 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Opracované hliníkové třídy pro automobily: Přiřaďte správnou slitinu ke každé součástce

Proč jsou kované třídy hliníku důležité pro výkon vozidel
Když přemýšlíte o tom, co nejvíc přispívá k výkonu moderního automobilu z hliníku, odpověď často spočívá pod povrchem – ve struktuře samotného kovu. Kovaný hliník se stal nedílnou součástí výroby vozidel a používá se napříč celým spektrem od komponent zavěšení až po vysokovýkonná kola. Ale zde je klíčová otázka, které čelí většina inženýrů a odborníků na nákup: s ohledem na velké množství dostupných tříd hliníku, jak vybrat správnou slitinu pro každou součástku?
Porozumění vazbě mezi výběrem slitiny a výkonem součástky může být rozhodujícím faktorem mezi vozidlem, které vyniká, a tím, které splňuje jen minimální standardy. Co tedy přesně je slitina hliníku a proč je tak důležitá technologie tváření?
Proč kování zásadně zlepšuje vlastnosti hliníku
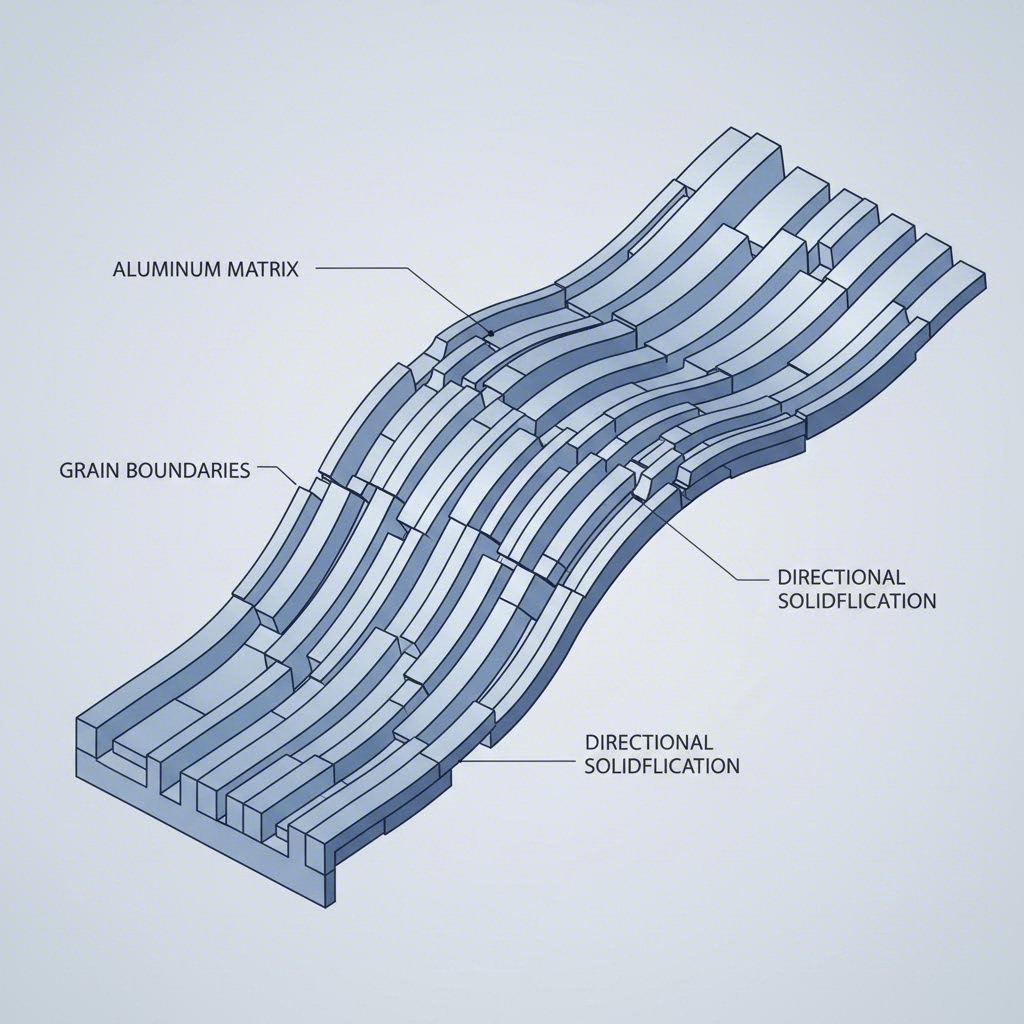
Na rozdíl od odlévání, při kterém se roztavený hliník odlévá do forem, nebo tváření za tepla, kdy se ohřátý kov tlačí otvorem, kování aplikuje intenzivní tlak na tvarování hliníku za zvýšené teploty. Tento proces zásadně mění vnitřní strukturu materiálu. Výsledkem je hustší a souvislejší směr zrna, který kopíruje obrys hotové součástky.
Podle odborníků na výrobu kování stlačuje zrnitou strukturu hliníku , což výrazně zvyšuje pevnost i tvrdost ve srovnání s odlitými alternativami. Tato jemnější mikrostruktura také zlepšuje odolnost proti únavě a nárazové vlastnosti – vlastnosti, které jsou nepostradatelné pro bezpečnostně kritické automobilové aplikace z hliníku.
Kování zdokonaluje zrnitou strukturu hliníku stlačením a zarovnáním vnitřních vláken, čímž dosahuje mechanických vlastností, které odlité alternativy nemohou konkurovat – zejména u součástek vystavených opakovaným zatěžovacím cyklům.
Proto automobil z hliníku vyrobený s použitím kovaných komponentů v kritických oblastech prokazuje nadřazenou odolnost za reálných jízdních podmínek. Tvářecí proces odstraňuje vnitřní dutiny a pórovitost, které jsou běžné u odlitků, a zajišťuje, že každá hliníková automobilová součástka odolá náročným zatížením moderních vozidel.
Výběr třídy hliníku ve výrobě automobilů
Zde to začíná být zajímavé – a složité. Ne všechny třídy hliníku lze stejně dobře kovat a ne každá kovaná třída je vhodná pro každé použití. Výběr nesprávné slitiny může vést ke výrobním potížím, předčasnému poškození dílu nebo zbytečným nákladům.
Inženýři musí při výběru tříd hliníku pro automobilové komponenty vyvážit několik konkurenčních faktorů:
- Požadavky na pevnost: Vyžaduje díl maximální mez pevnosti nebo dobroutvarovatelnost?
- Provozní prostředí: Bude komponent vystaven korozním podmínkám nebo extrémním teplotám?
- Výrobní omezení: Jak složitá je geometrie dílu a jaké tvářecí teploty jsou proveditelné?
- Stavby ohledně nákladů: Ospravňuje aplikace použití slitin vyšší kvality, nebo postačí standardní třídy?
Tento článek slouží jako praktický průvodce výběrem, který vás provede nezbytnými tvářenými hliníkovými slitinami používanými v dnešních vozidlech. Zjistíte, které slitiny jsou vhodné pro konkrétní kategorie komponent, pochopíte klíčovou roli tepelného zpracování a naučíte se vyhýbat běžným chybám při výběru. Ať určujete materiály pro nápravové ramena, kola nebo součásti pohonného ústrojí, správné párování třídy s každou aplikací zajišťuje jak výkon, tak hodnotu.
Řady slitin hliníku a jejich vhodnost pro tváření
Než budete moci správnou slitinu přiřadit ke komponentě automobilu, musíte pochopit, jak jsou hliníkové slitiny uspořádány. The Aluminum Association zavedla číselný systém, který dělí tvářené hliníkové slitiny do řad podle jejich hlavního legujícího prvku. Toto zařazení – od řady 1xxx do 7xxx – vám prozradí mnoho o chování slitiny během tváření a o jejích konečných provozních vlastnostech.
Ale toto si mnohé technické podmínky nevysvětlují: proč se některé třídy hliníkových slitin skvěle tváří, zatímco jiné praskají, deformují se nebo prostě nejsou zpracovatelné? Odpověď spočívá v metalurgii a pochopení těchto základů změní způsob, jakým přistupujete k výběru tříd slitin pro automobilové aplikace.
Pochopení systému hliníkových řad
Každá hliníková slitinová řada je definována svým dominantním legujícím prvkem, který určuje základní vlastnosti slitiny. Představte si to jako rodokmen, ve kterém mají příbuzní určité společné rysy:
- řada 1xxx: V podstatě čistý hliník (99 %+ Al). Vynikající odolnost proti korozi a vodivost, ale příliš měkký pro strukturní automobilové výkovky.
- 2xxx Řada: Hlavní příměs je měď. Tyto slitiny nabízejí vysokou pevnost a vynikající odolnost proti únavě – ideální pro náročné letecké a automobilové pohonné soustavy.
- 3xxx řada: Slitiny s manganem. Střední pevnost s dobrou tvárností, ale jsou zřídka používány ve výkovcích, protože nelze tepelně upravovat k vyšší pevnosti.
- 4xxx Řada: Dominantní křemík. Vysoký obsah křemíku zajišťuje vynikající odolnost proti opotřebení, což činí tyto slitiny vhodnými pro písty, i když představují obtíže při obrábění.
- 5xxx řada: Na bázi hořčíku. Vynikající odolnost proti korozi a svařitelnost, běžně vyráběné ve výkovcích pro námořní a kryogenní aplikace spíše než pro běžné automobilové díly.
- 6xxx řada: Kombinované hořčík a křemík. Tato vyvážená chemie poskytuje univerzálnost, která činí slitiny řady 6xxx pracovními koněm automobilového hliníkového kování.
- řady 7xxx: Zinek spolu s hořčíkem a mědí vytváří ultrapevné slitiny. Tyto slitiny představují nejpevnější dostupné hliníkové slitiny, které jsou nezbytné pro letecký průmysl a konstrukce vysokovýkonných automobilů, kde je kritická hmotnost.
Podle odborná dokumentace od Aluminum Association , tato značení vznikla po druhé světové válce, aby zavedla jasné pořádky do rostoucího katalogu hliníkových materiálů. Porozumění stupňům hliníkových slitin v tomto systému umožňuje rychle zúžit možné kandidáty pro jakékoli dané použití.
Faktory kovatelnosti napříč skupinami slitin
Právě zde přichází skutečný inženýrský vhled. Ne každá hliníková slitina se kuje stejným způsobem a rozdíly nejsou náhodné – jsou podmíněny tím, jak chemické složení jednotlivých slitin ovlivňuje jejich chování pod tlakem a teplem.
Kovatelnost závisí na několika vzájemně propojených faktorech:
- Odolnost vůči deformaci: Jak velkou sílu slitina vyžaduje, aby se dostatečně protlačila do dutin lisovací formy?
- Citlivost na teplotu: Jak výrazně se vlastnosti mění v rámci teplotního rozsahu kování?
- Tendence ke vzniku trhlin: Vykazuje slitina dobrou odolnost vůči prudké deformaci bez vzniku povrchových nebo vnitřních vad?
- Zatvrditelnost teplem: Lze kovanou součástí vyztužit pomocí následné tepelné úpravy?
Výzkum z ASM International ukazuje, že kovatelnost se u všech hliníkových slitin zlepšuje s rostoucí teplotou kovu – ale míra tohoto efektu se výrazně liší. Slitiny 4xxx s vysokým obsahem křemíku vykazují největší citlivost na teplotu, zatímco slitiny 7xxx s vysokou pevností mají nejužší pracovní teplotní okno. To vysvětluje, proč slitiny řady 7xxx vyžadují přesnou kontrolu teploty: tolerance chyb jsou menší.
Slitiny řady 6xxx, zejména materiály jako 6061, si zaslouží pověst „velmi dobře kovatelných“, protože nabízejí výhodnou kombinaci střední tokové napjatosti a širokých technologických tolerancí. Naopak slitiny 2xxx a 7xxx vykazují vyšší tokové napětí – někdy i vyšší než uhlíkové oceli při běžných teplotách tváření – což je činí náročnějšími, avšak nezbytnými pro vysokovýkonné komponenty.
| Série slitin | Hlavní legující prvek | Hodnocení kovatelnosti | Typické automobilové aplikace | Hlavní charakteristiky |
|---|---|---|---|---|
| 2xxx | Měď | Mírný | Písty, ojnice, motordíly | Pevnost za teploty, vynikající odolnost proti únavě, tepelně zpracovatelné |
| 5xxx | Hořčík | Dobrá | Konstrukční součásti v agresivním prostředí, námořní součásti | Nedělitelné tepelným zpracováním, výjimečná odolnost proti korozi mořské vody, vysoká pevnost ve svaru |
| 6xxx | Hořčík + Křemík | Vynikající | Zavěšení náprav, řídicí ramena, kola, obecné konstrukční součásti | Vyvážená pevnost a tvárnost, dobrá odolnost proti korozi, tepelně zpracovatelné, nákladově efektivní |
| 7xxx | Zinek (+ Mg, Cu) | Střední až obtížné | Komponenty podvozku pro vysoké zatížení, výkonné kola, automobilové díly letecké třídy | Ultra vysoká pevnost, vynikající odolnost proti únavě, vyžaduje pečlivou kontrolu procesu, tepelně zušlechtitelné |
Proč je chemické složení tak důležité u tváření ve srovnání s jinými tvářecími metodami? Když se hliník odlévá, kov tuhne z kapalného stavu, často dochází k zachycení pórovitosti a vzniku hrubé zrnitosti. Při tváření tlačením se ohřátý kov tlačí přes pevné otvory matrice, což omezuje geometrickou složitost. Tváření za tepla naopak stlačuje kov obrovským tlakem, čímž zužuje zrnitou strukturu a odstraňuje vnitřní dutiny – ale pouze tehdy, pokud slitina snese tento intenzivní tvarový přetváření bez praskání.
Běžné hliníkové slitiny používané ve tváření automobilů – především ze skupin 2xxx, 6xxx a 7xxx – mají jednu klíčovou vlastnost: jsou tepelně zpracovatelné. To znamená, že jejich pevnost lze po tváření výrazně zvýšit pomocí procesů řešení a následného vytvrzení. Netepleně zpracovatelné slitiny, jako je řada 5xxx, nacházejí v automobilovém tváření omezené uplatnění, protože nedosahují pevnostní úrovně vyžadované většinou automobilových součástí.
Na základě poznání hliníkových tříd slitin a jejich chování při tváření jste nyní připraveni prozkoumat konkrétní třídy, které dominují výrobě automobilů – a pochopit přesně, proč si konstruktéři vybírají každou z nich pro konkrétní aplikace.
Podstatné třídy tvářeného hliníku pro automobilové součásti
Nyní, když víte, jak se rodiny slitin hliníku liší ve svém chování při tváření, se podívejme na konkrétní třídy, které dominují výrobě automobilů. Tyto pět slitin – 6061, 6082, 7075, 2024 a 2014 – představují základní materiálové možnosti, se kterými se setkáte při specifikaci kovaných komponent. Každá z nich přináší specifické výhody a pochopení jejich rozdílů vám pomůže dělat informovaná rozhodnutí, která vyvažují výkon, náklady a výrobní náročnost.
Co činí tyto konkrétní třídy hliníkových materiálů tak rozšířenými ve vozidlech? Odpověď spočívá v jejich optimalizované rovnováze mezi pevností, tvárností a vlastnostmi specifickými pro danou aplikaci, které byly zdokonaleny desetiletími zkušeností z automobilového inženýrství.
6061 a 6082 pro konstrukční prvky
Řada 6xxx dominuje automobilovému tváření z dobrého důvodu. Tyto slitiny hořčíku a křemíku poskytují univerzálnost, kterou inženýři potřebují pro širokou škálu konstrukčních aplikací – a to bez vyšší ceny nebo výrobních obtíží spojených s pevnějšími alternativami.
6061 Aluminěn je nejčastěji používanou hliníkovou slitinou v obecné výrobě a automobilové aplikace nejsou výjimkou. Podle Dat o srovnání slitin společnosti Protolabs je 6061 „obecně volena tam, kde je vyžadováno svařování nebo pájení, nebo pro svou vysokou odolnost proti korozi ve všech druzích tepelného zpracování." To ji činí ideální pro automobilové díly, potrubí, nábytek, spotřební elektroniku a konstrukční prvky, u nichž může být při montáži nutné spojování.
Mezi klíčové vlastnosti slitiny 6061 patří:
- Skladování: Hlavní legující prvky jsou hořčík (0,8–1,2 %) a křemík (0,4–0,8 %), s malými přídavky mědi a chromu
- Svářivost: Vynikající – i když svařování může oslabit tepelně ovlivněnou zónu, což vyžaduje dodatečné tepelné zpracování po svařování za účelem obnovení pevnosti
- Odolnost proti korozi: Velmi dobrý při všech teplotních podmínkách
- Typické automobilové aplikace: Nosné konstrukce, upevňovací prvky, běžné součásti obráběné na CNC strojích, komponenty vyžadující následné svařování
6082 Aluminěn představuje významný pokrok v evropském automobilovém kování, který mnohé severoamerické specifikace opomíjejí. Tato slitina se stala téměř výhradně používanou pro zavěšení a rámové komponenty vozidel v evropských automobilových programech – a to z přesvědčivých metalurgických důvodů.
Podle technická dokumentace Evropské hliníkové asociace , „Vzhledem ke své vynikající odolnosti proti korozi se slitina EN AW-6082-T6 téměř výhradně používá pro automobilové součásti zavěšení a podvozku.“ Dokumentace ukazuje, že hlavní evropští výrobci používají 6082-T6 pro řídicí ramena, řídicí čepy, spojky, spojkové válce a součásti hřídelí.
Co činí 6082 obzvláště vhodným pro automobilové aplikace z hliníku?
- Skladování: Vyšší obsah křemíku (0,7–1,3 %) a manganu (0,4–1,0 %) ve srovnání s 6061, spolu s hořčíkem (0,6–1,2 %)
- Výhoda pevnosti: Mírně vyšší pevnost než 6061 v tepelném stavu T6, s lepším chováním při cyklickém zatěžování
- Odolnost proti korozi: Obecná odolnost proti korozi je považována za velmi dobrou, přičemž povrchovou ochranu dále zvyšuje čištění proudem hliníkového shotu
- Chování v důsledku únavy: Kované komponenty 6082-T6 vydrží přibližně dvojnásobnou amplitudu deformace ve srovnání s odlitými alternativami při stejné provozní životnosti
Výzkum Evropské asociace hliníku ukazuje, že kované součásti z 6082-T6 si zachovávají své únavové vlastnosti i po mírné korozní expozici – což je klíčové hledisko pro prvky zavěšení vystavené během celé životnosti silniční soli a vlhkosti.
7075 a 2024 pro vysokozátěžové aplikace
Když konstrukční požadavky překračují možnosti slitin řady 6xxx, inženýři používají slitiny řady 7xxx a 2xxx. Tyto slitiny jsou nákladnější a vyžadují pečlivější zpracování, ale poskytují potřebnou úroveň pevnosti pro nejnáročnější automobilové komponenty.
7075 Aluminěn je široce uznáván jako nejsilnější hliníková slitina běžně dostupná pro tvářecí aplikace. Na průmyslové specifikace , slitina 7075 „přidává chróm do směsi, čímž dosahuje dobré odolnosti proti napěťovému koroznímu praskání“ a slouží jako „nejčastější volba pro letecké součásti, vojenské aplikace, cyklistické vybavení, kempovací a sportovní potřeby díky jejím lehkým, avšak pevným vlastnostem.“
Kritické aspekty slitiny 7075 pro automobilové aplikace:
- Skladování: Hlavní legující prvky jsou zinek (5,1–6,1 %), hořčík (2,1–2,9 %) a měď (1,2–2,0 %), s příměsí chrómu pro odolnost proti napěťové koroznímu poškození
- Poměr pevnosti k hmotnosti: Mezi nejvyššími dostupnými u hliníkových slitin – klíčové pro aplikace, kde je kritická hmotnost a výkon
- Svářivost: Špatná – tato slitina se nevaří dobře a ve srovnání s nižšípevnostními alternativami může být křehká
- Typické automobilové aplikace: Vysokozatěžované rámové součásti, výkonné kola, závodní zavěšení a součásti, kde maximální pevnost odůvodňuje vyšší materiálové náklady
U aplikací, které vyžadují podobný vysokopevnostní výkon, někdy inženýři uvažují o slitině Alu 7050 jako alternativě k 7075. Tato příbuzná slitina nabízí vynikající odolnost proti napěťové korozi a houževnatost, což ji činí obzvláště cennou pro podvozky, nosné žebra a další únavově kritické aplikace, kde se stávají limity slitiny 7075 problematickými.
hliník 2024 přináší odlišný profil vlastností do aplikací s vysokým zatížením. Tato měďobsahující slitina vyniká v odolnosti proti únavě – vlastnost, která ji činí neocenitelnou pro součásti vystavené opakovaným zatěžovacím cyklům.
Podle výrobních údajů hliník 2024 nabízí "vysoký poměr pevnosti k hmotnosti, vynikající odolnost proti únavě, dobré obrábění a je tepelně upravitelný." Inženýři však musí brát v potaz jeho limity: "slabá odolnost proti korozi a není vhodný pro svařování."
Mezi klíčové vlastnosti hliníku 2024 patří:
- Skladování: Měď (3,8–4,9 %) je hlavním legujícím prvkem, doplněným hořčíkem (1,2–1,8 %) a přísadami manganu
- Výkon při únavě: Vynikající odolnost proti cyklickému zatížení – klíčová pro rotující a přímočaře pohybující se součásti
- Opracovatelnost: Dobrá, umožňuje přesné dokončení kovaných polotovarů
- Typické automobilové aplikace: Písty, ojnice a součásti pohonných jednotek vysokého zatížení, kde je odolnost proti únavě důležitější než odolnost proti korozi
hliník 2014 doplňuje hlavní kovové slitiny pro kování, nabízí vysokou pevnost s lepší kovaností než některé slitiny řady 7xxx. Tato slitina se používá v konstrukčních aplikacích vyžadujících měděný profil pevnosti řady 2xxx
Porovnání mechanických vlastností
Výběr mezi těmito třídami vyžaduje pochopení, jak se jejich mechanické vlastnosti porovnávají za stejných podmínek. Následující tabulka shrnuje relativní hodnocení výkonu na základě průmyslových specifikací a údajů výrobce:
| Třída | Pevnost v tahu (tepelný stav T6) | Mez pevnosti (tepelný stav T6) | Délkové prodloužení | Relativní tvrdost | Hlavní výhoda |
|---|---|---|---|---|---|
| 6061-T6 | Mírný | Mírný | Dobrá (8–10 %) | Mírný | Vynikající svařitelnost a odolnost proti korozi |
| 6082-T6 | Střední-vysoká | Střední-vysoká | Dobrá (8–10 %) | Střední-vysoká | Vyšší únavová pevnost v korozním prostředí |
| 7075-T6 | Velmi vysoká | Velmi vysoká | Střední (5–8 %) | Vysoký | Nejvyšší poměr pevnosti k hmotnosti |
| 2024-T6 | Vysoký | Vysoký | Střední (5–6 %) | Vysoký | Vynikající odolnost proti únavě |
| 2014-T6 | Vysoký | Vysoký | Střední (6–8 %) | Vysoký | Dobrá kovatelnost při vysoké pevnosti |
Vezměte na vědomí kompromisy nevyhnutelné při tomto srovnání. Nejpevnější hliníkové slitiny – 7075 a třídy 2xxx – obětují určitou tažnost a odolnost proti korozi ve prospěch své vyšší pevnosti. Naproti tomu třídy 6xxx nabízejí vyváženější profil vlastností, který vyhovuje většině konstrukčních aplikací v automobilovém průmyslu.
Když se shodují objemy výroby, nákladová omezení a požadavky aplikace, 6082-T6 často vystupuje jako optimální volba pro závěsy a rámové součásti podle evropských specifikací. Pro aplikace vyžadující maximální pevnost bez ohledu na ostatní faktory je řešením 7075-T6. A pokud je rozhodujícím kritériem odolnost proti únavě materiálu, zkušenosti potvrzují použití hliníku 2024.
Pochopení těchto vlastností specifických pro jednotlivé třídy vás připraví na další klíčové rozhodnutí: přiřazení každé slitiny ke konkrétním kategoriím součástek na základě jejich specifických nároků na výkon.

Přiřazení tříd dle požadavků automobilových součástek
Nyní jste probrali základní třídy kovaného hliníku a jejich mechanické vlastnosti. Ale zde je praktická otázka, kterou klade každý inženýr a odborník zákupu: do které části automobilu patří která třída? Přiřazení konkrétních slitin ke kategoriím součástí přeměňuje teoretické znalosti na praktické specifikace – a přesně to je, co tento oddíl nabízí.
Zvažte rozmanité požadavky napříč moderním vozidlem. Nápravové ramena odolávají milionům cyklů namáhání na nerovných cestách. Písty čelí extrémnímu teplu a explozivním silám. Kola musí vyvažovat pevnost, hmotnost a estetiku. Každá kategorie součástí představuje jedinečné výzvy, které upřednostňují určité třídy hliníku před jinými.
Výběr tříd pro součásti zavěšení a podvozku
Komponenty zavěšení a podvozku představují jednu z největších oblastí použití hliníkových dílů v autech. Tyto díly musí pohlcovat nárazy z vozovky, zachovávat přesnou geometrii za zatížení a odolávat korozi způsobené posypovou solí a vlhkostí – často současně. Rám automobilu z hliníku a další konstrukční prvky vyžadují materiály, které poskytují konzistentní výkon přes miliony zatěžovacích cyklů.
Náprstky a pruty zavěšení
Náprstky spojují ložisko kola s rámem vozidla a řídí tak vertikální pohyb kola, jakož i boční síly při průjezdu zatáček. Podle Dokumentace Evropské asociace hliníku se kované náprstky z materiálu 6082-T6 staly standardem v evropských automobilových programech díky vynikající odolnosti proti únavě materiálu v korozivním prostředí.
- 6082-T6: Upřednostňovaná volba evropských výrobců – vynikající odolnost proti korozi kombinovaná s nadstandardní životností při cyklickém zatížení; uchovává své vlastnosti i po expozici mořskému postřiku
- 6061-T6: Nákladově efektivní alternativa, když je vyžadována svařitelnost; o něco nižší únavový výkon než u 6082, ale dostačující pro mnoho aplikací
- 7075-T6: Vyhrazeno pro náročné a závodní aplikace, kde poměr pevnosti ku hmotnosti ospravedlňuje vyšší cenu a sníženou odolnost proti korozi
Řídicí čepy
Řídicí čepy – otáčivé body spojující zavěšení s koly – jsou vystaveny složitým víceosým zatížením. Musí zachovávat rozměrovou stabilitu, zatímco přenášejí řídicí síly a nesou hmotnost vozidla. Kovované hliníkové čepy obvykle váží o 40–50 % méně než litinové varianty a zároveň nabízejí lepší odolnost proti únavě.
- 6082-T6: Průmyslový standard pro sériově vyráběná vozidla; vyvážené vlastnosti slitiny dobře zvládají kombinaci statických a dynamických zatížení
- 6061-T6: Vhodné pro aplikace vyžadující svařování po kování nebo tam, kde je rozhodující optimalizace nákladů
- 2014-T6: Zvažováno pro těžké aplikace vyžadující vyšší pevnost, než jakou mohou poskytnout slitiny řady 6xxx
Rámky a nosné prvky
Při zkoumání toho, z čeho jsou karoserie moderních vozidel vyrobeny, zjistíte stále vyšší obsah hliníku v rámcích a nosných příčných prvcích. Tyto komponenty tvoří základní kostru architektury vozidla, podporují pohonný řetězec a propojují hlavní uchycení zavěšení.
- 6061-T6: Vynikající volba, pokud návrh rámečku zahrnuje svařované spoje; zachovává dobré vlastnosti v tepelně ovlivněných zónách při správném následném tepelném zpracování
- 6082-T6: Upřednostňovaný pro uzavřené výkovky rámečků, kde jsou klíčové odolnost proti korozi a únavová pevnost
Aplikace pohonného ústrojí a kol
Komponenty pohonného ústrojí pracují v náročném tepelném a mechanickém prostředí, které vyžaduje specializovaný výběr slitin. Současně musí kola splňovat inženýrské požadavky a zároveň vyhovovat estetickým očekáváním – jedinečná kombinace, která ovlivňuje volbu materiálu.
Slitiny
Písty vydrží patrně nejnáročnější podmínky v jakémkoli motoru. Každý pracovní cyklus je vystavuje explozivnímu tlaku, extrémním teplotním výkyvům a rychlému posuvnému pohybu. Podle průmyslového výzkumu je hliník téměř jediným materiálem používaným pro moderní písty, přičemž většina se vyrábí metodou gravitačního lití do forem nebo kování.
- 2618 (slitina Al-Cu-Mg-Ni s nízkým obsahem křemíku): Standard pro vysoký výkon mající kované písty; udržuje pevnost při zvýšených teplotách a odolává tepelné únavě
- 4032 (eutektická/nadbytečná slitina Al-Si s Mg, Ni, Cu): Nabízí nižší tepelnou roztažnost a lepší odolnost proti opotřebení pro specializované aplikace za vysokých teplot
- 2024-T6: Vybráno pro závodní písty, kde odolnost proti únavě při extrémním cyklickém zatížení je hlavním konstrukčním kritériem
Jak referenční dokumentace poznámky, „Kované písty vyrobené z eutektických nebo hyper-eutektických slitin vykazují vyšší pevnost a používají se u vysokovýkonných motorů, kde jsou písty vystaveny většímu namáhání. Kované písty se stejným složením slitiny mají jemnější mikrostrukturu než lité písty a kovací proces poskytuje větší pevnost při nižších teplotách, což umožňuje tenčí stěny a snížení hmotnosti pístu.“
Spojovací tyče
Ojnice přenášejí síly z hoření z pístu na klikovou hřídel a jsou vystaveny jak tahovému, tak tlakovému zatížení s vysokou frekvencí. Podle technických údajů o výkonu , volba materiálu závisí velmi silně na konkrétním použití motoru.
- 2024-T6: Vynikající odolnost proti únavě činí tento hliník preferovanou volbou pro motory s vysokými otáčkami a přirozeným plněním, kde je rozhodující redukce hmotnosti
- 7075-T6: Zajistí maximální pevnost hliníku pro aplikace s nuceným přeplňováním, i když mnozí stavitelé dávají přednost ocelovým slitinám (4340, 300M) při extrémních úrovních přeplňování
U většiny vysokovýkonových aplikací odkazuje referenční materiál k tomu, že „hliníkové tyče, často vyhrazené pro drag racing, poskytují vynikající tlumení nárazů a dokáží zvládnout krátké výkyvy extrémního výkonu. Jejich lehká konstrukce pomáhá maximalizovat zrychlení motoru. Nicméně relativně nízký odpor hliníku vůči únavě materiálu a kratší životnost znamenají, že jsou nevhodné pro každodenní jízdu nebo vytrvalostní závody.“
Kované kolosy
Kola představují jedinečný průnik mezi strukturálním inženýrstvím a estetikou směřující k zákazníkovi. Kombinace hliníkového karoserie a kol výrazně ovlivňuje jak výkon vozidla, tak vnímání kupujícího. Kovovaná kola nabízejí významnou úsporu hmotnosti ve srovnání s litými alternativami – obvykle jsou o 15–30 % lehčí – a zároveň poskytují vyšší pevnost a odolnost proti nárazům.
- 6061-T6: Nejběžnější volba pro sériově vyráběná kovaná kola; vyvažuje pevnost, tvarovatelnost a nákladovou efektivitu; vynikající povrchová úprava pro estetické aplikace
- 6082-T6: Rostoucí uplatnění v evropských programech kol; o něco vyšší pevnost než 6061 při srovnatelných výrobních vlastnostech
- 7075-T6: Vyhrazeno pro motorsport a extrémně premium aplikace; nejvyšší poměr pevnosti k hmotnosti odůvodňuje výrazně vyšší náklady na materiál a zpracování
The průmyslová data potvrzuje, že „A365 je litinová hliníková slitina s dobrými litími vlastnostmi a vysokým celkovým mechanickým výkonem, která se široce používá pro odlévané hliníkové kola po celém světě.“ Kovací kola však vyrobená ze slitin řad 6xxx a 7xxx nabízejí vyšší pevnost a nižší hmotnost pro výkonnostně orientované aplikace.
Konstrukční díly karoserie
Moderní automobily s hliníkovou karosérií stále častěji integrují kované konstrukční uzly a zesílení do architektury karoserie z hliníku. Tyto komponenty zajišťují klíčové nosné dráhy a řízení absorpce energie při nárazu v konstrukcích vozidel s vysokým podílem hliníku.
- 6061-T6: Upřednostňováno tam, kde je nutné komponenty svařovat k plechovým nebo profilovaným hliníkovým konstrukcím karoserie
- 6082-T6: Vybrán pro vysoké namáhání uzlů při konstrukci prostorového rámu; evropští výrobci vozidel upřednostňují tento typ pro integrované strukturální aplikace
- řady 7xxx: Používá se selektivně pro součásti kritické z hlediska nárazu, kde je vyžadováno maximální tlumení energie
Jak se architektury vozidel vyvíjejí směrem k vyššímu obsahu hliníku, výběr kovaných tříd pro strukturální aplikace se stává stále důležitějším pro splnění požadavků na bezpečnost při nárazu při minimalizaci hmotnosti.
Poté, co jsou nyní jednoznačně doporučené třídy přiřazeny ke každé kategorii součástí, vyvstává další kritické hledisko: jak tepelné zpracování mění vlastnosti kovaného hliníku, aby splňovaly konkrétní výkonové cíle.
Tepelné zpracování a volba stupně tepelného zpracování pro kované součásti
Vybrali jste správnou třídu hliníku pro svou automobilovou součástku – ale vaše práce ještě není u konce. Tepelné zpracování provedené po tváření rozhoduje o tom, zda bude pečlivě vybraná slitina plnit svůj potenciál, nebo zda bude pod výkonem. Právě zde se různé typy hliníku promění z nadějných materiálů na vysokovýkonné automobilové komponenty.
Znělo by to složitě? Představte si tepelné zpracování jako finální ladění, které odemkne skryté schopnosti slitiny. Stejně jako potřebuje kytara správného ladení, aby vydávala správné tóny, tak i tvářený hliník potřebuje přesné tepelné zpracování, aby dosáhl požadovaných vlastností. Porozumění typům a vlastnostem hliníku vyžaduje pochopení toho, jak označení stupňů tuhosti definují tento kritický proces transformace.
Stupeň tuhosti T6 pro aplikace s maximální pevností
Když automobiloví inženýři požadují maximální pevnost z tepelně upravitelných hliníkových slitin, téměř vždy zadávají stupeň tuhosti T6. Podle Dokumentace ASM International o označení tepelného zpracování hliníku , T6 označuje slitinu, která byla „tepelně upravena řešením a bez významného za studena tváření uměle stárnuta za účelem dosažení vylučování pro zpevnění.“
Co tento dvoukrokový proces ve skutečnosti zahrnuje?
- Tepelné zpracování roztoku: Litá součást se ohřeje na vysokou teplotu – obvykle 480–540 °C v závislosti na slitině – a udržuje se dostatečně dlouho, aby se legující prvky rovnoměrně rozpustily do hliníkové matrice
- Zchlazování: Rychlé ochlazení, obvykle ve vodě, uzamkne tyto rozpuštěné prvky v přesyceném tuhém roztoku
- Umělé stárnutí: Součást je poté udržována po několik hodin při mírné teplotě (150–175 °C u většiny slitin), čímž dojde k vylučování mikroskopických zpevňujících částic po celé struktuře kovu
Například technická výrobní data vysvětluje, "T6 tepelné zpracování přeměňuje běžný hliník na vysoce pevné součásti prostřednictvím pečlivě kontrolovaných kroků ohřevu a chlazení. Tento proces vytváří kovy s dokonalou rovnováhou mezi pevností a tvarovatelností pro mnoho průmyslových odvětví."
Pro automobilové aplikace poskytuje T6 pevnostní úrovně, které vyžadují zavěšení, náboje kol a strukturální součásti. Dokumentace potvrzuje, že například slitina hliníku 6061 zvyšuje mez pevnosti více než na trojnásobek – z přibližně 55 MPa v měkčeném stavu na okolo 275 MPa po tepelném zpracování T6.
Tento nárůst pevnosti však přichází s určitým kompromisem. Tažnost se typicky snižuje z přibližně 25 % na zhruba 12 %, jakmile materiál ztvrdne a zpevně. Pro většinu automobilových strukturálních aplikací je tento pokles v tažnosti přijatelný – součásti jsou navrženy na základě vlastnostního rozsahu T6 namísto požadavku na maximální tvarovatelnost.
Alternativní stupně tepelného zpracování pro specializované požadavky
Zatímco T6 dominuje ve specifikacích automobilových kovaných součástí, několik alternativních označení tepelného zpracování hraje klíčovou roli, pokud požadavky aplikace přesahují maximální pevnost.
Tepelné zpracování T651: Uvolnění pnutí pro rozměrovou stabilitu
Když vidíte označení T651 v tabulce slitin hliníku, jedná se o vlastnosti T6 kombinované s uvolněním pnutí. Podle Referenčního systému označení tepelného zpracování ASM , přípona "51" znamená, že výrobek byl uvolněn od pnutí tažením o 1,5–3 % po zhasínání a před stárnutím.
Proč je to důležité pro automobilové součásti? Zhasínání způsobuje významné zbytkové napětí ve vykovaných dílech. Bez uvolnění pnutí mohou tyto vnitřní napětí způsobit:
- Rozměrové zkreslení během následného obrábění
- Sníženou únavovou životnost v důsledku aditivních napěťových účinků
- Vyšší náchylnost ke korozi štěpením pod vlivem napětí v určitých prostředích
U přesně opracovaných komponentů, jako jsou řídicí čepy nebo složité nápravové prvky, poskytuje T651 rozměrovou stabilitu, kterou vyžadují úzké tolerance.
T7 tepelné zpracování: Zvýšená odolnost proti korozi
Když představuje napěťová křehká koroze významné riziko – zejména u slitin řady 7xxx – inženýři určují tepelné zpracování typu T7. Dokumentace ASM vysvětluje, že T7 označuje slitinu, která byla „roztavena a uměle stárnutá do přestárnutého (za vrcholem pevnosti) stavu“.
Toto záměrné přestárnutí obětuje část pevnosti – obvykle o 10–15 % nižší než u T6 – ale výrazně zlepšuje odolnost proti napěťové křehké korozi. Existují dva důležité typy:
- T73: Maximální odolnost proti napěťové křehké korozi s mezí kluzu přibližně o 15 % nižší než u T6
- T76: Zvýšená odolnost proti lupající se korozi s pouhým snížením pevnosti o 5–10 %
U slitin 7xxx s vysokou pevností používaných u automobilových komponentů letecké třídy často T7 stavy představují optimální rovnováhu mezi pevností a dlouhodobou spolehlivostí v korozním prostředí.
Stav T5: Nákladově efektivní zpracování
Stav T5 nabízí zjednodušený postup tepelného zpracování – kovaná součást je ochlazena z vyšší kovací teploty a následně uměle stárna, přičemž se vynechává samostatný krok homogenizačního žíhání. Jak odborná dokumentace uvádí, T5 je „nejvhodnější pro středně pevné aplikace, kde je potřeba určitá pružnost.“
I když stav T5 dosahuje nižší pevnosti než T6, snižuje náklady i dobu zpracování. To jej činí vhodným pro komponenty, u nichž není vyžadována maximální pevnost – například určité dekorativní lišty nebo nestrukturní úhelníky.
Označení stavu
Při konzultaci tabulky stavů hliníku nebo tabulky slitin hliníku pro kované automobilové komponenty se nejčastěji setkáte s těmito označeními stavů:
| Temper | Proces léčby | Výsledné změny vlastností | Typické automobilové aplikace |
|---|---|---|---|
| T4 | Řešení tepelně ošetřené, přirozeně vyzrálé při pokojové teplotě | Střední pevnost, vyšší tažnost než T6, dobrá tvarovatelnost | Součásti vyžadující následné tváření, mezidobí procesových stupňů |
| T5 | Chlazené z kovací teploty, uměle vyzrálé | Střední pevnost, nákladově efektivní zpracování, vhodné pro nedůležité součásti | Uchycení, kryty, neceloživé součásti |
| T6 | Řešení tepelně ošetřené, kalené, uměle vyzrálé na maximální pevnost | Maximální pevnost a tvrdost, nižší tažnost ve srovnání s T4 | Páky zavěšení, klouby, kola, vysoce namáhané konstrukční součásti |
| T651 | T6 ošetření plus odlehčení pnutí protažením (1,5–3 %) | Vlastnosti T6 s vylepšenou rozměrovou stabilitou a sníženým zbytkovým napětím | Přesně opracované komponenty, díly s malými tolerance |
| T7 | Žíhané za účelem rozpouštění, přežíhání nad mezní pevností | Mírně nižší pevnost než u T6, výrazně lepší odolnost proti koroznímu napětí | Komponenty z vysoce pevné slitiny v agresivním prostředí |
| T73 | Žíhané za účelem rozpouštění, speciálně přežíhané pro maximální odolnost proti SCC | ~15 % nižší mez kluzu než u T6, vynikající odolnost proti napěťové korozní korozi | konstrukční součásti ze slitin řady 7xxx v náročných prostředích |
| T76 | Žíhané za účelem rozpouštění, přežíhané pro odolnost proti lupání koroze | 5-10 % nižší pevnost než T6, zvýšená odolnost proti exfoliační korozi | součásti řady 7xxx vystavené vlhkosti a přítomnosti vody |
Propojení volby typu tepelného zpracování s požadavky na výkon
Jak vybrat vhodný druh tepelného zpracování pro konkrétní automobilovou součástku? Rozhodnutí vychází z pochopení toho, proti jakým způsobům poruch musí součástka odolávat a jaká výrobní omezení existují.
Uvažujme lomené rameno zavěšení. Tato součástka je vystavena:
- Milionům cyklů únavového zatěžování během životnosti vozidla
- Působení silniční soli a vlhkosti
- Potenciálnímu poškození nárazem kamene
- Přesným požadavkům na rozměry pro správnou geometrii zavěšení
U ramene z slitiny 6082 poskytuje tepelné zpracování T6 potřebnou pevnost a odolnost proti únavě materiálu. Pokud výrobní proces zahrnuje významné obrábění po tepelném zpracování, zajišťuje tepelné zpracování T651 rozměrovou stabilitu. Vlastní odolnost slitin řady 6xxx vůči korozi obecně eliminuje potřebu přehřívání typu T7.
Nyní uvažujme komponent ze slitiny 7075 vyrobený kováním pro vysokovýkonné použití. Ultra vysoká pevnost materiálu 7075-T6 zajišťuje maximální výkon, ale náchylnost této slitiny ke koroznímu trhání pod napětím v stavu T6 může být nepřijatelná u bezpečnostně kritických dílů. Použití tepelného zpracování 7075-T73 snižuje maximální pevnost přibližně o 15 %, ale poskytuje odolnost proti korozním trhlinám nutnou pro dlouhodobou spolehlivost.
Klíčový poznatek? Výběr tepelného zpracování nejde jednoduše o dosažení maximální pevnosti – jde o to, aby celkový profil vlastností odpovídal skutečným požadavkům každého jednotlivého komponentu. Toto porozumění vlivu tepelného zpracování vás připravuje na výrobní aspekty, které určují, zda kované hliníkové díly konzistentně splňují stanovené specifikace.
Parametry tvářecího procesu a výrobní aspekty
Pochopení, která třída hliníku je vhodná pro váš komponent, je jen polovina rovnice. Druhá polovina? Vědět, jak danou slitinu skutečně úspěšně kovat. Procesní parametry – rozsahy teplot, požadavky na tlak, ohřev matrix a rychlosti přetváření – se výrazně liší mezi jednotlivými třídami hliníku. Pokud tyto parametry nastavíte špatně, může i ideální volba slitiny vést k prasklým dílům, neúplnému vyplnění matrix nebo k součástem, které v provozu předčasně selžou.
Proč jsou tyto detaily tak důležité? Na rozdíl od tříd hliníku určených pro lití, kde roztavený kov volně proteče do formy, tváření vyžaduje přesnou kontrolu deformace v pevném stavu. Každá slitina hliníku reaguje jinak na tlak při různých teplotách, což činí výběr procesních parametrů kritickým pro strukturní aplikace hliníku.
Kritické parametry tváření podle třídy slitiny
Podle Výzkum tváření hliníku podle ASM Handbook , teplota polotovaru je pravděpodobně nejdůležitější procesní proměnná. Doporučené teplotní rozsahy kování pro běžně používané automobilové třídy jsou překvapivě úzké – obvykle v rozmezí ±55 °C (±100 °F) – a překročení těchto limitů hrozí buď trhlinami, nebo nedostatečným tokem materiálu.
Zde je, co výzkum ukázal o konkrétních skupinách slitin:
- 6061 Aluminium: Rozsah kování 430–480 °C (810–900 °F). Tato slitina vykazuje téměř 50% pokles tokového napětí při kování na horní hranici teploty ve srovnání s nižšími teplotami, což činí kontrolu teploty klíčovou pro dosažení konzistentních výsledků.
- 6082 Hliník: Podobný teplotní rozsah jako slitina 6061. Evropští výrobci často kují tuto slitinu při teplotách blíže k horní hranici, aby optimalizovali plnění forem pro složité geometrie zavěšení.
- 7075 Hliník: Užší tvářecí rozsah 380–440 °C (720–820 °F). Řada slitin 7xxx vykazuje nejmenší citlivost na změny teploty, což však znamená i menší prostor pro chyby – tato slitina „neprodlévá“ chybám při zpracování stejně jako více tažné třídy.
- hliník 2014 a 2024: Teplotní rozsahy 420–460 °C (785–860 °F). Tyto měďobsahující slitiny vyžadují pečlivou kontrolu předehřevu, protože jsou náchylné k ohřevu deformací při rychlých tvářecích úderech.
Výzkum zdůrazňuje, že „dosáhnutí a udržení správné předehřáté teploty kovu při tváření hliníkových slitin je kritickým procesním parametrem, který je rozhodující pro úspěch celého tvářecího procesu“. Doba výhřevu 10–20 minut na palec tloušťky průřezu obvykle zajistí rovnoměrné rozložení teploty před zahájením tváření.
Vliv teploty nástroje a rychlosti přetvoření
Na rozdíl od tváření oceli, kde jsou nástroje často relativně chladné, tváření hliníku vyžaduje ohřívané nástroje – a požadované teploty se liší podle typu procesu:
| Kovaný proces/Výbava | Rozsah teploty matrixu °C (°F) | Hlavní úvahy |
|---|---|---|
| Kladiva | 95-150 (200-300) | Nižší teploty v důsledku rychlé deformace; snižuje riziko přehřátí způsobené adiabatickým ohřevem |
| Mechanické lisy | 150-260 (300-500) | Střední teploty vyvažují životnost matrixu s tokem materiálu |
| Tlačícími válečky | 150-260 (300-500) | Podobné mechanickým lisy; vynikající pro složité hliníkové lopatky |
| Hydraulické lisy | 315-430 (600-800) | Nejvyšší teploty v důsledku pomalé deformace; vyvíjejí se izotermní podmínky |
| Valivé kroužení | 95-205 (200-400) | Mírné teploty udržují kov v pracovním stavu během postupného tváření |
Rychlost přetvoření také významně ovlivňuje výsledky tváření. Výzkum ASM ukazuje, že při rychlosti přetvoření 10 s⁻¹ oproti 0,1 s⁻¹ se tokové napětí hliníku 6061 zvýší přibližně o 70 %, zatímco hliník 2014 téměř zdvojnásobí své tokové napětí. To znamená, že kování za použití kladiva (vysoké rychlosti přetvoření) vyžaduje podstatně větší sílu než kování na hydraulické lise (nízké rychlosti přetvoření) pro stejnou slitinu.
U vysoce pevných slitin řady 2xxx a 7xxx mohou zařízení pro tváření s vysokou rychlostí přetváření, jako jsou kovadliny, ve skutečnosti způsobit problémy. Dokumentace ASM uvádí, že „některé vysoce pevné slitiny řady 7xxx jsou netolerantní vůči změnám teploty, které mohou nastat při tváření s vysokou rychlostí přetváření, a proto tento typ zařízení není používán při výrobě kovaných dílů z těchto slitin.“ Výrobci často snižují předehřev na dolní hranici přípustných rozsahů, když používají rychlé zařízení, aby kompenzovali ohřev způsobený deformací.
Hlediska svařitelnosti a montáže
Jakmile jsou hliníkové automobilové součásti kovány a tepelně upraveny, mnohé z nich musí být spojeny, aby vznikly kompletní konstrukce vozidel. Porozumění svařitelným hliníkovým třídám a jejich omezením předchází nákladným poruchám při montáži a zajišťuje strukturní integritu.
Svařitelnost kovaných hliníkových tříd se výrazně liší podle rodiny slitin:
- 6061 a 6082: Vynikající svařitelnost – tyto slitiny lze spojovat běžnými procesy MIG a TIG s přídavnými kovy 4043 nebo 5356. Svařování však vytváří tepelně ovlivněnou zónu (HAZ), ve které se vlastnosti temperace T6 výrazně zhorší. Podle Výzkumu svařování společnosti Lincoln Electric může být u kritických aplikací vyžadováno tepelné zpracování po svařování, aby se obnovila pevnost.
- 7075:Špatná svařitelnost – tato slitina má sklon k horkému trhání během svařování a obecně by neměla být spojována tavením. Upřednostňovanými metodami spojování součástí ze slitiny 7075 jsou mechanické spoje nebo lepení.
- 2024 a 2014: Omezená svařitelnost – i když jsou tyto slitiny obsahující měď teoreticky svařitelné, jsou náchylné k horkému trhání a obvykle vyžadují specializované postupy. Mnoho automobilových aplikací proto uvádí místo svařování mechanické spojování.
- 5xxx řada: Vynikající svařitelnost – tyto netepelně upravitelné slitiny se snadno svařují, i když jsou v kovaných hliníkových automobilových komponentech méně časté kvůli nižší úrovni pevnosti.
Při svařování tepelně zpracovatelných hliníkových výkovků, jako je 6061-T6 nebo 6082-T6, může tepelně ovlivněné pásmo (HAZ) ztratit až 40 % mezikluzu. Výzkum společnosti Lincoln Electric zaměřený na pokročilou kontrolu tvaru vln uvádí, že „změny v chemickém složení výrazně ovlivňují fyzikální vlastnosti slitiny“ a že pro konkrétní slitiny lze navrhnout speciální svařovací tvary vln, které tyto účinky minimalizují.
Pro kritické konstrukční aplikace z hliníku zvažte následující procesní strategie:
- Minimalizujte přívod tepla: Použijte pulzní MIG procesy, které snižují celkové množství tepla přenášeného do základního materiálu
- Navrhujte umístění svarů: Umisťujte svary mimo oblasti s maximálním namáháním, pokud je to možné
- Stanovte požadavky na tepelné zpracování po svařování: U aplikací vyžadujících plnou obnovu pevnosti zahrňte po svařování kalení a stárnutí
- Zvažte mechanické spojování: U vysokopevnostních výkovků ze slitin řady 2xxx a 7xxx často šroubové nebo nitované spoje poskytují vyšší spolehlivost
Moderní automobilové konstrukce stále častěji kombinují kované hliníkové uzly s extrudovanými a plechovými hliníkovými komponenty. Strategie spojování těchto sestav musí brát v úvahu různé druhy tepelných úprav a slitin – kovaný uchycovací bod zastavitky typu 6082-T6 může být spojen s extrudovaným nosníkem z materiálu 6063-T6 pomocí lepení kombinovaného se samočinně pronikajícími nýty.
Poté, co jsou známy procesní parametry a otázky svařitelnosti, logicky vyvstává další otázka: jak se kovaný hliník porovnává s alternativními výrobními metodami pro stejné komponenty? Toto srovnání odhaluje, kdy kování skutečně přináší nadřazenou hodnotu.

Kovaný vs litý vs blokový hliník v automobilovém průmyslu
Prozkoumali jste základní třídy kovaného hliníku a jejich výrobní parametry. Ale zde je otázka, které se často musí vypořádat odborníci na nákupy a inženýři: měla by být tato součást vůbec zkovaná? Porozumění tomu, kdy kování přináší vyšší hodnotu – oproti lití nebo obrábění z polotovaru – může ušetřit významné náklady a zároveň zajistit optimální výkon.
Skutečností je, že každá výrobní metoda existuje proto, že řeší určité problémy lépe než alternativy. Při výběru vhodného materiálu pro karosáriové díly, díly pohonu nebo prvky zavěšení záleží na výrobním postupu stejně jako na třídě slitiny. Podívejme se podrobně, jak se tyto tři přístupy navzájem liší.
Porovnání výkonu jednotlivých výrobních metod
Co se ve skutečnosti děje uvnitř kovu během jednotlivých procesů? Rozdíly jsou zásadní – a přímo určují, jak daná součást bude ve vašem vozidle fungovat.
Kovaná hliníková
Podle výzkumu v oblasti automobilové výroby vyrábí kování součásti "deformací zahřátého kovu za použití tlaku, která mění jeho vnitřní strukturu a zvyšuje jeho pevnost." Tento proces zarovnává zrnitou strukturu kovu a vytváří výrazně pevnější materiál ve srovnání s odlitými alternativami.
Kovací proces nabízí několik výrazných výhod:
- Vyšší mechanická integrita: Zarovnání zrnité struktury umožňuje kovaným komponentům přenášet větší zatížení
- Zvýšená odolnost proti únavě: Kriticky důležité pro komponenty vystavené milionům cyklů namáhání
- Minimální vnitřní vady: Tlakový proces odstraňuje dutiny a pórovitost běžnou u odlitků
- Vynikající houževnatost: Ideální pro aplikace náchylné k nárazům, jako jsou kola a díly zavěšení
Litinová hliníková
Odlévání vytváří komponenty nalitím roztaveného hliníku do forem a necháním tuhnout. Během tohoto procesu analýza výroby vysvětluje, že tento proces „umožňuje vytváření složitých tvarů řízeným tuhnutím“ a nabízí nevídanou flexibilitu v návrhu.
Při hodnocení litin z hliníku a slitin hliníku pro tlakové lití vezměte v úvahu tyto vlastnosti:
- Možnost složité geometrie: Dosažitelné jsou složité vnitřní průchody a detailní prvky
- Nižší náklady na nástroje u složitých dílů: Lití formy často stojí méně než tvářecí nástroje při stejné složitosti
- Riziko pórovitosti: Uzavřené plyny mohou vytvářet vnitřní dutiny, které oslabují pevnost
- Proměnlivé mechanické vlastnosti: Odlitky z hliníkové slitiny vykazují větší variabilitu vlastností než jejich kované ekvivalenty
Výzkum uvádí, že pokroky ve vysokotlakém tlakovém lití výrazně zlepšily kvalitu odlitků z hliníkových slitin, "což umožňuje vyrábět součásti, které jsou lehké i odolné". U bezpečnostně kritických aplikací však zůstávají přirozená omezení odlévání stále relevantní.
Billet Aluminum
Broušení z prutu vychází z plného hliníkového materiálu – obvykle extrudovaného nebo válcovaného – a pomocí CNC strojů odebírá materiál, aby vytvořilo konečnou geometrii. Podle odborná dokumentace , tento přístup "umožňuje velmi úzké tolerance, čímž je ideální pro vysokovýkonné díly."
Klíčové vlastnosti broušených dílů zahrnují:
- Maximální přesnost: CNC obrábění dosahuje tolerancí, které nelze s odléváním a kováním dosáhnout přímo
- Stejnorodá struktura zrna: Výchozí materiál má po celém objemu stejné vlastnosti
- Vysoký odpad materiálu: Významné množství hliníku je opracováno, čímž se zvyšují efektivní náklady na materiál
- Žádné náklady na nástroje: Programové změny nahrazují fyzické úpravy raznic
Porovnání výrobních metod
| Kritéria | Kovaná hliníková | Litinová hliníková | Billet Aluminum |
|---|---|---|---|
| Pevnost | Nejvyšší – zarovnaná struktura zrn maximalizuje mechanické vlastnosti | Nižší – struktura zrn je náhodná; potenciální pórovitost oslabuje materiál | Vysoká – konzistentní základní materiál, ale opracování odstraňuje příznivý tok zrn |
| Optimalizace hmotnosti | Vynikající – pevnost umožňuje tenčí stěny při zachování výkonu | Dobrá – komplexní tvary umožňují optimalizaci umístění materiálu | Střední – omezeno geometrií výchozího polotovaru a omezeními obrábění |
| Jednotková cena | Střední až vysoká – závisí na složitosti a objemu | Nízké u velkých objemů – náklady na tváření se rozprostřené přes velké výrobní série | Vysoké – významný čas stroje a odpad materiálu na jednotlivou součástku |
| Investice do nástrojů | Vysoké – přesné tvářecí formy vyžadují významné počáteční investice | Střední až vysoké – liší se podle metody odlévání a složitosti | Nízké – CNC programování nahrazuje fyzické nástroje |
| Přiměřenost objemu výroby | Střední až vysoké objemy – investice do nástrojů preferují větší série | Velké objemy – lití do forem exceluje při hromadné výrobě | Malé objemy – ideální pro prototypy a speciální díly |
| Komplexní design | Střední – omezeno návrhem formy a omezením toku materiálu | Vysoké – dosažitelné jsou vnitřní kanály a složité prvky | Velmi vysoká – téměř jakákoli geometrie, kterou může nástroj CNC dosáhnout |
| Typické automobilové aplikace | Nápravové ramena, kola, ojnice, řídicí čepy | Vlaky motorů, skříně převodovek, sací kolektory | Prototypové díly, malosériové výkonné komponenty, speciální úhelníky |
Kdy kování přináší vyšší hodnotu
Vzhledem k uvedeným kompromisům, kdy se kování prosazuje jako jasný vítěz? Kritéria rozhodování jsou jednoduchá, jakmile pochopíte, co daná aplikace skutečně vyžaduje.
Zvolte kování, pokud:
- Odolnost proti únavě je kritická: Komponenty vystavené opakovaným zatěžovacím cyklům – nápravová ramena, kola, ojnice – nejvíce profitují z uspořádané struktury zrna při kování. Výzkum potvrzuje, že kované díly „mají obvykle lepší odolnost proti únavě a houževnatost“, což je činí „obzvláště vhodnými pro výkonnostní vozidla.“
- Maximální poměr pevnosti k hmotnosti má význam: Mezi kovy používané v karoseriích a konstrukčních aplikacích automobilů patří kovaný hliník materiálem s nejvyšší pevností při minimální hmotnosti. Když každý gram rozhoduje o výkonu nebo účinnosti, kování ospravedlňuje svou vyšší cenu.
- Výrobní objemy ospravedlňují nástroje: U ročních objemů přesahujících několik tisíc kusů se investice do kovacích forem efektivně odepsává. Pod tímto prahem může být přesto ekonomičtější opracování z tyčového materiálu, i když jsou vyšší náklady na díl.
- Bezpečnostně kritické aplikace vyžadují spolehlivost: Absence vnitřní pórovitosti u kovaných dílů poskytuje jistotu, kterou lité alternativy nemohou dosáhnout. U komponent, kde mají poruchy vážné následky, snižuje konzistentní kvalita kování riziko.
Zvažte alternativy, pokud:
- Jsou vyžadovány složité vnitřní geometrie: Lití umožňuje vnitřní kanály a dutiny, které nelze kováním vytvořit. Bloky válců motorů a skříně převodovek jsou příklady, kde se projevuje nezbytná konstrukční flexibilita lití.
- Objemy jsou extrémně vysoké: U komoditních součástí vyráběných ročně v milionech kusech se ekonomika nákladů na jednotku u lití do forem stává přitažlivou, i když pevnost je nižší.
- Prototyp nebo nízký objem výroby: Obrábění z ingotu úplně eliminuje investice do nástrojů, což jej činí ideálním pro vývojové díly nebo specializované aplikace s objemy pod ekonomickými hranicemi tváření.
- Estetické povrchy jsou nejdůležitější: Lité a opracované povrchy často vyžadují méně úprav pro dekorativní aplikace než povrchy po tváření.
Výběr materiálu pro karoserii v automobilovém průmyslu stále více odráží tyto kompromisy. Vysoké namáhané konstrukční uzly často využívají hliník tvářený, zatímco složité skříně spoléhají na pokročilé techniky lití a prototypové programy využívají obrábění z ingotu pro rychlý vývoj.
Pochopení toho, kdy kování překonává alternativy, vám pomůže od začátku určit správný proces. I přes tato znalosti však stále dochází k chybám při výběru tříd – a znalost toho, jak se jim vyhnout nebo jak vhodně nahradit třídy v případě potřeby, může zabránit nákladným výrobním problémům.
Odborné postupy při náhradě a výběru tříd
I přes dokonalé znalosti vlastností hliníkových slitin a parametrů tváření přináší reálná výroba neočekávané výzvy. Poruchy dodavatelského řetězce, problémy s dostupností materiálu nebo cenový tlak někdy donutí inženýry zvážit alternativy k jejich preferované hliníkové třídě. Znalost toho, které náhrady fungují – a které způsobují problémy – rozhoduje mezi úspěšným projektem a nákladným selháním.
Mimo scénáře náhrad dochází k mnoha chybám při výběru tříd jednoduše proto, že inženýři aplikují přístup známý z konstrukce ocelových dílů i na hliníkové konstrukce. Porozumění těmto běžným chybám pomáhá vyhnout se nákladné přestavbě a poruchám komponent dříve, než k nim dojde.
Pokyny pro náhradu tříd
Když se stane vámi požadovaná slitina hliníku nedostupnou, odolávejte pokušení prostě sáhnout po další možnosti na seznamu. Různé třídy hliníku vykazují odlišné chování při tváření, tepelném zpracování a provozních podmínkách. Úspěšné náhrady vyžadují shodu nejdůležitějších požadavků na výkon a přijetí kompromisů u vedlejších vlastností.
Níže jsou uvedeny ověřené kombinace pro náhradu běžných automobilových tříd určených pro tváření:
- 6082 → 6061: Nejběžnější náhrada v automobilovém kování. Lze očekávat mírně nižší mez kluzu (přibližně o 5–10 %) a poněkud snížený výkon na únavu v agresivním prostředí. Oba slitiny mají vynikající svařitelnost a odolnost proti korozi. Přijatelné pro většinu aplikací zavěšení a konstrukčních dílů, kde byl 6082 určen především z důvodu dostupnosti, nikoli kvůli okrajovým výhodám ve pevnosti.
- 6061 → 6082: Funguje dobře, pokud je materiál dostupný – 6082 dokonce poskytuje mírně lepší pevnost. Žádné významné snížení vlastností, i když 6082 může být podle regionální dostupnosti dražší. Evropské dodavatelské řetězce často upřednostňují 6082, zatímco severoamerické zdroje obvykle snadněji skladují 6061.
- 7075 → 7050: Oba materiály nabízejí extrémně vysokou pevnost, ale 7050 nabízí zlepšenou odolnost proti koroznímu praskání a lepší houževnatost. Tato náhrada často představuje vylepšení, nikoli kompromis. Lze očekávat podobnou nebo mírně nižší maximální pevnost při zlepšené houževnatosti vůči lomu.
- 7075 → 2024: Používejte opatrně – i když oba slitiny patří mezi vysoce pevnostní materiály, jejich vlastnosti se výrazně liší. 2024 nabízí vynikající únavovou pevnost, ale nižší mez pevnosti ve srovnání s 7075. Je vhodný, pokud je rozhodujícím faktorem cyklické zatížení, ale neposkytuje dostatečnou statickou pevnost, když je tato na prvním místě.
- 2024 → 2014: Oba měďobsahující slitiny mají podobné vlastnosti při tváření. 2014 nabízí mírně lepší tvárnost při srovnatelné pevnosti. Přijatelné pro většinu aplikací pohonu, kde byl původně určen materiál 2024.
- 6061 → 5083: Obecně nedoporučeno pro tvářené součásti. I když 5083 nabízí vynikající odolnost proti korozi, není tepelně zpracovatelný a nemůže dosáhnout pevnostních úrovní jako 6061-T6. Tuto náhradu zvažujte pouze pro netechnické aplikace, kde je důležitější odolnost proti korozi než požadavky na pevnost.
Při hodnocení jakékoli náhrady ověřte, zda alternativní třída splňuje všechny kritické specifikace – včetně kompatibility s teplotou tváření, odezvy na tepelné zpracování a dalších požadavků na montáž, jako je svařitelnost. Třída, která je metalurgicky vhodná, může selhat, pokud ji vaše výrobní zařízení nemůže správně zpracovat.
Vyvarování se běžných chyb při výběru
Podle Inženýrské doporučení Lincoln Electric , jednou z nejčastějších chyb při navrhování z hlediska hliníku je prostě výběr nejsilnější dostupné slitiny bez zohlednění dalších kritických faktorů. Jak jejich technická dokumentace uvádí: „Velmi často si konstruktér vybere tu nejsilnější slitinu, která je k dispozici. Toto je špatná konstrukční praxe z několika důvodů."
Proč se výběr nejsilnější hliníkové slitiny někdy může vymstít?
- Rozhodujícím kritériem pro návrh často není pevnost, ale průhyb: Modul pružnosti většiny hliníkových slitin – ať už slabých, nebo pevných – je přibližně stejný (třetina oceli). Pokud je rozhodujícím omezením vaší součásti tuhost a nikoli mez kluzu, pak zaplacení prémie za slitinu 7075 namísto 6061 vám nepřinese žádnou výhodu.
- Mnoho slitin s vysokou pevností není svařitelných: Výzkum společnosti Lincoln Electric zdůrazňuje, že „mnoho nejsilnějších hliníkových slitin nelze svařovat pomocí běžných technik.“ Specifikace slitiny 7075 pro díl, který musí být svařen do větší sestavy, vytváří nemožnost výroby. Dokumentace konkrétně uvádí, že slitinu 7075 „nikdy by neměla být svařována pro konstrukční účely.“
- Vlastnosti svarové zóny se liší od základního materiálu: I u svařitelných tříd jako je 6061 „bude svar jen zřídka tak pevný jako základní materiál.“ Navrhování na základě vlastností základního materiálu T6 bez ohledu na degradaci v tepelně ovlivněné zóně vede k nedostatečně dimenzovaným svárům a možným poruchám.
Zde jsou další chyby při výběru, kterých se je třeba vyvarovat:
- Specifikace taženě tvrdnutelných druhů pro svařované sestavy: U netepelně zpracovatelných slitin (1xxx, 3xxx, 5xxx) působí svařování jako lokální žíhací operace. Výzkum potvrzuje: „Bez ohledu na jakýkoli stav tepelného zpracování, ze kterého se vychází, budou vlastnosti v oblasti tepelného ovlivnění (HAZ) odpovídat materiálu v žíhaném stavu O.“ Nákup drahého taženého materiálu, který bude následně svařován, je plýtváním penězi – oblast HAZ se totiž vždy vrátí k žíhaným vlastnostem.
- Ignorování požadavků na povarové ošetření po svařování: Tepelně zpracovatelné slitiny, jako je 6061-T6, vykazují výrazné snížení pevnosti ve svářecí zóně. Výzkum ukazuje, že „minimální pevnost ve svaru v tahu 24 ksi“ lze porovnat s „40 ksi“ u základního materiálu T6 – což představuje snížení o 40 %. Pokud není v případě potřeby obnovy pevnosti stanoven post-svařovací stárnutí, je ohrožena konstrukční integrita.
- Nepřihlížení ke sklonu ke koroznímu trhání za napětí: Slitiny 7xxx s vysokou pevností v tepelném stavu T6 mohou být náchylné ke koroznímu trhání za účinku napětí. Použití slitiny 7075-T6 u komponent vystavených vlhkosti a trvalému zatížení bez zvážení tepelných stavů T73 nebo T76 hrozí předčasnými poruchami v provozu.
- Plést slitiny pro odlévání se slitinami pro tváření: Některé technické specifikace nesprávně uvádějí hliníkové třídy pro odlévání, když jsou vyžadovány komponenty tvářené. A356 a A380 jsou vynikající slitiny pro tlakové lití, ale nejsou vhodné pro tváření – jejich chemické složení je optimalizováno pro tekutost v roztaveném stavu, nikoli pro deformaci v tuhém stavu.
Spolupráce s kvalifikovanými dodavateli tváření
Mnoho problémů při výběru tříd slitin lze efektivně řešit ve spolupráci s zkušenými dodavateli tváření, kteří rozumí požadavkům automobilového průmyslu. Speciální slitiny pro automobilové aplikace často vyžadují přesnou kontrolu procesu, kterou mohou poskytovat pravidelně pouze zavedení výrobci.
Při hodnocení potenciálních partnerů ve tváření vezměte v úvahu jejich schopnosti technické podpory. Mohou poradit s výběrem optimální třídy pro váš konkrétní díl? Mají zkušenosti s teply a následnými tepelnými úpravami, které vaše aplikace vyžaduje? Výrobci certifikovaní podle IATF 16949, jako je Shaoyi poskytují systémy kvality a technickou odbornost, které pomáhají převést rozhodnutí o výběru třídy na spolehlivé sériové díly.
Jejich možnosti rychlého prototypování – dodání počátečních dílů již za 10 dní – vám umožňují ověřit výběr tříd dříve, než se zaváže k nástrojům pro vysokoodmotážní výrobu. U dílů, jako jsou ramena zavěšení a hřídele, u nichž kvalita hliníku přímo ovlivňuje bezpečnost vozidla, je neocenitelné mít inženýrské partnery, kteří rozumí jak metalurgii, tak požadavkům automobilového průmyslu.
Kombinace znalostí správné volby tříd a kvalifikovaných výrobních partnerství vytváří základ úspěšných programů z tvýovaného hliníku. Pokud jsou tyto prvky na místě, můžete učinit konečná rozhodnutí ohledně materiálu, která efektivně vyvažují požadavky na výkon, výrobní omezení a nákladové faktory.
Výběr správné třídy tvýovaného hliníku pro vaši aplikaci
Nyní jste probrali kompletní přehled tříd tvýovaného hliníku pro automobily – od pochopení označení slitin až po přiřazení konkrétních tříd k požadavkům jednotlivých komponent, od úvah ohledně tepelného zpracování po výrobní parametry. Jak však spojit veškeré tyto znalosti do konkrétních rozhodnutí? Shrňme klíčová doporučení, která transformují technické porozumění do úspěšných výsledků nakupování.
Zda specifikujete hliník pro automobily v rámci nového programu vozidel nebo optimalizujete stávající dodavatelský řetězec, výběr třídy následuje logickou sekvencí. Správné dodržení této sekvence předchází nákladným chybám a zajišťuje, že vaše hliníkové automobilové díly poskytují výkon, který vaše vozidla vyžadují.
Klíčové poznatky pro výběr třídy
Po prozkoumání celé škály možností hliníku pro automobily se ukazuje, že několik rozhodovacích faktorů konzistentně určuje úspěch:
- Začněte s požadavky na namáhání, nikoli s preferencemi materiálu: Definujte, jaké skutečné zatížení váš komponent skutečně zažívá – statické zatížení, cyklická únava, nárazové síly nebo jejich kombinace. Náprstek zavěšení, který vytrpí miliony cyklů na vozovce, vyžaduje jiné vlastnosti než uchycení vystavené pouze statickému zatížení. Přiřaďte rodinu slitiny k těmto reálným požadavkům: 6xxx pro vyvážený výkon, 7xxx pro maximální pevnost, 2xxx pro vynikající odolnost proti únavě.
- Zahrňte objem výroby do procesu rozhodování již v rané fázi: Ekonomika kování upřednostňuje střední až vysoké výrobní objemy, kde se náklady na nástroje efektivně odpisují. U objemů pod několik tisíc kusů ročně ověřte, zda zůstává kování cenově konkurenceschopné ve srovnání s opracováním z polotovarů. Programy s vysokým objemem výroby nejvíce profitují ze spojení lepších vlastností a efektivní výroby, které kování nabízí.
- Zohledněte následné procesy: Pokud váš díl bude muset být svařen do větší sestavy, tato jediná požadavek vyřadí celé skupiny slitin z možných řešení. Uveďte 6061 nebo 6082, pokud je svařitelnost důležitá; vyhýbejte se slitině 7075 u jakéhokoli konstrukčního svařovaného dílu. Podobně zvažte nároky na následné obrábění po kování – tempery T651 poskytují dimenzionální stabilitu, kterou přesné obrábění vyžaduje.
- Hodnoťte celkové náklady, nikoli jen cenu materiálu: Nejlevnější hliník pro automobily není vždy nejekonomičtější volbou. Vyšší třída slitiny, která umožňuje tenčí stěny, snížení úpravy povrchu nebo zjednodušené tepelné zpracování, může přinést nižší celkové náklady na součástku než levnější třída vyžadující dodatečné zpracování. Než definitivně stanovíte specifikace, spočítejte úplný přehled.
- Zvyšte odolnost dodavatelského řetězce: Identifikujte přípustné náhradní třídy před zahájením výroby. Vědět, že 6061 může nahradit 6082, nebo že 7050 nabízí vylepšenou náhradu za 7075, poskytuje vám možnosti v případě poruch v dodávkách. Tyto alternativy zdokumentujte ve vašich specifikacích, aby nákupní týmy mohly rychle reagovat na změny dostupnosti.
Nejdůležitější zásada výběru: vyberte slitinu, která nejlépe odpovídá skutečným požadavkům na výkon vaší součástky – nikoli tu nejsilnější dostupnou možnost. Příliš přísné specifikace plýtvají penězi a mohou způsobit výrobní komplikace, zatímco nedostatečné specifikace ohrožují poruchami v provozu, což škodí jak vozidlům, tak reputaci.
Spolupráce pro úspěch ve výrobě automobilových kovaných dílů
Zde je realita, kterou každý zkušený inženýr chápe: dokonalý výběr třídy samo o sobě nic neznamená bez výrobního partnera, který je schopen konzistentně dodržovat kvalitu. Mezera mezi specifikací materiálu a kvalitními součástkami vyžaduje odborné znalosti, které dokážou překlenout pouze kvalifikovaní dodavatelé kování.
Když hliník v autech musí splňovat náročné výkonné standardy, stává se výběr dodavatele stejně důležitým jako výběr slitiny. Podle odborných doporučení pro hodnocení dodavatelů kování , jsou nejdůležitějšími faktory certifikace a systémy kvality, výrobní kapacity a vybavení a přísné normy kontroly kvality.
U automobilových aplikací konkrétně certifikace IATF 16949 demonstruje, že dodavatel implementoval systémy řízení kvality, které od něj automobilový průmysl vyžaduje. Tento certifikát – postavený na základech ISO 9001 s požadavky specifickými pro automobilový průmysl – potvrzuje, že výrobce rozumí sledovatelnosti, kontrole procesů a neustálému zlepšování na úrovni požadované vašimi programy vývoje vozidel.
Kromě certifikace vyhodnoťte praktické schopnosti, které přeměňují specifikace na díly:
- Inženýrská podpora: Může dodavatel poradit výběr optimální třídy materiálu pro vaši konkrétní geometrii a podmínky zatížení? Rozumí dopadům tepelného zpracování a dokáže doporučit vhodné stupně tvrdosti?
- Rychlost prototypování: Současné časové rámce vývoje vozidel vyžadují rychlé iterace. Partneři nabízející prototypové výkovky v zkrácených termínech – někteří dokonce již za 10 dní – umožňují ověření návrhu ještě před investicí do sériového nástroje.
- Odbornost u komponent: Dodavatelé s prokázanou zkušeností ve vaší kategorii komponentů – ať už jde o nápravové ramena, hřídele nebo konstrukční uzly – přinášejí specifické znalosti aplikací, které běžné výkovny nemusí mít.
- Infrastruktura kontroly kvality: Pokročilé technologie inspekce, monitorování procesů a komplexní dokumentační systémy zajišťují, že každý komponent splňuje požadované specifikace. Referenční materiály zdůrazňují, že přední dodavatelé investují do souřadnicových měřicích strojů, zařízení pro nedestruktivní zkoušení a možnosti analýzy materiálů.
Pro inženýry a odběratelské odborníky hledající výrobu komponentů pro automobily z hliníku, Shaoyi (Ningbo) Metal Technology představuje partnera, který je požadován pro úspěšné programy. Jejich certifikace IATF 16949 potvrzuje systémy kvality na úrovni automobilového průmyslu, zatímco jejich vlastní inženýrský tým poskytuje technickou podporu, která pomáhá převést rozhodnutí ohledně výběru tříd materiálů na výrobně připravené specifikace. Díky poloze blízko přístavu Ningbo kombinují schopnost rychlého prototypingu – s prvními díly dostupnými již za 10 dní – spolu s kapacitou velkovýroby pro zralé programy.
Jejich prokázané odborné znalosti v oblasti náročných hliníkových automobilových dílů, jako jsou ramena zavěšení a hřídele, odrážejí komponentně specifické znalosti, které činí doporučení pro výběr tříd materiálů prakticky využitelné. Kdykoli specifikace vyžadují ovládací ramena z 6082-T6 nebo výkonné komponenty z 7075-T6, je zásadní, aby výrobní partner rozuměl jak metalurgii, tak požadavkům kvality v automobilovém průmyslu, čímž se výběr materiálu mění na spolehlivé komponenty.
Cesta od specifikace slitiny k výkonu vozidla vede přes výrobní provedení. Kombinací znalostí o výběru tříd, které jste získali v průběhu tohoto průvodce, s kvalifikovanými odborníky ve tváření, kteří sdílejí váš závazek kvalitě, umisťujete své automobilové programy do pozice úspěchu – dodávají pevnost, úsporu hmotnosti a spolehlivost, které moderní vozidla vyžadují od jejich tvářených hliníkových komponent.
Často kladené otázky o třídách hliníkového tváření pro automobily
1. Jaké jsou třídy hliníkového tváření?
Nejčastěji používané třídy hliníku pro automobilové aplikace zahrnují 6061, 6063, 6082 ze série 6000 a 7075 ze série 7000. Slitiny řady 6xxx nabízejí vynikající kujnost, odolnost proti korozi a vyváženou pevnost, což je činí ideálními pro zavěšení a kola. Řada 7xxx poskytuje extrémně vysokou pevnost pro výkonnostně kritické komponenty. Kromě toho slitiny 2024 a 2014 z řady 2xxx nabízejí vynikající odolnost proti únavě materiálu pro díly pohonného ústrojí, jako jsou písty a ojnice. Výrobci certifikovaní podle IATF 16949, jako je Shaoyi, mohou pomoci s optimálním výběrem třídy hliníku na základě konkrétních požadavků na danou součástku.
2. Jaká třída hliníku se používá v autech?
Automobilové aplikace využívají různé třídy hliníku v závislosti na požadavcích jednotlivých komponent. Mezi běžné třídy patří 1050, 1060, 3003, 5052, 5083, 5754, 6061, 6082, 6016, 7075 a 2024. U litých komponent konkrétně se v evropských aplikacích pro zavěšení a podvozek uplatňuje především třída 6082-T6 díky vynikající odolnosti proti únavě v korozivním prostředí. Třída 6061-T6 je v Severní Americe stále oblíbená díky své svařitelnosti. Vysokovýkonné aplikace často vyžadují třídu 7075-T6 pro maximální poměr pevnosti k hmotnosti, zatímco 2024-T6 vyniká u komponent pohonných jednotek náchylných k únavě materiálu.
3. Je hliník 5052 nebo 6061 pevnější?
hliník 6061 je výrazně pevnější než 5052. V tepelném stavu T6 dosahuje 6061 mez pevnosti přibližně 310 MPa ve srovnání s 5052, který dosahuje přibližně 220 MPa. Nicméně pevnost není jediné rozhodující faktor – 5052 nabízí lepší odolnost vůči korozi a vyšší tvárnost, protože je nežíhaný slitinou. U automobilových součástí vyráběných tvářením, které vyžadují strukturní pevnost, je upřednostňován 6061-T6, protože lze tepelně upravovat k dosažení vyšších úrovní pevnosti nezbytných pro ramena zavěšení, kola a rámové součásti.
4. Jaký je rozdíl mezi kovanými a litými hliníkovými koly?
Kovaná hliníková kola jsou vyráběna stlačováním zahřátého hliníku za extrémního tlaku, čímž se zarovná struktura zrna pro vyšší pevnost a odolnost proti únavě. Odlité kola jsou vyrobena odléváním roztaveného hliníku do forem, což vede k náhodné struktuře zrna a možné pórovitosti. Kovaná kola obvykle váží o 15–30 % méně než odlité ekvivalenty, přičemž nabízejí lepší odolnost proti nárazům a vyšší trvanlivost. Pro výkonné vozy kovaná kola z hliníku 6061-T6 nebo 7075-T6 poskytují poměr pevnosti ku hmotnosti, který odlité varianty nemohou dosáhnout.
5. Jak si vybrat správnou třídu hliníku pro automobilové kování?
Začněte stanovením skutečných požadavků na zatížení vašeho komponentu – statické zatížení, cyklická únava nebo nárazové síly. Pro vyvážené konstrukční aplikace nabízejí slitiny řady 6xxx, jako například 6082-T6 nebo 6061-T6, vynikající výkon. Když je rozhodující maximální pevnost, volte 7075-T6. Pro vynikající odolnost proti únavě v součástech pohonu zvažte 2024-T6. Zohledněte požadavky na svařitelnost (slitiny řady 6xxx se svařují dobře, 7075 se svařovat nelze), objemy výroby a požadavky na tepelné zpracování. Spolupráce se zkušenými výrobci kovanin, jako je Shaoyi, kteří nabízejí rychlé prototypování a certifikaci dle IATF 16949, pomáhá ověřit volbu třídy slitiny, než dojde k výrobě sériového nástroje.