádejte si vzorky nebo reference podobných dřívějších prací
- Vyčíslete celkovou hodnotu – nejen cenu – včetně zajištění kvality, rychlosti dodání a komunikace
- Potvrďte všechny specifikace písemně před zahájením výroby
Vaše cesta návrhu laserem řezaného kovu se nekončí ve výrobě – tam teprve začíná. Kovový štítek, architektonický panel nebo dekorativní prvek, který dnes vytvoříte, se stane součástí budov, značek a prostor na mnoho let dopředu. Použitím znalostí uvedených v tomto průvodci zajistíte, že tato investice přinese trvalou hodnotu: přesnost, která ctí váš nápad, odolnost, jež vydrží reálné podmínky, a krása, která upoutá pozornost od prvního do desátého roku.
Cesta od první kresby po bezchybné doručení je nyní jasná. Váš další krok? Učiňte jej.
Nejčastější dotazy o laserem řezaných kovových návrzích
1. Jaké materiály lze použít pro laserové řezání kovových štítků a panelů?
Laserové řezání vynikajícím způsobem zvládá hliník, nízkouhlíkovou ocel, nerezovou ocel, mosaz a měď. Hliník nabízí lehkost, odolnost a přirozenou odolnost proti korozi, díky čemuž je ideální pro venkovní značení. Nerezová ocel zajišťuje nevyrovnatelnou životnost v extrémních prostředích. Mosaz a měď poskytují teplý estetický dojem s přirozeným vývojem patiny, což je dokonalé pro dekorativní aplikace. Vláknové lasery zvládají odrážející kovy, jako je hliník a měď, obzvláště dobře, zatímco jak CO2, tak vláknové lasery dosahují čistých řezů na oceli. Výběr materiálu by měl odpovídat expozici vašeho projektu v daném prostředí, požadavkům na hmotnost a rozpočtovým omezením.
2. Jak najdu laserem řezané kovové tabule poblíž mě?
Při vyhledávání místních služeb laserového řezání hodnoťte výrobce podle jejich certifikací (ISO 9001 nebo IATF 16949 pro přesné práce), možností zařízení (vláknové vs. CO2 lasery), dostupných materiálů a dokončovacích služeb. Požadujte vzorky dřívějších prací podobných vašemu projektu. Kvalitní výrobci nabízejí analýzu DFM (Design for Manufacturing), průhlednou komunikaci a jasné časové rámce dodání. Pro přesnost na úrovni automobilového průmyslu poskytují výrobci jako Shaoyi kvalitu certifikovanou podle IATF 16949 s návratností cenové nabídky do 12 hodin a komplexní podporou DFM.
3. Jaká je minimální velikost prvku u konstrukcí z plechu řezaných laserem?
Minimální rozměry prvků závisí na typu a tloušťce materiálu. Obecně by měl být minimální průměr otvoru roven nebo větší než tloušťka materiálu pro čisté výsledky. U hliníku o tloušťce 1 mm lze očekávat minimální prvky kolem 0,020 palců, u nerezové oceli o tloušťce 3 mm přibližně 0,045 palců. Šířka můstku mezi výřezy musí zajistit strukturální stabilitu – obvykle 0,030 až 0,080 palců v závislosti na kalibru. Šířka řezu (materiál odstraněný laserem) se pohybuje od 0,006 do 0,040 palců, což znamená, že jakýkoli prvek menší než šířka řezu během řezání zmizí.
4. Kolik stojí výroba kovových cedulí vyřezaných laserem na míru?
Náklady na laserové řezání závisí na typu a tloušťce materiálu (hliník je levnější než nerezová ocel), složitosti designu (více výřezů prodlužuje dobu řezání), celkové délce řezu, objednaném množství a požadavcích na úpravu povrchu. Tlustší materiály vyžadují pomalejší řezací rychlost, což prodlužuje čas stroje. U velkých sérií klesají náklady na kus, protože se nastavovací náklady rozloží na větší počet dílů. Efektivní rozmístění dílů na plechu maximalizuje využití materiálu a snižuje odpad. Neobvyklé návrhy ospravedlňují vyšší náklady, pokud jedinečné vizuální prvky podporují firemní identitu nebo pokud architektonická integrace vyžaduje specifické vzory.
5. Jaké možnosti úpravy povrchu chrání laserem řezaný kov venku?
Smaltování nabízí vynikající odolnost proti opotřebení a nárazům s neomezenými možnostmi barev, trvá 15–20+ let venku. Anodizace typu 2 (pouze hliník) vytváří tenký, tvrdý povrch ideální pro stavební aplikace. Tvrdá anodizace typu 3 poskytuje výjimečnou odolnost proti opotřebení ve vysokém provozu nebo námořních prostředích. Zinkování ponorem chrání ocel silnými vrstvami zinku po dobu 25–50+ let díky obětavé ochraně proti korozi. Pro pobřežní prostředí zkombinujte zinkování ponorem s topcoatem z práškového smaltování pro maximální ochranu proti mořskému mlhovému prostředí.