 Malé dávky, vysoké standardy. Naše služba rychlého prototypování umožňuje ověřování rychleji a snadněji —
Malé dávky, vysoké standardy. Naše služba rychlého prototypování umožňuje ověřování rychleji a snadněji —

Klíčové techniky kontroly integrity automobilových nástrojů

SHRNUTÍ
Účinná kontrola automobilových forem vyžaduje komplexní strategii kombinující více technik. Proces zahrnuje základní manuální metody, jako jsou vizuální a hmatové kontroly, až po pokročilé, vysoce přesné měřicí metody s využitím souřadnicových měřicích strojů (CMM) a 3D skenování pro absolutní rozměrovou přesnost. Kromě toho je nedestruktivní zkoušení (NDT) nezbytné pro posouzení vnitřní integrity materiálu formy bez jejího poškození, čímž se zajišťuje jak kvalita, tak dlouhá životnost.
Základní metody kontroly: manuální a vizuální techniky
První linie obrany při kontrole kvality automobilových nástrojů spočívá v základních manuálních a vizuálních kontrolních metodách. Tyto metody jsou nákladově efektivní, rychlé a slouží jako nezbytná předběžná kontrola před použitím složitějších technologií. Vizuální kontrola je nejpřímější metodou, která se používá k identifikaci makroskopických vad a jakýchkoli zjevných abnormalit u dílů získaných tvářením nebo samotného nástroje. Tato metoda spoléhá na vyškolený zrak kontrolora, který dokáže odhalit problémy, jež by mohly ohrozit kvalitu finálního produktu.
Na základě základních vizuálních kontrol poskytují některé hmatové a rozšířené vizuální metody hlubší poznatky. Při tzv. 'testu dotekem' zkušený inspektor používá kontaktní rukavice a hmatem prozkoumává povrch raznice, aby zjistil jemné vady, které nemusí být na první pohled viditelné. Pro nalezení malých propíchnutí nebo vln je velmi účinná 'kontrola nátěrem oleje'; na povrch raznice se nanese tenká, rovnoměrná vrstva oleje a tento povrch se zkoumá pod silným světlem, čímž se zviditelní drobné vady. Další technikou je leštění povrchu pružnou gázou nebo brusným kamenem, které může odhalit těžko viditelné jamky, prohlubně a další povrchové nerovnosti pozorováním toho, jak materiál reaguje na abrazivní účinek.
Standardní vizuální kontrolní postup je klíčovou součástí údržby nástrojů. Před každým výrobním cyklem by měla být provedena důkladná kontrola ve dobře osvětleném prostředí, často s použitím zvětšovacích pomůcek, aby se zajistilo, že nástroj je volný od nečistot a poškození. Mezi hlavní kontrolní body patří prohlídka celého povrchu na praskliny, odštěpení nebo změnu barvy a zvláště pečlivá kontrola pracovních ploch a hran na známky opotřebení nebo zaoblení, často označované jako houbení. Tento preventivní přístup pomáhá zachytit potenciální problémy v rané fázi, čímž se předejde nákladnému výpadku provozu a zajišťuje se stálá kvalita dílů.
| Technická | Hlavní účel | Hlavní detekované vady | Omezení |
|---|---|---|---|
| Vizuální kontrola | Identifikujte zřejmé makroskopické vady | Praskliny, změna barvy, koroze, usazování | Nedokáže detekovat vnitřní ani mikroskopické vady; závisí na dovednostech kontrolora |
| Test dotykové funkce | Detekce jemných povrchových vad | Drobné prohlubnění, nerovné povrchy | Velmi závislé na zkušenostech a citlivosti kontrolora |
| Kontrola olejového povlaku | Zvýraznění velmi malých povrchových vad | Malé propíchnutí, vlnění, mělké zatlačeniny | Vyžaduje čistý povrch a vhodné osvětlení pro dosažení účinnosti |
| Brusný kámen/Gauze leštění | Odhalí důlky a zatlačeniny | Důlky, zatlačeniny, drsnost povrchu | Může být abrazivní; musí se používat opatrně, aby nedošlo k poškození povrchu formy |
Vysokopřesná metrológie: CMM a 3D skenování
Pro odvětví jako je automobilový průmysl, kde přesnost je nepostradatelná, následují po základních kontrolách pokročilé metody metrológie. Ověřování vysoce přesného nástroje vyžaduje použití sofistikovaného vybavení, aby bylo zajištěno, že každá součást splňuje přesné specifikace. Měřicí zařízení s označením CMM (Coordinate Measuring Machine) je již dlouhou dobu základním prvkem pro tento účel. CMM používá hmatík k získávání přesných datových bodů na povrchu formy, které jsou následně porovnány s původním CAD modelem za účelem ověření geometrických tolerancí a rozměrové přesnosti. Tato metoda je mimořádně přesná pro ověřování kritických rozměrů.
V posledních letech se 3D skenování ukázalo jako účinná alternativa a doplněk k CMM. Na rozdíl od sběru dat po bodech u CMM zachycuje 3D skener miliony datových bodů, čímž vytváří kompletní digitální model s vysokou hustotou, který pokrývá celý povrch nástroje. Tato komplexní povrchová data umožňují vytvoření podrobných 3D zpráv o inspekci, které jsou často vizualizovány ve formě barevných map (chromatogramů), jasně ukazujících jakékoli odchylky od konstrukčních specifikací. To usnadňuje identifikaci jemných zkreslení, povrchových vad nebo opotřebení, které by mohly uniknout měření založenému na jednotlivých bodech.
Pracovní postup při inspekci vysoké přesnosti obvykle zahrnuje několik klíčových kroků. Nejprve jsou shromážděna data, a to buď pomocí CMM dotekové sondy, nebo 3D skenováním. Tato hrubá data jsou následně zpracována a zarovnána s původním CAD modelem. Nakonec je provedena podrobná analýza za účelem identifikace oblastí, které přesahují stanovené tolerance. Společnosti specializující se na výrobu vysoce kvalitního nářadí, jako například Shaoyi (Ningbo) Metal Technology Co., Ltd. , spoléhají na tyto pokročilé metody měření a simulační metody CAE, aby zajistily, že jejich vlastní tvářecí nástroje pro automobilový průmysl splňují přísné normy IATF 16949 požadované OEM zákazníky a dodavateli první úrovně.
| Funkce | Koordinátový měřící stroj (CMM) | 3D skenování |
|---|---|---|
| Metoda sběru dat | Dotyk fyzické sondy na konkrétních bodech | Bezkontaktní optické nebo laserové skenování zachycuje miliony bodů |
| Bohatost dat | Poskytuje vysoce přesná data pro konkrétní, předem definované body | Vytváří kompletní, hustý 3D model celého povrchu |
| Rychlost | Pomalejší, protože měří bod po bodu | Rychlejší, rychle zachycuje rozsáhlé plochy |
| Nejlepší pro | Ověřování kritických rozměrů, geometrických tolerancí a hranatých tvarů | Kontrola složitých povrchů, identifikace zkreslení a vytváření barevných map odchylek |
Analýza integrity materiálu: destruktivní versus nedestruktivní zkoušení (NDT)
Kromě rozměrové přesnosti je rozhodující strukturální integrita materiálu automobilové formy. Pro její hodnocení existují dva hlavní přístupy: destruktivní a nedestruktivní zkoušení. Destruktivní zkoušení, jak název napovídá, spočívá ve fyzickém zničení vzorku součásti za účelem měření jejích vlastností, jako je pevnost materiálu. Může zahrnovat lámání, pilování nebo drtí litiny v oblastech, kde se očekávají vady, například dutiny. Ačkoli poskytuje jednoznačná data o mezích vzorku, hlavní nevýhodou je, že testovaná součást již není použitelná, což znamená, že lze provádět pouze na malé výběry, nikoli na každou jednotlivou součástku.
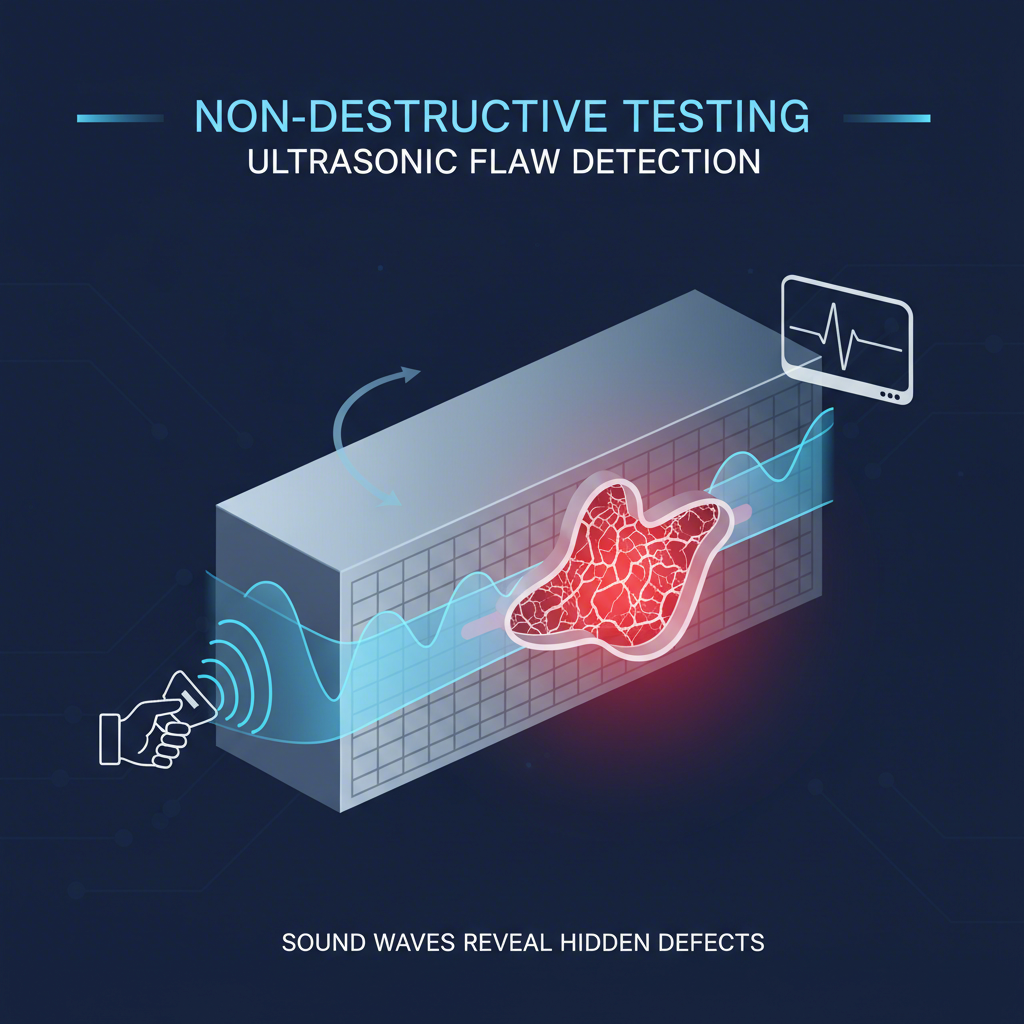
Pro překonání tohoto omezení je v oblasti zajišťování kvality při výrobě nástrojů široce upřednostňováno nedestruktivní testování (NDT). Metody NDT umožňují inspektorům prohlížet nástroj na přítomnost vnitřních nebo povrchových vad bez jakéhokoli poškození, což umožňuje 100% kontrolu kritických komponent. Tyto techniky jsou nezbytné pro identifikaci skrytých vad, které by mohly vést ke katastrofálnímu selhání během výroby. Poskytují pohled do vnitřní struktury materiálu a zajišťují, že je volný od nekonzistencí, které by mohly ohrozit jeho výkon při obrovském tlaku.
Několik metod NDT je obzvláště relevantních pro automobilové nástroje. Test magnetickými částicemi se používá u feromagnetických materiálů, jako je železo a ocel, k detekci povrchových a téměř povrchových trhlin. Součást se zmagnetizuje a nanáší se na ni jemné železné částice; jakékoli trhliny naruší magnetické pole, čímž způsobí hromadění částic a odhalí vadu. U nemagnetických materiálů Zkouška kapilárními prostředky se používá. Na povrch se nanese barevné nebo fluoreskující kapalné barvivo, které pronikne do jakýchkoli trhlin. Poté, co je odstraněn přebytek, aplikuje se vyvolávací prostředek, který vytáhne penetrující látku zpět a udělá tak trhlinu viditelnou. Pro zjištění vnitřních vad Ultrazvukové testování využívá ultrazvukové vlny o vysoké frekvenci, které se šíří materiálem a odrážejí se od vad nebo zadní stěny, což umožňuje technikům lokalizovat a určit velikost vnitřních dutin či inkluzí.
Hodnocení stavu tvářecí formy a údržba: Zajištění dlouhověkosti a výkonu
Proces inspekce nekončí, jakmile je forma uvedena do provozu. Systémové hodnocení použitých forem je klíčové pro udržení výkonu, zajištění kvality výrobků a prodloužení životnosti nástroje. Posouzení stavu je preventivní proces vyhodnocování použitých forem za účelem identifikace opotřebení a poškození dříve, než dojde k poruchám ve výrobě. Tento proces zahrnuje kombinaci vizuálních a rozměrových kontrol prováděných u nových forem, ale s konkrétním zaměřením na účinky provozního namáhání v průběhu času.
Při prohlídce použité matrice je několik klíčových kontrolních bodů zásadního významu. Je nutné provést důkladnou kontrolu povrchu, často pod zvětšením, aby bylo možné identifikovat běžné vady vznikající opakovaným používáním. Mezi ně patří:
- Odlamování a praskání: Často způsobeno nadměrnou silou nebo nesprávným zarovnáním.
- Žluté: Poškození povrchu způsobené třením a přenosem materiálu mezi razníkem a maticí.
- Opotřebení a rozšíření hrotu: Zaoblení nebo deformace pracovních hran a hrotů způsobené vysokým namáháním.
- Vznik jamky a koroze: Degradace povrchu, která může ovlivnit jak kvalitu povrchu dílce, tak celkovou integritu matrice.
Komplexní program údržby je nezbytný pro zmírnění těchto problémů. Jasné doporučené postupy mohou zabránit předčasnému poškození a snížit nákladné výrobní prostoji. Správná údržba zajišťuje, že nástroj nadále pracuje ve stanovených tolerancích a během celé své životnosti vyrábí konzistentní a kvalitní díly. Dodržování strukturovaného plánu pomáhá problémy včas odhalit, umožňuje rychlé opravy nebo výměnu a nakonec chrání významnou investici, kterou vysoce kvalitní nástroj představuje.
- Pravidelné čištění: Důkladně vyčistěte nástroje vhodnými rozpouštědly, abyste odstranili veškerý olej, zbytky nebo přichycený materiál před i po použití.
- Plánované kontroly: Zavedení pevného harmonogramu pro vizuální a rozměrové kontroly, například po určitém počtu výrobních cyklů.
- Správné maření: Zajistěte dostatečné mazání během provozu, aby se minimalizovalo tření a zabránilo se zadírání.
- Přesná dokumentace: Vedete podrobné záznamy o všech kontrolách, údržbě a opravách. Tato historie pomáhá identifikovat opakující se problémy a podklady pro rozhodnutí o obnově nebo výměně.
- Správné uskladnění: Uchovávejte nástroje ve čistém, suchém prostředí s ochranným povlakem, aby nedošlo ke korozi při nečinnosti.
Strategický přístup k jakostí a životnosti nástrojů
Zajištění kvality a výkonu automobilových nástrojů není jednorázovou akcí, ale nepřetržitým, vícevrstvým procesem. Začíná základními vizuálními a manuálními kontrolami, které odhalí zjevné vady, a pokračuje vysokopřesnou měřicí technikou, jako je CMM a 3D skenování, aby byla zaručena shoda s přísnými konstrukčními tolerance. Tato kombinace zajišťuje, že nástroj je dříve, než vstoupí do výroby, dokonalý z hlediska rozměrů.
Dále potvrzuje zaměření na integritu materiálu prostřednictvím nedestruktivních i, když je to nezbytné, destruktivních zkoušek, že razník je konstrukčně pevný a schopný odolat extrémním silám při tvářecích operacích. Nakonec je důkladný hodnocení v provozu a údržbový program klíčem k maximalizaci životnosti nástroje a zajištění stálého výstupu. Integrací těchto různorodých kontrolních metod do ucelené strategie zajištění kvality mohou výrobci předcházet vadám, minimalizovat výpadky a s důvěrou vyrábět vysoce kvalitní automobilové součásti.
Nejčastější dotazy
1. Jaké jsou 4 metody kontroly?
V širším kontextu kontroly kvality se inspekce často dělí do čtyř hlavních typů podle výrobní fáze: Předvýrobní kontrola (kontrola surovin), Kontrola během výroby (sledování výroby v počáteční fázi), Předexpediční kontrola (konečná kontrola hotových výrobků před opuštěním továrny) a Dozor při nakládání kontejnerů. Pokud se však mluví konkrétně o technické kontrole položky, jako je například tvářecí nástroj pro automobilový průmysl, lze metody rozdělit do kategorií jako je vizuální kontrola, rozměrová kontrola (metrologie), zkoušení materiálu (NTD/ničivé) a funkční zkoušení.
2. Kolik stupňů existuje ve vizuální kontrole v NDT?
V kontextu nedestruktivního testování (NDT), zejména u procesů, jako je svařování, které sdílí principy s výrobou a údržbou nástrojů, se vizuální kontrola obvykle provádí ve třech klíčových fázích. Tyto fáze jsou: před zahájením procesu (např. kontrola materiálů a nastavení), během procesu (sledování okamžitých problémů) a po dokončení procesu (kontrola finálního produktu na povrchové vady). Tento víceetapový přístup zajišťuje udržení kvality po celém životním cyklu.