 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Důležité tolerance při kování pro automobilový výkon
Důležité tolerance při kování pro automobilový výkon

SHRNUTÍ
Mezní úchylky tváření pro technické specifikace automobilového průmyslu jsou souborem povolených rozměrových odchylek, které určují přesnost vyráběných součástí vozidel. Dodržování úzkých úchylek je nezbytné pro zajištění správného dosednutí dílů, spolehlivého provozu za zatížení a splnění přísných požadavků automobilového průmyslu na bezpečnost a účinnost. Dosahování této přesnosti zvyšuje pevnost komponent, minimalizuje odpad materiálu a je zásadní pro výrobu vysoce výkonných a spolehlivých vozidel.
Definice mezních úchylek tváření: Základ přesné výroby
Ve výrobě je tolerance povolený limit variability fyzického rozměru součásti. Tolerance tváření specificky definují přijatelný rozsah odchylky od jmenovitých rozměrů uvedených v technickém návrhu. Nejedná se o libovolná čísla; jedná se o klíčový parametr, který zajišťuje, že součásti budou správně sedět a funkčně spolupracovat v rámci větší sestavy, například motoru vozidla nebo jeho odpružení. Jak uvádějí odborné zdroje jako Engineers Edge , tyto tolerance musí zohledňovat faktory vlastní procesu tváření, včetně opotřebení nástrojů, smrštění materiálu při chladnutí a potenciálního nesouhlasu mezi horní a dolní polovinou tvářecího nástroje.
Tvářecí tolerance jsou obecně kategorizovány jako „běžné“ nebo „zvláštní“. Běžné tolerance, které platí v případě, že není uveden žádný konkrétní standard, jsou dále rozděleny na „komerční standard“ pro běžnou praxi a „přesný standard“ pro práci vyžadující vyšší přesnost a vyšší náklady. Zvláštní tolerance jsou přesně definovány na technických výkresech pro kritické rozměry, kde je přesnost zásadní. Představte si to jako sestavování vysokovýkonného motoru: zatímco celkový blok má určitou přijatelnou velikost (komerční tolerance), sednutí pístů v válci vyžaduje mnohem úžeji stanovenou, specifickou mezera (zvláštní tolerance), aby byla zajištěna optimální komprese a výkon.
Za konečné lze považovat tvářecí tolerance za dohodnutou shodu mezi konstruktérem a dodavatelem tvárny. Jak je vysvětleno Queen City Forging , musí být posuzovány individuálně, protože jsou přímo ovlivněny návrhem dílu a konkrétními použitými výrobními technikami. Toto základní pochopení tolerance je prvním krokem ke vytváření součástí, které splňují náročné specifikace jakéhokoli odvětví s vysokým výkonem.
Klíčová role přesných tolerancí v automobilovém průmyslu
Automobilový průmysl působí pod obrovským tlakem, aby dodával vozidla, která jsou bezpečná, spolehlivá, úsporná a vysoce výkonná. Vysoká přesnost při výkovcích s těsnými tolerancemi je základní výrobní metodou, která pomáhá tyto požadavky splnit. Když jsou automobilové součásti vykovány přesně podle specifikací, projevují se výhody napříč celým vozidlem – od výkonu až po životnost. Konzistentní rozměrová přesnost dosažená díky přesnému kování je nezbytná pro výrobu dílů, které odolávají extrémnímu zatížení, vibracím a výkyvům teplot během každodenního provozu.
Výhody udržování úzkých tolerancí při tváření automobilových komponent jsou významné a přímo ovlivňují kvalitu a nákladovou efektivitu konečného produktu. Jak je podrobně popsáno v průvodci od Sinoway Industry , jsou tyto výhody mnohastranné:
- Vynikající pevnost a trvanlivost: Tvářecí proces zdokonaluje zrnitou strukturu kovu, čímž ji zarovnává podle tvaru součástky. Tím se zlepšují její mechanické vlastnosti, díky čemuž jsou díly vysoce odolné proti únavě, rázům a opotřebení. Na této tvářené pevnosti závisí kritické součásti, jako jsou klikové hřídele, ojnice a řídicí čepy, aby se zabránilo selhání.
- Zvýšená bezpečnost a spolehlivost: U bezpečnostně kritických systémů, jako jsou brzdy a odpružení, není místo pro chyby. Přesné tolerance zajišťují dokonalé pasování a funkčnost jednotlivých komponent, čímž snižují riziko mechanického selhání. Studie ukázaly, že součástky s přesnými tolerancemi mohou výrazně zlepšit celkový výkon a spolehlivost.
- Redukce hmotnosti: Moderní automobilový design klade důraz na snižování hmotnosti za účelem zlepšení palivové účinnosti. Vysokopřesné tváření může vytvářet pevné, lehké součásti, přičemž odstraňuje zbytečný materiál, aniž by byla narušena strukturální integrita. To pomáhá výrobcům splňovat stále přísnější normy pro emise a spotřebu paliva.
- Nákladová efektivita ve velkém měřítku: Ačkoli dosažení užších tolerance může vyžadovat pokročilejší nástroje, proces kování za tepla je vysoce efektivní pro výrobu velkých sérií. Minimalizuje odpad materiálu (nebo odlitky) a často snižuje potřebu rozsáhlého dodatečného obrábění, což vede k nižším nákladům na jednotku při sériové výrobě.
Přehled mezi standardy a směrnicemi pro kování
Pro zajištění konzistence a kvality v celém průmyslu jsou obvykle tolerance tváření řízeny ustálenými normami. Organizace jako American Society of Mechanical Engineers (ASME) a Deutsches Institut für Normung (DIN) poskytují specifikace, které zahrnují materiály, rozměry a tlakové třídy pro tvářené součásti. Například norma ASME B16.11 stanoví podrobné požadavky na tvářené tvarovky, zatímco normy DIN, jako je DIN 1.2714, určují třídy materiálů s vysokou odolností proti opotřebení vhodné pro uzavřené tváření. Dodržování těchto norem zajišťuje provozuschopnost a základní úroveň kvality dílů pocházejících od různých dodavatelů.
Dosáhnutelná tolerance závisí také velmi na metodě kování. U výkovků s otevřenou matricí, kde kov není plně uzavřen do kalibrů, jsou obecně tolerance volnější. Naopak u výkovků s uzavřenou matricí (nebo zdrcovací matrice), kdy je kov nucen do přesně opracované dutiny, lze dosáhnout mnohem přesnější rozměrové kontroly. Právě tato přesnost způsobuje, že se pro složité automobilové díly, jako jsou ozubená kola a součásti zavěšení, téměř výhradně používá kování s uzavřenou matricí.
Následující tabulka poskytuje obecný přehled typických tolerancí pro různé typy kování, i když konkrétní hodnoty se mohou lišit v závislosti na velikosti dílu, materiálu a složitosti.
| Metoda kování | Typický rozsah tolerance | Běžné automobilové aplikace |
|---|---|---|
| Kování s uzavřenou matricí / zdrcovací matrice | ±0,5 mm až ±1,5 mm (může být užší) | Pístní tyče, ozubená kola, klikové hřídele, řídicí čepy |
| Tváření v otevřené matrici | ±1 mm až ±3 mm (nebo ±0,03″ až ±0,125″) | Velké hřídele, prstence, počáteční tvarování ingotů |
| Přesné (tvarové) kování | ±0,1 mm až ±0,3 mm | Vysokovýkonné ozubená kola, lopatky turbíny |
Klíčové aspekty návrhu a materiálu pro optimální tolerance tváření
Dosáhnutí optimálních tolerancí tváření není pouze otázkou zadání číselné hodnoty, ale výsledkem komplexního přístupu, který začíná již ve fázi návrhu. Několik klíčových faktorů spolu interaguje a ovlivňuje konečnou přesnost tvářené součásti. Inženýři a konstruktéři musí tyto faktory vyvážit tak, aby vytvořili součást, která je zároveň vyrábětelná a splňuje požadavky na výkon. Jak je popsáno ve technickém dokumentu od Frigate Manufacturing , důkladně promyšlený návrh je základem úspěchu.
Následující faktory jsou rozhodující pro dosažitelné tolerance u jakékoli tvářené automobilové součásti:
- Geometrie a složitost součásti: Jednodušší tvary jsou principiálně snadněji vyrábětelné s vysokou přesností. Složité návrhy s hlubokými dutinami, ostrými rohy nebo tenkými stěnami mohou bránit toku kovu v matrici, což vede ke změnám rozměrů. Široké poloměry a zaoblení jsou klíčové pro hladký tok materiálu a zabraňují vzniku vad.
- Výběr materiálu: Různé materiály se liší ve svém chování při teplotním namáhání a tlaku. Slitiny jako ocel, hliník a titan mají každá odlišné koeficienty tepelné roztažnosti, charakteristiky toku materiálu a smrštění při chlazení. Volba materiálu přímo ovlivňuje návrh matrice a konečné tolerance, kterých lze dosáhnout. Například vysoká tepelná vodivost hliníku vyžaduje jiné procesní nastavení než u oceli.
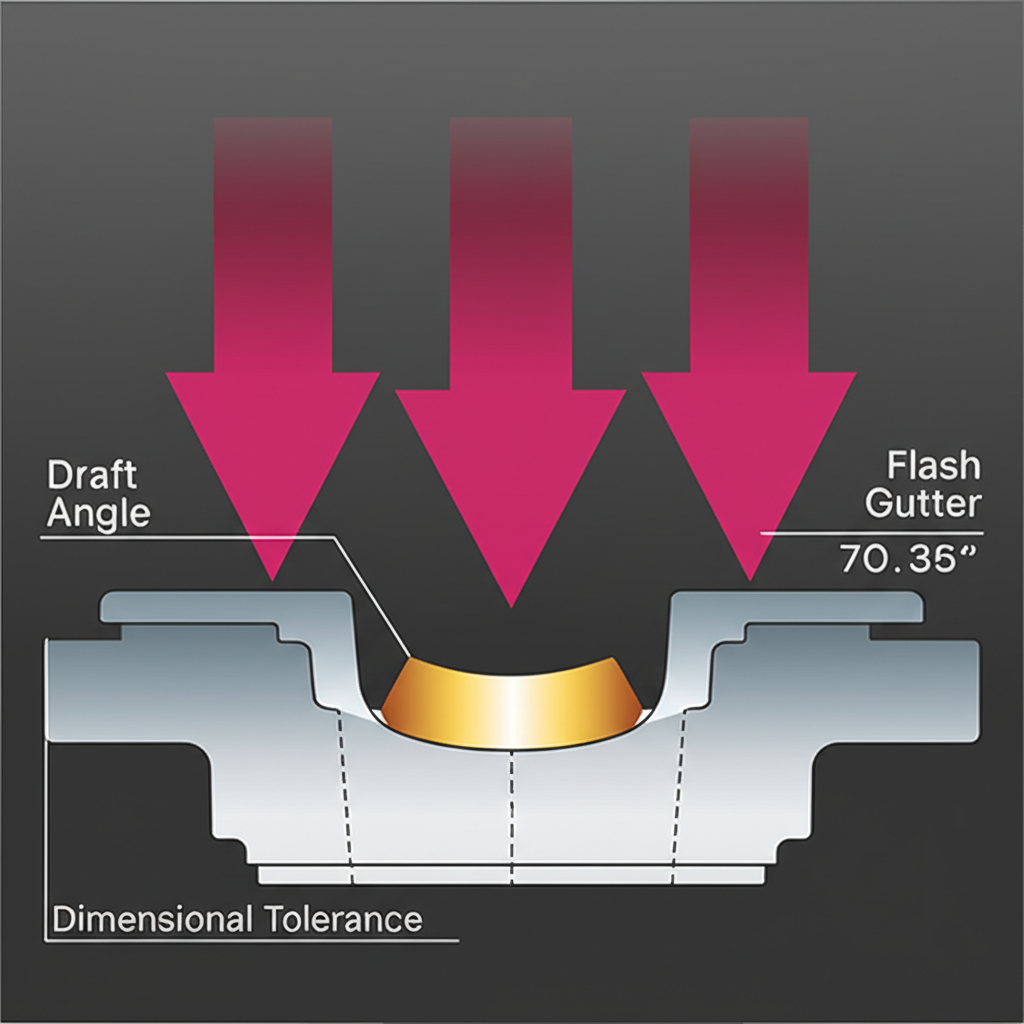
- Návrh matrice a vyjímky: Samotná matrice je hlavním nástrojem, který určuje tvar součásti. Správný návrh matrice, včetně zahrnutí vyjímacích úhlů (mírné zkosení svislých ploch), je nezbytný pro možnost odebrání hotové součásti bez poškození. Nedostatečný vyjímací úhel může způsobit deformaci a narušit toleranci.
- Teplota tváření a řízení procesu: Teplota obrobku i matrix musí být pečlivě kontrolována. Kolísání teploty může vést k nekonzistentnímu toku materiálu a smrštění, což přímo ovlivňuje rozměrovou přesnost. Automatizované procesy poskytují konzistenci potřebnou pro vysokoodmotážní výrobu automobilů.
Úspěšné zvládnutí těchto faktorů často vyžaduje spolupráci se specialistou na tváření. Pro společnosti hledající vysoce kvalitní komponenty je klíčové najít zkušeného dodavatele. Například, Shaoyi Metal Technology nabízí specializované horké kování certifikované podle IATF16949 pro automobilový průmysl, čímž demonstruje odborné znalosti v oblasti výroby nástrojů a kontrolních procesů potřebných pro splnění přísných automobilových specifikací od prototypové výroby až po sériovou výrobu.

Nejčastější dotazy
1. Jaký je DIN standard pro kování?
DIN (Deutsches Institut für Normung) standardy zahrnují různé aspekty kování. Příkladem relevantního standardu je DIN 1.2714, materiálový standard pro Cr-Ni-Mo-V legovanou ocel, která je doporučena pro uzavřené kování díky své vysoké houževnatosti, odolnosti proti opotřebení a tvrdosti. Tento standard zajišťuje, že samotný materiál je vhodný pro výrobu trvanlivých a vysoce pevných komponent.
2. Jaký je ASME standard pro kování?
ASME (Americká společnost pro strojní inženýry) poskytuje množství norem použitelných pro kování. Jednou z klíčových je ASME B16.11, která stanovuje požadavky na tvářené ocelové tvarovky, včetně jejich tlakových úrovní, rozměrů, tolerance, značení a požadavků na materiál. Tato norma je rozhodující pro zajištění konzistence a bezpečnosti při použití v aplikacích s vysokým tlakem.
3. Jaká je tolerance otevřeného kování?
Otevřené kování obvykle vykazuje širší tolerance ve srovnání s uzavřeným kováním, protože obrobek není plně uzavřen. Tolerance se mohou pohybovat přibližně od ±0,03 palce do ±0,125 palce (asi ±0,8 mm do ±3,2 mm) před následným obráběním, v závislosti na velikosti a složitosti součásti. Tato metoda je vhodnější pro větší díly nebo počáteční tvářecí operace, kde přesnost není hlavní prioritou.