 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Klíčové strategie mazání tvářecích nástrojů pro automobilový průmysl za účelem zvýšení výkonu
SHRNUTÍ
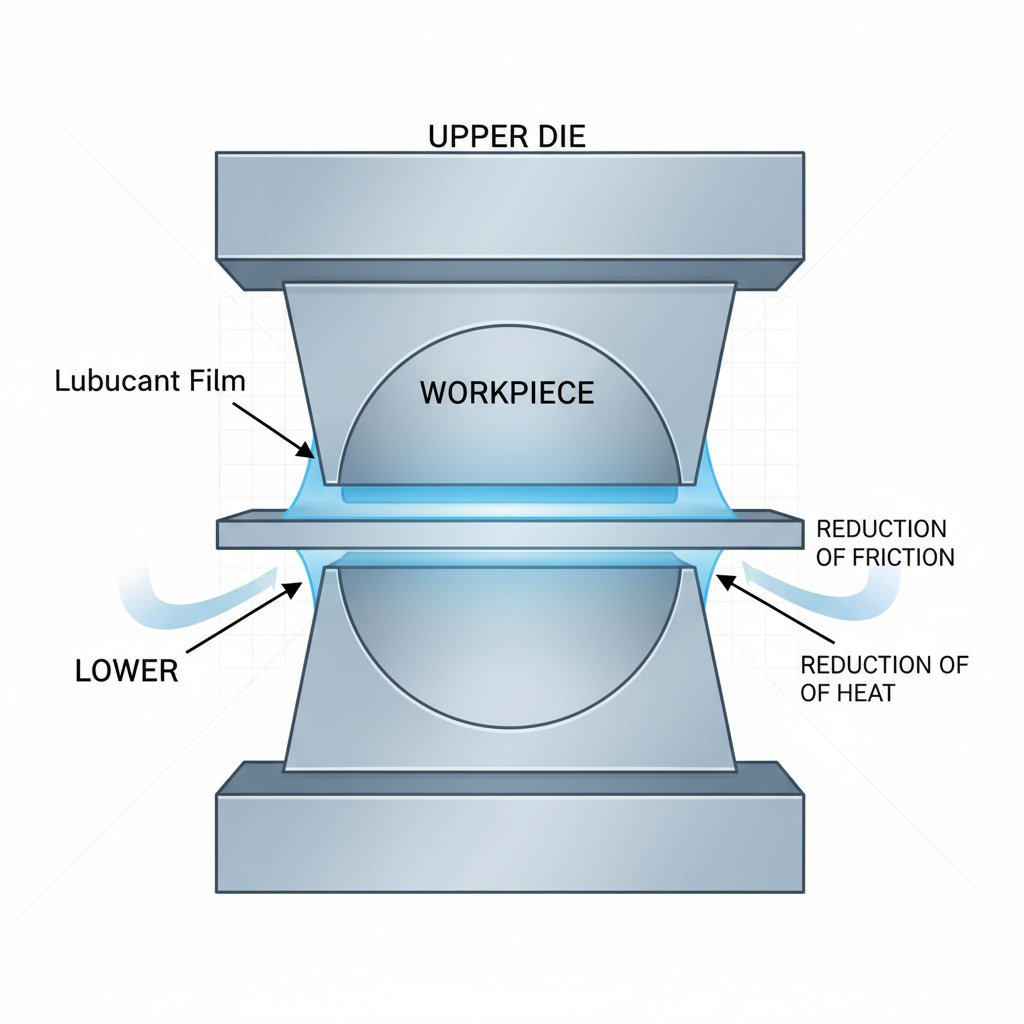
Mazání forem při výrobě automobilů je kritický proces nanášení specializované sloučeniny za účelem vytvoření ochranné vrstvy mezi formou a obrobkem během tvářecích nebo litinových operací. Účinná mazací strategie je nezbytná pro snížení tření a tepla, prevenci předčasného opotřebení nástrojů, zajištění kvalitního uvolnění vyrobených dílů a maximalizaci provozní životnosti nákladných forem.
Klíčová role mazání při operacích s formami v automobilovém průmyslu
Ve všech děleních, tvářecích nebo výrobních zařízeních dochází k interakci mezi nástrojem a obrobkem, při které vzniká intenzivní tření a teplo. Hlavním cílem mazání nástrojů je vytvořit na tomto rozhraní odolnou vrstvu, která umožní tyto síly ovládat. Tento proces neznamená pouze nanášení kapaliny; jedná se o základní prvek úspěšné výrobní operace, který ovlivňuje vše – od kvality dílů až po provozní náklady. Pokud je proveden správně, dobře promyšlený mazací postup může výrazně zvýšit efektivitu celého výrobního cyklu.
Funkce mazání nástrojů jsou mnohotné a sahají daleko za rámec jednoduchého snižování tření. Kvalitní mazivo vytváří fyzické oddělení mezi povrchem nástroje a dílem, což je rozhodující pro prevenci poškození a zajištění čistého uvolnění. Životnost vysoce přesných nástrojů, jako jsou speciální automobilové razníky vyvíjené odborníky jako Shaoyi (Ningbo) Metal Technology Co., Ltd. , je přímo závislá na pečlivě provedeném programu mazání. Bez ní i ty nejsilnější matrace budou předčasně opotřebované.
Efektivní mazání stroje má několik hlavních výhod:
- Řešení tření a tepla: Tím, že zmírňují odpor mezi matricou a obrobkem, rozptýlímací látky intenzivní teplo generované během tvarování, což je zásadní pro udržení dimenzní stability nástroje i dílu.
- Ochrana proti střelbě: Plocha maziva působí jako štít, který zabraňuje žalu, škrobům a dalším formám opotřebení, které jsou výsledkem přímého kontaktu kovu s kovem. To přímo přináší delší životnost nástroje a snížení doby výpadku údržby.
- Zlepšená kvalita dílu: Správné mazání zajišťuje hladký průtok materiálu přes povrch profilu, čímž se zabraňuje trhlinám, prasklinám a kosmetickým vadám. Ulehčuje také čisté uvolnění dílu z matrice, čímž se vyhýba zkreslení.
- Kontroly koroze: Mnoho tvářecích maziv obsahuje přísady, které chrání nástroj i hotový díl před oxidací a korozí během i po výrobním procesu.
Naopak důsledky nedostatečného mazání jsou závažné. Nedostatečné nebo nesprávné nanášení maziva vede ke zvýšené míře výrobních odpadků, nákladným opravám nástrojů a neplánovaným výpadkům výroby. V automobilovém průmyslu, kde se stále častěji používají lehké materiály jako hliník za účelem zlepšení palivové účinnosti, jsou nároky na technologii mazání ještě vyšší. Tyto materiály vyžadují specializované strategie mazání, aby zvládly jejich specifické vlastnosti při tváření a předešly problémům, jako je například pájení při lití do forem.
Vypracování komplexní strategie mazání
Dosáhnutí vysoké úrovně mazání vyžaduje přechod od chaotického, reaktivního přístupu k plánované, komplexní strategii. Při vypracování plánu mazání, zejména v prostředí rychlé výměny nástrojů (QDC), by firmy nikdy neměly uvažovat o jednotlivých komponentách izolovaně. Účinná strategie zajišťuje, že všechny prvky – od výběru a ředění maziva po metody aplikace a procesní kontroly – spolupracují tak, aby zkrátily časy nastavení a předcházely chybám.
Komplexní strategie vychází z pochopení, že různé pracovní úkoly mají odlišné požadavky. Například automobiloví výrobci často vyžadují specifické, schválené kapaliny pro své nástroje. Důležitou součástí strategie je volba mezi reaktivním, plánovaným přístupem a pokročilejším systémem založeným na stavu. Zatímco plánované mazání je jednodušší, strategie založená na stavu sleduje skutečný stav maziva a strojního zařízení, čímž optimalizuje aplikaci, snižuje odpad a zlepšuje výkon. Tento proaktivní přístup je klíčový pro moderní výrobu s vysokou mírou diverzifikace.
Pro vytvoření spolehlivé strategie mazání vezměte v úvahu následující kontrolní seznam:
- Analyzujte aplikaci: Zhodnoťte materiál obrobku (např. ocel s vysokou pevností, hliník), složitost dílu a typ operace (např. stříhání, hluboké tažení, lití do forem).
- Konzultujte se dodavateli: Spolupracujte se svým dodavatelem maziva při výběru vhodného prostředku. Může poskytnout klíčové informace o tvářecích vlastnostech a kompatibilitě s následným zpracováním, jako je natírání nebo pokovování.
- Definujte aplikační parametry: Určete optimální způsob aplikace (např. postřik, váleček), umístění trysky, objem a časování. Inteligentní řídicí jednotky mohou ukládat tyto „profily postřiku“, čímž zajistí opakovatelnost a eliminují odhadování během výměn.
- Zaveďte správné ředění a monitorování: Použijte tabulku koncentrace poskytnutou dodavatelem maziva k určení správného poměru ředění. Pravidelně kontrolujte koncentraci refraktometrem, abyste zajistili konzistenci.
- Integrujte do provozu lisek: Pro maximální efektivitu, zejména u QDC, používejte systémy jako rychlospojky pro mazací potrubí. Ty nejen urychlují výměnu, ale také zabraňují chybám, například připojení špatné hadice ke špatné trysce.
Níže uvedená tabulka porovnává dva strategické přístupy a zdůrazňuje výhody proaktivního, systémově zaměřeného přístupu.
| Faktor | Reaktivní (zaměřená na komponenty) strategie | Proaktivní (zaměřená na systém) strategie |
|---|---|---|
| Nanášení maziva | Manuální aplikace nebo aplikace podle pevného harmonogramu; často vede k nadměrnému nebo nedostatečnému mazání. | Automatická aplikace založená na stavu s přesnou kontrolou objemu a časování. |
| Proces výměny | Jednotlivá připojení hadic; vysoké riziko lidské chyby a kontaminace. | Použití rychlospojek a programovaných receptur; minimalizuje chyby a prostoji. |
| Monitorování | Zřídka prováděné nebo zcela chybějící kontroly koncentrace a stavu maziva. | Pravidelné sledování poměru ředění a výkonu systému; úpravy na základě dat. |
| Výsledek | Nedostatečná kvalita dílů, vyšší spotřeba maziva, zvýšené opotřebení nástrojů a delší výpadky provozu. | Stálá kvalita dílů, snížený odpad, prodloužená životnost nástrojů a zlepšená provozní efektivita. |
Výběr správného maziva: Průvodce typy a vlastnostmi
Samotné mazivo je základním kamenem jakékoli strategie mazání nástrojů. Výběr vhodného typu je rozhodující a závisí především na konkrétní aplikaci, včetně materiálu, který se tváří, provozních teplot a tlaků. Čtyři hlavní kategorie průmyslových maziv nabízejí každá odlišné vlastnosti vhodné pro různé situace.
Mezi hlavní typy patří oleje, tuky, suché mazivo a pronikavé mazivo. U většiny aplikací pro automobilové zápustkové lisování jsou nejčastějšími oleje a specializované syntetické sloučeniny. Například u horkého lití hliníku ve zápustkách jsou vodná maziva konstruována tak, aby účinně ochlazovala povrch zápustky a předcházela pájení, což je běžný problém způsobený Leidenfrostovým jevem, kdy kapalina odpařuje dříve, než smáče horký povrch. Obdobně u tváření hliníkových dílů karoserie (BIW) mohou lepidlová maziva poskytovat lepší mezní mazání ve srovnání s běžnými oleji.
Správná volba vyžaduje pečlivé zhodnocení několika faktorů. Mazivo, které dobře funguje při nízkých teplotách, se může rozpadnout při extrémním teple operace tváření nebo lití do zápustky. Následující tabulka uvádí porovnání běžných typů maziv používaných při tváření kovů:
| Typ maziva | Hlavní vlastnosti | Nejlepší pro | Zásady |
|---|---|---|---|
| Na bázi oleje (minerální/syntetické) | Vynikající chlazení, široká škála viskozit, může obsahovat přísady pro extrémní tlaky (EP). | Obecné stříhání, tažení, operace vysokou rychlostí. | Může způsobit problémy s údržbou čistoty; viskozita se mění s teplotou. |
| Vodné emulze/syntetiky | Vynikající chladicí vlastnosti, čisté, nehořlavé. | Lití za vysokých teplot, aplikace, kde je vyžadována nehořlavost. | Vyžaduje pečlivé sledování koncentrace; riziko růstu bakterií. |
| Suché filmové mazivo (grafit, PTFE) | Odolné vůči extrémním teplotám a tlakům; poskytuje čistý, neolejový povrch. | Kování, tváření za tepla a aplikace, kde je problém s kontaminací kapalinami. | Může být obtížné rovnoměrně aplikovat; může vyžadovat přípravu povrchu. |
| Horké tavené mazivo | Aplikuje se jako pevná látka a taje při zahřátí; poskytuje vynikající mezní mazání. | Lisování náročných materiálů, jako jsou hliníkové slitiny. | Vyžaduje specializované aplikátorové zařízení. |
Pro usměrnění výběrového procesu položte následující otázky:
- Jaký je materiál polotovaru a jeho tloušťka?
- Jaké jsou maximální teploty a tlaky zapojené do procesu?
- Jsou pro povrchovou úpravu finální součásti stanoveny specifické požadavky?
- Jaké jsou environmentální, zdravotní a bezpečnostní aspekty?
- Je mazivo kompatibilní s následnými procesy, jako je svařování, malování nebo pokovování?
Optimalizace výkonu prostřednictvím strategického mazání
Efektivní mazání tvářecích nástrojů pro automobilový průmysl je nakonec mnohem více než pouhá údržba – jde o strategickou nutnost pro každou moderní operaci tváření kovů. Přechod od jednoduché aplikace maziva ke správě kompletního mazacího systému je klíčový pro dosažení maximálního výkonu. Úspěšná strategie bere v potaz, že výběr maziva, způsob jeho aplikace a monitorování procesu jsou navzájem propojené prvky, které přímo ovlivňují produktivitu, kvalitu a ziskovost.
Pozornou analýzou specifických požadavků jednotlivých aplikací, spoluprací s odbornými dodavateli a využitím technologií zajišťujících přesnost a opakovatelnost mohou výrobci dosáhnout významných výhod. Výsledky jsou hmatatelné: delší životnost nástrojů, nižší míra odpadu, rychlejší výměna nástrojů a čistší a bezpečnější pracovní prostředí. V konkurenčním automobilovém prostředí je ovládnutí mazání nástrojů klíčovým faktorem, který podporuje provozní excelenci.
Často kladené otázky o mazání nástrojů
1. Jaký je mazací prostředek pro lití do forem?
U tlakového lití, zejména u kovů s vysokou teplotou jako je hliník, se obvykle používají speciální maziva na bázi vody. Tyto produkty jsou navrženy tak, aby mazaly formu pro snadné vyjmutí dílu a také kriticky ochlazovaly povrch formy mezi jednotlivými cykly. Musí odolávat extrémním teplotám a předcházet problémům jako je např. přivařování. Některé specializované produkty, například ty obsahující grafit, se rovněž používají pro jejich stabilitu za vysokých teplot.
2. Jaké jsou 4 typy maziv?
Čtyři hlavní typy průmyslových maziv jsou oleje, tuky, pronikavá maziva a suchá maziva. Oleje jsou kapalné a vynikají přenosem tepla. Tuky jsou polotuhé a dobře přilnavé k povrchům. Pronikavá maziva mají velmi nízkou viskozitu, aby pronikla do úzkých škvír. Suchá maziva, jako grafit nebo PTFE, jsou pevné látky, které snižují tření ve vysokých teplotách nebo v čistých prostředích.
3. Co je to metoda mazání typu 3?
Obecně se jedná o jednu ze tří běžných metod mazání strojních součástí, jako jsou ozubená kola. Hlavní metody jsou mazání tukem, mazání rozstřikem (kdy součásti zasahují do olejové lázně) a nucená cirkulace oleje (při které čerpadlo aktivně rozvádí olej do klíčových míst). Volba metody závisí na rychlosti, zatížení a konstrukčních požadavcích stroje.
4. Jaké jsou tři nebo čtyři typy mazacích systémů?
V kontextu průmyslových strojů se mazací systémy týkají způsobu dávkování maziva. Mezi ně patří manuální systémy (např. tuková pistole), centrální systémy, které automaticky dodávají mazivo na více míst z jednoho zásobníku, systémy s olejovou mlhou, které postřikují atomizované mazivo, a cirkulační systémy, které nepřetržitě filtrují a znovu používají olej. U tvářecích nástrojů se často jedná o automatizovaný postřikový nebo válečkový systém navržený pro přesné dávkování.