 Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —
Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —

Què és un soldador amb nucli fundent? Comenceu a soldar sense endevinar

Què és un soldador amb nucli de flux?
Un soldador amb nucli de flux és una màquina de soldadura per alimentació de fil que utilitza un fil tubular ple de flux. En moltes configuracions, aquest flux genera una protecció durant la soldadura, de manera que la màquina sovint pot funcionar sense una botella de gas separada. Si heu cercat què és un soldador amb nucli de flux , aquesta és la resposta en llenguatge senzill.
Un soldador amb nucli de flux és una màquina de soldadura per alimentació de fil que utilitza fil buit amb nucli de flux en lloc de fil sòlid, cosa que sovint permet fer soldadures sense gas mitjançant fil autoprotegit.
- Tipus de màquina: Màquina de soldadura per alimentació de fil
- Tipus de fil: Fil tubular buit amb flux a l’interior
- Avantatge més conegut: Sovent funciona bé sense una botella de gas de protecció externa
Què és un soldador de nucli flux en llenguatge senzill
Penseu-hi com una màquina que alimenta automàticament el fil de soldadura a través d’una pistola mentre esteu soldant. La gran diferència és el propi fil. En lloc d’un fil sòlid com el MIG estàndard, el nucli flux utilitza un fil buit ple de flux. En la conversa quotidiana, què és un soldador de flux normalment fa referència a aquest tipus de sistema d’alimentació de fil. Si també us pregunteu què és el nucli flux , es refereix a aquest fil tubular ple de flux i al procés de soldadura basat en ell.
Com la màquina crea protecció sense bombona de gas
Quan l’arc escalfa el fil, el flux interior reacciona i ajuda a protegir la piscina de soldadura fos dels contaminants atmosfèrics. Per això, el nucli flux autoprotegit és molt popular per a treballs en exteriors i tasques portàtils. Les referències sobre soldadura de IPU i AWS ambdós descriuen el FCAW com un mètode de soldadura per arc amb alimentació de fil que utilitza fil ple de flux per a la protecció. Així, quan la gent pregunta què és la soldadura de flux , normalment pregunten sobre aquesta acció de protecció i el procés que hi ha darrere.
Per què la gent confon el soldador i el FCAW
Aquí és on els principiants es fan un embolic. El soldador és la màquina. FCAW , o soldadura per arc amb nucli fundent, és el procés que realitza la màquina. Aquesta superposició és la raó per la qual cerques com què és la soldadura amb nucli fundent i què és un soldador amb nucli fundent sovint condueixen a la mateixa conversa. Els noms sonen intercanviables, però no són exactament el mateix. Aquesta distinció és encara més important quan comenceu a comparar unitats especialitzades amb nucli fundent amb màquines MIG que també poden treballar amb fil amb nucli fundent.

Soldador amb nucli fundent vs FCAW explicat
La confusió comença perquè aquests termes sonen com si signifiquessin el mateix, però no és així. Un nom fa referència a l'equipament, mentre que l'altre fa referència al mètode de soldadura. Aquesta distinció és important quan s'intenta determinar si cal una màquina nova, un filferro diferent o només un canvi de configuració.
Soldador amb nucli fundent vs procés FCAW
Si esteu preguntant què és la soldadura FCAW , la resposta curta és senzilla. Significat de FCAW is soldadura per arc amb fil amb nucli fundent , que és el nom del procés. Un soldador amb nucli fundent és la màquina utilitzada per dur a terme aquest procés. En termes tècnics, l'AWS descriu la FCAW com un procés de soldadura per arc semiautomàtic o automàtic que fa servir un elèctrode consumible continuament alimentat, ple de flux.
Per això, els manuals, els cursos i les taules de soldadura sovint diuen FCAW, mentre que les llistes en línia poden dir simplement soldador amb nucli fundent. En converses informals, la gent barreja els dos conceptes. En la pràctica, és útil distingir-los: el soldador és l'eina, i soldadura amb fil amb nucli fundent és la tasca que realitza l’eina.
Soldador MIG amb fil amb nucli fundent vs unitats només per a fil amb nucli fundent
Aquesta és la pregunta de l’usuari comprador que està al darrere de la majoria de confusions. Algunes màquines estan dissenyades principalment per a fil amb nucli fundent, sovint autoprotegit. D’altres són màquines de subministrament de fil de tipus MIG que també poden treballar amb fil amb nucli fundent si admeten la polaritat i els components de subministrament adequats. Les recomanacions de WeldGuru indiquen que molts soldadors MIG poden utilitzar fil amb nucli fundent amb modificacions com ara la polaritat i la configuració dels rodets d’alimentació. Per això, la gent cerca mig nucli fundent o fa servir l’expressió soldador mig amb nucli fundent .
Una unitat exclusiva per a fil amb nucli fundent sol ser més senzilla. Una màquina MIG compatible és més flexible, ja que pot commutar entre fil sòlid amb gas i fil amb nucli fundent sense necessitar un segon soldador. En ambdós casos, el fil continua alimentant-se mitjançant una pistola. El que canvia és el tipus de fil, el mètode de protecció i la configuració de la màquina.
| Tipus de màquina | Aproximació de protecció | Tipus de fil | Flexibilitat | Cas d'ús comú |
|---|---|---|---|---|
| Unitat exclusiva per a fil amb nucli fundent | Normalment autoprotegit per la flux del fil | Fil tubular amb nucli de flux | Menor | Reparacions en exteriors i treball portàtil |
| Soldador MIG en mode MIG | Gas de protecció extern | Fil sòlid | Mitjà | Fabricació en interiors i soldadures més netes |
| Soldador MIG compatible en mode de nucli de flux | Depèn del fil, sovint autoprotegit | Fil tubular amb nucli de flux | Superior | Usuaris que desitgen una màquina d’alimentació de fil per a múltiples configuracions |
| Màquina multifunció | Depèn del procés seleccionat | Depèn del mode | La més alta | Talleristes o usuaris aficionats que necessiten diverses opcions de soldadura |
On encaixen les màquines multiprocés
Les màquines multiprocés afegeixen una capa addicional. No creen un nou procés. Simplement doten una única font d’alimentació de la capacitat de commutar entre soldadura amb alimentació de fil i altres mètodes, sovint soldadura per estoc (stick) i, de vegades, soldadura TIG. Per tant, si ja en teniu una, la pregunta real no és què diu el panell frontal, sinó si la màquina admet soldadura amb fil amb nucli fundent amb la polaritat, el recorregut del fil i els consumibles adequats.
Aquests detalls són més importants que les etiquetes comercials. Una màquina pot ser compatible teòricament, però resultar frustrant en l’ús real si el sistema d’alimentació o els terminals no estan configurats correctament. És aquí on comencen a ser rellevants les parts reals de la màquina, especialment els components que guien, subjecten i energitzen el fil.
Components de la màquina de soldadura amb fil flux i nocions bàsiques sobre el fil
Els components que guien, subjecten i energitzen el fil mereixen la vostra màxima atenció. En una màquina de soldadura amb fil flux una configuració neta normalment depèn de diversos components clau que treballen junts en lloc de fer-se la competència.
Parts principals d'una màquina de soldadura amb nucli fundent
La disposició general és molt semblant a la de qualsevol soldadora d’alimentació per fil. Una guia bàsica de peces de Arccaptain destaca el mateix sistema fonamental present en moltes soldadores de fil: font d’alimentació, alimentador de fil, pistola i pinça de massa.
- Font d'alimentació: Crea el corrent de soldadura.
- Pistola i disparador: La pistola dirigeix el fil i el disparador inicia l’alimentació del fil i la sortida de soldadura.
- Cable i revestiment interior: El cable transporta l’energia, mentre que el revestiment interior guia el fil des de l’alimentador fins a la pistola.
- Pinça de massa: Connecta la peça de treball i tanca el circuit elèctric.
- Bobina de fil i alimentador: La bobina subjecta l'elèctrode, i els rodets d'arrossejament el fan avançar.
- Consell del contacte: Guia el fil a l'extrem de la pistola i hi transmet el corrent.
- Bornes de polaritat: Us permeten connectar la màquina segons el fil que s'utilitzi.
- Boquilla o difusor: Pot estar present en algunes configuracions, especialment quan es fa servir gas de protecció.
Tria del fil d'nucli fundent i de la punta de contacte adequats
Si esteu preguntant què és el fil d'nucli fundent , és un elèctrode tubular buit ple de flux. fil de soldadura amb nucli de flux és autoprotegit, de manera que genera el seu propi gas protector. Altres tipus necessiten un gas extern i són protegits per gas. Els compradors també es troben amb termes de cerca desordenats com fil amb nucli de flux , fil MIG amb nucli de flux , o fil de soldadura amb nucli de flux , però la decisió de compra depèn realment del tipus de protecció, del diàmetre del fil i de la compatibilitat amb la màquina.
La punta de contacte és més important del que molts principiants creuen. El Fabricant explica que la punta té dues funcions: guiar el fil i transferir el corrent de soldadura. La mateixa font assenyala que, en general, els fils tubulars s’alimenten millor amb puntes estàndard o lleugerament més grans, ja que una punta massa ajustada pot augmentar la força d’alimentació, provocar flexions i retrocés de la fusió. Una punta massa ampla pot fer que el fil es desviï i faci que l’arc sigui menys estable.
La compatibilitat del carret també és important. Utilitzeu un tipus de carret per al qual la màquina estigui dissenyada per transportar-lo i alimentar-lo de manera fluida. Els carrets més petits solen donar més flexibilitat al fil que els paquets a granel, cosa que pot afectar la facilitat amb què el fil passa per la punta i la mànega.
Rols d’alimentació, polaritat i conceptes bàsics del sistema d’alimentació
Miller assenyala que el fil d’ànima flux autopròtectora d’ànima flux és més tou que el fil sòlid, per la qual cosa sovint es recomanen rols d’alimentació dentats. Aquests subjecten el fil sense esclafir-lo ni deformar-lo tan fàcilment com poden fer-ho els rols normals. La mateixa orientació indica que la soldadura amb fil d’ànima flux autopròtectora sol utilitzar corrent continu amb electrodo negatiu, i les connexions de polaritat solen situar-se prop dels rols d’alimentació a l’interior de la màquina. Tot i això, sempre cal confirmar la polaritat a l’etiqueta del fil o al diagrama de la màquina, especialment quan es canvia entre fil autopròtectora i fil protegit amb gas. fil de soldadura amb nucli de flux .
Quan la bobina, els rotllos, el revestiment, la punta i la polaritat coincideixen tots, la màquina comença a comportar-se de manera previsible. Aquest és el moment en què l’arc en si esdevé més fàcil d’entendre, perquè cada acció del gallet posa en marxa la mateixa cadena d’esdeveniments.
Com funciona la soldadura amb nucli fundent
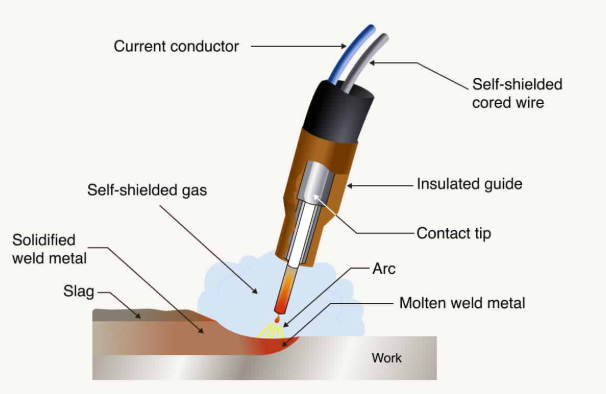
Premi el gallet d’una màquina d’alimentació de fil correctament carregada i la seqüència es produeix ràpidament. El fil es desplaça per la pistola, el corrent l’energitza i es forma un arc entre el fil i la peça de treball. Aquest arc fon el fil tubular i el metall base alhora, creant la piscina de soldadura. En la soldadura per arc amb nucli fundent , el flux empaquetat a l’interior del fil reacciona sota l’efecte de la calor i ajuda a protegir aquesta piscina fosca de l’aire circumdant. Aquesta és la raó fonamental per la qual la soldadura amb nucli fundent sovint es pot fer sense una botella de gas separada.
Què passa quan comença l’arc
Un simple definició de soldadura FCAW és una soldadura per arc amb alimentació de fil que utilitza un elèctrode tubular ple de flux. L’expressió soldadura amb nucli de flux fa referència a l'arc creat mentre aquest fil es consumeix contínuament. Orientació de Earlbeck divideix el procés en dues versions principals, però l’acció fonamental roman la mateixa en ambdós casos: alimentar el fil, crear l’arc, fondre el metall, protegir la bassa i, finalment, deixar refredar la cordada sota l’escòria.
Soldadura amb nucli de flux autoprotegida vs. amb protecció gasosa
La diferència més important és l’origen de la protecció. La soldadura FCAW-S autoprotegida utilitza flux dins del fil per generar la protecció necessària a la soldadura, fet pel qual el nucli de flux sense gas és popular a l’exterior i en condicions de vent. La soldadura FCAW-G amb protecció gasosa, sovint anomenada de doble protecció, continua fent servir fil amb nucli de flux, però hi afegeix un gas protector extern per obtenir un arc més estable, menys esquitxos i soldadures més netes en entorns controlats. Totes dues pertanyen a la mateixa família de soldadura amb nucli de flux (FCAW) perquè ambdues fan servir fil amb nucli de flux i el mateix procés bàsic d’arc amb alimentació de fil.
| Tipus | Mètode de protecció | Idoneïtat per a l’exterior | Necessitats de neteja | Penetració típica |
|---|---|---|---|---|
| FCAW-S autopròtecta | El flux de l’elèctrode genera la protecció | Opció sòlida per a treballar a l’exterior | Més esquitx i necessitat de retirar escòria | Bon nivell de penetració |
| FCAW-G amb protecció gasosa | Flux a l’elèctrode més gas extern | Menys adequat en condicions de vent | Menys esquitx, però encara cal netejar l’escòria | Bon penetration amb un control més fluid del bany |
Per què es forma l’escòria i què significa
L’escòria no és només residu sobrant. Unimig la descriu com un subproducte no metàl·lic que es forma quan la fluixa fosos pujada i s’endureix sobre la soldadura. Aquesta capa ajuda a protegir el cordó mentre es refreda i pot contribuir a mantenir la forma de la soldadura durant la solidificació. El contrapunt és la neteja: si l’escòria no es treu, especialment entre passes, pot quedar atrapada a la soldadura i provocar defectes.
El soldador és la màquina. El procés FCAW és el que realitza.
Aquesta cadena d’esdeveniments explica per què els detalls de configuració són tan importants. El tipus de fil, la polaritat i la mida de la punta de contacte no només afecten l’alimentació, sinó que també modifiquen el comportament de l’arc, l’aspecte del bany i la facilitat amb què es pot avaluar el primer cordó que es col·loca.
Com fer una soldadura amb fil flux per fer el vostre primer cordó
Les peces només importen si es configuren en l'ordre correct. Per a qualsevol persona nova en el soldatge amb nucli de flux, una rutina repetible per a la primera utilització estalvia temps, fil i frustració. Si heu vingut aquí per soldatge amb nucli de flux per a principiants , o fins i tot heu cercat soldatge amb nucli de flux per a principiants absoluts , mantingueu-ho senzill: comproveu que la màquina pugui fer servir fil amb nucli de flux, carregueu correctament el fil, utilitzeu la taula o el manual com a punt de partida i feu proves sobre sobrants abans de treballar sobre la peça real. Aquest és el mètode més segur per abordar el soldatge amb una soldadora d’alimentació de fil .
- Treballi en un espai sec i ben ventilat, i mantingui allunyats els materials inflamables.
- Porti un casco de soldadura, ulleres de protecció, guants, mànigues llargues, pantalons de longitud completa sense turmells i botes de cuir.
- Mantingui un extintor a prop.
- No soldi metalls pintats ni galvanitzats.
- Netegeu la zona de la junta i l'emplaçament on es fixarà la pinça de massa.
Carregar correctament el fil nucli de flux
La configuració de la màquina comença amb el recorregut del fil. Les indicacions de Miller i Lowe's expliquen per què això és important: el fil nucli de flux és més tou que el fil sòlid, de manera que la roda d’arrossegament adequada i una tensió ajustada correctament faciliten l’alimentació.
- Amb la màquina apagada, assegureu-vos que sigui compatible amb el fil nucli de flux i consulteu el manual per conèixer la mida de fil recomanada, la punta de contacte i les parts eventuals de la tovallola.
- Inspeccioneu el cable, la guia, la punta de contacte i el fil. Substituïu els consumibles desgastats i no utilitzeu fil oxidat.
- Instal·leu la roda d’arrossegament recomanada. Per al fil nucli de flux autopròtegit, normalment s’utilitza una roda d’arrossegament estriada.
- Col·loqueu la bobina i enfilau el fil pel sistema d’alimentació i la guia, i a continuació introduïu-lo pel pistola.
- Instal·leu la punta de contacte corresponent i retalleu el fil a la longitud de sobresortida recomanada. Lowe's indica que la sobresortida típica per als fils nucli de flux és de 3/4 de polzada a 1 polzada.
- Configureu la màquina segons el manual o bé segons el taula de paràmetres per a soldadura amb fil flux al panell de la porta. Utilitzeu aquests paràmetres com a punt de partida, no com a resposta definitiva.
Verificació de la polaritat, la connexió a terra i la tensió d’alimentació
Aquí és on comencen moltes primeres soldadures irregulars. Polaritat de la soldadura amb fil flux ha de coincidir amb el fil que esteu utilitzant. Per a molts fils d’acer dolç autopròtegits, Miller indica corrent continu amb electroda negativa, però sempre verifiqueu l’etiqueta del fil i el manual de la vostra màquina abans de soldar.
La tensió d’alimentació també requereix un enfocament sense endevinar. Una tensió excessiva pot aplanar el fil. Una tensió insuficient pot fer que llisqui i s’alimenti de forma irregular. Un mètode pràctic de Hobart Brothers consisteix a començar amb una tensió lleugera dels rodetes d’alimentació, introduir el fil a la palma d’un guant de soldadura i augmentar progressivament la tensió fins que deixi de lliscar, afegint-ne aproximadament mitja volta més. Finalment, connecteu la pinça de massa a metall nu net tan a prop de la zona de soldadura com sigui possible.
Realització d’una soldadura de prova i anàlisi del cordó
Si voleu saber com fer soldadura amb fil flux sense malgastar material, feu una petita corda de prova sobre un residu que s’assembli el més possible a la feina a realitzar. Tant Miller com Lowe's recomanen utilitzar els paràmetres indicats en les taules com a guies aproximades i ajustar-los després de fer les proves de soldadura. Escolteu l’arc per assegurar-vos que és estable, observeu l’alimentació uniforme del fil i examineu la corda per verificar que segueix una trajectòria regular, sense perforacions evidents, atascaments ni esquitxades excessives.
Fes només un ajustament cada cop. Canvis petits en la velocitat d’alimentació del fil, en l’interval de calor o en la distància de la pistola us donen molta més informació que girar aleatòriament els botons. Aquests primers consells per a la soldadura amb fil flux són fonamentals, perquè una màquina pot tenir els paràmetres correctes sobre el paper i, tot i això, soldar deficientment si el contacte de la pinça, la tensió o la polaritat no són adequats. I un cop l’arc comença a comportar-se correctament, el repte passa de la configuració al control manual, on la tècnica fa tota la diferència visible.

Tècniques de soldadura amb fil flux per obtenir millors cordes
Una màquina es pot carregar correctament i, malgrat això, produir cordons rugosos. En la soldadura amb fil flux, el control manual fa molta de la feina visible. Canvis petits en la longitud de fil sobresortint, l’angle de desplaçament i el ritme poden transformar proves desordenades en resultats sòlids. El més eficaç tècniques de soldadura amb fil flux no són espectaculars. Són hàbits senzills que es repeteixen de la mateixa manera en cada pas.
Tècniques essencials de soldadura amb fil flux
Miller recomana una tècnica d’arrossegar per a la soldadura amb fil flux, amb un angle de desplaçament normal d’uns 5 a 15 graus en condicions habituals. La mateixa guia indica una longitud típica de fil sobresortint d’aproximadament 3/4 de polzada per al fil flux. Bernard afegeix que una distància massa gran entre la pistola i la peça de treball i una velocitat de subministrament de fil massa lenta poden provocar retrocés de la fusió (burnback), mentre que problemes en el subministrament també poden apagar prematurament l’arc.
- Mantingueu una longitud de fil sobresortint constant, en lloc de variar-la acostant-vos o allunyant-vos de la junta.
- Arrossegueu la bassa de metall líquid en lloc d’empenyir-la. La regla del taller és fàcil de recordar: si hi ha escòria, arrossegueu.
- Utilitzeu un angle moderat de la pistola. Miller assenyala que un angle excessiu pot augmentar les esquitxades, reduir la penetració i provocar inestabilitat de l’arc.
- Mantingueu una velocitat de desplaçament constant perquè la bassa no s’endarrereixi respecte a l’arc i quedi atrapada escòria.
- Netegeu minuciosament entre passes amb un martell d’escairar, una brotxa de filferro o una esmeriladora.
Aquestes nocions bàsiques s’apliquen tant si les anomenem consells per a soldadura MIG amb nucli fundent com si simplement les anomenem soldadura amb fil de nucli fundent . Un moviment fluid i repetible és més important que intentar soldar ràpidament.
Com millorar les esquitxades, la penetració i la forma del cordó
La forma del cordó sol indicar què ha canviat. Bernard assenyala que una tensió excessiva per al règim d’alimentació del fil pot provocar traços en forma de cargol, mentre que una entrada de calor insuficient pot contribuir a inclusions d’escòria. Miller també indica que un lleuger moviment lateral i una breu pausa als costats poden ajudar a omplir una unió més ampla i evitar el tall lateral quan cal fer un moviment ondulant.
- Massa salpicadures: Comproveu si l'angle de la pistola és excessiu i assegureu-vos que els paràmetres coincideixen amb el fil i el material.
- Penetració insuficient: Verifiqueu la potència tèrmica, eviteu avançar massa ràpidament respecte a la bassa de fusió i mantingueu l’arc a la vora posterior.
- Sotaescorçament als extrems: Si feu moviments d’anada i tornada, feu una pausa lleugera a cada costat perquè el metall de soldadura ompli bé les vores.
- L’arc es talla contínuament: Busqueu problemes com crematge, embolicament del fil («birdnesting»), problemes amb la guia o tensió inadequada dels rodets d’alimentació abans d’acusar la màquina.
Aquest tipus d’interpretació basada en símptomes és el que converteix la pràctica aleatòria en tècniques de soldadura amb fil flux .
Ajustos senzills que condueixen a bones soldadures amb nucli de flux
- Fes un canvi cada cop. Utilitza la taula de la màquina com a punt de partida, després ajusta progressivament en lloc de girar els botons a l’atzar.
- Si el fil es crema cap enrere fins a la punta, inspecciona primer la velocitat d’alimentació del fil i la distància de la pistola.
- Si l’alimentació sembla irregular, comprova la guia interna, la punta de contacte i la tensió dels rodets d’alimentació.
- Quan facis soldadures de múltiples passes, deixa espai per a la passada següent i elimina tota l’escòria abans de continuar.
Bona soldadures amb nucli de flux solien provenir d’hàbits repetibles: mateixa protrusió, mateix angle d’arrossegament, mateix ritme i mateixa neteja. Manipular el fil de soldadura amb nucli de flux de forma suau ajuda a obtenir una forma de cordó més previsible, menys endevinacions i més bones soldadures amb nucli de flux aquesta coherència també facilita la valoració del procés per a tasques reals, ja que no tots els materials, ubicacions o requisits d’acabat s’adequen als seus punts forts.
Per a què serveix un soldador amb nucli de flux?
L’adientesa de la feina és tan important com la configuració. Si us plau, pregunteu-vos per a què serveix un soldador amb nucli de flux oR per a què s’utilitza la soldadura amb nucli de flux , la resposta breu és la següent: la soldadura amb fil amb nucli de flux destaca quan es necessita velocitat de soldadura per alimentació de fil, penetració ferma i un procés que funcioni bé a l’exterior. AWS destaca la soldadura amb fil amb nucli de flux (FCAW) per a l’acer estructural, ponts, construcció naval, canonades i reparació d’equipaments pesats, mentre que Miller assenyala que la soldadura amb fil amb nucli de flux autopròtectora és un procés ideal per a l’exterior i més tolerant amb materials una mica oxidats o bruts. Per tant, són bones les soldadures amb nucli de flux ? Sí, quan la feina s’ajusta al procés.
Millors aplicacions per a un soldador amb nucli de flux
Per a molts usuaris, la millor avantatge és la soldadura amb nucli fundent sense gas . El fil autoprotegit elimina la necessitat de portar una bombona de gas, cosa que simplifica les tasques de reparació portàtils. Aquest procés també és apreciat per la seva alta taxa de deposició i la seva gran penetració en seccions més gruixudes, no només per a treballs ràpids de puntejat.
- Soldadura en exteriors: El flux interior del fil proporciona protecció, de manera que el vent representa menys problema que en els processos de soldadura amb fil únicament amb gas.
- Reparació i fabricació pesada: L’AWS enumera l’acer estructural, els ponts, la construcció naval, les canonades i la reparació d’equipaments pesats com a aplicacions habituals de la soldadura amb fil tubular (FCAW).
- Acer dolç més gruixut: Aquest procés és especialment adequat per a aplicacions que requereixen una penetració més profunda i una velocitat de deposició de metall més elevada.
- Superfícies no perfectes: Miller assenyala que és més tolerant respecte a materials una mica rovellats, bruts o contaminats que el MIG tradicional.
Quan el nucli flux no és la millor opció
No és automàticament la millor solució per a tot projecte. Miller assenyala que les soldadures amb nucli flux deixen escòria que cal trencar i sovint són menys estèticament refinades que les de MIG, raó per la qual molts operaris trien el MIG en espais interiors quan la neteja i l’aspecte són factors importants. També pot ser més difícil treballar amb metalls prims, ja que augmenta el risc de perforació i cal aplicar una tècnica més precisa.
El mateix patró es repeteix amb l’acer inoxidable. Weldguru assenyala que amb nucli flux autopròtecteix l’acer inoxidable es pot fer per a petites soldadures estructurals, però no és l’opció més neta visualment i és inadequada per a treballs on la qualitat superficial és fonamental. Cerques com soldadura amb nucli flux d’alumini oR es pot soldar alumini amb nucli flux sovint provenen de la mateixa suposició que una configuració amb un sol fil cobreix tots els metalls. Les fonts aquí apunten molt més clarament a l'acer dolç i algunes aplicacions d'acer inoxidable com a zona de confort del procés.
Com decidir en funció de la ubicació del material i les necessitats d’acabat
- Espessor del material: L’acer més gruixut generalment s’adapta millor al procés FCAW que la xapa prima, on el control de la calor és menys perdonador.
- Entorn de treball: A l’exterior o al camp, el fil nuclis flux autopròtecte té una clara avantatge.
- Tolerància a la neteja: Si trencar escòria i gestionar les esquitxades us sembla una molèstia, un procés més net per a interiors pot ser més adequat.
- Expectatives de superfície: Si la corda final ha de tenir un aspecte net amb una mínima feina post-soldadura, el fil nucli flux sovint no és la primera opció.
- Tipus de metall: Seleccioneu el fil segons el material. L’acer inoxidable requereix un fil nucli flux específic per a acer inoxidable, no un fil per a acer dolç.
Aquest marc fa que la resposta sigui pràctica en lloc d’abstracta. Un soldador de nucli flux és una bona opció per a treballs d’acer en exteriors, reparacions i fabricació més pesada. És menys adequat per a projectes amb materials primes i on predomina l’aspecte estètic. Vist d’aquesta manera, la pregunta real no és si el nucli flux és bo o dolent, sinó quin procés us ofereix menys compromisos pel material amb què treballeu.
Nucli flux vs MIG, revestit i TIG
Tria un procés de soldadura esdevé més fàcil quan deixeu de preguntar-vos quin és el millor en general i comenceu a preguntar-vos què necessita realment la feina. La majoria nucli flux vs MIG de les decisions es redueixen a quatre factors: on soldareu, com de neta ha de quedar la cordó acabat, el gruix de l’acer i la quantitat d’equipament de preparació que esteu disposats a transportar. Una comparació general de ESAB i una guia pràctica de camp de la marca Arccaptain coincideixen en la visió global: tant el MIG com el nucli flux són mètodes ràpids d’alimentació per fil, el soldatge revestit és molt resistent per a treballs en exteriors, i el TIG ofereix el màxim control i millor aspecte, però requereix més habilitat i temps.
Nucli de flux vs MIG per a decisions d'adquisició quotidianes
Per a molts principiants, la soldadura MIG o de nucli de flux sembla triar entre dues versions de la mateixa màquina. Aquesta impressió és parcialment certa i parcialment enganyosa. Tots dos són mètodes d’alimentació per fil, i moltes màquines de tipus MIG poden treballar amb fil de nucli de flux. Però la comparació entre soldadura MIG i FCAW no és només un canvi de fil. La soldadura MIG utilitza un gas protector extern, que ajuda a obtenir soldadures més netes, amb menys escòria i menys neteja posterior. La soldadura per arc amb fil tubular de nucli de flux (FCAW) utilitza un fil tubular que conté flux a l’interior. En mode autoprotegit, sovint prescindeix de la bombona de gas i suporta molt millor el vent.
Això és el perquè la frase nucli de flux MIG apareix tan sovint en les cerques. Normalment, les persones es refereixen a un alimentador de fil de tipus MIG configurat per a FCAW. De la mateixa manera, soldadura MIG amb fil de nucli de flux és un llenguatge habitual a les botigues, però tècnicament encara és soldadura amb nucli de flux, no soldadura MIG protegida amb gas estàndard. Les cerques de soldadura mig sense gas normalment apunten a aquesta mateixa configuració autoprotegida.
| Processos | Mètode de protecció | Rendiment en l’aire lliure | Neteja | Portabilitat | Corba d'aprenentatge | Control sobre metalls primes | Velocitat | Ús habitual |
|---|---|---|---|---|---|---|---|---|
| Nucli de flux, soldadura FCAW autoprotegida | Flux dins del fil, cap bombona de gas separada | Molt bona en condicions de vent | Més fum, esquitxos i escòria | Alta | Principiant a intermedi | Raonable per a metalls primes, més forta en acer de gruix mitjà a gruixut | Ràpid | Reparació en exteriors, acer més pesat, treball al camp |
| MIG, GMAW | Es requereix gas de protecció extern | Funciona malament en condicions ventoses | Soldadures més netes, menys escòria | Moderat | Apta per a principiants | Millor control sobre materials més prims | Ràpid | Fabricació en interior, treball al garatge, soldadures acabades més netes |
| Electrode revestit, SMAW | L’elèctrode recobert de flux genera protecció | Molt bo per a l’exterior | Més escòria i neteja | Alta | Adequat per a principiants fins a nivell moderat | Menys adequat per a xapa prima | Moderat | Treballs de reparació, acer brut o rovellós, treballs agrícoles i en obra |
| TIG, GTAW | Es requereix gas inert extern | Sensible al vent | Molt Net | Moderat a Alt | El més difícil d’aprendre | Millor control sobre metall prim | Lentament | Treball de precisió, inoxidable, d'alumini, soldadures crítiques des del punt de vista estètic |
Com es compara el procés amb nucli fundent amb el soldatge amb electrodo revestit i el TIG
La sMAW vs FCAW la comparació és especialment útil per al treball en acer a l'aire lliure. Tots dos suporten millor els entorns adversos que el MIG o el TIG. La diferència rau en el sistema d'alimentació. L'SMAW utilitza barres consumibles curtes i s'atura cada cop que s'esgota una barra. L'FCAW alimenta de forma contínua, de manera que normalment és més ràpid i manté la piscina de metall líquid en moviment amb menys interrupcions. L'SMAW continua sent una opció sòlida quan les superfícies estan brutes o quan la simplicitat és el factor més important.
El TIG es troba a l'extrem oposat de l'espectre. ESAB descriu el TIG com un procés més lent i més difícil de dominar, però que produeix les soldadures més estètiques i ofereix el control més precís. Si l'aspecte, la neteja o la destresa en metalls primes és més important que la velocitat, el TIG sol ser la millor opció. Si la tasca consisteix en reparacions d'acer a l'aire lliure o en materials més gruixuts, el procés amb nucli fundent és molt més pràctic.
Trieu nucli de flux per a treballs portàtils d'acer en exteriors, MIG per a fabricació interior més neta, electrodo revestit per a reparacions rudes i TIG per a precisió i acabat.
Auto-protegida vs. protegida amb gas: FCAW a primera vista
Dins de la família FCAW, la següent decisió és l’estil de protecció. Earlbeck assenyala que la FCAW auto-protegida està dissenyada per a treball en camp i en condicions de vent, mentre que la FCAW de doble protecció combina fil amb nucli de flux i gas extern per obtenir soldadures més netes, un millor control del bany i menys esquitxades en entorns interiors de fabricació.
| Tipus de FCAW | Aproximació de protecció | Millor ubicació | Neteja i aspecte | Millor Opció |
|---|---|---|---|---|
| FCAW-S autopròtecta | Protecció generada únicament pel flux | A l’exterior, treball en camp, àrees ventoses | Més escòria i esquitxades, aspecte més rugós | Reparació portàtil i treballs d’acer estructural |
| FCAW-G amb protecció gasosa | Fil amb nucli de flux més gas extern | A l’interior o en condicions controlades d’oficina | Cordó més net, menys esquitx, millor control de la bassa de fusió | Taller de fabricació i treballs de producció més intensiva |
Aquesta comparació redueix ràpidament les opcions, però per si sola no evita problemes. Dos soldadors poden triar el procés adequat i, tot i això, obtenir resultats molt diferents si la polaritat, l’alimentació del fil, la velocitat de desplaçament o els consumibles no són els correctes. Aquests símptomes ja expliquen la seva pròpia història un cop l’arc comença a comportar-se de forma anormal.

Resolució de problemes en la soldadura amb fil amb nucli de flux i escalat
La majoria equip de soldadura per arc amb fil amb nucli de flux us dona senyals d’alerta abans que una soldadura es desfaci completament. El cordó es torna irregular, el fil trontolla, l’escòria comença a amagar-se a la unió o l’acer fi es crema més ràpid del que s’esperava. Això és útil, perquè un soldador amb fil amb nucli de flux o petit màquina de soldadura FCAW normalment no falla de forma aleatòria. Les orientacions pràctiques de Bernard i Hobart Brothers apunten als mateixos pocs causes: paràmetres fora de l’interval recomanat, alimentació defectuosa del fil, neteja insuficient entre passes o tècnica que varia durant la soldadura.
Problemes habituals en la soldadura amb fil flux i solucions
| Símptoma | Causa Probable | Primera solució |
|---|---|---|
| Esquitxament excessiu | Paràmetres o tècnica fora de l’interval recomanat pel fabricant del fil | Torneu als paràmetres recomanats i estabilizeu la tècnica d’arrossegar |
| Traçat de cargol | Voltatge excessiu per a la velocitat d’alimentació del fil i l’amperatge | Redueixeu el voltatge en increments de 0,5 V fins que desaparegui |
| Penetració deficient | Entrada de calor insuficient, velocitat de desplaçament excessiva o accés deficient a la soldadura | Augmentar l'entrada de calor dins de l'interval recomanat pel fabricant del fil i millorar la preparació de la soldadura |
| Inclusions de escòria | Col·locació incorrecta del cordó, angle de desplaçament incorrecte, entrada de calor baixa o neteja inadequada entre passes | Netejar entre passes, ajustar l'angle d'arrossegament i deixar espai per a passes addicionals |
| Fusió excessiva en materials primes | Entrada de calor excessiva | Disminuir l'interval de tensió, reduir la velocitat d'alimentació del fil i augmentar la velocitat de desplaçament |
| Alimentació erràtica del fil | Enrotllament d'ocell, rodetes d'arrossegament incorrectes, tensió excessiva o una guia obstruïda o inadequada | Netegeu el fil, reinicieu la tensió, utilitzeu rodetes d'arrossegament estriades amb ranura en V i inspeccioneu la guia |
| Error de polaritat després d'un canvi de fil | La configuració de la màquina ja no coincideix amb el fil que s'està utilitzant | Atureu-vos i comproveu l'etiqueta del fil i el manual de la màquina abans de canviar més paràmetres |
Indicadors que el problema és degut a la tècnica de configuració o als consumibles
Els patrons són importants en la soldadura amb flux . Si el problema comença just després de carregar una bobina nova, substituir una punta o reenrotllar la pistola, examineu primer els consumibles i les peces d'alimentació. Tant Bernard com Hobart associen l'enrotllament d'ocell a rodetes d'arrossegament inadecuades, tensió excessiva de les rodetes d'arrossegament, obstrucció de la guia, tall inadequat de la guia o mida incorrecta de la guia. La fusió de la punta sol indicar una velocitat d'alimentació massa lenta del fil o mantenir la pistola massa a prop de la peça de treball. Ambdós fabricants recomanen mantenir la distància entre la punta de contacte i la peça de treball en uns 32 mm o menys.
- Si el fil s'enreda al sistema d'alimentació, sospiteu primer el sistema d'arrossegament abans d'acusar la màquina.
- Si apareixen defectes entre passes, sospiteu la neteja de escòria i la col·locació del cordó.
- Si el cordó canvia de forma al llarg d’una passada, probablement el vostre angle o la velocitat de desplaçament estiguin canviant al mateix temps.
- Si observeu un cordó rugós juntament amb porus visibles, netegeu novament el metall base i elimineu la rovell, l’oli, la pintura, la humitat i la brutícia.
Quan passar de la soldadura en taller a suport de producció
Una màquina manual encara té molt de sentit per a treballs de reparació, obres d’acer a l’aire lliure, prototipatge i fabricació de baix volum. Les màquines de soldadura més grans basades en taller de nucli fundent també són adequades per a treballs de manteniment i estructurals. L’equació canvia quan cada peça ha de coincidir exactament amb l’anterior, cada soldadura requereix traçabilitat i la capacitat de producció és tan important com la qualitat del cordó. JR Automation descriu la unió automotriu com un entorn impulsat per la repetibilitat, on els sistemes automatitzats donen suport a una qualitat basada en dades a gran escala.
Aquí és on es pot aplicar el procés de soldadura amb fil de nucli fundent deixa de ser només una habilitat de taller i es converteix en una decisió del sistema de producció. Per a peces de xassís repetibles o altres muntatges d’alta volumetria, els fabricants sovint van més enllà de la soldadura manual o semiautomàtica soldadura amb nucli fundent i avaluen un soci especialitzat amb línies robòtiques i un control de qualitat formal. Un exemple és Shaoyi Metal Technology , que ofereix soldadura personalitzada per a acer, aluminio i altres metalls mitjançant línies de soldadura robòtiques i un sistema de qualitat certificat segons la norma IATF 16949. Per a reparacions bàsiques, una configuració amb nucli fundent sol ser suficient. Per a la producció repetible, la decisió més intel·ligent sol ser aquella que redueix la variabilitat abans que comenci.
Utilitzeu un soldador amb nucli fundent per a reparacions i fabricació. Utilitzeu l’automatització o un soci especialitzat quan la repetibilitat es converteixi en la tasca real.
Preguntes freqüents sobre soldadors amb nucli fundent
1. És el mateix un soldador amb nucli fundent que el procés FCAW?
No. Un soldador d’electrode tubular és la màquina o el sistema d’alimentació de fil, mentre que el procés FCAW (soldadura per arc amb fil tubular) és el procés de soldadura en si mateix. Aquesta diferència és important perquè una màquina pot estar dissenyada principalment per a soldadura amb fil tubular, mentre que una altra pot ser una unitat MIG o multiprocés que només pot realitzar FCAW un cop s’han instal·lat el fil adequat, la polaritat i els components d’alimentació.
2. Els soldadors d’electrode tubular sempre funcionen sense gas?
No sempre. Moltes unitats petites i portàtils s’utilitzen amb fil autoprotegit, que genera la seva pròpia protecció i no necessita bombona de gas. Tanmateix, alguns fils tubulars requereixen protecció amb gas, de manera que la necessitat de gas depèn del tipus de fil que s’instal·li, i no només del nom del soldador.
3. Pot un soldador MIG utilitzar fil tubular?
Sovent sí, si la màquina és compatible amb fil nuclis flux i es pot configurar correctament. Això normalment significa comprovar la polaritat, els rodetes d’alimentació, la mida de la punta de contacte i el recorregut del fil abans de soldar. Quan una màquina de tipus MIG utilitza fil nuclis flux, realitza un procés FCAW en lloc de la soldadura MIG estàndard amb protecció gasosa.
4. Per a què és especialment adequat un soldador de nucli flux, i és fàcil d’emprar per a principiants?
Els soldadors de nucli flux són especialment útils per a reparacions i manteniment en exteriors i per a treballar amb acer més gruixut, on el vent dificulta la gestió de la soldadura amb protecció gasosa. Molts principiants els prefereixen perquè el fil s’alimenta de forma contínua i la configuració pot ser senzilla quan s’utilitza fil autoprotegit. El contrapunt és que els usuaris novells han de gestionar encara l’escòria, les esquitxades i el control estable de la mà per obtenir resultats nets.
5. Quan n’hi ha prou amb un soldador de nucli flux i quan hauria d’optar un fabricant per a suport de soldadura automatitzat?
Un soldador de nucli de flux portàtil o d’oficina normalment és suficient per a treballs de reparació, prototips i fabricació de baix volum. Un cop una empresa necessita peces repetibles, una coherència més rigorosa i una qualitat traçable en sèries més grans, la soldadura automàtica esdevé una opció més adequada. Per a les peces del xassís d’automòbils, els fabricants poden recórrer a socis especialitzats com ara Shaoyi Metal Technology, que ofereix línies de soldadura robòtiques i un sistema de qualitat certificat segons la norma IATF 16949 per a la producció de precisió.