 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Náklady na laserové řezání kovů na míru odhaleny: co vám dílny neřeknou

Co je laserové řezání kovů na míru
Vzpomínáte na hraní si s lupou jako dítě, kdy jste sluneční světlo soustředili do malého, intenzivního bodu? Laserové řezání kovů na míru funguje na podobném principu – ale v mimořádně zesílené formě. Místo slunečního světla používají výrobci vysoce koncentrované laserové paprsky, které mohou dosáhnout teplot přesahujících 20 000 stupňů Celsia a tím řezat ocel, hliník a jiné kovy s chirurgickou přesností.
Takže, co přesně je laserové řezání? Ve své podstatě tento proces využívá zaměřenou optickou světelnou energii k roztavení nebo odpaření kovu po počítačem naprogramovaných dráhách. Výsledkem jsou součásti vyrobené přesně podle vašich specifikací – ať už potřebujete jeden prototyp nebo sto vlastních upevňovacích konzol. Na rozdíl od standardních výrobních šarží, které vyrábějí identické díly z přednastavených šablon, laserové řezání kovů nabízí úplnou flexibilitu návrhu – přeměňuje váš jedinečný CAD soubor na hmatatelnou součást.
Jak laserové paprsky přeměňují syrový kov na přesné díly
Představte si, že jste navrhli složitou montážní desku se složitými vyříznutími a přesnými vzory otvorů. Takto laserové řezání kovů váš návrh oživuje:
- Generování laseru: Stroj generuje výkonný paprsek buď pomocí směsi CO₂ plynu, nebo pomocí optických vláken obohacených vzácnými zemními prvky
- Fokusing: Zrcadla a čočky soustředí paprsek do mimořádně jemného bodu energie
- Interakce se smateriálem: Když tento zaměřený paprsek narazí na povrch kovu, okamžitě materiál v místě dopadu roztaví nebo odpaří
- Řízení CNC: Systémy počítačového numerického řízení přesně navádějí laserovou hlavu podle vaší naprogramované dráhy
Krása tohoto procesu spočívá v jeho výrobě na objednávku. Nejste omezeni stávajícími šablonami ani konstrukčními návrhy z katalogu. Ať už potřebujete architektonické panely s dekorativními vzory nebo součásti pro letecký průmysl s úzkými tolerance, laserové řezání kovů se přizpůsobí vašim požadavkům, nikoli vy musíte přizpůsobit výrobním omezením.
Věda za technologií tepelného řezání
Proč je laserové řezání kovů tak účinné? Odpověď spočívá ve dvou klíčových vědeckých principech.
Za prvé, absorpce . Různé kovy absorbují různé vlnové délky světla. Když fotonové paprsky laseru interagují s elektrony kovu, dochází k rychlému ohřevu přesně v místě kontaktu. Tento cílený přenos energie znamená, že zóna řezu se téměř okamžitě zahřívá, zatímco okolní materiál zůstává relativně chladný.
Za druhé, kovy jsou vynikající tepelné vodiče . Teplo rychle uniká z řezané oblasti, čímž se zabrání poškození okolních oblastí. Tato kombinace – intenzivní lokální ohřev a rychlé odvádění tepla – vytváří ty čisté a přesné hrany, které činí laserové řezání ideálním pro detailní práce.
Laserové řezání kovů na míru dosahuje tolerancí a složitých vzorů, které byly dříve považovány za nemožné, a proto je preferovaným řešením pro všechno, od návrhu šperků až po letecké součásti.
Co ve skutečnosti odlišuje zakázkovou výrobu od standardní produkce? Flexibilita. Standardní série optimalizují efektivitu u opakovaných návrhů. Zakázkové projekty jsou optimalizovány pro vaše konkrétní potřeby – jedinečné rozměry, nestandardní materiály nebo komplexní geometrie, které sériové díly prostě nemohou poskytnout. Když porozumíte tomu, jak technologie ve skutečnosti funguje, lépe dokážete navrhovat díly, které využijí její výhody a vyhnete se zbytečným nákladům.

Vysvětlení technologie CO2 versus vláknový laser
Zde je něco, co vám většina obchodů neřekne hned na začátku: typ laseru, který řeže kov, výrazně ovlivňuje náklady, kvalitu a dobu dodání vašeho projektu. Přesto mnozí výrobci tento klíčový detail při poskytování cenových nabídek opomíjejí. Porozumění rozdílu mezi CO2 a fiber Laser Technologie vám pomůže položit správné otázky – a potenciálně ušetřit stovky korun na vaší příští objednávce.
Obě technologie používají soustředěné světlo k řezání kovů, ale toto světlo generují zásadně odlišnými způsoby. CO2 laser vytváří svůj paprsek elektrickým buzením směsi plynů (hlavně oxidu uhličitého), zatímco vláknový laser využívá optických vláken legovaných vzácnými zemními prvky, jako je ytterbium. Tento rozdíl může znít technicky, ale přímo ovlivňuje, které kovy lze efektivně řezat a kolik za to zaplatíte.
Výhody vláknového laseru pro reflexní kovy
Nikdy jste se zamysleli, proč někdy cenové nabídky na laserové řezání mědi překvapivě vysoké? Tradiční CO2 lasery mají problém s odrazivými kovy, protože jejich delší vlnová délka (10,6 mikrometru) má tendenci se odrážet od lesklých povrchů, jako je hliník, mosaz a měď. Tento odraz může ve skutečnosti poškodit optiku laseru – nákladnou opravu, kterou provozovny zohledňují ve vaší cenové nabídce.
Vlákenné lasery změnily pravidla hry. S provozní vlnovou délkou 1,064 mikrometru – přibližně desetkrát kratší než u CO2 – jsou snadno pohlcovány odrazivými kovy, nikoli odráženy zpět. Podle analýza odvětví mohou vlákenné lasery řezat vysoce odrazivé materiály bez rizika poškození zařízení zpětnými odrazy, což otevírá možnosti práce s širším spektrem materiálů.
Co to znamená pro váš projekt? Pokud pracujete s hliníkem, mosazí nebo mědí, dílna používající vláknový laserový stroj na kov bude pravděpodobně schopna nabídnout:
- Rychlejší řezné rychlosti (o 3 až 5krát vyšší produktivita u vhodných prací)
- Čistší kvalita řezu s minimálními tepelně ovlivněnými zónami
- Nižší náklady na díl díky snížené době zpracování
- Vyšší spolehlivost bez obav z odrazového poškození
Přizpůsobení technologie laseru druhu kovu
Který laser je tedy nejlepší pro řezání vašeho konkrétního materiálu? Odpověď závisí na tom, co řežete a jak je to silné.
CO2 lasery zůstávají vynikajícími pracovními koni pro silnější plechy uhlíkové oceli – zejména v rozmezí 10–20 mm a více. Některé operace dokonce používají kyslíkovou asistenci k řezání ocelových desek až do tloušťky 100 mm. Jsou také preferovanou volbou pro nemetalické materiály, jako je akryl, dřevo a kůže, čímž se stávají univerzálními stroji pro provozy zpracovávající různé materiály.
Vláknové lasery však dominují tam, kde záleží přesnost a rychlost. Vynikají při řezání tenkých až středně silných kovových plechů (obvykle do 20 mm) a snadno zvládnou i obtížně řezané kovy, jako je titan. Jejich účinnost převyšuje 90 % – to znamená, že přeměňují většinu elektrické energie na skutečnou řezací sílu – ve srovnání s pouhými 5–10 % u CO2 systémů.
| Faktor | CO2 Laser | Vláknitý laser |
|---|---|---|
| Nejvhodnější typy kovů | Mírná ocel, silnější desky | Nerezová ocel, hliník, mosaz, měď, titan |
| Optimální rozsah tloušťky | 10–100 mm a více (s kyslíkovou asistencí) | Až 20mm |
| Kvalita hrany | Dobrá | Vynikající (hladší, přesnější) |
| Účinnost využití energie | 5-10% | 90%+ |
| Provozní náklady | Vyšší (větší spotřeba energie, chlazení) | Nižší (snížená spotřeba energie, minimální údržba) |
| Životnost zařízení | ~2 500 hodin typicky | 25 000–100 000+ hodin |
| Počáteční náklady | Nižší počáteční investice | 5–10násobně vyšší pořizovací cena |
| Nejlepší použití | Těžké práce s plechy, různé materiály | Přesné díly, odrazné kovy, vysoká produkční náročnost |
Zde je poznatek, který ovlivní vaši peněženku: i když jsou laserové stroje pro řezání kovů na bázi vláknového laseru výrazně dražší pořizovacím nákladem, provozní úspory se rychle sčítají. Nižší spotřeba energie, minimální nároky na údržbu a životnost přesahující 100 000 hodin znamenají, že provozy vybavené vláknovou technologií často tyto úspory promítnou do konkurenceschopných cen – zejména u projektů z hliníku a nerezové oceli.
Při žádosti o cenové nabídky neváhejte zeptat se, jakou laserovou technologii dílna používá. Stroj pro řezání kovů pomocí CO2 laseru může být ideální pro váš projekt s 15mm ocelovou deskou, zatímco vláknový laserový řezák na kovy může výrazně snížit vaše náklady na sérii hliníkových úhelníků. Pochopení tohoto rozdílu vám poskytne silnější pozici při vyhodnocování nabídek a výběru vhodného partnera pro vaše konkrétní potřeby.
Druhy kovů a výběr materiálu pro laserové řezání
Technologii jste pochopili – ale právě výběr materiálu může rozhodnout o vašem rozpočtu. Různé kovy reagují na laserové řezání zcela odlišným způsobem, což ovlivňuje všechno od kvality řezu po maximální možnou tloušťku. Většina dílen však předpokládá, že už víte, který kov je pro váš projekt ten správný. Doplňme tedy tuto mezeru ve znalostech, abyste mohli dělat informovaná rozhodnutí ještě před tím, než budete žádat o cenové nabídky.
Při výběru materiálů pro individuální projekty s laserovým řezáním kovů v podstatě vyvažujete pět klíčových faktorů: požadavky na pevnost, odolnost proti korozi, omezení hmotnosti, estetické požadavky a náklady. Vybraný kov přímo ovlivňuje rychlost řezání, úpravu okraje a nakonec i to, kolik zaplatíte. Porozumění tomu, jak se každý materiál chová pod laserovým paprskem, vám pomůže optimalizovat jak výkon, tak rozpočet.
Vlastnosti řezání oceli a nerezové oceli
Nízkouhlíková ocel zůstává pracovním koněm aplikací laserového řezání oceli—a to z dobrého důvodu. Tato slitina železa a uhlíku nabízí vysokou pevnost a tvrdost za příznivou cenu, což ji činí ideální volbou, pokud korozní odolnost a estetika nejsou hlavními požadavky. Laserové řezání oceli vytváří čisté hrany s minimální potřebou dodatečné úpravy a dílny jsou schopny zpracovat působivé tloušťky v závislosti na použitém vybavení.
Jakou tloušťku lze realisticky řezat? Vstupní systémy s vláknovým lasery (500 W–1,5 kW) efektivně zvládnou tenké plechy do 3 mm. Střední třída (3 kW–6 kW) zvládne většinu průmyslových úloh, zatímco výkonné stroje (10 kW–40 kW) dokáží řezat těžké desky o tloušťce přesahující 25 mm. Čím tlustší materiál, tím více je potřeba výkonu —což přímo ovlivňuje vaši cenovou nabídku.
- Vlastnosti nízkouhlíkové oceli: Vynikající svařitelnost, snadné tváření a obrábění, vysoký poměr pevnosti ku ceně, náchylnost k korozí bez povrchové úpravy
- Nejlepší použití: Stavební součásti, automobilové díly, zemědělské zařízení, rámů nábytku, skříně strojů
- Rozsah tloušťky: Až nad 100 mm s kyslíkovou asistencí u výkonných CO2 systémů; až 25 mm u běžných vláknových laserů
Laserové řezání nerezové oceli vyžaduje vyšší laserový výkon než u plechu, ale poskytuje vynikající výsledky. Chrom, který zajišťuje odolnost nerezové oceli proti korozi, také ovlivňuje její interakci s laserovým paprskem. Díly z nerezové oceli vyříznuté laserem vycházejí s hladkým povrchem, který často nepotřebuje další dokončovací procesy.
- Vlastnosti nerezové oceli: Vynikající odolnost proti korozi, vysoká pevnost, dobrá svařitelnost, tvrdší než plech, vyšší materiálové náklady
- Nejlepší použití: Lékařské přístroje, díly pro potravinářský průmysl, letecké komponenty, architektonické prvky, námořní aplikace
- Kvalita okraje: Čisté řezy s minimální oxidací při použití dusíkové asistenční plynu
Profesionální tip: Při požadování cenových nabídek pro nerezovou ocel upřesněte, zda potřebujete hrany bez oxidace. Použití dusíku jako asistentního plynu při řezání je nákladnější, ale eliminuje změnu barvy, kterou může způsobit kyslík – tento detail je důležitý u viditelných komponent nebo aplikací pro potravinářský průmysl .
Práce s hliníkem, mosazí a mědí
Pamatujete na výzvu spojenou s odrazivými kovy, o které jsme dříve hovořili? Právě zde se volba materiálu přímo propojuje s výběrem technologie. Řezání hliníku laserem, tváření mosazi a zpracování mědi vyžadují pro optimální výsledky technologii vláknového laseru – a porozumění jejich jedinečným vlastnostem vám pomůže navrhovat chytřejší díly.
Laserově řezaný hliník nabízí neporazitelnou kombinaci nízké hmotnosti, odolnosti a nákladové efektivity. Jeho hmotnost je přibližně jedna třetina hmotnosti oceli při zachování dobré pevnosti, což jej činí ideálním pro aplikace, kde záleží na každém gramu. Laserové řezání hliníku vytváří čisté hrany, i když tepelná vodivost materiálu může vést k mírně větším tepelně ovlivněným zónám než u oceli.
- Vlastnosti hliníku: Nízká hmotnost (jedna třetina hmotnosti oceli), vynikající tepelná a elektrická vodivost, dobrá odolnost proti korozi, snadno se anodizuje pro zvýšenou ochranu
- Nejlepší použití: Automobilové panely, letecké komponenty, skříně elektroniky, chladiče, architektonické prvky
- Tloušťkové aspekty: Efektivně řezatelný až do tloušťky 20 mm na vláknových laserech; vyžaduje vyšší výkonová nastavení než ekvivalentní tloušťka oceli
- Poznámka k návrhu: Měkkost hliníku znamená, že pro složité návrhy s velmi jemnými prvky může být nutné pečlivě zvážit minimální rozměry prvků
Měď a laserem řezaná mosaz přinášejí jedinečné příležitosti – i výzvy. Obě kovy nabízejí vynikající elektrickou vodivost a přirozené antibakteriální vlastnosti, což je činí nezbytnými pro elektrické komponenty, dekorativní prvky a specializované aplikace. Vláknové lasery s oběma materiály efektivně pracují, i když jsou rychlosti řezání kvůli jejich vysoké odrazivosti a tepelné vodivosti obvykle nižší než u oceli.
- Vlastnosti mědi: Vynikající elektrická vodivost, vynikající odolnost proti korozi, antibakteriální vlastnosti, charakteristický estetický vzhled
- Vlastnosti mosazi: Vyšší pevnost a tažnost ve srovnání s čistou mědí, nižší koeficient tření, vynikající pro dekorativní aplikace, snadno obrábětelná a pájivá
- Nejlepší použití: Elektrické konektory, architektonické prvky, hudební nástroje, dekorativní prvky, výměníky tepla
- Nákladové zvážení: Vyšší náklady na materiál a pomalejší rychlosti řezání znamenají, že projekty z mědi a mosazi jsou obvykle cenově vyšší
Zní to složitě? Zde je zjednodušený rozhodovací rámec: Vyberte uhlíkovou ocel, když jde především o náklady a pevnost a koroze není kritická. Zvolte nerezovou ocel pro náročné prostředí nebo potravinářské aplikace. Vyberte hliník, když úspora hmotnosti odůvodňuje mírný cenový příplatek. Měď a mosaz si nechte pro aplikace, které vyžadují jejich jedinečné elektrické, tepelné nebo estetické vlastnosti.
Porozumění těmto vlastnostem materiálů před tím, než kontaktujete výrobce, vás postaví do silnější vyjednávací pozice. Budete vědět, proč stojí cena za nerezovou ocel více než uhlíková ocel, proč vaše hliníkové díly mohou vyžadovat zvláštní úpravy hran a zda je měď opravdu nezbytná – nebo zda by mohla stačit levnější alternativa. Vybaveni tímto poznáním jste připraveni na další klíčový krok: správné přípravě vašich konstrukčních souborů.
Návrhová doporučení a požadavky na přípravu souborů
Vybrali jste si svůj materiál a rozumíte technologii – ale právě zde mnohé projekty narazí na neočekávaná zdržení. Odevzdání návrhových souborů, které nesplňují požadavky na výrobu, znamená opakované revize, ztrátu času a někdy i nákladné přepracování. Většina dílen však své návrhové pokyny skrývá v těžko dostupné dokumentaci, takže problémy objevíte až poté, co soubory nahrajete.
Správné provedení návrhu hned napoprvé není jen otázkou vyhnutí se frustaci – má přímý dopad i na vaši cenovou nabídku. Přesné laserové řezání vyžaduje soubory, které se bezproblémově převedou na strojové instrukce. Čím lépe připravíte své soubory, tím rychlejší bude dodací termín a tím přesnější budou vaše laserem řezané díly.
Formáty souborů a kompatibilita návrhového softwaru
V jakém formátu byste měli soubor odeslat? To závisí na vašem softwaru pro návrh a možnostech dílny, ale většina výrobců přijímá základní sadu vektorových formátů.
Mezi průmyslové standardy patří:
- DXF (Drawing Exchange Format): Univerzální jazyk laserových a CNC zařízení. Téměř každý výrobce přijímá soubory DXF, což je nejbezpečnější volba pro kompatibilitu
- DWG (AutoCAD Native): Běžné v inženýrských a architektonických aplikacích. Většina dílen tyto formáty interně převádí na DXF
- AI (Adobe Illustrator): Oblíbené pro dekorativní a umělecké projekty. Před odesláním se ujistěte, že je veškerý text převeden na obrysy
- EPS a SVG: Vektorové formáty, které jsou vhodné pro jednodušší návrhy, i když některé dílny dávají přednost DXF kvůli vyšší přesnosti
Zde je detail, který chytne mnoho nových zákazníků: pokud jste svůj soubor převedli z rastrového obrázku, pečlivě ověřte rozměry. Převod JPEG nebo PNG do vektorů může způsobit chyby ve změně měřítka. Vytisknutí návrhu v měřítku 100 % pomůže potvrdit, že rozměry odpovídají vašim záměrům, než jej odešlete.
Používáte studentský software? Nebojte se – vodoznaky „Student Version“, které se objevují ve souborech z programů jako SolidWorks, jsou obvykle systémy pro výrobu ignorovány. Jakékoli aktivní textové pole však musí být převedeno na tvary. V programu Illustrator to znamená „převod na obrysy“. V CAD programech hledejte příkazy jako „explode“ nebo „expand“.
Kritická pravidla pro čisté řezy
Přesnost laserového řezání závisí do značné míry na pochopení fyzikálních omezení procesu. I ten nejmodernější laserový CNC stroj má svá omezení – a návrh v rámci těchto parametrů zajišťuje, že vaše díly budou přesně takové, jak by měly být.
Tolerance šířky řezu
Když laser řeže kov, odpaří tenký proužek materiálu nazývaný kerf. Tato šířka se obvykle pohybuje mezi 0,1 mm a 0,5 mm v závislosti na tloušťce materiálu, typu laseru a nastavení výkonu. Proč je to důležité? Pokud navrhujete díly se závěsy nebo přesné sestavy, musíte tuto ztrátu materiálu zohlednit ve svých rozměrech.
Minimální velikosti prvků
Ty složité detaily ve vašem návrhu mohou na obrazovce vypadat dokonale — ale příliš malé prvky nelze řezat správně . Obecné pokyny zahrnují:
- Minimální průměr díry: Obvykle rovný nebo větší než tloušťka materiálu
- Minimální šířka drážky: Obvykle 1,5× tloušťka materiálu
- Minimální výška textu: Často 3 mm nebo více pro čitelnost
- Minimální šířka přepážky (materiál mezi řezy): Obvykle odpovídá tloušťce materiálu
Požadavky na poloměr zaoblení rohů
Laserový paprsek má fyzickou šířku, což znamená, že dokonale ostré vnitřní rohy nelze dosáhnout. Vnitřní rohy budou proto přirozeně mít malý poloměr odpovídající přibližně polovině šířky řezu. U součástí kritických z hlediska namáhání zlepšuje záměrné zaoblení rohů (0,5–1 mm) skutečně pevnost konstrukce tím, že odstraňuje místa koncentrace napětí.
Vzdálenost mezi výřezy
Příliš malé vzdálenosti mezi řeznými linkami způsobují hromadění tepla, což může vést ke zkreslení tenkých částí nebo zhoršení kvality řezu. Udržujte vzdálenost mezi paralelními řezy alespoň 1,5násobek tloušťky materiálu – u aplikací citlivých na teplo je potřeba ještě větší mezera.
Toleranční specifikace
Jaké úrovně přesnosti si můžete reálně očekávat? Standardní laserové CNC operace obvykle dosahují tolerance ±0,1 mm až ±0,2 mm. U aplikací vyžadujících přesnější specifikace diskutujte své požadavky předem – dosažení tolerance ±0,05 mm může vyžadovat specializované postupy nebo dodatečné opracování, což ovlivní jak náklady, tak časový harmonogram.
Kontrolní seznam přípravy souborů
Než odešlete svůj návrh, projděte tento podrobný ověřovací proces, abyste se vyhnuli běžným chybám, které zpomalují výrobu:
- Převeďte veškerý text na obrysy nebo tvary —najeďte myší na textové prvky a ověřte, že již nelze upravovat jako text
- Ověřte rozměry v měřítku 100 % —vytiskněte svůj návrh nebo použijte měřicí nástroje ve svém softwaru pro kontrolu přesnosti
- Zkontrolujte, zda neobsahuje duplicitní nebo překrývající se linky —to způsobuje, že laser řeže stejnou dráhu dvakrát, čímž plýtvá časem a potenciálně poškozuje hrany
- Odstraňte všechny skryté vrstvy a konstrukční geometrie —zahrňte pouze prvky, které chcete řezat
- Ujistěte se, že všechny tvary jsou uzavřené dráhy —otevřené dráhy způsobují nejasnosti, které oblasti mají být řezány a které ignorovány
- Ověřte, že minimální velikosti prvků splňují požadavky materiálu —zkontrolujte otvory, drážky a text ve vztahu k vybrané tloušťce
- Zohledněte šířku řezu u přesných sestav —upravte rozměry, pokud díly, které do sebe zapadají, vyžadují přesné pasování
- Potvrďte, že ponechané výřezy jsou správně propojeny —interiérové díly, které nejsou propojeny s hlavním designem, mohou vypadnout a ztratit se
- Uložte ve standardním vektorovém formátu —DXF nabízí největší univerzální kompatibilitu
- Zahrňte kótovaný referenční výkres, pokud jsou tolerance kritické —pomáhá výrobcům porozumět vašim požadavkům na přesnost
Jak ovlivňuje složitost designu vaše náklady? Každý průraz (kdy laser zahájí nový řez) a každá změna směru prodlužují dobu řezání. Jednoduchý obdélník se čtyřmi rohy se rozřeže rychleji než složitý dekorativní vzor se stovkami jemných křivek. Pokud záleží na rozpočtu, zvažte, zda zjednodušený design může splnit vaše funkční požadavky – nebo zda estetická hodnota opravňuje delší dobu řezání.
Dodržování těchto pokynů nezabraňuje pouze zpožděním – ukazuje také výrobcům, že proces rozumíte. Dílny oceňují dobře připravené soubory a tato dobrá vůle se může projevit lepší komunikací, rychlejšími cenovými nabídkami a hladkým průběhem projektu. Když jsou vaše návrhové soubory správně připraveny, jste připraveni posoudit, jak se tato technologie vyrovná alternativním metodám řezání.
Laserové řezání ve srovnání s alternativními metodami
Víte tedy, že zakázkové laserové řezání kovů nabízí přesnost – ale je to vždy tou správnou volbou? Zde je něco, co vám mnozí výrobci dobrovolně neřeknou: v závislosti na požadavcích vašeho projektu by vám mohly lépe vyhovovat alternativní technologie. Výběr nesprávné metody řezání vás může přijít na tisíce korun nepotřebných nákladů nebo ohrozit kvalitu dílů. Pochopení toho, kdy každá technologie vyniká, vám umožní rozhodnutí plně kontrolovat.
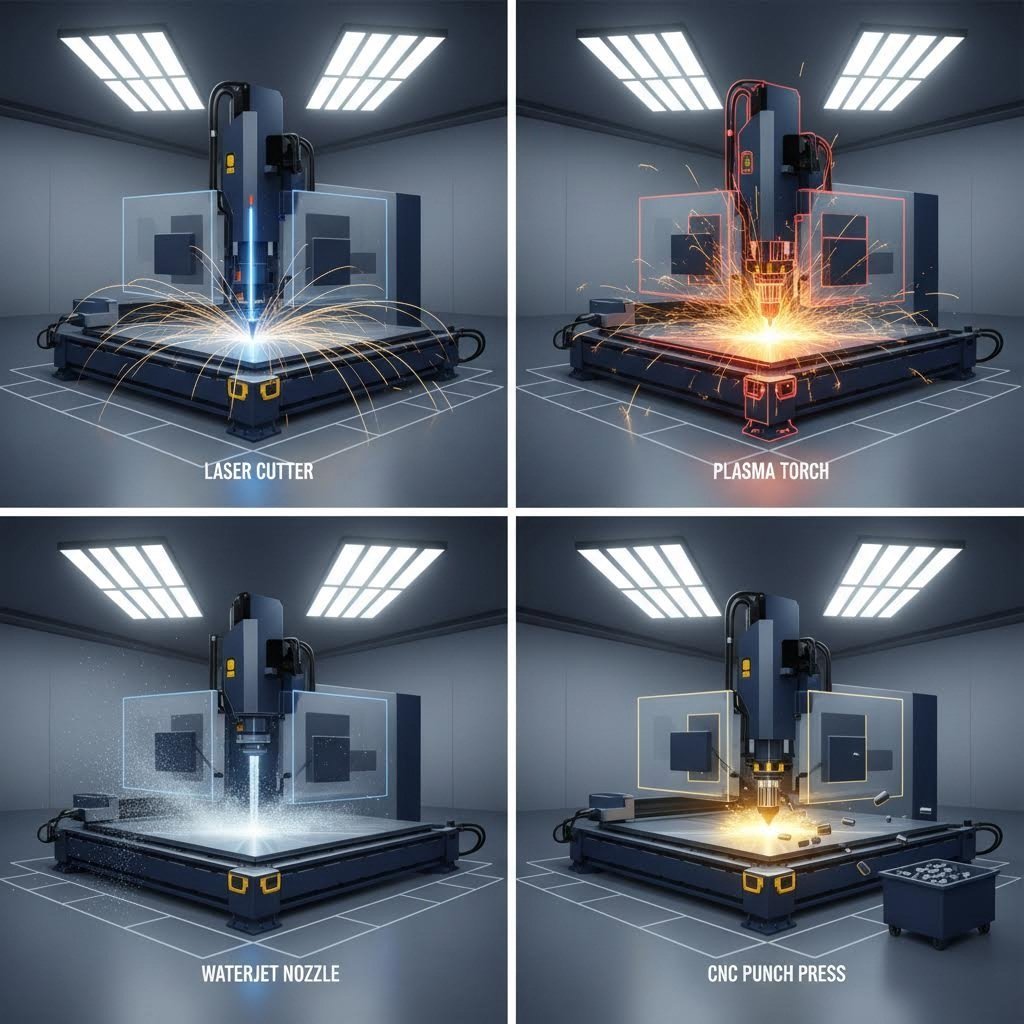
Čtyři hlavní technologie dominují vyhledávání služeb pro řezání kovů: laserové řezání, vodním paprskem, plazmové řezání a CNC stříhání. Každá z nich má své výrazné výhody a „nejlepší“ volba zcela závisí na typu materiálu, tloušťce, požadavcích na přesnost a rozpočtu. Podívejme se podrobněji, kdy zvolit kterou technologii – a kdy hledět jinam.
Kdy laserové řezání překonává alternativy
CNC laserové řezání vyniká zejména u tenkých až středně silných materiálů, kde jsou potřeba složité detaily nebo úzké tolerance. Pokud váš projekt vyžaduje čisté hrany, malé otvory nebo komplexní geometrie, laserová technologie obvykle poskytuje nejlepší výsledky.
Podle průmyslové testování napříč více technologiemi , laserové řezání nabízí klíčové výhody:
- Výjimečná přesnost: Tolerance ±0,1 mm dosažitelné u vhodných materiálů
- Vynikající kvalita hran: Čisté řezy, které často nevyžadují dodatečné dokončování
- Rychlé zpracování: Vysokorychlostní řezání materiálů do tloušťky 20–25 mm
- Minimální šířka řezu: Menší odpad materiálu ve srovnání s plazmou nebo vodním paprskem
- Schopnost vytvářet složité tvary: Malé otvory, ostré rohy a detailní vzory provedené s vysokou přesností
Aplikace přesného řezání kovů, jako jsou pouzdra pro elektroniku, komponenty lékařských přístrojů a dekorativní architektonické panely, obvykle upřednostňují laserovou technologii. Pokud potřebujete, aby se vaše díly přesně spojovaly nebo měly jemné detaily, nabízí laser pro řezání oceli a jiných kovů zpravidla nejlepší poměr cena-výkon.
Laserové řezání však má svá omezení. Velmi tlusté materiály (u většiny systémů nad 25 mm), slitiny citlivé na teplo a nekovové materiály mohou vyžadovat alternativní postupy. Porozumění těmto hranicím vám pomůže vyhnout se frustrujícím konverzacím s výrobci, kteří nemohou dodat to, co potřebujete.
Volba mezi tepelným a netepelným řezáním
Zde je rozdíl, který ovlivňuje jak kvalitu dílu, tak výběr materiálu: laserové a plazmové řezání jsou tepelné procesy, zatímco vodní paprsek nepoužívá žádné teplo. Tento zásadní rozdíl určuje, která technologie je vhodná pro konkrétní aplikace.
Plazmové řezání: Odborník na tlusté kovy
Když hledáte plazmové řezání poblíž mě nebo službu plazmového řezání poblíž mě, obvykle pracujete s tlustými vodivými kovy, kde záleží více na rychlosti a nákladech než na extrémně jemné přesnosti. Plazmové řezačky používají elektrický oblouk a stlačený plyn k efektivnímu tavení oceli, hliníku a mědi.
Plazmové řezání dominuje při práci s:
- Ocelovými deskami silnějšími než ½" (12 mm)
- Projekty výroby ocelových konstrukcí
- Výroba těžkých zařízení
- Aplikace, kde je přijatelná mírná drsnost okraje
Nákladová výhoda je významná – plazmové systémy stojí přibližně 90 000 USD oproti 195 000 USD za srovnatelné vybavení pro řezání vodním paprskem. Pro dílny zabývající se opracováním tlusté oceli a hliníku často plazma poskytuje nejlepší návratnost investice.
Řezání vodním paprskem: žádné teplo, maximální univerzálnost
Řezání vodním paprskem využívá vysokotlakou vodu smíchanou s abrazivními částicemi k řezání téměř jakéhokoli materiálu bez tepelných vlivů. Tento studený řezací proces úplně eliminuje deformace, ztvrdnutí a tepelně ovlivněné zóny.
Zvolte vodní paprsek, pokud váš projekt zahrnuje:
- Tepelně citlivé materiály, které by se při tepelném řezání deformovaly nebo ztvrdly
- Hrubé materiály nad možnosti laseru (až několik palců)
- Nekovové materiály, jako je kámen, sklo nebo kompozity
- Aplikace vyžadující naprosto žádnou tepelnou deformaci
Trh s vodním paprskem rychle roste a do roku 2034 by měl dosáhnout více než 2,39 miliardy USD, a to díky poptávce po řezání bez tepla v odvětvích jako letecký průmysl, medicína a přesné výrobní procesy.
CNC vrtání: Vysoké objemy jednoduchých tvarů
U projektů, které vyžadují tisíce identických dílů s relativně jednoduchou geometrií – například montážní otvory, mřížky nebo základní výstřihy – často CNC vrtání z hlediska nákladů porazí laserové řezání. Vrtací stroje používají tvarované razníky k rychlému prostřižení plechů, což je činí ideálními pro vysokozdobjovou výrobu, kde se pořizovací náklady mohou rozložit na velký počet dílů.
CNC vrtání vyniká tehdy, když:
- Potřebujete velmi vysoké množství identických dílů
- Tvary odpovídají dostupným sadám razníků (kruhy, obdélníky, standardní vzory)
- Tloušťka materiálu spadá do rozsahu stříhání (obvykle až do 6 mm)
- Rychlost a cena za díl jsou důležitější než schopnost vytvářet složité detaily
| Faktor | Laserové řezání | Plazmové řezání | Vodníjetové řezání | Cnc probíjení |
|---|---|---|---|---|
| Přesnost | ±0,1 mm (vynikající) | ±0,5–1 mm (střední) | ±0,1–0,2 mm (velmi dobré) | ±0,1 mm (dobré) |
| Tloušťka materiálu | Až do 25 mm běžně | Až 150 mm a více | Až 200 mm a více | Až 6 mm typicky |
| Kvalita hrany | Vynikající, minimální dokončení | Drsnější, možná nutnost broušení | Hladký povrch, mírný kužel možný | Čistý řez, mírné překrytí okraje |
| Tepelně ovlivněná zóna | Malé, ale přítomné | Větší, významné | Žádný (studený proces) | Žádný (mechanický) |
| Nejlepší pro | Přesné díly, tenký až středně silný kov | Silná ocel, projekty citlivé na náklady | Materiály citlivé na teplo, silné řezy | Vysoký objem jednoduchých tvarů |
| Relativní náklady | Mírný | Nižší u silných materiálů | Vyšší (pomalejší proces) | Nejnižší u vysokých objemů |
Přijetí rozhodnutí
Ptejte se sám sebe těchto otázek při výběru technologie řezání:
- Jaká je tloušťka vašeho materiálu? Pod 20 mm upřednostňuje laser; nad 25 mm směrem k plazmě nebo vodnímu paprsku
- Jak přesné musí být řezy? Úzké tolerance upřednostňují laser nebo vodní paprsek
- Je teplo problém? Aplikace citlivé na teplo vyžadují vodní paprsek
- Jaké je vaše množství? Vysoké objemy jednoduchých tvarů mohou upřednostňovat CNC stříhání
- Jaké je vaše rozpočtové limity? Plazma nabízí cenové výhody u tlusté oceli; laser poskytuje hodnotu pro přesné práce
Mnoho úspěšných dílen udržuje více technologií právě proto, že žádná jediná metoda nezvládá každou aplikaci optimálně. Při vyhodnocování nabídek se nebojte zeptat, zda doporučená technologie opravdu odpovídá vašemu projektu – nebo zda alternativa nemůže přinést lepší výsledky. Porozumění těmto kompromisům vás změní z pasivního zákazníka na informovaného partnera ve výrobním procesu.
Vysvětlení nákladových faktorů a proměnných cen
Zde je nepříjemná pravda, kterou většina výrobců předem nevysvětlí: ta vaše cenová nabídka na laserové řezání není náhodná – je vypočtena podle přesného vzorce, který zohledňuje proměnné, o jejichž existenci jste pravděpodobně neměli tušení. Porozumění těmto faktorům ovlivňujícím náklady nejen uspokojí vaši zvědavost, ale poskytne vám i prostor k optimalizaci návrhu, snížení nákladů a kladení informovaných otázek, které dávají najevo, že nejste snadnou obětí pro nadměrné ceny.
Největší omyl? Představa, že cena souvisí především s plochou materiálu. Ve skutečnosti čas stroje jediný nejdůležitější faktor ovlivňující vaše náklady na zakázkově řezaný kov. Jednoduchý obdélník a složitý dekorativní panel vyřezaný ze stejných desek mohou mít diametrálně odlišnou cenu – někdy až pětinásobně nebo více.
Porozumění proměnným v cenových nabídkách a faktorům ovlivňujícím ceny
Každá cenová nabídka laserového řezání vychází z základního výpočtu: Konečná cena = (Náklady na materiál + Variabilní náklady + Fixní náklady) × (1 + Zisková marže). Pojďme rozebrat, co každá složka znamená pro vaši peněženku.
Materiální náklady zahrnují nejen surový kov, který nakupujete, ale také odpad vzniklý při řezání. Když objednáváte kovy na míru, dílny musí počítat s celkovou cenou plechu, i když vaše díly využijí jen 60 % materiálu. Efektivní rozmístění – strategické uspořádání dílů na plechu – přímo snižuje tento faktor odpadu.
Variabilní náklady představují strojový čas vynásobený hodinovou sazbou dílny. Podle průmyslová data , se typické hodinové sazby laserových řezacích strojů pohybují mezi 60 až 120 USD, v závislosti na výkonu zařízení a jeho výkonové úrovni. Vaše konstrukce určuje, kolik minut nebo hodin bude stroj běžet.
Fixní náklady kryjí provozní režijné náklady – nájem, údržbu zařízení, softwarové licence a správní výdaje – rozdělené do vašeho projektu poměrně.
Zde jsou hlavní faktory nákladů seřazené podle jejich typického vlivu na vaši konečnou cenovou nabídku:
- Tloušťka materiálu: Nejvýznamnější proměnná. Zdvojnásobení tloušťky může více než zdvojnásobit čas řezání, protože laser se musí pohybovat mnohem pomaleji, aby materiál plně pronikl.
- Složitost designu: Složité vzory s mnoha křivkami a změnami směru přinutí stroj zpomalit, čímž se prodlužuje doba zpracování.
- Počet průrazů: Pokaždé, když laser zahájí nové řezání, musí nejprve materiál proniknout. Návrh s 100 malými otvory stojí více než jeden velký výřez kvůli kumulativní době průrazu.
- Typ a třída materiálu: Hliník nebo nerezová ocel vyšší třídy jsou dražší než uhlíková ocel – a to jak co se týče ceny suroviny, tak někdy i doby zpracování.
- Množství objednávky: Nastavovací náklady rozložené na větší počet dílů vedou ke snížení ceny za kus.
- Požadavky na dokončení: Dodatečné operace, jako je ohýbání, odstraňování hrotů nebo práškové lakování, přidávají pracnost a náklady na zpracování.
Jak ovlivňuje složitost návrhu váš rozpočet
Představte si dvě součásti: jednoduchý čtverec 6" × 6" a složitý dekorativní panel se stejnými vnějšími rozměry, ale s 50 vnitřními výřezy a ozdobným kroucením. Oba používají identický materiál – přesto může stát dekorativní panel pětkrát více. Proč?
Délka řezu: Celková délka dráhy, kterou laser urazí, souvisí přímo s časem. Delší dráhy znamenají vyšší náklady. U tohoto dekorativního panelu může být potřeba 10 stop řezání oproti 2 stopám u jednoduchého čtverce.
Operace průrazu: Každý vnitřní výřez vyžaduje, aby laser nejprve pronikl materiálem, než může začít řezat. Návrh s mnoha průrazy může být dražší než návrh s jedním velkým výřezem jen kvůli celkovému času potřebnému na průrazy – i když je celková délka řezů podobná.
Změny rychlosti: Složité geometrie s těsnými oblouky a ostrými rohy nutí řezací hlavu neustále zpomalovat a znovu zrychlovat. Rovná čára se řeže rychleji než série složitých křivek, protože stroj udržuje vyšší průměrnou rychlost u jednoduchých drah.
Požadavky na tolerance: Stanovení příliš úzkých tolerancí, než je funkčně nutné, je skrytým faktorem zvyšování nákladů. Aby byly dosaženy velmi přesné rozměry, musí stroje pracovat pomaleji a ve větší kontrole. Než požádáte o tolerance ±0,05 mm, zamyslete se, zda by pro vaše použití postačily tolerance ±0,2 mm.
Množství a ekonomie rozsahu výroby
Nastavovací poplatky představují jednorázové náklady – načítání materiálu, kalibrace stroje, příprava vašeho souboru – které se rozloží různým způsobem v závislosti na objednaném množství. Objednáte-li 10 dílů, pak každý kus zatíží poplatek 50 USD o 5 USD. Objednáte-li 100 dílů, připadne na každý kus jen 0,50 USD.
Podle analýza odvětví , slevy za množství mohou dosáhnout až 70 % u velkosériových objednávek. Stroj nemusí být mezi identickými díly znovu nastavován a vkládání dílů do materiálu je efektivnější při větších množstvích. Pokud předpokládáte, že budete díly v budoucnu potřebovat, je často finančně výhodné objednávky sloučit.
Další faktory ovlivňující náklady
Kromě základních proměnných může několik dalších faktorů zvýšit váš cenový návrh:
- Urychlená výroba: Urgentní objednávky vyžadují, aby dílny přeuspořádaly své rozvrhy a mohou vyžadovat práci přesčas – počítejte s vyššími cenami
- Příprava souborů: Odeslání souborů s chybami (duplicitní čáry, otevřené obrysy, chybějící rozměry) znamená, že technici musí problémy opravit před řezáním, což často vede k dodatečným poplatkům
- Speciální materiály: Požadavek na řez kovu na míru ze speciálních slitin, které dílna nevede na skladě, může zahrnovat příplatky za objednání materiálu
- Doprava a logistika: Těžké nebo křehké díly vyžadují zvláštní manipulaci a balení
Praktický odhad rozpočtu
I když se přesné náklady na laserové řezání liší podle poskytovatele, můžete stanovit rozumné odhady s ohledem na tyto vztahy: Jednoduché návrhy z tenkého uhlíkového oceli představují vaše základní náklady. Každý další faktor složitosti – silnější materiál, komplikované vzory, odrazivé kovy, úzké tolerance – tyto základní náklady násobí. Žádost o cenové nabídky od více poskytovatelů pomáhá upravit vaše očekávání pro konkrétní typy projektů.
Nejchytřejší přístup? Než definitivně uzavřete návrhy, zeptejte se potenciálních výrobců, které úpravy by nejvýrazněji snížily vaše náklady. Někdy drobné změny v návrhu – přidání zaoblení rohů, sloučení malých otvorů do štěrbin nebo přijetí mírně volnějších tolerance – mohou snížit cenové nabídky o 20–30 %, aniž by to ovlivnilo funkčnost. Vybaveni těmito znalostmi o nákladech jste připraveni pochopit, jak se tyto přesně vyřezané díly uplatňují v reálných aplikacích napříč odvětvími.
Společné aplikace napříč odvětvími
Nyní, když znáte náklady – kde přesně se tato přesná řezání ve skutečnosti používají? Zde je to, co by vás mohlo překvapit: zákaznické laserové řezání kovů zasahuje téměř do každého odvětví, které si dokážete představit. Od automobilu, kterým jezdíte, až po telefon ve vaší kapse – komponenty vyrobené laserovým řezáním jsou na první pohled nepostřehnutelné. Pochopení těchto aplikací vám pomůže určit, zda tato technologie vyhovuje potřebám vašeho konkrétního projektu – a poskytne vám kontext, proč některá odvětví dominují v oblasti výroby.
Podle analýza odvětví , vlastní laserové řezání kovů nabízí přesnost, rychlost a univerzálnost, které splňují požadavky nejvýkonnějších odvětví dneška. Pojďme prozkoumat, kam se laserem řezaný kov ve skutečnosti dostává – a co to znamená pro váš projekt.
Aplikace automobilových a průmyslových komponent
Když otevřete kapotu svého vozu, hledíte na desítky dílů vyřezaných laserem. Automobilový průmysl silně závisí na průmyslovém laserovém řezání – od držáků rámu až po součásti palivového systému. Proč? Protože na přesnosti záleží, když musí díly dokonale zapadat za extrémních podmínek.
Automobilní aplikace:
- Konstrukční díly: Nosné panely, zpevňovací úhelníky a díly rámu vyřezané na přesné rozměry
- Výfukové sestavy: Tepelné clony, díly sacích hrdel a speciální konecky výfuku vyžadující přesné zakomponování
- Součástky elektrických vozidel: Pouzdra baterií, uchycení motoru a díly chladicího systému
- Interiérové prvky: Držáky palubní desky, rám sedadel a upevňovací desky pro výbavu
- Díly zavěšení: Díly náprstkových ramen, montážní úhelníky a speciální výkonnostní upgrady
V automobilovém průmyslu umožňuje výrobcům zakázkové laserové řezání kovů škálovat výrobu při zachování stálé kvality, snižování odpadu a zvyšování efektivity. To jej činí ideálním pro hromadnou výrobu i pro výrobu náhradních dílů na zakázku.
Průmyslové zařízení a stroje:
Těžké stroje a průmyslová zařízení vyžadují odolné a přesné díly, které spolehlivě fungují i v náročných podmínkách. Laserová výroba umožňuje výrobcům vyrábět:
- Ozubená kola a tvarovky: Přesné komponenty pro systémy přenosu výkonu
- Skříně strojů: Kostry a kryty chránící vnitřní mechanismy
- Upevňovací desky: Konstrukční prvky pro umístění motorů, senzorů a řídicích systémů
- Komponenty dopravníků: Upevnění, vodítka a nosné konstrukce pro manipulaci s materiálem
- Zemědělské zařízení: Odolné díly pro traktory, sklizňové stroje a zavlažovací systémy vystavené extrémním podmínkám
Opakovatelnost laserového řezání kovových plechů zajišťuje, že náhradní díly přesně odpovídají originálům – což je kritické, když prostoj zařízení stojí tisíce za hodinu.
Architektonické, informační a dekorativní projekty
Už jste někdy procházeli kolem budovy s vysoce detailními kovovými fasádními panely nebo úchvatnými dekorativními zábradlími? Velmi pravděpodobně pocházejí tyto prvky z laserového ohýbání plechů. Architekti a designéři stále častěji využívají laserové řezání u projektů, kde se potkává estetika a přesnost.
Stavebnictví a architektura:
- Dekorativní kovové panely: Fasádní prvky s geometrickými vzory, organickými návrhy nebo individuálním uměleckým zpracováním
- Konstrukční součásti: Ocelové konzoly, spojovací prvky a speciální fixace dle přesných specifikací
- Zábradlí a brány: Dekorativní zábradlí a bezpečnostní prvky kombinující funkčnost s vizuálním působením
- Osvětlovací tělesa: Individuální stínítka lamp, závěsné kryty a rozptylky
- Dělící příčky: Perforované clony a panely pro soukromí s vysoce detailními výřezy
Laserové řezání vytváří čisté, ostré linky, které oživí inovativní návrhy, ať už pro estetické nebo funkční účely. Tato schopnost změnila to, co je možné v moderní architektuře.
Značení a branding:
Projdete-li se jakoukoli obchodní čtvrtí, všude uvidíte práci z tenkého plechu vyřezanou laserem – od výrazných nápisů na obchody po jemné systémy orientace. Možnosti laserového řezání a gravírování umožňují:
- Plochy písmen kanálových nápisů: Přesně vyřezané hliníkové a nerezové oceli pro osvětlené nápisy
- Prostorová loga: Značky značek s čistými okraji, které zachycují světlo a stín
- Systémy orientace: Směrové značení pro nemocnice, letiště a obchodní komplexy
- Memoriální desky: Podrobný text a obraz pro památné instalace
- Výstavní expozice: Přenosné propagační prvky vyžadující vizuální dopad
Umělecké a kreativní aplikace:
Umělci a designéři využívají laserem řezané plechy k vytváření děl, která by byla tradičními výrobními metodami nemožná nebo nepřiměřeně časově náročná. Od galerijních soch po individuální šperky otevírá tato technologie široké kreativní možnosti:
- Kovové sochy: Velkoformátové umělecké instalace s propracovanými negativními plochami
- Součásti šperků: Podrobné vzory ze zlata, stříbra a mosazi
- Výzdoba interiéru: Stěnová umění, svícnové držáky a dekorativní předměty
- Hudba nstumenty: Individuální součásti a dekorativní prvky
Elektronika, technologie a vývoj prototypů
Jak elektronika stává menší a složitější, výrobci spoléhají na laserové řezání, které dosahuje požadovaných úzkých tolerance. Tento sektor představuje jednu z nejrychleji rostoucích aplikací přesné laserové výroby.
Elektronika a technologie:
- Chladiče: Přesně vyřezané hliníkové chladiče maximalizující tepelný odvod
- Upevňovací desky: Nosníky desek plošných spojů a prvky pro umístění komponent
- Obaly: Ochranné skříně pro citlivou elektroniku vyžadující přesné vzory ventilace
- Stínící komponenty: EMI/RFI stínění blokující elektromagnetické interference
- Telekomunikační infrastruktura: Komponenty pro infrastrukturu 5G vyžadující přesnost a odolnost
Bezkontaktní metoda řezání zajišťuje, že křehké komponenty během výroby nebudou poškozeny – klíčové při práci s tenkými materiály a úzkými tolerancemi.
Vývoj prototypů a rychlá iterace:
Možná nikde nedodává laserové řezání větší přidanou hodnotu než při vývoji prototypů. Představte si, že potřebujete otestovat pět různých konstrukcí upevňovacích konzol, než se rozhodnete pro výrobu výrobního nástroje. Tradiční metody výroby by mohly vyžadovat týdny a tisíce dolarů za každou iteraci. Díky laserovému řezání můžete:
- Testovat více návrhů současně: Vyříznout pět různých variant v jediném výrobním běhu
- Rychle iterovat: Získat díly za dny místo týdnů, vyhodnotit jejich výkon a upravit návrhy
- Minimalizovat náklady na nástroje: Nejsou vyžadovány žádné razítky ani formy – stačí aktualizovat soubor CAD
- Škálovat bezproblémově: Přejít od prototypu k sériové výrobě pomocí stejné technologie
- Snížit rizika vývoje: Ověřte návrhy pomocí fyzických dílů, než začnete vynakládat zdroje
Tato možnost rychlé iterace transformovala vývojové cykly produktů napříč odvětvími. Inženýři mohou ověřit přesné sednutí, tvar a funkci pomocí skutečných kovových dílů – nikoli pouze 3D modelů – ještě před investicí do infrastruktury pro sériovou výrobu.
Další průmyslové aplikace:
- Letectví a kosmonautika: Lehké uchycení, konstrukční panely a skříně z hliníku a titanu
- Lékařské přístroje: Chirurgické nástroje, součásti implantátů a díly diagnostických přístrojů
- Obnovitelné zdroje energie: Rámce solárních panelů, uchycení větrných turbín a pouzdra bateriových systémů
- Obrana: Součásti vozidel, komunikační systémy a ochranné vybavení
- Potraviny a nápoje: Součásti zařízení pro zpracování nerezové oceli a obalových strojů
Spadá váš projekt do těchto kategorií? Pokud pracujete na něčem, co vyžaduje přesné kovové díly – ať už se jedná o funkční úchyty nebo dekorativní panely – pravděpodobně nabízí laserové řezání výhody oproti alternativním metodám. Klíčové je sladit technologické výhody s konkrétními požadavky vašeho projektu. Vzhledem k širokému spektru aplikací, od uměleckého vyjádření až po kritické bezpečnostní komponenty, porozumění tomu, kam váš projekt patří, vám pomůže efektivně komunikovat s výrobci a stanovit vhodná očekávání ohledně kvality, termínů a nákladů.
Možnosti dodatečného zpracování a dokončování
Máte ve svých rukou díly vyřezané laserem – a teď co? Něco, co výrobci často dopředu nevysvětlí: proces řezání je často jen začátek. V závislosti na vašem použití mohou tyto nově vyřezané komponenty potřebovat sekundární operace, povrchové úpravy nebo ochranné nátěry, než budou skutečně dokončené. Porozumění těmto možnostem dokončování vám pomůže již od začátku stanovit kompletní požadavky a tak předejít zpožděním a neočekávaným nákladům.
Vztah mezi kvalitou laserového řezání plechů a požadavky na dokončení je jednoduchý: lepší kvalita řezu z laseru znamená menší pracnosti před dokončením. Nicméně i ty nejčistší laserem vyřezané hrany mohou v závislosti na vašem použití vyžadovat dodatečnou úpravu. Podívejme se, co následuje poté, co laserový stroj pro řezání plechů dokončí svoji práci.
Sekundární operace a tváření kovů
Rovné díly jsou pro mnoho projektů pouze výchozím bodem. Laserové řezání a ohýbání plechů často jdou ruku v ruce, kdy se z dvourozměrných výkrojků vytvářejí trojrozměrné sestavy. Porozumění těmto sekundárním operacím pomáhá plánovat kompletní výrobní postupy.
Ohýbání a tvarování
Většina zakázkových projektů s laserem řezaných plechů vyžaduje určitou míru tváření. Lisy ohýbají rovnotné plechy do úhlů, žlabů a složitých geometrií. Při návrhu ohýbání mějte na paměti, že laserem řezaný rovinný vzor musí počítat s protažením materiálu v místech ohybu – tento jev se nazývá přídavek na ohyb. Zkušení výrobci vám mohou poradit optimální poloměry ohybů a jejich pořadí.
Svařování a montáž
Více laserem řezaných komponentů se často spojuje svařováním. Čisté hrany vytvořené laserovým řezáním plechů se obvykle vynikajícím způsobem svařují a vyžadují minimální přípravu. Pokud však budou vaše díly svařované, zvažte, jak svarové zóny ovlivní celkové rozměry a zda je přijatelné následné broušení po svařování.
Odstraňování otřepů a úprava hran
I když jsou řezy laserem vysoké kvality, mohou zanechat drobné nedokonalosti. Podle odvětvoví specialisté odstranění otřepů odstraňuje škrábance, otřepy a drobné nedokonalosti, které zůstaly po výrobním procesu, a připravuje díly na následné natírání nebo anodizaci. Běžné metody odstraňování otřepů zahrnují:
- Lineární odstraňování otřepů: Čištění jedné strany ke smazání škrábanec a odstranění strusky – často zdarma u kvalitních výrobců
- Třídění: Vibrační dokončení pro menší díly, které poskytuje konzistentní úpravu hran na všech površích
- Manuální odstraňování otřepů: Ruční dokončení pro díly vyžadující zvláštní péči nebo pro ty příliš velké na automatizované procesy
Mějte na paměti, že i když odstraňování otřepů a třídění vyhlazují ostré hrany, nezajistí dokonalý vzhled vašeho dílu. Pro opravdu dokonalý vzhled budete potřebovat další úpravy povrchu.
Úprava povrchu a ochranné povlaky
Úprava povrchu dělá víc než jen zlepšuje vzhled – může výrazně vylepšit vlastnosti materiálu. Úprava kovových povrchů zvyšuje odolnost proti korozi, odolnost proti opotřebení, povrchovou tvrdost, vodivost a další. Výběr vhodné úpravy závisí na expozici prostředí, estetických požadavcích a rozpočtu vašeho projektu.
Níže jsou uvedeny hlavní možnosti úpravy povrchu pro plechové díly laserově řezané:
- Praškové barvení: Nanášen právě elektrostaticky a vypalován v troubě, prášková smaltování vydrží až 10krát déle než barva a neobsahuje těkavé organické látky. Je dostupné v různých barvách a texturách, včetně matných, lesklých a krabicových povrchů
- Anodizace: Vytváří trvanlivou, odolnou proti škrábancům oxidovou vrstvu na hliníku pomocí elektrochemického procesu. Poskytuje vynikající odolnost proti korozi, teplu a elektrickému proudu – ideální pro venkovní nebo elektrické aplikace
- Nakládání: Nanáší kovové povlaky, jako je zinek nebo nikl, na základní materiály. Zinkování zvyšuje odolnost oceli proti korozi, zatímco niklování zlepšuje vodivost a vzhled mědi a oceli
- Nátěr: Tradiční mokrá aplikace vhodná pro mnoho projektů. Správná příprava povrchu – broušení a čištění – zajistí lepší přilnavost nátěru a jeho delší životnost
- Pasivace: Chemická úprava zvyšující odolnost nerezové oceli proti korozi bez změny jejího vzhledu
- Odstraňování proudem abraziva: Vysokotlaká abrazivní úprava, která čistí, vyrovnává nebo druhuje povrch pro přípravu dalších povrchových úprav
Stanovení požadavků na povrchové úpravy
Při objednávání zakázkových dílů vyrobených laserovým řezem jasně sdělte již na začátku požadavky na povrchovou úpravu. Uveďte:
- Požadovaný typ povrchové úpravy a barvu (pokud je relevantní)
- Které povrchy mají být upraveny (všechny strany, pouze jedna strana nebo konkrétní oblasti)
- Požadavky na výkon (pro venkovní použití, kontakt s potravinami, elektrická izolace)
- Rozměrovou přesnost po dokončení povrchové úpravy (povlaky zvyšují tloušťku)
Spolupráce s výrobci, kteří nabízejí komplexní možnosti – od laserového řezání přes tváření, dokončovací operace až po montáž – usnadňuje průběh od návrhu k hotovému výrobku. Integrovaní partneři poskytující podporu DFM (Design for Manufacturability) mohou včas identifikovat potenciální problémy, zatímco možnosti rychlého prototypování vám umožní ověřit hotové díly ještě před zahájením sériové výroby. U náročných aplikací, jako jsou automobilové komponenty, vyhledejte partnery s certifikacemi jako IATF 16949, které prokazují zralost systému jakosti. Společnosti jako Shaoyi (Ningbo) Metal Technology osvědčují tento integrovaný přístup, a nabízejí všechno od rychlého pětidenního prototypování až po automatizovanou hromadnou výrobu s komplexními možnostmi dokončování.
Podstata je následující: neberte úpravy povrchu jako druhořadou záležitost. Zahrňte tyto požadavky již do počátečních specifikací a vyhnete se tak nákladné předělávce, zatímco zajistíte, že vaše díly budou ve své konečné aplikaci pracovat přesně podle zamýšlení. Jakmile budete znát možnosti úprav povrchu, jste připraveni posoudit potenciální partnery pro výrobu a udělat informované rozhodnutí o tom, kdo bude vyrábět vaše speciální komponenty.
Výběr správného partnera pro výrobu na míru pomocí laserového řezání
Ovládáte technologii, rozumíte nákladům a víte, jaké povrchové úpravy potřebujete – ale právě tady dochází u mnoha projektů k úspěchu nebo selhání: k výběru správného výrobního partnera. Rozdíl mezi hladkým průběhem projektu a frustrující zkušeností často spočívá v tom, abyste položili správné otázky ještě před tím, než se zavážete. Přesto se většina zákazníků soustředí výhradně na cenu a přehlíží faktory, které nakonec rozhodují o tom, zda díly dorazí včas, splní specifikace a budou fungovat podle zamýšlení.
Nalezení kvalitních služeb laserového řezání poblíž mě vyžaduje více než rychlý online vyhledávací dotaz. Nejlepší poskytovatelé služeb laserového řezání kovů se odlišují svými možnostmi, komunikací, certifikacemi a spolehlivostí dodávek – faktory, které jsou zřejmé až poté, co víte, na co se máte dívat.
Klíčové otázky před zahájením projektu
Než kontaktujete výrobce, odpovězte si na tyto základní otázky týkající se vašich požadavků. Vaše odpovědi určí, kteří poskytovatelé vám skutečně mohou vyhovět – a kteří vám budou jen ztrácet čas.
Jakou přesnost ve skutečnosti potřebujete?
To zní sice zřejmě, ale mnozí zákazníci stanovují tolerance nadměrně přísné, čímž zbytečně zvyšují náklady. Zeptejte se sám sebe: Stačí ±0,2 mm, nebo vaše aplikace opravdu vyžaduje ±0,1 mm nebo ještě přesněji? Služby precizního laserového řezání schopné extrémně úzkých tolerancí existují, ale příslušně si účtují. Přizpůsobte specifikace vašich tolerancí funkčním požadavkům – nikoli aspiračním ideálům.
Jaké množství objednáváte?
Jednotlivé prototypy vyžadují jiné schopnosti než sériovou výrobu tisíce kusů. Některé služby laserového řezání se specializují na malé sériové náklady s krátkou dobou dodání; jiné jsou optimalizovány pro efektivitu při vysokém objemu. Dílna, která je ideální pro vaši objednávku 50 kusů, může být špatnou volbou pro průběžné výrobní potřeby.
Jaký materiál a tloušťka?
Ne každá dílna zvládá stejně dobře všechny materiály. Pokud pracujete s odraznými kovy jako měď nebo hliník, ověřte si, že poskytovatel používá technologii vláknového laseru. U tlustých ocelových desek ověřte kapacitu jejich zařízení. Podle odborných doporučení většina poskytovatelů služeb laserového řezání kovů uvádí na svých webových stránkách specifikace tloušťky materiálu a typy akceptovaných plechů – zkontrolujte to před tím, než je kontaktujete.
Jaká je vaše časová osa?
Standardní dodací lhůty se výrazně liší mezi jednotlivými dodavateli. Některé služby CNC laserového řezání dodávají za 3–5 pracovních dnů; jiné vyžadují 2–3 týdny. Pokud potřebujete rychlou dodávku, předem ověřte dostupnost a známé prémiové náklady. Plánování dopředu téměř vždy ušetří peníze.
Potřebujete sekundární operace?
Pokud vaše díly vyžadují ohýbání, svařování, práškové nátěry nebo montáž, kompletní dodavatel ušetří problémy s koordinací. Dílny nabízející pouze řezání mohou dodat rychleji u jednoduchých zakázek, ale způsobí logistickou komplikovanost u kompletních sestav.
Hodnocení kapacit dodavatele služeb
Jakmile stanovíte své požadavky, systematicky vyhodnoťte potenciální partnery. Nevybírejte pouze nejnižší nabídku – nejlevnější možnost zřídka přináší nejlepší hodnotu, když do hry vstoupí prodlevy, problémy s kvalitou nebo selhání komunikace.
Použijte tento kontrolní seznam při hodnocení služeb laserového řezání kovů:
- Ověřte technické možnosti zařízení: Zeptejte se, jakou laserovou technologii používají (CO2, vláknový nebo obojí) a potvrďte, zda jejich stroje zvládnou požadovaný typ a tloušťku materiálu
- Zkontrolujte certifikace kvality: Pro náročné aplikace jsou certifikace důležité. Certifikace IATF 16949 indikuje systémy řízení kvality na úrovni automobilového průmyslu – což je silný ukazatel disiplíny procesů i pro projekty mimo automobilový průmysl
- Vyžádejte si reference nebo doporučení: Zavedení poskytovatelé by měli ochotně sdílet zpětnou vazbu od klientů. Požádejte o doporučení od jiných zákazníků a zjistěte, jaké má dílna zkušenosti s projekty podobnými vašemu
- Zhodnoťte rychlost komunikace: Jak rychle reagují na dotazy? Poskytovatel, který trvá dny, než odpoví na předprodejní otázky, vás pravděpodobně bude frustrovat i během výroby
- Potvrďte dobu vyhotovení cenové nabídky: Profesionální provozovny poskytují cenové nabídky do 12–48 hodin pro standardní projekty. Delší prodlevy mohou naznačovat kapacitní omezení nebo organizační neefektivnost
- Pochopení jejich procesu kontroly souborů: Kvalitní poskytovatelé před řezáním zkontrolují vaše návrhové soubory z hlediska výrobních možností – díky čemuž lze potenciální problémy odhalit včas, nikoli až po jejich vzniku
- Upřesněte kritéria kontroly: Jaké kontroly kvality probíhají před odesláním? Odborné služby by měly jasně popsat své procesy inspekce a metody ověřování tolerancí
- Zhodnoťte možnosti dodatečných služeb: Služby laserového řezání trubek, ohýbání, dokončování a montáže pod jednou střechou zjednodušují váš dodavatelský řetězec a snižují koordinační složitost
Kdy dává laserové řezání smysl – a kdy ne?
Laserové řezání je výhodné pro:
- Přesné díly s úzkými tolerancemi a složitými detaily
- Tenké až středně silné materiály (obvykle do 25 mm)
- Vývoj prototypů vyžadující rychlé iterace
- Nízké až střední objemy výroby s potřebou flexibilního návrhu
- Díly vyžadující čisté hrany s minimálním dodatečným zpracováním
Zvažte alternativy, pokud:
- Tloušťka materiálu překračuje možnosti laseru (plazma nebo vodní paprsek mohou být vhodnější)
- Zóny ovlivněné teplem jsou nepřijatelné (vodní paprsek eliminuje tepelné vlivy)
- Extrémně vysoké objemy jednoduchých tvarů ospravedlňují ekonomiku CNC puncování
- Rozpočtová omezení u tlusté oceli činí cenovou výhodu plazmy rozhodující
Standardy kvality, které byste měli očekávat
Hledání profesionálních služeb laserového řezání nablízku by mělo vést k dodavatelům splňujícím základní standardy kvality:
- Rozměrová přesnost: Řezy v rámci stanovených tolerancí, ověřené měřením
- Kvalita okraje: Čisté řezy bez nadměrného struskového nánosu, otřepů nebo oxidace
- Sledovatelnost materiálu: Dokumentace potvrzující, že třídy materiálu odpovídají specifikacím
- Zkušební zprávy: K dispozici na vyžádání pro kritické aplikace
- Balicí standardy: Díly jsou chráněny proti poškození během přepravy
U automobilových, leteckých nebo lékařských aplikací se certifikace stává nepostradatelnou. Certifikace IATF 16949 – standard řízení kvality pro automobilový průmysl – demonstruje, že výrobce dodržuje přísné procesní kontroly, důkladně dokumentované postupy a praktiky trvalého zlepšování. Poskytovatelé jako Shaoyi (Ningbo) Metal Technology osvědčují tento standard, který kombinuje systémy kvality certifikované podle IATF 16949 s praktickými výhodami, jako je odezva na cenové návrhy do 12 hodin a komplexní podpora DFM, která pomáhá optimalizovat návrhy ještě před zahájením výroby.
Udělání konečného rozhodnutí
Správný partner dokáže vyvážit kapacitu, kvalitu, komunikaci a cenu. Mírně vyšší cenová nabídka od reakčního dodavatele s ověřenými systémy kvality často přináší lepší celkovou hodnotu ve srovnání s nejnižším uchazečem, který má problémy s komunikací nebo konzistencí.
Vyžádejte si cenové nabídky od 2–3 kvalifikovaných dodavatelů, porovnávejte nejen ceny, ale i dodací lhůty a zahrnuté služby. Kladejte upřesňující otázky – odborní výrobci oceňují informované zákazníky a váží si vaší důkladnosti. Po výběru vhodného partnera se váš projekt vlastního laserového řezání kovů s jistotou posune od konceptu do reality, podpořen technologickým porozuměním a rozhodovacím rámcem, který jste nyní vybudovali.
Nejčastější dotazy týkající se vlastního laserového řezání kovů
1. Jaké materiály lze řezat laserem?
Vlastní laserové řezání zpracovává širokou škálu kovů, včetně uhlíkové oceli, nerezové oceli, hliníku, mosazi, mědi a titanu. Vláknové lasery vynikají při práci s odrazivými kovy jako je hliník a měď, zatímco CO2 lasery jsou vhodné pro silnější uhlíkovou ocel. Možnosti tloušťky materiálu sahají od tenkých plechů až do 25 mm u vláknových laserů a u výkonných CO2 systémů s kyslíkovou asistencí i přes 100 mm. Na CO2 laserových systémech lze zpracovávat také nekovové materiály, jako je akryl a dřevo.
2. Kolik stojí zákaznické laserové řezání?
Náklady na laserové řezání závisí na několika faktorech: typ a tloušťka materiálu, složitost designu, počet průrazů, objednané množství a požadavky na dokončení. Hlavním faktorem ovlivňujícím náklady je čas stroje, jehož hodinové sazby se obvykle pohybují mezi 60 až 120 USD. Jednoduché návrhy z tenké uhlíkové oceli představují základní náklady, zatímco složité vzory, silnější materiály a odrazivé kovy zvyšují cenu. Slevy za množství mohou dosáhnout až 70 % u velkosériových zakázek, protože se nastavovací náklady rozpočítají na větší počet dílů.
3. Jaký je rozdíl mezi řezáním pomocí vláknového laseru a CO2 laseru?
Vláknové lasery pracují na kratší vlnové délce (1,064 mikrometru), čímž jsou ideální pro odrazné kovy jako hliník, mosaz a měď. Nabízejí vyšší energetickou účinnost (nad 90 % oproti 5–10 % u CO₂ laserů), vyšší rychlost řezání tenkých materiálů a životnost zařízení přesahující 100 000 hodin. CO₂ lasery se vyznačují výjimečným výkonem při řezání tlustších plechů z mírné oceli (10–100 mm a více) a zvládají i nekovové materiály. Vláknové lasery mají obvykle vyšší pořizovací náklady, avšak dlouhodobě poskytují nižší provozní náklady.
4. Jaký formát souboru je potřeba pro laserové řezání?
DXF (Drawing Exchange Format) je univerzální standard, který přijímají téměř všichni výrobci. Mezi další akceptované formáty patří DWG, AI (Adobe Illustrator), EPS a SVG. Před odesláním převeďte veškerý text na obrysy, odstraňte duplicitní nebo překrývající se čáry, zajistěte, aby byly všechny tvary uzavřené křivky, a ověřte rozměry v měřítku 100 %. Správná příprava souboru zabrání zpožděním a zaručí přesné výsledky laserového řezání.
5. Jak si vybrat dodavatele služeb laserového řezání?
Hodnoťte dodavatele na základě možností vybavení (CO2 vs. vláknové lasery), certifikací kvality, jako je IATF 16949 pro náročné aplikace, rychlosti komunikace a doby vyhotovení cenové nabídky. Odborné služby by měly provést kontrolu souborů z hlediska výrobních možností, jasně popsat procesy inspekce a poskytnout reference z podobných projektů. Zvažte, zda potřebujete sekundární služby, jako je ohýbání, dokončování nebo montáž, vše pod jednou střechou, abyste zjednodušili svůj dodavatelský řetězec.