 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Automobilové lití pod tlakem: Budoucnost rámových komponent
SHRNUTÍ
Automobilové tlakové lití je vysokotlaký výrobní proces, při kterém se roztavený kov, obvykle slitiny hliníku, zinku nebo hořčíku, vstřikuje do ocelové formy za účelem vytvoření pevných, lehkých a složitých rámových komponentů. Tato technologie je klíčová pro moderní návrh vozidel, protože umožňuje výrazné snížení hmotnosti, sloučení více dílů do jednoho komponentu a zlepšuje celkovou strukturální integritu a výkon.
Základy technologie automobilového tlakového lití
Automobilové lití do forem je v podstatě vysoce automatizovaný a efektivní výrobní proces určený pro sériovou výrobu složitých kovových dílů. Tato technika spočívá v dávkování taveniny neželezného kovu do ocelové trvalé formy, známé jako forma, za velmi vysokého tlaku. Tento tlak je udržován během chladnutí a tuhnutí kovu, čímž vznikne díl přesně odpovídající složitému tvaru formy. Tato metoda je obzvláště vhodná pro výrobu velkého množství malých až středních odlitků, což ji činí jednou z nejrozšířenějších technologií lití v automobilovém průmyslu.
Komponenty nastavení tlakového lití jsou klíčové pro jeho úspěch. Hlavní prvky zahrnují dvoudílnou ocelovou formu (formu krytu a vyhazovací formu), slitinu taveného kovu a vstřikovací stroj. Tyto stroje se dělí do dvou hlavních typů: horkokomorové a studenokomorové. Horkokomorové stroje, používané pro slitiny s nižším bodem tání jako je zinek, mají integrovanou pec. Studenokomorové stroje se používají pro slitiny s vysokým bodem tání, jako je hliník, kdy se kov taví v samostatné peci a poté se přenáší do vstřikovacího systému. Volba mezi nimi závisí na materiálu, ze kterého se odlévá, a na konkrétních požadavcích součásti.
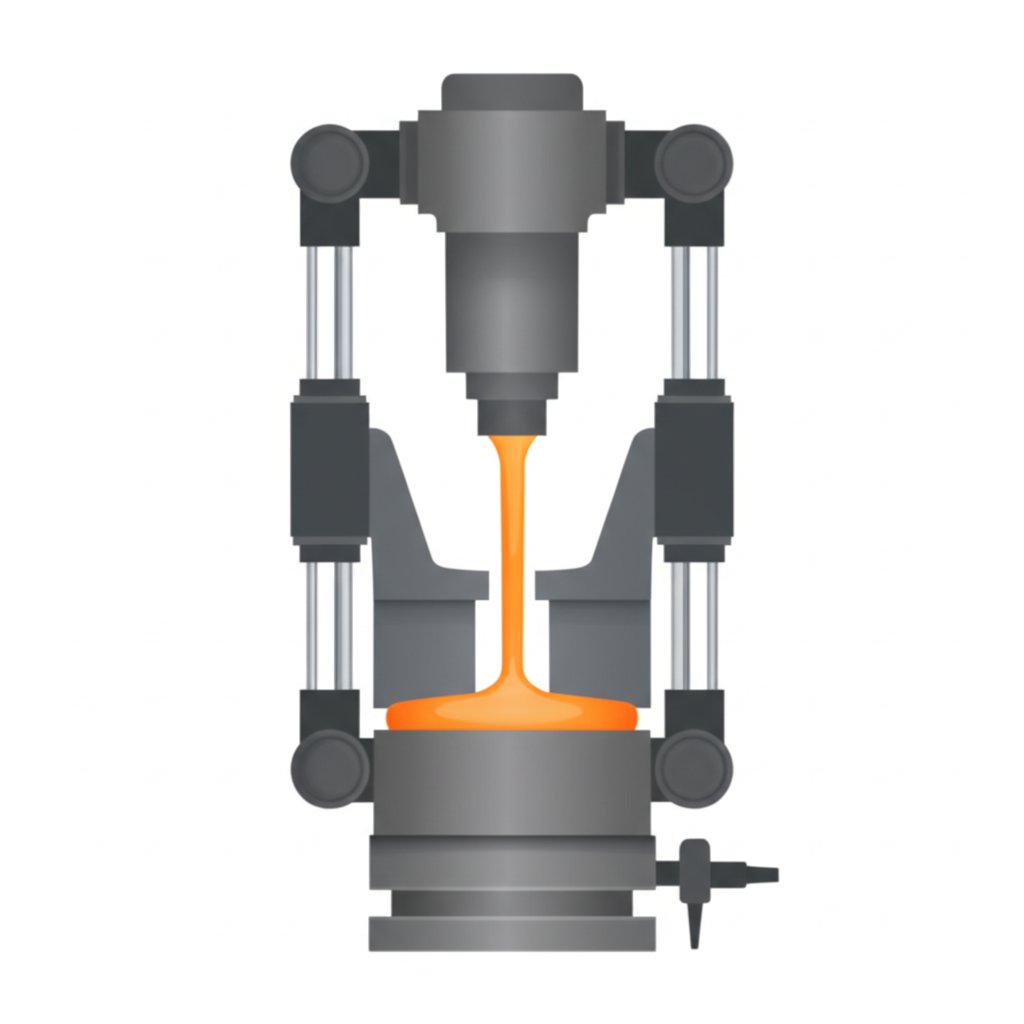
Proces tlakového lití za vysokého tlaku probíhá v přesně dané posloupnosti, aby byla zajištěna kvalita a konzistence. Tento automatizovaný cyklus umožňuje vysoké rychlosti výroby, což je nezbytné pro uspokojení požadavků automobilové výroby. Klíčové kroky jsou následující:
- Příprava nástroje: Vnitřní povrchy obou polovin formy jsou vyčištěny a následně pokryty mazivem. Toto mazivo pomáhá regulovat teplotu formy a usnadňuje snadné vyjmutí hotové součástky.
- Uzavření formy: Obě poloviny formy jsou pevně uzavřeny a sevřeny silným hydraulickým lisem odlévacího stroje.
- Injekce: Roztavený kov je vstřikován do dutiny formy vysokou rychlostí a za extrémního tlaku, obvykle v rozmezí 1 500 až 25 400 psi. Toto rychlé naplnění zajišťuje, že i tenkostěnné části součástky jsou plně vyplněny dříve, než kov ztuhne.
- Chlazení a zpevňování: Po naplnění dutiny je tlak udržován konstantní, zatímco roztavený kov chladne a tuhne, přičemž přebírá tvar formy.
- Vyvržení: Poloviny formy jsou otevřeny a ztuhlý odlitek, označovaný jako výstřel, je vysunut z vyhazovací poloviny formy pomocí série vyhazovacích kolíků.
- Vydělat: Hotová součástka je oddělena od přebytečného materiálu, jako jsou litinové kanály, vtoky a běhy, které jsou následně recyklovány přetavením pro budoucí použití.
Tato metoda stojí v protikladu k jiným výrobním technikám, jako je stříhání a svařování, které vyžadují montáž několika samostatných dílů. Vytvořením jediného integrovaného komponentu snižuje lití do forem čas sestavování a potenciální body poruch. U jiných kritických komponentů, které vyžadují mimořádnou pevnost, se používají také procesy jako kování. Například někteří výrobci se specializují na přesně inženýrské automobilové kované díly pro výrobu komponentů, u nichž je rozhodující extrémní odolnost.
Základní materiály pro součásti podvozku: komparativní analýza
Výběr správného materiálu je zásadní pro úspěch automobilového lití do forem u součástí podvozku. Nejčastěji používané materiály jsou neželezné kovy, které jsou ceněny za jejich jedinečnou kombinaci vlastností odpovídajících cílům odvětví v oblasti zmírnění hmotnosti a výkonu. Hlavní používané slitiny jsou hliník, zinek a hořčík, z nichž každá nabízí specifické výhody pro konkrétní aplikace v podvozku a karoserii vozidla.
Hliníkové slitiny jsou nejčastější volbou při tlakovém lití v automobilovém průmyslu díky vynikajícímu poměru pevnosti k hmotnosti, odolnosti proti korozi a vysoké tepelné vodivosti. Tyto vlastnosti je činí ideálními pro konstrukční díly, jako jsou rám karoserie, závěsy podvozku a bloky motorů, kde je rozhodující snížení hmotnosti bez újmy na pevnosti. Jak uvádějí odborníci z průmyslu, jsou specializované procesy, jako je lisovací tlakové lití, obzvláště účinné pro výrobu vysoce hustých hliníkových rámů karoserie a předních nábojů řízení.
Zinek slitiny jsou ceněny za jejich mimořádnou tekutost, která umožňuje jejich odlévání do velmi tenkostěnných a složitých tvarů s vysokou přesností a hladkým povrchem. Podle Bruschi, lídra ve zinkovém tlakovém lití , tento materiál také nabízí vysokou rázovou pevnost a tažnost, díky čemuž je vhodný pro součásti vyžadující odolnost a jemný povrch, jako jsou skříně senzorů a elektronických modulů v rámci podvozku. Jeho snadná odlévatelnost a schopnost prodloužit životnost forem také činí ekonomickou volbou pro menší, složité díly.
Hořčík se vyznačuje jako nejlehčí ze běžných konstrukčních kovů s nejlepším poměrem pevnosti k hmotnosti. To ho činí prémiovou volbou pro aplikace, kde je priorita úplné zmenšení hmotnosti, například u vozidel s vysokým výkonem nebo součástí elektrických vozidel, u nichž je klíčové kompenzovat těžké baterie. Hořčík je snadno obrobitelný a poskytuje dobroutažnost rozměrové stálosti, což ho činí vhodným pro složité díly, jako jsou rámy řídítek a podpěry palubní desky.
Pro usnadnění výběru materiálu následující tabulka uvádí přímé porovnání těchto klíčových slitin:
| Materiál | Hlavní vlastnosti | Relativní hmotnost | Relativní náklady | Běžné aplikace v podvozku |
|---|---|---|---|---|
| Hliníkové slitiny | Vynikající poměr pevnosti k hmotnosti, odolnost proti korozi, vysoká tepelná vodivost. | Mírný | Nízký | Rámy podvozků, součásti zavěšení, bloky motorů, skříně převodovek. |
| Slitiny cínu | Vysoká tažnost a rázová pevnost, vynikající tekutost pro tenké stěny, nadřazený povrchový úprava. | Vysoký | Nízký | Kostry senzorů, kryty elektroniky, ozubená kola navijáků, uchycení. |
| Slitiny hořečku | Nejlehčí konstrukční kov, nejvyšší poměr pevnosti k hmotnosti, vynikající obrobitelnost. | Velmi nízké | Vysoký | Rámy palubních desek, řídicí součásti, rozvodovky. |
Klíčové výhody: Jak lití do forem revolucionalizuje výkon a účinnost podvozku
Použití tlakového lití pro konstrukční díly automobilů přináší transformační výhody, které přímo řeší nejnaléhavější výzvy odvětví: zlepšení palivové účinnosti, zvýšení výkonu a urychlení výroby. Díky možnosti vyrábět lehké, pevné a geometricky složité díly se tato technologie stala nepostradatelnou pro moderní vývoj vozidel. Výhody se projevují již od fáze návrhu až po provozní vlastnosti vozidla a jeho celkovou odolnost.
Nejvýznamnější výhodou je výrazné snížení hmotnosti. Lehčí vozidla potřebují méně energie na rozjezd a udržení rychlosti, což přímo vede ke zlepšení spotřeby paliva u spalovacích motorů a prodloužení dojezdové vzdálenosti u elektrických vozidel (EV). Tlakové lití umožňuje inženýrům nahradit těžké sestavy z oceli sestávající z více částí jediným lehčím dílem z hliníku nebo hořčíku. Podle Proterial America, Ltd. , použití odlévacích forem z vysokopevnostního hliníku za vysokého vakua vedlo k poklesu hmotnosti vozidla přibližně o 30 % ve srovnání s tradičními výrobními metodami. Toto snížení je klíčovým faktorem pro splnění přísných emisních norem i očekávání spotřebitelů ohledně účinnosti.
Další revoluční výhodou je konsolidace komponent. Tradiční rám karoserie je často vyráběn z mnoha jednotlivých ocelových dílů, které jsou stampovány a následně svařovány dohromady. Tento vícekrokový proces je náročný na pracovní sílu a vytváří množství potenciálních míst zranitelnosti ve spojích. Odlévání do forem umožňuje konstruktérům vytvořit jeden jediný, složitý díl, který integruje funkce mnoha menších součástí. Společnost Proterial také uvádí, že počet jednotlivých komponentů v předním rámu lze výrazně snížit, čímž se zjednoduší montáž, sníží výrobní náklady a zlepší se strukturální pevnost a tuhost podvozku. To má za následek lepší jízdní vlastnosti, pohodlí při jízdě a bezpečnost vozidla.
Hlavní výhody lití pod tlakem pro automobilové rámy lze shrnout následovně:
- Zlepšená palivová účinnost a dojezd u elektromobilů: Výrazné snížení hmotnosti přímo vede ke snížení spotřeby energie.
- Zvýšený strukturální výkon: Díly z jednoho kusu nabízejí vyšší pevnost, tuhost a rozměrovou stabilitu ve srovnání se svařovanými sestavami.
- Flexibilita designu: Tento proces umožňuje vytvářet složité a intrikátní geometrie, které by byly jinými metodami nemožné nebo příliš nákladné, a optimalizuje díly z hlediska pevnosti a hmotnosti.
- Nákladově efektivní výroba: Vysoká míra automatizace, rychlé pracovní cykly a nižší potřeba montáže snižují celkové náklady na díl při vysokém objemu výroby.
- Zvýšená odolnost: Lité díly pod tlakem jsou vysoce odolné proti opotřebení, čímž přispívají k dlouhodobé spolehlivosti vozidla, jak je podrobně popsáno v Autocast Inc .
Nakonec se tyto výhody spojují dohromady a vytvářejí vyšší kvalitu vozidla. Lehčí a tužší podvozek zlepšuje jízdní vlastnosti a akceleraci, zatímco přesné rozměry dílů získaných tlakovým litím zajišťují stálou kvalitu a přesné dolévání. Tato technologie umožňuje automobilovým výrobcům stavět bezpečnější, účinnější a lepší vozidla, která odpovídají stále se měnícím požadavkům globálního trhu.
Tržní trendy a budoucnost tlakového lití v automobilovém průmyslu
Trh s tlakovým litím pro automobilový průmysl není pouze zralým výrobním procesem; jedná se o dynamický a rychle rostoucí segment, který čeká významná expanze, především díky transformačním změnám uvnitř automobilového průmyslu. Rozvoj elektrických vozidel (EV) a neustálá snaha o zvýšení efektivity výroby vytvářejí silný růstový impuls pro technologii tlakového lití. V míře, v jaké se odvětví posouvá kupředu, několik klíčových trendů formuje jeho budoucí směr a slibuje další inovace v materiálech, procesech a aplikacích.
Prognózy růstu trhu odrážejí tento pozitivní výhled. Zpráva od Metastat Insight předpovídá, že trh hliníkového tlakového lití automobilových dílů dosáhne do roku 2031 odhadované hodnoty 45 249,2 milionu USD, přičemž bude růst za ročním tempem (CAGR) ve výši 6,9 %. Tento růst je poháněn zvyšující se výrobou vozidel na celosvětové úrovni a rostoucí poptávkou po lehkých komponentech za účelem zlepšení palivové úspornosti a dosahu baterií u elektromobilů. Nutnost kompenzovat významnou hmotnost bateriových balíků u elektromobilů učinila hliníkové tlakové lití klíčovou podpůrnou technologií pro revoluci elektrické mobility.
Technologické pokroky také posouvají hranice toho, co je možné. Nové techniky, jako je vakuově asistované a tvarovací lití do forem, získávají na oblibě. Tyto pokročilé metody minimalizují pórovitost konečného výrobku, čímž vznikají součásti s vynikajícími mechanickými vlastnostmi a strukturální integritou. Jak uvádí Mordor Intelligence, tvarovací lití do forem je obzvláště vhodné pro výrobu dílů s vysokou hustotou, jako jsou hliníkové rámové konstrukce podvozků, které kombinují pevnost a nízkou hmotnost. Díky těmto inovacím mohou být tvarované odlitky použity i ve stále více bezpečnostně kritických aplikacích, které byly dříve vyhrazeny těžším součástkám vyráběným tvářením nebo obrábením.
Dále revolucí v architektuře vozidel je koncept integrovaného lití do forem. Tento přístup, zavedený společnostmi jako Tesla se svým „Giga Press“, využívá obrovské lisovací zařízení k výrobě velmi velkých jednodílných komponentů, například celé přední nebo zadní části podvozku vozidla. Tím dochází ke sloučení desítek až stovek menších dílů tvarovaných stříháním a svařováním do jednoho celku. Mezi výhody patří výrazně zjednodušená montážní linka, snížené výrobní náklady, nižší hmotnost vozidla a zlepšená tuhost konstrukce. Tento trend směrem k rozsáhlé integraci představuje změnu paradigmatu v automobilové výrobě a bude pravděpodobně šířeji přijímán napříč odvětvím.
Do budoucna bude budoucnost automobilového lití pod tlakem určena dalším vývojem pokročilých slitin, integrací principů chytré výroby (Industry 4.0) pro řízení procesů v reálném čase a větším zaměřením na udržitelnost prostřednictvím recyklace a energeticky účinných provozů. Tyto trendy zajišťují, že lití pod tlakem zůstane klíčovou technologií pro výrobu vozidel nové generace, která jsou efektivní, vysoce výkonná a udržitelná.

Cesta vpřed pro konstrukční díly automobilů
Shrnutím je, že lití pod tlakem pro automobilové podvozky je mnohem víc než jednoduchá výrobní technika; jde o základní technologii, která umožňuje dosažení klíčových cílů moderního automobilového průmyslu. Tím, že umožňuje sériovou výrobu lehkých, pevných a složitých dílů, přímo přispívá ke zlepšení výkonu vozidel, ke zvýšení palivové účinnosti a k větší svobodě při návrhu. Možnost sloučit množství dílů do jediné, koherentní konstrukce nejen zjednodušuje výrobu, ale také zásadně přispívá k vytvoření pevnějšího a spolehlivějšího vozidla.
Neustálá inovace materiálů od hliníku po hořčík a pokroky v procesech, jako je vysokovývějové a integrované lití do forem, demonstrují odhodlání odvětví posouvat hranice. Jak ukazují tržní trendy, poptávka po těchto technologiích bude růst, zejména vzhledem ke globálnímu přechodu k elektrické mobilitě. Pro automobilové inženýry a designéry je zvládnutí principů lití do forem nezbytné pro vývoj vozidel nové generace, která budou bezpečnější, efektivnější a udržitelnější než kdy dříve. Budoucnost návrhu automobilových podvozků je neoddělitelně spojena s vývojem tohoto výkonného procesu.
Nejčastější dotazy
1. Z jakých částí se skládá lití do forem?
Hlavní součásti procesu lití do forem zahrnují lis na lití do forem (buď s horkou komorou, nebo s chladicí komorou), dvoudílnou ocelovou formu nebo deskou a roztavenou slitinu kovu. Hlavní slitiny používané při lití do forem jsou obvykle neželezné kovy, jako jsou zinek, hliník a hořčík, jak je uvedeno v Přehled na Wikipedii . Proces také vyžaduje maziva, která usnadňují vysunutí dílu a řízení teploty nástroje.
2. Které automobilové díly se vyrábějí litím?
Široká škála automobilových dílů se vyrábí pomocí odlévání. Tlakové lití se používá zejména pro komponenty vyžadující přesnost a složitost, jako jsou bloky motorů, skříně převodovek, závěsy závěsů, čepy řízení a různé skříně pro elektroniku a senzory. Jiné metody odlévání se používají pro díly jako písty, zatímco víka ventilů jsou často vyrobená tlakovým litím.
3. Jaké jsou hlavní součásti automobilového podvozku?
Automobilový podvozek je základní rám vozidla. Mezi jeho hlavní součásti obvykle patří nosná konstrukce rámu, odpružení (včetně řídicích ramen, čepů a tlumičů), řídicí systém a brzdový systém. Mnoho těchto strukturálních a zavěšovacích komponent je stále častěji vyráběno pomocí pokročilých technologií tlakového lití za účelem snížení hmotnosti a zlepšení tuhosti.