 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Jak vysokovýkonné tlakové lití pohání inovace v automobilovém průmyslu

SHRNUTÍ
Vysokovýkonné automobilové tlakové lití je výrobní proces, při kterém se roztavený kov, jako je hliník nebo zinek, vstřikuje do formy za extrémního tlaku. Tato metoda vyrábí pevné, lehké a velmi přesné komponenty, které jsou nezbytné pro moderní vozidla. Tato technologie je klíčová pro zlepšení palivové účinnosti, zvyšování celkového výkonu a umožňování pokročilých konstrukcí potřebných jak u vozidel se spalovacím motorem (ICE), tak u elektromobilů (EV).
Princip vysokovýkonného automobilového tlakového lití
Lití do forem v automobilovém průmyslu je základní výrobní proces, při němž se tavenou kovovou hmotu vtlačuje do reutilizovatelné ocelové formy známé jako forma, čímž vznikají složité a rozměrově přesné kovové díly. U vysokovýkonných aplikací je tento proces zdokonalen tak, aby vyráběl komponenty splňující přísné požadavky na pevnost, hmotnost a přesnost. Použití vysokého tlaku zajistí, že tavená hmota vyplní každou jemnou strukturu formy, čímž vznikne téměř finální tvar dílu, který vyžaduje minimální dodatečné opracování.
Tato technologie je klíčová pro výrobu mnoha důležitých automobilových komponent. Výrobci automobilů spoléhají na lití do forem u dílů, které jsou zároveň lehké a odolné, čímž přímo přispívají k bezpečnosti a účinnosti vozidel. Jak popisují odborníci na Autocast Inc. , tento proces je životně důležitý pro výrobu všeho, od bloků válců a skříní převodovek až po konstrukční prvky podvozku. Například tlakově lité hliníkové bloky válců snižují celkovou hmotnost motoru, což zlepšuje akceleraci a spotřebu paliva, zatímco jejich přesný design napomáhá efektivnímu odvádění tepla.
Aplikace se táhnou celým vozidlem. Mezi klíčové příklady tlakově litých dílů, na které upozorňují průmyslové analýzy od Transvalor zahrnuje:
- Komponenty motoru: Víka válců a bloky válců, které jsou lehké a robustní.
- Skříně převodovek: Tuhé a rozměrově stabilní skříně pro efektivní přenos výkonu.
- Díly podvozku a konstrukce: Závěsy zavěšení a řídicí čepy s vysokým poměrem pevnosti k hmotnosti.
- Kostry elektroniky: Ochranné kryty pro senzory, převodovky a motory.
- Brzdové komponenty: Brzdové třmeny vyžadující vysokou pevnost a přesnost z bezpečnostních důvodů.
Použití lití pod vysokým tlakem přináší řadu výhod, které se přímo promítají do lepších vozidel. Vytvářením lehkých dílů snižuje hmotnost vozidla v pohotovostní hmotnosti, což je hlavním faktorem pro zlepšení spotřeby paliva a snížení emisí. Dále pak přesnost litých komponent přispívá ke hladkému chodu motoru, citlivější jízdní ovladatelnosti a zvýšené celkové odolnosti. Tento proces je také vysoce efektivní, umožňuje rychlé výrobní cykly a nákladově výhodnou výrobu dílů ve velkém objemu.
Základní procesy a výrobní aspekty
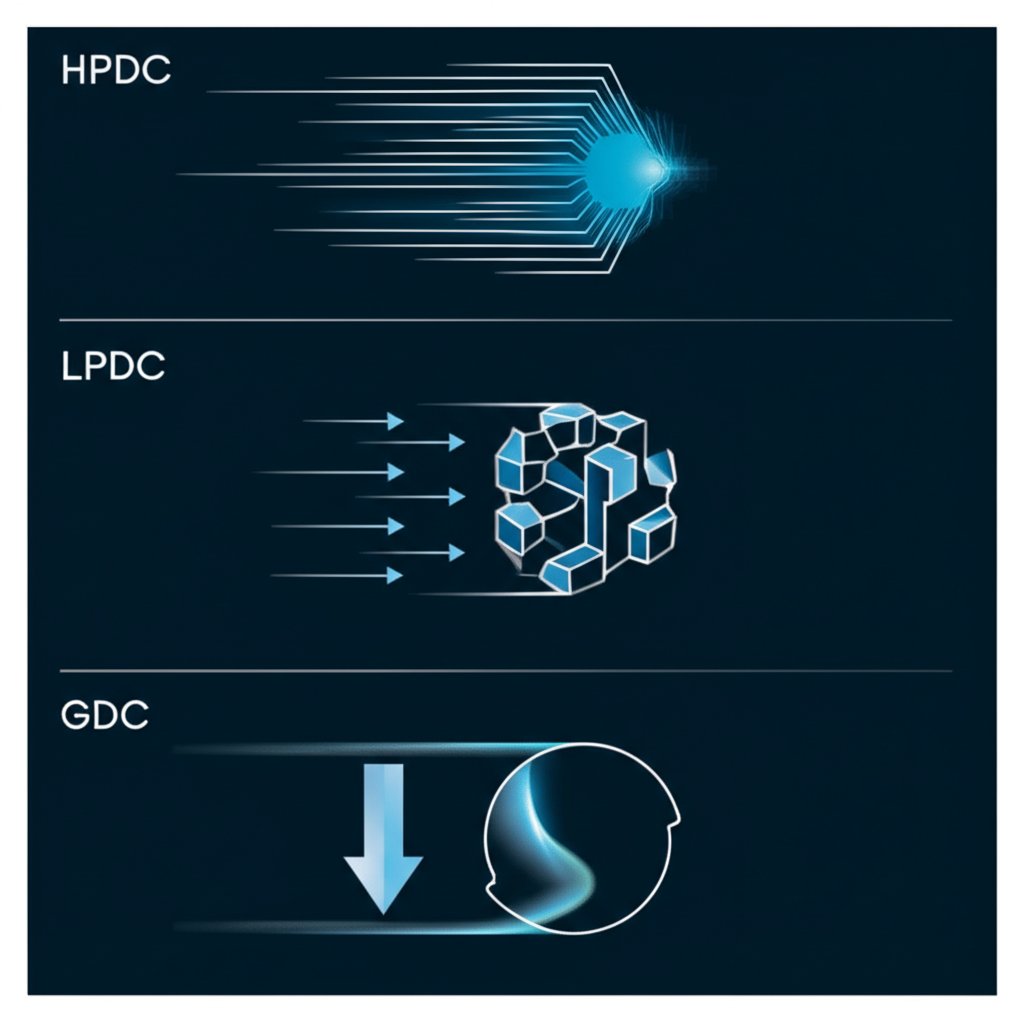
Oblast lití pod tlakem není jednotná; existuje několik různých procesů, z nichž každý je přizpůsoben různým materiálům a požadavkům na součástky. Tři hlavní metody jsou lití pod vysokým tlakem (HPDC), lití pod nízkým tlakem (LPDC) a gravitační lití (GDC). Porozumění jejich rozdílům je klíčové pro pochopení toho, proč je HPDC tak rozšířené právě u vysokovýkonných automobilových aplikací.
HPDC, jak už název napovídá, vstřikuje roztavený kov extrémně vysokou rychlostí a pod vysokým tlakem. Podle DyCast Specialties Corporation je tato metoda ideální pro výrobu velkých sérií složitých dílů s tenkými stěnami, vynikající rozměrovou přesností a hladkým povrchem. Samotné HPDC je rozděleno do dvou hlavních kategorií: proces s horkou komorou, používaný pro slitiny s nízkou teplotou tání, jako je zinek, a proces s chladicí komorou, používaný pro slitiny s vysokou teplotou tání, jako je hliník. Metoda s chladicí komorou dominuje v automobilovém průmyslu při výrobě velkých konstrukčních dílů, jako jsou bloky motorů a skříně převodovek.
Zatímco lití do forem vyniká u složitých dílů téměř konečného tvaru, jiné vysokovýkonné výrobní procesy, jako je kování, jsou nezbytné pro součásti vyžadující maximální pevnost a odolnost proti únavě materiálu. Například společnosti Shaoyi (Ningbo) Metal Technology se specializují na automobilové kování a nabízejí další cestu k výrobě odolných autodílů prostřednictvím procesu, který tvaruje kov pomocí tlakových sil.
Nicméně HPDC není bez výzev. Hlavní nevýhodou je možnost vzniku pórovitosti, kdy se v odlitku vytvářejí malé dutiny nebo otvory způsobené zachycenými plyny. To může ohrozit mechanické vlastnosti součásti. Pro boj s tímto jevem se používají pokročilé techniky, jako je metoda plnění přechodovým tokem (TFFM), jak uvádí AdvanTech International . Níže je uvedeno porovnání hlavních odlévácích procesů:
| Proces | Hlavní charakteristiky | Nejlepší pro | Běžné automobilové aplikace |
|---|---|---|---|
| Vysokotlaké kovodělné lití (HPDC) | Velmi vysoká rychlost, vysoká přesnost, hladký povrch, riziko pórovitosti. | Vysoké objemy, složité a tenkostěnné díly. | Blok motoru, skříně převodovek, elektronické kostry, konstrukční součásti. |
| Nízkotlaké lití do forem (LPDC) | Pomalejší rychlost plnění, dobrá strukturální integrity, menší turbulence. | Velké, symetrické a strukturně pevné komponenty vyžadující vysokou integritu. | Kola, součásti zavěšení a další bezpečnostně kritické komponenty. |
| Odlévání v kokilách (GDC) | Používá gravitaci k naplnění formy, jednoduchý proces, výsledkem jsou husté díly. | Výroba pevných, vysoce kvalitních dílů s minimální pórovitostí. | Brzdové třmeny, písty a další součásti vyžadující vysokou pevnost. |
Klíčové materiály ve vysokovýkonném tlakovém lití
Volba materiálu je stejně důležitá jako samotný proces lití. Při tlakovém lití automobilových dílů si inženýři vybírají především z řady neželezných slitin, přičemž nejvýznamnější jsou hliník, zinek a hořčík. Každý materiál nabízí jedinečný profil vlastností, který jej činí vhodným pro konkrétní aplikace, a přímo ovlivňuje výkon, hmotnost a odolnost vozidla.
Hliník je pracovním koněm automobilového průmyslu zabývajícího se tlakovým litím. Jeho kombinace nízké hmotnosti, vysoké pevnosti, vynikající odolnosti proti korozi a dobré tepelné vodivosti jej činí ideální volbou pro širokou škálu komponent. Jak podrobně uvádějí odborníci na výrobu v Dynacast , tenkostěnné odlitky z hliníku odolávají nejvyšším provozním teplotám ze všech slitin pro tlakové lití, což je činí ideálními pro motorové bloky, skříně převodovek a chladiče. Snaha o zlehčení konstrukce za účelem zlepšení palivové účinnosti učinila hliník nepostradatelným materiálem.
Slitiny zinku jsou další oblíbenou volbou, zejména pro díly vyžadující složité detaily a vysoce kvalitní povrchovou úpravu. Tekutost zinku umožňuje přesné vyplnění tenkostěnných a komplexních částí formy, často bez nutnosti dodatečných operací. Běžně se používají pro menší, detailní součástky, jako jsou skříně elektroniky, interiérové dekorativní díly a komplexní těla senzorů. Navíc formy používané pro lití zinku vykazují výrazně delší životnost než ty pro lití hliníku, což činí zinek nákladově efektivní volbou pro vysokosériovou výrobu.
Hořčík se řadí mezi nejlehčí konstrukční kovy. Jeho hlavní výhodou je vynikající poměr pevnosti k hmotnosti, což ho činí prémiovou volbou pro aplikace, kde je snížení hmotnosti naprostou prioritou. Součásti z hořčíku se často nacházejí ve vozidlech vyšší třídy, například ve vnitřních rámech, jádrech volantů a přístrojových panelech. Použití pokročilých procesů, jako je thixomolding, může dále zlepšit kvalitu a rozsah použití součástí z hořčíku.
| Materiál | Hlavní vlastnosti | Náklady | Běžné automobilové aplikace |
|---|---|---|---|
| Hliník | Nízká hmotnost, vysoká pevnost, vynikající odvod tepla, odolnost proti korozi. | Mírný | Vlaky motorů, skříně převodovek, díly rámů, chladiče, skříně elektromotorů pro EV. |
| Zinc | Vysoká tekutost pro složité tvary, vynikající povrchová úprava, vysoká odolnost. | Nižší (včetně životnosti nástrojů) | Elektronické skříně, senzory, interiérové díly, konektory, ozubená kola. |
| Hořčík | Extrémně lehký, vynikající poměr pevnosti k hmotnosti, dobrá tuhost. | Vyšší | Přístrojové panely, rámy volantů, rámy sedadel, díly podvozků. |

Budoucnost tlakového lití v automobilovém průmyslu: Inovace pro EV a elektroniku
Automobilový průmysl prochází zásadním posunem směrem k elektrifikaci a autonomnímu řízení a technologie tlakového lití se rychle vyvíjí, aby tyto nové výzvy zvládla. Budoucnost vysokovýkonného tlakového lití je neoddělitelně spojena s požadavky elektromobilů (EV) a rozšířením pokročilé elektroniky. Tento vývoj nejde jen o to, udělat stávající díly lepšími, ale o umožnění zcela nových architektur vozidel.
U elektromobilů je snižování hmotnosti ještě důležitější než u tradičních vozidel, protože přímo ovlivňuje dojezd a výkon. Lití pod tlakem hraje klíčovou roli při výrobě velkých konstrukčních dílů z jednoho kusu – trendu, který se často označuje jako „gigalití“. Tento přístup zahrnuje odlévání obrovských součástí, jako je celé spodní šasi vozidla nebo držák baterie, jako jediný celek. Tímto způsobem se stovky menších dílů vyráběných tvářením a svařováním sloučí do jednoho dílu, což výrazně zjednodušuje montáž, snižuje hmotnost a snižuje náklady. Tyto velké hliníkové odlitky jsou nezbytné pro umístění a ochranu těžkých bateriových bloků a zároveň přispívají ke strukturální tuhosti vozidla.
Současně vedl nárůst pokročilých systémů asistence řidiče (ADAS) a připojení uvnitř vozidla k explozi počtu senzorů, kamer a elektronických řídicích jednotek (ECU) ve vozidle. Každá z těchto součástek vyžaduje přesně vyrobené, elektromagneticky stíněné skříně. Tlakové lití, zejména slitin zinku a hliníku, je ideálním postupem pro výrobu těchto složitých, tenkostěnných skříní. Možnost výroby finálního tvaru při tlakovém lití umožňuje integrovat komplexní prvky, jako jsou chladiče a montážní body, přímo do dílu, čímž se šetří prostor a zlepšuje se tepelné management citlivé elektroniky.
Technologické pokroky samotného procesu odlévání také posouvají hranice toho, co je možné. Inovace, jako je odlévání s podporou vakua a pokročilý software pro simulaci toku taveniny do formy, umožňují výrobu dílů s nižší pórovitostí, vyšší pevností a dokonce svařitelnými vlastnostmi. Tyto pokroky jsou klíčové pro výrobu bezpečnostně kritických konstrukčních prvků a netečných bateriových skříní pro vozidla EV. Jak se odvětví dále posouvá vpřed, tlakové lití bude i nadále důležitým faktorem při vytváření bezpečnějších, efektivnějších a udržitelnějších vozidel.
Nejčastější dotazy
1. Jaké jsou nevýhody HPDC?
Hlavní nevýhodou lití pod vysokým tlakem (HPDC) je riziko pórovitosti. Protože roztavený kov je vstřikován vysokou rychlostí, mohou být plyny zachyceny uvnitř formy a vytvářet drobné dutiny ve výsledném dílu. Tato pórovitost může oslabit součástku a může z ní učinit nepoužitelnou pro aplikace vyžadující tepelné zpracování nebo svařování. Moderní techniky, jako je podpora vakuem a pokročilý návrh forem, však pomáhají tento problém zmírnit.
2. Jaký je rozdíl mezi HPDC, LPDC a GDC?
Jak je podrobně popsáno v hlavní části článku, klíčový rozdíl spočívá v tlaku a rychlosti použité k naplnění formy. HPDC využívá velmi vysoký tlak pro rychlou výrobu složitých dílů ve velkém množství. LPDC používá nižší tlak pro pomalejší a lépe kontrolované naplnění, což je ideální pro strukturně pevné součástky, jako jsou kola. GDC spoléhá výhradně na gravitaci, čímž vznikají husté a pevné díly, ale s mnohem pomalejším výrobním cyklem.
3. Jaký je poměr naplnění u HPDC?
Plnící poměr u HPDC označuje objem roztaveného kovu vstřikovaného do vstřikovacího pláště ve srovnání s celkovým objemem pláště. Výzkumy ukazují, že často se doporučuje plnící poměr 60–70 %. To pomáhá minimalizovat množství vzduchu, který je spolu s kovem vtlačován do dutiny formy, a tím snižuje zachycení plynu a pórovitost konečné součástky.