 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Odlitky získané litím pod tlakem: Vyvážení tvaru, funkce a povrchových úprav

SHRNUTÍ
Rozdíl mezi estetické a funkční díly z lisovaného kovu není binární volbou, ale škálou návrhových priorit. Úspěch závisí na vyvážení vizuální přitažlivosti s výkonnostními požadavky, jako je odolnost a odolnost proti korozi. Tato rovnováha se dosahuje především strategickým výběrem materiálu, dodržováním principů vhodného návrhu pro výrobu (DFM) a klíčovým použitím konkrétních povrchových úprav přizpůsobených konečnému použití dílu.
Definování škály: estetické a funkční priority
Ve světě výroby je debata mezi tvarem a funkcí stálou záležitostí. U lisovaných kovových dílů nejde o výběr jednoho nebo druhého, ale o pohyb po škále priorit. Téměř každá součást vyžaduje kombinaci estetické přitažlivosti a funkčního výkonu. Klíčové je definovat hlavní záměr již v rané fázi návrhu, protože toto rozhodnutí ovlivňuje každou následnou volbu – od výběru materiálu až po konečnou povrchovou úpravu.
Estetické aspekty se zaměřují na vizuální a hmatové vlastnosti dílu. Ty jsou rozhodující u produktů určených spotřebitelům, kde vzhled a pocit z ovládání přímo ovlivňují vnímanou hodnotu. Mezi faktory patří hladkost povrchu, konzistence barev, textura a absence vizuálních vad, jako jsou dělící stopy nebo stopy po smrštění. Elegantní rám počítače, leštěný interiér automobilu nebo dekorativní kryt spotřebiče vyšší třídy jsou příklady, kde estetika hraje klíčovou roli. Dosažení vysoké kvality povrchové úpravy často vyžaduje pečlivý návrh formy a dodatečné dokončovací procesy, které mohou zvýšit náklady.
Funkční požadavky jsou na druhou stranu určeny provozním prostředím a mechanickým účelem součásti. Mezi tyto priority patří strukturální integrita, odolnost proti opotřebení, ochrana proti korozi, tepelná vodivost a rozměrová přesnost. U vnitřního motorového úchytu, skříně převodovky nebo letecké součástky je funkce nepostradatelná. Součást musí spolehlivě fungovat za zátěže, teplotních výkyvů a expozice chemikáliím či vlhkosti. Úpravy povrchu jsou v tomto kontextu méně o vzhledu a více o zlepšení odolnosti a životnosti, jak je uvedeno ve studii od Kenwalt Die Casting .
Poměr mezi těmito prioritami je často otázkou techniky a ekonomiky. Například navržení dílu s komplexními křivkami z estetických důvodů může způsobit problémy s tokem roztaveného kovu, což může ohrozit vnitřní integritu. Naopak optimalizace dílu na maximální pevnost může vést k méně esteticky přitažlivému povrchu. Cílem každého realizačního týmu je jasně definovat konečný účel a najít nejúčinnější rovnováhu, aby finální součástka byla zároveň atraktivní, spolehlivá a nevybočovala z rámce rozpočtu.
Klíčová role povrchových úprav
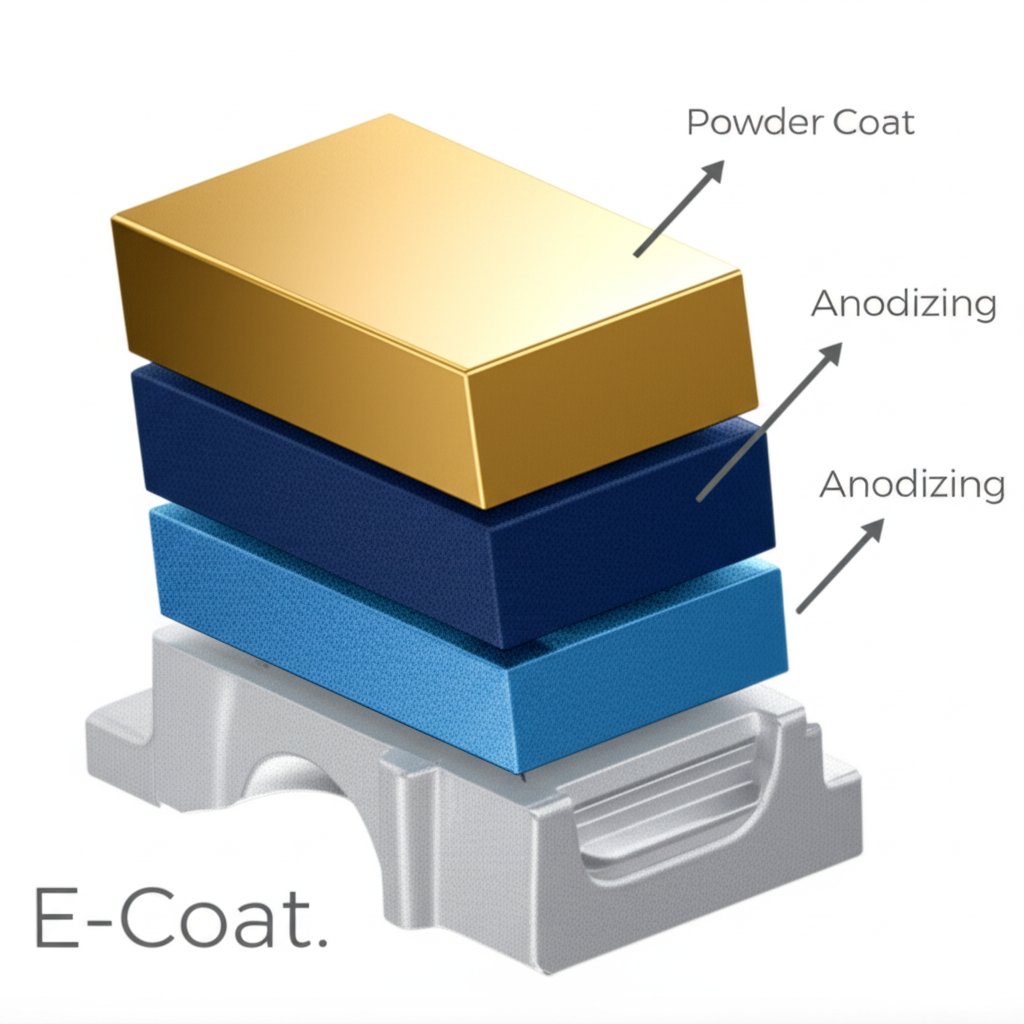
Povrchové úpravy jsou nejdůležitějším nástrojem pro zvýšení jak estetických, tak funkčních vlastností tlakově lité součástky. Povrchová úprava není pouze nátěr; jedná se o kritický výrobní krok, který dokáže přeměnit syrové odlitek na vysoce výkonnou, vizuálně působivou součástku. Jak Zetwerk vysvětluje, že úprava povrchu přesahuje pouze vzhled a výrazně ovlivňuje výkon. Volba úpravy přímo řeší priority stanovené ve fázi návrhu, ať už jde o zrcadlový lesk, odolnost proti korozi nebo zvýšenou elektrickou vodivost.
Je k dispozici několik běžných možností povrchové úpravy, z nichž každá nabízí jedinečnou kombinaci výhod. Anodizování je elektrochemický proces, který vytváří tvrdou, odolnou proti korozi vrstvu oxidu na hliníkových dílech, což je ideální pro spotřební elektroniku, která vyžaduje odolnost a luxusní vjem. Prášková barva poskytuje silný, odolný a dekorativní povrch v široké škále barev, což jej činí ideálním pro automobilové díly a venkovní zařízení. Pro nejnáročnější estetické požadavky leštění vytváří hladký, odrazující povrch, zatímco elektrotechnické stroje přidává tenkou vrstvu jiného kovu (například chromu nebo niklu) pro krásný vzhled, odolnost proti opotřebení a vodivost.
Pro průmyslovější nebo funkčnější potřeby existují úpravy jako nátěry na přeměnu chromátu nabízejí vynikající odolnost proti korozi za nízkou cenu, což je činí vhodnými pro letecký a elektronický průmysl, kde výkon převyšuje vzhled. Podobně pískování nebo shot blasting je cenově výhodný způsob čištění dílu a vytvoření rovnoměrné matné textury, která také slouží jako vynikající přípravek na lakování nebo povlaky.
Výběr vhodného povrchového úpravy vyžaduje pečlivou analýzu aplikace dílu, prostředí a rozpočtu. Komplexní průvodce náklady a srovnáním může být neocenitelným pomocníkem při informovaném rozhodování. Pro zjednodušení tohoto výběru níže uvedená tabulka porovnává běžné typy povrchových úprav podle jejich hlavních výhod a typických aplikací.
| Typ úpravy povrchu | Primární výhoda | Odolnost proti korozi | Relativní náklady | Společné aplikace |
|---|---|---|---|---|
| Anodizování | Estetické a Funkční | Vysoký | Střední | Spotřební elektronika, lékařské přístroje, architektonické lišty |
| Prášková barva | Funkční a estetická | Velmi vysoká | Střední | Autodíly, nábytek do venkovních prostor, průmyslové skříně |
| Leštění | Estetický | Nízká (pokud není povrchově upravená) | Vysoký | Premium dekorativní díly, luxusní kování, reflektory |
| Galvanické pokovování (např. chrom) | Estetické a Funkční | Velmi vysoká | Vysoký | Automobilové lišty, armatury, elektrické konektory |
| Chromátová konverze | Funkční | Střední | Nízký | Součásti leteckého průmyslu, elektronika, nátěrové základy |
| Výstřely | Funkční (příprava) | Žádné | Nízký | Předúprava pro povlaky, průmyslové komponenty |
Základní návrhové principy pro optimalizované díly
Dlouho před nanášením povrchové úpravy určuje základní návrh tlakově litého dílu jeho konečný úspěch. Dodržování principů vhodnosti pro výrobu (DFM) je nezbytné pro vytváření součástek, které jsou funkčně spolehlivé a esteticky přitažlivé. Tyto principy zajišťují, že lze díl vyrobit efektivně, s minimálním počtem vad a za nižší cenu. Jak je podrobně popsáno v komplexním návodě pro návrh , jsou klíčové proměnné, jako jsou tloušťka stěn, zaoblení a vyjímky, rozhodující.
Jedním z nejdůležitějších principů je zachování rovnoměrná tloušťka stěny . Náhlé změny tloušťky mohou způsobit nerovnoměrné chlazení taveniny, což vede k vadám, jako je pórovitost (vnitřní dutiny) a stopy po smrštění (deprese na povrchu). Ty nejen oslabují díl (funkční porucha), ale také poškozují jeho vzhled (estetická závada). Zachováním stejné tloušťky stěn zajistí návrháři hladký tok kovu a strukturální integritu.
Zaoblení a poloměry —zaoblení ostrých vnitřních a vnějších rohů—jsou dalším důležitým prvkem. Ostře ohraničené vnitřní rohy vytvářejí koncentrace napětí, což činí díl náchylným k praskání při zatížení. Přidáním dostatečného zaoblení se napětí rovnoměrněji rozloží, čímž se výrazně zlepší pevnost a únava odolnost dílu. Z estetického hlediska poskytují zaoblené hrany hladší a dokonalejší vzhled. Obdobně vyjímací úkosení (mírné zkosení svislých stěn) jsou nezbytné pro vytažení dílu z formy bez poškození a tak zachování pečlivě navržené úpravy povrchu.
Výběr materiálu hraje také klíčovou roli. Slitiny hliníku jsou oblíbené díky vynikajícímu poměru mezi nízkou hmotností a pevností, což je činí ideálními pro mnoho automobilových a elektronických aplikací. Slitiny zinku nabízejí vysokou tekutost, která umožňuje složité detaily a velmi tenké stěny – to je výhodné pro malé, komplexní součásti. U aplikací vyžadujících extrémní pevnost a odolnost, zejména v automobilovém průmyslu, lze zvážit alternativní procesy. Například některé součásti namáhané vysokým zatížením profitovaly z horkého kování. Společnosti jako Shaoyi (Ningbo) Metal Technology se specializují na přesně konstruované automobilové součásti vyráběné kováním a nabízejí robustní řešení tam, kde je mechanický výkon naprostou prioritou.
Pro zajištění úspěšného návrhu by měli inženýři před finálním potvrzením modelu provést kontrolu podle seznamu těchto základních principů:
- Hloubka stěny: Je co nejvíce uniformní? Jsou přechody postupné?
- Úkosy: Má dostatečný vykosení (obvykle 1–3 stupně) na všech plochách rovnoběžných s otevřením formy?
- Zaoblení a poloměry: Jsou všechny ostré vnitřní a vnější rohy široce zaoblené?
- Rozdělovací rovina: Je dělící rovina umístěna v necitlivé nebo méně viditelné oblasti, aby se minimalizoval její estetický dopad?
- Žebra a výstupky: Slouží žebra ke zpevnění tenkých stěn namísto zvyšování celkové tloušťky? Jsou správně dimenzovány (např. 50–60 % tloušťky stěny)?
Dosažení správné rovnováhy pro váš projekt
Koneckonců vytvoření úspěšné tlakově odlité součástky je otázkou strategického kompromisu a inteligentního návrhu. Nejde o to vybírat mezi estetikou a funkcí, ale o nalezení ideální kombinace obojího pro konkrétní aplikaci. Tím, že navrhovatelé prioritizují požadavky již v rané fázi, mohou činit informovaná rozhodnutí, která usměrní celý výrobní proces. Spotřební produkt může být zaměřen na dokonalý povrchový úpravu, zatímco průmyslová součástka bude klást důraz především na pevnost materiálu a odolnost proti korozi.
Cesta od konceptu po hotovou součást vyžaduje komplexní přístup. Začíná základními návrhovými principy, které zabraňují vzniku vad a zajišťují výrobní proveditelnost. Pokračuje pečlivým výběrem materiálu v souladu s požadavky na výkon a náklady. Nakonec dosahuje vrcholu ve výběru povrchové úpravy, která zdůrazní vlastní kvality součásti a zajistí potřebnou odolnost, ochranu a estetický vzhled. Zvládnutím vzájemného působení těchto prvků mohou výrobci vyrábět tlakově odlité součásti, které nejen plní svůj účel, ale jsou také výjimečné co do kvality.
Nejčastější dotazy
1. Jaký je nejvhodnější materiál pro lití pod tlakem?
Hliníkové slitiny patří mezi nejpopulárnější materiály pro tlakové lití, protože nabízejí vynikající rovnováhu pevnosti, nízké hmotnosti a odolnosti proti korozi. To je činí vynikající volbou pro širokou škálu aplikací, od automobilových dílů po spotřební elektroniku. Zinečité slitiny jsou také běžné a cení si své schopnosti vytvářet složité, detailní díly s vysokou přesností.
2. Jaký je rozdíl mezi tlakovým litím a běžným litím?
Hlavní rozdíl spočívá v procesu a použitých materiálech. Tlakové lití využívá vysoký tlak k vstřikování taveniny do reutilizovatelné ocelové formy (formy), což jej činí ideálním pro vysokonákladovou výrobu neželezných kovů, jako je hliník a zinek. Jiné metody lití, jako je například pískové lití nebo přesné lití, používají jednorázové formy a jsou často vhodnější pro nižší objemy nebo pro lití železných kovů, jako je železo a ocel.
3. Jaké jsou nevýhody vysokotlakého lití (HPDC)?
Významnou nevýhodou HPDC je potenciál porozity. Protože se roztavený kov vstřikne tak rychle, může se uvěznit vzduch, což v dílce vytvoří malé dutiny. Tato porositost může oslabit mechanické vlastnosti konstrukce a ohrozit její strukturální integritu. Vysoké počáteční náklady na obráběcí nástroj (ocelový matric) také činí jeho výrobu méně ekonomickou pro malé sérii výroby.
4. Vydržte. Je lití na lisování aditivní výrobou?
Ne, lití na lisování je výrobní proces, který vytváří tvar, ne přísadový. Aditivní výroba, jako 3D tisk, vytváří objekty vrstvu po vrstvu z ničeho. Naopak, lití střílením formuje díl tím, že do již existující formy nebo střílením vstříkne roztavený materiál, který mu dá konečný tvar.