 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

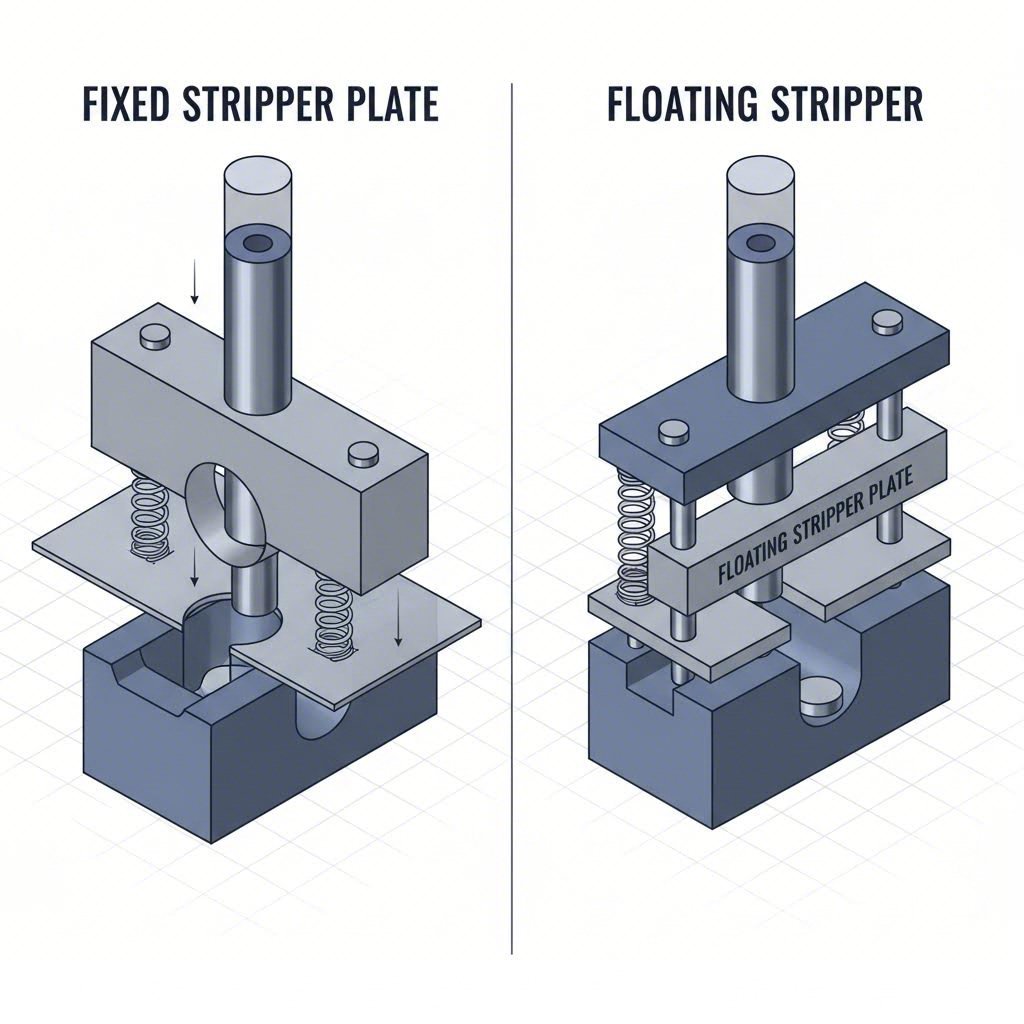
Pevná vs. plovoucí vyhazovací deska: Rozhodnutí o formě, které může nástroj zachránit nebo zničit

Rozhodnutí o vyhazovací desce, které musí každý konstruktér nástrojů ovládat
Představte si provoz vysokorychlostní lisy, kdy najednou začnou díly zasekávat na raznících, hrany mají neočekávané otřepy a váš servisní tým spěchá diagnostikovat problém. Co se pokazilo? Ve mnoha případech lze kořen problému vystopovat ke základnímu rozhodnutí učiněnému při návrhu nástroje: byl zvolen nesprávný typ vyhazovací desky pro danou aplikaci.
Ať už jste konstrukce postupných nástrojů pro automobilové komponenty nebo navrhujete-li nářadí pro přesnou elektroniku, porozumění rozhodování mezi pevnou a plovoucí vyhazovací deskou je nezbytné. Tato volba přímo ovlivňuje kvalitu dílů, životnost nástroje a vaše provozní náklady.
Proč vaše volba vyhazovací desky určuje výkon nástroje
Tak co je vlastně vyhazovací deska? Je to součást, která po každém zdvihu odpadává materiál dílce z razníku. Správné vyhazování pomocí vyhazovací desky zajišťuje čisté oddělení dílce, zabraňuje vytažení odpadku a udržuje konzistentní cyklové časy. Když vyberete správnou konfiguraci, vaše nástroj běží hladce. Vyberte špatně, a budete čelit řadě výrobních potíží.
Vyhazovací deska dělá více než jen odstraňuje materiál – navádí razníky, kontroluje pohyb materiálu a ovlivňuje celkovou stabilitu nástroje. To činí váš výběr mezi pevným a plovoucím provedením rozhodujícím krokem, který ovlivňuje každý aspekt výkonu nástroje.
Skryté náklady nesprávné volby vyhazovací desky
Výběr nevhodného typu vyhazovací desky má následky, které sahají daleko za rámec počátečních nákladů na nástroj:
- Poškození dílce: Škrábance, deformace a nesrovnalosti rozměrů způsobené nesprávnou vyhazovací silou
- Zrychlené opotřebení nástroje: Nesouosné razníky a nadměrné tření zkracují životnost komponent
- Naplánovaná simplyfikace: Časté úpravy a náhlé opravy narušují výrobní plány
- Zvýšené míry odpadu: Špatný vyhazov vede k odmítnutým dílům a plýtvání materiálem
Vytvoření podmínek pro úspěch přesného stříhání
Toto je výzva, které čelí mnoho konstruktérů raznic: informace o výběru vyhazovacích desek jsou rozptýleny v technických manuálech, katalozích dodavatelů a zkušenostech předávaných mezi inženýry. Žádný jediný zdroj tyto důležité srovnání neshromažďuje s jasnými, smysluplnými kritérii rozhodování – až dosud.
Tato příručka nabízí komplexní hodnocení pevných a plovoucích vyhazovacích desek, doplněné strukturovanými rámci pro výběr a praktickými doporučeními. Zjistíte, kdy se který typ nejlépe osvědčí, pochopíte související kompromisy a získáte jistotu při rozhodování o této klíčové výběrové otázce nástrojů pro vaše konkrétní aplikace.
Hodnoticí kritéria pro výběr vyhazovacích desek
Než se ponoříte do konkrétností pevných a plovoucích vyhazovacích desek, potřebujete jasný rámec pro rozhodování. Bez stanovených kritérií se srovnávání těchto dvou možností mění z inženýrského přístupu na odhad. Pojďme stanovit metodiku hodnocení, kterou odborníci používají při výběru vhodné konfigurace vyhazovací desky pro formy a nástroje s vyhazovací deskou.
Pět faktorů, které určují úspěch vyhazovací desky
Když inženýři posuzují, jaká vyhazovací deska je nejlépe vhodná pro jejich aplikaci, vrací se stále k pěti klíčovým hlediskům. Každý faktor má jinou váhu v závislosti na konkrétních požadavcích výroby:
- Požadovaná vyhazovací síla :Síla potřebná k oddělení materiálu od děrovacích nástrojů se obvykle pohybuje v rozmezí 10–25 % děrovací síly. Aplikace s vyššími nároky na vyhazování vyžadují robustnější konstrukce desek schopné dodávat stálý tlak.
- Kompatibilita s tloušťkou materiálu: Tenké materiály se chovají jinak než tlusté заготовky během vyhazování. Výběr vašich desek musí odpovídat konkrétnímu rozsahu tloušťky, který budete zpracovávát, protože neshody mohou způsobit poškození dílů nebo jejich neúplné vysunutí.
- Úvahy ohledně objemu výroby: Vysoký objem výroby vyžaduje vyhazovací desky, které udržují výkon po milionech cyklů. U nižších objemů lze připustit jednodušší konfigurace, které vyžadují častější úpravy.
- Požadavky na údržbu: Některé návrhy vyhazovacích desek vyžadují pravidelnou výměnu pružin, mazání nebo znovu srovnání. Porozumění těmto pravidelným nárokům vám pomůže spočítat skutečné provozní náklady.
- Nákladová efektivita: Počáteční nákupní cena říká jen část příběhu. Při hodnocení celkových vlastnictvích nákladů je třeba zohlednit složitost instalace, výrobní prostoji pro úpravy, frekvenci výměny komponent a dopad na kvalitu dílů.
Jak jsme hodnotili jednotlivé typy vyhazovačů
V průběhu tohoto srovnání budeme hodnotit pevné a plovoucí vyhazovací desky podle každého výše uvedeného kritéria. Uvidíte jasné rozdělení, kde každý typ exceluje a kde se objevují omezení. Tento strukturovaný přístup eliminuje subjektivní preference a vaše rozhodnutí zakotví na základě měřitelných výkonových faktorů.
Rámec pro výběr, který používají odborníci
Zkušení návrháři nástrojů nevybírají vyhazovací desky pouze na základě zvyklostí nebo doporučení dodavatele. Systematicky přiřazují požadavky aplikace ke schopnostem desek. Když budete pokračovat v podrobných srovnáních, mějte tyto hodnotící dimenze na paměti – povedou vás ke konfiguraci, která zajistí optimální výkon pro vaše konkrétní lisy.
Pevné vyhazovací desky pro stabilitu a nákladovou efektivitu
Nyní, když znáte hodnotící rámec, podívejme se na prvního účastníka porovnání pevné a plovoucí vyhazovací desky. Pevné vyhazovací desky představují základní přístup k vysouvání dílů – konstrukční filozofii, která klade důraz na jednoduchost, tuhost a konzistentní výkon pro určité rozsahy aplikací.
Když vaše tvářecí operace vyžaduje předvídatelné chování a nákladově efektivní nástroje, pevné vyhazovací desky často představují rozumnou volbu. Porozumění tomu, jak přesně fungují – a kde dosahují nejlepších výsledků – je tím, co odděluje úspěšné konstrukce nástrojů od těch problematických.
Jak pevné vyhazovací desky zajistí konzistentní výkon
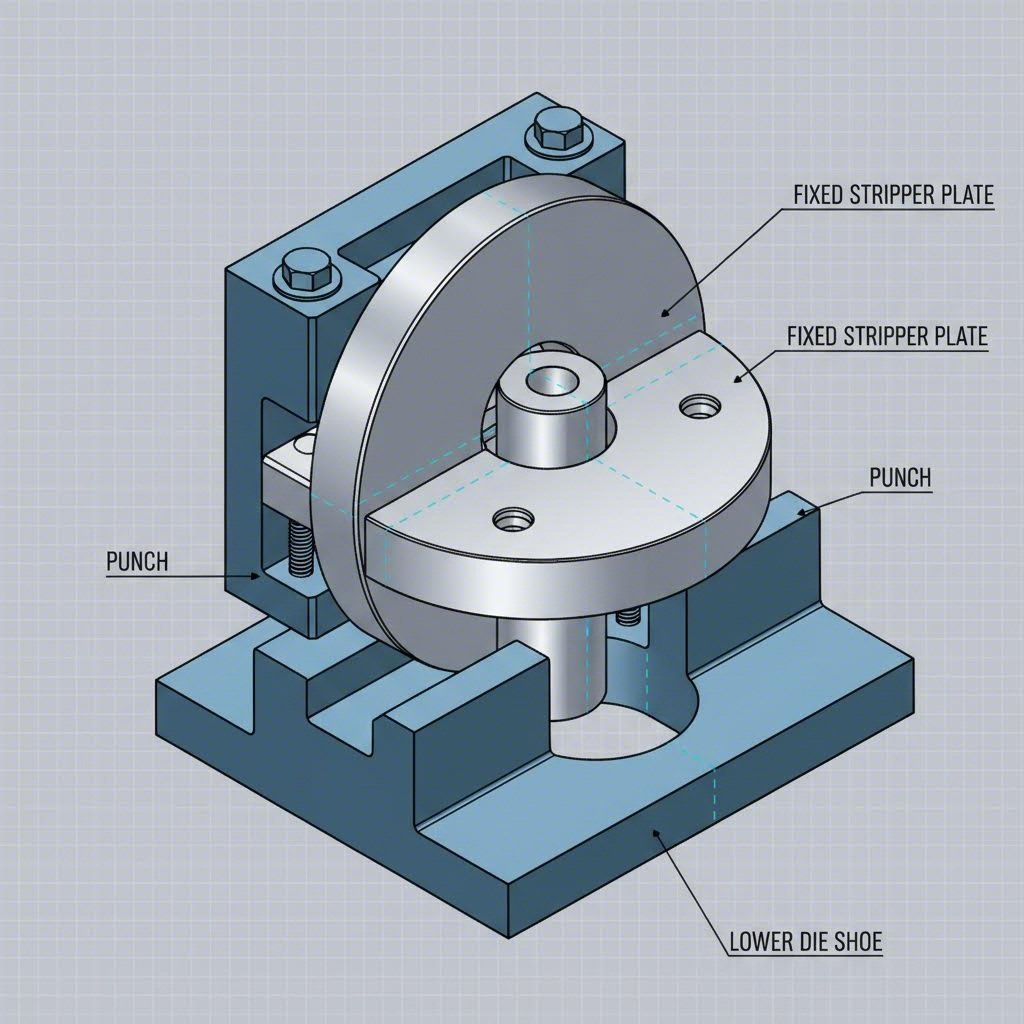
Pevné vyhazovací desky jsou tuze připevněny k podrážce nebo sestavě držáku razníku a udržují stálou polohu vzhledem ke komponentům nástroje po celou délku zdvihu lisu. Na rozdíl od svých pružinami ovládaných protějšků se tyto desky nepohybují nezávisle – spoléhají se na zdvih lisu samotného, aby materiál oddělil od razníků.
Tento tuhý návrh upevnění vytváří několik výkonových vlastností, na které si okamžitě všimnete:
- Vedení děrováku: Deska poskytuje stabilní referenční plochu, která vede vodicí děrováky pro upevnění ke vyhazovacím deskám a udržuje jejich zarovnání během celého vysokorychlostního provozu
- Stálé vůle: Bez proměnných pružných průhybů zůstává mezera mezi děrovákem a vyhazovací deskou konstantní, což zajišťuje rovnoměrný vyhazovací účinek
- Odpornost na otřesy: Pevné spojení s konstrukcí matrix tlumí provozní vibrace, které by mohly ovlivnit kvalitu dílů
Při práci s přímými vodicími děrováky pro vyhazovací desky zajišťuje pevná konfigurace, že tyto klíčové součásti pro zarovnění zůstávají přesně v dané poloze. Tato stabilita se ukazuje jako obzvláště cenná u postupných nástrojů, kde se kumulativní nesrovnání může násobit napříč více stanicemi.
Ideální aplikace pro pevné vyhazovací desky
Pevné vyhazovače nejlépe září v aplikacích, které odpovídají jejich vlastním silným stránkám. Zvažte tento návrh, pokud váš projekt zahrnuje:
- Tenkostěnné materiály: Materiál o tloušťce pod 1,5 mm se obvykle čistě vyhazuje bez nutnosti regulovaného tlaku, který poskytují plovoucí konstrukce
- Vysokorychlostní tváření: Operace přesahující 400 zdvihů za minutu profitovaly z menšího počtu pohyblivých částí a konzistentního chování
- Precizní elektronické komponenty: Vedení kontaktů, svorky konektorů a mikrovytvářené díly vyžadují stabilitu, kterou pevné desky poskytují
- Tenkostěnné automobilové komponenty: Upevnění, sponky a malé konstrukční prvky z tenkého plechu ze oceli nebo hliníku
- Jednoduché operace stříhání: Jednoúložné nástroje s jednoduchou geometrií, kde chování materiálu je předvídatelné
Klíčovým rysem zde je? Pevné vyhazovací desky vynikají, když tloušťka materiálu spadá do rozumně zvládatelného rozsahu a interakce mezi děrovákem a materiálem zůstává předvídatelná. Jsou obzvláště účinné, když je kontakt mezi vyhazovací deskou a horním povrchem materiálu minimální a kontrolovaný.
Přehled výhod a nevýhod pevných vyhazovacích desek
Každé rozhodnutí týkající se nástrojů zahrnuje kompromisy. Níže najdete upřímné hodnocení, co pevné vyhazovací desky přinášejí do vašeho návrhu výstřihových nástrojů:
Výhody
- Nižší počáteční náklady: Jednodušší konstrukce se promítá do nižších výrobních nákladů – často o 20–30 % nižších než u ekvivalentních plovoucích konstrukcí
- Jednodušší návrh a instalace: Méně součástí znamená rychlejší nastavení, jednodušší odstraňování poruch a snížení chyb při montáži
- Minimální nároky na údržbu: Žádné pružiny, které se unavují, žádné mechanismy, které je třeba kalibrovat, žádné pohyblivé části, které je třeba mazat
- Vynikající výkon při práci s tenkými materiály: Zajišťuje spolehlivé vyjímání materiálu v případech, kde není rozhodující řízená síla
- Delší životnost: S menším počtem opotřebovávaných komponent často pevné desky správně navržené vydrží déle než plovoucí alternativy
- Konzistentní chování mezi jednotlivými cykly: Eliminuje proměnné způsobené degradací pružin nebo driftou nastavení
Nevýhody
- Omezený rozsah tloušťky materiálu: Potíže s hrubším materiálem, kde se stává nutnou řízená síla vyjímání
- Méně tolerantní vůči nesrovnání nástroje: Bez pružné kompenzace se malé nesrovnání přenáší přímo na dělicí a razicí komponenty
- Žádná předčasná funkce vyjímání: Nemůže materiál upevnit před začátkem zapojení razníku, což omezuje použití při složitých tvářecích operacích
- Snížená přizpůsobivost: Obtížné doladit chování vyhazovače po dokončení výroby nástroje
- Problémy s pružením materiálu: Hrubší materiály mohou způsobit deformaci děrovacích nástrojů, pokud nejsou k dispozici konstrukce s plovoucí protitlakem
Pevné vyhazovací desky představují řešení 80/20 v návrhu nástrojů – zvládnou 80 % aplikací s malou částí složitosti. Klíčové je rozpoznat, zda vaše aplikace spadá do této většiny.
Při specifikaci pevných vyhazovacích desek má výběr materiálu velký význam. Nástrojové oceli jako D2 nabízejí vynikající odolnost proti opotřebení u vysokonáročných aplikací, zatímco OHNS (olejově kalitelná nesmrštivá ocel) poskytuje nákladově efektivní alternativu pro střední sériovou výrobu. Tvrdost se typicky pohybuje mezi 58–62 HRC na povrchu vyhazovače, což zajišťuje trvanlivost bez nadměrné křehkosti.
Porozumění těmto charakteristikám vám umožní učinit informovanou volbu – nebo poznat, kdy vaše aplikace vyžaduje dodatečné možnosti, které poskytují plovoucí vyhazovací desky.
Plovoucí vyhazovací desky pro maximální univerzálnost
Co se stane, když vaše aplikace překročí pohodlné limity pevných vyhazovacích desek? Když se zvyšuje tloušťka materiálu, geometrie dílu se stává složitější nebo se zpřísňují požadavky na přesnost, budete potřebovat sofistikovanější řešení. Zde přicházejí do úvahy plovoucí vyhazovací desky – pružinou ovládané pracovní koně, které zvládají náročné lisy, kde pevné alternativy selhávají.
Plovoucí vyhazovací desky představují vyšší třídu ve srovnání pevných a plovoucích vyhazovacích desek, nabízející kontrolované dodávky síly a přizpůsobivost, která proměňuje náročné tvářecí operace v spolehlivé výrobní procesy.
Přesnost s pružinovým přetlakem pro náročné aplikace
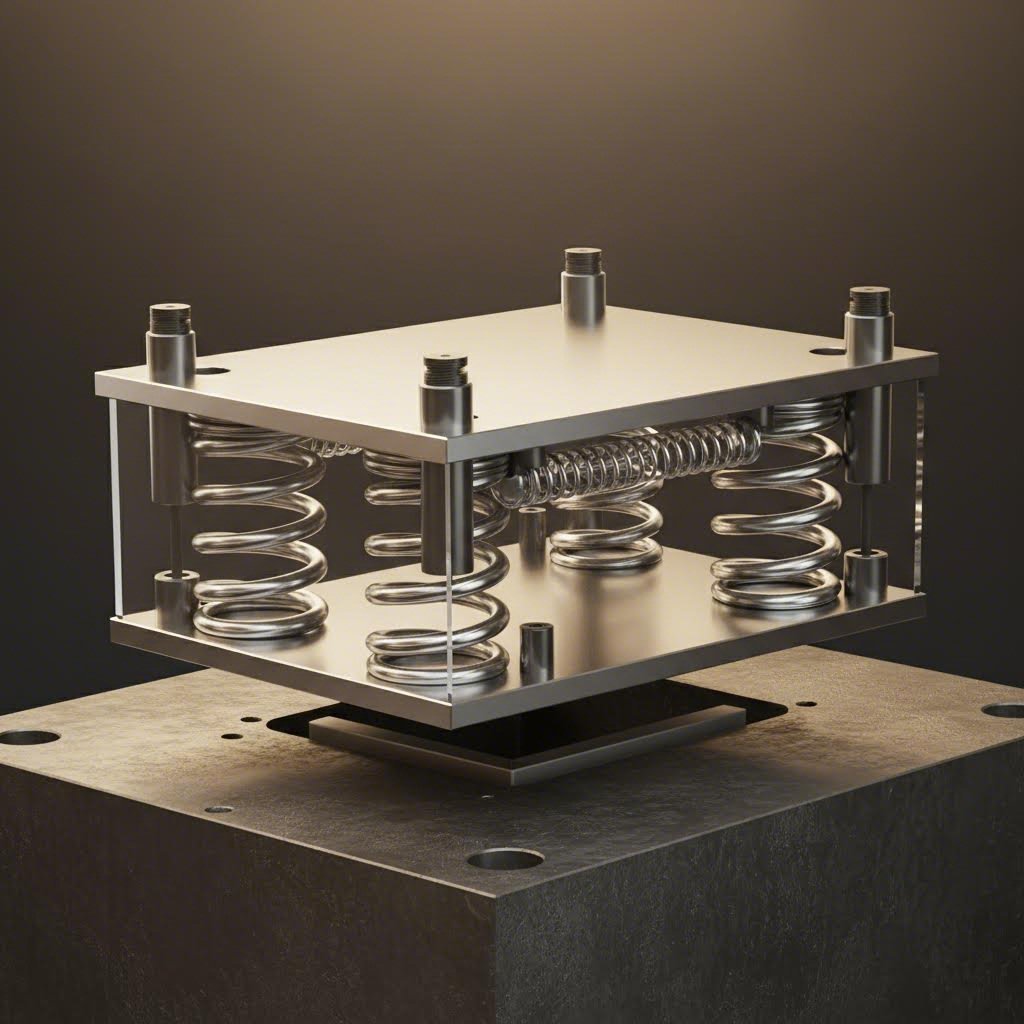
Na rozdíl od svých tuhých protějšků jsou plovoucí vyhazovací desky upevněny na pružinách nebo jiných elastických prvcích, které umožňují nezávislý vertikální pohyb. Tento zdánlivě jednoduchý rozdíl zásadně mění způsob, jakým vyhazovací deska interaguje s materiálem vašeho obrobku.
Takto funguje pružinově ovládaný design v praxi:
- Kontakt před začleněním: Jakmile lis klesá, plovoucí deska se dotkne materiálu a udrží jej ještě před tím, než dojde ke kontaktu děrovacích nástrojů – stabilizuje tak obrobek pro čistší řezání
- Řízený tlak během děrování: Pružiny se stlačují, když děrovací nástroje pronikají materiálem, a tím udržují konzistentní sílu směrem dolů po celou dobu řezného zdvihu
- Aktivní vyhazování při návratu: Během zvedání působí síla pružin aktivně a odtlačuje materiál z děrovacích nástrojů, místo aby bylo spoléháno pouze na gravitaci a tření
- Automatická kompenzace opotřebení: Návrh s pružinovým uložením kompenzuje drobné opotřebení děrovacích nástrojů bez nutnosti úpravy nástroje
Držáky pružin u vyhazovací desky hrají klíčovou roli v tomto systému, když zajistí pružiny na svém místě a zároveň umožní správný zdvih komprese. Tyto komponenty musí odolat milionům cyklů, aniž by se uvolnily nebo selhaly – což činí kvalitní výběr držáků zásadním pro dlouhodobou spolehlivost.
Tajemství spočívá v řízeném dodávání tlaku. Zatímco pevné desky nabízejí jediný, statický vztah k materiálu, plovoucí konstrukce vytvářejí dynamickou interakci, která se přizpůsobuje změnám materiálu, stavu děrovacích nástrojů a provozním požadavkům.
Když plovoucí vyhazovací desky převyšují pevné alternativy
Některé aplikace prakticky vyžadují plovoucí vyhazovací desky. Pokud váš projekt odpovídá některému z těchto scénářů, dodatečná investice se obvykle vrátí ve formě kvality a produktivity:
- Zpracování tlustých materiálů: Materiál o tloušťce přesahující 1,5 mm vyžaduje řízenou sílu, která zabrání nadzvedávání materiálu a zajišťuje úplné proniknutí děrovacího nástroje
- Postupové tvářecí nástroje: Vícestanicové nástroje profitojí z kontrolních plovoucích desek, které udržují přesné provedení materiálu mezi jednotlivými operacemi
- Zamezení vytahování odpadků: Aktivní tlak dolů při vyhazování výrazně snižuje riziko, že odpadky budou tahány zpět přes střihový nástroj
- Vysoká přesnost polohy dílu: Nastavitelné vyhazovací desky umožňují jemné doladění přidržování materiálu pro aplikace s úzkými tolerancemi polohy
- Proměnné podmínky materiálu: Při zpracování materiálů s různou tloušťkou nebo různou tvrdostí umožňuje pružná poddajnost kompenzovat tyto změny
- Složité geometrie dílů: Díly s tvary, taženými oblastmi nebo složitými obrysy profitojí z kontrolované manipulace s materiálem
Zvažte použití vyhazovacích desek ve vstřikovacích formách – plní podobnou funkci, při které pružinová síla čistě vyhazuje díly z komplexních tvarů dutin. Základní princip se přímo přenáší i na kovové stříhání: řízené působení síly řeší problémy, které nemohou být vyřešeny tuhými systémy.
Výhody a omezení plovoucích vyhazovacích desek
Informované rozhodnutí vyžaduje upřímné zhodnocení jak silných stránek, tak omezení. Plovoucí vyhazovací desky nabízejí přesvědčivé výhody, ale neobejdou se bez kompromisů.
Výhody
- Vyšší kontrola dílu: Materiál zůstává pevně upevněn po celou délku zdvihu razníku, čímž se eliminuje posunování, které způsobuje rozměrové odchylky
- Efektivní zpracování tlustších materiálů: Pružinová síla kompenzuje pružení materiálu a zvedací síly, které přemáhají pevné desky
- Výrazné snížení vytahování odpadků: Aktivní vyhazovací tlak udržuje odpadky v otvoru nástroje, namísto aby byly vytahovány zpět s razníkem
- Přizpůsobuje se opotřebení razníků: Když se řezné hrany otupí, pružná poddajnost udržuje účinné vyhazování materiálu bez nutnosti okamžité úpravy
- Nastavitelné přenášení síly: Předpětí a výběr pružin umožňují nastavit sílu vyhazování podle konkrétních požadavků aplikace
- Chrání razníky před poškozením: Řízený záběr materiálu snižuje boční zatížení, které může řezné hrany lomit nebo odlamovat
- Zlepšuje kvalitu hrany: Správné přidržování materiálu minimalizuje tvorbu otřepů a deformace kolem prostřižených prvků
Nevýhody
- Vyšší počáteční náklady: Pružiny, držáky a požadavky na přesné obrábění zvyšují počáteční náklady na nástroje
- Vyžaduje údržbu pružin: Tlakové pružiny se v čase unavují, což vyžaduje pravidelnou kontrolu a výměnu
- Složitější nastavení: Správné předpnutí pružin a nastavení zdvihu vyžaduje zkušené nastavovače forem a delší čas na nastavení
- Další body opotřebení: Kapsy pro pružiny, vodící kolíky a plochy upevňovacích dílů přidávají komponenty, které je třeba sledovat
- Možnost nekonzistence: Opotřebované nebo nesouhlasné pružiny mohou způsobit nerovnoměrnou vyhazovací sílu po celém povrchu desky
- Zvýšená výška formy: Požadavky na zdvih pružin přispívají k celkové výšce sestavy formy, což může omezit kompatibilitu s lisem
Správná volba pružin je rozhodující pro úspěch plovoucí vyhazovací desky. Pružiny musí poskytovat dostatečnou sílu po celém pracovním rozsahu a zároveň odolat milionům stlačovacích cyklů – což vyžaduje pečlivé inženýrské řešení namísto libovolné specifikace.
Při zadávání plovoucích vyhazovacích desek si zaslouží zvláštní pozornost výpočet síly pružin. Odstrihovací síla musí překonat úchop materiálu na razníku včetně případných vlivů podtlaku, a zároveň musí být dostatečně jemná, aby nedošlo k deformaci dílu. Tento výpočet závisí na druhu materiálu, tloušťce, obvodu razníku a řezné meze – jedná se o proměnné specifické pro každou aplikaci. Místo použití obecných vzorců se poraďte s kvalifikovanými konstruktéry nástrojů nebo výrobci pružin, kteří dokážou posoudit vaše konkrétní požadavky.
Nastavitelnost, kterou plovoucí desky nabízejí, se ukazuje jako obzvláště cenná během zkoušení nástroje a optimalizace výroby. Pokud není odstrihování zcela správné, lze upravit předpětí pružin nebo vyměnit pružiny s jinou tuhostí, aniž by bylo nutné provádět rozsáhlé úpravy nástroje – flexibilita, kterou pevné desky prostě nemohou nabídnout.
Poté, co byly pevné i plovoucí varianty důkladně prozkoumány, jste nyní připraveni prozkoumat, jak pokročilé inženýrské možnosti ještě dále zvyšují výkon vyhazovacích desek.
Přesné řešení vyjímacích desek pro excelentní automobilové aplikace
Nyní jste viděli, jak pevné vyjímací desky zajišťují nákladovou efektivitu u tenkých materiálů a jak plovoucí konstrukce zvládají náročné aplikace s tlustými materiály. Co se ale stane, když váš projekt vyžaduje to nejlepší z obou světů? Když automobiloví výrobci požadují díly bez jediné vady, tolerance se zužují na mikrony a výrobní objemy dosahují milionů kusů – v takových případech standardní přístupy dosahují svých mezí.
Právě zde přicházejí do hry přesně navržená řešení vyjímacích desek. Moderní konstrukce nástrojů kombinuje pokročilé simulační technologie, certifikované výrobní procesy a odborné konstrukční metody za účelem vytvoření vyjímacích systémů optimalizovaných pro konkrétní aplikační požadavky. Ať už potřebujete vyjímací desku do lití pod tlakem pro plastové díly nebo vyjímací desku do stříhacího nástroje pro kovové díly, inženýrské principy vedoucí k excelenci zůstávají stejné.
Inženýrská excelence v moderním návrhu vyjímacích desek
Co odděluje dostatečný výkon vyhazovací desky od výjimečných výsledků? Odpověď spočívá v pochopení, že každá aplikace klade jedinečné nároky. Vlastnosti materiálů se liší mezi dodavateli. Geometrie dílů vytváří lokální koncentrace napětí. Rychlosti výroby ovlivňují tepelné chování. Odborné inženýrství tyto proměnné zohledňuje prostřednictvím systematické analýzy, nikoli obecných specifikací.
Zvažte, co je to vyhazovací deska v kontextu vstřikování – musí odolávat tepelnému cyklování, odolávat opotřebení způsobenému plněnými polymery a poskytovat konzistentní vyhazovací sílu po celém povrchu dílu. Vyhazovací desky pro kovové stříhání čelí jiným výzvám: rázovému zatížení s vysokou frekvencí, abrazivnímu kontaktu s materiálem a přesným požadavkům na zarovnání. Odborné inženýrství nástrojů tyto specifické požadavky aplikací řeší prostřednictvím:
- Optimalizace výběru materiálu: Přizpůsobení tříd nástrojových ocelí konkrétním vzorům opotřebení, zatěžovacím podmínkám a požadavkům na úpravu povrchu
- Geometrická analýza: Hodnocení rozložení odírací síly po obvodu složitých dílů za účelem prevence lokálního přetížení
- Tepelné řízení: Zohlednění tepla vznikajícího při vysokorychlostním provozu, které ovlivňuje mezery a chování materiálu
- Plánování integrace: Návrh odíracích systémů, které harmonicky pracují s ostatními částmi raznice pro optimální celkový výkon
Přístup k návrhu vyhazovací desky u vstřikovacích forem nabízí cenné poznatky pro tvářecí aplikace. Návrháři forem běžně používají simulační nástroje k předpovědi chování při vysouvání ještě před obráběním oceli – metodiku, kterou stále častěji přebírají i inženýři progresivních tvářecích nástrojů pro řešení složitých problémů s odíracími deskami.
Jak optimalizuje CAE simulace výkon odíracích desek
Zní to složitě? Nemusí to tak být. Simulace pomocí počítačové podpory inženýrství (CAE) mění optimalizaci odíracích desek z odhadování na vědecky podložený proces. Před zahájením výroby mohou inženýři virtuálně testovat různé konfigurace, předpovídat potenciální problémy a dokonaly upravovat návrhy pro optimální výkon.
Simulace CAE řeší klíčové otázky, na které tradiční metody nemohou spolehlivě odpovědět:
- Mapování rozložení sil: Zobrazení způsobu, jakým se odtrhovací síly rozkládají po povrchu desky, odhaluje oblasti vyžadující zesílení nebo uvolnění
- Analýza průhybu: Předpověď průhybu desky pod zatížením identifikuje konstrukce, které zachovávají kritické vůle během celého zdvihu lisu
- Optimalizace tuhosti pružin: U plovoucích konstrukcí simulace pomáhá určit kombinace pružin, které poskytují konzistentní sílu v celém pracovním rozsahu
- Předpověď opotřebení: Identifikace oblastí s vysokým opotřebením napomáhá rozhodování o povrchových úpravách a plánování údržby
- Modelování tepelných vlivů: Porozumění změnám rozměrů způsobeným teplotě zabrání problémům se vůlemi během výroby
Společnosti jako Shaoyi využívají pokročilou simulační analýzu CAE k optimalizaci návrhů vyhazovacích desek ještě před výrobou nástrojů. Tento přístup umožňuje zachytit potenciální problémy již v rané fázi, kdy jsou úpravy levné, nikoli nákladné, a urychluje cestu od konceptu k výrobně připraveným nástrojům.
Metodologie založená na simulaci je obzvláště cenná při hodnocení rozhodnutí mezi pevnou a plovoucí vyhazovací deskou. Inženýři nemusí spoléhat pouze na zkušenostmi podložená pravidla, ale mohou modelovat obě konfigurace pro konkrétní aplikaci a objektivně porovnat předpokládaný výkon. Někdy analýza ukáže, že dobře navržená pevná deska zvládne aplikaci, která byla dříve vyhrazena plovoucím konstrukcím – nebo naopak.
Precizní výroba pro výsledky bez vady
I ten nejsofistikovanější návrh nepřináší výsledky bez přesné výroby, která jej oživí. Automobilové aplikace obzvláště vyžadují výrobní kapacity, které konzistentně produkují nástroje splňující přísné specifikace. Právě zde získávají certifikace jako IATF 16949 skutečný význam, nikoli pouze dekorativní hodnotu.
Certifikace IATF 16949 indikuje systém řízení kvality speciálně navržený pro požadavky automobilového dodavatelského řetězce. U výroby vyklučovacích desek se to projevuje následovně:
- Dokumentované procesní kontroly: Každý výrobní krok následuje ověřené postupy, které zajišťují opakovatelnost
- Ověření měřicího systému: Kontrolní zařízení projde pravidelnou kalibrací a ověřením schopnosti
- Sledovatelnost: Certifikáty materiálů a záznamy o zpracování propojují hotové komponenty se zdrojovými materiály
- Nepřetržité zlepšování: Systematická analýza dat kvality podporuje průběžné zdokonalování procesů
Když přesnost výliskové desky přímo ovlivňuje kvalitu dílu a výrobci automobilů stopují vady zpět celým dodavatelským řetězcem, stávají se tyto výrobní kontroly nezbytnými, nikoli volitelnými. Stříbrná úprava povrchu výliskové desky například vyžaduje konzistentní přípravu povrchu a kontrolu tloušťky povlaku, kterou mohou zajistit pouze striktní výrobní procesy.
Rozdíl mezi přijatelným a výjimečným výkonem výliskové desky často spočívá ve výrobní přesnosti – schopnosti konzistentně vyrábět součásti, jejichž rozměry odpovídají konstrukčnímu záměru v mikronech, nikoli v desetinách.
Profesionální služby inženýrství stříhacích nástrojů kombinují tyto schopnosti – simulační CAE, certifikovaná výroba a odborné znalosti aplikací – pro dodávku řešení vývrtkových desek optimalizovaných pro konkrétní požadavky. Inženýrský tým Shaoyi představuje tento integrovaný přístup, nabízející rychlé prototypování již v rámci 5 dnů a dosahující schvalovací úspěšnosti při prvním průchodu 93 % prostřednictvím jejich simulačně řízené metodiky návrhu. Jejich komplexní možnosti návrhu a výroby forem slouží náročným automobilovým aplikacím, kde pevné i plovoucí návrhy vývrtkových desek vyžadují odborné inženýrské řešení pro splnění standardů OEM.
Klíčové výhody spolupráce se specialisty na přesné inženýrství stříhacích nástrojů zahrnují:
- Rychlé výroby prototypů: Zrychlení vývojových časových harmonogramů pomocí rychlé výroby nástrojů pro ověřovací testování
- Vysoká úspěšnost při prvním průchodu: Návrhy ověřené simulací snižují počet iterací při zkoušení a urychlují zahájení výroby
- Nástroje dle standardu OEM: Splňte požadavky na dokumentaci, kvalitu a stopovatelnost, které automobiloví zákazníci vyžadují
- Optimalizace pro konkrétní aplikaci: Těšte se z odbornosti v oblasti inženýrství, která přizpůsobuje konstrukci vyhazovacích desek vašim specifickým požadavkům
Ať už vaše aplikace vyžaduje povrchovou úpravu vyhazovací desky stříbrem pro odolnost proti korozi nebo speciální kalení pro abrazivní materiály, precizní inženýrství zajistí, že nástroj bude spolehlivě fungovat od první výroby až do konce své životnosti.
Když inženýrská excelence tvoří základ pro optimální výkon vyhazovací desky, podívejme se na základní komponenty a příslušenství, které systém doplňují.
Základní komponenty a příslušenství vyhazovacích desek
Váš výběr vyhazovací desky – ať už pevné nebo plovoucí – představuje pouze část kompletního systému. Komponenty kolem této desky výrazně ovlivňují celkový výkon nástroje, jeho životnost i kvalitu výrobků. Vodící děrovací nástroje, držáky pružin a šrouby vyhazovací desky spolupracují s vybraným provedením desky a vytvářejí tak spolehlivý vyhazovací systém.
Uvažujte o tom následovně: i nejkvalitnější plovoucí vyhazovací deska podává horší výkon, je-li spojena s nevhodnými vodicími děrami nebo nesprávně dimenzovanými pružinami. Porozumění těmto podpůrným komponentům vám pomůže stavět kompletní systémy, nikoli izolovaná řešení.
Výběr vodících děr pro systémy vyhazovacích desek
Vodící díry plní klíčovou funkci, která jde daleko za rámec jednoduchého vytváření otvorů. Tyto přesné komponenty udržují polohu pásu během celého procesu postupné matrice a zajišťují, že každá stanice bude pracovat s materiálem přesně na správném místě. Když vybíráte karbidové vodící díry k upevnění na vyhazovací desku, investujete do přesnosti zarovnání, která se násobí na každé stanici matrice.
Přímé vodící díry pro vyhazovací desky musí splňovat náročné požadavky:
- Souosost: Průměr vodící díry musí být vůči držáku souosý v mikronech, aby nedocházelo k kumulativním chybám polohy
- Úprava povrchu: Hladký povrch vodící díry snižuje tření při posunu pásu a minimalizuje opotřebení vodících otvorů
- Tvrdost: Hrot pilotu musí odolávat opotřebení způsobenému opakovaným stykem s materiálem, a zároveň zachovávat rozměrovou stabilitu
- Přesnost délky: Správná hloubka zasunutí pilota zajišťuje, že pás je správně založen dříve, než řezací razníky dosáhnou materiálu
Vztah mezi zasunutím pilota a typem odlučovače si vyžaduje pečlivou pozornost. U pevných odlučovacích desek musí být pilot plně zasunut do pásu dříve, než řezací razníky proniknou povrchem desky. Plovoucí odlučovače nabízejí větší flexibilitu – pružinou načepovaná deska udržuje materiál, zatímco pilot určuje polohu, čímž vzniká kontrolovaná posloupnost zasunutí, která snižuje riziko nesprávného umístění.
Kritické komponenty, které zvyšují výkon odlučovací desky
Kromě pilotních razníků ovlivňuje několik kategorií komponentů to, jak dobře bude systém odlučovací desky fungovat po celou dobu výroby:
- Možnosti držáků pružin: Tyto komponenty zajistí tlakové pružiny v aplikacích plovoucích vyhazovačů. Kvalitní upevnění udržují polohu pružin po miliony cyklů, čímž zabraňují uvolnění nebo nesrovnání, které způsobuje nerovnoměrnou sílu vyhazování. Zvažte použití ramenových upevnění pro pevné usazení pružiny nebo konstrukce se šestihrannou hlavou pro snadný přístup k úpravám.
- Konfigurace šroubů vyhazovače: Šrouby spojující plovoucí desky s díly matrice musí sladit pevnost s možností nastavení. Konstrukce s jemným závitem umožňují přesnou kontrolu předpětí, zatímco standardní závity nabízejí jednodušší výměnu. Výběr materiálu šroubů – od běžné legované oceli až po vysoce kvalitní třídy – ovlivňuje životnost při opakovaném zatížení.
- Systémy vedoucích kolíků a pouzder: Správné vedení desek zabraňuje bočnímu posunu, který způsobuje problémy s kontaktom mezi razníkem a horním povrchem vyhazovací desky. Přesně broušené vedoucí kolíky ve spojení s kvalitními pouzdry zachovávají správné zarovnání i při opotřebení.
- Uzavírací desky a opěrné bloky: Tyto podpůrné komponenty rozvádějí odlamovací síly po povrchu desky a zabraňují místnímu průhybu, který negativně ovlivňuje kvalitu dílů.
Vzdálenost pohybu děrovacích nástrojů – zdvih, o který děrovací nástroje vyčnívají za desku odlehčovače – významně ovlivňuje výběr komponent. Delší zdvih děrovacího nástroje vyžaduje robustnější vedení pilotních kolíků a větší délku zdvihu pružin u plovoucích konstrukcí. Když se deska odlehčovače tře o horní povrch při nesouososti, oba komponenty rychleji opotřebovávají.
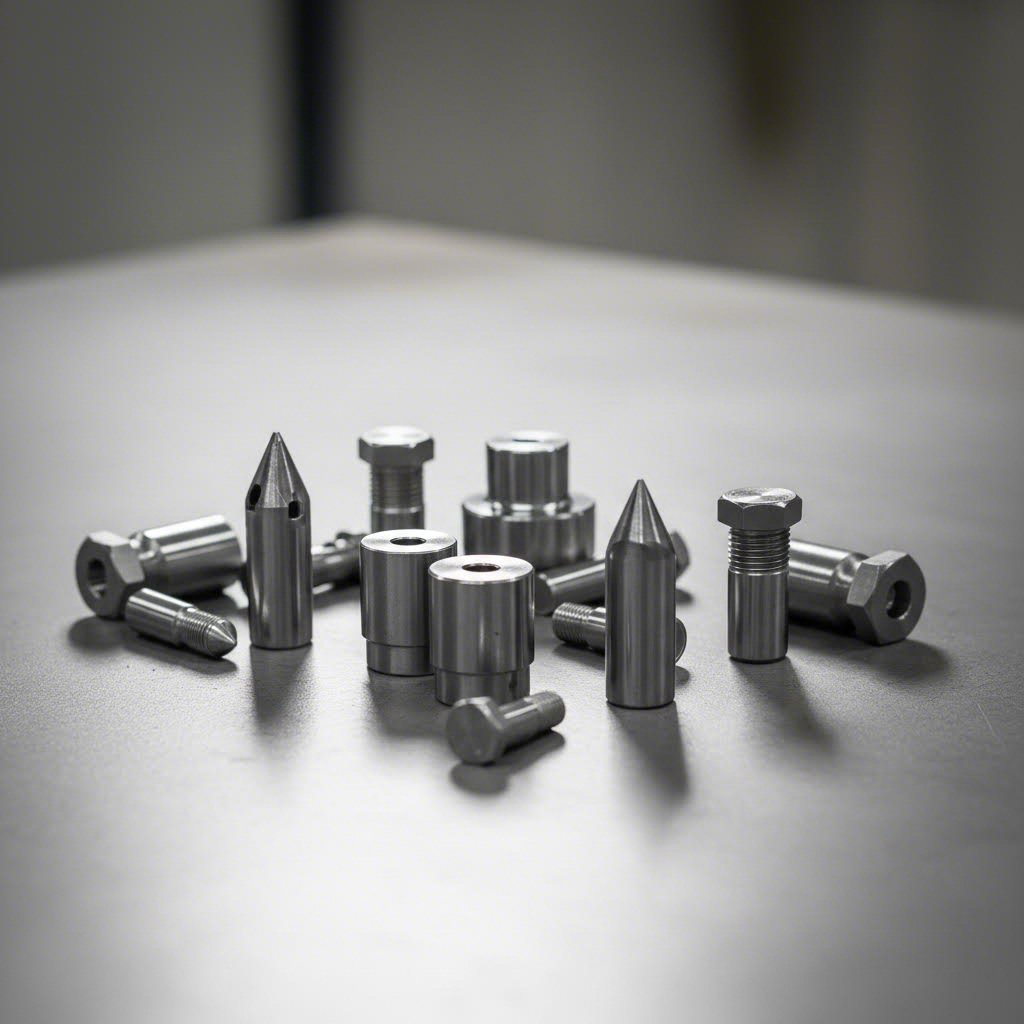
Porovnání karbidových a běžných pilotních děrovacích nástrojů
Jedním z nejdůležitějších rozhodnutí týkajících se komponent je volba materiálu pilotních děrovacích nástrojů. Volba mezi karbidem a běžnou nástrojovou ocelí ovlivňuje životnost nástroje, intervaly údržby a dlouhodobé provozní náklady.
| Charakteristika | Karbidové přímé pilotní děrovací nástroje | Běžné piloty z nástrojové oceli |
|---|---|---|
| Odolnost proti opotřebení | Vynikající – udržuje průměr i po milionech cyklů | Dobré – postupné opotřebení vyžaduje pravidelnou výměnu |
| Počáteční náklady | o 3–5× vyšší než u běžných alternativ | Nižší pořizovací náklady |
| Nejlepší použití | Vysoká výrobní náročnost, abrazivní materiály, úzké tolerance | Střední objemy, neabrazivní materiály, běžné tolerance |
| Riziko zlomení | Vyšší křehkost vyžaduje opatrné zacházení | Lepší odolnost proti nárazům a nesouososti |
| Možnost přebrousení | Omezená – obvykle se nahrazují namísto přebroušení | Více následných brousení prodlužuje užitečnou životnost |
Karbidové rovné vodicí dělovky určené k upevnění na vyhazovací desky nabízejí výrazné výhody v náročných aplikacích. Při zpracování abrazivních materiálů, jako je nerezová ocel nebo křemíková ocel, udržují karbidové vodiče svůj přesný průměr mnohem déle než běžné alternativy. U provozů běžících ve třech směnách s minimální plánovanou prostojovou dobou často nižší frekvence výměn ospravedlňuje vyšší počáteční investici.
Nicméně křehkost karbidu vyžaduje respekt. Nesprávné zacházení při nastavování nástroje, náhodný náraz nebo závažné nesouososti mohou okamžitě způsobit zlomení karbidových vodicích kolíků – zatímco alternativy z nástrojové oceli by stejné poškození mohly přežít jen s povrchovými poškozeními. Tato vlastnost ovlivňuje nejen výběr materiálu, ale také typ vývrtací desky: kontrolovaná posloupnost zapojení plovoucích vývrtacích desek snižuje rázové zatížení, které ohrožuje karbidové komponenty.
Rozhodnutí na úrovni jednotlivých komponent se v rámci vašeho systému nástrojů násobí. Investice do vysoce kvalitních karbidových vodicích kolíků upevněných na vývrtací desce při zanedbání kvality pružinových držáků vytváří systém omezený svým nejslabším článkem.
Při specifikaci pilotních děr a příslušenství pro váš systém vyhazovacích desek vezměte v úvahu celé provozní prostředí. Sladte úrovně kvality komponentů po celém systému, vyberte materiály vhodné pro vaše objemy výroby a zajistěte, aby všechny prvky harmonicky fungovaly s vaším zvoleným pevným nebo plovoucím provedením desky.
Vyhazovací lišty a kroužky jako alternativní řešení
Doposud jsme se zaměřili na rozhodnutí mezi pevnou a plovoucí vyhazovací deskou – ale co když vůbec není deska tou správnou odpovědí? Někdy není nejlepším řešením volba mezi pevným a plovoucím provedením. Nejlepší postup může být ustoupit o krok zpět a uvědomit si, že vyhazovací lišty nebo kroužky by mohly lépe vyhovovat vaší aplikaci.
Tyto alternativní metody vyhazování mají ve tvářecí návrhové praxi důležité uplatnění. Pochopení toho, kdy jednotlivé přístupy vynikají, vám pomůže vyhnout se nadměrnému inženýrskému návrhu u jednoduchých aplikací a zároveň zajistit, že složité tváře dostanou vhodné řešení.
Kdy vyhazovací lišty převyšují desky
Představte si jednoduchou operaci vystřihování – jediný děrovací nástroj, který vyrábí jednoduché kulaté nebo obdélníkové díly z plechového materiálu. Potřebuje tato aplikace opravdu plnou vyhazovací desku se všemi jejími komplikacemi a náklady? Často je odpověď ne.
Vyhadzovací lišty nabízejí zjednodušenou alternativu pro jednodušší konfigurace nástrojů. Tyto úzké pruhy z kalené nástrojové oceli se upevňují napříč otvorem v matrici a dotýkají se obrobku na obou stranách razníku. Když lis vrací horní polohu, lišty drží materiál, zatímco se razník stahuje.
Zvažte použití vyhazovacích lišt, pokud vaše aplikace zahrnuje:
- Jednoduché vystřihovací nástroje: Jednostaniční operace s jednoduchou geometrií dílů profitují ze snížené složitosti
- Velké plochy razníků: Kdyby byly zapotřebí vyhazovací desky širší, než je dostupný sortiment, poskytují lišty přesahující otvor v matici praktické řešení
- Nástroje s rychlou výměnou: Lišty umožňují rychlejší přístup k razníku pro výměnu nebo broušení ve srovnání s demontáží celých desek
- Omezená výška nástroje: Minimální svislý profil lišt ušetří uzavírací výšku v aplikacích s omezenou výškou lisu
- Nákladově citlivé projekty: Lišty vyžadují méně materiálu a obrábění než plné desky, čímž snižují investice do nástrojů
Jaká je kompromisa? Lišty držáků poskytují nižší kontrolu materiálu než desky. Kontaktují polotovar pouze podél úzkých linií, nikoli po celém povrchu. U tenkých materiálů nebo operací, kde není rovinnost dílu kritická, tato omezení málokdy hraje roli. U aplikací vyžadujících přesné přidržení materiálu jsou desky držáků stále lepší volbou.
Kruhové vyhazovače pro specializované aplikace
Co když máme kruhové poinče pracující izolovaně? Kruhové vyhazovače – také nazývané kroužky vyhazovačů nebo nábojové vyhazovače – obklopují jednotlivé poinče souosale a poskytují lokální vyhazovací sílu přesně tam, kde je potřeba.
Tato alternativa desek vyhazovačů vyniká v konkrétních situacích:
- Piercingové operace s jedním poinčem: Když jedno kulaté díra dominuje funkci nástroje, odnímatelný kroužek zajišťuje efektivní odstranění materiálu bez nutnosti plné desky
- Nástroje pro vrtací věž: Jednotlivé puncovací stanice profitovaly ze samostatných systémů odjímání, které se pohybují spolu s každým nástrojem
- Puncovací nástroje velkého průměru: Masivní kulaté puncovací nástroje vyvíjejí významné síly odjímání soustředěné v malé oblasti – kroužky tyto zatížení efektivně zvládají
- Aplikace pro retrofit: Přidání funkce odjímání do stávajících nástrojů je často snazší pomocí kroužků než instalací kompletních deskových systémů
- Variace s pružinovým předpětím: Odnímatelné kroužky mohou obsahovat individuální pružiny, které umožňují plovoucí chování pro každý puncovací nástroj zvlášť
Odnímatelné kroužky se obvykle upevňují do formy nebo držáku odnímací desky s mírným tvarovým přesahem nebo pomocí fixačních šroubů. Vnitřní průměr kroužku zajišťuje vedení puncovacího nástroje, zatímco jeho dolní plocha při odjímání kontaktuje obrobek. Tato dvojitá funkce – vedení a odjímání – činí kroužky obzvláště cennými pro dlouhé, štíhlé puncovací nástroje náchylné k ohybu
Výběr mezi deskami, tyčemi a kroužky
Jak zjistíte, která metoda vyhazování je vhodná pro vaše použití? Rozhodnutí závisí na složitosti razníku, geometrii dílu a výrobních požadavcích:
| Metoda vyhazování | Nejlepší použití | Hlavní výhody | Hlavní omezení |
|---|---|---|---|
| Vyhazovací desky (pevné/plynulé) | Postupné razníky, složité geometrie, přesné díly | Plná kontrola materiálu, vedení razníků, univerzálnost | Vyšší náklady, složitější konstrukce |
| Vyhazovací tyče | Jednoduché stříhání, velké díly, rychle měnitelné razníky | Nižší náklady, snadný přístup k děrování, minimální výška | Omezené uchycení materiálu, nižší přesnost |
| Vyjímače kroužky | Kruhové děrovací nástroje, věžové nástrojování, dodatečná montáž | Soustředěná síla, vedení děrovacího nástroje, modulární konstrukce | Pouze kruhové děrovací nástroje, vyžaduje individuální nastavení |
Při hodnocení možností se zeptejte těchto otázek:
- Kolik děrovacích nástrojů vyžaduje vyjímání? U více děrovacích nástrojů v těsné blízkosti jsou vhodné desky; izolované nástroje mohou být vhodné pro lišty nebo kroužky
- Jakou geometrii dílu vyrábím? Složité obvody vyžadují desky; jednoduché tvary fungují s tyčemi nebo kroužky
- Jak důležitá je rovinnost materiálu? Přísné požadavky na rovinnost vedou k použití plných vyměrňovacích desek
- Jaké jsou mé rozpočtové omezení? Omezený rozpočet může upřednostňovat jednodušší řešení s tyčemi, pokud jde o vhodné aplikace
- Jak často budu měnit razníky? Časté změny preferují tyče nebo kroužky pro snazší přístup
Nejlepší vyměrňovací řešení odpovídá skutečným požadavkům aplikace – nikoli nejsložitější dostupné variantě. Jednoduché střihací nástroje s vyměrňovacími deskami jsou nadměrně navržené; postupné nástroje s pouhými vyměrňovacími tyčemi jsou nedostatečně navržené.
Mnoho výrobních nástrojů takticky kombinuje tyto metody. Postupný nástroj může používat plovoucí vyměrňovací desku na většině stanic, zatímco izolované velkoprůměrové razníky, které vyvolávají vysoké vyměrňovací síly, mohou využívat kroužkové vyměrňovače. Tento hybridní přístup optimalizuje vyměrňovací systém každé stanice podle jejích konkrétních požadavků.
Nyní, když znáte alternativní metody odstranění, jste připraveni na komplexní srovnání jednotlivých řešení, které všechny tyto možnosti spojuje do jednotného rámce pro výběr.
Kompletní srovnání pevné a plovoucí vyhazovací desky
Prozkoumali jste pevné vyhazovací desky, plovoucí konstrukce, přesně navržená řešení i alternativní metody odstranění. Nyní je čas shrnout vše do očekávaného komplexního srovnání – podrobné analýzy vedle sebe, která sjednocuje všechny klíčové faktory do smysluplných pokynů pro rozhodování.
Nejde tu o určení univerzálního vítěze. Místo toho získáte jasný rámec pro přiřazení každého typu vyhazovací desky ke konkrétním požadavkům aplikace. Správná volba závisí výhradně na vašich specifických výrobních požadavcích, vlastnostech materiálu a prioritách výkonu.
Pevná vs. plovoucí – srovnání vedle sebe
Při hodnocení rozhodnutí mezi pevnou a plovoucí vyměřovací deskou je rozhodujících šest parametrů. Následující srovnávací tabulka uvádí všechny tři úrovně řešení – přesně navržená, plovoucí a pevná – ve vztahu k těmto kritickým faktorům výkonu:
| Hodnotící faktor | Řešení s přesným návrhem | Plovoucí vyměřovací desky | Pevné vyměřovací desky |
|---|---|---|---|
| Schopnost odtrhovací síly | Optimalizováno pomocí simulačního CAE pro přesné požadavky aplikace; zvládá 10–25 % síly razníku s přesnou kalibrací | Nastavitelné výběrem pružin; obvykle efektivně zvládá vyšší odtrhovací síly | Omezeno na síly, které lze zvládnout tuhou montáží; nejvhodnější pro aplikace s nižšími silami |
| Rozsah tloušťky materiálu | Plný rozsah schopností – od tenkých po tlusté materiály s optimalizací specifickou pro danou aplikaci | Vynikající u materiálů nad 1,5 mm; zvládá tlusté polotovary vyžadující kontrolovaný tlak | Optimální pro tenké materiály pod 1,5 mm; obtíže s tlustšími sortimenty |
| Požadavky na údržbu | Možnost prediktivní údržby prostřednictvím simulačních dat; optimalizované intervaly servisní údržby | Pravidelná kontrola a výměna pružin; vyžadována periodická úprava | Minimální údržba; méně komponent náchylných k opotřebení, které je třeba sledovat nebo vyměňovat |
| Počáteční náklady | Prémiová investice; nejvyšší počáteční náklady jsou kompenzovány optimalizací výkonu | Střední až vysoké; o 20–40 % více než u pevných alternativ | Nejnižší počáteční investice; ekonomické řešení pro vhodné aplikace |
| Nejlepší použití | Požadavky automobilových OEM, výroba bez vady, složité postupné matrice | Tlusté materiály, postupné matrice, prevence vytažení odpadu, přesné pozicování | Punchování tenkých plechů, vysokorychlostní provoz, jednoduché stříhání, elektronické součástky |
| Přiměřenost objemu výroby | Vysokozdřevní výroba s náročnými požadavky na kvalitu; miliony cyklů | Střední až vysoké objemy; výměna pružin přidává pravidelná období údržby | Všechny objemy; obzvláště nákladově efektivní pro rychlé, vysoké objemy tenkých materiálů |
Všimněte si, jak každá možnost zaujímá odlišný výkonový rozsah. Přesně navržená řešení poskytují maximální schopnosti, ale vyžadují odpovídající investice. Plující konstrukce nabízí rovnováhu mezi univerzálností a přijatelnou složitostí. Pevné desky nabízejí jednoduchost a nákladovou efektivnost pro aplikace, které odpovídají jejich výhodám.
Výběrová matice podle typu aplikace
Mimo obecné srovnání určité aplikační scénáře jednoznačně směřují k doporučením. Použijte tuto matici k přiřazení charakteristik vašeho projektu k nejvhodnějšímu typu vyměřovací desky:
| Aplikační scénář | Doporučené řešení | Odůvodnění |
|---|---|---|
| Automobilové konstrukční prvky s požadavky IATF | Přesně inženýrské | Požadavky OEM na stopovatelnost, očekávání nulových vad a složité geometrie odůvodňují použití vysoce kvalitního nástroje |
| Postupné střihy s 5 a více stanicemi | Plavející nebo přesně konstruované | Kontrola materiálu napříč více operacemi zabraňuje kumulativním chybám polohování |
| Stříhání silných ocelových plechů (nad 2 mm) | Plavící | Smyková síla působí proti pružení materiálu; zabraňuje vytahování odpadků |
| Vysokorychlostní razení konektorových kontaktů | Vyrovnané | Tenké materiály a extrémní rychlosti vyžadují tuhou stabilitu namísto pružné flexibility |
| Prototypy a malosériová výroba | Vyrovnané | Nižší investice jsou vhodné, pokud se nástroje mohou před spuštěním velkosérie měnit |
| Aplikace vyhazovačů s ohřívanou deskou | Přesně inženýrské | Termální management vyžaduje návrh řízený simulacemi pro zachování tolerancí |
| Vývoj prototypu formy pro výstřižní desky | Plavející nebo přesně konstruované | Nastavitelnost umožňuje iterace návrhu; kontrolované vysouvání chrání povrchy dílů |
| Jednoduché kruhové stříhání | Pevné (nebo kroužkové) vysouvače | Přímočará geometrie neoprávnění složitost plovoucích řešení |
Když se vaše aplikace rozprostírá přes více kategorií – například postupná výstřižná forma zpracovávající tenké materiály vysokou rychlostí – příslušně vyvažte faktory. Rozhodující požadavek obvykle určuje výběr, zatímco vedlejší faktory potvrzují nebo upravují původní směr.
Odhalené kompromisy mezi náklady a výkonem
Počáteční nákupní cena ukazuje pouze zlomek celkových nákladů. Chytrá rozhodování ohledně nástrojů zahrnují kompletní ekonomický přehled po celém životním cyklu výroby:
- Počáteční investice: Pevné desky stojí o 20–30 % méně než plovoucí alternativy; přesně inženýrská řešení vyžadují vyšší ceny
- Čas nastavení: Pevné desky se instalují rychle s minimálními úpravami; plovoucí konstrukce vyžadují kalibraci předpětí pružin; precizní řešení zahrnují optimalizované postupy nastavení
- Četnost údržby: Pružiny v plovoucích systémech je třeba kontrolovat každých 500 000–1 000 000 cyklů; pevné desky mohou běžet bez údržby po několik let
- Náklady na prostoj: Zastavení výroby kvůli odhazovacímu zařízení trvá nezávisle na počáteční investici do nástroje – špatná volba typu vede k opakovaným nákladům
- Snížení odpadu: Správný výběr odhazovacího zařízení přímo ovlivňuje výtěžnost v prvním průchodu; prémiová řešení se často samy splatí díky nižší míře zmetků
- Vliv na životnost nástroje: Správná síla odhazování prodlužuje životnost děl a razníků; nevhodné systémy urychlují opotřebení všech řezných komponent
Zvažte použití systému vyhazování dílů pomocí U-trubice na vyměřovacích deskách, který se uplatňuje u některých aplikací vstřikovacích forem – počáteční investice do složitosti umožňuje stálou kvalitu dílů, čímž se snižují následné operace a reklamace od zákazníků. Stejný princip platí i u stříhání: vhodná investice do systémů vyměřovacích desek často přináší pozitivní návratnost investic prostřednictvím zlepšení kvality v následných procesech.
Nejdražší vyměřovací deska je ta špatná – bez ohledu na její nákupní cenu. Levná pevná deska, která způsobuje 2% dodatečného odpadu při sérii jednoho milionu kusů, vyústí ve výrazně vyšší náklady než prémiový plovoucí systém, který zajišťuje konzistentní kvalitu.
Při výpočtu návratnosti investice do vyměřovacích desek zahrňte tyto často opomíjené faktory:
- Návrhový čas: Složité aplikace mohou vyžadovat více pokusných cyklů s jednoduššími vyměřovacími deskami – čas, který eliminují přesně navržená řešení
- Náklady zamešlené příležitosti: Zpožděné zahájení výroby při řešení problémů s vyhazovačem stojí ztrátou pozice na trhu a důvěry zákazníků
- Kaskadové účinky: Poškození dílů způsobené vyhazovačem může vést k problémům ve výrobním řetězci, nárokům záruky a dopadu na reputaci
- Hodnota flexibility: Nastavitelnost plovoucích vyhazovačů kompenzuje rozdíly mezi vázami materiálu a opotřebení razníku, aniž by bylo nutné upravovat střihací nástroj
Pro kritické aplikace – bezpečnostní součásti automobilů, lékařská zařízení, letecké součásti – se vyšší náklady na přesně navržené nebo správně specifikované plovoucí systémy obvykle vyplatí díky zajištění výkonu. Pro běžné díly s vyššími tolerancemi poskytují pevné vyhazovače nákladově efektivní řešení.
S tímto komplexním rámcem pro srovnání nyní máte nástroj k převodu analýzy na konkrétní doporučení přizpůsobená běžným výrobním scénářům.
Konečná doporučení pro výběr vaší desky vyhazovače
Prošli jste technickými detaily, vyhodnotili kompromisy a prozkoumali celé spektrum řešení vyhazovačů. Nyní nastává moment, který je nejdůležitější – převést všechny tyto znalosti na sebejisté rozhodnutí pro vaši konkrétní aplikaci. Ať už navrhujete novou postupnou střižnici, odstraňujete problémy u stávajícího kování, nebo plánujete spuštění vysokoodvodové výroby, tyto doporučené postupy vás provedou správným výběrem desky vyhazovače.
Mějte na paměti: cílem není najít „nejlepší“ desku vyhazovače v absolutním smyslu. Jde o to přiřadit požadavky vaší konkrétní aplikace k řešení, které zajistí optimální výkon, spolehlivost a hodnotu pro vaši specifickou situaci.
Vaše mapa výběru desky vyhazovače
Po analýze bezpočtu aplikací a vyhodnocení rozhodování mezi pevnou a plovoucí deskou vyhazovače ze všech úhlů pohledu se objevily jasné vzory. Tato doporučená opatření odrážejí postup rozhodování, kterého se drží zkušení inženýři nástrojů:
- Pro přesné tváření automobilových dílů vyžadující soulad s IATF: Spolupracujte se specializovanými odborníky na návrh nástrojů, kteří kombinují simulační možnosti CAE s výrobou certifikovanou z hlediska kvality. Nároky kladené na automobilové aplikace – bezpečnostní důsledky, požadavky OEM na stopovatelnost a očekávání nulové výskytu vad – vyžadují přesně navržená řešení namísto univerzálních přístupů. Společnosti jako Shaoyi tuto schopnost vynikajíce demonstrují, nabízejí rychlé prototypování již za 5 dní a dosahují 93% schvalovacího poměru napoprvé díky metodologii návrhu řízené simulacemi. Jejich certifikace podle IATF 16949 a komplexní odborné znalosti v oblasti návrhu forem je činí cenným partnerem, pokud vaše aplikace vyžaduje profesionální podporu při konstrukci tvářecích nástrojů.
- Pro tenké materiály s tloušťkou pod 1,5 mm: Pevné vyhazovací desky nabízejí nákladově efektivní a spolehlivou funkci. Tuhý uchycovací design zajišťuje vynikající vedení děrovacích nástrojů, minimální potřebu údržby a konzistentní chování po milionech cyklů. Tato kategorie obvykle zahrnuje vysokorychlostní tváření elektroniky, tenkostěnné automobilové konzoly a jednoduché tvářecí operace. Tyto aplikace nepřekonstrujte – ušetřete váš prémiový rozpočet na nástroje pro projekty, které skutečně vyžadují plovoucí nebo přesně navržená řešení.
- Pro silná materiály nebo postupné střihy: Plovoucí vyhazovací desky poskytují řízený tlak a manipulaci s materiálem, které tyto aplikace vyžadují. Pružinový design kompenzuje pružení materiálu, zabraňuje vytahování odpadků a vyrovnává opotřebení děrovacích nástrojů během delších výrobních běhů. Při zpracování materiálu nad 1,5 mm nebo při použití postupných střihů s více pracovními místy obvykle odráží adjustabilita a aktivní vyhazovací síla plovoucích konstrukcí vyšší počáteční investici.
- Pro prototypovou a vývojovou práci: Začněte s pevnými vyhazovači, pokud požadavky konkrétní aplikace jasně neukazují jinak. Nižší počáteční investice dávají smysl, když se návrhy mohou vyvíjet před spuštěním výroby. Vždy je možné přejít na plovoucí systémy během výroby nástrojů, pokud zkoušky naznačí potřebu.
- Pro specializované aplikační zařízení: Zvažte konkrétní požadavky vašeho zařízení. Například deska vyhazovače pro štěpkovač Yardmax čelí zcela odlišným požadavkům než přesné razníky – silné rázové zatížení, expozici venkovnímu prostředí a odlišným materiálovým vlastnostem. Přizpůsobte výběr vyhazovače skutečnému provoznímu prostředí, nikoli univerzálně uplatňujte zásady pro stříhací dies. Podobně aplikace desek vyhazovačů ingun pro testovací zařízení vyžadují přesné zarovnání, které může upřednostňovat pevné konstrukce i přes jiné faktory naznačující plovoucí alternativy.
Přizpůsobte svou aplikaci správnému typu vyhazovače
Mimo upřednostněná doporučení zvažte tyto aplikací specifické poznatky, které jemně doladí váš výběr:
- Když je rovinnost dílu kritická: Kontrolovaná přidržovací síla plujících vyhazovačů zabraňuje zvedání materiálu, které způsobuje rozměrové zkreslení během řezání
- Při zpracovávání více tlouštěk materiálu: Nastavitelné desky vyhazovačů se vyplatí díky schopnosti přizpůsobit se různým polotovarům bez nutnosti úprav nástroje
- Když dochází k vytažení odpadků a způsobuje problémy kvality: Aktivní tlaková síla směrem dolů u plujících konstrukcí výrazně snižuje zadržování odpadků na tvářích punců
- Když je výška nástroje omezená: Pevné vyhazovače s minimálním svislým profilem šetří cenný uzavřený prostor ve výšce u aplikací omezených lisem
- Když jsou údržbové prostory omezené: U pevných konstrukcí vede snížený počet komponent na menší množství dílů, které je třeba kontrolovat, upravovat nebo nahrazovat
- Při zpracování abrazivních materiálů: Kombinujte výběr vyhazovače s vhodnými povrchovými úpravami a kvalitními materiály vedoucích pístů, abyste prodloužili životnost
Vezměte na vědomí, že specializované aplikace, jako je náhrada desek vyhazovače u štěpkovačů typu Yardmax, podléhají zcela odlišným kritériím výběru – zaměřují se na odolnost a odolnost proti nárazům, nikoli na přesnost, která je rozhodující u raznických nástrojů.
Odborné doporučení pro běžné scénáře
Pro čtenáře stojící před konkrétními rozhodnutími následuje přímá doporučení založená na nejběžnějších aplikačních scénářích:
- Zahájení nového programu postupného razení: Investujte do simulačních programů CAE během fáze návrhu, abyste optimalizovali konfiguraci desky vyhazovače ještě před obráběním oceli. Náklady na simulaci představují jen zlomek nákladů na úpravy během zkoušení.
- Zkušenosti s nekonzistentní kvalitou dílů: Vyhodnoťte, zda typ vašeho současného vyhazovače odpovídá požadavkům na tloušťku a složitost materiálu. Přechod z pevného na plovoucí vyhazovač často odstraní trvalé problémy s kvalitou.
- Plánování vysokého objemu výroby vozidel: Začleněte odborníky na nástroje certifikované podle IATF již v rané fázi projektu. Inženýrský tým Shaoyi dodává cenově výhodné, vysoce kvalitní nástroje přizpůsobené standardům OEM s možnostmi výroby velkých sérií, které se mohou škálovat podle vašich výrobních potřeb.
- Vyvažování rozpočtových omezení a požadavků na výkon: Používejte pevné vyhazovače tam, kde je to vhodné, abyste ušetřili rozpočet na plovoucí nebo přesně konstruovaná řešení tam, kde jsou skutečně zapotřebí.
- Modernizace stávajících nástrojů: Kroužkové vyhazovače nabízejí praktickou cestu modernizace pro přidání plovoucího vyhazování na konkrétní tvářecí díly bez nutnosti výměny celé desky.
Rozhodnutí mezi pevnou a plovoucí vyhazovací deskou se nakonec svádí k jednomu zásadnímu pravidlu: přizpůsobte své řešení skutečným požadavkům. Nedostatečný inženýrský přístup způsobuje problémy s kvalitou; nadměrný inženýrský přístup plýtvá zdroji. Optimální řešení spočívá v upřímném posouzení toho, co vaše konkrétní aplikace skutečně vyžaduje.
Při výběru vyhazovací desky si pamatujte, že toto rozhodnutí se propojuje se všemi ostatními aspekty návrhu výlisku. Nejlepší volba vyhazovací desky zohledňuje geometrii punců, vlastnosti materiálu, objemy výroby, požadavky na kvalitu a údržbu jako vzájemně propojené faktory, nikoli jako izolované proměnné. Pokud si nejste jisti, poraďte se s zkušenými inženýry výlisků, kteří dokáží vyhodnotit kompletní obraz vaší aplikace a doporučit řešení optimalizovaná pro váš konkrétní úspěch.
Často kladené otázky k pevným a plovoucím vyhazovacím deskám
1. Co je vyhazovací deska v lisy?
Odprašovací deska je klíčovou součástí nástroje, která po každém zdvihu odstraňuje materiál polotovaru z děrovacích kolíků. Může být buď pevná (tuze připevněná) nebo plovoucí (pružinová). Pevné odprašovače odstraňují materiál, ale během provozu jej neudržují, zatímco plovoucí odprašovače materiál aktivně přidržují během tváření a pro řízený výhoz používají pružinovou sílu. Volba typu přímo ovlivňuje kvalitu dílce, životnost nástroje a efektivitu výroby.
2. Co je odprašovací síla v aplikacích lisy?
Odprašovací síla je síla potřebná k oddělení materiálu přichyceného na děrovacím kolíku po stříhání. Obvykle se pohybuje v rozmezí 10–25 % sekací síly. Plovoucí odprašovací desky umožňují nastavitelnou odprašovací sílu prostřednictvím výběru pružin, zatímco pevné desky spoléhají na zdvih lisu samotného. Správná odprašovací síla zabraňuje vytažení odpadu, zajišťuje čisté oddělení dílce a udržuje konzistentní dobu cyklu ve stříhacích operacích.
3. Kdy bych měl použít pevnou odprašovací desku místo plovoucí?
Pevné vyhazovací desky jsou ideální pro tenké materiály pod 1,5 mm, lisování vysokou rychlostí nad 400 zdvihů za minutu a jednoduché střihací nástroje. Jsou o 20–30 % levnější než plovoucí varianty, vyžadují minimální údržbu a poskytují vynikající stabilitu pro přesné lisování elektronických dílů. Zvolte pevné vyhazovače, pokud je chování materiálu předvídatelné a přesně regulovaný přidržovací tlak není kritický.
4. Jaké jsou hlavní výhody plovoucích vyhazovacích desek?
Plovoucí vyhazovací desky vynikají u silných materiálů nad 1,5 mm, u postupných nástrojů a aplikací vyžadujících přesné umístění dílu. Mezi klíčové výhody patří lepší kontrola materiálu během prostřihování, snížené vytažení odpadu dolů aktivním tlakem, automatická kompenzace opotřebení děrovacích nástrojů a nastavitelná síla pružin. Jsou nezbytné tam, kde požadavky na řízenou sílu vyhazování vyplývají z pružení materiálu, složitých geometrií nebo požadavků na výrobu bez vady.
5. V čem se liší vyhazovací lišty a kroužky od vyhazovacích desek?
Vyhazovací lišty jsou úzké pruhy z kalené oceli, které přesahují otvor v matici – ideální pro jednoduché stříhání, velké díly a nástroje s rychlou výměnou za nižší cenu. Kroužkové vyhazovače obklopují jednotlivé kulaté razníky, což je ideální pro jednorázové operace a věžové nástroje. Desky zajišťují plnou kontrolu materiálu u složitých postupných nástrojů. Volte podle složitosti nástroje: desky pro přesné práce s více pracovišti, lišty pro jednoduché operace, kroužky pro izolované kulaté razníky.